kiemsoat cl juran
TRANSCRIPT

Tác giả: J. M. Juran và A. Blanton Godfrey
Lời người dịch. Trong bài Juran viết về chất lượng, Juran đưa ra khái niệm tam
giác chất lượng, tam giác đó gồm ba cạnh: Lập kế hoạch chất lượng – Kiểm soát
chất lượng – Cải tiến chất lượng. Bài viết này sẽ trình bày đầy đủ nội dung cạnh
thứ hai của tam giác chất lượng và sẽ được đăng thành nhiều kỳ. Về cách bố trí
nội dung không thành các bước, bài viết không hay và dễ áp dụng bằng bài Lập kế
hoạch chất lượng, nhưng ý tưởng lại hết sức quan trọng trong thực tế: muốn vận
hành tốt một quá trình cung cấp sản phẩm hoặc dịch vụ thì phải kiểm soát được
nó.
Nội dung toàn bài
GIỚI THIỆU
Định nghĩa kiểm soát chất lượng
Quan hệ với Đảm bảo chất lượng
Vòng lặp phản hồi
CÁC YẾU TỐ CỦA VÒNG PHẢN HỒI
Lựa chọn đối tượng kiểm soát
Thiết lập sự đo lường
Thiết lập các tiêu chuẩn hiệu suất: Mục tiêu sản phẩm và mục tiêu quy trình
Đo lường hiệu suất hiện tại
Thiết bị đo
So sánh với tiêu chuẩn
Thực hiện hành động để san bằng sự khác biệt
Quy trình
Chu trình PDCA
THÁP KIỂM SOÁT

Kiểm soát bởi các phương tiện phi con người
Kiểm soát bởi nhân viên làm việc trực tiếp
Kiểm soát bởi các cấp quản lý
LẬP KẾ HOẠCH KIỂM SOÁT CHẤT LƯỢNG
Khách hàng và nhu cầu của họ
Ai lập kế hoạch?
Các khái niệm về kiểm soát chất lượng
Sơ đồ luồng
Các trạm kiểm soát
CÁC MỨC KIỂM SOÁT QUY TRÌNH
Kiểm soát khởi động
Kiểm soát vận hành
Kiểm soát sản phẩm
Kiểm soát thiết bị
Ý tưởng về sự Ưu thế
Phân loại tính hệ trọng
Công suất của quy trình
BẢNG TÍNH KIỂM SOÁT
Ai làm gì?
SỰ PHÙ HỢP CỦA QUY TRÌNH
Các nguyên nhân thông thường và đặc biệt của sự biến đổi
Biểu đồ kiểm soát Shewhart

Các điểm trong giới hạn kiểm soát
Các điểm ngoài giới hạn kiểm soát
Các giới hạn kiểm soát thống kê và dung sai chất lượng
Tự kiểm soát; Khả năng chế ngự
Ảnh hưởng của quyết định về sự phù hợp của quy trình
SỰ PHÙ HỢP CỦA SẢN PHẨM; THÍCH HỢP ĐỂ SỬ DỤNG
Quyết định về sự phù hợp của sản phẩm
Tự thanh tra
Quyết định về Thích hợp để sử dụng
Xử lý sản phẩm không thích hợp
Hành động sửa chữa
Chấn đoán sự thay đổi đột biến
Biện pháp sửa chữa
VAI TRÒ CỦA CÁC PHƯƠNG PHÁP THỐNG KÊ
Kiểm soát quy trình thống kê
Phần thưởng
Rủi ro
Thông tin ra quyết định
SỔ TAY KIỂM SOÁT CHẤT LƯỢNG
Cấu trúc của Sổ tay Chất lượng
KIỂM SOÁT THÔNG QUA HỆ THỐNG THƯỞNG
TẠO ĐIỀU KIỆN CHO KIỂM TOÁN

KIỂM SOÁT CHẤT LƯỢNG: CÓ GÌ MỚI?
TÓM TẮT
CÔNG VIỆC CỦA NHÂN VIÊN QUẢN LÝ
THAM CHIẾU
GIỚI THIỆU (INTRODUCTION)
Định nghĩa kiểm soát chất lượng (The Quality Control Defined). Bài này mô tả
quy trình kiểm soát chất lượng. “Kiểm soát chất lượng” là một quy trình quản lý
phổ quát với mục đích điều khiển hoạt động sản xuất sao cho luôn luôn giữ được
trạng thái ổn định (stability) – nghĩa là ngăn cản sự thay đổi bất lợi và “duy trì sự
nguyên trạng”.
Để đảm bảo sự ổn định, quy trình kiểm soát chất lượng đánh giá hiệu suất hoạt
động hiện tại, so sánh hiệu suất đó với các mục tiêu (goals) và thực hiện các hành
động để đưa hiệu suất hiện tại về gần hiệu suất mục tiêu.
Kiểm soát chất lượng là một trong ba quy trình quản lý cơ bản của quản lý chất
lượng. Hai quy trình còn lại là lập kế hoạch chất lượng (Bài 3) và cải tiến chất
lượng (Bài 5). Sơ đồ tam giác Juran (Hình 4-1) thể hiện sự phụ thuộc lẫn nhau
giữa ba quy trình đó.

Hình 4.1. Sơ đồ tam giác Juran
Hình 4.1 sẽ được sử dụng trong nhiều bài khác nhau để mô tả quan hệ giữa các
quy trình lập kế hoạch chất lượng, kiểm soát chất lượng và cải tiến chất lượng. Bài
này tập trung chủ yếu vào các hoạt động kiểm soát, xem trên Hình 4.1 là vùng có
chữ “zone of quality control”. Vùng phía trên là vùng có lãng phí không thể chấp
nhận, đó là vùng dành cho quy trình cải tiến chất lượng. Sau khi việc cải tiến được
thực hiện, một mức hiệu suất (hiệu năng) mới được thiết lập, giờ là lúc thiết lập
các kiểm soát mới tại mức hiệu suất này để ngăn ngừa các lãng phí không thể chấp
nhận (tức vùng gọi là New zone of quality control).
Thuật ngữ “Kiểm soát chất lượng” xuất hiện ngay từ sớm trong thế kỷ 20 (Radford
1917, 1922). Ý tưởng là mở rộng cách tiếp cận để đạt được chất lượng, từ cách
thanh tra xử lý sự đã rồi đến cách được gọi là “ngăn ngừa khiếm khuyết”. Trong
một số thập kỷ, từ “kiểm soát” (control) có một nghĩa rộng, bao hàm cả ý lập kế
hoạch chất lượng. Sau đó xuất hiện các sự kiện thu hẹp lại ý nghĩa của “kiểm soát
chất lượng”. Xu hướng “kiểm soát chất lượng thống kê” xuất hiện từ ý tưởng kiểm
soát chất lượng bằng các phương pháp thống kê. Xu hướng “độ tin cậy”
(reliability) đòi hỏi rằng kiểm soát chất lượng chỉ được áp dụng cho thời điểm
kiểm thử (test), tức vào cuối một công đoạn sản xuất nào đó mà không áp dụng
trong suốt thời gian thực thi của công đoạn sản xuất.
Tại nước Mỹ, thuật ngữ “kiểm soát chất lượng” giờ có nghĩa như cách hiểu trên:
kiểm soát chất lượng chỉ áp dụng cho thời điểm kiểm thử mà thôi. Thuật ngữ
“quản lý chất lượng toàn diện” (TQM, total quality management) giờ được sử
dụng như một thuật ngữ bao quát tất cả hoạt động chất lượng (all-embracing term).
Tại Châu Âu, thuật ngữ “kiểm soát chất lượng” còn có nghĩa hẹp hơn. Gần đây, tổ
chức chất lượng toàn Châu Âu đã thay đổi tên từ Tổ chức Châu Âu về Kiểm soát
Chất lượng (European Organization for Quality Control) thành Tổ chức Châu Âu
về Chất lượng (European Organization for Quality). Tại Nhật Bản, thuật ngữ
“kiểm soát chất lượng” có nghĩa rộng hơn. Thuật ngữ “kiểm soát chất lượng toàn
diện” (total quality control) tương đương với thuật ngữ TQM tại Mỹ. Năm 1997,
Liên hiệp các Nhà khoa học và Kỹ sư Nhật Bản (JUSE, Japanese Union of
Scientists and Engineers) đã thay thế thuật ngữ “kiểm soát chất lượng toàn diện –
TQC” bằng thuật ngữ “quản lý chất lượng toàn diện – TQM” để thống nhất cùng
một cách hiểu của thế giới.
Quy trình kiểm soát chất lượng là một trong các bước của hoạt động lập kế hoạch
chất lượng tổng thể (overall quality planning sequence) đã được mô tả trong bài
Quy trình lập kế hoạch chất lượng, được tóm tắt lại trong Bài 14 – Quản lý chất
lượng toàn diện. Hình 4.2 thể hiện các đầu vào – đầu ra của bước kiểm soát chất
lượng.
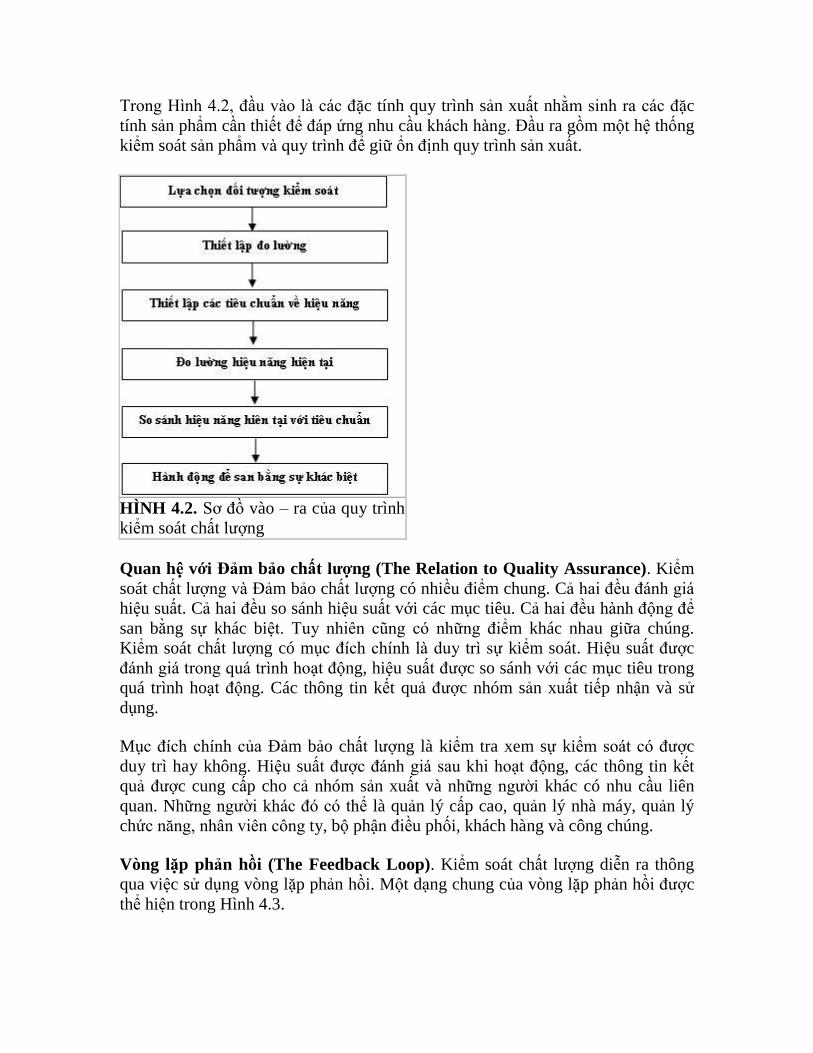
Trong Hình 4.2, đầu vào là các đặc tính quy trình sản xuất nhằm sinh ra các đặc
tính sản phẩm cần thiết để đáp ứng nhu cầu khách hàng. Đầu ra gồm một hệ thống
kiểm soát sản phẩm và quy trình để giữ ổn định quy trình sản xuất.
HÌNH 4.2. Sơ đồ vào – ra của quy trình
kiểm soát chất lượng
Quan hệ với Đảm bảo chất lượng (The Relation to Quality Assurance). Kiểm
soát chất lượng và Đảm bảo chất lượng có nhiều điểm chung. Cả hai đều đánh giá
hiệu suất. Cả hai đều so sánh hiệu suất với các mục tiêu. Cả hai đều hành động để
san bằng sự khác biệt. Tuy nhiên cũng có những điểm khác nhau giữa chúng.
Kiểm soát chất lượng có mục đích chính là duy trì sự kiểm soát. Hiệu suất được
đánh giá trong quá trình hoạt động, hiệu suất được so sánh với các mục tiêu trong
quá trình hoạt động. Các thông tin kết quả được nhóm sản xuất tiếp nhận và sử
dụng.
Mục đích chính của Đảm bảo chất lượng là kiểm tra xem sự kiểm soát có được
duy trì hay không. Hiệu suất được đánh giá sau khi hoạt động, các thông tin kết
quả được cung cấp cho cả nhóm sản xuất và những người khác có nhu cầu liên
quan. Những người khác đó có thể là quản lý cấp cao, quản lý nhà máy, quản lý
chức năng, nhân viên công ty, bộ phận điều phối, khách hàng và công chúng.
Vòng lặp phản hồi (The Feedback Loop). Kiểm soát chất lượng diễn ra thông
qua việc sử dụng vòng lặp phản hồi. Một dạng chung của vòng lặp phản hồi được
thể hiện trong Hình 4.3.
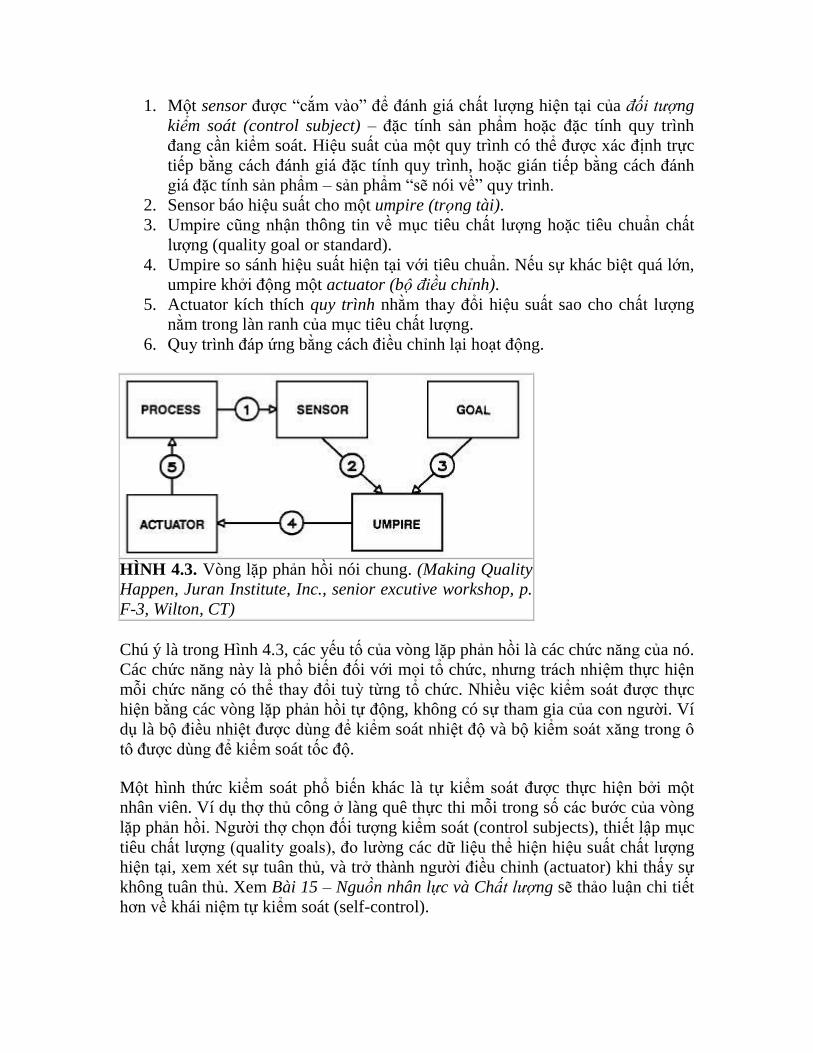
1. Một sensor được “cắm vào” để đánh giá chất lượng hiện tại của đối tượng
kiểm soát (control subject) – đặc tính sản phẩm hoặc đặc tính quy trình
đang cần kiểm soát. Hiệu suất của một quy trình có thể được xác định trực
tiếp bằng cách đánh giá đặc tính quy trình, hoặc gián tiếp bằng cách đánh
giá đặc tính sản phẩm – sản phẩm “sẽ nói về” quy trình.
2. Sensor báo hiệu suất cho một umpire (trọng tài).
3. Umpire cũng nhận thông tin về mục tiêu chất lượng hoặc tiêu chuẩn chất
lượng (quality goal or standard).
4. Umpire so sánh hiệu suất hiện tại với tiêu chuẩn. Nếu sự khác biệt quá lớn,
umpire khởi động một actuator (bộ điều chỉnh).
5. Actuator kích thích quy trình nhằm thay đổi hiệu suất sao cho chất lượng
nằm trong làn ranh của mục tiêu chất lượng.
6. Quy trình đáp ứng bằng cách điều chỉnh lại hoạt động.
HÌNH 4.3. Vòng lặp phản hồi nói chung. (Making Quality
Happen, Juran Institute, Inc., senior excutive workshop, p.
F-3, Wilton, CT)
Chú ý là trong Hình 4.3, các yếu tố của vòng lặp phản hồi là các chức năng của nó.
Các chức năng này là phổ biến đối với mọi tổ chức, nhưng trách nhiệm thực hiện
mỗi chức năng có thể thay đổi tuỳ từng tổ chức. Nhiều việc kiểm soát được thực
hiện bằng các vòng lặp phản hồi tự động, không có sự tham gia của con người. Ví
dụ là bộ điều nhiệt được dùng để kiểm soát nhiệt độ và bộ kiểm soát xăng trong ô
tô được dùng để kiểm soát tốc độ.
Một hình thức kiểm soát phổ biến khác là tự kiểm soát được thực hiện bởi một
nhân viên. Ví dụ thợ thủ công ở làng quê thực thi mỗi trong số các bước của vòng
lặp phản hồi. Người thợ chọn đối tượng kiểm soát (control subjects), thiết lập mục
tiêu chất lượng (quality goals), đo lường các dữ liệu thể hiện hiệu suất chất lượng
hiện tại, xem xét sự tuân thủ, và trở thành người điều chỉnh (actuator) khi thấy sự
không tuân thủ. Xem Bài 15 – Nguồn nhân lực và Chất lượng sẽ thảo luận chi tiết
hơn về khái niệm tự kiểm soát (self-control).
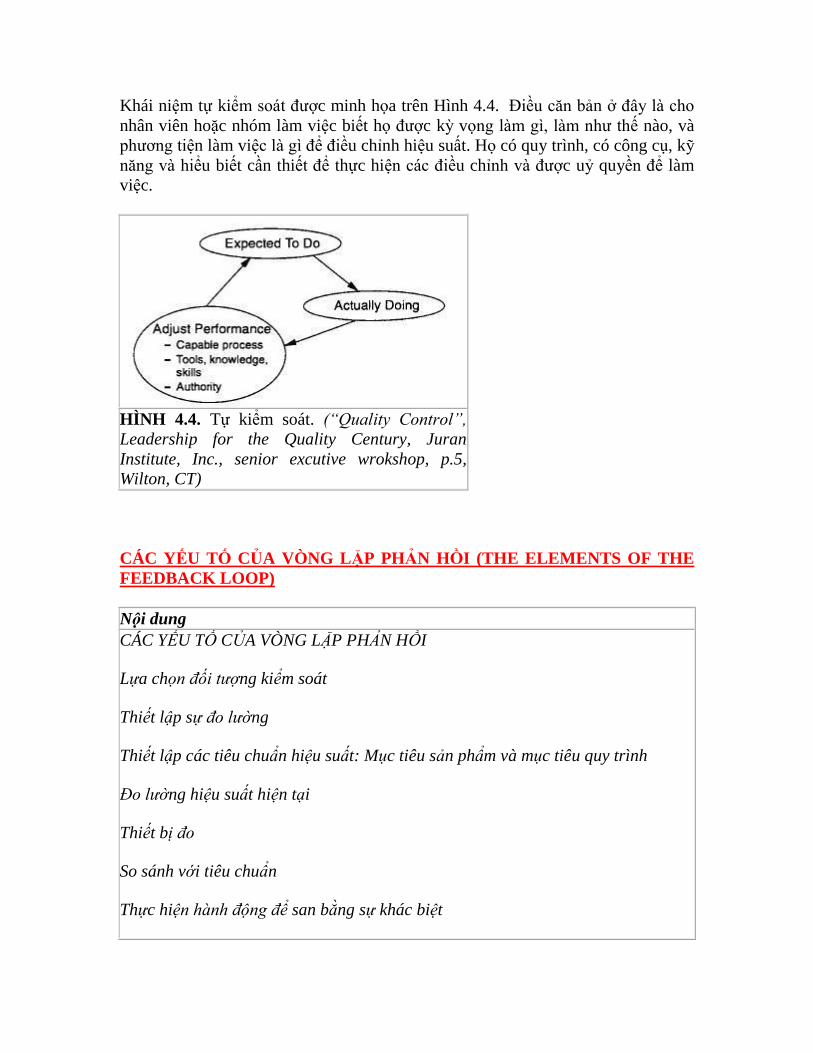
Khái niệm tự kiểm soát được minh họa trên Hình 4.4. Điều căn bản ở đây là cho
nhân viên hoặc nhóm làm việc biết họ được kỳ vọng làm gì, làm như thế nào, và
phương tiện làm việc là gì để điều chỉnh hiệu suất. Họ có quy trình, có công cụ, kỹ
năng và hiểu biết cần thiết để thực hiện các điều chỉnh và được uỷ quyền để làm
việc.
HÌNH 4.4. Tự kiểm soát. (“Quality Control”,
Leadership for the Quality Century, Juran
Institute, Inc., senior excutive wrokshop, p.5,
Wilton, CT)
CÁC YẾU TỐ CỦA VÒNG LẶP PHẢN HỒI (THE ELEMENTS OF THE
FEEDBACK LOOP)
Nội dung
CÁC YẾU TỐ CỦA VÒNG LẶP PHẢN HỒI
Lựa chọn đối tượng kiểm soát
Thiết lập sự đo lường
Thiết lập các tiêu chuẩn hiệu suất: Mục tiêu sản phẩm và mục tiêu quy trình
Đo lường hiệu suất hiện tại
Thiết bị đo
So sánh với tiêu chuẩn
Thực hiện hành động để san bằng sự khác biệt

Quy trình
Chu trình PDCA
CÁC YẾU TỐ CỦA VÒNG LẶP PHẢN HỒI (THE ELEMENTS OF THE
FEEDBACK LOOP)
Vòng lặp phản hồi là một cơ chế phổ biến trong việc kiểm soát chất lượng, được
ứng dụng cho mọi lĩnh vực sản xuất, dịch vụ, phi lợi nhuận, tại mọi cấp của tổ
chức, từ nhân viên điều hành cấp cao đến lực lượng trực tiếp sản xuất. Tuy nhiên,
bản chất của các yếu tố của vòng lặp phản hồi thay đổi tùy vào từng tình huống
ứng dụng cụ thể.
Trong Hình 4.5, một biểu đồ tiến trình đơn giản thể hiện quy trình kiểm soát chất
lượng với một vòng lặp phản hồi đơn giản.
HÌNH 4.5. Quy trình kiểm soát chất lượng.
(“Quality Control”, Leadership for the Quality
Century, Juran Institute, Inc., senior excutive
wrokshop, p.5, Wilton, CT).
Lựa chọn đối tượng kiểm soát (Choose the Control Subject). Mỗi đặc tính của
sản phẩm (hàng hóa hoặc dịch vụ) hoặc mỗi đặc tính của quy trình đều trở thành
một đối tượng kiểm soát - một tâm điểm mà quanh đó vòng lặp phản hồi được xây
dựng. Bước then chốt đầu tiên là lựa chọn đối tượng kiểm soát. Các đối tượng
kiểm soát được dẫn từ nhiều nguồn khác nhau gồm:
Nhu cầu của khách hàng mục tiêu về đặc tính của sản phẩm.
Phân tích kỹ thuật để “dịch” nhu cầu khách hàng thành các đặc tính của sản
phẩm và đặc tính của quy trình.
Đặc tính quy trình ảnh hưởng trực tiếp tới đặc tính sản phẩm.
Các chuẩn công nghiệp và chuẩn của chính phủ.
Nhu cầu bảo vệ sự an toàn của con người và môi trường.
Nhu cầu tránh các hiệu ứng phụ như làm phiền nhân viên hoặc cộng đồng.
Đối với nhân viên làm việc trực tiếp, đối tượng kiểm soát chủ yếu gồm các đặc
tính sản phẩm và quy trình được viết thành các đặc tả trong sổ tay sản xuất. Đối
với nhân viên quản lý, thì đối tượng kiểm soát được mở rộng hơn và định hướng
các vấn đề kinh doanh, họ quan tâm chủ yếu là nhu cầu khách hàng và cách thức
đáp ứng khách hàng của đối thủ cạnh tranh.
Thiết lập sự đo lường (Establish Measurement). Sau khi đã chọn đối tượng
kiểm soát, bước tiếp theo là lắp đặt các công cụ để đo lường hiệu suất hiện tại của
quy trình hoặc mức độ chất lượng của sản phẩm hay dịch vụ. Đo lường là một
trong những tác vụ (task) quan trọng nhất của quản lý chất lượng, được thảo luận
trong hầu hết các bài viết về chất lượng. Khi lắp đặt công cụ đo lường, chúng ta
cần đặc tả rõ ràng công cụ đo (các sensors), bao lâu thì đo một lần, cách dữ liệu
được lưu trữ, khuôn dạng dữ liệu được báo cáo, cách phân tích dữ liệu để có được
thông tin hữu ích, ai sẽ thực hiện việc đo. Trong Bài 9 – Đo lường, thông tin và ra
quyết định, chúng ta sẽ thảo luận riêng về đo lường.
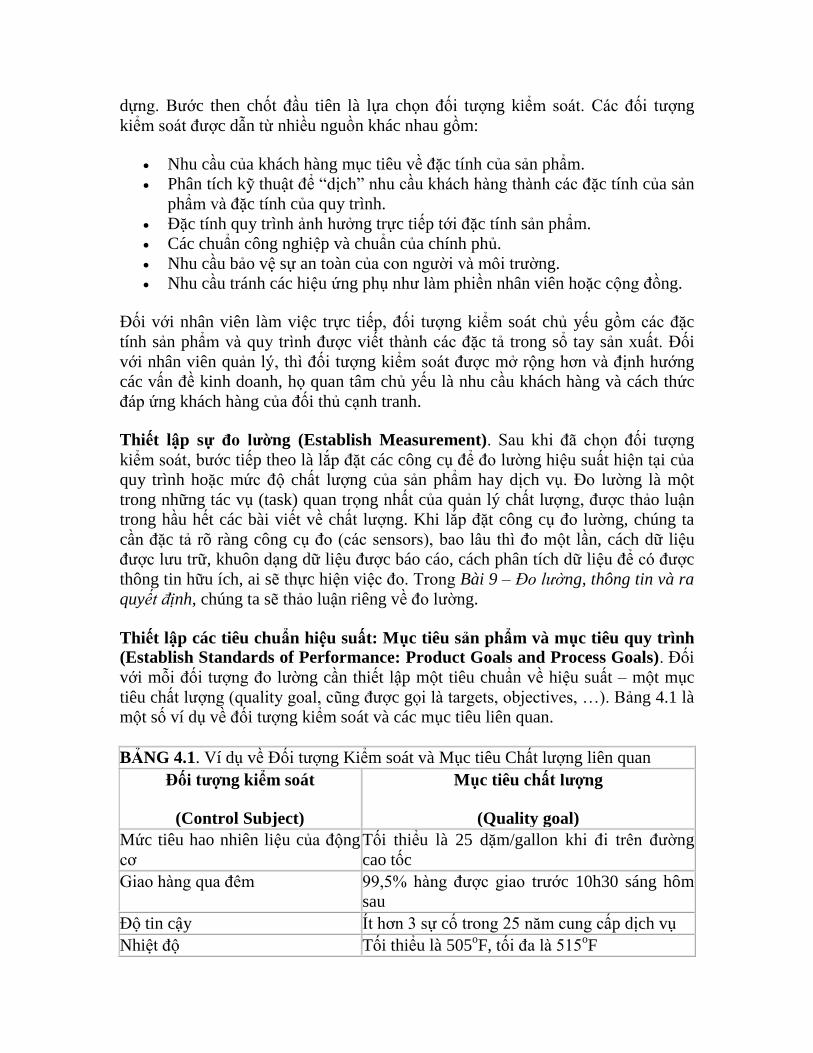
Thiết lập các tiêu chuẩn hiệu suất: Mục tiêu sản phẩm và mục tiêu quy trình
(Establish Standards of Performance: Product Goals and Process Goals). Đối
với mỗi đối tượng đo lường cần thiết lập một tiêu chuẩn về hiệu suất – một mục
tiêu chất lượng (quality goal, cũng được gọi là targets, objectives, …). Bảng 4.1 là
một số ví dụ về đối tượng kiểm soát và các mục tiêu liên quan.
BẢNG 4.1. Ví dụ về Đối tượng Kiểm soát và Mục tiêu Chất lượng liên quan
Đối tượng kiểm soát
(Control Subject)
Mục tiêu chất lượng
(Quality goal)
Mức tiêu hao nhiên liệu của động
cơ
Tối thiểu là 25 dặm/gallon khi đi trên đường
cao tốc
Giao hàng qua đêm 99,5% hàng được giao trước 10h30 sáng hôm
sau
Độ tin cậy Ít hơn 3 sự cố trong 25 năm cung cấp dịch vụ
Nhiệt độ Tối thiểu là 505oF, tối đa là 515
oF
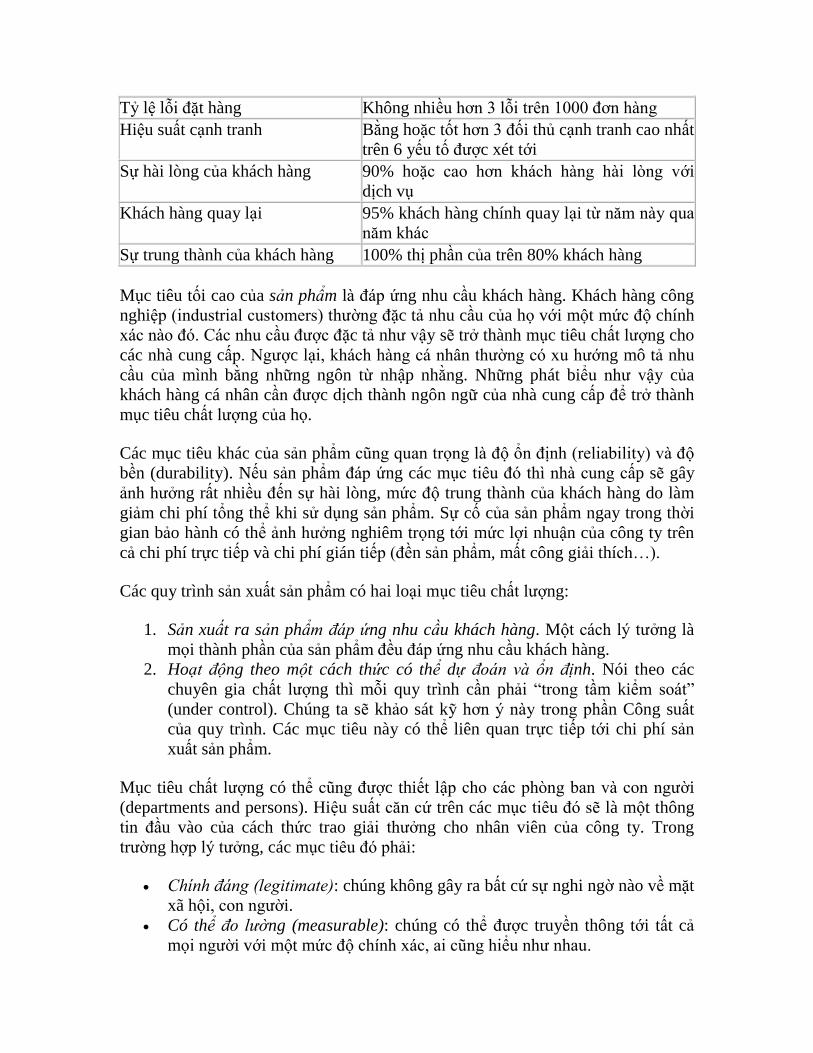
Tỷ lệ lỗi đặt hàng Không nhiều hơn 3 lỗi trên 1000 đơn hàng
Hiệu suất cạnh tranh Bằng hoặc tốt hơn 3 đối thủ cạnh tranh cao nhất
trên 6 yếu tố được xét tới
Sự hài lòng của khách hàng 90% hoặc cao hơn khách hàng hài lòng với
dịch vụ
Khách hàng quay lại 95% khách hàng chính quay lại từ năm này qua
năm khác
Sự trung thành của khách hàng 100% thị phần của trên 80% khách hàng
Mục tiêu tối cao của sản phẩm là đáp ứng nhu cầu khách hàng. Khách hàng công
nghiệp (industrial customers) thường đặc tả nhu cầu của họ với một mức độ chính
xác nào đó. Các nhu cầu được đặc tả như vậy sẽ trở thành mục tiêu chất lượng cho
các nhà cung cấp. Ngược lại, khách hàng cá nhân thường có xu hướng mô tả nhu
cầu của mình bằng những ngôn từ nhập nhằng. Những phát biểu như vậy của
khách hàng cá nhân cần được dịch thành ngôn ngữ của nhà cung cấp để trở thành
mục tiêu chất lượng của họ.
Các mục tiêu khác của sản phẩm cũng quan trọng là độ ổn định (reliability) và độ
bền (durability). Nếu sản phẩm đáp ứng các mục tiêu đó thì nhà cung cấp sẽ gây
ảnh hưởng rất nhiều đến sự hài lòng, mức độ trung thành của khách hàng do làm
giảm chi phí tổng thể khi sử dụng sản phẩm. Sự cố của sản phẩm ngay trong thời
gian bảo hành có thể ảnh hưởng nghiêm trọng tới mức lợi nhuận của công ty trên
cả chi phí trực tiếp và chi phí gián tiếp (đền sản phẩm, mất công giải thích…).
Các quy trình sản xuất sản phẩm có hai loại mục tiêu chất lượng:
1. Sản xuất ra sản phẩm đáp ứng nhu cầu khách hàng. Một cách lý tưởng là
mọi thành phần của sản phẩm đều đáp ứng nhu cầu khách hàng.
2. Hoạt động theo một cách thức có thể dự đoán và ổn định. Nói theo các
chuyên gia chất lượng thì mỗi quy trình cần phải “trong tầm kiểm soát”
(under control). Chúng ta sẽ khảo sát kỹ hơn ý này trong phần Công suất
của quy trình. Các mục tiêu này có thể liên quan trực tiếp tới chi phí sản
xuất sản phẩm.
Mục tiêu chất lượng có thể cũng được thiết lập cho các phòng ban và con người
(departments and persons). Hiệu suất căn cứ trên các mục tiêu đó sẽ là một thông
tin đầu vào của cách thức trao giải thưởng cho nhân viên của công ty. Trong
trường hợp lý tưởng, các mục tiêu đó phải:
Chính đáng (legitimate): chúng không gây ra bất cứ sự nghi ngờ nào về mặt
xã hội, con người.
Có thể đo lường (measurable): chúng có thể được truyền thông tới tất cả
mọi người với một mức độ chính xác, ai cũng hiểu như nhau.
Có thể đạt được (attainable): phải có bằng chứng rằng chúng có thể đạt
được.
Công bằng (eqitable): khả năng đạt được phải như nhau cho mọi cá nhân có
trách nhiệm như nhau.
Các mục tiêu chất lượng có thể được lập ra từ sự kết hợp của những cơ sở sau:
Mục tiêu của đặc tính sản phẩm (product features) và đặc tính quy trình
(process features) căn cứ trên các phân tích công nghệ (tecnological
analysis).
Mục tiêu của phòng ban và con người căn cứ trên so sánh chuẩn
(benchmarking), thay vì hiệu suất trong quá khứ. Chúng ta sẽ thảo luận về ý
này trong Bài 12 – So sánh chuẩn.
Các mục tiêu chất lượng mức khái quát nhất (do cấp lãnh đạo cao nhất đặt ra –
ND) đã được đặt ra ngay từ sớm khi phát triển sản phẩm. Dần dần cùng quá trình
phát triển sản phẩm, các mục tiêu chất lượng được cụ thể hoá thành việc đáp ứng
sự thay đổi của nhu cầu khách hàng, đáp ứng cạnh tranh, duy trì cải tiến chất
lượng chặt chẽ, cải tiến hiệu suất của quy trình nghiệp vụ, xem xét lại quy trình lập
kế hoạch sao cho tránh tạo ra các quy trình mới và các sản phẩm mới mang tính
hút lỗi (Failure – prone products and processes, một thuật ngữ chỉ các sản phẩm
và quy trình có mật độ khiếm khuyết cao – ND).
Đo lường hiệu suất hiện tại (Measure Actual Performance). Bước then chốt
trong kiểm soát chất lượng là đo lường hiệu suất hiện tại của sản phẩm hoặc của
quy trình. Để đo lường, chúng ta cần một thiết bị đo (sensor).
Thiết bị đo ( ensor). Sensor là một thiết bị phát hiện đặc chủng. Nó được thiết kế
để nhận ra sự xuất hiện và cường độ (intensity) của một hiện tượng nào đó và
chuyển đổi dữ liệu thu thập được thành “thông tin”. Thông tin này sẽ là cơ sở cho
việc ra quyết định. Tại các cấp độ thấp hơn của tổ chức, thông tin mang tính thời
gian thực (real – time) và được dùng để kiểm soát các hoạt động hiện tại. Tại các
cấp độ cao hơn của tổ chức, thông tin được tổng kết theo những cách khác nhau để
có được các chiều kích rộng lớn hơn của thực tại, để phát hiện các khuynh hướng,
để xác định các vấn đề ít xuất hiện.
Sự đa dạng của đối tượng kiểm soát đòi hỏi sự đa dạng của sensor. Một loại hình
căn bản của sensor là các công cụ đo đặc tính của sản phẩm và đặc tính của quy
trình. Ví dụ như nhiệt kế, đồng hồ, đo chiều dài. Một loại hình khác của sensor là
các hệ thống dữ liệu và các báo cáo liên quan cung cấp thông tin tóm tắt cho cấp
quản lý. Một loại hình khác nữa là sử dụng con người như là các sensors. Các
bảng hỏi, phỏng vấn cũng là một hình thức của sensor.

Hầu hết các sensors cung cấp dữ liệu đo lường theo đơn vị đo (unit of measure) -
một lượng được định nghĩa về một đặc tính chất lượng (quality feature) nào đó –
chúng cho phép đánh giá đặc tính đó bằng con số. Các ví dụ thông thường về đơn
vị đo là giờ, mét, kg. Để thảo luận sâu hơn về đơn vị đo, xin mời xem Bài 9 – Đo
lường, thông tin và ra quyết định. Một điều đáng chú ý là khi phép đo được thực
hiện bởi con người thì đó chính là một trong số các nguồn của sai lỗi.
So sánh với tiêu chuẩn (Compare to Standard). Hành động so sánh với tiêu
chuẩn thường được coi là công việc của một trọng tài (umpire). Trọng tài có thể là
một người hoặc là một thiết bị. Công việc của trọng tài là thực hiện bất cứ hoạt
động nào trong số dưới đây:
So sánh hiệu suất chất lượng hiện tại với mục tiêu chất lượng.
Diễn giải sự khác biệt thu thập được, xác định liệu chất lượng đo lường
được có tuân theo mục tiêu.
Quyết định hành động sửa chữa cần thực thi.
Khởi động hành động sửa chữa.
Thực hiện hành động để san bằng sự khác biệt (Take Action on the
Difference). Trong bất kỳ hệ thống kiểm soát chất lượng tốt nào, chúng ta đều cần
một phương tiện để thực hiện hành động san bằng sự khác biệt giữa hiệu suất đo
lường được và hiệu suất mong muốn – một bộ điều chỉnh (actuator). Thiết bị này
có thể là con người hoặc là công cụ máy. Trong cấp độ công việc của nhân viên thì
đó có thể là một bàn phím để nhập lệnh cho máy tính điều chỉnh một cái gì đó của
quy trình. Trong cấp quản lý thì đó có thể là một bản ghi nhớ cho cấp dưới.
Quy trình (The Process). Trong tất cả các nội dung đã được trao đổi, chúng ta
đều giả định đã có một quy trình. Chúng ta cũng giả định đã có sẵn con người
hoặc công nghệ, hoặc cả hai. Đó là phương tiện để sản sinh ra các đặc tính của quy
trình, mà mỗi trong số chúng đều là đối tượng kiểm soát. Quy trình là nơi mọi
nguồn lực như đầu vào, sức lao động, công nghệ, thủ tục, năng lượng, vật liệu và
đầu ra được phối hợp theo một cách thức tối ưu. Để thảo luận kỹ hơn về quy trình,
xem Bài 6 – Quản lý quy trình.
Chu trình PDCA (The PDCA Cycle). Có nhiều cách để phân chia vòng lặp phản
hồi (feedback loop) thành các yếu tố và các bước (elements and steps). Một ví dụ
là chu trình PDCA (cũng được gọi là bánh xe Deming) như Hình 4.6, đây chính là
một hình thức của vòng lặp phản hồi.
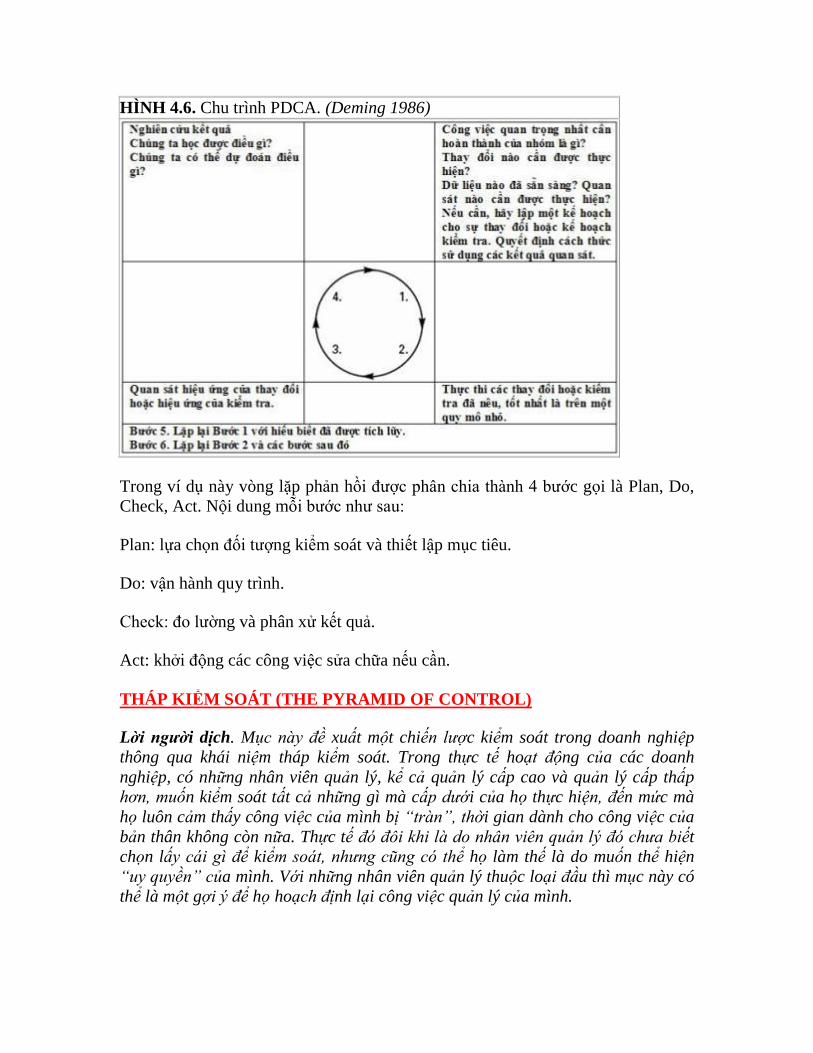
HÌNH 4.6. Chu trình PDCA. (Deming 1986)
Trong ví dụ này vòng lặp phản hồi được phân chia thành 4 bước gọi là Plan, Do,
Check, Act. Nội dung mỗi bước như sau:
Plan: lựa chọn đối tượng kiểm soát và thiết lập mục tiêu.
Do: vận hành quy trình.
Check: đo lường và phân xử kết quả.
Act: khởi động các công việc sửa chữa nếu cần.
THÁP KI M SOÁT (THE PYRAMID OF CONTROL)
Lời người dịch. Mục này đề xuất một chiến lược kiểm soát trong doanh nghiệp
thông qua khái niệm tháp kiểm soát. Trong thực tế hoạt động của các doanh
nghiệp, có những nhân viên quản lý, kể cả quản lý cấp cao và quản lý cấp thấp
hơn, muốn kiểm soát tất cả những gì mà cấp dưới của họ thực hiện, đến mức mà
họ luôn cảm thấy công việc của mình bị “tràn”, thời gian dành cho công việc của
bản thân không còn nữa. Thực tế đó đôi khi là do nhân viên quản lý đó chưa biết
chọn lấy cái gì để kiểm soát, nhưng cũng có thể họ làm thế là do muốn thể hiện
“uy quyền” của mình. Với những nhân viên quản lý thuộc loại đầu thì mục này có
thể là một gợi ý để họ hoạch định lại công việc quản lý của mình.

Nội dung
THÁP KIỂM SOÁT
Kiểm soát bởi các phương tiện phi con người
Kiểm soát bởi nhân viên làm việc trực tiếp
Kiểm soát bởi các cấp quản lý
THÁP KI M SOÁT (THE PYRAMID OF CONTROL)
Số lượng đối tượng kiểm soát khá lớn, nhưng số lượng những chi tiết cần kiểm
soát lại còn lớn hơn nhiều. Ví dụ, đối tượng kiểm soát là các catalogs được xuất
bản, bảng báo giá được gửi cho khách hàng thì những chi tiết cần kiểm soát là số
lượng mỗi đối tượng nhân với số lượng các mục có trong mỗi đối tượng kiểm soát;
hàng được bán ra mỗi lần nhân với số lượng mỗi loại hàng mỗi lần bán; số lượng
đơn vị sản phẩm được sản xuất nhân với số đặc tính chất lượng có liên quan của
mỗi đơn vị; cứ như thế, số lượng những chi tiết cần kiểm soát tăng nhanh cùng với
số lượng các mục có liên quan như số lượng các quan hệ nhân viên, số lượng các
quan hệ với nhà cung cấp, kiểm soát chi phí, kiểm soát kho, phát triển sản phẩm
và quy trình,…
Một nghiên cứu được thực hiện trong một công ty nhỏ với khoảng 350 nhân viên
thì thấy rằng trong công ty có trên 1 tỷ chi tiết cần được kiểm soát (Juran 1964, pp.
181 – 182).
Hoàn toàn không khả thi đối với quản lý cấp cao nếu phải kiểm soát một số lượng
khổng lồ các đối tượng kiểm soát như vậy. Thay vì thế, họ phân chia cho các cấp
dưới cùng làm và kiểm soát tự động như Hình 4.7 phía dưới.
Công việc kiểm soát được chia thành 3 vùng có trách nhiệm khác nhau: kiểm soát
bởi các phương tiện phi con người, kiểm soát bởi nhân viên làm việc trực tiếp,
kiểm soát bởi cấp quản lý.
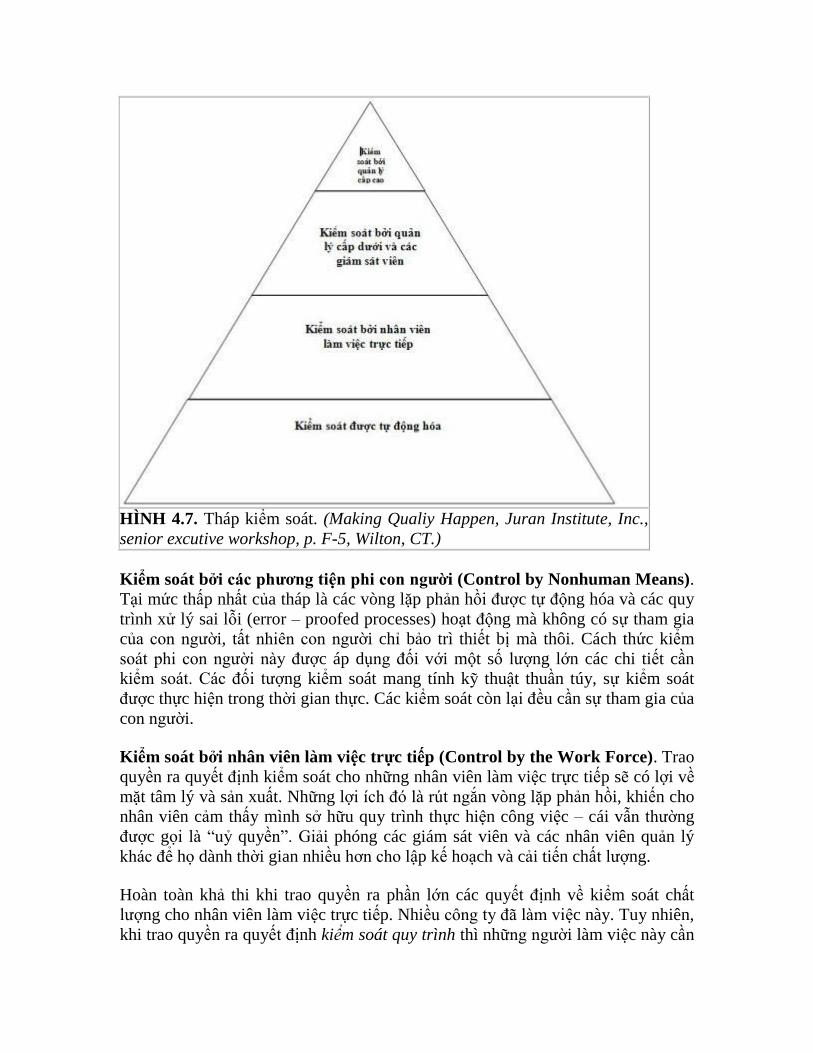
HÌNH 4.7. Tháp kiểm soát. (Making Qualiy Happen, Juran Institute, Inc.,
senior excutive workshop, p. F-5, Wilton, CT.)
Kiểm soát bởi các phương tiện phi con người (Control by Nonhuman Means).
Tại mức thấp nhất của tháp là các vòng lặp phản hồi được tự động hóa và các quy
trình xử lý sai lỗi (error – proofed processes) hoạt động mà không có sự tham gia
của con người, tất nhiên con người chỉ bảo trì thiết bị mà thôi. Cách thức kiểm
soát phi con người này được áp dụng đối với một số lượng lớn các chi tiết cần
kiểm soát. Các đối tượng kiểm soát mang tính kỹ thuật thuần túy, sự kiểm soát
được thực hiện trong thời gian thực. Các kiểm soát còn lại đều cần sự tham gia của
con người.
Kiểm soát bởi nhân viên làm việc trực tiếp (Control by the Work Force). Trao
quyền ra quyết định kiểm soát cho những nhân viên làm việc trực tiếp sẽ có lợi về
mặt tâm lý và sản xuất. Những lợi ích đó là rút ngắn vòng lặp phản hồi, khiến cho
nhân viên cảm thấy mình sở hữu quy trình thực hiện công việc – cái vẫn thường
được gọi là “uỷ quyền”. Giải phóng các giám sát viên và các nhân viên quản lý
khác để họ dành thời gian nhiều hơn cho lập kế hoạch và cải tiến chất lượng.
Hoàn toàn khả thi khi trao quyền ra phần lớn các quyết định về kiểm soát chất
lượng cho nhân viên làm việc trực tiếp. Nhiều công ty đã làm việc này. Tuy nhiên,
khi trao quyền ra quyết định kiểm soát quy trình thì những người làm việc này cần
đáp ứng đòi hỏi tiêu chuẩn về “tự kiểm soát” (self-control). Khi trao quyền ra
quyết định kiểm soát sản phẩm thì những người làm việc này cần đáp ứng tiêu
chuẩn về “tự thanh tra” (self-inspection). (Xem mục Tự kiểm soát và Tự thanh tra
trong bài này sau).
Kiểm soát bởi các cấp quản lý (Control by the Managerial Hierarchy). Đỉnh
của tháp kiểm soát là một số ít đối tượng kiểm soát. Các đối tượng này được phân
chia cho các mức khác nhau trong các cấp quản lý, gồm cả quản lý cấp cao.
Các nhà quản lý cần tránh can thiệp quá sâu vào việc ra quyết định về kiểm soát
chất lượng. Thay vì vậy, họ cần phải:
Chỉ ra quyết định một số ít vấn đề quan trọng.
Thiết lập tiêu chuẩn để phân biệt số ít quyết định quan trọng trên với các
quyết định còn lại. Ví dụ như các tiêu chuẩn như trong Bảng 4.3 dưới tiêu
đề: Sự thích hợp của việc sử dụng quyết định. (Bảng này xem sau).
Trao quyền cho các cấp còn lại bằng một quy trình ra quyết định.
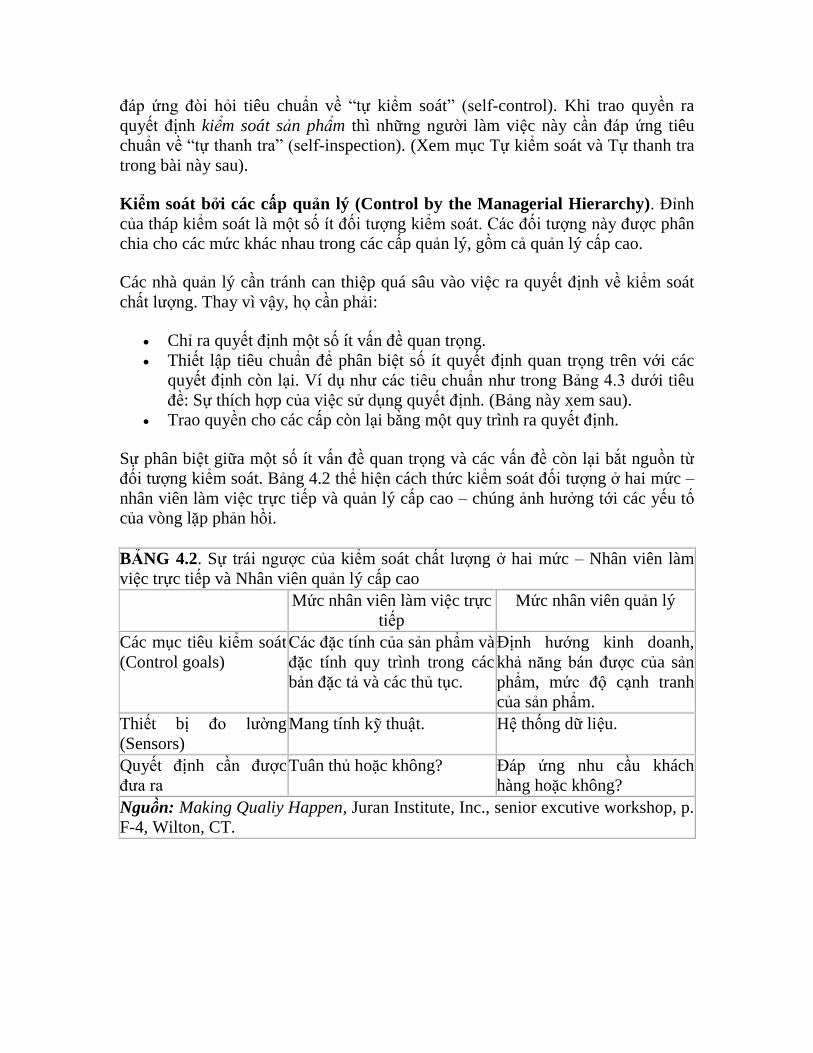
Sự phân biệt giữa một số ít vấn đề quan trọng và các vấn đề còn lại bắt nguồn từ
đối tượng kiểm soát. Bảng 4.2 thể hiện cách thức kiểm soát đối tượng ở hai mức –
nhân viên làm việc trực tiếp và quản lý cấp cao – chúng ảnh hưởng tới các yếu tố
của vòng lặp phản hồi.
BẢNG 4.2. Sự trái ngược của kiểm soát chất lượng ở hai mức – Nhân viên làm
việc trực tiếp và Nhân viên quản lý cấp cao
Mức nhân viên làm việc trực
tiếp
Mức nhân viên quản lý
Các mục tiêu kiểm soát
(Control goals)
Các đặc tính của sản phẩm và
đặc tính quy trình trong các
bản đặc tả và các thủ tục.
Định hướng kinh doanh,
khả năng bán được của sản
phẩm, mức độ cạnh tranh
của sản phẩm.
Thiết bị đo lường
(Sensors)
Mang tính kỹ thuật. Hệ thống dữ liệu.
Quyết định cần được
đưa ra
Tuân thủ hoặc không? Đáp ứng nhu cầu khách
hàng hoặc không?
Nguồn: Making Qualiy Happen, Juran Institute, Inc., senior excutive workshop, p.
F-4, Wilton, CT.

LẬP KẾ HOẠCH KI M SOÁT CH NG (PLANNING FOR
QUALITY CONTROL)
Lời người dịch. Trong hoạt động của doanh nghiệp có nhiều loại công việc khác
nhau, trong đó một số người làm công việc điều tra nhu cầu khách hàng, một số
người khác làm công việc sản xuất sản phẩm đáp ứng nhu cầu ấy. Hai nhóm
người này thường không nói cùng ngôn ngữ. Theo những gì tôi biết thì người điều
tra nhu cầu khách hàng thường có tính cách linh hoạt và không chịu được sự gò
bó của việc ngồi một chỗ, người sản xuất thì thường không thích di chuyển, tính
cách thiên về sự ổn định, có tư duy khuôn mẫu. Thông tin đầu ra của người điều
tra nhu cầu khách hàng trở thành thông tin đầu vào cho người sản xuất. Tuy nhiên
cả hai mẫu người này đều vô cùng cần thiết cho hoạt động của doanh nghiệp. Mục
Lập kế hoạch kiểm soát sẽ trình bày cách thức lập quy trình kiểm soát sao cho
hai nhóm người này có tiếng nói gần nhau nhất có thể – nghĩa là người sản xuất
làm ra sản phẩm đáp ứng sát nhất những gì mà người điều tra nhu cầu khách
hàng đề ra.
Tiếp theo mục Các mức kiểm soát quy trình trình bày các mức kiểm soát dọc theo
quy trình kiểm soát từ lúc khởi động, đến vận hành, đến lúc ra sản phẩm, và kiểm
soát các thiết bị trên quy trình. Ngoài ra tác giả còn chỉ ra một số “mẹo” kiểm
soát nữa thông qua thuật ngữ “ý tưởng về ưu thế”.
Tiếp theo mục Sự phù hợp của quy trình trao đổi xem quy trình sản xuất có làm
ra sản phẩm phù hợp tiêu chuẩn chất lượng hay không. Nếu không phù hợp thì
đâu là nguyên nhân. Khái niệm quan trọng cần lưu ý ở mục này là khái niệm
controllability (có khả năng chế ngự), từ khái niệm này tác giả dẫn ra kết luận từ
những nghiên cứu đã được tiến hành trong thập kỷ 50, 60 của thế kỷ XX: nếu sản
phẩm có khiếm khuyết thì 80% trách nhiệm thuộc về cấp quản lý, 20% trách
nhiệm thuộc về cấp nhân viên thực thi.
Nội dung
LẬP KẾ HOẠCH KIỂM SOÁT CHẤT LƯỢNG
Khách hàng và nhu cầu của họ
Ai lập kế hoạch?
Các khái niệm về kiểm soát chất lượng
Sơ đồ luồng

Các trạm kiểm soát
CÁC MỨC KIỂM SOÁT QUY TRÌNH
Kiểm soát khởi động
Kiểm soát vận hành
Kiểm soát sản phẩm
Kiểm soát thiết bị
Ý tưởng về sự Ưu thế
Phân loại tính hệ trọng
Công suất của quy trình
SỰ PHÙ HỢP CỦA QUY TRÌNH
Các nguyên nhân thông thường và đặc biệt của sự biến đổi
Biểu đồ kiểm soát Shewhart
Các điểm trong giới hạn kiểm soát
Các điểm ngoài giới hạn kiểm soát
Các giới hạn kiểm soát thống kê và dung sai chất lượng
Tự kiểm soát; Khả năng chế ngự
Ảnh hưởng của quyết định về sự phù hợp của quy trình
LẬP KẾ HOẠCH KI M SOÁT CH NG (PLANNING FOR
QUALITY CONTROL)
Lập kế hoạch kiểm soát là hoạt động tạo ra một hệ thống các khái niệm, phương
pháp, công cụ – thông qua đó mọi người trong công ty có thể kiểm soát được độ
ổn định của quy trình sản xuất, do độ ổn đinh này mà quy trình sản sinh ra các đặc
tính sản phẩm đáp ứng nhu cầu khách hàng. Các đặc tính vào – ra (input – output
features) của hệ thống này được chỉ ra trên Hình 4.2 từ trước.
Khách hàng và nhu cầu của họ (The Customers and Their Needs). Những
người sử dụng chính của hệ thống kiểm soát chất lượng là những nhân viên tham
gia vào việc kiểm soát – tức những người thực hiện các bước trong vòng lặp phản
hồi. Họ cần (1) hiểu biết về nhu cầu chất lượng của khách hàng và (2) nắm được
vai trò của riêng họ trong việc đáp ứng các nhu cầu đó. Tuy nhiên, phần lớn trong
số họ thiếu sự liên hệ trực tiếp với khách hàng. Lập kế hoạch kiểm soát chất lượng
bắc một cây cầu qua khoảng cách giữa người làm công việc diễn giải nhu cầu của
khách hàng và những người có trách nhiệm đáp ứng nhu cầu đó. Như vậy, lập kế
hoạch kiểm soát chất lượng gồm việc cung cấp thông tin về nhu cầu khách hàng
cho những người sản xuất (thông tin trực tiếp hoặc thông tin được diễn giải) và chỉ
rõ về trách nhiệm kiểm soát chất lượng của họ.
Ai lập kế hoạch? (Who Plans?). Lập kế hoạch kiểm soát chất lượng đã có từ lâu
và do những người sau đây thực hiện:
Người lập kế hoạch quy trình sản xuất.
Các chuyên gia chất lượng.
Các nhóm liên chức năng (multifunctional teams) gồm người lập kế hoạch và
người sản xuất.
Người quản lý bộ phận và các giám sát viên.
Nhân viên làm việc trực tiếp (work force).
Lập kế hoạch kiểm soát chất lượng của những quy trình then chốt (critical
proceses), theo thông lệ do những người lập kế hoạch quy trình sản xuất thực hiện.
Với các quy trình không then chốt (noncritical proceses), trách nhiệm lập kế hoạch
thường do các chuyên gia chất lượng (quality specialists) thuộc Bộ phận Chất
lượng (Quality Department) đảm nhiệm. Các kế hoạch dự kiến (draft plans) của họ
thường được đệ trình những người đứng đầu bộ phận sản xuất phê duyệt.
Khuynh hướng gần đây là sử dụng ý tưởng nhóm làm việc. Các thành viên của
nhóm thường đến từ lực lượng sản xuất (operating forces) và cũng có thể gồm cả
khách hàng và nhà cung cấp của lực lượng sản xuất. Một khuynh hướng nữa là
nhóm có sự tham gia của cả nhân viên làm việc trực tiếp (work force). Xem Bài 15
– Nguồn nhân lực và Chất lượng để biết thêm chi tiết.
Các khái niệm về kiểm soát chất lượng (The Concepts of Quality Control).
Phương pháp luận kiểm soát chất lượng được xây dựng xung quanh các khái niệm
như vòng lặp phản hồi (feedback loop), công suất của quy trình (process
capability), tự kiểm soát (self-control), … Một số trong các khái niệm đó có nguồn

gốc từ xa xưa, một số khác thì được phát triển trong thế kỷ 20. Trong khi thảo luận
về lập kế hoạch kiểm soát chất lượng, ta sẽ bàn sâu hơn về các khái niệm này.
ơ đồ luồng (Flow Diagram). Thường bước đầu tiên khi lập kế hoạch kiểm soát
chất lượng là vẽ sơ đồ quy trình sản xuất. (Thiết kế của quy trình này đã được thảo
luận trong Bài 3 – Lập kế hoạch chất lượng.) Hình 4.8 là một ví dụ về sơ đồ luồng.
Hình 4.8. Sơ đồ luồng công việc và khách hàng [From Juran, J.M,
(1988) Quality Control Handbook, 4th
ed. McGraw-Hill, New York, p.
6.6]
Sơ đồ luồng cũng được sử dụng rộng rãi khi lập kế hoạch kiểm soát chất lượng. Sơ
đồ giúp nhóm lập kế hoạch hiểu được tổng thể quy trình sản xuất. Mỗi thành viên
của nhóm đều có thể hiểu được phân đoạn mình được giao trên quy trình và mối
quan hệ của phân đoạn đó với phân đoạn của bạn đồng nghiệp.
Các trạm kiểm soát (Control Stations). Một “trạm kiểm soát” là một vùng (area)
trên đó hoạt động kiểm soát chất lượng diễn ra. Trong các mức thấp của tổ chức,
một trạm kiểm soát thường được quy thành một vùng vật lý giới hạn. Tương tự,
trạm kiểm soát cũng có thể có các hình thức khác như một nút bấm, hoặc một
“tháp kiểm soát” (control tower). Ở các mức cao hơn trong tổ chức, trạm kiểm
soát có thể mở rộng trên nhiều vùng địa lý, ví như trạm kiểm soát được định nghĩa
là trách nhiệm của một nhà quản lý chẳng hạn.
Các trạm kiểm soát thường được thiết kế để cung cấp các đánh giá hoặc cảnh báo
sớm theo những cách sau:
Một thay đổi về trách nhiệm, trách nhiệm được chuyển từ bộ phận này sang
bộ phận khác.
Trước khi bắt đầu một hoạt động không thể đảo ngược, quan trọng như ký
một hợp đồng.
Sau khi tạo ra một đặc tính chất lượng then chốt.
Tại nơi mà các biến đổi quy trình có ảnh hưởng lớn.
Tại những nơi mà các đánh giá kinh tế được thực thi.
CÁC MỨC KI M SOÁT QUY TRÌNH (STAGES OF PROCESS
CONTROL)
Sơ đồ luồng (flow diagram) không chỉ cho biết sự diễn biến của các sự kiện trong
quy trình sản xuất mà nó còn gợi ý các mức cần chú trọng của hoạt động kiểm soát.
Một số mức đó được áp dụng cho hầu hết quy trình sản xuất.
Kiểm soát khởi động (Startup Control). Kết quả cuối của hình thức kiểm soát
này là quyết định liệu có hay không “bấm vào nút khởi động” (push the start
button). Thường mức kiểm soát này gồm:
Một danh sách đếm lùi (countdown listing) các bước chuẩn bị cần thiết để
có được quy trình sẵn sàng sản xuất. Sự đếm lùi như vậy đôi khi xuất phát
từ nhà cung cấp. Các hãng hàng không cung cấp cho những người đi máy
bay các bản kiểm tra (checklists) để giúp khách chuẩn bị cho chuyến bay;
các công ty điện lực cung cấp cho khách hàng bản kiểm tra để giúp chủ nhà
chuẩn bị ngôi nhà của họ cho mùa đông.
Bản đánh giá (evaluation) các đặc tính quy trình và/hoặc các đặc tính sản
phẩm nhằm xác định liệu khi khởi động thì quy trình sẽ đáp ứng các mục
tiêu chất lượng.
Tiêu chuẩn (criteria) đáp ứng cho các bản đánh giá.
Xác nhận (verification) tiêu chuẩn được đáp ứng.
Giao trách nhiệm (assignment of responsibility). Sự giao trách nhiệm này
phụ thuộc chủ yếu vào tầm then chốt của các mục tiêu chất lượng. Nếu các
mục tiêu chất lượng càng giữ vai trò then chốt thì càng có khuynh hướng
giao trách nhiệm kiểm tra cho các chuyên gia, các giám sát viên và các

kiểm tra viên “độc lập” thay vì giao cho các nhân viên không có nhiệm vụ
giám sát.
Kiểm soát vận hành (Running Control). Hình thức kiểm soát này diễn ra định
kỳ trong hoạt động của quy trình. Mục đích của nó là ra quyết định “chạy hay
ngừng” (run or stop) – quy trình nên tiếp tục vận hành hay nên ngừng lại.
Kiểm soát vận hành cứ định kỳ lại đóng vòng lặp phản hồi lại. Hiệu suất của quy
trình và/hoặc sản phẩm được đánh giá và được so sánh với các mục tiêu. Nếu quy
trình và/hoặc sản phẩm đáp ứng mục tiêu, và nếu quy trình không phỉa trải qua
một thay đổi quan trọng nào đó thì quyết định là “tiếp tục vận hành” (continue to
run). Nếu không đáp ứng mục tiêu hoặc nếu có một thay đổi quan trọng thì hành
động sửa chữa sẽ được khởi động sau đó.
Kiểm soát sản phẩm (Product Control). Hình thức kiểm soát này diễn ra sau khi
một lượng sản phẩm nhất định đã được sản xuất. Mục đích của kiểm soát là xác
định liệu sản phẩm có đáp ứng các mục tiêu chất lượng sản phẩm hay không.
Kiểm soát thiết bị (Facilities Control). Hầu hết các quy trình sản xuất sử dụng
các thiết bị. Khuynh hướng tăng lên là sử dụng các quy trình tự động hoá, máy
tính, robots… Khuynh hướng này khiến chất lượng sản phẩm phụ thuộc nhiều hơn
vào chất lượng bảo trì thiết bị. Khi kiểm soát thiết bị cần chú ý:
Lập lịch biểu cho việc bảo trì.
Lập một danh sách kiểm tra (checklist) – một danh sách các tác vụ được
thực thi trong một phiên bảo trì.
Đào tạo người làm công việc bảo trì.
Ý tưởng về u thế (Concept of Dominance). Các đối tượng kiểm soát nhiều đến
mức những người lập kế hoạch được khuyên chỉ nên xác định một số ít đối tượng
quan trọng sao cho chúng có thể được nhận một mức ưu tiên thích hợp. Một công
cụ để xác định số ít quan trọng đó là ý tưởng về ưu thế.
Các quy trình sản xuất bị ảnh hưởng bởi nhiều biến khác nhau, nhưng thường thì
một biến quan trọng hơn tất cả các biến còn lại. Biến đó được gọi là “biến ưu thế”
(dominant variable). Hiểu biết về các biến của quy trình là ưu thế giúp người lập
kế hoạch phân bổ các nguồn lực và xếp thứ tự ưu tiên những gì cần làm. Thông
thường các biến ưu thế gồm:
1. Biến ưu thế khởi động (setup dominant variable): Một số quy trình được sử
dụng đi sử dụng lại trong nhiều quy trình sản xuất. Ví dụ như quy trình in
ấn. Khi thiết kế sự kiểm soát cần hỗ trợ người vận hành cách thức sao cho

họ có thể khởi động và xác nhận chính xác tình trạng của những quy trình
này trước khi quá trình sản xuất bắt đầu.
2. Biến ưu thế thời gian (Time dominant variable): Quy trình cần xem xét phụ
thuộc lũy tiến vào thời gian, ví dụ như quy trình tôi dụng cụ bằng thép
trong nhiệt độ cao. Khi thiết kế kiểm soát cần cung cấp cách thức đánh giá
chính xác hiệu ứng của các thay đổi lũy tiến này và có sự tái điều chỉnh
tương ứng theo thời gian.
3. Biến ưu thế thành phần hợp thành (component dominant variable): Ở đây
biến chính là chất lượng của vật liệu và thành phần hợp thành (quality of
input materials and components). Ví dụ quy trình lắp ráp thiết bị điện tử
hoặc cơ khí. Khi thiết kế kiểm soát cần định hướng trực tiếp tới quan hệ
nhà cung cấp, như lập kế hoạch chung với nhà cung cấp để ổn định chất
lượng đầu vào.
4. Biến ưu thế nhân viên (worker dominant variable): Trong các quy trình này,
chất lượng phụ thuộc chủ yếu vào kỹ năng của nhân viên vận hành quy
trình. Ví dụ như quy trình sản xuất phần mềm phụ thuộc rất nhiều vào kỹ
năng của kỹ sư phần mềm. Khi thiết kế kiểm soát cần tập trung vào việc
kiểm thử kỹ năng nhân viên, đào tạo và cấp chứng chỉ, xếp hạng chất lượng
nhân viên, và các biện pháp loại bỏ lỗi được thiết kế sẵn để làm giảm bớt
sai lỗi của nhân viên.
5. Biến ưu thế thông tin (Information dominant variable): Trong quy trình này,
chất lượng phụ thuộc chủ yếu vào chất lượng và sự kịp thời của thông tin
được cung cấp. Ví dụ quy trình viết và công bố bài của một tòa báo. Khi
thiết kế kiểm soát cần tập trung vào sự chính xác, kịp thời của thông tin
được cung cấp từ phóng viên và cộng tác viên.
Phân loại tính hệ trọng (Seriousness Classification). Một cách khác để xác định
số ít đối tượng kiểm soát là “phân loại tính hệ trọng”. Theo đó, mỗi đặc tính được
phân loại thành một trong số các đặc tính đã định nghĩa trước như then chốt, chính,
thứ yếu (critical, major, minor). Cách phân loại này sẽ hướng dẫn người lập kế
hoạch phân bổ các nguồn lực, gán ưu tiên, lựa chọn thiết bị, mức độ thường xuyên
thanh tra và kiểm thử. Xem Bài 22 – Sản xuất, mục Phân loại Khiếm khuyết.
n ng lực của quy trình (Process Capability). Một trong những khái niệm quan
trọng nhất trong quy trình lập kế hoạch chất lượng là “năng lực quy trình”. Ứng
dụng chính của khái niệm này là trong lập kế hoạch quy trình sản xuất. Bài 22 –
Sản xuất sẽ thảo luận sâu hơn. Khái niệm tương tự cũng được ứng dụng trong
kiểm soát chất lượng.
SỰ PHÙ H P CỦA QUY TRÌNH (PROCESS CONFORMANCE)
Liệu quy trình có tuân thủ mục tiêu chất lượng của nó hay không? Trọng tài
(umpire) trả lời câu hỏi này bằng cách diễn giải sự khác biệt quan sát được giữa
năng lực quy trình và các mục tiêu của quy trình. Khi náng lũc hiện tại khác biệt
với các mục tiêu chất lượng thì một câu hỏi nảy sinh: Cái gì là nguyên nhân của sự
khác biệt đó?
ác nguyên nhân thông thường và đặc biệt của sự biến đổi (Special and
Common of Variation). Sự khác biệt quan sát được thường nảy sinh theo một
trong hai cách: (1) sự thay đổi quan sát được có nguyên nhân từ hành vi của một
biến chính yếu trong quy trình (hoặc bởi sự tham gia của một biến chính yếu mới),
(2) sự thay đổi quan sát được có nguyên nhân từ sự tác động lẫn nhau của nhiều
biến thứ yếu trong quy trình.
Shewhart gọi tương ứng (1) và (2) là các nguyên nhân “có thể truy tìm”
(assignable) và “không thể truy tìm” (nonassignable) của sự biến đổi. Sau này
Deming gọi tương ứng là các nguyên nhân “thông thường” và “đặc biệt” của sự
biến đổi. Chúng ta sử dụng cách gọi của Deming.
Nguyên nhân “đặc biệt” rất ít khi khi diễn ra, và thường thì chúng có nguồn gốc từ
các biến đơn. Các trường hợp này dễ chẩn đoán và chữa trị. Nguyên nhân “thông
thường” thường xảy ra luôn, và thường chúng có nguồn gốc từ sự tương tác, phối
hợp của nhiều biến thứ yếu. Rất khó chẩn đoán và đưa ra biện pháp chữa trị đối
với các trường hợp này. Sự tương phản này làm rõ hơn tầm quan trọng của sự
phân biệt giữa nguyên nhân đặc biệt và nguyên nhân thông thường khi diễn giải sự
khác biệt. Các nguyên nhân đặc biệt là đối tượng của quy trình kiểm soát chất
lượng, các nguyên nhân thông thường là đối tượng của quy trình cải tiến chất
lượng.
Biểu đồ kiểm soát Shewhart (Shewhart Control Chart). Điều quan trọng cần
làm là cung cấp cho trọng tài công cụ để phân biệt nguyên nhân thông thường và
nguyên nhân đặc biệt. Một công cụ thường được dùng là biểu đồ kiểm soát
Shewhart như Hình 4.10.

HÌNH 4.10. Biểu đồ kiểm soát Shewhart (“Quality Control”,
Leadership for the Quality Century, Juran Institute, Inc., senior
excutive wrokshop, p.4, Wilton, CT)
Trên Hình 4.10, trục hoành là thời gian, trục tung là hiệu suất chất lượng. Các
chấm trên đồ thị là hiệu suất chất lượng theo sự biến đổi của thời gian.
Biểu đồ cũng thể hiện 3 đường nằm ngang. Đường ở giữa thể hiện giá trị trung
bình của hiệu suất quá khứ, vì vậy nó là mức hiệu suất kỳ vọng. Hai đường còn lại
là “đường giới hạn” thống kê. Chúng ngụ ý chia tách các nguyên nhân đặc biệt và
nguyên nhân thông thường, căn cứ trên một mức chênh lệch nào đó, ví dụ từ 20
đến 1.
ác điểm trong giới hạn kiểm soát (Points Within Control Limits). Điểm A
trong biểu đồ có giá trị khác với giá trị trung bình quá khứ. Tuy nhiên, do điểm A
ở trong đường giới hạn, nên sự khác biệt đó có thể do nguyên nhân thông thường
(tại mức chênh lệch ít hơn 20 đến 1). Sau đây, chúng ta giả định là không có
nguyên nhân đặc biệt. Khi không có nguyên nhân đặc biệt thì các giả định phổ
biến thường là:
Chỉ các nguyên nhân thông thường là hiện hữu.
Quy trình đang ở trong trạng thái “kiểm soát thống kê”.
Quy trình đang thực thi tốt nhất cái nó phải làm.
Cần phải chấp nhận các biến đổi.
Không hành động nào cần được thực hiện – thực hiện hành động có thể còn làm
vấn đề tồi tệ thêm.

Các giả định trên đang bị thách thức bởi một xu hướng phổ biến là cải tiến sự
đồng dạng của quy trình (to improve process uniformity). Một số quy trình không
có các điểm bên ngoài đường giới hạn biểu đồ kiểm soát, do chưa có sự liên kết
đan xen của các biến thứ yếu có thể sinh ra một số khiếm khuyết. Chúng ta sẽ thảo
luận vấn đề này sâu hơn trong Bài 45 – Kiểm soát quy trình thống kê.
ác điểm ngoài giới hạn kiểm soát (Points Outside of Control Limits). Điểm B
có giá trị khác với giá trị trung bình quá khứ, nhưng lại ở bên ngoài đường giới
hạn kiểm soát. Vì vậy, chúng ta giả định rằng điểm B là kết quả của các nguyên
nhân đặc biệt. Theo thông lệ, những điểm ngoài giới hạn chính là điểm kích hoạt
hành động sửa chữa.
Về mặt lý thuyết, mọi điểm kích hoạt như vậy đều phải kích hoạt hành động sửa
chữa để đưa quy trình về trạng thái bình thường. Trong thực hành, nhiều thay đổi
bên ngoài kiểm soát không dẫn tới hành động sửa chữa. Đó là vì các thay đổi do
các nguyên nhân đặc biệt có quá nhiều nên người ta không thể giải quyết hết
chúng. Cấp độ ưu tiên giải quyết được lập ra căn cứ trên tầm quan trọng về mặt
kinh tế hoặc căn cứ trên những tiêu chuẩn khác. Hành động sửa chữa chỉ được
thực hiện trong những trường hợp có cấp độ ưu tiên cao. Một số thay đổi có cấp
ưu tiên thấp có thể phải đợi một thời gian dài trước khi có hành động sửa chữa.
Một lý do sâu xa hơn đối với các sự cố cần thực hiện hành động sửa chữa là sự
nhập nhằng kéo dài giữa giới hạn kiểm soát thống kê và dung sai chất lượng
(quality tolerances) sẽ được thảo luận dưới đây.
Các giới hạn kiểm soát thống kê và dung sai chất lượng (Statistical Control
Limits and Quality Tolerances). Hầu hết các mục tiêu chất lượng mà con người
đã đặt ra trong quá khứ (gồm đặc tính quy trình và đặc tính sản phẩm) đều được
định nghĩa bằng lời. Sự phát triển của công nghệ đã thúc đẩy sự phát triển của đo
lường – các mục tiêu chất lượng được định nghĩa bằng các con số. Ngoài ra, phải
kể thêm sự xuất hiện của khái niệm giới hạn (limits) hoặc dung sai (tolerances)
quanh mục tiêu chất lượng, ví dụ: ít nhất 95% tổng số lần giao hàng phải đúng hẹn.
Các mục tiêu chất lượng được mô tả bằng con số có trạng thái chính thức (Such
quality goals had the official status). Chúng được thiết lập bởi người thiết kế sản
phẩm hoặc quy trình, và được xuất bản như đặc tả chính thức. Người thiết kế là
nhà lập pháp chất lượng – họ ban hành luật. Người vận hành quy trình sản xuất có
trách nhiệm tuân thủ luật – đáp ứng các mục tiêu và dung sai đã định.
Trước những năm 1940 của thế kỷ 20, các giới hạn kiểm soát thống kê trong biểu
đồ kiểm soát còn chưa được biết tới. Vào thời đó, biểu đồ thiếu trạng thái chính
thức, nghĩa là chúng còn chưa được mô tả bằng các con số. Chúng được chuẩn bị
và được xuất bản bởi các chuyên gia chất lượng của bộ phận chất lượng. Đối với

lực lượng sản xuất, biểu đồ kiểm soát là một khái niệm bí ẩn và xa lạ. Ngoài ra,
biểu đồ còn có nguy cơ tạo ra thêm những công việc phải làm không cần thiết
được gọi là hành động sửa chữa. Lực lượng sản xuất lý giải: chúng tôi luôn luôn
có trách nhiệm thực hiện hành động sửa chữa bất cứ khi nào sản phẩm không tuân
thủ đặc tả. Các biểu đồ đó nhạy đến mức chúng phát hiện những thay đổi của quy
trình mà những thay đổi này không ảnh hưởng gì đến sự tuân thủ đặc tả của sản
phẩm. Khi đó chúng tôi lại được yêu cầu thực hiện hành động sửa chữa mặc dù
sản phẩm đã đáp ứng các mục tiêu chất lượng và dung sai.
Như vậy, các biểu đồ này thể hiện sự nhập nhằng về trách nhiệm. Các chuyên gia
chất lượng tin rằng biểu đồ kiểm soát cung cấp các tín hiệu cảnh báo sớm hữu
dụng nhưng điều này lại không được thừa nhận. Do vậy bộ phận chất lượng đã
thất bại khi thừa nhận rằng lực lượng sản xuất đang đối mặt với sự nhập nhằng về
trách nhiệm. Thêm nữa nhận định cho rằng chừng nào mà sản phẩm đáp ứng các
mục tiêu chất lượng thì không cần phải có hành động sửa chữa. Các nhà quản lý
cấp cao ngày đó không có sự hỗ trợ nào – họ không tham gia vào những vấn đề
như vậy. Khi biểu đồ kiểm soát thiếu trạng thái chính thức thì lực lượng sản xuất
phân giải các vấn đề của họ bằng cách không biết đến biểu đồ. Những yếu tố này
làm nên sự sụp đổ của xu hướng được gọi là “kiểm soát chất lượng thống kê” vào
thập kỷ 1950.
Những năm 1980 xuất hiện một sự quan tâm mới đối với việc ứng dụng các công
cụ thống kê vào kiểm soát chất lượng. Nhiều người thuộc lực lượng sản xuất đã
được đưa đi đào tạo về “kiểm soát quy trình thống kê”. Đào tạo giúp làm bớt đi sự
nhập nhằng nhưng một số nhập nhằng vẫn còn. Để loại bỏ sự nhập nhằng, các nhà
quản lý phải:
Làm sáng tỏ trách nhiệm thực hiện hành động sửa chữa trên các điểm bên
ngoài giới hạn kiểm soát. Đó là hành động được ủy quyền hay là hành động
được thực hiện tùy thích?
Lập các hướng dẫn về hành động cần thực thi khi các điểm nằm bên ngoài
giới hạn kiểm soát thống kê nhưng sản phẩm vẫn đáp ứng dung sai chất
lượng.
Tự kiểm soát; Khả n ng chế ngự (Self- Control; Controlability). Nhân viên
được cho là ở trạng thái tự kiểm soát khi họ được cung cấp mọi phương tiện để
thực thi công việc, chúng gồm:
Phương tiện để biết cái gì là mục tiêu chất lượng.
Phương tiện để biết hiệu suất công việc hiện tại của họ.
Phương tiện để thay đổi hiệu suất nếu hiệu suất đó không đáp ứng được
mục tiêu chất lượng.

Để đáp ứng tiêu chuẩn, cần những quy trình sản xuất (1) có khả năng đáp
ứng các mục tiêu và (2) được cung cấp các đặc tính có thể giúp lực lượng
sản xuất điều chỉnh quy trình khi cần thiết để quy trình đáp ứng mục tiêu
chất lượng.
Các tiêu chuẩn tự kiểm soát có thể ứng dụng cho mọi quy trình trong mọi bộ phận
chức năng và tại mọi cấp độ của doanh nghiệp, từ nhân viên quản lý cấp cao đến
nhân viên làm việc trực tiếp.
Nếu tất cả các tiêu chuẩn tự kiểm soát được đáp ứng tại cấp độ nhân viên sản xuất
thì bất kỳ sự không tuân thủ tiêu chuẩn chất lượng nào của sản phẩm cũng được
nói là có-khả-năng-chế-ngự-nhân-viên (worker-controllable). Như vậy, việc lập
kế hoạch của cấp quản lý là không đầy đủ – việc lập kế hoạch là không đầy đủ
mặc dù phương tiện để thực hiện các hoạt động trong vòng lặp phản hồi đều đầy
đủ. Các sản phẩm không tuân thủ do nguyên nhân từ việc lập kế hoạch không đầy
đủ được gọi là có-khả-năng-chế-ngự-cấp-quản-lý (management-controllable).
Trong trường hợp đó, sẽ rất rủi ro cho cấp quản lý khi để nhân viên phải chịu trách
nhiệm về chất lượng.
Trách nhiệm của tổ chức là phải loại bỏ được khả năng chế ngự. Tuy nhiên, trong
quá khứ nhiều nhân viên quản lý không nhận thức được khả năng chế ngự đối với
cấp nhân viên. Các nghiên cứu được Juran tổ chức thực hiện trong những năm
1930 và 1940 thể hiện rằng tỷ lệ khả năng chế ngự cấp quản lý và khả năng chế
ngự cấp nhân viên là 80:20 (Nghĩa là, nếu sản phẩm có khiếm khuyết thì 80%
trách nhiệm thuộc cấp quản lý, 20% trách nhiệm thuộc cấp nhân viên thực thi –
ND). Số liệu của các nghiên cứu trong những năm 1950 và 1960 đã thể hiện nhận
định đó. Tỷ lệ 80:20 giúp giải thích sự thất bại của nhiều nỗ lực giải quyết các vấn
đề chất lượng của doanh nghiệp nếu quy hết trách nhiệm thúc đẩy chất lượng cho
nhân viên làm việc trực tiếp.
Ảnh hưởng của quyết định về sự phù hợp của quy trình (Effect on the Process
Conformance Decision). Một cách lý tưởng thì quyết định việc liệu quy trình có
phù hợp các mục tiêu chất lượng quy trình hay không cần phải do lực lượng sản
xuất đưa ra. Không có vòng lặp phản hồi nào ngắn hơn nữa. Đối với nhiều quy
trình, đó là cách làm đang được thực hiện. Trong các trường hợp khác, quyết định
về sự phù hợp của quy trình được trao cho những người không sản xuất – những
người kiểm tra độc lập hoặc các thanh tra viên. Các lý do gồm:
Nhân viên không ở trạng thái tự kiểm soát.
Quy trình cực kỳ quan trọng đối với sự an toàn của con người hoặc môi
trường.
Chất lượng không phải là ưu tiên cao nhất.
Thiếu sự tin tưởng lẫn nhau giữa nhân viên quản lý và lực lượng sản xuất
trực tiếp.
SỰ PHÙ H P CỦA SẢN PHẨM; THÍCH H P Đ SỬ DỤNG (PRODUCT
CONFORMANCE; FITNESS FOR USE)
Lời người dịch. Trong số các công việc của doanh nghiệp có hai công việc quan
trọng sau:
1. Thu thập nhu cầu của khách hàng và diễn giải nhu cầu đó thành một bản
đặc tả sản phẩm – tức một danh sách các mục tiêu đặc tính sản phẩm
(product feature goals) được thể hiện bằng các con số như trong bài Lập
kế hoạch chất lượng sản phẩm đã trình bày.
2. Sản xuất sản phẩm phù hợp với bản đặc tả sản phẩm. Sản phẩm thực sau
đó được so sánh với các mục tiêu đặc tính. Nếu các số liệu trên sản phẩm
thực phù hợp với mục tiêu đặc tính thì người ta gọi đó là đạt hiệu suất
(performance), hiệu suất chưa đạt thì phải điều chỉnh quy trình sản xuất.
Điểm yếu chí tử khi thực hiện các công việc trên chính là ở chỗ này: những người
làm công việc diễn giải nhu cầu khách hàng thành bản đặc tả sản phẩm đã diễn
giải đúng thực nhu cầu của khách hàng? Vấn đề không phải ở chỗ những người
làm công việc diễn giải này kém, mà vì đây là công việc phức tạp liên quan đến
văn hóa xã hội, tính đa nghĩa của ngôn ngữ nói và viết, sự quan tâm hay thờ ơ của
những người mà doanh nghiệp cho là khách hàng mục tiêu của sản phẩm, phương
pháp nghiên cứu nhu cầu khách hàng có hợp lý hay không… Nhưng dù sao cũng
vẫn phải có bản đặc tả sản phẩm! Nếu bản đặc tả diễn giải đúng nhu cầu và sản
phẩm làm ra phù hợp với bản đặc tả thì sản phẩm đó được gọi là thích hợp để sử
dụng (fitness for use). Nếu sản phẩm phù hợp với bản đặc tả bất kể bản đặc tả đó
đúng so với nhu cầu hay chưa thì sản phẩm đó được gọi là phù hợp với đặc tả
(conformance to specifications). Đây là hai khái niệm rất dễ lẫn lộn, thoạt nhìn có
thể khó hiểu.
Từ hai khái niệm trên tác giả dẫn ra khái niệm tự thanh tra, nghĩa là trao quyền
cho lực lượng sản xuất trực tiếp tự so sánh sản phẩm mình làm ra với bản đặc tả.
Tác giả kê ra các điều kiện để hoạt động tự thanh tra đạt hiệu quả.
Trên thực tế, người ta luôn giả định là sản phẩm phù hợp đặc tả là sản phẩm thích
hợp để sử dụng. Vì vậy, phần còn lại của mục này tác giả dẫn ra cách xử lý đối
với sản phẩm không thích hợp để sử dụng tức là sản phẩm không phù hợp với bản
đặc tả. Cách xử lý vẫn nương theo khái niệm vòng lặp phản hồi

Nội dung
SỰ PHÙ HỢP CỦA SẢN PHẨM; THÍCH HỢP ĐỂ SỬ DỤNG
Quyết định về sự phù hợp của sản phẩm
Tự thanh tra
Quyết định về Thích hợp để sử dụng
Xử lý sản phẩm không thích hợp
Hành động sửa chữa
Chấn đoán sự thay đổi đột biến
Biện pháp sửa chữa
SỰ PHÙ H P CỦA SẢN PHẨM; THÍCH H P Đ SỬ DỤNG (PRODUCT
CONFORMANCE; FITNESS FOR USE)
Có hai loại đặc tính sản phẩm và chúng phục vụ cho các mục đích khác nhau.
Một loại đặc tính phục vụ cho các mục đích sau:
Đáp ứng nhu cầu khách hàng.
Bảo vệ sự an toàn của con người.
Bảo vệ môi trường.
Các đặc tính sản phẩm được cho rằng “thích hợp để sử dụng” (fitness for use) nếu
chúng có thể phục vụ các mục đích trên.
Loại đặc tính thứ hai phục vụ cho các mục đích sau:
Cung cấp tiêu chuẩn làm việc của sản phẩm cho những người chưa hiểu
biết về sự thích hợp để sử dụng.
Tuân thủ các yêu cầu của luật pháp liên quan đến sản phẩm.
Bảo vệ sự vô tội trước lời khiển trách không được chứng thực.
Các đặc tính sản phẩm trên thường được thể hiện trên những đặc tả, thủ tục, tiêu
chuẩn bên trong… Các đặc tính sản phẩm đó được gọi là sự phù hợp với đặc tả
(conformance to specifications) hay gọi ngắn gọn là “sự phù hợp”.

Sự tồn tại của hai loại đặc tính sản phẩm trên dẫn tới hai cấp độ của việc ra quyết
định: Liệu sản phẩm có phù hợp? Liệu sản phẩm có thích hợp để sử dụng? Hình
4.12 thể hiện sự liên quan lẫn nhau giữa hai quyết định đó.
HÌNH 4.12. Sơ đồ luồng của quyết định về sự phù hợp và sự
thích hợp để sử dụng
Quyết định về sự phù hợp của sản phẩm (The Product Conformance
Decision). Trong phạm vi của những chính sách phổ biến, sản phẩm phải phù hợp
với đặc tả đã được gửi tới địa chỉ tiếp theo (khách hàng nội bộ) hoặc đã được gửi
tới khách hàng. Giả định sản phẩm phù hợp với đặc tả cũng thích hợp để sử dụng.
Giả định này là hợp lý trong hầu hết các trường hợp.
Sự kết hợp của một lượng lớn các đặc tính sản phẩm với một lượng sản phẩm lớn
tạo ra một số lượng khổng lồ các quyết định cần phải đưa ra về sự phù hợp của sản
phẩm. Một cách lý tưởng, việc ra quyết định đó được ủy quyền cho các cấp thấp
nhất trong tổ chức – các thiết bị tự động hóa và các lực lượng sản xuất trực tiếp.
Sự ủy quyền này chính là cái được gọi là “tự thanh tra”.
Tự thanh tra (Self-Inspection). Chúng ta định nghĩa “tự thanh tra” là trạng thái
trong đó các quyết định về sản phẩm được ủy quyền cho lực lượng sản xuất. Các
quyết định cần phải đưa ra gồm: Liệu chất lượng sản phẩm có phù hợp với mục
tiêu chất lượng? Sự điều chỉnh nào cần được thực hiện đối với sản phẩm?
Lưu ý là tự thanh tra khác với tự kiểm soát (self-control), tự kiểm soát liên quan
đến các quyết định về quy trình.
Các ưu điểm đáng được quan tâm của tự thanh tra là:

Vòng lặp phản hồi ngắn, vòng lặp thường hướng trực tiếp tới bộ điều chỉnh
(actuator) – động lực cho hành động sửa chữa.
Tự thanh tra mở rộng công việc của lực lượng sản xuất trực tiếp – nó khiến
cho họ cảm thấy mình tự chủ hơn trong công việc, điều này rất ý nghĩa
trong việc khích lệ tinh thần làm việc.
Tự thanh tra xóa bỏ áp lực “cảnh sát” của các thanh tra viên, kiểm tra viên
độc lập.
Tuy nhiên, thúc đẩy việc sử dụng tự thanh tra cũng cần đáp ứng một số tiêu chuẩn
cơ bản sau:
Chất lượng là số 1: chất lượng phải là ưu tiên cao nhất.
Tin tưởng lẫn nhau: nhân viên quản lý cần tin tưởng vào lực lượng sản xuất
trực tiếp để có thể trao quyền cho họ, ngược lại lực lượng sản xuất trực tiếp
cũng phải tin vào các nhân viên quản lý để sẵn sàng nhận trách nhiệm.
Tự kiểm soát: các điều kiện thực thi tự kiểm soát phải được chuẩn bị sao
cho lực lượng sản xuất trực tiếp có đầy đủ phương tiện để thực hiện công
việc kiểm soát.
Đào tạo: những người sản xuất trực tiếp cần được đào tạo để có thể ra
quyết định về sự phù hợp của sản phẩm.
Cấp chứng chỉ: xu hướng gần đây là thực hiện thủ tục cấp chứng chỉ tự
thanh tra cho người sản xuất trực tiếp.
Trong nhiều công ty, các tiêu chuẩn trên không được đáp ứng đầy đủ, đặc biệt là
tiêu chuẩn về sự ưu tiên. Nếu một số yếu tố khác không phải chất lượng được gán
mức ưu tiên cao nhất, thì việc đánh giá sự phù hợp của sản phẩm sẽ không được
quan tâm. Vấn đề này thường xuyên phát sinh khi mục tiêu doanh thu trên đầu
người của nhân viên bán hàng xung đột với các mục tiêu chất lượng tổng thể.
Những người bán hàng có thể đạt được mục tiêu doanh số của họ nhưng công ty
thì đang thua dần trên thị trường.
Quyết định về Thích hợp để sử dụng (The Fitness for Use Decision). Phần lớn
các sản phẩm tuân thủ đặc tả. Đối với các sản phẩm không tuân thủ đặc tả thì nảy
sinh một câu hỏi mới: Liệu các sản phẩm này có thích hợp để sử dụng?
Để có cơ sở đầy đủ cho việc ra quyết định, phải trả lời các câu hỏi như:
Ai sẽ là người dùng sản phẩm?
Sản phẩm này sẽ được sử dụng như thế nào?
Liệu sản phẩm có gây rủi ro cho con người, môi trường không?
Ảnh hưởng về mặt kinh tế đối với nhà sản xuất và người tiêu dùng là gì?
…

Để trả lời các câu hỏi trên cần nhiều công sức. Các công ty cố gắng giảm bớt công
sức bằng các hướng dẫn mang tính thủ tục. Các phương pháp được sử dụng là:
Xử lý mọi sản phẩm không phù hợp như là sản phẩm không thích hợp cho
sử dụng: Cách tiếp cận này được sử dụng rộng rãi cho các sản phẩm có thể
gây rủi ro cho sự an toàn của con người và môi trường – các sản phẩm như
dược phẩm hoặc năng lượng hạt nhân.
Tạo một cơ chế ra quyết định: Một ví dụ là Ban Soát xét Nguyên liệu
(Material Review Board) được sử dụng rộng rãi trong công nghiệp quốc
phòng.
Tạo một hệ thống được ủy quyền rộng rãi: Trong một hệ thống như vậy,
một số ít quyết định quan trọng được dành cho bộ phận ra quyết định chính
thức (như Ban Soát xét Nguyên liệu trên). Các quyết định còn lại được ủy
quyền cho người khác.
Bảng 4.3 là ví dụ về sự ủy quyền được sử dụng trong một công ty cụ thể.
BẢNG 4.3. Ủy quyền ra quyết định về Thích hợp để sử dụng
(Đối với các ngành công nghiệp mà chất lượng thật sự chỉ là phù hợp đặc tả, ví dụ
ngành năng lượng nguyên tử, ngành không gian, thì người ra quyết định về sự
thích hợp để sử dụng chính là khách hàng hay là các chuyên gia của chính phủ)
Hiệu ứng về sự không
phù hợp diễn ra trên quy
mô
ượng sản phẩm hoặc số tiền có nguy cơ bị mất là
Nhỏ Lớn
Chỉ trong phạm vi nội bộ Người đứng đầu bộ phận có
liên quan, kỹ sư chất lượng
Người lập kế hoạch của
nhà máy, giám đốc chất
lượng
Quan hệ kinh tế với nhà
cung cấp
Nhà cung cấp, đại lý mua
sắm, kỹ sư chất lượng
Nhà cung cấp, giám đốc
Quan hệ kinh tế với khách
hàng
Khách hàng, nhân viên bán
hàng, kỹ sư chất lượng
Khách hàng, nhân viên bộ
phận Marketing, Sản xuất,
Kỹ thuật, Chất lượng
Sản phẩm Người thiết kế sản phẩm,
nhân viên bán hàng, kỹ sư
chất lượng
Khách hàng, giám đốc bộ
phận Marketing, Sản xuất,
Kỹ thuật, Chất lượng
Rủi ro cho xã hội hoặc
không phù hợp các quy
định của chính phủ
Giám đốc thiết kế sản
phẩm, nhân viên giám sát,
luật sư, giám đốc chất
lượng
Tổng Giám đốc và nhóm
lãnh đạo cấp cao

Xử lý sản phẩm không thích hợp (Disposition of Unfit Product). Sản phẩm
không thích hợp được xử lý theo nhiều cách: hủy bỏ, phân loại, làm lại, trả lại nhà
cung cấp, bán giảm giá… Các chi phí nội bộ có thể ước lượng để đạt được hiệu
quả tối ưu về mặt kinh tế. Tuy nhiên, vấn đề là những hiệu ứng phi tài chính: lịch
biểu bị hủy, con người bị khiển trách, kỷ luật… Để tối thiểu hóa các tổn thương về
con người, một số công ty đã thiết lập các quy định xử lý như:
Lựa chọn một phương án tối thiểu hóa sự mất mát tổng thể tính trên tất cả
các bộ phận liên quan.
Tránh chỉ trích nhau. Thay vì vậy, hãy coi sự mất mát này như một cơ hội
để cải tiến chất lượng.
Sự cố khi sử dụng sản phẩm đáp ứng nhu cầu khách hàng là một việc đáng tiếc.
Xuất các sản phẩm không đáp ứng nhu cầu khách hàng là một việc tồi tệ. Những
vị trí ra quyết định về sự phù hợp của sản phẩm phải được cung cấp định nghĩa rõ
ràng về trách nhiệm cũng như các hướng dẫn về việc ra quyết định. Các giám đốc
phải, như một phần của việc kiểm toán, đảm bảo rằng quy trình ra quyết định về
sự phù hợp của sản phẩm phải thích hợp với nhu cầu của công ty.
ành động sửa chữa (Correction Action). Bước cuối cùng trong của vòng lặp
phản hồi là kích hoạt một hành động điều chỉnh sao cho sản phẩm phù hợp với
mục tiêu chất lượng.
Lưu ý là thuật ngữ “hành động sửa chữa” được áp dụng không chính xác cho hai
tình huống rất khác nhau, như thể hiện trên Hình 4.1. Vòng lặp phản hồi được thiết
kế chặt chẽ để loại bỏ sự không phù hợp ít khi xảy ra như “đỉnh nhọn đột xuất”;
vòng lặp phản hồi không được thiết kế để giải quyết vùng lãng phí kinh niên –
vùng này dành cho quy trình cải tiến chất lượng sẽ được trình bày trong Bài 5.
Chúng ta sẽ sử dụng thuật ngữ “hành động sửa chữa” theo nghĩa sửa chữa sự cố
(troubleshooting) – loại bỏ sự không phù hợp hiếm khi xảy ra (sự thay đổi đột
biến).
Hành động sửa chữa bao gồm chẩn đoán và thực hiện biện pháp sửa chữa. Các
công việc này đơn giản hơn so với việc cải tiến chất lượng. Các vấn đề hiếm khi
xảy ra là kết quả của sự thay đổi bất lợi, vì vậy công việc chẩn đoán là cố gắng tìm
ra điều gì đã thay đổi. Thực hiện biện pháp sửa chữa chỉ là loại bỏ sự thay đổi bất
lợi đó và khôi phục sự phù hợp.
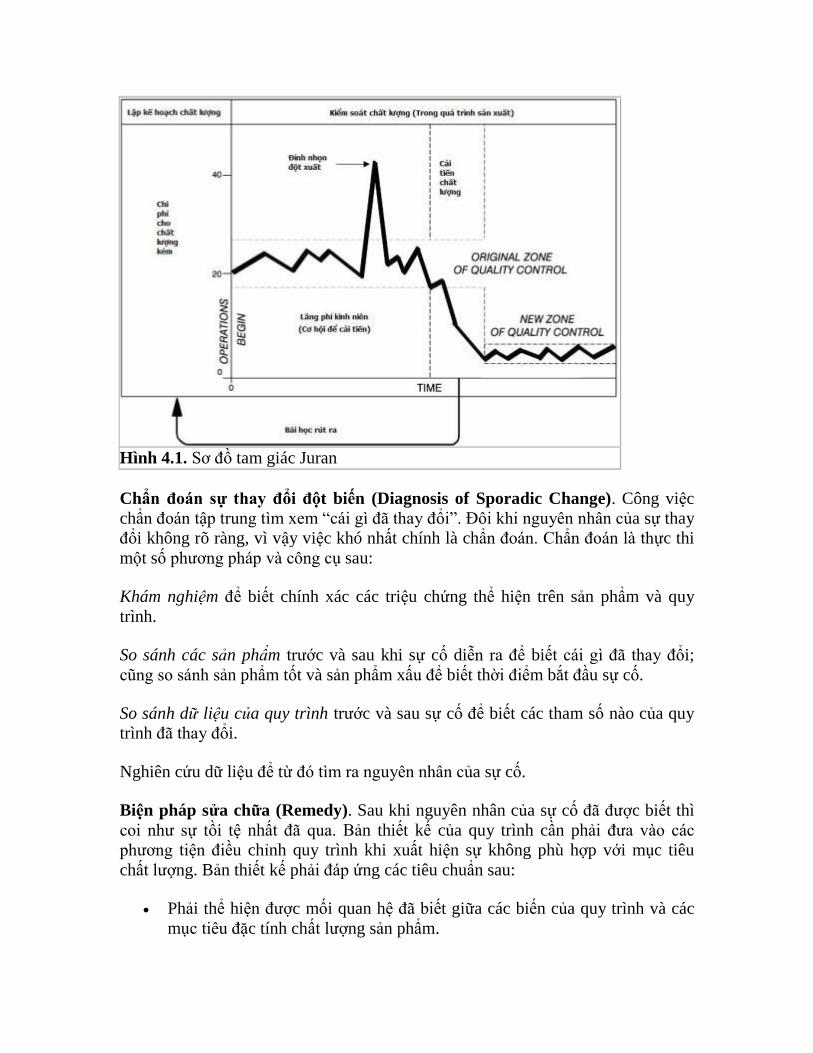
Hình 4.1. Sơ đồ tam giác Juran
Chẩn đoán sự thay đổi đột biến (Diagnosis of Sporadic Change). Công việc
chẩn đoán tập trung tìm xem “cái gì đã thay đổi”. Đôi khi nguyên nhân của sự thay
đổi không rõ ràng, vì vậy việc khó nhất chính là chẩn đoán. Chẩn đoán là thực thi
một số phương pháp và công cụ sau:
Khám nghiệm để biết chính xác các triệu chứng thể hiện trên sản phẩm và quy
trình.
So sánh các sản phẩm trước và sau khi sự cố diễn ra để biết cái gì đã thay đổi;
cũng so sánh sản phẩm tốt và sản phẩm xấu để biết thời điểm bắt đầu sự cố.
So sánh dữ liệu của quy trình trước và sau sự cố để biết các tham số nào của quy
trình đã thay đổi.
Nghiên cứu dữ liệu để từ đó tìm ra nguyên nhân của sự cố.
Biện pháp sửa chữa (Remedy). Sau khi nguyên nhân của sự cố đã được biết thì
coi như sự tồi tệ nhất đã qua. Bản thiết kế của quy trình cần phải đưa vào các
phương tiện điều chỉnh quy trình khi xuất hiện sự không phù hợp với mục tiêu
chất lượng. Bản thiết kế phải đáp ứng các tiêu chuẩn sau:
Phải thể hiện được mối quan hệ đã biết giữa các biến của quy trình và các
mục tiêu đặc tính chất lượng sản phẩm.

Các biến này phải sẵn sàng được điều chỉnh nếu thấy cần.
Phải thể hiện rõ dự đoán về quan hệ giữa giới hạn thay đổi trong các biến
của quy trình và giới hạn thay đổi các đặc tính sản phẩm.
Nếu các tiêu chuẩn trên không được đáp ứng thì những người trực tiếp sản xuất,
trong một sự cố gắng khó khăn, sẽ ngừng hoạt động sản xuất lại và thực hiện các
sửa chữa khi hoạt động đã ngừng hẳn. Cách làm này sẽ khiến cho chất lượng bị
ảnh hưởng nghiêm trọng.
VAI TRÒ CỦA P Ơ P P ỐNG KÊ (THE ROLE OF
STATISTICAL METHODS)
Lời người dịch. Đây là kỳ cuối của bài Quy trình kiểm soát chất lượng. Tác giả
nói qua về phương pháp thống kê như là công cụ định lượng cho kiểm soát chất
lượng, nội dung chi tiết tác giả sẽ trình bày trong Bài 44 – Phương pháp thống kê
cơ bản và Bài 45 – Kiểm soát quy trình thống kê. Tác giả cũng trình bày về cấu
trúc chung của một tài liệu được gọi là Sổ tay Chất lượng, chi tiết hơn sẽ được
trình bày trong Bài 11– Họ ISO 9000 của Tổ chức Tiêu chuẩn quốc tế. Mối quan
hệ giữa kiểm soát chất lượng và nguồn nhân lực thông qua hệ thống lương thưởng
sẽ được trình bày chi tiết trong các Bài 15 – Nguồn nhân lực & Chất lượng, Bài
40 – Chất lượng tại Hợp Chúng Quốc Hoa Kỳ. Tác giả nhấn mạnh đến việc kiểm
toán hoạt động của hệ thống kiểm soát chất lượng sao cho hệ thống luôn hướng
đến mục tiêu đã định mà không bị suy giảm dần. Cuối cùng là một số tóm tắt ngắn
gọn về những xu hướng mới trong kiểm soát chất lượng và tóm tắt toàn bài. Sắp
tới satablog2 sẽ đưa tiếp bài về quy trình cải tiến chất lượng – cạnh thứ ba của
tam giác chất lượng.

Nội dung
VAI TRÒ CỦA CÁC PHƯƠNG PHÁP THỐNG KÊ
Kiểm soát quy trình thống kê.
SỔ TAY KIỂM SOÁT CHẤT LƯỢNG
Cấu trúc của Sổ tay Chất lượng.
KIỂM SOÁT THÔNG QUA HỆ THỐNG THƯỞNG
TẠO ĐIỀU KIỆN CHO KIỂM SOÁT
KIỂM SOÁT CHẤT LƯỢNG: CÓ GÌ MỚI?
TÓM TẮT
CÔNG VIỆC CỦA NHÂN VIÊN QUẢN LÝ
VAI TRÒ CỦA P Ơ P P ỐNG KÊ (THE ROLE OF
STATISTICAL METHODS)
Một hoạt động căn bản của vòng lặp phản hồi là thu thập và phân tích dữ liệu, đó
là hoạt động thống kê. Các phương pháp và công cụ sử dụng thường được gọi là
“phương pháp thống kê”. Các phương pháp này đã được sử dụng từ lâu để hỗ trợ
thu thập và phân tích dữ liệu trong nhiều lĩnh vực: sinh học, chính trị, kinh tế, tài
chính, quản lý… Về phương pháp này đọc Bài 44 – Phương pháp thống kê cơ bản
và Bài 45 – Kiểm soát quy trình thống kê.
Kiểm soát quy trình thống kê (Statistical Process Control). Thuật ngữ này
mang nhiều nghĩa, nhưng trong hầu hết các công ty nó chỉ cách thu thập dữ liệu cơ
bản; phân tích thông qua các công cụ như phân bố tần xuất; nguyên lý Pareto; sơ
đồ Ishikawa; biểu đồ kiểm soát Shewhart; ứng dụng khái niệm công suất quy trình.
Các công cụ cao cấp hơn như thiết kế các thí nghiệm và phân tích dao động
(variance analysis) được trình bày trong Bài 47 cũng là một phần của phương pháp
thống kê nhưng không được coi là thành phần của quy trình kiểm soát thống kê.
SỔ TAY KI M SOÁT CH NG (THE QUALITY CONTROL
MANUAL)
Lập kế hoạch chất lượng được thực hiện theo các “thủ tục”. Các thủ tục này đã
được soạn từ trước, được chấp thuận chính thức. Sau khi được xuất bản thì chúng

trở thành những hướng dẫn xử lý công việc chính thức của doanh nghiệp. Tương
tự, tất cả các công việc liên quan đến chất lượng được tập trung lại trong một cuốn
sách gọi là “Sổ tay Chất lượng” (hoặc một cái tên tương tự). Một trong số các
phần quan trọng của sổ tay là hướng dẫn xử lý việc kiểm soát chất lượng.
Sổ tay chất lượng thường có một số tính chất:
Về mặt pháp lý (legitimacy). Sổ tay được chấp thuận ở mức cao nhất của tổ
chức.
Sẵn sàng về mặt tài liệu. Các thủ tục liên quan được tập hợp thành nguồn
tham chiếu rõ ràng từ một chỗ thay vì nằm rải rác mỗi tài liệu một chút.
Bền vững. Các thủ tục độc lập với nhân viên và các thay đổi không liên
quan của tổ chức.
Nghiên cứu sổ tay của nhiều công ty thì thấy rằng hầu hết đều chứa cùng một nội
dung lõi. Liên quan đến kiểm soát chất lượng, nội dung lõi bao gồm các thủ tục:
Áp dụng vòng lặp phản hồi để kiểm soát quy trình và kiểm soát sản phẩm.
Đảm bảo các quy trình sản xuất có khả năng đáp ứng các mục tiêu chất
lượng.
Bảo trì các thiết bị và độ chính xác của các công cụ đo lường.
Quan hệ với nhà cung cấp về các vấn đề chất lượng.
Thu thập và phân tích dữ liệu liên quan đến hệ thống thông tin chất lượng.
Kiểm toán để đảm bảo sự gắn kết lẫn nhau của các thủ tục.
Nhu cầu sử dụng lặp đi lặp lại các hệ thống kiểm soát chất lượng đã dẫn đến sự
phát triển của tiêu chuẩn theo ngành công nghiệp, tiêu chuẩn tầm quốc gia, quốc tế.
Để biết thêm, xem Bài 11 – Họ ISO 9000 của Tổ chức Tiêu chuẩn quốc tế.
Cấu trúc của Sổ tay Chất lượng (Format of Quality Manuals). Các mục khác
nhau của Sổ tay Chất lượng thường bao gồm:
1. Một phát biểu chính thức của người đứng đầu tổ chức về vấn đề chất lượng
có kèm theo chữ ký.
2. Mục đích của sổ tay và cách sử dụng nó.
3. Các chính sách chất lượng của công ty (hoặc bộ phận…).
4. Biểu đồ tổ chức và các bảng có liên quan thể hiện trách nhiệm về chất
lượng,
5. Người soát xét chịu trách nhiệm đảm bảo tính hợp lệ của nội dung sổ tay.
Các nhà quản lý tham gia vào việc soạn thảo và ứng dụng sổ tay theo những cách
sau:

Định nghĩa các tiêu chuẩn mà sổ tay cần phải đáp ứng.
Chấp thuận bản thảo cuối của sổ tay để xuất bản thành bản thảo chính thức.
Định kỳ kiểm toán về tính cập nhật của sổ tay và sự phù hợp của nó.
KI M SOÁT THÔNG QUA HỆ THỐ ỞNG (CONTROL
THROUGH THE REWARD SYSTEM)
Một ảnh hưởng quan trọng đối với Kiểm soát Chất lượng là sự liên quan của nó
với hệ thống lương thưởng của tổ chức. Vấn đề này sẽ được thảo luận trong Bài 15
– Nguồn nhân lực & Chất lượng, Bài 40 – Chất lượng tại Hợp Chúng Quốc Hoa
Kỳ, mục Động lực, Sự công nhận và Phần thưởng.
TẠ Đ ỀU KIỆN CHO KI M TOÁN (PROVISION FOR AUDIT)
Mục đích các hệ thống kiểm soát là đảm bảo trong khi hoạt động, tổ chức giữ
đúng nhiều mục tiêu đã định. Nếu chỉ đáp ứng mục tiêu doanh số trên đầu người
thì doanh nghiệp sẽ bị mất những tri thức quan trọng khác. Các cách làm tắt và
phương pháp không đúng cách có thể làm suy giảm hệ thống cho đến khi nó
không còn hiệu quả nữa.
Để hệ thống kiểm soát đáp ứng đúng mong muốn dành cho nó, thì hệ thống cần
được kiểm toán định kỳ. Kiểm toán định kỳ giúp trả lời hai câu hỏi về hệ thống
kiểm soát: Hệ thống kiểm soát vẫn đáp ứng được mục tiêu của nó? Hệ thống kiểm
soát có được tuân theo hay không?
Những câu trả lời rất hữu ích đối với cấp quản lý. Tuy nhiên, đó không chỉ là mục
đích duy nhất của kiểm toán. Mục đích sâu xa hơn là cung cấp câu trả lời trên cho
những người không trực tiếp sản xuất, kinh doanh nhưng có nhu cầu phải biết về
tổ chức – các cổ đông, khách hàng, nhà cung cấp… Nếu chất lượng là ưu tiên cao
nhất thì trong số những người cần phải biết có cả các quản lý cấp cao nhất của tổ
chức. Một trong những trách nhiệm của quản lý cấp cao là đảm bảo việc kiểm toán
diễn ra định kỳ.
KI M SOÁT CH NG: CÓ GÌ MỚI? (QUALITY CONTROL:
WHAT IS NEW?)
Các thập kỷ gần đây xuất hiện xu hướng cải tiến hiệu quả của kiểm soát chất
lượng bằng một số cách mới sau:
Lập kế hoạch để việc kiểm soát chất lượng có sự tham gia của lực lượng
sản xuất trực tiếp (Tức là nội dung của khái niệm Tự thanh tra – ND).
Ứng dụng rộng rãi vòng lặp phản hồi, thiết lập trách nhiệm rõ ràng những
ai là người quyết định trên vòng lặp.

Ủy quyền quyết định cho lực lượng làm việc trực tiếp qua tự kiểm soát và
tự thanh tra.
Ứng dụng rộng rãi kiểm soát quy trình thống kê và đào tạo cho lực lượng
sản xuất trực tiếp.
Lập quy trình cho hành động sửa chữa khi gặp sự kiện thay đổi đột biến.
Sổ tay của công ty về kiểm soát chất lượng, kiểm toán định kỳ để đảm bảo
sự cập nhật.
TÓM TẮT (SUMMARY)
Quy trình kiểm soát chất lượng là một quy trình quản lý phổ biến để lèo lái các
hoạt động sản xuất sao cho mọi việc được thực thi một cách bền vững – tránh sự
thay đổi không mong muốn và duy trì tình trạng vốn có. Kiểm soát chất lượng
được thực hiện bằng cách sử dụng vòng lặp phản hồi. Mỗi thuộc tính của sản
phẩm hoặc quy trình trở thành một đối tượng kiểm soát – một điểm trung tâm mà
mà xoay quanh nó vòng lặp phản hồi được xây dựng. Càng nhiều càng tốt, người
thực hiện sự kiểm soát nên chính là lực lượng làm việc trực tiếp (work force) – các
nhân viên văn phòng, công nhân, người bán hàng… Sơ đồ luồng công việc (flow
diagram) được sử dụng rộng rãi trong khi lập kế hoạch kiểm soát chất lượng.
Câu hỏi “Ai chịu trách nhiệm về chất lượng?” vốn không thể có câu trả lời thuyết
phục. Tuy nhiên, nếu câu hỏi này được đặt ra trong phạm vi những quyết định và
hành động, thì đó là câu hỏi mở để thỏa thuận về các câu trả lời. Bản thiết kế kiểm
soát quy trình cung cấp các công cụ cần thiết để hỗ trợ lực lượng sản xuất
(operating forces) phân biệt giữa các thay đổi thực sự và các thay đổi do thiết bị
báo sai. Điều quan trọng là cần thiết bị trọng tài để giúp phân biệt giữa các nguyên
nhân đặc biệt và các nguyên nhân thông thường. Một công cụ thích hợp cho mục
đích này là biểu đồ kiểm soát Shewhart. Tiêu chuẩn để tự kiểm soát là phải lập
được quy trình hoạt động cho mọi chức năng, mọi cấp độ trong tổ chức. Trách
nhiệm về kết quả công việc cần được phân chia một cách thích hợp với khả năng
kiểm soát thực hiện công việc đó. Một cách lý tưởng, quyết định về việc liệu quy
trình có phù hợp với mục tiêu chất lượng hay không phải được giao cho lực lượng
làm việc trực tiếp (work force) trả lời. Không có vòng lặp phản hồi ngắn hơn.
Sử dụng tự thanh tra đòi hỏi đáp ứng một số tiêu chuẩn cơ bản: chất lượng là số 1;
tin tưởng lẫn nhau, tự kiểm soát, đào tạo. Người phải ra quyết định về sự phù hợp
của sản phẩm cần được cung cấp định nghĩa rõ ràng về trách nhiệm cũng như
hướng dẫn cách ra quyết định. Thứ tự thích hợp trong quản lý đầu tiên là lập mục
tiêu và sau đó là lập kế hoạch cách thức đạt được mục tiêu đó, bao gồm cả lựa
chọn các công cụ thích hợp. Lập kế hoạch kiểm soát chất lượng cần chú ý đến việc
cung cấp thông tin cho những người ra quyết định.

CÔNG VIỆC CỦA NHÂN VIÊN QUẢN LÝ (TASKS FOR MANAGERS)
Cấp quản lý cần tránh can thiệp sâu vào việc ra quyết định về kiểm soát chất lượng.
Họ chỉ cần ra quyết định trong một số vấn đề trọng yếu của kiểm soát chất lượng,
họ cần đưa ra tiêu chuẩn phân biệt giữa những vấn đề trọng yếu với các vấn đề còn
lại, sau đó thì giao quyền ra quyết định các vấn đề còn lại cho những người khác
bằng quy trình ra quyết định.