k lam lamina 2016 - adolf neuendorf
TRANSCRIPT

1www.precitool.de
Stückpreis bei Abnahme der angegebenen Menge pro Katalognummer und Größe
x = Lagerstandard, 98%ige Lieferbereitschaft X = Lieferung ab Werkslager + = Preise ausschließlich Transport und Verpackungskosten
1
DREH- UNDFRÄSWENDESCHNEIDPLATTEN
„höchste Schweizer Qualität“

Wendeschneidplatten Lamina
2 www.precitool.de
ÜBER LAMINA 3 - 4
DAS MULTI-MAT™ KONZEPT 5
DREHEN 6 - 15
DREHSORTEN 7
SPANBRECHER 8
SCHNITTWERT - TABELLEN 9 - 14
· CNMG 9
· DNMG 10
· WNMG 11
· CCMT 12
· DCMT 13
· TCMT 14
· VBMT 15
· VCMT 15
ALUMINIUM DREHEN 16 - 18
SCHNITTWERT - TABELLEN 17 - 18
· CNGG 17
· DNGG 17
· VNGG 18
· WNGG 18
FRÄSEN 19 - 50
NEUESTE GENERATION LT 3000 20
· APKT (Empfehlung für die Schulterbearbeitung) 21 - 34
· APMT 35 - 38
· SNKX (Empfehlung für das Planfräsen) 39 - 42
· SEKT 43 - 45
· SDKX (Empfehlung für das Hochvorschubfräsen) 46 - 50
SYMBOLIKERKLÄRUNG 51
INHALTSVERZEICHNIS

Wendeschneidplatten Lamina
3www.precitool.de
Lamina Technologies ist als Schweizer Hersteller von Hartmetall-Werk-zeugen spezialisiert auf Wendeschneidplatten im Fräsen und Drehen in Sub-Mikron-Qualitäten und PVD-Beschichtungen.Alle Produktionsprozesse unserer Hartmetall-Produkte werden im eigenen Haus in höchster und gleichbleibender Schweizer Qualität sichergestellt.
Unsere Fabrik ist mit modernsten Produktionsmaschinen ausgestattet, die ausschließlich von erfahrenen Spezialisten bedient werden. Hierdurch kann eine ausnahmslos exzellente Qualität unserer Produkte garantiert werden
• Hauptsitz in Yverdon-Le-Bains in der Schweiz• gegründet 2001, erste Produktion 2003• 6 Niederlassungen weltweit• 100 Mitarbeiter – davon 60 im Hauptsitz• Hersteller von Wendeschneidplatten im Fräsen und Drehen in
Sub-Mikron-Qualitäten mit PVD und CVD-Beschichtungen• Produktion ausschließlich in der Schweiz
ÜBER LAMINA

Wendeschneidplatten Lamina
4 www.precitool.de
Foto
: Lam
ina
Tech
nolo
gies
| Ill
ustra
tion:
free
pik.c
om
Sw
iss
mad
e
WELTWEITE PRÄSENZin über 50 Ländern
Hauptsitz Händler Niederlassungen
Lamina Technologies SA SwitzerlandRue de Pythagore 21400 Yverdon-les-BainsSwitzerlandTel. +41 (0) 24 423 55 55Fax +41 (0) 24 423 54 44 [email protected]

Wendeschneidplatten Lamina
5www.precitool.de
Das Multi-Mat™ Konzept wurde von Lamina in enger Abstimmung mit unseren Kunden aus der zerspanenden Industrie entwickelt. Bei Einsatz der gleichen Wende-schneidplatte für eine Vielzahl von Materialien erzielen Sie in der Produktion folgende Vorteile:
• Erhöhung der Effizienz Ihrer Produktion• Verringerung der Produktionskosten• Erhöhung der Flexibilität• Drastische Reduzierung des Lagerbestandes an Wendeschneidplatten
DAS MULTI-MAT™ KONZEPT
24 STUNDEN7 TAGE/WOCHE
365 TAGE/JAHR
Wir haben es entwickelt und sind die Pioniere des Multi-Mat™ Konzepts. Die Entwicklung einer individuellen Hartmetallqualität, um exzellente Leis-tungsparameter bei der Mehrzahl an Materialien zu erzielen.
Anschauungsbeispiel: Lamina Schneidewerkzeuge sind vergleichbar mit einem schweizer Taschenmesser - vielseitig, innovativ und universell!
Foto
: Lam
ina
Tech
nolo
gies
| Ill
ustra
tion:
free
pik.c
om
Was macht unsere Produkte so effektiv? DIE VERFÜGBARKEIT.
Aluminium- und NichteisenlegierungenBeispiel: AlMgSi
SuperlegierungenBeispiel: Inconel 718
GusseisenBeispiel: EN-GJS-400-15
EdelstahlBeispiel: V2A, V4A
StahlBeispiel: 42CrMo4

Wendeschneidplatten Lamina
6 www.precitool.de
DREHENLT 1000 | LT 1005 | LT 1025

Wendeschneidplatten Lamina
7www.precitool.de
· Die vielseitigste Sorte der Magia- Drehlinie · Hervorragende Kombination von Härte
und Zähigkeit · Die erste Wahl für Kunden mit kleinen
Serien, unterschiedlichen Bearbeitungs- anwendungen und verschiedenen Werkstückmaterialien
· Erhöhte Härte und Verschleißfestigkeit bei hohen Temperaturen, daher ist diese Sorte besonders für stabile Verhältnisse und höhere Schnittgeschwindigkeiten geeignet · Hohe Beständigkeit gegen plastische
Verformung und somit Aufrechterhaltung hoher Maßtoleranzen
· Erhöhte Zähigkeit, daher ist diese Sorte besonders für instabile Verhältnisse, wie beispielsweise unterbrochene Schnitte, geeignet · Die geringe chemische Affinität zwischen
der oberen Aluminiumoxidschicht und dem Werkstückmaterial sorgt für geringere Reibung und erhöhte Resistenz gegen die Entwicklung von Aufbau- schneiden, auch bei niedrigen Schnittgeschwindigkeiten sowie beim Plandrehen auf 0
LT 1000 | PVD-BeschichtungEmpfohlen für allgemeine/normale Anwendung
LT 1005 | CVD-BeschichtungEmpfohlen für stabile Bedingungen, mittlere bis hohe Schnittgeschwindig- keiten
LT 1025 | CVD-BeschichtungEmpfohlen für instabile Bedingungen, niedrige bis mittlere Schnittgeschwindig-keiten
nied
rig m
ittel hoch
Stabile Bedingungen
Geschwindigkeit
Multi-MatTM NEU NEU
Geschwindigkeit
nied
rig m
ittel hoch
Instabile Bedingungen
Geschwindigkeit
DREHSORTEN
Stabile Bedingungen
nied
rig m
ittel hoch
· Erhöhte Zähigkeit, daher ist diese Sorte besonders für instabile Verhältnisse, wie beispielsweise unterbrochene
Wendeschneidplatten Lamina
8 www.precitool.de
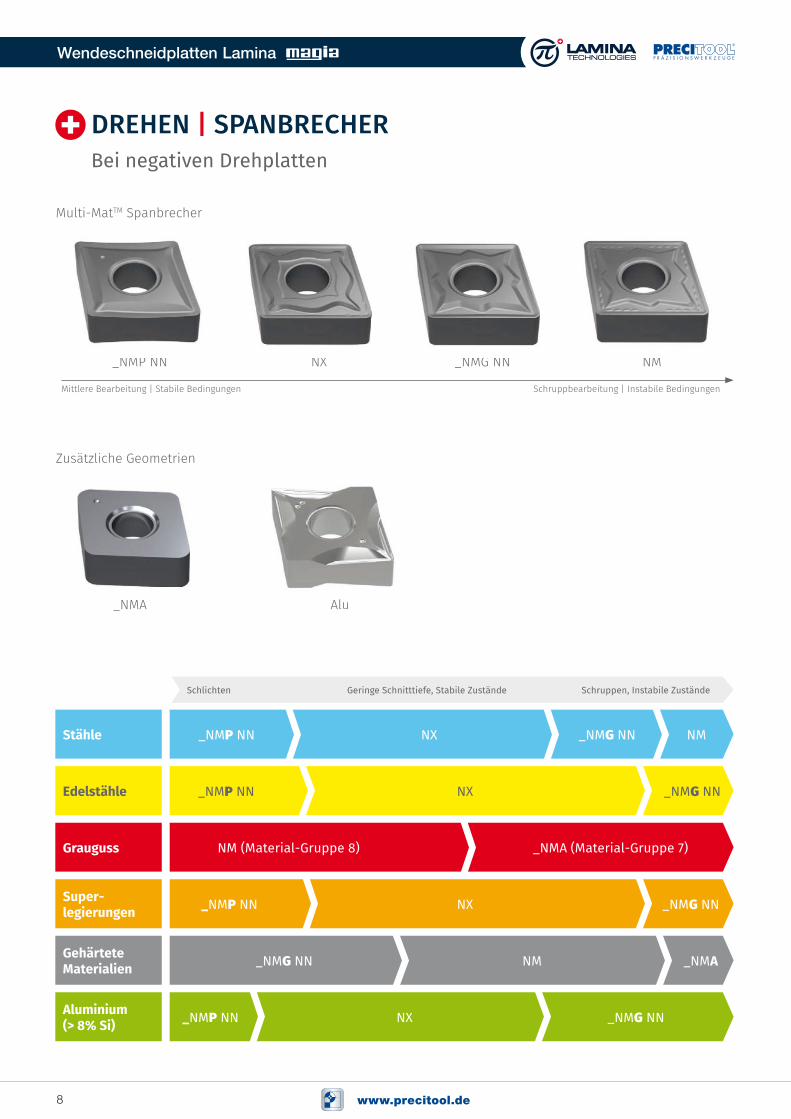
DREHEN | SPANBRECHERBei negativen Drehplatten
Multi-MatTM Spanbrecher
Mittlere Bearbeitung | Stabile Bedingungen
_NMP NN NX _NMG NN NM
_NMA Alu
Schruppbearbeitung | Instabile Bedingungen
Zusätzliche Geometrien
_NMP NN NX _NMG NN NM
Schlichten Geringe Schnitttiefe, Stabile Zustände Schruppen, Instabile Zustände
Stähle
_NMP NN NX _NMG NNEdelstähle
NM (Material-Gruppe 8) _NMA (Material-Gruppe 7)Grauguss
_NMP NN NX _NMG NNSuper-legierungen
_NMG NN NM _NMAGehärtete Materialien
_NMP NN NX _NMG NNAluminium (> 8% Si)
NMG NNNX NM
p
NMP NN
Alu

Wendeschneidplatten Lamina
9www.precitool.de
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT1005
Preis pro Stück
LT1000
Preis pro Stück
LT1025
Preis pro Stück
CNMG 120404 NN 12 0,4 — 8,80 —
CNMG 120408 NN 12 0,8 9,24 8,80 9,24
CNMG 120408 NM 12 0,8 9,24 8,80 9,24
CNMG 120408 NX 12 0,8 9,24 8,80 9,24
CNMG 120412 NN 12 1,2 9,24 8,80 9,24
LT 1005Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55
HRC (>8%Si)
180 - 430 120 - 365 70 - 245 150 - 325 120 - 325 30 - 130
LT 1000Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55 ( >8%Si)
180 - 330 120 - 280 70 - 190 120 - 270 70 - 150 150 - 250 120 - 250 23 - 50 35 - 65 30 - 100 200 - 400
LT 1025Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55
HRC (>8%Si)
90 - 330 60 - 280 35 - 190 60 - 270 35 - 150 60 -250
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
LT 10 und LT 1000
NX LT 10 und LT 1000 NX LT 10 und LT 1000
LT 10 und LT 1000
NX-CNMP-TNMP-WNMP
EdelstahlExotisches Material Exotisches Material
!Überprüfen derSchnittdaten
FProduktivität
Edelstahl
VC
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
NX für LT 1025 LT 1005
NX-CNMP-TNMP-WNMP
EdelstahlExotisches Material VC
Produktivität
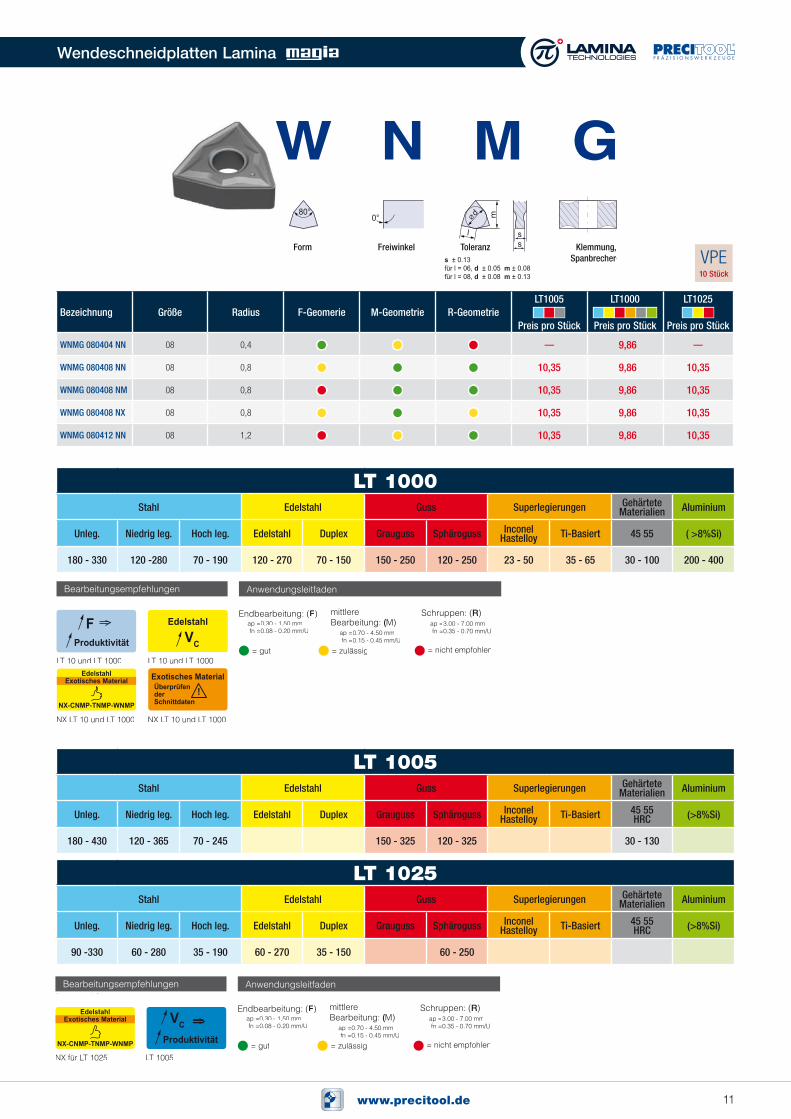
C N M G80° 0°
Shape Clearance Anglel
m
Toleranced ± 0.08m ± 0.13s ± 0.13
Ø d
Fixing,Chipbreaker
ss
NN Spanbrecher
Form Freiwinkel Toleranz Klemmung, Spanbrecher VPE
10 Stück

Wendeschneidplatten Lamina
10 www.precitool.de
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT1005
Preis pro Stück
LT1000
Preis pro Stück
LT1025
Preis pro Stück
DNMG 150604 NN 15 0,4 — 11,69 —
DNMG 150608 NN 15 0,8 12,28 11,69 12,28
DNMG 150608 NX 15 0,8 12,28 11,69 12,28
DNMG 150612 NN 15 1,2 12,28 11,69 12,28
LT 1005Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55
HRC (>8%Si)
180 - 430 120 - 365 70 - 245 150 - 325 120 - 325 30 - 130
LT 1000Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55 ( >8%Si)
180 - 330 120 - 280 70 - 190 120 - 270 70 - 150 150 - 250 120 - 250 23 - 50 35 - 65 30 - 100 200 - 400
LT 1025Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55
HRC (>8%Si)
90 - 330 60 - 280 35 - 190 60 -270 35 - 150 60 - 250
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
LT 10 und LT 1000
NX LT 10 und LT 1000 NX LT 10 und LT 1000
LT 10 und LT 1000
NX-CNMP-TNMP-WNMP
EdelstahlExotisches Material Exotisches Material
!Überprüfen derSchnittdaten
FProduktivität
Edelstahl
VC
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
NX für LT 1025 LT 1005
NX-CNMP-TNMP-WNMP
EdelstahlExotisches Material VC
Produktivität
D N M G0°
Shape Clearance Angle Tolerance Fixing, Chipbreaker
55°
l
mØ d
s
s ± 0.13für l = 11, d ± 0.05 m ± 0.08 für l = 15, d ± 0.08 m ± 0.13
55°
Form Freiwinkel Toleranz Klemmung, Spanbrecher VPE
10 Stück
Wendeschneidplatten Lamina
11www.precitool.de
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT1005
Preis pro Stück
LT1000
Preis pro Stück
LT1025
Preis pro Stück
WNMG 080404 NN 08 0,4 — 9,86 —
WNMG 080408 NN 08 0,8 10,35 9,86 10,35
WNMG 080408 NM 08 0,8 10,35 9,86 10,35
WNMG 080408 NX 08 0,8 10,35 9,86 10,35
WNMG 080412 NN 08 1,2 10,35 9,86 10,35
LT 1005Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55
HRC (>8%Si)
180 - 430 120 - 365 70 - 245 150 - 325 120 - 325 30 - 130
LT 1000Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55 ( >8%Si)
180 - 330 120 -280 70 - 190 120 - 270 70 - 150 150 - 250 120 - 250 23 - 50 35 - 65 30 - 100 200 - 400
LT 1025Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55
HRC (>8%Si)
90 -330 60 - 280 35 - 190 60 - 270 35 - 150 60 - 250
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
NX für LT 1025 LT 1005
NX-CNMP-TNMP-WNMP
EdelstahlExotisches Material VC
Produktivität
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
LT 10 und LT 1000
NX LT 10 und LT 1000 NX LT 10 und LT 1000
LT 10 und LT 1000
NX-CNMP-TNMP-WNMP
EdelstahlExotisches Material Exotisches Material
!Überprüfen derSchnittdaten
FProduktivität
Edelstahl
VC
W N M G
Shape ToleranceClearance Angle Fixing,Chipbreaker
0°80° m
l
Ø d
ss
s ± 0.13für l = 06, d ± 0.05 m ± 0.08 für l = 08, d ± 0.08 m ± 0.13
Form Freiwinkel Toleranz Klemmung, Spanbrecher VPE
10 Stück

Wendeschneidplatten Lamina
12 www.precitool.de
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT1005
Preis pro Stück
LT1000
Preis pro Stück
LT1025
Preis pro Stück
CCMT 060204 NN 06 0,4 — 6,70 —
CCMT 09T304 NN 09 0,4 — 7,26 —
CCMT 09T308 NN 09 0,8 — 7,26 —
LT 1000Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55 ( >8%Si)
180 - 330 120 - 280 70 - 190 120 - 270 70 - 150 150 - 250 120 - 250 23 - 50 35 - 65 30 - 100 200 - 400
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
LT 10 und LT 1000 LT 10 und LT 1000
Edelstahl
VC
C C M T80° 7°
Shape Clearance Anglel
m
Tolerance
Ø d
s ± 0.13für l = 06/09, d ± 0.05 m ± 0.08 für l = 12, d ± 0.08 m ± 0.13
Fixing, Chipbreaker
s
Form Freiwinkel Toleranz Klemmung, Spanbrecher VPE
10 Stück

Wendeschneidplatten Lamina
13www.precitool.de
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
LT 10 und LT 1000
LT 10 und LT 1000
FProduktivität
Edelstahl
VC
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT1005
Preis pro Stück
LT1000
Preis pro Stück
LT1025
Preis pro Stück
DCMT 070204 NN 07 0,4 — 6,70 —
DCMT 11T304 NN 11 0,4 — 7,26 —
DCMT 11T308 NN 11 0,8 — 7,26 —
LT 1000Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55 ( >8%Si)
180 - 330 120 - 280 70 - 190 120 - 270 70 - 150 150 - 250 120 - 250 23 - 50 35 - 65 30 - 100 200 - 400
D C M T7°
Shape Clearance Angle
55°
Toleranced ± 0.05m ± 0.08s ± 0.13
l
mØ d
Fixing, Chipbreaker
sForm Freiwinkel Toleranz Klemmung,
Spanbrecher VPE10 Stück

Wendeschneidplatten Lamina
14 www.precitool.de
VPE10 Stück
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT1005
Preis pro Stück
LT1000
Preis pro Stück
LT1025
Preis pro Stück
TCMT 110204 NN 11 0,4 — 7,26 —
TCMT 110208 NN 11 0,8 — 7,26 —
TCMT 16T304 NN 16 0,4 — 7,99 —
TCMT 16T308 NN 16 0,8 — 7,99 —
TCMT 16T312 NN 16 1,2 — 7,99 —
LT 1000Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55
HRC ( >8%Si)
180 - 330 120 - 280 70 - 190 120 - 270 70 - 150 150 - 250 120 - 250 23 - 50 35 - 65 30 - 100 200 - 400
T C M T7°
Shape Clearance Angle Toleranced ± 0.05m ± 0.08s ± 0.13
l
m
Ø d
Fixing,Chipbreaker
60°
s
60
Form Freiwinkel Toleranz Klemmung, rSpanbrecher
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
Edelstahl
VC

Wendeschneidplatten Lamina
15www.precitool.de
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT1005
Preis pro Stück
LT1000
Preis pro Stück
LT1025
Preis pro Stück
VBMT 110304 NN 11 0,4 — 9,88 —
VBMT 160404 NN 16 0,4 — 11,69 —
VBMT 160408 NN 16 0,8 — 11,69 —
LT 1000Stahl Edelstahl Guss Superlegierungen Gehärtete
Materialien Aluminium
Unleg. Niedrig leg. Hoch leg. Edelstahl Duplex Grauguss Sphäroguss Inconel Hastelloy Ti-Basiert 45 55 ( >8%Si)
180 - 330 120 - 280 70 - 190 120 - 270 70 - 150 150 - 250 120 - 250 23 - 50 35 - 65 30 - 100 200 - 400
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Details auf Seite 14
Bearbeitungsempfehlungen Anwendungsleitfaden
LT 10 und LT 1000 LT 10 und LT 1000
FProduktivität
Edelstahl
VC
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT1005
Preis pro Stück
LT1000
Preis pro Stück
LT1025
Preis pro Stück
VCMT 160404 NN 16 0,4 — 11,69 —
VCMT 160408 NN 16 0,8 — 11,69 —
V B M T
Shape Toleranced ± 0.05m ± 0.08s ± 0.13
Clearance Angle
5°
Fixing,Chipbreaker
35° Ø d
l
m
sForm Freiwinkel Toleranz Klemmung,
Spanbrecher
V C M T
Shape Toleranced ± 0.05m ± 0.08s ± 0.13
Clearance Angle
7°
Fixing,Chipbreaker
35° Ø d
l
m
s
Form Freiwinkel Toleranz Klemmung, Spanbrecher
VPE10 Stück
VPE10 Stück

Wendeschneidplatten Lamina
16 www.precitool.de
ALUMINIUM DREHENLT 05

Wendeschneidplatten Lamina
17www.precitool.de
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT05
Preis pro Stück
CNGG 120404 ALU 12 0,4 9,15
CNGG 120408 ALU 12 0,8 9,15
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT05
Preis pro Stück
DNGG 110404 ALU 11 0,4 9,15
DNGG 110408 ALU 11 0,8 9,15
LT 05Al (<8%Si) Kupferlegierung nichtmetallisch Ti-Basiert
Si < 4% 4%<Si<8% CuZn30 Kunststoff Hartgummi Graphite Ti1 TiAl6V4
400 - 1200 250 - 600 150 - 800 70 - 500 80 - 300 100 - 200 35 - 60 28 - 40
Anwendungsleitfaden
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
C N G G80° 0°
Shape Clearance Anglel
m
Toleranced ± 0.025m ± 0.025s ± 0.13
Ø d
Fixing,Chipbreaker
ss
Form Freiwinkel Toleranz Klemmung, Spanbrecher
D N G G0°
Shape Clearance Angle Toleranced ± 0.025m ± 0.025s ± 0.13
55°
l
mØ d
Fixing,Chipbreaker
ss
55°
Form Freiwinkel Toleranz Klemmung, Spanbrecher
VPE10 Stück
VPE10 Stück

Wendeschneidplatten Lamina
18 www.precitool.de
Anwendungsleitfaden
Endbearbeitung: (F)ap =fn =
0.30 - 1.50 mm0.08 - 0.20 mm/U
Schruppen: (R)ap =fn =
3.00 - 7.00 mm0.35 - 0.70 mm/U
mittlereBearbeitung: (M)
ap =fn =
0.70 - 4.50 mm0.15 - 0.45 mm/U
= nicht empfohlen= gut = zulässig
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT05
Preis pro Stück
WNGG 060404 ALU 06 0,4 8,63
WNGG 080404 ALU 08 0,4 10,19
LT 05Al (<8%Si) Kupferlegierung nichtmetallisch Ti-Basiert
Si < 4% 4%<Si<8% CuZn30 Kunststoff Hartgummi Graphite Ti1 TiAl6V4
400 - 1200 250 - 600 150 - 800 70 - 500 80 - 300 100 - 200 35 - 60 28 - 40
Toleranced ± 0.025m ± 0.025s ± 0.13
Clearance Angle
0°
Fixing,Chipbreaker
ssShape
80° m
l
Ø d80°°
Form Freiwinkel Toleranz Klemmung, Spanbrecher
V N G G
Shape Toleranced ± 0.025m ± 0.025s ± 0.13
Clearance Angle
35° 0°
Fixing,Chipbreaker
ss
Ø d
l
m
Form Freiwinkel Toleranz Klemmung,rSpanbrecher
Bezeichnung Größe Radius F-Geomerie M-Geometrie R-GeometrieLT05
Preis pro Stück
VNGG 160404 ALU 16 0,4 10,38
VNGG 160408 ALU 16 0,8 10,38
VPE10 Stück
VPE10 Stück
Wendeschneidplatten Lamina
19www.precitool.de
FRÄSENLT 3000LT 3000

Wendeschneidplatten Lamina
20 www.precitool.de
· Dichtere mikrostrukturierte und glattere Beschichtung · Weniger Verschleiß · Schrittweiser und prognostizierbarer
Verschleiß · Höhere Flexibilität · Erweiterter Anwendungsbereich
Lamina Technologies Premium-Frässorte bietet höhere Leistungsfähigkeit sowie Produktivität, hervorragende Widerstandsfähigkeit gegen Thermoschocks und längere Werkzeugstandzeit.
LT 3000, SUBMIKRON, PVD-BESCHICHTETNeueste Generation, Magia-Technologie
ere de
ngere
Premium Multi-MatTM

Wendeschneidplatten Lamina
21www.precitool.de
APKT 060204
APKT 1003 PDTRAPKT 100304APKT 100312APKT 100332APKT 100340
APKT 1604 PDTRAPKT 160416APKT 160424APKT 160432
APKT 1705 PETR
EMPFEHLUNG FÜR DIE SCHULTERBEARBEITUNGLT 3000
NEU
TauchfräsenHelixfräsen, ZirkularfräsenZirkularfräsen
Rampenfräsen
Planfräsen
NutenfräsenEckfräsen
FProduktivität
1, 2, 3, 46, 7, 8, 1110, 125, 9
NeinNeinJaJaKühlung
Edelstahl
VC
Bearbeitungs-empfehlungen
g

Wendeschneidplatten Lamina
22 www.precitool.de
Einseitige positive Wendeschneidplatte · 2 Schneidkanten · Reduzierung der Werkzeugkosten durch vielseitige Einsatzmöglichkeiten · Erhöhung der Flexibilität · Drastische Reduzierung des Lagerbestandes an Wendeschneidplatten
INFO
A P K T11°
Shape Clearance Angle Toleranced ± 0.05m ± 0.013s ± 0.025
Fixing,Chipbreaker
sl
Ø dm
Form Freiwinkel Toleranz Klemmung, Spanbrecher VPE
10 Stück
Bezeichnung Größe Dicke Radius Richtung
LT3000
Preis pro Stück
APKT 060204 PDTR 06,00 2,16 0,4 Rechts 8,45
APKT 100304 PDTR 10,39 3,53 0,4 Rechts 9,39
APKT 1003 PDTR 10,39 3,53 0,8 Rechts 9,39
APKT 100312 PDTR 10,39 3,53 1,2 Rechts 9,39
APKT 100316 PDTR 10,39 3,53 1,6 Rechts 9,39
APKT 100332 PDTR 10,39 3,53 3,2 Rechts 9,39
APKT 100340 PDTR 10,39 3,53 4,0 Rechts 9,39
APKT 1604 PDTR 15,30 4,76 0,8 Rechts 11,42
APKT 160416 PDTR 15,30 4,76 1,6 Rechts 11,42
APKT 160424 PDTR 15,30 4,76 2,4 Rechts 11,42
APKT 160432 PDTR 15,30 4,76 3,2 Rechts 11,42
APKT 1705 PETR 17,48 5,12 0,8 Rechts 11,94

Wendeschneidplatten Lamina
23www.precitool.de
LT 741 C-W-D020/3 120,0020 320 25 100 9 7
Schaftfräser für APKT 1003 PDTR
Bezeichnung PreisD zd L1 L Ap
LT 741 CL-W-D012/1 108,0012 116 32 150 9 5
LT 741 C-W-D010/1 92,0010 110 24 80 9 5
LT 741 C-W-D014/1 92,0014 116 24 80 9 5
LT 741 CL-W-D010/1 108,0010 116 32 150 9 5
LT 741 C-W-D016/2 108,0016 216 25 100 9 12
LT 741 C-W-D012/1 92,0012 112 24 80 9 5
LT 741 CL-W-D016/2 136,0016 216 40 150 9 12
32 432 32 200 9
LT 741 C-W-D018/2 112,0018 220 30 85 9 12
LT 741 CL-W-D020/3 148,0020 320 40 150 9 7
LT 741 C-W-D022/3 128,0022 320 25 95 9 7
LT 741 C-W-D025/3 132,0025 325 32 120 9 5
140,0025 425 32 120 9 5
25 425 40 200 9 5
140,0028 425 32 120 9 2
30 425 32 95 9 2
184,0032 532 32 95 9 3
332 432 32 200 9 3LT 741 WL-W-D032/4
25 425 40 200 9 5
LT 741 C-W-D025/4
LT 741 CL-W-D025/4
30 425 32 95 9 2
LT 741 C-W-D028/4
LT 741 C-W-D030/4
LT 741 W-W-D032/5
Dd
Ap
LL1
90°
W
Schaftfräser für APKT 060204
Bezeichnung PreisD zd L1 L Ap
LT 751 C-W-D012/3 166,0012 312 26 80 5.2 5
LT 751 CL-W-D016/3 196,0016 316 50 120 5.2 2.4
LT 751 C-W-D016/4 196,0016 416 32 90 5.2 2.4
LT 751 C-W-D010/2 153,0010 210 22 72 5.2 7
LT 751 C-W-D020/5
LT 751 C-W-D032/8
210,00
196,00
20
32
5
8
20
25
40
40
100
130
5.2
5.2
1.6
0.8
LT 751 C-W-D025/7
LT 751 C-W-D040/10
167,00
235,00
25
40
7
10
20
32
40
40
120
140
5.2
5.2
1.2
0.6
Dd
Ap
LL1
90°
C
152,00
140,00
176,00

Wendeschneidplatten Lamina
24 www.precitool.de
D zd L1 L Ap
32 332 50 110 15 3.0
164,0025 225 90 220 15 5
220,0040 432 90 220 15 2.5
25 225 44 100 15 5
40 432 50 115 15 2.5
180,0032 332 90 220 15 3
32 332 50 110 15 3.0.
Schaftfräser für APKT 1604 PDTR
Bezeichnung
LT 731 W-W-D032/3
25 225 44 100 15 5
LT 731 WL-W-D025/2
40 432 50 115 15 2.5
LT 731 WL-W-D040/4
LT 731 W-W-D025/2
LT 731 W-W-D040/4
LT 731 WL-W-D032/3
Schaftfräser für APKT 100332/40 PDTR
Bezeichnung Preis
Preis
D zd L1 L Ap
LT 745 W-W-D020/3 20 320 30 100 9 7
LT 745 WL-W-D016/2 136,0016 216 35 150 9 10
LT 745 WL-W-D025/4 152,0025 425 40 200 9 5
LT 745 W-W-D016/2 108,0016 216 25 100 9 10
LT 745 W-W-D025/3 132,0025 325 30 120 9 5
LT 745 WL-W-D020/3 148,0020 320 35 150 9 7
LT 745 WL-W-D032/4 176,0032 432 40 200 9 3
LT 745 W-W-D032/5 144,0032 532 30 120 9 3
LT 745 W-W-D020/3 20 320 30 100 9 7
Schaftfräser für APKT 1705 PETR
Bezeichnung PreisD zD1 d L1 L Ap
LT 737 WL-W-D032/3 180,0032 332 32 65 200 16 3.0
LT 737 W-W-D025/2 128,0025 225 20 32 100 16 5.0
LT 737 W-W-D040/4 184,0040 440 32 45 115 16 2.5
LT 737 WL-W-D025/2 164,0025 225 25 40 210 16 5.0
LT 737 WL-W-D040/4 40 440 32 45 200 16 2.5LT 737 WL-W-D040/4 40 440 32 45 200 16 2.5
LT 737 W-W-D032/3 144,0032 332 32 40 110 16 3.0
Dd
Ap
LL1
90°
W
120,00
128,00
144,00
184,00
220,00

Wendeschneidplatten Lamina
25www.precitool.de
Preis
188,00
368,00
740,00
240,00
D
40
80
125
100
160
50
63
z
4
7
9
8
10
5
6
Ap
15
15
15
15
15
15
15
d
16
27
40
32
40
22
22
L
40
50
63
50
63
40
40
1.4
0.8
1.4
-
2.5
2.2
1.8
Aufsteckfräser für APKT 1604 PDTR
50 51522 40 2.2
125 91540 63 0.8
80 71527 50 1.4
Bezeichnung
LT 731 M-W-D040/4
LT 731 M-W-D080/7
LT 731 M-W-D125/9
LT 731 M-W-D100/8
LT 731 M-D-D160/10
LT 731 M-W-D050/5
LT 731 M-W-D063/6
D
d
Ap
L
90°
Aufsteckfräser für APKT 1705 PETR
Bezeichnung
LT 737 M-W-D040/4
LT 737 M-W-D080/7
LT 737 M-W-D125/9
LT 737 M-W-D100/7
LT 737 M-W-D160/10
LT 737 M-W-D050/5
LT 737 M-W-D063/6
Preis
188,00
268,00
512,00
368,00
740,00
212,00
240,00
D D1
40 40
80 80
125 125
100 100
160 160
50 50
63 63
z
4
7
9
7
10
5
6
Ap
16
16
16
16
16
16
16
d
16
27
40
32
40
22
22
L
40
50
63
50
63
40
40
1.4
0.8
1.4
-
2.5
2.2
1.8
Aufsteckfräser für APKT 100332/40 PDTR
Bezeichnung
LT 745 M-W-D040/6
LT 745 M-W-D050/7
Preis
276,00
308 ,00
D
40
50
z
6
7
d
22
22
L
40
40
Ap
9
9
Aufsteckfräser für APKT 1003 PDTR
Bezeichnung
LT 741 M-W-D040/6
LT 741 M-W-D080/11
LT 741 M-W-D050/7
LT 741 M-W-D063/8
Preis
276,00
460,00
308,00
340,00
D
40
80
50
63
z
6
10
7
8
d
16
27
22
22
L
40
50
40
40
Ap
9
9
9
9
1.4
2.5
2.2
1.8
Dd
Ap
L1
90°
Einschraubfräser für APKT 1003 PDTR
Bezeichnung PreisD zd L1 Ap
LT 741 S-W-D016/2 136,0016 2M8 25 9 12
LT 741 S-W-D020/3 152,0020 3M10 30 9 7
LT 741 S-W-D025/4 164,0025 4M12 35 9 5
212,00
264,00
512,00

Wendeschneidplatten Lamina
26 www.precitool.de
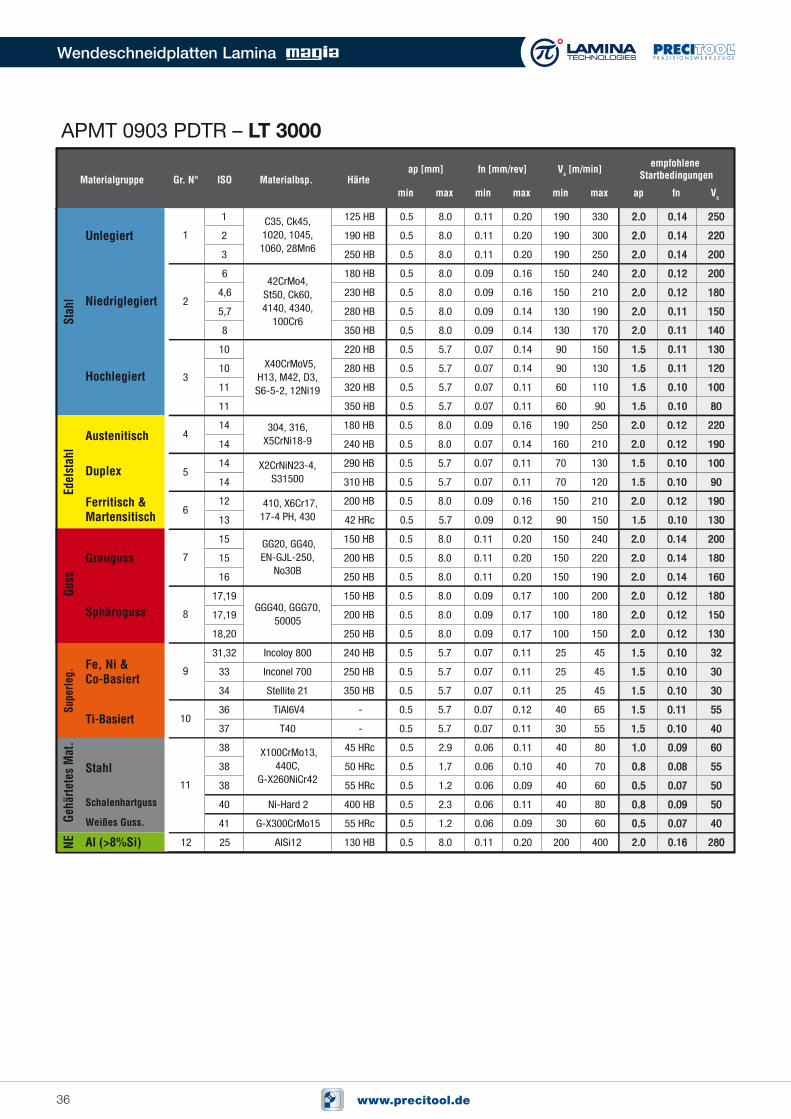
APKT 060204 PDTR – LT3000
1 125 HB 0.3 5.5 0.04 0.13 190 330 1.3 0.07 250
2 190 HB 0.3 5.5 0.04 0.13 190 300 1.3 0.07 220
3 250 HB 0.3 5.5 0.04 0.13 190 250 1.3 0.07 200
6 180 HB 0.3 5.5 0.03 0.10 150 240 1.3 0.06 200
4,6 230 HB 0.3 5.5 0.03 0.10 150 210 1.3 0.06 180
5,7 280 HB 0.3 5.5 0.03 0.09 130 190 1.3 0.05 150
8 350 HB 0.3 5.5 0.03 0.09 130 170 1.3 0.05 140
10 220 HB 0.3 3.9 0.03 0.09 90 150 1.0 0.05 130
10 280 HB 0.3 3.9 0.03 0.09 90 130 1.0 0.05 120
11 320 HB 0.3 3.9 0.03 0.07 60 110 1.0 0.05 100
11 350 HB 0.3 3.9 0.03 0.07 60 90 1.0 0.05 80
14 180 HB 0.3 5.5 0.03 0.10 190 250 1.3 0.06 220
14 240 HB 0.3 5.5 0.03 0.09 160 210 1.3 0.06 190
14 290 HB 0.3 3.9 0.03 0.07 70 130 1.0 0.05 100
14 310 HB 0.3 3.9 0.03 0.07 70 120 1.0 0.05 90
12 200 HB 0.3 5.5 0.03 0.10 150 210 1.3 0.06 190
13 42 HRc 0.3 3.9 0.03 0.08 90 150 1.0 0.05 130
15 150 HB 0.3 5.5 0.04 0.13 150 240 1.3 0.07 200
15 200 HB 0.3 5.5 0.04 0.13 150 220 1.3 0.07 180
16 250 HB 0.3 5.5 0.04 0.13 150 190 1.3 0.07 160
17,19 150 HB 0.3 5.5 0.03 0.11 100 200 1.3 0.06 180
17,19 200 HB 0.3 5.5 0.03 0.11 100 180 1.3 0.06 150
18,20 250 HB 0.3 5.5 0.03 0.11 100 150 1.3 0.06 130
31,32 Incoloy 800 240 HB 0.3 3.9 0.03 0.07 25 45 1.0 0.05 32
33 Inconel 700 250 HB 0.3 3.9 0.03 0.07 25 45 1.0 0.05 30
34 Stellite 21 350 HB 0.3 3.9 0.03 0.07 25 45 1.0 0.05 30
36 TiAl6V4 - 0.3 3.9 0.03 0.08 40 65 1.0 0.05 55
37 T40 - 0.3 3.9 0.03 0.07 30 55 1.0 0.05 40
38 45 HRc 0.3 2.0 0.02 0.07 40 80 0.7 0.04 60
38 50 HRc 0.3 1.2 0.02 0.06 40 70 0.5 0.04 55
38 55 HRc 0.3 0.6 0.02 0.06 40 60 0.3 0.04 50
40 Ni-Hard 2 400 HB 0.3 1.6 0.02 0.07 40 80 0.5 0.04 50
41 G-X300CrMo15 55 HRc 0.3 0.6 0.02 0.06 30 60 0.3 0.04 40
12 25 AlSi12 130 HB 0.3 5.5 0.04 0.13 200 400 1.3 0.08 280
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
c 6 410, X6Cr17, 17-4 PH, 430
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
r 8
Material Group Gr. N°VDI
GroupMaterial
ExemplesHardness
D.O.C [mm] Feed [mm/rev] Vc [m/min]Suggested Starting
Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s Mat
.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
27www.precitool.de
APKT 1003 PDTR – LT3000
1 125 HB 0.5 9.0 0.13 0.26 190 330 2.0 0.17 250
2 190 HB 0.5 9.0 0.13 0.26 190 300 2.0 0.17 220
3 250 HB 0.5 9.0 0.13 0.26 190 250 2.0 0.17 200
6 180 HB 0.5 9.0 0.11 0.21 150 240 2.0 0.15 200
4,6 230 HB 0.5 9.0 0.11 0.21 150 210 2.0 0.15 180
5,7 280 HB 0.5 9.0 0.11 0.18 130 190 2.0 0.13 150
8 350 HB 0.5 9.0 0.11 0.18 130 170 2.0 0.13 140
10 220 HB 0.5 6.4 0.08 0.18 90 150 1.5 0.13 130
10 280 HB 0.5 6.4 0.08 0.18 90 130 1.5 0.13 120
11 320 HB 0.5 6.4 0.08 0.15 60 110 1.5 0.12 100
11 350 HB 0.5 6.4 0.08 0.15 60 90 1.5 0.12 80
14 180 HB 0.5 9.0 0.11 0.21 190 250 2.0 0.15 220
14 240 HB 0.5 9.0 0.08 0.18 160 210 2.0 0.15 190
14 290 HB 0.5 6.4 0.08 0.15 70 130 1.5 0.12 100
14 310 HB 0.5 6.4 0.08 0.15 70 120 1.5 0.12 90
12 200 HB 0.5 9.0 0.11 0.21 150 210 2.0 0.15 190
13 42 HRc 0.5 6.4 0.11 0.16 90 150 1.5 0.12 130
15 150 HB 0.5 9.0 0.13 0.26 150 240 2.0 0.17 200
15 200 HB 0.5 9.0 0.13 0.26 150 220 2.0 0.17 180
16 250 HB 0.5 9.0 0.13 0.26 150 190 2.0 0.17 160
17,19 150 HB 0.5 9.0 0.11 0.23 100 200 2.0 0.15 180
17,19 200 HB 0.5 9.0 0.11 0.23 100 180 2.0 0.15 150
18,20 250 HB 0.5 9.0 0.11 0.23 100 150 2.0 0.15 130
31,32 Incoloy 800 240 HB 0.5 6.4 0.08 0.15 25 45 1.5 0.12 32
33 Inconel 700 250 HB 0.5 6.4 0.08 0.15 25 45 1.5 0.12 30
34 Stellite 21 350 HB 0.5 6.4 0.08 0.15 25 45 1.5 0.12 30
36 TiAl6V4 - 0.5 6.4 0.08 0.16 40 65 1.5 0.13 55
37 T40 - 0.5 6.4 0.08 0.15 30 55 1.5 0.12 40
38 45 HRc 0.5 3.2 0.07 0.15 40 80 1.0 0.10 60
38 50 HRc 0.5 1.9 0.07 0.13 40 70 0.8 0.09 55
38 55 HRc 0.5 1.0 0.07 0.11 40 60 0.5 0.09 50
40 Ni-Hard 2 400 HB 0.5 2.6 0.07 0.15 40 80 0.8 0.10 50
41 G-X300CrMo15 55 HRc 0.5 1.0 0.07 0.11 30 60 0.5 0.09 40
12 25 AlSi12 130 HB 0.5 9.0 0.13 0.26 200 400 2.0 0.18 280
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
ic 6 410, X6Cr17, 17-4 PH, 430
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
ar 8
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
28 www.precitool.de
APKT 100312 PDTR – LT 3000
1 125 HB 0.5 9.0 0.13 0.28 190 330 2.0 0.20 250
2 190 HB 0.5 9.0 0.13 0.28 190 300 2.0 0.20 220
3 250 HB 0.5 9.0 0.13 0.28 190 250 2.0 0.20 200
6 180 HB 0.5 9.0 0.11 0.22 150 240 2.0 0.18 200
4,6 230 HB 0.5 9.0 0.11 0.22 150 210 2.0 0.18 180
5,7 280 HB 0.5 9.0 0.11 0.19 130 190 2.0 0.16 150
8 350 HB 0.5 9.0 0.11 0.19 130 170 2.0 0.16 140
10 220 HB 0.5 6.4 0.08 0.19 90 150 1.5 0.16 130
10 280 HB 0.5 6.4 0.08 0.19 90 130 1.5 0.16 120
11 320 HB 0.5 6.4 0.08 0.16 60 110 1.5 0.14 100
11 350 HB 0.5 6.4 0.08 0.16 60 90 1.5 0.14 80
14 180 HB 0.5 9.0 0.11 0.22 190 250 2.0 0.18 220
14 240 HB 0.5 9.0 0.08 0.19 160 210 2.0 0.18 190
14 290 HB 0.5 6.4 0.08 0.16 70 130 1.5 0.14 100
14 310 HB 0.5 6.4 0.08 0.16 70 120 1.5 0.14 90
12 200 HB 0.5 9.0 0.11 0.22 150 210 2.0 0.18 190
13 42 HRc 0.5 6.4 0.11 0.18 90 150 1.5 0.14 130
15 150 HB 0.5 9.0 0.13 0.28 150 240 2.0 0.20 200
15 200 HB 0.5 9.0 0.13 0.28 150 220 2.0 0.20 180
16 250 HB 0.5 9.0 0.13 0.28 150 190 2.0 0.20 160
17,19 150 HB 0.5 9.0 0.11 0.25 100 200 2.0 0.18 180
17,19 200 HB 0.5 9.0 0.11 0.25 100 180 2.0 0.18 150
18,20 250 HB 0.5 9.0 0.11 0.25 100 150 2.0 0.18 130
31,32 Incoloy 800 240 HB 0.5 6.4 0.08 0.16 25 45 1.5 0.14 32
33 Inconel 700 250 HB 0.5 6.4 0.08 0.16 25 45 1.5 0.14 30
34 Stellite 21 350 HB 0.5 6.4 0.08 0.16 25 45 1.5 0.14 30
36 TiAl6V4 - 0.5 6.4 0.08 0.18 40 65 1.5 0.16 55
37 T40 - 0.5 6.4 0.08 0.16 30 55 1.5 0.14 40
38 45 HRc 0.5 3.2 0.07 0.16 40 80 1.0 0.12 60
38 50 HRc 0.5 1.9 0.07 0.14 40 70 0.8 0.11 55
38 55 HRc 0.5 1.0 0.07 0.12 40 60 0.5 0.11 50
40 Ni-Hard 2 400 HB 0.5 2.6 0.07 0.16 40 80 0.8 0.12 50
41 G-X300CrMo15 55 HRc 0.5 1.0 0.07 0.12 30 60 0.5 0.11 40
12 25 AlSi12 130 HB 0.5 9.0 0.13 0.28 200 400 2.0 0.22 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
29www.precitool.de
APKT 100316 PDTR – LT 3000
1 125 HB 0.5 9.0 0.13 0.28 190 330 2.0 0.20 250
2 190 HB 0.5 9.0 0.13 0.28 190 300 2.0 0.20 220
3 250 HB 0.5 9.0 0.13 0.28 190 250 2.0 0.20 200
6 180 HB 0.5 9.0 0.11 0.22 150 240 2.0 0.18 200
4,6 230 HB 0.5 9.0 0.11 0.22 150 210 2.0 0.18 180
5,7 280 HB 0.5 9.0 0.11 0.19 130 190 2.0 0.16 150
8 350 HB 0.5 9.0 0.11 0.19 130 170 2.0 0.16 140
10 220 HB 0.5 6.4 0.08 0.19 90 150 1.5 0.16 130
10 280 HB 0.5 6.4 0.08 0.19 90 130 1.5 0.16 120
11 320 HB 0.5 6.4 0.08 0.16 60 110 1.5 0.14 100
11 350 HB 0.5 6.4 0.08 0.16 60 90 1.5 0.14 80
14 180 HB 0.5 9.0 0.11 0.22 190 250 2.0 0.18 220
14 240 HB 0.5 9.0 0.08 0.19 160 210 2.0 0.18 190
14 290 HB 0.5 6.4 0.08 0.16 70 130 1.5 0.14 100
14 310 HB 0.5 6.4 0.08 0.16 70 120 1.5 0.14 90
12 200 HB 0.5 9.0 0.11 0.22 150 210 2.0 0.18 190
13 42 HRc 0.5 6.4 0.11 0.18 90 150 1.5 0.14 130
15 150 HB 0.5 9.0 0.13 0.28 150 240 2.0 0.20 200
15 200 HB 0.5 9.0 0.13 0.28 150 220 2.0 0.20 180
16 250 HB 0.5 9.0 0.13 0.28 150 190 2.0 0.20 160
17,19 150 HB 0.5 9.0 0.11 0.25 100 200 2.0 0.18 180
17,19 200 HB 0.5 9.0 0.11 0.25 100 180 2.0 0.18 150
18,20 250 HB 0.5 9.0 0.11 0.25 100 150 2.0 0.18 130
31,32 Incoloy 800 240 HB 0.5 6.4 0.08 0.16 25 45 1.5 0.14 32
33 Inconel 700 250 HB 0.5 6.4 0.08 0.16 25 45 1.5 0.14 30
34 Stellite 21 350 HB 0.5 6.4 0.08 0.16 25 45 1.5 0.14 30
36 TiAl6V4 - 0.5 6.4 0.08 0.18 40 65 1.5 0.16 55
37 T40 - 0.5 6.4 0.08 0.16 30 55 1.5 0.14 40
38 45 HRc 0.5 3.2 0.07 0.16 40 80 1.0 0.12 60
38 50 HRc 0.5 1.9 0.07 0.14 40 70 0.8 0.11 55
38 55 HRc 0.5 1.0 0.07 0.12 40 60 0.5 0.11 50
40 Ni-Hard 2 400 HB 0.5 2.6 0.07 0.16 40 80 0.8 0.12 50
41 G-X300CrMo15 55 HRc 0.5 1.0 0.07 0.12 30 60 0.5 0.11 40
12 25 AlSi12 130 HB 0.5 9.0 0.13 0.28 200 400 2.0 0.22 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N°VDI
GroupMaterial
ExemplesHardness
D.O.C [mm] Feed [mm/rev] Vc [m/min]Suggested Starting
Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
30 www.precitool.de
APKT 100332 PDTR – LT 3000
1 125 HB 0.5 9.0 0.13 0.28 190 330 1.0 0.29 250
2 190 HB 0.5 9.0 0.13 0.28 190 300 1.0 0.29 220
3 250 HB 0.5 9.0 0.13 0.28 190 250 1.0 0.29 200
6 180 HB 0.5 9.0 0.11 0.22 150 240 1.0 0.25 200
4,6 230 HB 0.5 9.0 0.11 0.22 150 210 1.0 0.25 180
5,7 280 HB 0.5 9.0 0.11 0.19 130 190 1.0 0.22 150
8 350 HB 0.5 9.0 0.11 0.19 130 170 1.0 0.22 140
10 220 HB 0.5 6.4 0.08 0.19 90 150 1.0 0.22 130
10 280 HB 0.5 6.4 0.08 0.19 90 130 1.0 0.22 120
11 320 HB 0.5 6.4 0.08 0.16 60 110 1.0 0.20 100
11 350 HB 0.5 6.4 0.08 0.16 60 90 1.0 0.20 80
14 180 HB 0.5 9.0 0.11 0.22 190 250 1.0 0.25 220
14 240 HB 0.5 9.0 0.08 0.19 160 210 1.0 0.25 190
14 290 HB 0.5 6.4 0.08 0.16 70 130 1.0 0.20 100
14 310 HB 0.5 6.4 0.08 0.16 70 120 1.0 0.20 90
12 200 HB 0.5 9.0 0.11 0.22 150 210 1.0 0.25 190
13 42 HRc 0.5 6.4 0.11 0.18 90 150 1.0 0.20 130
15 150 HB 0.5 9.0 0.13 0.28 150 240 1.0 0.29 200
15 200 HB 0.5 9.0 0.13 0.28 150 220 1.0 0.29 180
16 250 HB 0.5 9.0 0.13 0.28 150 190 1.0 0.29 160
17,19 150 HB 0.5 9.0 0.11 0.25 100 200 1.0 0.25 180
17,19 200 HB 0.5 9.0 0.11 0.25 100 180 1.0 0.25 150
18,20 250 HB 0.5 9.0 0.11 0.25 100 150 1.0 0.25 130
31,32 Incoloy 800 240 HB 0.5 6.4 0.08 0.16 25 45 1.0 0.20 32
33 Inconel 700 250 HB 0.5 6.4 0.08 0.16 25 45 1.0 0.20 30
34 Stellite 21 350 HB 0.5 6.4 0.08 0.16 25 45 1.0 0.20 30
36 TiAl6V4 - 0.5 6.4 0.08 0.18 40 65 1.0 0.22 55
37 T40 - 0.5 6.4 0.08 0.16 30 55 1.0 0.20 40
38 45 HRc 0.4 3.2 0.07 0.16 40 80 0.7 0.17 60
38 50 HRc 0.4 1.9 0.07 0.14 40 70 0.7 0.16 55
38 55 HRc 0.4 1.0 0.07 0.12 40 60 0.7 0.15 50
40 Ni-Hard 2 400 HB 0.4 2.6 0.07 0.16 40 80 0.7 0.17 50
41 G-X300CrMo15 55 HRc 0.4 1.0 0.07 0.12 30 60 0.7 0.15 40
12 25 AlSi12 130 HB 0.5 9.0 0.13 0.28 200 400 1.0 0.31 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
31www.precitool.de
APKT 100340 PDTR – LT 3000
1 125 HB 0.5 9.0 0.13 0.46 190 330 1.0 0.35 250
2 190 HB 0.5 9.0 0.13 0.46 190 300 1.0 0.35 220
3 250 HB 0.5 9.0 0.13 0.46 190 250 1.0 0.35 200
6 180 HB 0.5 9.0 0.11 0.36 150 240 1.0 0.30 200
4,6 230 HB 0.5 9.0 0.11 0.36 150 210 1.0 0.30 180
5,7 280 HB 0.5 9.0 0.11 0.32 130 190 1.0 0.27 150
8 350 HB 0.5 9.0 0.11 0.32 130 170 1.0 0.27 140
10 220 HB 0.5 6.4 0.08 0.32 90 150 1.0 0.27 130
10 280 HB 0.5 6.4 0.08 0.32 90 130 1.0 0.27 120
11 320 HB 0.5 6.4 0.08 0.26 60 110 1.0 0.24 100
11 350 HB 0.5 6.4 0.08 0.26 60 90 1.0 0.24 80
14 180 HB 0.5 9.0 0.11 0.36 190 250 1.0 0.30 220
14 240 HB 0.5 9.0 0.08 0.32 160 210 1.0 0.30 190
14 290 HB 0.5 6.4 0.08 0.26 70 130 1.0 0.24 100
14 310 HB 0.5 6.4 0.08 0.26 70 120 1.0 0.24 90
12 200 HB 0.5 9.0 0.11 0.36 150 210 1.0 0.30 190
13 42 HRc 0.5 6.4 0.11 0.29 90 150 1.0 0.24 130
15 150 HB 0.5 9.0 0.13 0.46 150 240 1.0 0.35 200
15 200 HB 0.5 9.0 0.13 0.46 150 220 1.0 0.35 180
16 250 HB 0.5 9.0 0.13 0.46 150 190 1.0 0.35 160
17,19 150 HB 0.5 9.0 0.11 0.41 100 200 1.0 0.30 180
17,19 200 HB 0.5 9.0 0.11 0.41 100 180 1.0 0.30 150
18,20 250 HB 0.5 9.0 0.11 0.41 100 150 1.0 0.30 130
31,32 Incoloy 800 240 HB 0.5 6.4 0.08 0.26 25 45 1.0 0.24 32
33 Inconel 700 250 HB 0.5 6.4 0.08 0.26 25 45 1.0 0.24 30
34 Stellite 21 350 HB 0.5 6.4 0.08 0.26 25 45 1.0 0.24 30
36 TiAl6V4 - 0.5 6.4 0.08 0.29 40 65 1.0 0.27 55
37 T40 - 0.5 6.4 0.08 0.26 30 55 1.0 0.24 40
38 45 HRc 0.4 3.2 0.07 0.26 40 80 0.7 0.21 60
38 50 HRc 0.4 1.9 0.07 0.23 40 70 0.7 0.20 55
38 55 HRc 0.4 1.0 0.07 0.20 40 60 0.7 0.18 50
40 Ni-Hard 2 400 HB 0.4 2.6 0.07 0.26 40 80 0.7 0.21 50
41 G-X300CrMo15 55 HRc 0.4 1.0 0.07 0.20 30 60 0.7 0.18 40
12 25 AlSi12 130 HB 0.5 9.0 0.13 0.46 200 400 1.0 0.38 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N°VDI
GroupMaterial
ExemplesHardness
D.O.C [mm] Feed [mm/rev] Vc [m/min]Suggested Starting
Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
32 www.precitool.de
APKT 1604 PDTR – LT 3000
1 125 HB 0.5 15.0 0.18 0.32 190 330 4.0 0.23 250
2 190 HB 0.5 15.0 0.18 0.32 190 300 4.0 0.23 220
3 250 HB 0.5 15.0 0.18 0.32 190 250 4.0 0.23 200
6 180 HB 0.5 15.0 0.15 0.25 150 240 4.0 0.20 200
4,6 230 HB 0.5 15.0 0.15 0.25 150 210 4.0 0.20 180
5,7 280 HB 0.5 15.0 0.15 0.22 130 190 4.0 0.18 150
8 350 HB 0.5 15.0 0.15 0.22 130 170 4.0 0.18 140
10 220 HB 0.5 10.7 0.12 0.22 90 150 3.0 0.18 130
10 280 HB 0.5 10.7 0.12 0.22 90 130 3.0 0.18 120
11 320 HB 0.5 10.7 0.12 0.18 60 110 3.0 0.16 100
11 350 HB 0.5 10.7 0.12 0.18 60 90 3.0 0.16 80
14 180 HB 0.5 15.0 0.15 0.25 190 250 4.0 0.20 220
14 240 HB 0.5 15.0 0.12 0.22 160 210 4.0 0.20 190
14 290 HB 0.5 10.7 0.12 0.18 70 130 3.0 0.16 100
14 310 HB 0.5 10.7 0.12 0.18 70 120 3.0 0.16 90
12 200 HB 0.5 15.0 0.15 0.25 150 210 4.0 0.20 190
13 42 HRc 0.5 10.7 0.15 0.20 90 150 3.0 0.16 130
15 150 HB 0.5 15.0 0.18 0.32 150 240 4.0 0.23 200
15 200 HB 0.5 15.0 0.18 0.32 150 220 4.0 0.23 180
16 250 HB 0.5 15.0 0.18 0.32 150 190 4.0 0.23 160
17,19 150 HB 0.5 15.0 0.15 0.28 100 200 4.0 0.20 180
17,19 200 HB 0.5 15.0 0.15 0.28 100 180 4.0 0.20 150
18,20 250 HB 0.5 15.0 0.15 0.28 100 150 4.0 0.20 130
31,32 Incoloy 800 240 HB 0.5 10.7 0.12 0.18 25 45 3.0 0.16 32
33 Inconel 700 250 HB 0.5 10.7 0.12 0.18 25 45 3.0 0.16 30
34 Stellite 21 350 HB 0.5 10.7 0.12 0.18 25 45 3.0 0.16 30
36 TiAl6V4 - 0.5 10.7 0.12 0.20 40 65 3.0 0.18 55
37 T40 - 0.5 10.7 0.12 0.18 30 55 3.0 0.16 40
38 45 HRc 0.5 5.4 0.10 0.18 40 80 2.0 0.14 60
38 50 HRc 0.5 3.2 0.10 0.16 40 70 1.5 0.13 55
38 55 HRc 0.5 1.6 0.10 0.14 40 60 1.0 0.12 50
40 Ni-Hard 2 400 HB 0.5 4.3 0.10 0.18 40 80 1.5 0.14 50
41 G-X300CrMo15 55 HRc 0.5 1.6 0.10 0.14 30 60 1.0 0.12 40
12 25 AlSi12 130 HB 0.5 15.0 0.18 0.32 200 400 4.0 0.25 280
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
33www.precitool.de
APKT 160424 PDTR – LT 3000
1 125 HB 0.5 15.0 0.18 0.32 190 330 5.0 0.23 250
2 190 HB 0.5 15.0 0.18 0.32 190 300 5.0 0.23 220
3 250 HB 0.5 15.0 0.18 0.32 190 250 5.0 0.23 200
6 180 HB 0.5 15.0 0.15 0.25 150 240 5.0 0.20 200
4,6 230 HB 0.5 15.0 0.15 0.25 150 210 5.0 0.20 180
5,7 280 HB 0.5 15.0 0.15 0.22 130 190 5.0 0.18 150
8 350 HB 0.5 15.0 0.15 0.22 130 170 5.0 0.18 140
10 220 HB 0.5 10.7 0.12 0.22 90 150 3.8 0.18 130
10 280 HB 0.5 10.7 0.12 0.22 90 130 3.8 0.18 120
11 320 HB 0.5 10.7 0.12 0.18 60 110 3.8 0.16 100
11 350 HB 0.5 10.7 0.12 0.18 60 90 3.8 0.16 80
14 180 HB 0.5 15.0 0.15 0.25 190 250 5.0 0.20 220
14 240 HB 0.5 15.0 0.12 0.22 160 210 5.0 0.20 190
14 290 HB 0.5 10.7 0.12 0.18 70 130 3.8 0.16 100
14 310 HB 0.5 10.7 0.12 0.18 70 120 3.8 0.16 90
12 200 HB 0.5 15.0 0.15 0.25 150 210 5.0 0.20 190
13 42 HRc 0.5 10.7 0.15 0.20 90 150 3.8 0.16 130
15 150 HB 0.5 15.0 0.18 0.32 150 240 5.0 0.23 200
15 200 HB 0.5 15.0 0.18 0.32 150 220 5.0 0.23 180
16 250 HB 0.5 15.0 0.18 0.32 150 190 5.0 0.23 160
17,19 150 HB 0.5 15.0 0.15 0.28 100 200 5.0 0.20 180
17,19 200 HB 0.5 15.0 0.15 0.28 100 180 5.0 0.20 150
18,20 250 HB 0.5 15.0 0.15 0.28 100 150 5.0 0.20 130
31,32 Incoloy 800 240 HB 0.5 10.7 0.12 0.18 25 45 3.8 0.16 32
33 Inconel 700 250 HB 0.5 10.7 0.12 0.18 25 45 3.8 0.16 30
34 Stellite 21 350 HB 0.5 10.7 0.12 0.18 25 45 3.8 0.16 30
36 TiAl6V4 - 0.5 10.7 0.12 0.20 40 65 3.8 0.18 55
37 T40 - 0.5 10.7 0.12 0.18 30 55 3.8 0.16 40
38 45 HRc 0.5 5.4 0.10 0.18 40 80 2.5 0.14 60
38 50 HRc 0.5 3.2 0.10 0.16 40 70 1.9 0.13 55
38 55 HRc 0.5 1.6 0.10 0.14 40 60 1.3 0.12 50
40 Ni-Hard 2 400 HB 0.5 4.3 0.10 0.18 40 80 1.9 0.14 50
41 G-X300CrMo15 55 HRc 0.5 1.6 0.10 0.14 30 60 1.3 0.12 40
12 25 AlSi12 130 HB 0.5 15.0 0.18 0.32 200 400 5.0 0.25 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
34 www.precitool.de
APKT 1705 PDTR – LT 3000
1 125 HB 0.5 15.0 0.18 0.40 190 330 4.0 0.28 250
2 190 HB 0.5 15.0 0.18 0.40 190 300 4.0 0.28 220
3 250 HB 0.5 15.0 0.18 0.40 190 250 4.0 0.28 200
6 180 HB 0.5 15.0 0.15 0.31 150 240 4.0 0.24 200
4,6 230 HB 0.5 15.0 0.15 0.31 150 210 4.0 0.24 180
5,7 280 HB 0.5 15.0 0.15 0.27 130 190 4.0 0.22 150
8 350 HB 0.5 15.0 0.15 0.27 130 170 4.0 0.22 140
10 220 HB 0.5 10.7 0.12 0.27 90 150 3.0 0.22 130
10 280 HB 0.5 10.7 0.12 0.27 90 130 3.0 0.22 120
11 320 HB 0.5 10.7 0.12 0.22 60 110 3.0 0.19 100
11 350 HB 0.5 10.7 0.12 0.22 60 90 3.0 0.19 80
14 180 HB 0.5 15.0 0.15 0.31 190 250 4.0 0.24 220
14 240 HB 0.5 15.0 0.12 0.27 160 210 4.0 0.24 190
14 290 HB 0.5 10.7 0.12 0.22 70 130 3.0 0.19 100
14 310 HB 0.5 10.7 0.12 0.22 70 120 3.0 0.19 90
12 200 HB 0.5 15.0 0.15 0.31 150 210 4.0 0.24 190
13 42 HRc 0.5 10.7 0.15 0.25 90 150 3.0 0.19 130
15 150 HB 0.5 15.0 0.18 0.40 150 240 4.0 0.28 200
15 200 HB 0.5 15.0 0.18 0.40 150 220 4.0 0.28 180
16 250 HB 0.5 15.0 0.18 0.40 150 190 4.0 0.28 160
17,19 150 HB 0.5 15.0 0.15 0.35 100 200 4.0 0.24 180
17,19 200 HB 0.5 15.0 0.15 0.35 100 180 4.0 0.24 150
18,20 250 HB 0.5 15.0 0.15 0.35 100 150 4.0 0.24 130
31,32 Incoloy 800 240 HB 0.5 10.7 0.12 0.22 25 45 3.0 0.19 32
33 Inconel 700 250 HB 0.5 10.7 0.12 0.22 25 45 3.0 0.19 30
34 Stellite 21 350 HB 0.5 10.7 0.12 0.22 25 45 3.0 0.19 30
36 TiAl6V4 - 0.5 10.7 0.12 0.25 40 65 3.0 0.22 55
37 T40 - 0.5 10.7 0.12 0.22 30 55 3.0 0.19 40
38 45 HRc 0.5 5.4 0.10 0.22 40 80 2.0 0.17 60
38 50 HRc 0.5 3.2 0.10 0.20 40 70 1.5 0.16 55
38 55 HRc 0.5 1.6 0.10 0.17 40 60 1.0 0.14 50
40 Ni-Hard 2 400 HB 0.5 4.3 0.10 0.22 40 80 1.5 0.17 50
41 G-X300CrMo15 55 HRc 0.5 1.6 0.10 0.17 30 60 1.0 0.14 40
12 25 AlSi12 130 HB 0.5 15.0 0.18 0.40 200 400 4.0 0.30 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
35www.precitool.de
Einseitige positive Wendeschneidplatte · 2 Schneidkanten · Durch vielseitige Einsatzmöglichkeit
Reduzierung der Werkzeugkosten · Erhöhung der Flexibilität · Drastische Reduzierung des
Lagerbestandes an Wendeschneid- platten
Bezeichnung Größe Dicke Radius RichtungLT3000
Preis pro Stück
APMT 0903 PDTR 9,94 3,38 0,40 Rechts 8,94
APMT 1135 PDTR 11,35 3,52 0,70 Rechts 8,94
APMT 1604 PDTR 17,01 4,82 0,66 Rechts 10,90
INFO
A P M T
Shape Clearance Angle Toleranced ± 0.05m ± 0.08s ± 0.13
11°
Fixing,Chipbreaker
sl
Ø dm
Form Freiwinkel Toleranz
Schaftfräser für APMT 1135 PDTR
Schaftfräser für APMT 1604 PDTR
Aufsteckfräser für APMT 1604 PDTR
Bezeichnung
Bezeichnung
Bezeichnung
Preis
Preis
Preis
D
D
D
z
z
z
d
d
d
L1
L1
L1
L
L
L
Ap
Ap
Ap
LT 760 W-W-D032/3
LT 755 WL-W-D032/5 176,00
32
32
3
5
32
25
100
40
200
200
15
9
LT 755 W-W-D020/3 20 320 35 120 9 7
3
3
LT 760 WL-W-D025/2
LT 755 W-W-D025/4
164,00
130,00
25
25
2
4
25
25
70
40
200
150
15
9
5
4
LT 755 W-W-D020/3 20 320 35 120 9 7
LT 760 WL-W-D040/4 220,0040 432 100 250 15
LT 755 WL-W-D016/2 136,0016 216 30 150 9 12
2.5
LT 760 W-W-D025/2 128,0025 225 50 150 15 5
LT 755 WL-W-D025/4 152,0025 425 40 200 9 4
LT 760 W-W-D040/4 184,0040 432 100 200 15
LT 755 WL-W-D020/2 148,0020 220 35 150 9 7
2.5
LT 760 W-W-D032/3 32 332 100 200 15 3
LT 760 WL-W-D032/3
LT 755 W-W-D032/5
180,00
144,00
32
32
3
5
32
25
100
40
250
150
15
9
LT 755 W-W-D016/2 108,0016 216 30 120 9 12
3
LT 760 M-W-D080/7 268,00 80 727 - 50 15 1.4
LT 760 M-W-D100/8 368,00100 832 - 50 15 1.1
LT 760 M-W-D050/5 212,00 50 522 - 40 15 2.2
LT 760 M-W-D125/9 512,00125 940 - 63 15 0.8
LT 760 M-W-D063/6 240,00 63 622 - 40 15 1.8
3
Dd
Ap
LL1
90°
VPE10 Stück
120,00
144,00
Wendeschneidplatten Lamina
36 www.precitool.de
APMT 0903 PDTR – LT 3000
1 125 HB 0.5 8.0 0.11 0.20 190 330
2 190 HB 0.5 8.0 0.11 0.20 190 300
3 250 HB 0.5 8.0 0.11 0.20 190 250
6 180 HB 0.5 8.0 0.09 0.16 150 240
4,6 230 HB 0.5 8.0 0.09 0.16 150 210
5,7 280 HB 0.5 8.0 0.09 0.14 130 190
8 350 HB 0.5 8.0 0.09 0.14 130 170
10 220 HB 0.5 5.7 0.07 0.14 90 150
10 280 HB 0.5 5.7 0.07 0.14 90 130
11 320 HB 0.5 5.7 0.07 0.11 60 110
11 350 HB 0.5 5.7 0.07 0.11 60 90
14 180 HB 0.5 8.0 0.09 0.16 190 250
14 240 HB 0.5 8.0 0.07 0.14 160 210
14 290 HB 0.5 5.7 0.07 0.11 70 130
14 310 HB 0.5 5.7 0.07 0.11 70 120
12 200 HB 0.5 8.0 0.09 0.16 150 210
13 42 HRc 0.5 5.7 0.09 0.12 90 150
15 150 HB 0.5 8.0 0.11 0.20 150 240
15 200 HB 0.5 8.0 0.11 0.20 150 220
16 250 HB 0.5 8.0 0.11 0.20 150 190
17,19 150 HB 0.5 8.0 0.09 0.17 100 200
17,19 200 HB 0.5 8.0 0.09 0.17 100 180
18,20 250 HB 0.5 8.0 0.09 0.17 100 150
31,32 Incoloy 800 240 HB 0.5 5.7 0.07 0.11 25 45
33 Inconel 700 250 HB 0.5 5.7 0.07 0.11 25 45
34 Stellite 21 350 HB 0.5 5.7 0.07 0.11 25 45
36 TiAl6V4 - 0.5 5.7 0.07 0.12 40 65
37 T40 - 0.5 5.7 0.07 0.11 30 55
38 45 HRc 0.5 2.9 0.06 0.11 40 80
38 50 HRc 0.5 1.7 0.06 0.10 40 70
38 55 HRc 0.5 1.2 0.06 0.09 40 60
40 Ni-Hard 2 400 HB 0.5 2.3 0.06 0.11 40 80
41 G-X300CrMo15 55 HRc 0.5 1.2 0.06 0.09 30 60
12 25 AlSi12 130 HB 0.5 8.0 0.11 0.20 200 400
440C, G11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N°VDI
GroupMaterial
ExemplesHardness
D.O.C [mm] Feed [mm/rev] Vc [m/min]Suggested Starting
Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
37www.precitool.de
APMT 1135 PDTR – LT 3000
1 125 HB 0.5 10.0 0.13 0.22 190 330
2 190 HB 0.5 10.0 0.13 0.22 190 300
3 250 HB 0.5 10.0 0.13 0.22 190 250
6 180 HB 0.5 10.0 0.11 0.18 150 240
4,6 230 HB 0.5 10.0 0.11 0.18 150 210
5,7 280 HB 0.5 10.0 0.11 0.15 130 190
8 350 HB 0.5 10.0 0.11 0.15 130 170
10 220 HB 0.5 7.2 0.08 0.15 90 150
10 280 HB 0.5 7.2 0.08 0.15 90 130
11 320 HB 0.5 7.2 0.08 0.13 60 110
11 350 HB 0.5 7.2 0.08 0.13 60 90
14 180 HB 0.5 10.0 0.11 0.18 190 250
14 240 HB 0.5 10.0 0.08 0.15 160 210
14 290 HB 0.5 7.2 0.08 0.13 70 130
14 310 HB 0.5 7.2 0.08 0.13 70 120
12 200 HB 0.5 10.0 0.11 0.18 150 210
13 42 HRc 0.5 7.2 0.08 0.14 90 150
15 150 HB 0.5 10.0 0.13 0.22 150 240
15 200 HB 0.5 10.0 0.13 0.22 150 220
16 250 HB 0.5 10.0 0.13 0.22 150 190
17,19 150 HB 0.5 10.0 0.11 0.20 100 200
17,19 200 HB 0.5 10.0 0.11 0.20 100 180
18,20 250 HB 0.5 10.0 0.11 0.20 100 150
31,32 Incoloy 800 240 HB 0.5 7.2 0.08 0.13 25 45
33 Inconel 700 250 HB 0.5 7.2 0.08 0.13 25 45
34 Stellite 21 350 HB 0.5 7.2 0.08 0.13 25 45
36 TiAl6V4 - 0.5 7.2 0.08 0.14 40 65
37 T40 - 0.5 7.2 0.08 0.13 30 55
38 45 HRc 0.5 3.6 0.07 0.13 40 80
38 50 HRc 0.5 2.1 0.07 0.11 40 70
38 55 HRc 0.5 1.1 0.07 0.10 40 60
40 Ni-Hard 2 400 HB 0.5 2.9 0.07 0.13 40 80
41 G-X300CrMo15 55 HRc 0.5 1.1 0.07 0.10 30 60
12 25 AlSi12 130 HB 0.5 10.0 0.13 0.22 200 400
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
440C, G11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
38 www.precitool.de
APMT 1604 PDTR – LT 3000
1 125 HB 0.5 15.0 0.16 0.30 190 330 4.0 0.21 250
2 190 HB 0.5 15.0 0.16 0.30 190 300 4.0 0.21 220
3 250 HB 0.5 15.0 0.16 0.30 190 250 4.0 0.21 200
6 180 HB 0.5 15.0 0.14 0.23 150 240 4.0 0.18 200
4,6 230 HB 0.5 15.0 0.14 0.23 150 210 4.0 0.18 180
5,7 280 HB 0.5 15.0 0.14 0.20 130 190 4.0 0.16 150
8 350 HB 0.5 15.0 0.14 0.20 130 170 4.0 0.16 140
10 220 HB 0.5 10.7 0.11 0.20 90 150 3.0 0.16 130
10 280 HB 0.5 10.7 0.11 0.20 90 130 3.0 0.16 120
11 320 HB 0.5 10.7 0.11 0.17 60 110 3.0 0.14 100
11 350 HB 0.5 10.7 0.11 0.17 60 90 3.0 0.14 80
14 180 HB 0.5 15.0 0.14 0.23 190 250 4.0 0.18 220
14 240 HB 0.5 15.0 0.11 0.20 160 210 4.0 0.18 190
14 290 HB 0.5 10.7 0.11 0.17 70 130 3.0 0.14 100
14 310 HB 0.5 10.7 0.11 0.17 70 120 3.0 0.14 90
12 200 HB 0.5 15.0 0.14 0.23 150 210 4.0 0.18 190
13 42 HRc 0.5 10.7 0.14 0.19 90 150 3.0 0.14 130
15 150 HB 0.5 15.0 0.16 0.30 150 240 4.0 0.21 200
15 200 HB 0.5 15.0 0.16 0.30 150 220 4.0 0.21 180
16 250 HB 0.5 15.0 0.16 0.30 150 190 4.0 0.21 160
17,19 150 HB 0.5 15.0 0.14 0.26 100 200 4.0 0.18 180
17,19 200 HB 0.5 15.0 0.14 0.26 100 180 4.0 0.18 150
18,20 250 HB 0.5 15.0 0.14 0.26 100 150 4.0 0.18 130
31,32 Incoloy 800 240 HB 0.5 10.7 0.11 0.17 25 45 3.0 0.14 32
33 Inconel 700 250 HB 0.5 10.7 0.11 0.17 25 45 3.0 0.14 30
34 Stellite 21 350 HB 0.5 10.7 0.11 0.17 25 45 3.0 0.14 30
36 TiAl6V4 - 0.5 10.7 0.11 0.19 40 65 3.0 0.16 55
37 T40 - 0.5 10.7 0.11 0.17 30 55 3.0 0.14 40
38 45 HRc 0.5 5.4 0.09 0.17 40 80 2.0 0.13 60
38 50 HRc 0.5 3.2 0.09 0.15 40 70 1.5 0.12 55
38 55 HRc 0.5 1.6 0.09 0.13 40 60 1.0 0.11 50
40 Ni-Hard 2 400 HB 0.5 4.3 0.09 0.17 40 80 1.5 0.13 50
41 G-X300CrMo15 55 HRc 0.5 1.6 0.09 0.13 30 60 1.0 0.11 40
12 25 AlSi12 130 HB 0.5 15.0 0.16 0.30 200 400 4.0 0.23 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 X40CrMoV5, H13, M42, D3, S6-5-2, 12Ni19
4304, 316,
X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N°VDI
GroupMaterial
ExemplesHardness
D.O.C [mm] Feed [mm/rev] Vc [m/min]Suggested Starting
Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)
FProduktivität
1, 2, 3, 46, 7, 8, 1110, 125, 9
NeinNeinJaJaKühlung
Edelstahl
VC
Anwendungsleitfaden Bearbeitungs-empfehlungen
g
Zirkularfräsen PlanfräsenNutenfräsenEckfräsen
TauchfräsenHelixfräsen, ZirkularfräsenRampenfräsen

Wendeschneidplatten Lamina
39www.precitool.de
SNKX 1607-45SNKX 1205-45
EMPFEHLUNG FÜR DAS PLANFRÄSENSNKX
Anwendungsleitfaden
Anfasen Planfräsen
FProduktivität
1, 2, 3, 46, 7, 8, 1110, 125, 9
NeinNeinJaJaKühlung
Edelstahl
VC
Bearbeitungs-empfehlungen

Wendeschneidplatten Lamina
40 www.precitool.de
Doppelseitige negative Wendeschneidplatte · 8 Schneidkanten · Durch vielseitige Einsatzmöglichkeit
Reduzierung der Werkzeugkosten · Erhöhung der Flexibilität · Drastische Reduzierung des
Lagerbestandes an Wendeschneid- platten
INFO
Bezeichnung Größe Dicke Radius RichtungLT3000
Preis pro Stück
SNKX 1205-45 12,70 6,20 0,85 Neutral 16,22
SNKX 1607-45 16,70 7,70 0,85 Neutral 16,98
S N K X
Shape Toleranced ± 0.05m ± 0.013s ± 0.025
90° 0°
Clearance Angle
l
mØ d
Fixing,Chipbreaker
ss
Form Freiwinkel Toleranz Klemmung, Spanbrecher
Aufsteckfräser für SNKX 1205-45°
Bezeichnung
LT 946 M-W-D063/6
LT 946 M-W-D100/8
LT 946 M-W-D160/12
LT 946 M-W-D050/4
LT 946 M-W-D080/7
LT 946 M-W-D125/10
Preis
276,00
394,00
740,00
228,00
352,00
456,00
D
77
114
174
64
94
139
z
6
8
12
4
7
10
Ap
6
6
6
6
6
6
D1
63
100
160
50
80
125
d
22
32
40
22
27
40
L
48
50
63
48
50
63
DD1
d
Ap
L
45°
Aufsteckfräser für SNKX 1607-45°
Bezeichnung
LT 947 M-W-D063/5
LT 947 M-W-D160/10
LT 947 M-W-D100/7
LT 947 M-W-D250/14
LT 947 M-W-D050/4
LT 947 M-W-D080/6
LT 947 M-W-D200/12
LT 947 M-W-D125/8
Preis
276,00
740,00
404,00
1300,00
228,00
352,00
1125,00
476,00
D
82
119
69
99
144
179
269
219
z
5
7
4
6
8
10
14
12
Ap
7
7
7
7
7
7
7
7
D1
63
100
50
80
125
160
250
200
d
22
32
22
27
40
40
60
60
L
50
63
50
50
63
63
63
63
VPE10 Stück

Wendeschneidplatten Lamina
41www.precitool.de
SNKX 1205-45° – LT 3000
1 125 HB 0.5 5.0 0.16 0.34 190 330 3.0 0.30 250
2 190 HB 0.5 5.0 0.16 0.34 190 300 3.0 0.30 220
3 250 HB 0.5 5.0 0.16 0.34 190 250 3.0 0.30 200
6 180 HB 0.5 5.0 0.14 0.28 150 240 3.0 0.26 200
4,6 230 HB 0.5 5.0 0.14 0.28 150 210 3.0 0.26 180
5,7 280 HB 0.5 5.0 0.14 0.26 130 190 3.0 0.24 150
8 350 HB 0.5 5.0 0.14 0.26 130 170 3.0 0.24 140
10 220 HB 0.5 5.0 0.11 0.28 90 150 3.0 0.26 130
10 280 HB 0.5 5.0 0.11 0.28 90 130 3.0 0.26 120
11 320 HB 0.5 5.0 0.11 0.24 60 110 3.0 0.22 100
11 350 HB 0.5 5.0 0.11 0.24 60 90 3.0 0.22 80
14 180 HB 0.5 5.0 0.14 0.30 190 250 3.0 0.26 220
14 240 HB 0.5 5.0 0.11 0.30 160 210 3.0 0.26 190
14 290 HB 0.5 4.0 0.11 0.25 70 130 2.5 0.22 100
14 310 HB 0.5 4.0 0.11 0.25 70 120 2.5 0.22 90
12 200 HB 0.5 5.0 0.14 0.30 150 210 3.0 0.26 190
13 42 HRc 0.5 4.0 0.14 0.25 90 150 3.0 0.22 130
15 150 HB 0.5 5.0 0.17 0.34 150 240 3.0 0.30 200
15 200 HB 0.5 5.0 0.17 0.34 150 220 3.0 0.30 180
16 250 HB 0.5 5.0 0.17 0.34 150 190 3.0 0.30 160
17,19 150 HB 0.5 5.0 0.14 0.30 100 200 3.0 0.27 180
17,19 200 HB 0.5 5.0 0.14 0.30 100 180 3.0 0.27 150
18,20 250 HB 0.5 5.0 0.14 0.30 100 150 3.0 0.27 130
31,32 Incoloy 800 240 HB 0.5 4.0 0.11 0.20 25 45 2.5 0.18 32
33 Inconel 700 250 HB 0.5 4.0 0.11 0.20 25 45 2.5 0.18 30
34 Stellite 21 350 HB 0.5 4.0 0.11 0.20 25 45 2.5 0.18 30
36 TiAl6V4 - 0.5 4.0 0.11 0.25 40 65 2.5 0.23 55
37 T40 - 0.5 4.0 0.11 0.23 30 55 2.5 0.20 40
38 45 HRc 0.4 2.0 0.10 0.22 40 80 1.3 0.18 60
38 50 HRc 0.4 2.0 0.10 0.20 40 70 1.3 0.16 55
38 55 HRc 0.4 1.0 0.10 0.18 40 60 1.0 0.15 50
40 Ni-Hard 2 400 HB 0.4 2.0 0.10 0.22 40 80 1.3 0.19 50
41 G-X300CrMo15 55 HRc 0.4 1.0 0.10 0.20 30 60 1.0 0.17 40
12 25 AlSi12 130 HB 0.5 5.0 0.17 0.36 200 400 3.0 0.30 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
42 www.precitool.de
SNKX 1607-45° – LT 3000
1 125 HB 0.5 6.5 0.16 0.58 190 330 4.0 0.46 250
2 190 HB 0.5 6.5 0.16 0.58 190 300 4.0 0.46 220
3 250 HB 0.5 6.5 0.16 0.58 190 250 4.0 0.46 200
6 180 HB 0.5 6.5 0.14 0.50 150 240 4.0 0.40 200
4,6 230 HB 0.5 6.5 0.14 0.50 150 210 4.0 0.40 180
5,7 280 HB 0.5 6.5 0.14 0.44 130 190 4.0 0.36 150
8 350 HB 0.5 6.5 0.14 0.44 130 170 4.0 0.36 140
10 220 HB 0.5 6.5 0.11 0.44 90 150 3.0 0.36 130
10 280 HB 0.5 6.5 0.11 0.44 90 130 3.0 0.36 120
11 320 HB 0.5 6.5 0.11 0.36 60 110 3.0 0.32 100
11 350 HB 0.5 6.5 0.11 0.36 60 90 3.0 0.32 80
14 180 HB 0.5 6.5 0.14 0.44 190 250 4.0 0.34 220
14 240 HB 0.5 6.5 0.11 0.40 160 210 4.0 0.34 190
14 290 HB 0.5 5.0 0.11 0.36 70 130 3.0 0.30 100
14 310 HB 0.5 5.0 0.11 0.36 70 120 3.0 0.30 90
12 200 HB 0.5 6.5 0.14 0.44 150 210 4.0 0.34 190
13 42 HRc 0.5 5.0 0.14 0.40 90 150 3.0 0.30 130
15 150 HB 0.5 6.5 0.17 0.58 150 240 4.0 0.46 200
15 200 HB 0.5 6.5 0.17 0.58 150 220 4.0 0.46 180
16 250 HB 0.5 6.5 0.17 0.58 150 190 4.0 0.46 160
17,19 150 HB 0.5 6.5 0.14 0.52 100 200 4.0 0.40 180
17,19 200 HB 0.5 6.5 0.14 0.52 100 180 4.0 0.40 150
18,20 250 HB 0.5 6.5 0.14 0.52 100 150 4.0 0.40 130
31,32 Incoloy 800 240 HB 0.5 5.0 0.11 0.36 25 45 3.0 0.30 32
33 Inconel 700 250 HB 0.5 5.0 0.11 0.36 25 45 3.0 0.30 30
34 Stellite 21 350 HB 0.5 5.0 0.11 0.36 25 45 3.0 0.30 30
36 TiAl6V4 - 0.5 5.0 0.11 0.40 40 65 3.0 0.34 55
37 T40 - 0.5 5.0 0.11 0.36 30 55 3.0 0.30 40
38 45 HRc 0.4 3.0 0.10 0.36 40 80 2.0 0.28 60
38 50 HRc 0.4 3.0 0.10 0.32 40 70 1.5 0.26 55
38 55 HRc 0.4 1.5 0.10 0.28 40 60 1.0 0.24 50
40 Ni-Hard 2 400 HB 0.4 3.0 0.10 0.36 40 80 1.5 0.28 50
41 G-X300CrMo15 55 HRc 0.4 1.5 0.10 0.28 30 60 1.0 0.24 40
12 25 AlSi12 130 HB 0.5 6.5 0.17 0.60 200 400 4.0 0.50 280
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
Material Group Gr. N°VDI
GroupMaterial
ExemplesHardness
D.O.C [mm] Feed [mm/rev] Vc [m/min]Suggested Starting
Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
43www.precitool.de
Bezeichnung Größe Dicke Radius RichtungLT3000
Preis pro Stück
SEKT 12T3 AGSN 13,40 3,97 1,20 Neutral 10,90
SEKT 1204 AFTN 12,70 4,76 0,85 Neutral 10,90
Einseitige positive Wendeschneidplatte · 4 Schneidkanten · Durch vielseitige Einsatzmöglichkeit
Reduzierung der Werkzeugkosten · Erhöhung der Flexibilität · Drastische Reduzierung des
Lagerbestandes an Wendeschneid- platten
INFO
S E K T
Shape Clearance Angle Toleranced ± 0.08m ± 0.013s ± 0.025
90°l
mØ d
20°
Fixing,Chipbreaker
sForm Freiwinkel Toleranz Klemmung,
Spanbrecher
Aufsteckfräser für SEKT 1204 AFTN
Bezeichnung
LT 600 M-W-D050/4
LT 600 M-W-D040/3
LT 600 M-W-D100/6
LT 600 M-D-D160/8
LT 600 M-W-D063/5
LT 600 M-W-D080/6
LT 600 M-W-D125/7
Preis
240,00
212,00
404,00
740,00
272,00
312,00
524,00
D
63
53
113
173
76
93
138
z
4
3
6
8
5
6
7
Ap
6
6
6
6
6
6
6
D1
50
40
100
160
63
80
125
d
22
16
32
40
22
27
40
L
48
40
50
63
48
50
63
Aufsteckfräser für SEKT 12T3 AFTN
Bezeichnung
LT 610 M-W-D050/4
LT 610 M-W-D040/3
LT 610 M-W-D100/6
LT 610 M-D-D160/8
LT 610 M-W-D063/5
LT 610 M-W-D080/6
LT 610 M-W-D125/7
Preis
240,00
212,00
404,00
740,00
276,00
312,00
520,00
D
63
53
113
173
76
93
138
z
4
3
6
8
5
6
7
Ap
6
6
6
6
6
6
6
D1
50
40
100
160
63
80
125
d
22
16
32
40
22
27
40
L
48
40
50
63
48
50
63
DD1
d
Ap
L
45°
FProduktivität
1, 2, 3, 46, 7, 8, 1110, 125, 9
NeinNeinJaJaKühlung
Edelstahl
VC
Bearbeitungs-empfehlungen
Anwendungsleitfaden
Anfasen Planfräsen
VPE10 Stück

Wendeschneidplatten Lamina
44 www.precitool.de
1 125 HB 0.5 7.0 0.18 0.46 190 330 3.0 0.34 250
2 190 HB 0.5 7.0 0.18 0.46 190 300 3.0 0.34 220
3 250 HB 0.5 7.0 0.18 0.46 190 250 3.0 0.34 200
6 180 HB 0.5 7.0 0.15 0.36 150 240 3.0 0.30 200
4,6 230 HB 0.5 7.0 0.15 0.36 150 210 3.0 0.30 180
5,7 280 HB 0.5 7.0 0.15 0.32 130 190 3.0 0.27 150
8 350 HB 0.5 7.0 0.15 0.32 130 170 3.0 0.27 140
10 220 HB 0.5 5.0 0.12 0.32 90 150 2.3 0.27 130
10 280 HB 0.5 5.0 0.12 0.32 90 130 2.3 0.27 120
11 320 HB 0.5 5.0 0.12 0.26 60 110 2.3 0.24 100
11 350 HB 0.5 5.0 0.12 0.26 60 90 2.3 0.24 80
14 180 HB 0.5 7.0 0.15 0.32 190 250 3.0 0.27 220
14 240 HB 0.5 7.0 0.12 0.29 160 210 3.0 0.27 190
14 290 HB 0.5 5.0 0.12 0.26 70 130 2.3 0.24 100
14 310 HB 0.5 5.0 0.12 0.26 70 120 2.3 0.24 90
12 200 HB 0.5 7.0 0.15 0.32 150 210 3.0 0.27 190
13 42 HRc 0.5 5.0 0.15 0.26 90 150 2.3 0.24 130
15 150 HB 0.5 7.0 0.18 0.46 150 240 3.0 0.34 200
15 200 HB 0.5 7.0 0.18 0.46 150 220 3.0 0.34 180
16 250 HB 0.5 7.0 0.18 0.46 150 190 3.0 0.34 160
17,19 150 HB 0.5 7.0 0.15 0.41 100 200 3.0 0.30 180
17,19 200 HB 0.5 7.0 0.15 0.41 100 180 3.0 0.30 150
18,20 250 HB 0.5 7.0 0.15 0.41 100 150 3.0 0.30 130
31,32 Incoloy 800 240 HB 0.5 5.0 0.12 0.26 25 45 2.3 0.24 32
33 Inconel 700 250 HB 0.5 5.0 0.12 0.26 25 45 2.3 0.24 30
34 Stellite 21 350 HB 0.5 5.0 0.12 0.26 25 45 2.3 0.24 30
36 TiAl6V4 - 0.5 5.0 0.12 0.29 40 65 2.3 0.27 55
37 T40 - 0.5 5.0 0.12 0.26 30 55 2.3 0.24 40
38 45 HRc 0.5 2.5 0.10 0.26 40 80 1.5 0.21 60
38 50 HRc 0.5 1.8 0.10 0.23 40 70 1.1 0.19 55
38 55 HRc 0.5 1.5 0.10 0.20 40 60 0.8 0.18 50
40 Ni-Hard 2 400 HB 0.5 2.0 0.10 0.26 40 80 1.1 0.21 50
41 G-X300CrMo15 55 HRc 0.5 1.5 0.10 0.20 30 60 0.8 0.18 40
12 25 AlSi12 130 HB 0.5 7.0 0.18 0.46 200 400 3.0 0.37 280
1C35, Ck45, 1020, 1045, 1060, 28Mn6
2
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
SEKT 1204 AFTN – LT 3000
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)
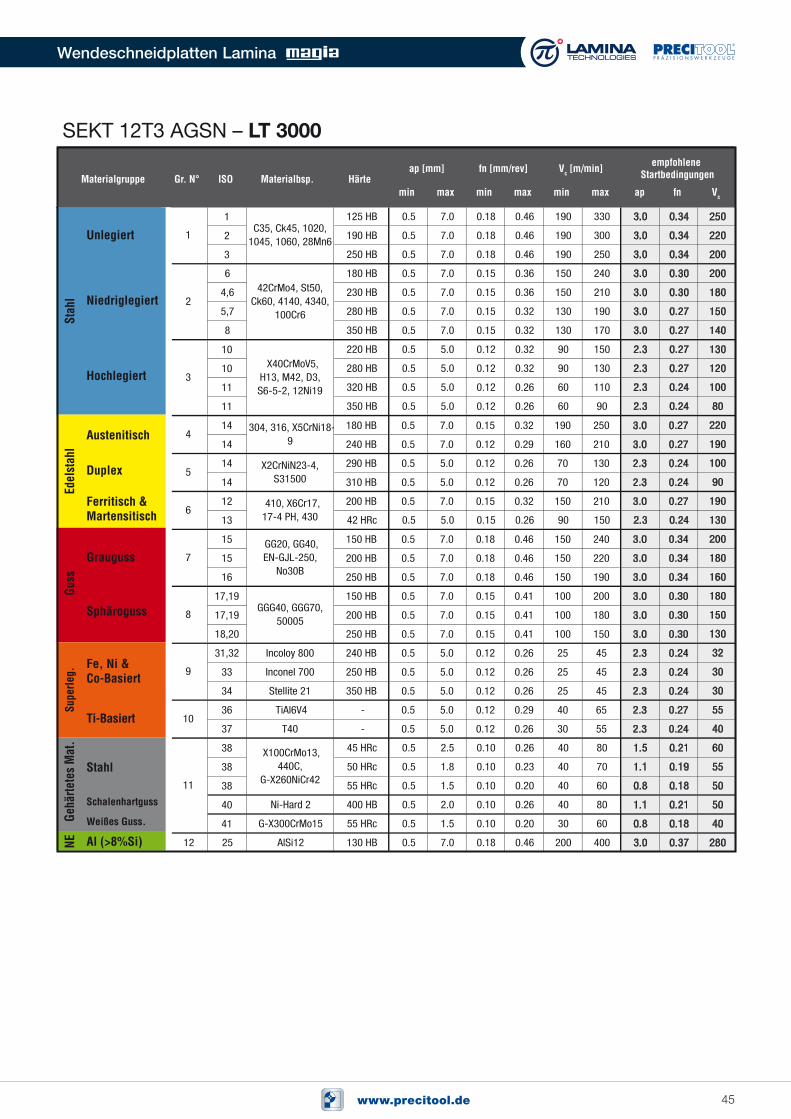
Wendeschneidplatten Lamina
45www.precitool.de
SEKT 12T3 AGSN – LT 3000
1 125 HB 0.5 7.0 0.18 0.46 190 330 3.0 0.34 250
2 190 HB 0.5 7.0 0.18 0.46 190 300 3.0 0.34 220
3 250 HB 0.5 7.0 0.18 0.46 190 250 3.0 0.34 200
6 180 HB 0.5 7.0 0.15 0.36 150 240 3.0 0.30 200
4,6 230 HB 0.5 7.0 0.15 0.36 150 210 3.0 0.30 180
5,7 280 HB 0.5 7.0 0.15 0.32 130 190 3.0 0.27 150
8 350 HB 0.5 7.0 0.15 0.32 130 170 3.0 0.27 140
10 220 HB 0.5 5.0 0.12 0.32 90 150 2.3 0.27 130
10 280 HB 0.5 5.0 0.12 0.32 90 130 2.3 0.27 120
11 320 HB 0.5 5.0 0.12 0.26 60 110 2.3 0.24 100
11 350 HB 0.5 5.0 0.12 0.26 60 90 2.3 0.24 80
14 180 HB 0.5 7.0 0.15 0.32 190 250 3.0 0.27 220
14 240 HB 0.5 7.0 0.12 0.29 160 210 3.0 0.27 190
14 290 HB 0.5 5.0 0.12 0.26 70 130 2.3 0.24 100
14 310 HB 0.5 5.0 0.12 0.26 70 120 2.3 0.24 90
12 200 HB 0.5 7.0 0.15 0.32 150 210 3.0 0.27 190
13 42 HRc 0.5 5.0 0.15 0.26 90 150 2.3 0.24 130
15 150 HB 0.5 7.0 0.18 0.46 150 240 3.0 0.34 200
15 200 HB 0.5 7.0 0.18 0.46 150 220 3.0 0.34 180
16 250 HB 0.5 7.0 0.18 0.46 150 190 3.0 0.34 160
17,19 150 HB 0.5 7.0 0.15 0.41 100 200 3.0 0.30 180
17,19 200 HB 0.5 7.0 0.15 0.41 100 180 3.0 0.30 150
18,20 250 HB 0.5 7.0 0.15 0.41 100 150 3.0 0.30 130
31,32 Incoloy 800 240 HB 0.5 5.0 0.12 0.26 25 45 2.3 0.24 32
33 Inconel 700 250 HB 0.5 5.0 0.12 0.26 25 45 2.3 0.24 30
34 Stellite 21 350 HB 0.5 5.0 0.12 0.26 25 45 2.3 0.24 30
36 TiAl6V4 - 0.5 5.0 0.12 0.29 40 65 2.3 0.27 55
37 T40 - 0.5 5.0 0.12 0.26 30 55 2.3 0.24 40
38 45 HRc 0.5 2.5 0.10 0.26 40 80 1.5 0.21 60
38 50 HRc 0.5 1.8 0.10 0.23 40 70 1.1 0.19 55
38 55 HRc 0.5 1.5 0.10 0.20 40 60 0.8 0.18 50
40 Ni-Hard 2 400 HB 0.5 2.0 0.10 0.26 40 80 1.1 0.21 50
41 G-X300CrMo15 55 HRc 0.5 1.5 0.10 0.20 30 60 0.8 0.18 40
12 25 AlSi12 130 HB 0.5 7.0 0.18 0.46 200 400 3.0 0.37 280
1C35, Ck45, 1020,
1045, 1060, 28Mn6
242CrMo4, St50,
Ck60, 4140, 4340, 100Cr6
3 X40CrMoV5, H13, M42, D3, S6-5-2, 12Ni19
4304, 316, X5CrNi18-
9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
X100CrMo13, 440C,
G-X260NiCr42 11
GGG40, GGG70, 50005
9
10
7 GG20, GG40, EN-GJL-250,
No30B
8
Material Group Gr. N°VDI
GroupMaterial
ExemplesHardness
D.O.C [mm] Feed [mm/rev] Vc [m/min]Suggested Starting
Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
46 www.precitool.de
SDKX 1205-HFProgram Radius 2.5 mm
SDKX 0904-HFProgram Radius 2.0 mm
EMPFEHLUNG FÜR DAS HOCHVORSCHUBFRÄSENSDKX
Anwendungsleitfaden
Kopierfräsen TauchfräsenHelixfräsen, Zirkularfräsen
Planfräsen
Zirkularfräsen
Rampenfräsen
FProduktivität
1, 2, 3, 46, 7, 8, 1110, 125, 9
NeinNeinJaJaKühlung
Edelstahl
VC
Bearbeitungs-empfehlungen

Wendeschneidplatten Lamina
47www.precitool.de
Bezeichnung Größe Dicke Radius RichtungLT3000
Preis pro Stück
SDKX 0904 - HF 9,52 4,76 2,0 Rechts 13,74
SDKX 1205 - HF 12,70 5,56 2,5 Rechts 15,12
Shape Clearance Angle Toleranced ± 0.08m ± 0.013s ± 0.025
90°l
mØ d
15°
Fixing,Chipbreaker
sForm Freiwinkel Toleranz Klemmung,
Spanbrecher
Schaftfräser für SDKX 0904 HF
Bezeichnung
LT 902 W-W-D025/2
LT 902 WL-W-D025/2
LT 902 WL-W-D032/3
LT 902 W-W-D032/3
Preis
188,00
204,00
240,00
232,00
D
25
25
32
32
z
2
2
3
3
Ap
1.5
1.5
1.5
1.5
D1
9.6
9.6
16.6
16.6
d L L1
25
25
120 60
120 60
32 120 60
32 200 60
3.5
3.5
2.0
2.0
d
L1
DD1
Ap
Schaftfräser für SDKX 1205 HF
Bezeichnung
LT 903 WL-W-D032/2
LT 903 W-W-D032/2
Preis
232,00
222,00
D
32
32
z
2
2
Ap
2
2
D1
11
11
d L L1
32
32
200 60
200 60
2.0
2.0
Einseitige positive Wendeschneidplatte · 4 Schneidkanten · Reduzierung der Werkzeugkosten durch vielseitige · Einsatzmöglichkeiten · Erhöhung der Flexibilität · Drastische Reduzierung des Lagerbestandes an · Wendeschneidplatten
INFO
VPE10 Stück
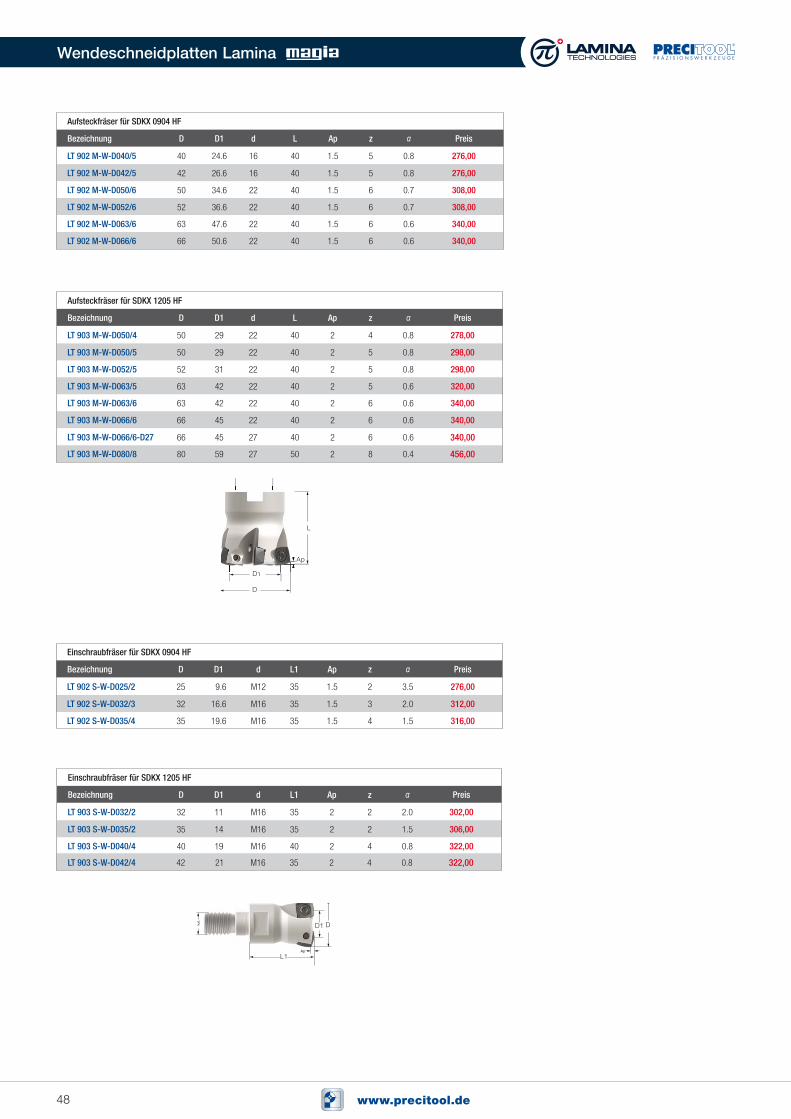
Wendeschneidplatten Lamina
48 www.precitool.de
D
D1
Ap
L
D1
Aufsteckfräser für SDKX 0904 HF
Bezeichnung
LT 902 M-W-D042/5
LT 902 M-W-D040/5
LT 902 M-W-D050/6
LT 902 M-W-D063/6
LT 902 M-W-D052/6
LT 902 M-W-D066/6
Preis
276,00
276,00
308,00
340,00
308,00
340,00
D
42
40
50
63
52
66
z
5
5
6
6
6
6
Ap
1.5
1.5
1.5
1.5
1.5
1.5
D1
26.6
24.6
34.6
47.6
36.6
50.6
d L
16
16
40
40
22
22
40
40
22
22
40
40
0.8
0.8
0.7
0.6
0.7
0.6
Aufsteckfräser für SDKX 1205 HF
Bezeichnung
LT 903 M-W-D050/5
LT 903 M-W-D050/4
LT 903 M-W-D052/5
LT 903 M-W-D063/6
LT 903 M-W-D063/5
LT 903 M-W-D066/6
LT 903 M-W-D080/8
LT 903 M-W-D066/6-D27
Preis
298,00
278,00
298,00
340,00
320,00
340,00
456,00
340,00
D
50
50
52
63
63
66
80
66
z
5
4
5
6
5
6
8
6
Ap
2
2
2
2
2
2
2
2
D1
29
29
31
42
42
45
59
45
d L
22
22
40
40
22
22
40
40
22
22
27
27
40
40
50
40
0.8
0.8
0.8
0.6
0.6
0.6
0.4
0.6
d
Ap
L1
DD1
Einschraubfräser für SDKX 0904 HF
Bezeichnung
LT 902 S-W-D032/3
LT 902 S-W-D025/2
LT 902 S-W-D035/4
Preis
312,00
276,00
316,00
D
32
25
35
z
3
2
4
Ap
1.5
1.5
1.5
D1
16.6
9.6
19.6
d L1
M16
M12
35
35
M16 35
2.0
3.5
1.5
Einschraubfräser für SDKX 1205 HF
Bezeichnung
LT 903 S-W-D035/2
LT 903 S-W-D042/4
LT 903 S-W-D032/2
LT 903 S-W-D040/4
Preis
306,00
322,00
302,00
322,00
D
35
42
32
40
z
2
4
2
4
Ap
2
2
2
2
D1
14
21
11
19
d L1
M16
M16
M16
35
35
35
M16 40
1.5
0.8
2.0
0.8

Wendeschneidplatten Lamina
49www.precitool.de
SDKX 0904 HF – LT 3000
1 125 HB 0.3 1.5 0.30 2.00 190 330
2 190 HB 0.3 1.5 0.30 2.00 190 300
3 250 HB 0.3 1.5 0.30 2.00 190 250
6 180 HB 0.3 1.2 0.30 1.80 150 240
4,6 230 HB 0.3 1.2 0.30 1.80 150 210
5,7 280 HB 0.3 1.2 0.30 1.80 130 190
8 350 HB 0.3 1.2 0.30 1.80 130 170
10 220 HB 0.3 1.2 0.30 1.60 90 150
10 280 HB 0.3 1.1 0.30 1.60 90 130
11 320 HB 0.3 1.0 0.30 1.60 60 110
11 350 HB 0.3 1.0 0.30 1.60 60 90
14 180 HB 0.3 1.3 0.30 1.00 190 250
14 240 HB 0.3 1.3 0.30 1.00 160 210
14 290 HB 0.3 1.1 0.30 0.60 70 130
14 310 HB 0.3 1.1 0.30 0.60 70 120
12 200 HB 0.3 1.2 0.30 0.70 150 210
13 42 HRc 0.3 1.0 0.30 0.60 90 150
15 150 HB 0.3 1.5 0.30 2.00 150 240
15 200 HB 0.3 1.5 0.30 2.00 150 220
16 250 HB 0.3 1.5 0.30 2.00 150 190
17,19 150 HB 0.3 1.5 0.30 1.80 100 200
17,19 200 HB 0.3 1.5 0.30 1.80 100 180
18,20 250 HB 0.3 1.5 0.30 1.80 100 150
31,32 Incoloy 800 240 HB 0.3 1.4 0.30 0.80 25 45
33 Inconel 700 250 HB 0.3 1.4 0.30 0.80 25 45
34 Stellite 21 350 HB 0.3 1.4 0.30 0.80 25 45
36 TiAl6V4 - 0.3 1.4 0.30 0.70 40 65
37 T40 - 0.3 1.5 0.30 0.70 30 55
38 45 HRc 0.3 0.6 0.30 1.20 40 80
38 50 HRc 0.3 0.5 0.30 1.00 40 70
38 55 HRc 0.3 0.5 0.30 0.80 40 60
40 Ni-Hard 2 400 HB 0.3 0.5 0.30 0.80 40 80
41 G-X300CrMo15 55 HRc 0.3 0.5 0.30 0.80 30 60
12 25 AlSi12 130 HB 0.3 1.5 0.30 1.00 200 400
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
2
1C35, Ck45, 1020, 1045, 1060, 28Mn6
3 H13, M42, D3, S6-5-2, 12Ni19
4X5CrNi18-9
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
GG20, GG40, EN-GJL-250,
No30B
11
8GGG40, GGG70,
50005
9
10
7
Material Group Gr. N°VDI
GroupMaterial
ExemplesHardness
D.O.C [mm] Feed [mm/rev] Vc [m/min]Suggested Starting
Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
50 www.precitool.de
SDKX 1205-HF – LT 3000
1 125 HB 0.3 2.0 0.30 3.00 190 330
2 190 HB 0.3 2.0 0.30 3.00 190 300
3 250 HB 0.3 2.0 0.30 3.00 190 250
6 180 HB 0.3 1.6 0.30 2.80 150 240
4,6 230 HB 0.3 1.6 0.30 2.80 150 210
5,7 280 HB 0.3 1.6 0.30 2.80 130 190
8 350 HB 0.3 1.6 0.30 2.50 130 170
10 220 HB 0.3 1.6 0.30 2.50 90 150
10 280 HB 0.3 1.3 0.30 2.20 90 130
11 320 HB 0.3 1.1 0.30 2.00 60 110
11 350 HB 0.3 1.1 0.30 1.80 60 90
14 180 HB 0.3 1.5 0.30 1.10 190 250
14 240 HB 0.3 1.5 0.30 1.10 160 210
14 290 HB 0.3 1.2 0.30 0.70 70 130
14 310 HB 0.3 1.2 0.30 0.70 70 120
12 200 HB 0.3 1.5 0.30 0.80 150 210
13 42 HRc 0.3 1.1 0.30 0.70 90 150
15 150 HB 0.3 2.0 0.30 3.00 150 240
15 200 HB 0.3 2.0 0.30 3.00 150 220
16 250 HB 0.3 2.0 0.30 3.00 150 190
17,19 150 HB 0.3 2.0 0.30 2.50 100 200
17,19 200 HB 0.3 2.0 0.30 2.50 100 180
18,20 250 HB 0.3 2.0 0.30 2.50 100 150
31,32 Incoloy 800 240 HB 0.3 1.8 0.30 0.70 25 45
33 Inconel 700 250 HB 0.3 1.8 0.30 0.60 25 45
34 Stellite 21 350 HB 0.3 1.8 0.30 0.60 25 45
36 TiAl6V4 - 0.3 1.8 0.30 0.70 40 65
37 T40 - 0.3 2.0 0.30 0.60 30 55
38 45 HRc 0.3 0.8 0.30 1.40 40 80
38 50 HRc 0.3 0.7 0.30 1.20 40 70
38 55 HRc 0.3 0.6 0.30 1.00 40 60
40 Ni-Hard 2 400 HB 0.3 0.7 0.30 0.90 40 80
41 G-X300CrMo15 55 HRc 0.3 0.6 0.30 0.90 30 60
12 25 AlSi12 130 HB 0.3 2.0 0.30 1.20 200 400
GG20, GG40, EN-GJL-250,
No30B
11
8GGG40, GGG70,
50005
9
10
7
C35, Ck45, 1020, 1045, 1060, 28Mn6
3
4
5X2CrNiN23-4,
S31500
6 410, X6Cr17, 17-4 PH, 430
42CrMo4, St50, Ck60, 4140, 4340,
100Cr6
2
1
Material Group Gr. N° VDIGroup
Material Exemples Hardness
D.O.C [mm] Feed [mm/rev] Amax[mm2]
Vc [m/min] Suggested Starting Parameters
min max min max min max D.O.C Feed Vc
Material Group Gr. N° VDIGroup
Material Exemples Hardness
Feed [mm/rev] Vc [m/min] Suggested Starting Parameters
min max min max Feed Vc
Materialgruppe Gr. N° ISO Materialbsp. Härteap [mm] fn [mm/rev] Vc [m/min] Startbedingungen
min max min max min max ap fn Vc
empfohlene
Unlegiert
Stah
l Niedriglegiert
Hochlegiert
Edel
stah
l
Austenitisch
Duplex
Ferritisch &Martensitisch
Guss
Grauguss
Sphäroguss
Supe
rleg.
Fe, Ni & Co-Basiert
Ti-Basiert
Gehä
rtete
s M
at.
Stahl
Schalenhartguss
Weißes Guss.
NE Al (>8%Si)

Wendeschneidplatten Lamina
51www.precitool.de
ALLGEMEINE HINWEISE | EMPFEHLUNGEN Im Hauptkatalog verwendete Symbolik
Bei der Bearbeitung von exotischen Materialen ist es wichtig, die Schnittdaten jeder einzelnen Wendeschneidplatte zu überprüfen.
Bei der Bearbeitung von Edelstahl und exotischem Material, sollten P-Geometrie Wendeschneidplatten (CNMP, TNMP, WNMP) und NX Spanbrecher als erstes eingesetzt werden.
Bei der Bearbeitung von Edelstahl beachten Sie bitte die empfohlenen Schnittgeschwindigkeiten und orientieren Sie sich bitte im oberen Drittelder empfohlenen Schnittgeschwindigkeit.
Um die Produktivität zu steigern, wird folgendes empfohlen: Erhöhung der Schnittgeschwindigkeit (Vc) unter Beachtung des Amax.
Amax ist der maximale Spanquerschnitt.Es ist wichtig, diesen nicht zu überschreiten.
Amax = Schnitttiefe x Vorschub
P-Geometrie-Wendeschneidplatten (CNMP, TNMP, WNMP) und NX-Spanbrecher sind nicht für die Bearbeitung mit unterbrochenem Schnitt geeignet.
Beim Fräsen von Material der Gruppen 1, 2, 3, 4, 6, 7, 8 und 11 wird kein Kühlmittel empfohlen. Bei Bearbeitung von Materialien aus den Gruppen 5, 9, 10 und 12 ist es empfehlenswert, mit Kühlmittel zu arbeiten.
Um die Produktivität zu erhöhen, wird empfohlen, den Vorschub F (f ) unter Beachtung der Schnittgeschwindigkeit zu erhöhen.
Geeignet zum Bohren.
Vorschub x d.o.c.=
Amax
VC
Produktivität
FProduktivität
NXCNMPTNMPWNMP
Exotisches Material
!ÜberprüfenderSchnittdatenNX-CNMP-TNMP-WNMP
EdelstahlExotisches Material
1, 2, 3, 46, 7, 8, 1110, 125, 9
NeinNeinJaJaKühlung
Edelstahl
VC

52 www.precitool.de
Gültig bis 31.12.2016
Ihr PRECITOOL-Fachhändler: