kemco energy saving cases in steel industries€¦ · kemco energy saving cases in steel industries...
TRANSCRIPT

1.Aug. 2013
Seo Jong Uk
KEMCO Energy Saving Cases
in Steel Industries
Ⅴ
Ⅵ
Ⅶ
Ⅰ
Ⅱ
Ⅲ
Ⅳ
LNG saving by adjusting the zone load at heating furnace
LNG saving by optimizing the heating furnace pressure
Increasing power production by preheating BFG
Saving cooling water pump power by installing fluid coupling system
Increasing combustion air temperature and steam generation by improving the heat recovery
Preventing the temperature drop of preheating zone at furnace by installing the partition wall
LNG saving by optimizing the location of burners in the forge furnace
Ⅷ LNG saving of burners by preheating combustion air

Ⅰ
2/24

▶ Process block diagram
▶ Type, Capacity, Size: Pusher Type Heating Furnace, 50ton/h, 6,110W× 2,300L× 4,278H
▶ Number of burners: Heating Zone 7 Units(Top 5units, Bottom 2 units), Soaking Zone 5 Units
Top Burner (5units)
Soaking Zone Burner(5Units)
Bottom Burner (2units)
← Charging Hole
← Out
Soaking Zone Heating Zone Preheating Zone
FL± 0
Stack
Recuperator
Combustion Blower
Exhaust Blower

[ Process flow for target process] ▶ Field measurements shall be conducted with test material as follows.
▶ 6 measurement points: ambient temp’(1 point), longitudinal temp’(3 points),
top and bottom temp’(2 points)
[Instrument installation]
[Charging] [Measurement]
[Extraction] [Instrument recovery] [Analysis]
Material Top Surface Temp’
Material Longitudinal Temp’(Right)
Ambient Temp’ (Material Top 50mm)
Charging Direction
Material Bottom Surface Temp’ Material Longitudinal
Temp’(Middle )
Material Longitudinal Temp’(Left)

[ Process flow for target process] ▶ The analysis of field measurements using test material shows that temperature distribution
in the longitudinal side presents a uniform profile.
▶ But, the top and bottom temperature range indicates more than 40℃.
Preheating Heating Soaking
Control temp’: 1180℃
Control temp’ : 1130℃
1120℃
1110℃ Preheating Heating Soaking Preheating Heating Soaking
[Figure: Ambient temperature]
[Figure: Longitudinal temperature] [Figure: Top and bottom temperature]
[Figure: Total Temp’ Profile(6points)]
Top
Bottom

▶ Lower the burner load of soacking zone and increase the burner load of bottom heating zone
to reduce the top and bottom temperature deviation.
← Charging Hole ←
Extraction
Soacking Zone Heating Zone Preheating Zone
O2:Less than 6%
O2:5~6%
O2:9%
O2:5~6%
Division Heating Zone
Top Burner Load(%)
Heating Zone
Bottom Burner Load(%)
Soacking Zone Burner Load(%)
Before 57 17 26
After 57 20(Increase) 23(Decrease)
Increase the burner load of
heating zone.
Decrease the burner load of
Soaking zone.

Energy Savings
(Toe/yr)
Saving Cost
(k$/yr)
Investments
(k$)
Payback
(year)
CO2
Reduction
(tCO2/yr)
259 157 - - 605
Adjusting the Zone load at heating furnace brings 3% efficiency
improvement.
Annual LNG savings of burners: 246,665Nm3/yr
LNG toe conversion factor: 1.05 toe/kNm3
LNG price per Nm3 : 0.727 $/Nm3
LNG carbon dioxide emission factor per toe: 2.3357tCO2/toe
Ⅱ

▶ Process block diagram
▶ Type, Capacity: Large Rolling Heating Furnace, 150ton/h
▶ Burner type: Regenerative burner 21 sets
1250℃ 1265℃ 1230℃
FD FAN
Regenerative burner
ID FAN
Combustech
Maker
36
Lenghth (m)
43820 ㎥
1100 mmAq 186 Kw
FD FAN
Large Mill
#1
Division
73620 ㎥ 1250 mmAq 220 Kw
21(+1) 150
ID FAN Burner (set)
Capa(T/h)
[Table: Large Rolling Heating Furnace Spec Data]
Preheating Zone
Heating Zone Soaking Zone
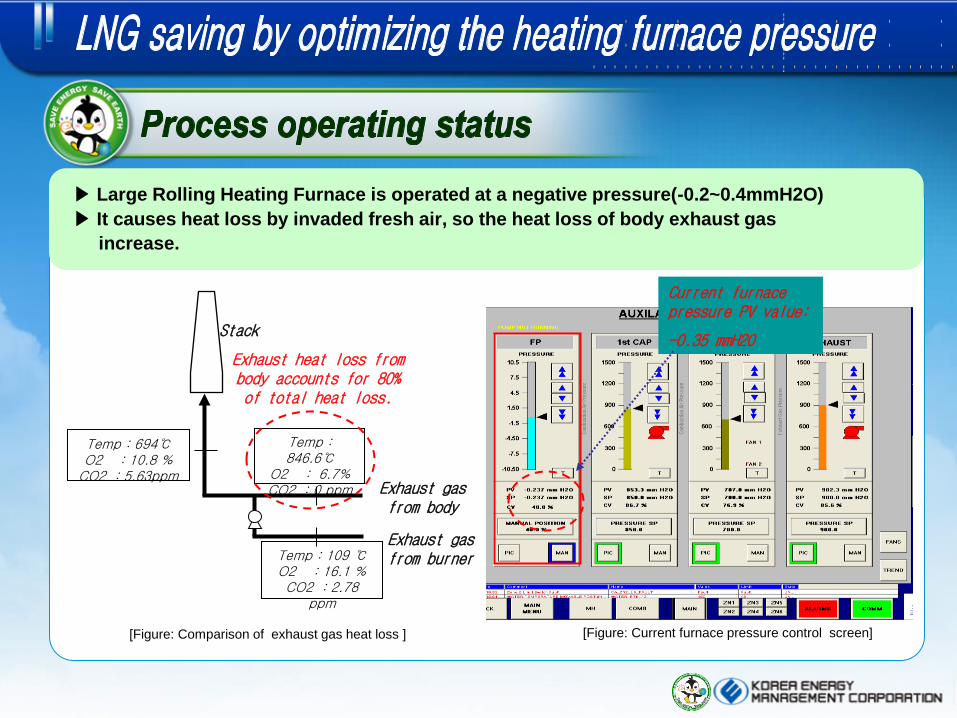
[ Process flow for target process] ▶ Large Rolling Heating Furnace is operated at a negative pressure(-0.2~0.4mmH2O)
▶ It causes heat loss by invaded fresh air, so the heat loss of body exhaust gas
increase.
[Figure: Comparison of exhaust gas heat loss ] [Figure: Current furnace pressure control screen]
Current furnace pressure PV value:
-0.35 mmH2O
Temp : 109 ℃ O2 : 16.1 % CO2 : 2.78
ppm
Temp : 846.6℃
O2 : 6.7% CO2 : 0 ppm
Temp : 694℃ O2 : 10.8 %
CO2 : 5.63ppm
Stack
Exhaust gas from body
Exhaust heat loss from body accounts for 80% of total heat loss.
Exhaust gas from burner

▶ The below table shows flue gas temperature and LNG usage depending on the furnace
pressure. Those data are obtained through field testing.
Time Furnace Pressure
Main LNG Usage
MAIN Exhaust gas from body
Exhaust gas from regenerative burner Remark
2007.9.5 mmAq N㎥/h 온도(℃) O2(%) 온도(℃) O2(%)
16:17 -0.6 1609 875.6 5 122.9 13.8
Main Exhaust Damper
40% Open
16:18 -0.4 1758 870(880) 4.2 14.6
16:21 -0.2 1965 828.2 7.4 145.7 13.9
16:26 -0.24 1689 835 4.7 130.8 13.9
16:47 0 1456 831 6 119.6 14.1 Main Exhaust
Damper 30% Open
16:58 0 1355 833.8 5.4 120.2 14.5
17:16 0.33 1439 831.7 5.2 124.8 14
17:27 0.24 1377 823.2 5.9 124.6 14 Main Exhaust
Damper 28.2% Open
17:39 0.3 1301 826.9 5.2 124.1 14
18:00 0.3 1301 821.5 4.9 124.8 13.5
[Table: LNG usage of large rolling heating furnace depending on the furnace pressure changes ]
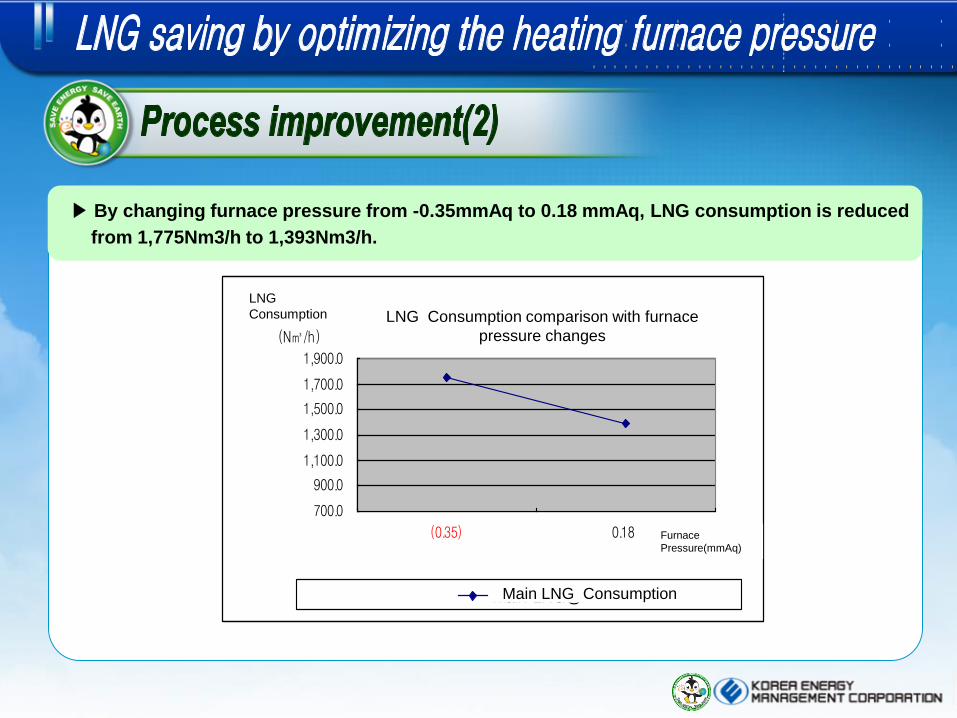
▶ By changing furnace pressure from -0.35mmAq to 0.18 mmAq, LNG consumption is reduced
from 1,775Nm3/h to 1,393Nm3/h.
로내압 변경에 따른 LNG 사용추이
700.0
900.0
1,100.0
1,300.0
1,500.0
1,700.0
1,900.0
(0.35) 0.18 로내압(단위:mmAq)
LNG사용량(N㎥/h)
main LNG량Main LNG Consumption
Furnace
Pressure(mmAq)
LNG
Consumption LNG Consumption comparison with furnace
pressure changes

▶ We must adjust furnace pressure in order to minimize the heat loss by invaded fresh air
and blow off of furnace gas.
▶ Optimum furnace pressure: About 1 mmAq
[Figure: Heat loss table book with furnace pressure changes ]
Energy Savings
(Toe/yr)
Saving Cost
(k$/yr)
Investments
(k$)
Payback
(year)
CO2
Reduction
(tCO2/yr)
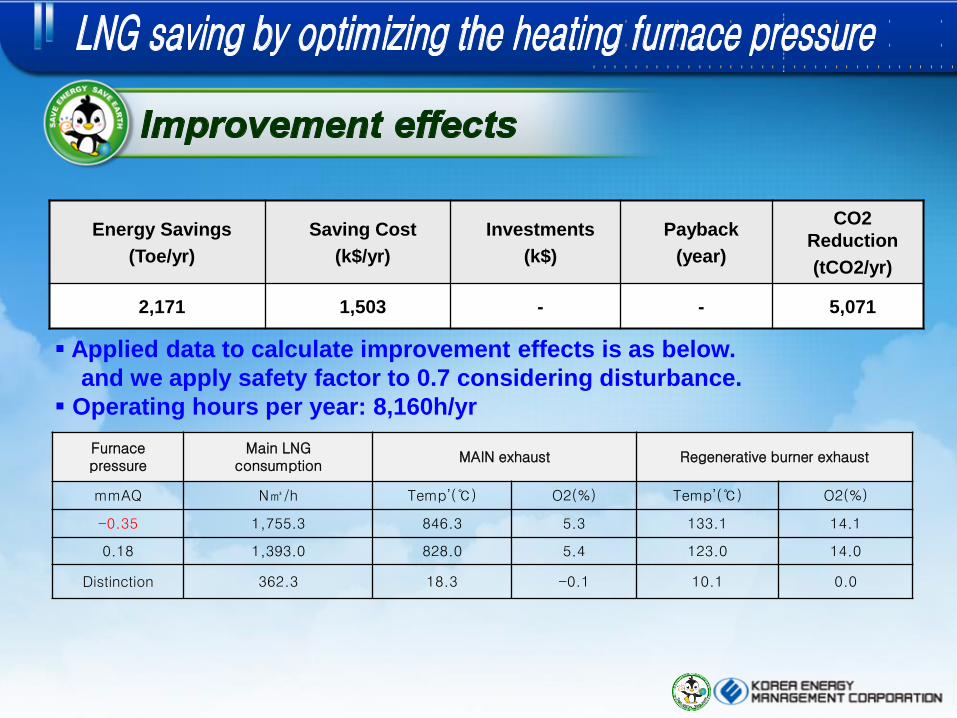
2,171 1,503 - - 5,071
Furnace pressure
Main LNG consumption
MAIN exhaust Regenerative burner exhaust
mmAQ N㎥/h Temp’(℃) O2(%) Temp’(℃) O2(%)
-0.35 1,755.3 846.3 5.3 133.1 14.1
0.18 1,393.0 828.0 5.4 123.0 14.0
Distinction 362.3 18.3 -0.1 10.1 0.0
Applied data to calculate improvement effects is as below.
and we apply safety factor to 0.7 considering disturbance.
Operating hours per year: 8,160h/yr

Ⅲ

▶ BLR uses waste gas(BFG, FOG, COG) generated in the smelting process as fuel gas.
But fuel gas is supplied at 20℃ without preheating.
▶ The flue gas from APH is discharged to 185℃ into the atmosphere.
Exhaust
Gas Burner
High Pressure
Steam
Extraction
Steam
BFW Heater
Power
639GWh
BFW Pump
B-C
[Figure: Power system using BFG]
* BFG: Blast Furnace Gas, FOG: Finex Off Gas, COG: Coke Oven Gas

▶ Power generation increases from 639GWh to 645GWh by preheating BFG.
▶ Heat pipe heat exchanger is installed to preheat BFG with flue gas.
▶ Flue gas temp’ drops from 185℃ to 154℃. but BFG temp’ increases from 20℃ to 80℃.
[Figure: Power system installed with BFG Preheating Heat Exchanger]
Exhaust
Gas
Burner
High Pressure
Steam
Extraction
Steam
BFW Heater
Power
645GWh
BFW Pump
B-C
BFG Preheating
System

▶ Heat pipe exchanger using water as heat exchanger material is installed to preheat BFG.
▶ The water in evaporator is vaporized with flue gas heat and is condensed at condenser
by heating BFG.
[Figure: Heat Exchanger System to preheat BFG]
BFG
80℃
증기
응축액
증증발발기기
응응축축기기
BFG
20℃ SSttaacckk
BFG배관
배GAS
185℃
배GAS
154℃
보보일일러러
보보일일러러
BFW Pipe
Condenser
Evaporator
Condensate
To BLR
Steam
From BLR Flue Gas
185℃
Flue Gas
154℃
Energy Savings
(MWh/yr)
Saving Cost
(k$/yr)
Investments
(k$)
Payback
(yr)
CO2 Reduction
(tCO2/yr)
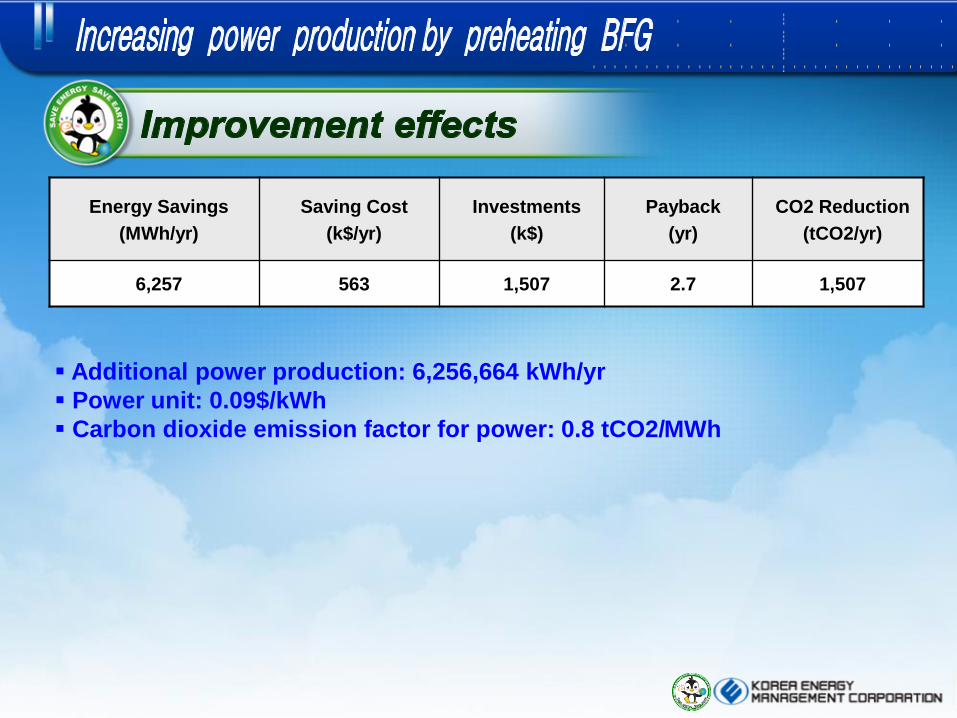
6,257 563 1,507 2.7 1,507
Additional power production: 6,256,664 kWh/yr
Power unit: 0.09$/kWh
Carbon dioxide emission factor for power: 0.8 tCO2/MWh

Ⅳ

▶ 7 cooling water pumps are installed to supply cooling water for rolling equipment.
5 cooling water pumps always operate regardless of load change.
▶ Cooling Water Pump Design Data: 1,400kW, 6,600V, 125A, 28m3/min, 20kg/cm2g
[Figure: Cooling water supply system]
Rough rolling Finish rolling Winder
Cooling Water Line
Roll Cooling Water Pump
Cooing Water Pump: 7 EA
(5 Centrifugal pumps are always operating)
Cooling Water Pipe

▶ Cooling water pump power can be saved by installing fluid coupling which automatically
adjust motor speed according to the cooling water load.
▶ 4 of 7 cooling water pumps should install fluid coupling for cooling water load variations.
[Figure: Cooling water supply system installed with fluid coupling]
Rough rolling
Finish rolling Winder
Cooling Water Pipe
Cooling W
ater Line
4 of 7 cooling water pumps are
installed with fluid coupling system
Roll Cooling Water Pump

▶ Fluid coupling is additionally installed to the existing motors and pumps.
▶ Fluid coupling specifications: variable speed type(20%~80%), direct connection type, 15 sec
acceleration time(lowest RPM → maximum RPM)
[Figure: Fluid coupling system]
Inlet Valve
Cooling Water
Improvement
Before/After
Motor
(Existing) Pump (Existing)
Fluid Coupling (New)

Energy Savings
(MWh/yr)
Saving Cost
(k$/yr)
Investments
(k$)
Payback
(yr)
CO2 Reduction
(tCO2/yr)
5,041 458 2,279 5.0 4,033
Power consumption before improvement: 41,748,742 kWh/yr
Power consumption after improvement: 36,707,669 kWh/yr
Power unit: 0.09$/kWh
Carbon dioxide emission factor for power: 0.8 tCO2/MWh

25/24
Ⅴ

▶ NOF exhaust air volume supplied to recuperator is reduced due to providing part of
NOF exhaust air to the cleaning dryer
▶ Air leak of recuperator tube side causes the temperature drop of combustion air
Part of NOF exhaust air is
provided to cleaning dryer.
[Figure: NOF zone supply and exhaust air system]
Recuperator tubes are
damged
Steam production is
reduced due to the decrease
of exhaust air flow.
Cold Air

▶ Through the supply and exhaust air balance analysis, we know that 15% of supply air leaks
at recuperator tubes.
▶ 48% of the hot exhaust air is supplied to the cleaning dryer.
Division Volume (Nm3/h)
Percent (%)
Temp’ (℃)
Remark
Supply Air Balance
NOF Comb’ Air 4,800 36.9 200
After Burner 900 6.9 200
Air Curtain 4,800 36.9 20
Air Leak 2,000 15.4 20 O2% : 4%→7%(Increase)
By-Pass 500 3.8 200
Sub Total 13,000 100.0
Exhaust Air Balance
To Recup' 3,222 51.8 634
To Cleaning Dryer 3,000 48.2 634 O2% of Hot Air supplied to cleaning dryer O2% is about 15.5%.
Sub Total 6,222 100.0
[Table: NOF zone supply and exhaust air balance]
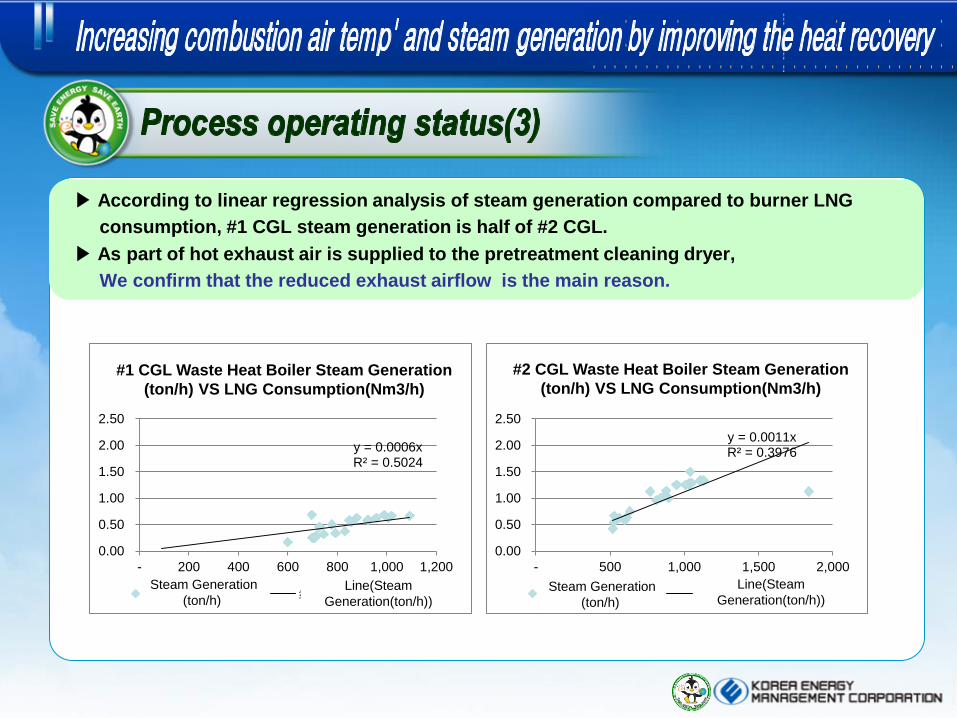
▶ According to linear regression analysis of steam generation compared to burner LNG
consumption, #1 CGL steam generation is half of #2 CGL.
▶ As part of hot exhaust air is supplied to the pretreatment cleaning dryer,
We confirm that the reduced exhaust airflow is the main reason.
y = 0.0006x R² = 0.5024
0.00
0.50
1.00
1.50
2.00
2.50
- 200 400 600 800 1,000 1,200
#1 CGL 폐열BLR 스팀생산량(m3/h)
분석
스팀생산량(m3/h) 线性 (스팀생산량(m3/h))
y = 0.0011x R² = 0.3976
0.00
0.50
1.00
1.50
2.00
2.50
- 500 1,000 1,500 2,000
#2 CGL 폐열BLR 스팀생산량(m3/h)
분석
스팀생산량(m3/h) 线性 (스팀생산량(m3/h))
#1 CGL Waste Heat Boiler Steam Generation
(ton/h) VS LNG Consumption(Nm3/h)
#2 CGL Waste Heat Boiler Steam Generation
(ton/h) VS LNG Consumption(Nm3/h)
Steam Generation
(ton/h) Line(Steam
Generation(ton/h)) Steam Generation
(ton/h)
Line(Steam
Generation(ton/h))

▶ By stop exhaust gas to cleaning dryer and replacing tubes of recuperator,
the temperature of combustion air rises from 200℃ to 300℃ and the steam generation
at waste heat boiler increases from 496kg/h to 1,097kg/h
[Figure: NOF zone supply and exhaust air improvement system]
Cut off part of NOF exhaust air
provided to cleaning dryer.
The temp’ of combustion air
Increases from 200℃ to 300℃
Exhaust gas mixed with OA is
supplied to cleaning dryer.

Divsion Before After Increase
And Decrease
Remark
NOF Combustion Air Temp’(℃) 200 300 +100 100℃ Increase
Recuperator Air Leak(Nm3/h) 2,000 0 - 2,000 Replace recuperator tubes
NOF Exhaust Airflow to Cleaning Dryer(Nm3/h)
3,000 0 -3,000 Stop NOF exhaust air supplied to cleaning dryer
Recuperator Exhaust Flow(Nm3/h) 3,222 6,222 +3,000 Exhaust air increase by cutting off NOF exhaust air to cleaning dryer.
Exhaust gas temp’ before recuperator(℃)
634 634 - No Change
Exhaust gas temp’ after recuperator (℃)
219 385 +166 The exhaust gas temperature after recuperator rises due to the increase of exhaust airflow.
#1 CGL Waste Heat Boiler Steam Generation(kg/h)
496 1,097 +601 The steam generation of #1 CGL waste heat boiler increases.
[Table: Operating data before and after improvement]
▶Data before and after improvement are shown in the table below.
▶ LNG used in burners is saved and steam is additionally generated only through
cutting off NOF exhaust air supplied to cleaning dryer
Energy Savings
(Toe/yr)
Saving Cost
(k$/yr)
Investments
(k$)
Payback
(yr)
CO2 Reduction
(tCO2/yr)
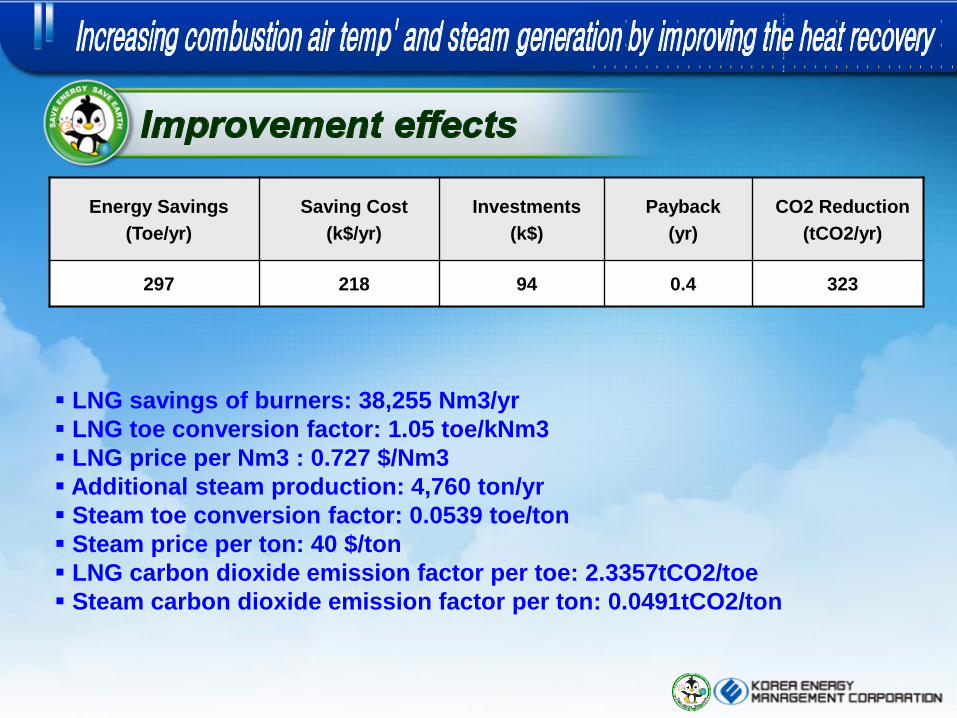
297 218 94 0.4 323
LNG savings of burners: 38,255 Nm3/yr
LNG toe conversion factor: 1.05 toe/kNm3
LNG price per Nm3 : 0.727 $/Nm3
Additional steam production: 4,760 ton/yr
Steam toe conversion factor: 0.0539 toe/ton
Steam price per ton: 40 $/ton
LNG carbon dioxide emission factor per toe: 2.3357tCO2/toe
Steam carbon dioxide emission factor per ton: 0.0491tCO2/ton

Ⅵ

▶ If door will be opened, you can see that cold air from the outside would be significantly
introduced to the deep point without partition wall.
▶ Influx of cold air at the bottom of the furnace increases the amount of burner LNG
← Charging Hole ←
Discharge
Soaking zone Preheating zone
O2:16% O2:11~12%
O2:9%
O2:8~9%
Heating zone
[Figure: Heating Furnace Operating Diagram ]
[Figure: Fluent analysis of current operating condition at heating furnace ]
Cold air from the outside is
introduced to the bottom of furnace

[Figure: Fluent analysis in case of installing partition wall at 2 meter from charging side]
Part of cold air from the outside is
prevented from partition wall
Part of cold air from the outside is
introduced to the bottom of furnace
[Case 1: Installing partition wall at 2 meter from charging side]
▶ Partition wall cut off the cold air supplied from the outside. but you can see that
part of cold air is introduced to the bottom of preheating zone over the partition wall

[Figure: Fluent analysis in case of installing partition wall at 4.2 meter from charging side]
[Case 2: Installing partition wall at 4.2 meter from charging side]
▶ The rear temperature of partition wall keeps higher than case 1. you can see the
uniform temperature profile at the bottom of preheating zone due to the prevention of cold air.
▶ The effect to enforce preheating with partition wall causes the LNG saving of burner
The temperature profile at the
bottom of preheating zone is higher
than case 1.
[Figure: Fluent analysis in case of installing partition wall at 6.3 meter from charging side]
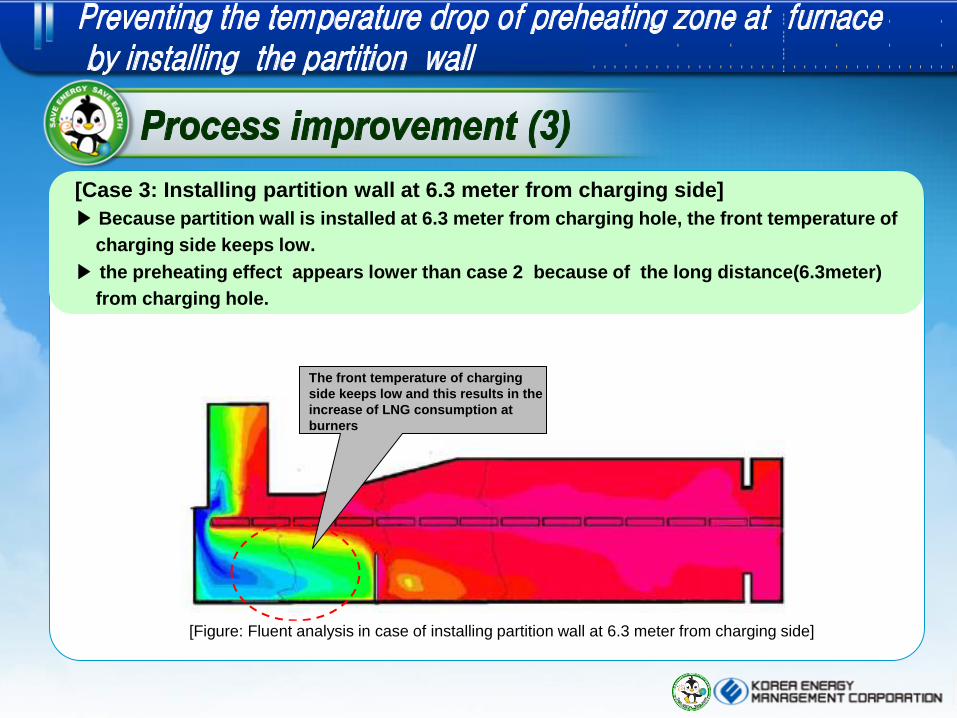
[Case 3: Installing partition wall at 6.3 meter from charging side]
▶ Because partition wall is installed at 6.3 meter from charging hole, the front temperature of
charging side keeps low.
▶ the preheating effect appears lower than case 2 because of the long distance(6.3meter)
from charging hole.
The front temperature of charging
side keeps low and this results in the
increase of LNG consumption at
burners

Energy Savings
(Toe/yr)
Saving Cost
(k$/yr)
Investments
(k$)
Payback
(yr)
CO2 Reduction
(tCO2/yr)
406 281 44 0.2 949
Annual LNG savings of burners: 386,863 Nm3/yr
LNG toe conversion factor: 1.05 toe/kNm3
LNG price per Nm3 : 0.727 $/Nm3
LNG carbon dioxide emission factor per toe: 2.3357tCO2/toe

Ⅶ

▶ Analyze results for heat flow of the forge furnace with Fluent simulation*
- Temperature profile : Not uniform (maximum temperature difference : 36 o C)
[Heat profile for operating conditions of the forge furnace]
□ There were 16 burners
Roof burner : 4 set x 2(reft/right)
Side burner :4 set x 2(reft/right)
□ Lower side burners are absence
- Temperature profile : not uniformity
- Maximum temperature difference in the forge : 36 oC
* Fluent is a flow modeling and continuous fluid dynamic simulator (CFD).

▶ Analyze heat flow of the flue gas with Fluent simulation
- Uneven flue gas distribution
[Heat profile for operating condition of flue gas]
□ Flame direction of roof burners
: biased to left side
(A part of Ingots overheated)
□ Gas distribution of the upper section
: active compare with the lower section
□ Flue gas distribution
: concentrated to the left side
□ Gas distribution of side burners
: Flames are not overlapped

▶ Comparison data of before and after improvement
- LNG saving by optimizing burners location(LNG savings:2.7%).
[ Heat profile before and after improving]
■ Relocate Roof BNR to side(Pitch: 3,300 mm)
■ Distance between Side BNR(●) and charge door :1,000mm
■ Distance between Side BNR(●) and charge door :2,100mm
■ Maximum △T of Ingots : 21℃ (15℃ decreased)
■ Adjust the angle of roof and side burner : -8o
■ Side, Roof BNR( ) Pitch: 3,300 mm
■ Distance between Side BNR(●) and charge door :1,350mm
■ Distance between Side BNR(●) and charge door :3,000mm
■ Maximum △T of Ingots : 36℃
■ Maximize △T for high efficiency and quality
Before improving After improving
LNG consumed : 4,183 Nm3/yr LNG consumed : 4,070 Nm3/yr
(2.7% LNG savings)
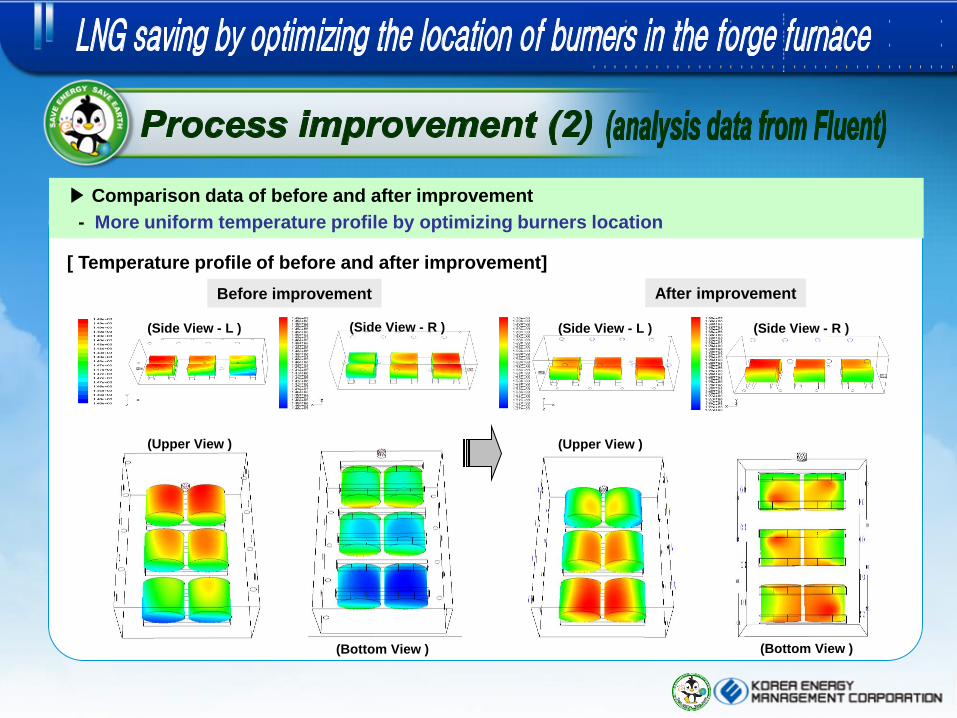
▶ Comparison data of before and after improvement
- More uniform temperature profile by optimizing burners location
[ Temperature profile of before and after improvement]
(Bottom View )
(Side View - L ) (Side View - R )
(Upper View )
(Bottom View )
(Upper View )
(Side View - L ) (Side View - R )
Before improvement After improvement

Energy Savings
(Toe/yr)
Saving Cost
(k$/yr)
Investments
(k$)
Payback
(yr)
CO2 Reduction
(tCO2/yr)
119 82 60 0.7 278
Energy saving items As Is To Be Savings Saving cost
LNG consumption
4,183 kNm3/yr
4,070 kNm3/yr
113 kNm3/yr
k$ 82/yr
LNG toe conversion factor: 1.05 toe/kNm3
LNG price per Nm3 : 0.727 $/Nm3
LNG carbon dioxide emission factor per toe: 2.3357tCO2/toe

Ⅷ

▶ Without preheating the combustion air, it increases the LNG consumption.
▶ Heat loss happens generally by heating cold air from 20℃ to 20℃.
COLD AIR (20oC)
RECUPERATIVE (500oC)
REGENERATIVE(1000oC)
1200C 1000C 20C 500C
Heat loss happens by heating air from
20℃ to 20℃.
Heat loss happens by heating
air from 500℃ to 1200℃.
Air 20C
Air 500C
Air 1000C
AIR
25% saving
50% saving
25% saving
Combustion(Flame)
=> HEATING ENERGY
HEATING MATERIAL Heat loss happens by
heating air from
1000℃ to 1200℃.

COLD AIR TYPE
AIR PREHEATING (BY FLUE GAS) CONCENTRATIVE TYPE INDIVIDUAL TYPE
RADIATION CONVECTION SELF-RECUPER REGENERATIVE
AIR TEMP(@1200C) 20C 450C 600C 800C 1100C
FUEL SAVING - 20% 25% 35% 45%
APPLICATION ALL HEATTREATING
FORGING (~1200C) ROLLING, FORGING
(OVER 1100C) HEATTREATING
( ~1100C) ROLLING, FORGING
(OVER 1100C)
COST VERY LOW LOW MIDIUM HIGH HIGH
OTHERS
• SIMPLE • SIMPLE • AIR PIPING SIZE UP
• RECUPERATOR MAITENANCE(2YEAR) • AIR PIPING SIZE UP
• EX-GAS PIPING • AIR FAN CAPA UP (1.5TIMES) • SIMPLE
• COMPLEX and SIZE UP • EX-GAS PIPING • NEED ADDITIONAL IDF
[ Combustion air temperature before burner and energy saving]

• Continuous Heat treatment Furnace
• Forge Heat treatment Furnace
• Aluminum Heat treatment Furnace
• Preheat Furnace
2). Application
1). Characteristics

MEDIA CASE
BURNER HEAD
REGENERATIVE MEDIA
PILOT BURNER
Pilot Burner & UV Scanner
REGEN BURNER A
REGEN BURNER B
1ST AIR CYCLE VALVE
2ND AIR CYCLE VALVE
EX-GAS CYCLE VALVE
FUEL.1,2AIR.EXHAUST GAS FLOW CONTROL UNIT
FUEL CYCLE VALVE
SAFETY DEVICE
EACH UTILITY, PRESSURE,FLOW,TEMPERATURE MEASURING DEVICE
A. REGENERATIVE BURNER B. REGENERATIVE COMBUSTION SYSTEM

49/24