kalıp montajı
TRANSCRIPT

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 1/78
25 Mart 2008 Teknik Bülten 17
Kalıp Bağlama

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 2/78
25 Mart 2008 Teknik Bülten 17
Alt tabla Temizliği• Alt Tabla üzerinde hiçbir şekilde
çapak, yabancı malzeme, pislikolmamalıdır.
• Alt Tabla T kanallarında hiçbir şekilde çapak, yabancı malzeme,pislik olmamalıdır.
• Alt Tablada kullanılmayan cıkarıcıdelikleri daima kapalı ve içlerindehiçbir şekilde çapak, yabancımalzeme, pislik olmamalıdır.
• Hareketli ana tabla alt kanallarıdaima temiz olmalı, çapak,yabancı madde, pislik olmamalıdır.
Kalıp Altında Yabancı Madde
KALIP ALTINDA YABANCI MADDE, PRESE, KALIPA VE PARÇA KALİTESİNE CİDDİ ZARARLAR VERİR.
AHHHHH

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 3/78
25 Mart 2008 Teknik Bülten 17
Alt Tabla Temizliği
• Başlangıçta alt tablaüzerinde var olan çapakveya pul, çalışma sırasındaalt tabla ve alt kalıp plakasıalt tabanına gömülecektir.
• Gömülen çapak yerindençıkarılsa bile alt tabla ve altkalıp plakası yüzeyi tahripolacak ve paralelliğibozulacaktır.
• Alt tabla ve kalıp alt
yüzeyindeki gömülü çapaklar aynı zamanda çalışırkenkalıp bağlama elemanınıngevşemesine yol açarlar.
Çapak Tahribatından kaçınız
Kalıp altında çapak Çapak gömüldü
Alt tabla tahrip oldu
Kalıp AltPlakası
Alt tabla

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 4/78
25 Mart 2008 Teknik Bülten 17
Koç alt tabla paralelliği
• Genel pres işlerinde kabul edilen maksimumkoç- alt tabla paralelliği toleransı her 305 mm’de(1 fut) 0,025 mm (0,001 inç)dir.
• Örneğin 914 mm’lik (3 fut) bir kalıp alt hamilinin
bir uçunda altındaki 0,76 mm’lik (0,030 inç) bir çapak kabul edilen paralellik toleransının 10mislini aşar.
• 914 mm’de kalıp paralellik
toleransı=(914/305)*0,025=0,075mm• Çapak boyu/maksimum paralelliktoleransı=0,76mm/0,075mm=10,1 misli

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 5/78
8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 6/78
25 Mart 2008 Teknik Bülten 17
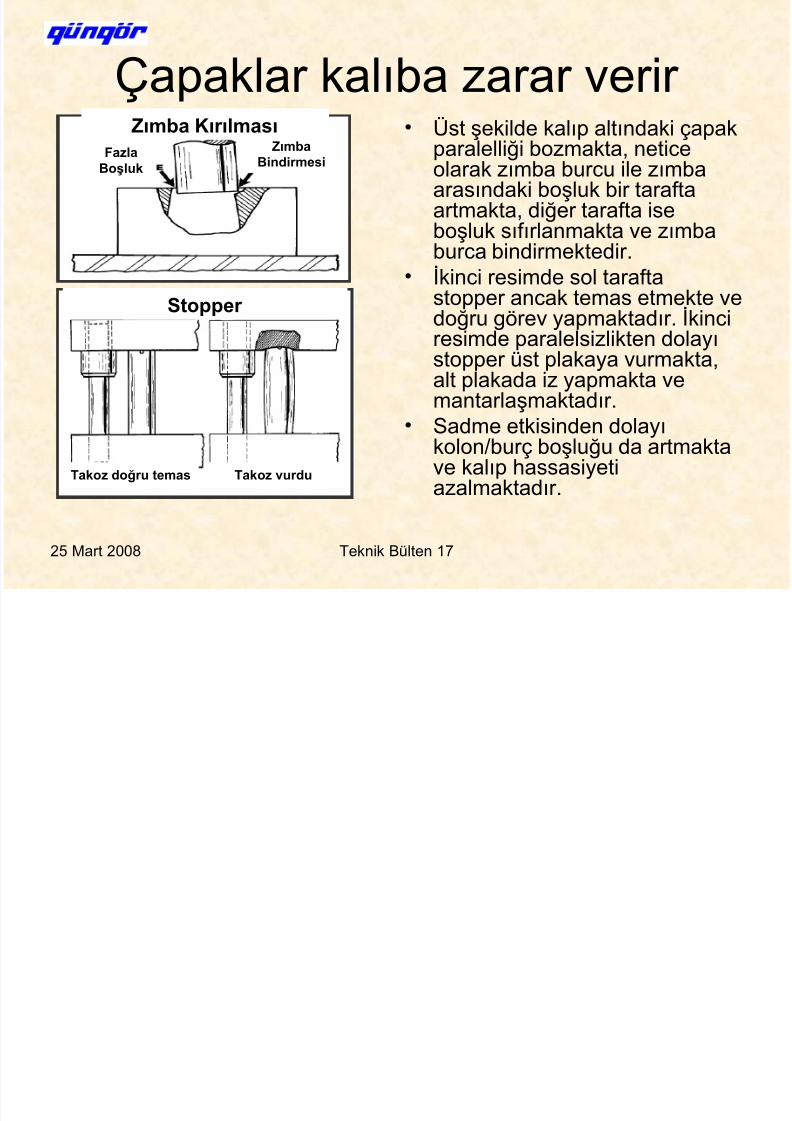
• Üst şekilde kalıp altındaki çapakparalelliği bozmakta, neticeolarak zımba burcu ile zımbaarasındaki boşluk bir taraftaartmakta, diğer tarafta iseboşluk sıfırlanmakta ve zımbaburca bindirmektedir.
• İkinci resimde sol taraftastopper ancak temas etmekte vedoğru görev yapmaktadır. İkinciresimde paralelsizlikten dolayıstopper üst plakaya vurmakta,alt plakada iz yapmakta vemantarlaşmaktadır.
• Sadme etkisinden dolayıkolon/burç boşluğu da artmaktave kalıp hassasiyetiazalmaktadır.
Çapaklar kalıba zarar verir Zımba Kırılması
FazlaBoşluk
ZımbaBindirmesi
Stopper
Takoz doğru temas Takoz vurdu

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 7/78
25 Mart 2008 Teknik Bülten 17
Alt tablada çapak, yabancı madde
• Kalıptaki çapak, pul izleri alttabla aşınmasını hızlandırır.Aşırı durumlarda tablanıntaşlanması gerekir.
• Çapak alt tablayagömüldüğünde yerindenmutlaka çıkartınız. Hafif kaportaçekiç darbeleriyle çapağınyarattığı izi yediriniz. Zımparaveya törpü ile düzleyiniz.
• Kullanılmayan T kanallarınyanda görülen metotlarla
kapatılması T kanallardaçapak, pislik birikmesiniengeller.
Tahta
Çelik Çubuk Kauçuk hortum
Plastik U profil DikdörtgenProfil

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 8/78
25 Mart 2008 Teknik Bülten 17
Tork Nedir?
Tork (T)
Anahtar boyuMesafe (D)
Kuvvet (F)
• Tork, Kuvvet ile mesafeninçarpımına eşittir.
• Kuvvet birimi Kgf (kilogram-kuvvet) veya N (Newton1kgf=9,8N)’dır.
• Mesafe birimi m (metre)’dir.• T= Fx D• Tork birimi Kgf-m veya N-m’dir.• Anahtarı ucundan tutmayıp
ortasından tutarsanız aynı kuvvetiharcamanıza rağmen daha aztork uygularsınız.
• Daha uzun bir anahtar kullanırsanız daha az kuvvetharcayarak aynı torku eldeedebilirsiniz.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 9/78
25 Mart 2008 Teknik Bülten 17
Tork ve Gerilim Kuvveti
• Örnekte Cıvata-Somun ikiplakayı birbirine bağlamaktakullanılmaktadır.
• Civata başına TORKuygulandığı zaman Cıvatagerilime girer. Birbirinebağlanan plakalar sıkı temaseder ve baskı altına girerler.
• Yeterince tork uygulanmaz isecıvata gevşer. Plakalar üzerindeki baskı azalır vecivatanın Yorulma mukavemeti
azalır.• Civatanın üzerine uygulanacaktork (ön gerilme) civatanın aslagevşemeyeceği kadar olmalıdır.
Tork
G e
r i l i m
Gerilim
Tork

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 10/78
25 Mart 2008 Teknik Bülten 17
• Cıvatayı veya somunu sıkılamak içindöndürerek uyguladığınız kuvvet TORKolarak adlandırılır.
• Sıkıladıktan sonra birbirine bağlananparçaları tutan kuvvet SIKMAKUVVETİDİR.
• Sıkma kuvveti gerilime giren civatanın
bağlanan parçalara uyguladığı baskıkuvvetidir.• İki ayrı kişi aynı civatayı kendine göre
sıkılasın. Elde ettikleri tork değeribirbirinden mutlaka farklıdır. Birisisıkıladığını düşünüp istenen tork değerineulaşmamış olabilir. Diğeri yine sıkıladığınıdüşünüp fazla tork uygulamış olabilir.
• Böyle olduğunda bağlanan parçalaracivatanın uyguladığı baskı kuvvetifarklılaşır.Birinin sıktığı civatanınuyguladığı baskı kuvveti az, diğerininkifazla olur.
Tork ve Gerilim Kuvveti
Gerilim
Tork
Kuvvet
Sıkma KuvvetiBaskı
Cıvata Gerilime girdi.Bağlanan eleman baskıya girdi.Okların yönüne dikkat ediniz.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 11/78
25 Mart 2008 Teknik Bülten 17
Fazla Tork ve Az Tork Sonuçları
• Cıvata doğru torklandığındacıvata gevşemez ve bağlananparçalar sabit kalır.
• FAZLA TORK• Cıvata dişleri bozulur, dişler
yalama olur, cıvata uzar, şeklibozulur, kopar.• AZ TORK• Civata gevşer, düşer,
bağlanan parçalar arasındakikesme kuvveti civatayı kırar.
• Her iki haldede bağlananparçalar ve çevresi zarar görür, hasara uğrar
Fazla Tork
Deformasyon

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 12/78
25 Mart 2008 Teknik Bülten 17
Bağlama Civataları• Pres operasyonları vibrasyon, dinamik
kuvvetler ve darbe yükleri oluşturur.• Hızlı çevrimsel çalışma, kesme kuvveti,
zımba ve kesme ağızlarının geridönüşündeki boşalan enerji, sıyırıcı vebaskı plakalarının ve kamların geri
çekilmelerinde ortaya çıkan yükler, şokve darbelere örnek olarak verilebilir.• Bu nedenle preslerde, kalıplarda ve
kalıp bağlamada kullanılan civatalar yüksek mukavemetli ve yüksek emniyetfaktörleri kullanılarak seçilir.
• Presçilikte ve kalıpçılıkta kullanılancıvata ve somunlar yüksek alaşımlı ısılişlemli ve darbe yüklerine dayanımlıolmalıdır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 13/78
25 Mart 2008 Teknik Bülten 17
Mukavemet Sınıfı
• KALIPÇILIKTA VE PRES İŞLEMLERİNDEKULLANILAN METRİK CİVATA VESOMUNLARIN MUKAVEMET SINIFI 10.9VEYA 12.9 OLARAK ÖNERİLMEKTEDİR.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 14/78
25 Mart 2008 Teknik Bülten 17
Metrik Civata Geometrisi
• Kalıpçılıkta ve pres işlemlerinde genellikle yarım paso(yarım diş ) İmbus (Alyen baş) veya Altı Köşe Başlıcivatalar kullanılır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 15/78
25 Mart 2008 Teknik Bülten 17
T Kanal Bağlama Civatası, Somunve Rondela
• Temperli alaşımlı çelikten8.8, 10.9 ve 12.9mukavemet sınıfına uygunolarak üretilirler.
• Dişler ezme (rolled)metoduyla açılır ve yükseksıkma kuvvetlerinedayanımlıdır.
• Cıvata DIN 787, Somun
DIN 6330B, rondela DIN6340 standardına göre imaledilir.
Altı Köşe SomunDIN 6330B Temperli
Kalın RondelaDIN 6340 Temperli
Dövme kafa Yan duvarlar Hassa freze
DIN 787

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 16/78
25 Mart 2008 Teknik Bülten 17
DIN 787 Kanal bağlama Civataları

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 17/78
25 Mart 2008 Teknik Bülten 17
DIN 6330 Somun

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 18/78
25 Mart 2008 Teknik Bülten 17
DIN 6340 Rondela

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 19/78
25 Mart 2008 Teknik Bülten 17
C tipi Rondela DIN 6372
• Kalıp Montajınıhızlandırır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 20/78
25 Mart 2008 Teknik Bülten 17
Cıvata Maksimum Gerilim kuvveti
• İzin verilen gerilimkuvveti: 0,14sürtünme katsayısıkullanılarak
hesaplananmaksimum ön gerilimkuvveti
• Standart anahtarlaM10 civatadan büyükcivatalarınsıkılanamayacağınadikkat ediniz
İzin verilen gerilim kuvveti
Standart anahtarla
Elde edilen gerilim kuvveti
NOT: 10 KN= 1 Ton

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 21/78
25 Mart 2008 Teknik Bülten 17
Cıvata Maksimum Gerilim kuvveti
Adım
Civata
Somun
Sertlik
Test Kuvveti
Civata
Sertlik
Sıkma VerileriMinumum Kopma Kuvveti(As-Rm
İzin Verilen Cıvata Yükü(Akma Noktasının %80’i)
Test Kuvveti
İzin verilen gerilim KuvvetiAkma nuktasının %90’ı veSürtünme 0,14
Öngerilim oluşturmak için
Gerekli tork
Gerekli tork için moment kolu(anahtar lövye boyu)
Standart anahtarla elde edilenÖngerilim kuvveti
Standart anahtarla sıkmayapılırsa
Kopar Kalıcı defor-masyon
Kgevşer

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 22/78
25 Mart 2008 Teknik Bülten 17
• Tablo M24’e kadar elle sıkılamayapılabileceğini göstermektedir.
• M24 civatanın ön gerilim kuvvetine(10.9 mukavemet sınıfı için 24 Ton)sıkılabilmesi için ortalama insankuvveti ile 1,35 metre momentkoluna ihtiyaç vardır.
• M24 civatadan büyük civatalardahava motorlu sıkmaya ihtiyaçvardır.
• Elle sıkılama yapıldığında ve yeterliuzatma kolu kullanılmadığında M14ve üzeri civatalarda gevşeme riski
yüksektir.• ÖZELİKLE FAZLA BASKIYAPILAN ÇEVRİMLERDE CIVATASIKILIKLARINI ARALIKLARLAKONTROL EDİNİZ.
Cıvata Maksimum Gerilim kuvveti

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 23/78
25 Mart 2008 Teknik Bülten 17
Mekanik hızlı bağlama
• Mekanik hızlıbağlama amacıylatasarımlanmış
kanal bağlamacivatasıdır.• Kanal bağlama
civatalarıspesifikasyonlarıgeçerlidir.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 24/78
25 Mart 2008 Teknik Bülten 17
Kalıp Bağlama Kanalları
• T kanal bağlama civatalarıözellikle alt ve üst kalıplarda alttabla ve koç yüzeyindeki Tkanallara müsavi U kanallaramonte edilir. Bu en tercih edilenbağlama şeklidir.
• Kullanılacak rondela mutlaka Ukanal genişliği göz önünealınarak seçilmelidir.
• Rondela ile bağlantı yüzeyiarasına ısıl işlemli (karbürize)çelik ara takoz konması cıvatayükünü daha geniş yüzeyeyayacaktır.
• Kullanılan rondelanın yay tipiolması, civatanın gevşememesiiçin alınacak iyi bir önlemdir.
AraçelikTakoz
Rondela
Kalıpplakası

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 25/78
25 Mart 2008 Teknik Bülten 17
DIN 6314 Düz Pabuç Bağlama
• DIN 6314 ile tarif edilmiştir.• DIN 787’ne uygun kanal bağlama
civataları seçilerek yüksek bağlamakuvvetleri elde edilebilir.
• Önce cıvata sonra seçilen civatayagöre pabuç seçimi yapılır.
• Destek ve baskı yüzeyleri aynı hatüzerindedir.• Yüksek tonajlı pres baskı
işlemlerinde köprüleme tiplibağlama elemanlarıönerilmemektedir. Bağlamanınnasıl yapılacağı konusunda
mutlaka mühendislik görüş veonayı gereklidir.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 26/78
25 Mart 2008 Teknik Bülten 17
DIN 6314 Düz Pabuç Bağlama
UygulamaÖrnekleri

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 27/78
25 Mart 2008 Teknik Bülten 17
DIN 6314 varyasyonlarıMerdiven Pabuç
DIN 6314Z
Düşük YükseklikliKalıplar için
Uygundur (h)
Ayarlanabilir Düz PabuçDIN 6314V

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 28/78
25 Mart 2008 Teknik Bülten 17
DIN 6315B Çatal Pabuç Bağlama
• DIN 6314 B ile tarif edilmiştir.• DIN 787’ne uygun kanal bağlama
civataları seçilerek yüksekbağlama kuvvetleri elde edilebilir.
• Önce cıvata sonra seçilencivataya göre pabuç seçimi
yapılır.• Destek ve baskı yüzeyleri aynı
hat üzerindedir.• Yüksek tonajlı pres baskı
işlemlerinde köprüleme tiplibağlama elemanları
önerilmemektedir. Bağlamanınnasıl yapılacağı konusundamutlaka mühendislik görüş veonayı gereklidir.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 29/78
25 Mart 2008 Teknik Bülten 17
DIN 6315B Çatal Pabuç BağlamaÇatal Pabuç
DIN 6315 B

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 30/78
25 Mart 2008 Teknik Bülten 17
EH 2348 Merdiven Yükselticiler
•Üniversel kademeli yükselticiler.•EH 2348 Standardına göre imal edilirler.•Tek olarak merdiven pabuçlarla veya•Set halinde kullanılabilirler.•Örnekte 3 tipi, 3 tipi ile kullanılarak 208mm Yükselme yapılabilmektedir

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 31/78
25 Mart 2008 Teknik Bülten 17
DIN 6318 Kademeli Yükselticiler
• DIN 6318’e göreimal edilirler.
• Örnekte 320 mm’ye
kadar yükseltmeyapılabilmektedir

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 32/78
25 Mart 2008 Teknik Bülten 17
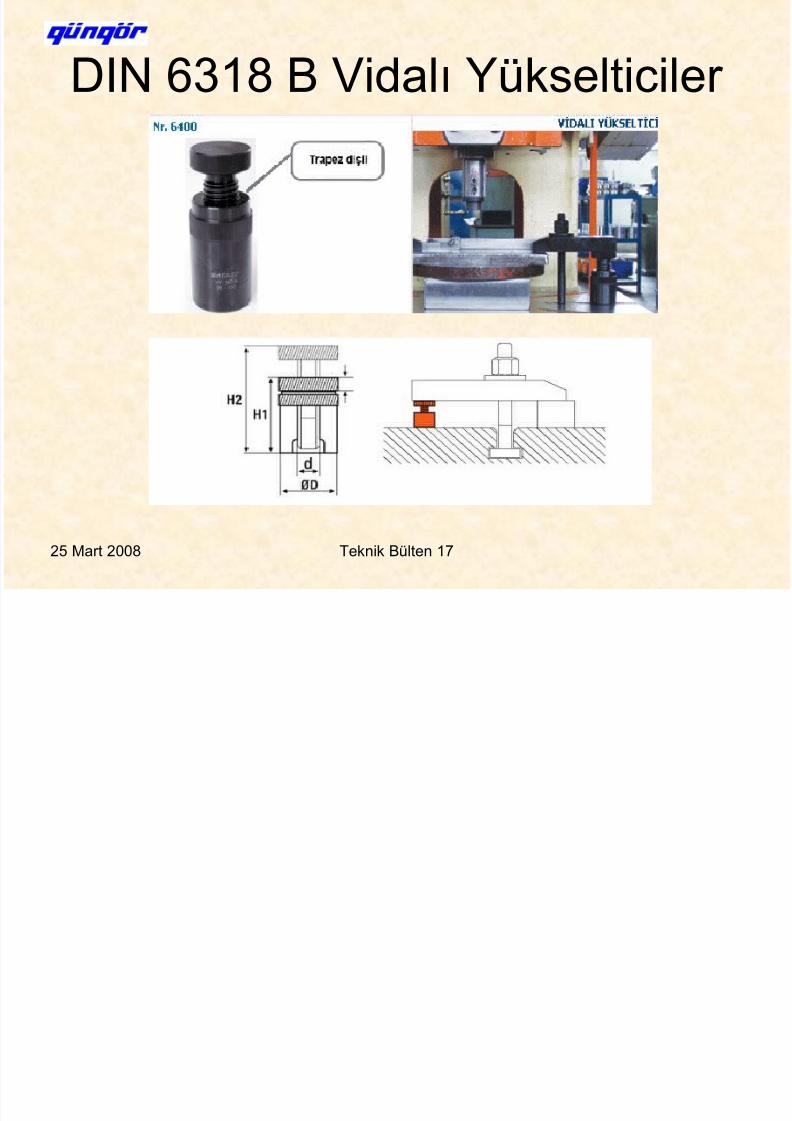
DIN 6318 B Vidalı Yükselticiler
• DIn 6318 B’yegöre imal edilirler.
• Örnekte 300mmmaksi
ayarlanabilenmodelgörülmektedir.
• Kendindn kitlemeli
trapez vida ve kurskitlemesi vardır.• T kanallara geçen
tipleri vardır.
8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 33/78
25 Mart 2008 Teknik Bülten 17
DIN 6318 B Vidalı Yükselticiler

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 34/78
25 Mart 2008 Teknik Bülten 17
Köprü Bağlama İle İlgili Önemli Not
• Köprülü ve düz pabuçbağlamalarda destek plakasıyüksekliği kalıp plakasıyüksekliğine eşit olmalıdır.(h1=h2)
• Destek yüksekliğinin kalıp plaka
yüksekliğinden az veya çokolması pabuçun eğikbağlanmasına yol açacak vekalıbın kaymasına nedenolacaktır.
• Pabuçun kalıp plakasına azbasması darbe ve vibrasyonla
pabuçun kaymasına yol açar.• T kanal civatası kalıp tarafınadaha yakın olmalıdır. Destektarafına daha uzak olmalıdır.
h1 h2

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 35/78
25 Mart 2008 Teknik Bülten 17
KÖTÜ UYGULAMALAR
• Çok Tehlikeli: Destek çokparçalı, aşırı yükseklik,pabuç ayağı kalıba yanbasıyor, her an çökebilir.Kalıba ve prese ve hatta
insana ciddi zarar verebilir.
• Yanlış: Pabuç tersbağlanmış, destek çokparçalı, kanal civatası
rondela sayısı aşırı,muhtemelen cıvata yalama.Kanal civatası kalıptanuzakta, desteğe daha yakın.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 36/78
25 Mart 2008 Teknik Bülten 17
KÖTÜ UYGULAMALAR
• Yanlış : T kanal civatasıyanlış seçilmiş ve yanlışmonte edilmiş.
• Yanlış: Pabuç standartdeğil. Malzeme uygun değil.T kanal civatası aırı sayıda
rondela ile beslenmiş, cıvatayalama, cıvata somundan1,5-3 diş çıkmalı, çıkmıyor.Somun eksik yakalamış.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 37/78
25 Mart 2008 Teknik Bülten 17
KÖTÜ UYGULAMALAR
• Yanlış : Pabuç kalıpplakasına yeterincebasmıyor. Destekaşağıda, rondela sayısı
fazla, somun montajıyanlış.
• Yanlış: Pabuç tersbağlanmış. Rondela vesomun montajı yanlış.
8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 38/78
25 Mart 2008 Teknik Bülten 17
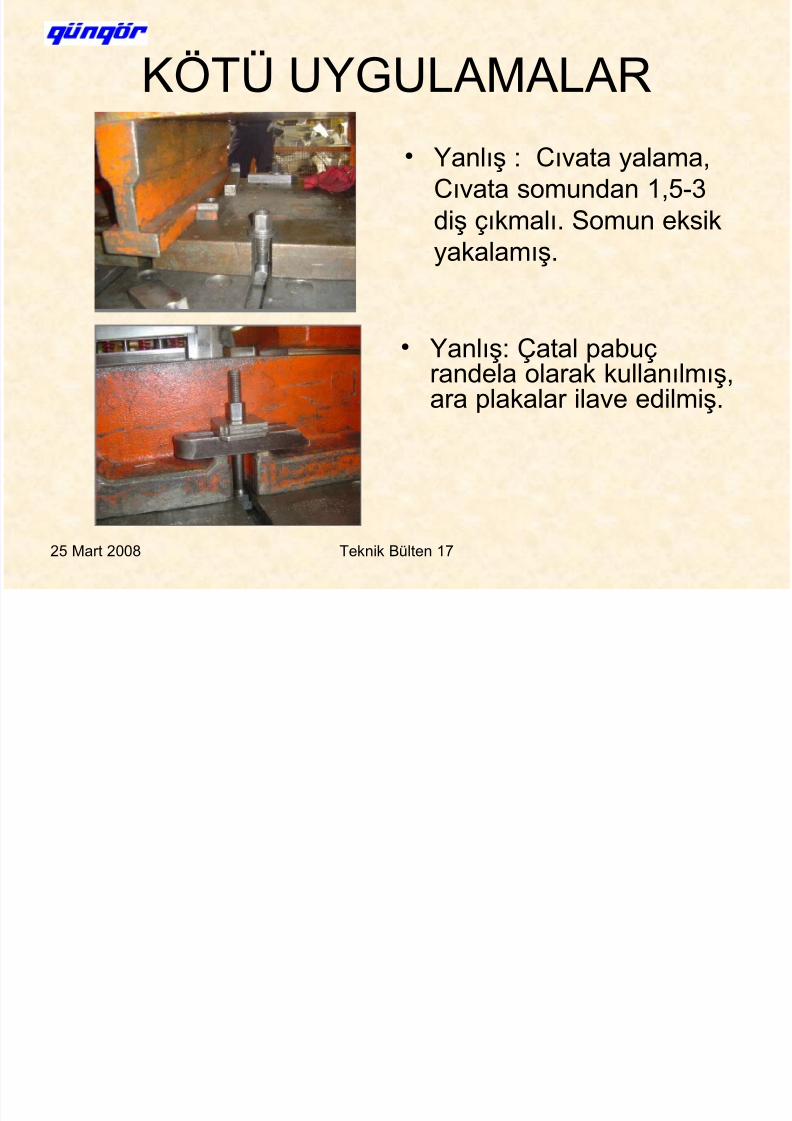
KÖTÜ UYGULAMALAR
• Yanlış : Cıvata yalama,Cıvata somundan 1,5-3diş çıkmalı. Somun eksikyakalamış.
• Yanlış: Çatal pabuçrandela olarak kullanılmış,ara plakalar ilave edilmiş.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 39/78
25 Mart 2008 Teknik Bülten 17
Kalıp bağlama kuvveti
• Alt ve üst kalıp için gerekli olan bağlama kuvvetininhesaplanması dinamik kuvvetlerin söz konusu olmasındandolayı zor bir hesaplamadır.
• Kalıpların bağlanması için gerekli kuvvet:
– Kalıp ağırlığı – Kalıp İvme kuvveti (üst kalıp için)
– Sıyırma kuvveti
– İlave gücler (parça çıkarıcı vs)
– Kalıp hamilleri ile alt ve koç yüzeyi arsındaki sürtünme katsayısınabağlı olarak değişkendir.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 40/78
25 Mart 2008 Teknik Bülten 17
• Toplam Kalıp bağlama kuvveti genellikle prestonajının %20’sinin alınması yoluyla bulunur.
• Örnek 315 Ton;
– Toplam kalıp bağlama kuvveti=315Ton*%20=63 Ton• Bulunan toplam kalıp bağlama %60’ı üst kalıp; %40
alt kalıp olarak ayrıştırılır. – Alt Kalıp bağlama kuvveti=63*%40=25 Ton
– Üst Kalıp bağlama kuvveti=63*%60=38 Ton
Kalıp bağlama kuvveti

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 41/78
25 Mart 2008 Teknik Bülten 17
• Alt ve Üst kalıp için gerekli bağlama kuvveti hesaplandıktansonra, alt ve üst kalıpta kaç adet bağlantı elemanınınkullanılması gerektiğine karar verilir.presleme esnasındaortaya çıkan kuvvetlerin şekli ve yerine bağlı olarak değişir
• Kalıp bağlama yerleri kalıp tasarımı sırasında oluşur.
Standartlara, alt ve üst tabla kalıp bağlama olanaklarına,presleme esnasında ortaya çıkan kuvvetlerin şekli, doğrultusuve yerine göre belirlenir.
• Örnek: Alt kalıp 4 adet; Üst kalıp 4 Adet. Kalıp üst ve alt hamilU bağlama kanallarına T kanal bağlama civatası kullanılarakbağlama öngörülmüştür.
• Alt kalıp cıvata başına düşen kuvvet=25/4=6,2 Ton• Üst kalıp cıvata başına düşen kuvvet=38/4=9,5 Ton
Bağlama Elemanı sayısı

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 42/78
25 Mart 2008 Teknik Bülten 17
Civata Seçimi
• Sayfa 20’de civata mukavemet sınıfına göre verilen izin verilebilir maksimum gerilim kuvvetleri Akma sınırının %90’ı ve cıvata yanaklarıarasındaki sürtünme katsayısı %14 olarak hesaplanan değerlerdir.
• Presleme işlemleri çevrimsel olarak ortaya çıkan dinamik yükleri içerir.Bu nedenle presleme işlemlerinde cıvata seçiminde genellikle akmakuvvetinin 2/3’ü (%67 veya %70) kullanılır.
• Bu nedenle cıvata seçiminde aşağıdaki tablonun kullanılması faydalıolur.
tip M16 M18 M20 M24 M30 M38
ton 3 4 6 10 15 20
• Tabloda görüldüğü üzere örneğimizde üst kalıp civataları için M24; alt kalıp civataları için M20 seçilmesiyeterli olacaktır. Civataları standartlaştırmak için hem alt hemde üst kalıp için M24 seçilebilir.
8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 43/78
25 Mart 2008 Teknik Bülten 17
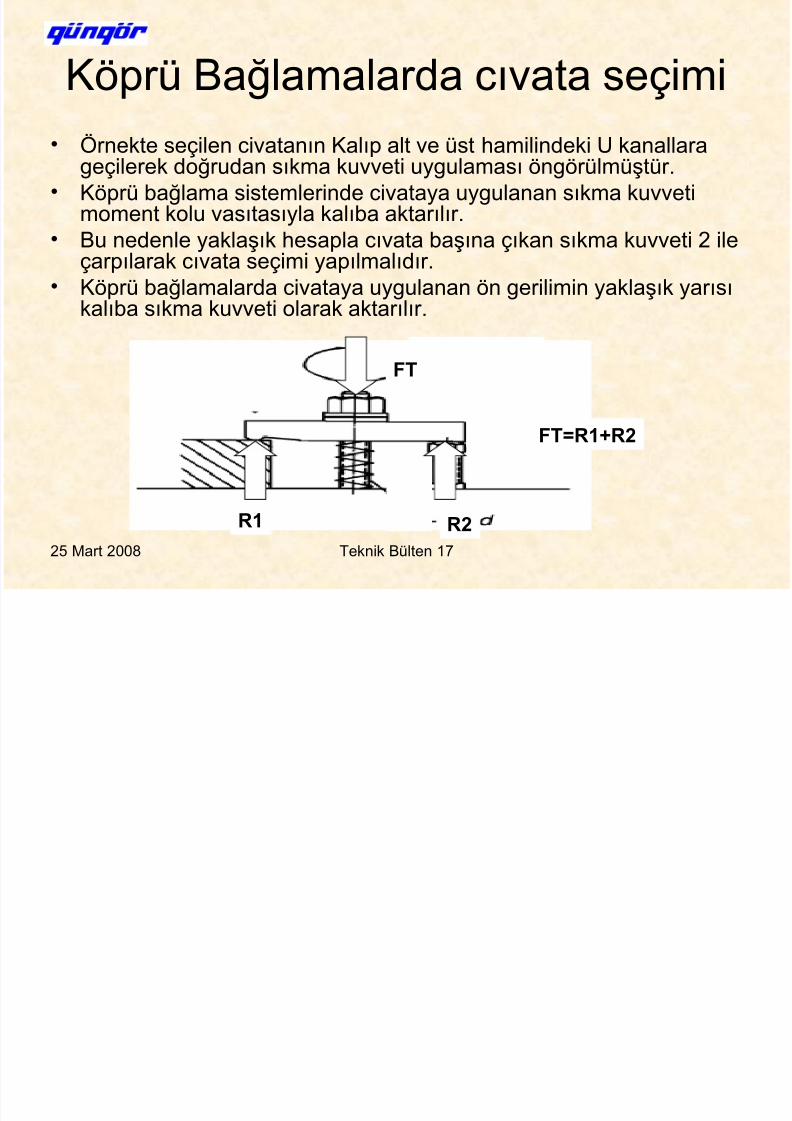
Köprü Bağlamalarda cıvata seçimi
• Örnekte seçilen civatanın Kalıp alt ve üst hamilindeki U kanallarageçilerek doğrudan sıkma kuvveti uygulaması öngörülmüştür.• Köprü bağlama sistemlerinde civataya uygulanan sıkma kuvveti
moment kolu vasıtasıyla kalıba aktarılır.• Bu nedenle yaklaşık hesapla cıvata başına çıkan sıkma kuvveti 2 ile
çarpılarak cıvata seçimi yapılmalıdır.
• Köprü bağlamalarda civataya uygulanan ön gerilimin yaklaşık yarısıkalıba sıkma kuvveti olarak aktarılır.
R1 R2
FT
FT=R1+R2

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 44/78
25 Mart 2008 Teknik Bülten 17
ÖNEMLİ NOKTALAR
• Özellikle büyük kalıplarda köprülü bağlantılar tercih edilmemektedir.Köprü bağlantılar daha çok küçük preslerde kullanılmaktadır. Köprübağlantılar büyük preslerde daha çok, az sayıda üretimler veyadenemeler esnasında kullanılabilir. Köprü kullanılmasını gerektirendurumlarda dikkatli olunmalı ve gerekirse bağlantı sayısı
arttırılmalıdır.• Mukavemet sınıfı yüksek T kanal bağlama civataları kullanılmalıdır.• Civatalar üzerinde taşlama, kaynak vs mukavemeti azaltıcı işlemler
yapılmamalıdır. Yalama olmuş civatalar ve hasar görmüş civatalar kullanılmamalı ve ıskartaya çıkarılmalıdır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 45/78
25 Mart 2008 Teknik Bülten 17
• Köprü bağlamalarda pabuç ucu kalıp yüzeyine mümkünolduğunca girmeli (öpmeli), T kanal bağlantı cıvatası kalıba enyakın konumda sabitlenmelidir.
• Aynı şekilde bağlama pabuçları üzerinde taşlama, kaynak vbmukavemeti azaltıcı işler yapılmamalıdır.
• Kullanılan bağlantı elemanları (cıvata, somun, pabuç vs)yağdan arındırılmış olmalıdır. Uygulanan sıkma kuvvetisürtünme katsayına çok hassastır. Yağlı elemanlarla eldeedilen sıkma kuvveti daha az olacaktır.
• Aynı şekilde kalıbın bağlama elemanı ile temas edenyüzeyleri, alt tabla yüzeyi, alt kalıp alt yüzeyi, üst kalıp üst
yüzeyi, koç yüzeyi yağdan arındırılmış olmalıdır. Yapılmadığıtakdirde elde edilen sıkma kuvveti az olacaktır veya istenenbaskıyı sağlamak için daha fazla sıkma kuvvetiuygulanmasına ihtiyaç olacaktır.
ÖNEMLİ NOKTALAR

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 46/78
25 Mart 2008 Teknik Bülten 17
• Cıvata ucu somundan mutlaka 1,5-3 tur arası çıkmış olmalıdır.Aksi takdirde cıvata ve somunun yalama olma ihtimali mevcuttur.
• Cıvata dişlerinin korunması tahrip görmemesi önemlidir.Kullanılmadığı durumlarda, bir kutuda atılı durması yerine tek tekbaşlarından asılı durumda saklanması dişlerin zarar görmesiniazaltacaktır.
• Köprülü bağlantılarda destek amacıyla parçalı bloklar, parçalar,pul ve rondelalar kullanılmamalıdır.Uygun destek her zaman bir parçalı olmalı en fazla iki parça (blok ve ayar parçası) olmalıdır.
• T kanal bağlantı civatası ile somun arasına en fazla bir genişdelikli veya ay şeklinde takoz (cıvata yükünü daha iyi yaymak
için) ve bir rondela kullanılmalıdır. Rondela ağır hizmet tipiolmalıdır. Rondela kalınlığı önemlidir. Kanal uygun değil, rondelayeterince çaplı değil, kalınlığı yetersiz ise eğilecek ve istenencıvata ön gerilimi sağlanamayacak ve gevşeyecektir.
ÖNEMLİ NOKTALAR

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 47/78
25 Mart 2008 Teknik Bülten 17
Kötü Uygulamalar

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 48/78
25 Mart 2008 Teknik Bülten 17
Kötü Uygulamalar

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 49/78
25 Mart 2008 Teknik Bülten 17
Kalıp Merkezlemesi
• Kalıplar şekillendirme, kesme,delme, bükme işlemlerini yapmakiçin gerekli hassas boşluklar verilerek ve ayarlanarak yapılırlar.
• Kalıp pres altında doğru şekildemerkezlenmiyor ve
ortalanmıyorsa, söz konusuhassas boşluklar ve toleranslar değişecektir.
• Merkezleme yapılmadan parçabasılması, kalıp altında çapak,yabancı madde bırakılmasınabenzer olumsuz sonuçlar
yaratacaktır.• Kalıp merkezlenmez ise koçbaskısı homojen dağılmayacak veKoçun paralelliği bozulacaktır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 50/78
25 Mart 2008 Teknik Bülten 17
Kalıp Merkezlemesi• Kesme kalıpları söz konusu
olduğunda zımba/burç, erkek ve dişiçelik arasında azalan boşluklar kesme kuvvetlerinin artmasınaneden olacak ve kısa zamandakesme ağızlarını kıracaktır.
• Boşlukların artması çapakoluşumuna neden olacaktır. Koç
yandan basacaktır. Kızaklar vepresin diğer önemli elemanları aşırıaşınmaya tabi olacaktır.
• Şekilde küçük bir kalıp geniş bir presiçine yerleştirilmiştir. Presin mevcuttonajı yeterince ve emniyetli olarakkullanılmamaktadır.Genel bir kural
olarak, uygun kullanım için kalıpalanı, pres alt tabla alanının %70’inikaplamalıdır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 51/78
25 Mart 2008 Teknik Bülten 17
Kalıp Merkezlemesi• Şekil C dengesiz basmayı
göstermektedir. Sonuç pres basmanoktasında Koç’ta ortaya çıkan eşitolmayan defleksiyon ve paralellikbozulmasıdır.
• Kısa dönem etkisi preshizalanmasının bozulması, üretilenparçalarda ortaya çıkan kalite
sorunlarıdır. Çelik bileme frekansıartacak ve çeliklerde hasar meydanagelecektir.
• Uzun dönem etkisi preste ortayaçıkan erken ve normal olmayanaşınmalardır. Rulmanlar anormalaşınacak, rulman boşlukları
bozulacak ve koçparalelliğibozulacaktır. Kızaklar normalaşınmayacak, vuruklar oluşacak,lokal aşırı aşınmalar ortayaçıkacaktır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 52/78
25 Mart 2008 Teknik Bülten 17
Kalıp Bağlama İş Sırası-Düzen
• Kalıp bağlama için gerekli alet,edevat, malzeme, ölçme aleti vs.uygun dolaplarda veya raflardasınıflandırılmış, etiketlendirilmiş vedüzenli bir şekilde saklanmalı vekorumaya alınmalıdır.
• Kalıp bağlamasında kullanılan alet ve
edevatlar hassas toleranslarlaişlenmişlerdir. Darbe ve her türlühasar verici işlemlerden korunmalarıgerekir.
• Bağlama cıvata ve somun dişlerihasarlı ve yalama olmamalıdır.Mümkünse asılarak saklanmalıdır.Hasarlı ve yalama cıvata ve somunkullanılmamalıdır. Hurdayaçıkarılmalıdır. Sağlam cıvata vesomunlarla karıştırılmamalıdır.
Yanlış
Yanlış

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 53/78
25 Mart 2008 Teknik Bülten 17
Kalıp Bağlama İş Sırası
• Pres üzerinde çalışan son kalıpta elde edilenson parçadan bir sonraki iş emrine görebağlanan kalıptan elde edilecek ilk doğru
parçaya kadar olan süre.• SON DOĞRU PARÇADAN İLK DOĞRU
PARÇAYA
• Etkin, kaliteli ev en kısa zamanda yapmak

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 54/78
25 Mart 2008 Teknik Bülten 17
Kalıp Bağlama İş Sırası -Düzen
• Rondelalar, destek elemanları,bloklar, pabuçlar kullanıldıklarıoperasyon veya tiplerine göresınıflanmalı, saklanmalı vekorunmalıdır.
• Çıkarıcı pimler yükseklik ve
çaplarına göre sınıflanmalı vesaklanmalıdır. Eğik, vuruk,mantarlaşmış, standardauymayan çıkarıcı pimler kullanılmamalıdır. Hurdayaçıkarılmalıdır. Sağlamlar ilekarıştırılmamalıdır.
• Kalıp bağlama alet edevat vemalzemeleri yere atılmamalı,birbirlerine vurulmamalı, amaçlarıdışında kullanılmamalıdır.
K l B ğl İ S Al

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 55/78
25 Mart 2008 Teknik Bülten 17
• Kalıp bağlama işleminegeçmeden önce pres ve çevresikalıp bağlamayı engelleyecek her türlü engelden arındırılmalıdır.
• Bağlanacak kalıbın vinç, forkliftveya kalıp yükleme arabası ile
doğru ve etkin yüklenmesiniengelleyecek, geciktirecek kasasehpa, atık kasası vs pres erişimsahası içinde olmamalıdır.
• Çalışma alanı temiz olmalı, bir önceki operasyondan hiçbir parça, alet, ekipman, malzeme
kalmamalı ve olması gerekenyerlerine kaldırılmış olmalıdır.
Kalıp Bağlama İş Sırası-AlanDüzeni
K l B ğl İ S Al

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 56/78
25 Mart 2008 Teknik Bülten 17
• Pres Ana Motorunu stop edilmişolması ve volan hareketinin durmuşolması kalıp bağlanacak pres içinalınması gereken önlemlerinbaşında gelir.
• Presin kalıp bağlama işlemindeolduğunu gösteren levhaların presin
görünen yerlerine asılmış olmasıgerekir.• Kalıp bağlama esnasında yabancı
ve görevli olmayan kişilerin presalanına sokulmaması gerekir.
• Zemin temiz ve yağlı olmamalıdır.Zeminde ve pres üzerinde çapak,
artık, yabancı malzeme olmamalıdır.• Koç üzerinde alet, edevat, saplama,
pim, çelik blok, destek vs olmamasıgerekir.
Kalıp Bağlama İş Sırası-AlanDüzeni
Eldivenyok
Kalıp Bağlama İş Sırası Alan

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 57/78
25 Mart 2008 Teknik Bülten 17
• Pres üzerinde herhangi bir çalışmayaparken mutlaka emniyet takozlarıyerleştirilmiş olmalıdır. Emniyettakozları kalıbın pres içineyerleştirilmesini engellemeyeceknoktalara yerleştirilmelidir.
• Pres Alt tablası, T kanalları ve
çıkarıcı yuvaları çapak, sac artıklarıvs temizlenmelidir. Temiz bir bezlesilinmeli çapak ve yağdanarındırılmalıdır.
• Aynı işlem Koç alt yüzeyi içindetekrarlanmalıdır.
• Gerekirse eldiven çıkarılarak, avuçiçiyle bastırmadan yüzeylerdeçapak ve batmış malzemekalmadığından emin olunmalıdır.
Kalıp Bağlama İş Sırası-AlanDüzeni
Kal p Bağlama İş S ras Mal eme

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 58/78
25 Mart 2008 Teknik Bülten 17
• Bağlanacak kalıpla ilgili sac malzemenin hazır olduğundanemin olunuz.
• Makas kesiminin (açınım) doğru olduğundan emin olunuz.Ebat ve toleransları doğrulayınız.
• Sac malzemenin GKK onayı olup olmadığını kontrol ediniz.• Kalıp bağlama işleminde kullanacağınız alet ekipman vemalzemenin miktar ve işlevsellik kontrollerini yapınız.(bağlama civataları, somun rondela, pabuç vb)
Kalıp Bağlama İş Sırası-Malzemeve Ekipman doğrulama
Kalıp Bağlama İş Sırası Kalıp

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 59/78
25 Mart 2008 Teknik Bülten 17
• Kullanılan kalıp mutlaka raflardaki etiketliyerine veya tahsis edilen yerine konmalıdır ve oradan alınmalıdır. (her zaman aynıyer)
• Kalıbın kalıp taşıyıcı braketlerini, kalıpbağlama kulaklarını kontrol ediniz. Vidalıve civatalı bağlamaların gevşekolmadığından emin olunuz.
• Taşıma pimlerinin kalıba uygun ve hasarlıolmadığından emin olunuz. Emniyetlipimler kullanınız.
• Taşıma yuva ve kollarında hasar olmadığından emin olunuz.Kullanılan halatların kaldırma kapasitesinikontrol ediniz. Hasarlı olmadığından eminolunuz.
Kalıp Bağlama İş Sırası-KalıpTemini ve görsel kontroller
Kalıp Bağlama İş Sırası Kalıp

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 60/78
25 Mart 2008 Teknik Bülten 17
Aşağıda sıralananlar kalıbın temini,bağlanması ve devreye alınmasısırasında kalıp üzerinde yapılması
gereken görsel kontrollerin genel bir listesidir.
• Kalıp içinde son üretilen parçamevcut mu? Son üretilen parça kalıpiçinde bırakılmalıdır.
• Kalıp temiz mi? Kalıp alt ve üst plakayüzeyleri mutlaka temizlenmelidir. Yağ, çapak ve yabancı malzeme, pas,kir olmamalıdır.
• Dişi ve erkek formlarda, kesmeçelikleri üzerinde, boşluklarda vbelemanlarda çapak ve yabancı madde
olmamalıdır.
Kalıp Bağlama İş Sırası-KalıpTemini ve görsel kontroller
Kalıp Bağlama İş Sırası Kalıp

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 61/78
25 Mart 2008 Teknik Bülten 17
• Kalıbın tüm elemanları yerinde veeksiksiz mi? Gevşek bağlantı var mı?Kalıbın kolon/burç ve bağlantıları;aşınma plakaları, kaba yataklamaları,çıkarıcı, sıyırıcı plakaları, bağlantıları,zımba burç bağlantıları yerinde vegevşek olmamalıdır.
• Kalıbın yağlanması gerekenelemanları doğru şekilde yağlanmışolmalıdır.
• Zımba boşlukları, kesme boşlukları,bükme boşlukları düzgün ve hizalıolmalıdır.
• Kırık ya, kırık ve gevşek cıvataolmamalıdır.
• Kesme çelikleri küt ve vuruk, kırıkolmamalıdır.
Kalıp Bağlama İş Sırası-KalıpTemini ve görsel kontroller
Kalıp Bağlama İş Sırası Kalıp

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 62/78
25 Mart 2008 Teknik Bülten 17
• Kalıbın hurda akma kanallarıişlevsel mi? Zımba burcu veçapak boşaltma menhollerindesıkışmış çapak var mı?
• Kalıbın altına yerleştirilenparaleller çapak, pul çıkışınıengelliyor mu?
• Paraleller aynı yükseklikte mi?
Kalıp Bağlama İş Sırası-KalıpTemini ve görsel kontroller

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 63/78
25 Mart 2008 Teknik Bülten 17
Çıkarıcı pimlerin yerleştirilmesi
• Hava yastığı kullanılması gerekendurumlarda çıkarıcı pimler,yerleştirme planına göre (adet veyer) yerleştirilmelidir.
• Kullanılmayan çıkarıcı pim yuvalarımutlaka kapak ile kapatılmışolmalıdır. Kapaklar ana tabla yüzeyi
ile silme olmalıdır.• Çıkarıcı pim yuvalarında çapak, pul,
saç kırpıntıları ve yabancı maddeolmamalıdır. Temizlenmelidir.
• Çıkarıcı pimler alt tabla ile silmeolmalıdır.
• Çıkarıcı pimler aynı boy vestandartlarda olmalıdır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 64/78
25 Mart 2008 Teknik Bülten 17
• Kullanılan çıkarıcı pimlerinboyları periyodik olarak kontroledilmelidir. Ana Kriter boylarınıneşit olmasıdır.
• Çıkarıcı pimler zamanla eğilebilir veya uçları mantarlaşabilir.
Netice olarak boyları kısalır.• Boyu diğerlerine nazaran dahakısa olan pim, pot üzerine obölgeye uygulaması gerekendoğru basıncı uygulayamaz.Netice olarak tutma noktasındasac üzerinde gerilim azalır,
süzme çubuğu tam görevyapmaz ve sac üzerinde kontrolkaybedilmiş olur.
Çıkarıcı pimlerin yerleştirilmesi
Kısa Pim
Bu bölgede pot kuvveti azaldı

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 65/78
25 Mart 2008 Teknik Bülten 17
Pres Kapalı yüksekliği
• Pres Alt Ölü Noktada(AÖN) ikenpres alt tablası ile koç alt yüzeyiarasındaki mesafe (B)Pres kapalıyüksekliği olarak adlandırılır.
• Ayar vidası ile ayarlanabilendurumlarda pres kapalı yüksekliğiminumum ve maksimum kapalı
yükseklik olarak ifade edilir.• Tercih edilmemesine rağmen bazıhallerde alt tabla çıkarılarak kalıpyerleştirilir. Bu durumda kapalıyükseklik alt gövde yüzeyi ile koçalt yüzeyi arasındaki mesafeyi(A)temsil eder.
8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 66/78
25 Mart 2008 Teknik Bülten 17
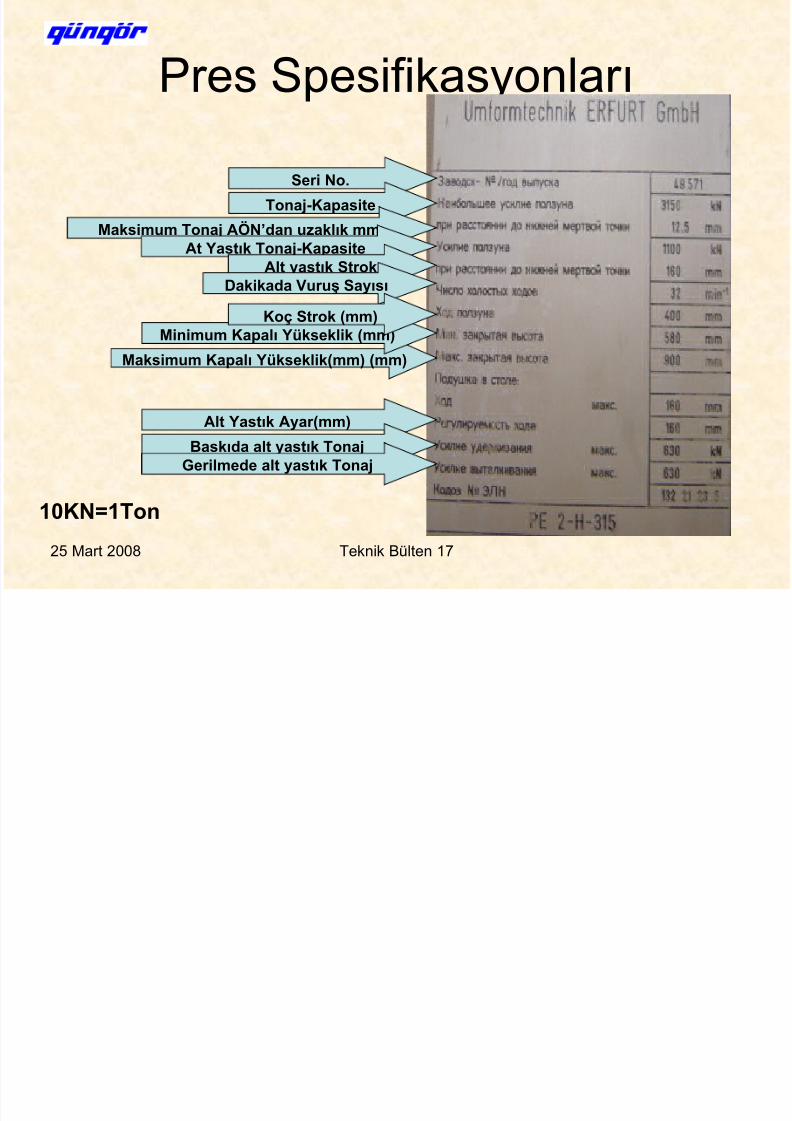
Pres Spesifikasyonları
Maksimum Kapalı Yükseklik(mm) (mm)
Seri No.
Tonaj-Kapasite
Minimum Kapalı Yükseklik (mm)
Alt Yastık Ayar(mm)Baskıda alt yastık Tonaj
Gerilmede alt yastık Tonaj
Maksimum Tonaj AÖN’dan uzaklık mmAt Yastık Tonaj-Kapasite
Alt yastık Strok
Dakikada Vuruş SayısıKoç Strok (mm)
10KN=1Ton

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 67/78
25 Mart 2008 Teknik Bülten 17
Kalıp Taşıması ve yerleştirilmesi
• Kalıp, kalıp stok sahasında presyanına taşınırken (forklift, Vinç,Kalıp Yükleme arabası, Kalıptaşıma transpaleti) gerekli emniyettedbirleri alınmalıdır.
• Presin maksimum kapalı yüksekliğiüzerinde bir kalıp asla
bağlanmamalıdır. Dalgınlık veyabaşka bir nedenle böyle bir hatayıyapmamak için kalıp kapalıyüksekliğini ölçüp, presplakasındaki maksimum kapalıyükseklik ile kıyaslayınız.
• Kalıbın pres merkezine
ortalanmasını sağlayınız. Bazı presve kalıplar kalıp merkezlerinigösteren çizgiler vardır.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 68/78
25 Mart 2008 Teknik Bülten 17
• Mapalı kalıplarda veçıkarıcı pimli kalıplarda,mapa ve çıkarıcı pimler kalıp merkezlemesineyardımcı olabilir.
• Aksi takdirde tablaüzerinden şerit metre ileönden ve arkadan ve her iki yandan ölçüm yaparak,
kalıbın alt tabla üzerindeönden ve arkadan ve her iki yandan eşit uzaklıktayerleşmesini sağlayınız.
Kalıp Taşıması ve yerleştirilmesi
Pres Kapalı Yüksekliğinin

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 69/78
25 Mart 2008 Teknik Bülten 17
Pres Kapalı YüksekliğininAyarlanması
• Kaba kapalı yükseklik ayarınınyapılabilmesi için presin Üst ÖlüNoktada (ÜÖN-TDC) olması gerekir.
• Kaba Ayara geçmeden önce emniyettakozlarını pres altından alınmasıgerekir.
• Kaba ayar sonucunda Kalıp üst
plakası ile Koç alt yüzeyi arasındakimesafe an azından pres strokboyundan 6-7 mm daha fazlaolmalıdır.
• Pres ÜÖN’da iken Kalıp üst yüzeyi ileKoç alt yüzeyi arasındaki mesafeyiölçünüz. Örneğin 450 mm.
• Pres plakasından Koç Strokunuokuyunuz ve üzerine 6 mm ekleyiniz.Örneğin 400mm+6mm=406
• İlk ölçtüğünüz rakamdan bulduğunuzrakamı çıkarınız. 450-406=44mm
Koç Stroku+6 mm
Pres Kapalı Yüksekliğinin

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 70/78
25 Mart 2008 Teknik Bülten 17
Pres Kapalı YüksekliğininAyarlanması
• Rakam artı ise koçun aşağı alınması,eksi ise koçun yukarı alınması gerekir.• Koçu gerektiği kadar yukarı veya
aşağıya aldıktan sonra emin olmak içinkalıp üst yüzeyi ve koç alt yüzeyiarasındaki mesafeyi tekrar ölçünüz veKoç strokundan 6-7 mm büyükolduğunu teyit ediniz.
• Kaba ayarlamada verilen 6-7 mm paypresin dipten dönmesiniengelleyecektir.
• Daha Sonra yavaş hareketle ve tedbirliolarak presi Alt Ölü Noktaya (AÖN)getiriniz.
• Pres Kaba Kapalı Yükseklik Ayarını
yaparken ve yavaş harakette presgöstergelerini kullanınız. Ancakgöstergelerin hatalı ve kalibrasyonsuzolabileceğini aklınızdan çıkarmayınız.
Pres Kapalı Yüksekliğinin

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 71/78
25 Mart 2008 Teknik Bülten 17
Pres Kapalı YüksekliğininAyarlanması
• Pres Alt Ölü Noktaya indiktensonra Kalıp üst yüzeyi ile Koçarasında 6-7mm bir boşlukolacaktır.
• Bu aşamadan sonra strok ayarı ilekoçu kalıp üst yüzeyi ile temaseder, dokunur seviyeye getiriniz.
• Önden, arkadan ve yanlardan datemasın sağlandığından eminolunuz.
• Daha sonra bağlama planına göreönce üst kalıbın bağlamaelemanlarını yerlerine yerleştiripelle somun boşlukların aldıktan
sonra anahtar ile sıkılayınız.Sıkılamayı çapraz köşelerde veaşamalı yapınız.
• Daha sonra aynı işlemleri alt kalıpiçin yapınız.
Pres Kapalı Yüksekliğinin

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 72/78
25 Mart 2008 Teknik Bülten 17
Pres Kapalı YüksekliğininAyarlanması
• Alt ve üst kalıbın karşılıklı iyicesıkılandığından emin olduktan sonrakalıp ve etrafında, koç üzerinde, tezgahyan boşluklarında set-up ile ilgili aletedevat, ekipman, aksesuar, diğer malzemeleriniz toplayınız.Kullanılmayacak malzemebırakmayınız.
• Stoper boşluğunun yeterli olduğunukontrol ediniz. Kesme ağızlarınınyeterince girdiğini kontrol ediniz.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 73/78
25 Mart 2008 Teknik Bülten 17
Karşı Denge Ayarının Yapılması
• Üst Kalıp Ağırlığınıbelirleyiniz.
• Dikey eksende kalıbın tonağırlığı hizasından yatay
çizgi çiziniz.• Eğriyi kestiği yerdenaşağıya dik çizgi çekiniz.Yatay eksendeki değeriokuyunuz.
• Basınç ayarınıokuduğunuz değeregetiriniz.
Karşı Denge BasınçRegülatörü
Kalıp Ağırlığının Kabaca Tahmin

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 74/78
25 Mart 2008 Teknik Bülten 17
Kalıp Ağırlığının Kabaca Tahminedilmesi
• En= 100 sm• Boy= 150 sm• Yükseklik=50 sm• Çelik malzeme
yoğunluğu=0,0078 kg/sm3
• Kalıp malzeme dolulukyüzdesi=%60 (tahmin)
• KalıpAğırlığı(Kg)=En(sm)*Boy
(sm)*Yükseklik(sm)*yoğunluk(kg/sm3)*Doluluk oranı• Ağırlık=100*150*50*0,0078*0,
60=3510 Kg
EnBoy
Yükseklik
Pres Kapalı Yüksekliğinin

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 75/78
25 Mart 2008 Teknik Bülten 17
Pres Kapalı YüksekliğininAyarlanması
• Kalıp bağlama ve sıkılama işleminden sonrakarşı denge ayarlarını yapınız.• Daha sonra Koçu yukarı alınız. İçindeki
parçayı alınız.• Kalıpta yağlanması gereken (kolon/Burç,
kılavuz blok vs) yağlayınız.• Alt ve üst kalıp sıkılandıktan sonra alt ve üst
kalıp koç ve alt tablaya sıkıca bağlanmasındandolayı, karşı denge devreye girdiğinden dolayı
gerekli Pres kapalı yüksekliğine henüzulaşılmamış olabilir.• Koçu tekrardan kalıp üzerinde parça veya sac
malzeme olmaksızın yavaş harekette aşağıyaindiriniz. Alt ölü nokta yakınlarında dikkatleizleyerek stoper boşluklarını ve kesmeağızlarının (kesme kalıplarında) birbirinegirdiğini kontrol ediniz.
• Tekrardan gevşeme, kayma vb olmadığını,
kalıbı izleyerek ve sesleri dinleyerek eminolunuz. Gerekirse tekrardan ince ayar yapınız.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 76/78
25 Mart 2008 Teknik Bülten 17
Pres
• Pres normal çalışma seslerini çıkarıyor mu? Anormal ses var mI?• Koçun çevrim esnasında aşağı yukarı hareketinde anormallik var mı?• Koç AÖN’da vurduğunda yanal görünür bir sapma, sallanma var mı?• Koç AÖN’ya vurduğunda alt kalıp ile alt tabla arsında açılma oluyor mu?• Kaçak yapan yağlama hatları, bağlantıları var mı?• Kavrama ve ana motordan garip sesler geliyor mu?• Garip koku veya duman var mı?• Emniyet sistemleri çalışıyor mu?• Hava basınçları doğrumu?
Ü

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 77/78
25 Mart 2008 Teknik Bülten 17
Parça Üretimi ve Onay
• Şayet ilk operasyon ise açınımı ve ebatları kontrol ediniz. Makasçapaklarının standart içinde olup olmadığına bakınız.• Bağladığınız kalıp ilk operasyon kalıbı değilse bir önceki
operasyondan gelen parçayı kontrol ediniz. Bağladığınız kalıp işlemisonunda elde edilecek parça kalitesini olumsuz etkileyecek hatalar olup olmadığına bakınız. (ovalleşme, deformasyon, aşırı çapak, vurukizleri eksik bükme kıvırma vs)
• Kalıp çalışan elemanları tekrar görsel olarak kontrol ediniz. Çapak,pul, saç artığı, batmış çapak vb olmadığından emin olunuz. Gerekliyüzey temizliklerini yapınız.
• Pres ayarlarını yastık ayarlarını tekrar kontrol ediniz.• Kalıp dayamalarını kontrol ediniz• Boşta birkaç çevrim yaptıktan sonra sac malzemeyi koyarak ilk basımı
yapınız.• Çıkan parçanın kontrolünü yapınız. Onay alınamayacak durumda ise
gerekirse kalıphaneden yardım alarak gerekli ince ayar, düzeltme veyerinde tamir işlemlerini yaptırınız.

8/14/2019 Kalıp Montajı
http://slidepdf.com/reader/full/kalip-montaji 78/78
Klaıp Bağlama Elemanları
SERİ ÜRETİM ESNASINDA KALIPBAĞLAMA ELEMANLARI, CİVATA,
SOMUN, KAYMA, GEVŞEME
İHTİMALİNE KARŞI ARALIKLARLAKONTROL EDİLMELİDİR.