jet module6_bulk system
TRANSCRIPT

version 1.0
JET Module 6Bulk System

�
TABLE OF CONTENTS TOC
JET 6 – Bulk System Training Manual
1 Introduction pg 5 2 Principles of operation pg 6 2.1 Purpose of a bulk system pg 6 2.2 Basic bulk system components pg 7 2.3 Principles of pneumatic conveying pg 8 2.42.4 Principles of vacuum conveying pg 13 3 Bulk systems pg 14 3.1 Bulk storage tanks pg 14 3.2 Pressure tank pg 16 3.2.1 Components of pressure tank pg 16 3.2.2 Weigh batch blender pg 21 3.2.3 Additive/cutting bottle pg 22 3.2.4 Bulk tank construction pg 22 3.3 Gravity discharge bulk tanks pg 24 3.3.1 Discharge valve pg 25 3.3.2 Air supply line pg 25 3.3.3 Aeration device pg 25 3.3.4 Sight glass pg 26 3.3.5 Weight indicator pg 26 3.4 Pressurized surge can pg 27 3.4.1 Vent line pg 27 3.4.2 Pressure sensor pg 27 3.4.3 Pneumatic controller pg 28 3.4.4 Side discharge pg 28 3.5 Air slide/commercial hauler pg 29 4 Air compressors pg 30 4.1 Reciprocating compressors pg 30 4.2 Rotary axial compressors pg 32 4.3 Vane-type compressors (blowers) pg 33 4.4 Compressor package pg 34 4.4.1 Compressor pg 34 4.4.2 Air filters pg 34

�
TABLE OF CONTENTS TOC
JET 6 – Bulk System Training Manual
4.4.3 Power unit pg 34 4.4.4 Air receiver tank pg 34 4.4.5 Safety relief valve (PRV) pg 34 4.4.6 Pressure gauge pg 35 4.4.7 After cooler and dryers pg 35 4.4.8 Unloader lines pg 35 4.5 Air compressor moisture control pg 36 4.5.1 After-coolers pg 36 4.5.2 Water separator pg 36 4.5.3 Air dryers pg 37 4.5.4 Refrigeration pg 37 4.5.5 Absorption pg 37 5 Dust collectors pg 38 5.1 Dust collector operation pg 39 5.1.1 Cloth sock filters pg 39 5.1.2 Pleated paper cartridges pg 39 5.1.3 Overpressure protection pg 40 6 Bulk system piping pg 41 7 Pressure-vacuum systems pg 43 7.1 Principle of operation pg 43 7.2 Non-pressure bulk tanks pg 44 7.2.1 Vent line pg 44 7.2.2 Vacuum breaker pg 44 7.2.3 Pressure relief valve pg 447.2. 7.2.4 Pressure vacuum compressors pg 45 7.3 Weigh batch blender pg 46 7.4 Additive hopper pg 47 8.0 Bulk equipment operations pg 49 8.1 Operating bulk plant equipment on location pg 49 8.1.1 STEM 1 pg 49 8.1.2 Rigging up pg 49 8.1.3 Transferring bulk material on location pg 49

�
TABLE OF CONTENTS TOC
JET 6 – Bulk System Training Manual
8.1.4 Operating bulk equipment during the job pg 51 8.1.5 Rigging down pg 57 8.1.6 At the District pg 57 9 Maintenance of bulk equipment pg 58 9.1 Butterfly valve pg 59 9.2 Check valves pg 60 9.3 Ball valves pg 61 9.4 Aeration devices pg 62 9.4.1 Pipe jets pg 62 9.4.2 Canvas pads pg 62 9.4.3 Stainless steel pads pg 62 9.5 Dust collector socks pg 63 9.6 Connections pg 63 9.6.1 Figure 206 unions pg 63 9.6.2 Victaulic connections (groove lock) pg 63 9.6.3 Dresser sleeve pg 63 9.7 Safety relief valve pg 65 9.8 Pressure gauges pg 66 9.9 Weight measuring devices pg 67 9.10 Annual pressure tank inspection pg 68 10 Glossary pg 69 11 References pg 70 12 Check your understanding pg 71 13 Answer key pg 74
pg 76

�
INTRODUCTION 1.0.0
JET 6 – Bulk System Training Manual
• describe bulk equipment maintenance and troubleshooting procedures.
Safety Warnings
Proper supervision is required during hands-on training. Request assistance from your supervisor if you are unfamiliar or uncomfortable with the operation.
All personnel who will be involved with bulk equipment must understand the dangers involved with dealing with pressurized tanks. All WS and OFS safety standards must be met.
Follow proper procedures before and while working with equipment (JSA, HARC, etc.).
It is recommended that all personnel operating bulk plant systems and components should watch the safety video Don’t Tease the Tiger.
Use the following guidelines:
•When any bulk tank is under pressure, never permit anyone to be on or under the tank for any reason whatsoever.
•Under no circumstance may any piping, connections, or unions be connected, disconnected or worked on while the vessel is under pressure.
•Never hammer on pressure vessels.
•Always monitor pressure gauges.
•Never look into the end of a plugged line.
This module introduces bulk operations. Advanced bulk operations and maintenance of individual equipment pieces are included in the Advanced Bulk Plant JET Module.
This module discusses how a bulk system works, describes the system’s major components, reviews the system’s proper operation, and addresses important maintenance issues. In addition, this module also covers the operation of a pneumatic system used in a bulk delivery system.
Schlumberger uses bulk systems to store and blend bulk materials used in cementing and fracturing. The system is also used to supply bulk material such as cement and barite to mixing equipment. The success of a job is directly dependent on the proper blending and delivery of materials, which is controlled by proper operation of the bulk equipment.
Learning objectives
Upon completion of this module, you will be able to:
• explain the principle of pneumatic conveyance in both full pressure and vacuum plants
• identify the differences among various types of bulk storage tanks, air compressors, vacuum pumps, dust collectors, piping, and pressure-vacuum systems
• describe the operational guidelines for district bulk plants and bulk plant equipment on location

PRINCIPLES OF OPERATION 2.0.0
Air bulk transport (ABT)
Adds
Cement and pozzolans
Blend
Additive/cuttingbottle
Weighbatchblender (WBB)
Holdingtanks
Pressure tanks
Compressor
Dust collector
Air
Air compressor
Bulk system
JET 6 – Bulk System Training Manual v1.0 �
2.1 Purpose of a bulk system
There are many ways to move large quantities of powdered or granular solid materials such as sand, barite, or cement, including augers, conveyor belts and hand-carried sacks. The preferred method at Schlumberger is pneumatic transport.
Pneumatic (operated by air) transport is a system that uses compressed air to fluidize the dry material and carry it from one place to another within a bulk system. A bulk system as defined here includes all associated equipment used to store, blend, and transport bulk material.
A pneumatic and vacuum bulk system is the preferred way to move cement and other materials like sand, bentonite, pozzolan, and barite for the following reasons:
• high transfer rates
• low manpower requirements
• less material lost or damaged
• environmentally cleaner
In the vacuum plant the storage tanks are non-pressurized vessels. The only pressure tanks are the WBB, holding tank, and mix tanks. All vacuum storage tanks require a full open vent and a 2-in vacuum breaker. These components should both be placed on top of the tank system.

�JET 6 – Bulk System Training Manual v1.0
BASIC BULK SYSTEM COMPONENTS 2.2.0
Air bulk transport (ABT)
Adds
Cement and pozzolans
Blend
Additive/cuttingbottle
Weighbatchblender (WBB)
Holdingtanks
Pressure tanks
Compressor
Dust collector
Air
Bulk system components
Schlumberger uses pneumatic bulk equipment to store, blend, transport and deliver bulk materials to mixing equipment. A basic pressure bulk system is made up of the following components:
• air compressors (two: one high-pressure for bulk plant controls, and one high-volume for bulk)
• vacuum pumps in pressure/vacuum systems
• bulk tank also called a pressure tank or P-tank in pressurized bulk plants; storage tanks are non-pressurized in the pressure/vacuum system
• piping for air supply, bulk loading, bulk discharge, and venting
• a dust control device (either sock or filter)
•measuring and sampling devices (load cells, gauges, cement samplers, etc.)
New plants involve the use of:
•WBB (weigh batch blender)•double-stacked tank•truck mix tank
The WBB and the truck mix tank each have measuring devices to ensure total product delivery and service quality to the customer.

JET 6 – Bulk System Training Manual v1.0
PRINCIPLES OF PNEUMATIC CONVEYING 2.3.0
Properties of particle materials
MATERIAL SIZESPECIFICGRAVITY
ILUMINITED18 4.45
SILICA SANDD30
SILICA FLOURD66
FLY ASHD35
2.65
2.65
2.48
3.16CEMENT
PipingBulk tank
•the amount of air and the size and weight of the particles of material
�
As compressed air flows through bulk material, it tends to “fluff” or aerate the particles. Once aerated, the particles are carried by the air as it moves to a lower pressure area.
The amount of material carried by the air depends on many factors, including:
• the size of the piping between the tanks, and the cleanliness of the piping (dirty lines reduce the pipe ID)
• the length of piping between the tanks, as well as elbows and restrictions
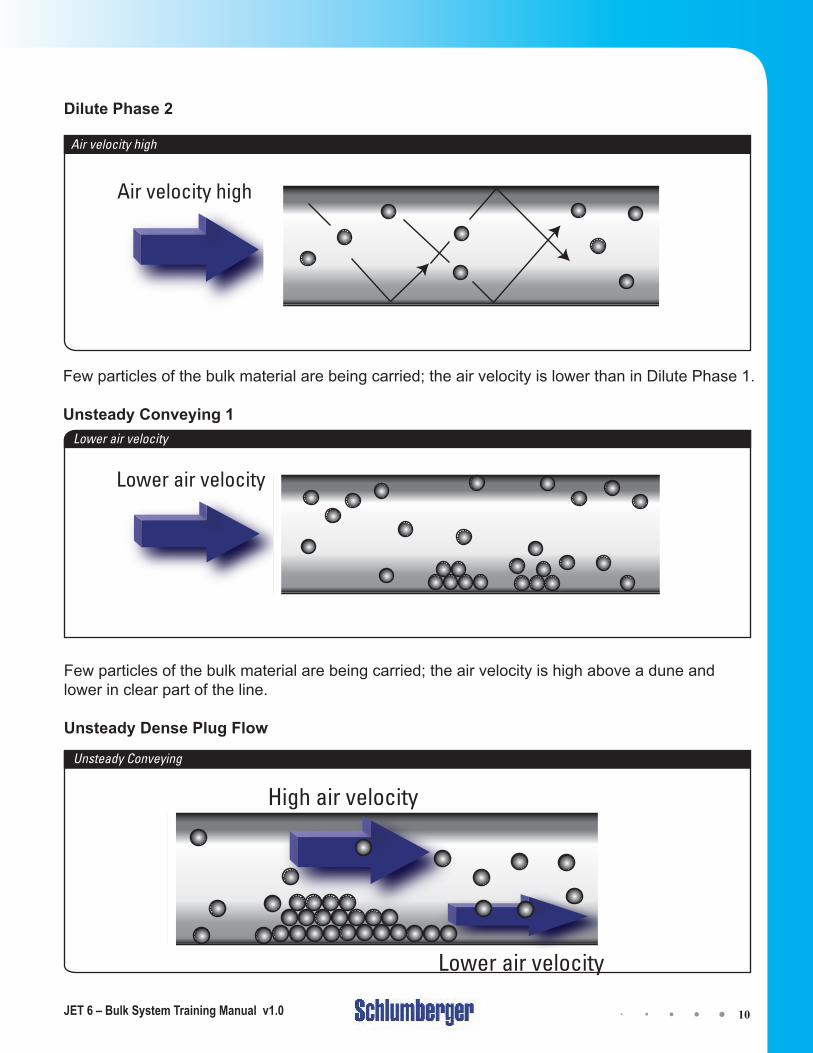
Dilute Phase 1Few particles of the bulk material are being carried; the air velocity is high.
• the pressure of the holding tank

Surge can
JET 6 – Bulk System Training Manual v1.0 �
• the pressure of the receiving tank (e.g., surge can).
Ways in which air carries bulk material are shown in the examples that follow.
Air velocity high
Air velocity high
Lower air velocity
Lower air velocity
High air velocity
Lower air velocity
Unsteady Conveying
JET 6 – Bulk System Training Manual v1.0 10
Dilute Phase 2
Few particles of the bulk material are being carried; the air velocity is lower than in Dilute Phase 1.
Unsteady Conveying 1
Few particles of the bulk material are being carried; the air velocity is high above a dune and lower in clear part of the line.
Unsteady Dense Plug Flow
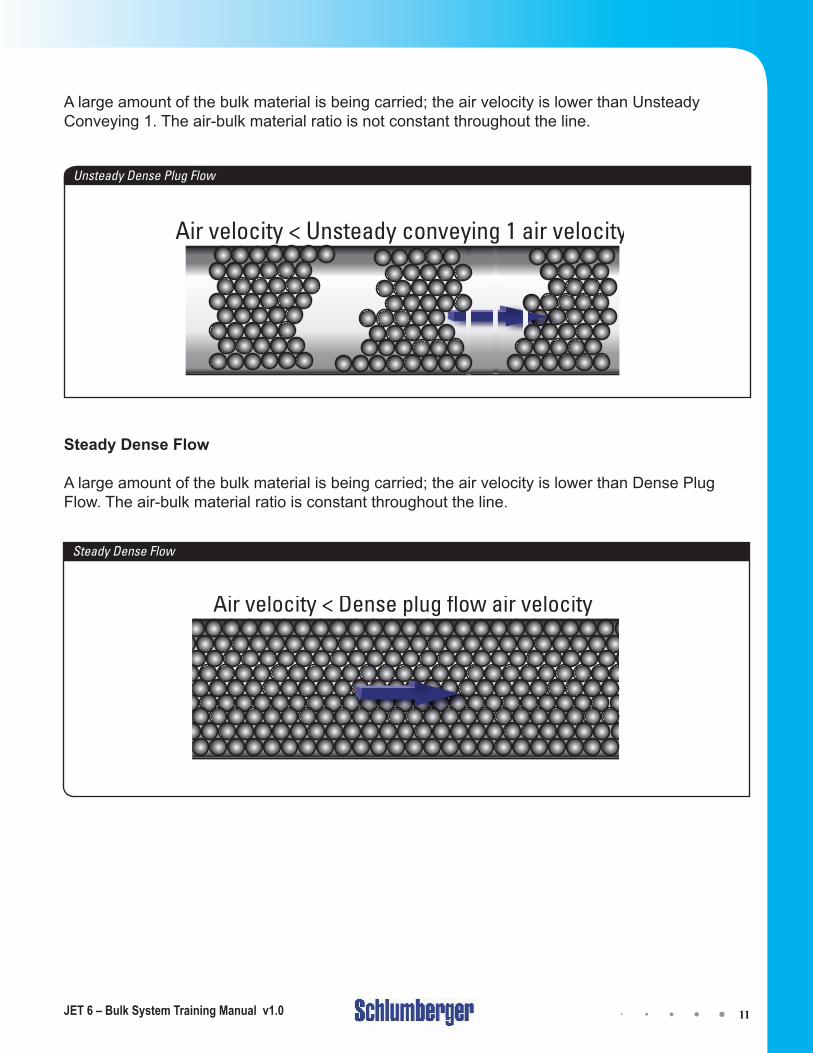
Air velocity < Unsteady conveying 1 air velocity
Unsteady Dense Plug Flow
Air velocity < Dense plug flow air velocity
Steady Dense Flow
JET 6 – Bulk System Training Manual v1.0 11
A large amount of the bulk material is being carried; the air velocity is lower than Unsteady Conveying 1. The air-bulk material ratio is not constant throughout the line.
Steady Dense Flow A large amount of the bulk material is being carried; the air velocity is lower than Dense Plug Flow. The air-bulk material ratio is constant throughout the line.

JET 6 – Bulk System Training Manual v1.0 1�
Note:
A more complete discussion of the different types of flow regimes for bulk materials in pneumatic transport can be found in the Cementing Materials Handling Manual, InTouch content ID# 3845898.
Steady Dense Flow
The bulk-to-air ratio is constant throughout the transport line.
This type of flow appears as a steady stream of bulk material. The cement delivery rate can be controlled at the discharge end of the transport line. There must be enough pressure at the bulk tank to overcome all pressure drops in the transport line. To have this type of flow, the theoretical pressure drop required is 1.6 psi for each foot of transport line.
An example of this type of flow is a MARK III mixer hooked up directly to a bulk trailer with a short (<20-ft or <6.1-m) bulk hose.
The type of equipment used by Schlumberger generally causes the transport to be Steady Dense Flow if the length of flow is 20 feet or less, and Unsteady Plug Flow if the length is over 20 feet. The aeration system must be operating properly to use this rule.
Guidelines for operating Schlumberger bulk equipment for both types of flow can be found in Section 8, Bulk equipment operations.
Schlumberger operates bulk systems using the last two types of flow - Unsteady Dense Plug Flow and Steady Dense Flow.
Unsteady Dense Plug Flow
The bulk-to-air ratio is constant in short sections of the transport line, and there are sections of air between these bulk-air slugs.This type of flow appears as slugs of dense bulk followed by a blast of air. The delivery rate is controlled at the bulk tank located at the beginning of the transport line. Air may have to be added to the system after the cement leaves the tank. The pressure drop required for this type of flow is less than that required for Steady Dense Flow.
An example of this flow is a bulk plant on an offshore rig hooked up to a surge can through a long (>20-ft or > 6.1-m) length of piping.

JET 6 – Bulk System Training Manual v1.0
PRINCIPLES OF VACUUM CONVEYING 2.3.0
Vacuum conveying consists of the following process:
•All products stored in non-pressure storage tanks are protected by both a full open vent system and a vacuum breaker (these containers cost less than pressure tanks).
•Products to be blended on transfers are moved to the WBB by means of vacuum
(differential pressure created between the atmospheric and the vacuum pump).
•The WBB is then pressurized for both blending and transfer through the double stack tank and then to the truck mix tank and on to the bulk transport.
•Additives are also moved to the WBB through an additive cone by vacuum.
The pressure vacuum plant has the following advantages:
•All storage tanks are non-pressured and considerably less costly.
•When filters are properly maintained, the plant is more environmentally friendly.
•Additives are added by means of a cone and vacuum and do not require an additive tank or another pressure vessel.
•Product transfer takes place at a higher rate, reducing blend and load time.
The components involved are a high-volume air compressor, a high-pressure air compressor (for controls), a high-volume vacuum pump, and a quality air dryer.
This process and the components involved are discussed in depth in Section 7.0, Pressure-Vacuum Systems.
1�

BULK SYSTEMS 3.0.0
Bulk storage tank
JET 6 – Bulk System Training Manual v1.0 1�
This section describes the major components used in Schlumberger pressure and vacuum bulk systems and explains their principles of operation.
3.1 Bulk storage tanks
A bulk tank is both a storage tank and bulk feeder, supplying bulk materials to other parts of the bulk system or discharging them to a mixing system. This process occurs by way of either pressure or vacuum, depending on which type of plant is in place at the district.
Schlumberger uses two types of bulk storage tanks:

ABT truck
Surge can
Names of pressurized tanks:
Bulk tanks Bulk trucks
Pressurized silos Pressurized tanks
P-tanks silo
P-cans ABT(Air bulk truck)
Banana bulk truck Field bin
Names of non-pressured tanksGravity bins Surge cans
Air slide Commercial hauler
Gravity cans Surge tanks
Storage tanks District storage
JET 6 – Bulk System Training Manual v1.0 1�
Non-pressurized tanks
These tanks do not meet the requirements of pressure vessels, and have a maximum allowable pressure of 1 bar or 15 psi. They may also be zero pressure containers with a 5-psi pressure relief valve, a vacuum breaker and a fuel open vent system on top of the
tanks. Pressure limits must be clearly marked on each type of vessel, and necessary pressure relief valves must be installed.
Some of the many names for tanks used as bulk storage tanks are listed below.
Pressurized tanks are sometimes referred to by their size, e.g.,“1,050s” for 1,050 ft3 or “850s” for 850 ft3 tanks. One of the more common is a 1,030 (1,030 ft3).
Non-pressurized tanks are also known by several names, including the following:
Pressurized tanks These tanks are pressure vessels that meet strict requirements. Most countries consider 1 bar or 15 psi the critical pressure that designates a tank as a pressure vessel.

PRESSURE TANK 3.2.0
Vent line Fill line
Pressure relief valve
Pressure gauge
Discharge lineAir supply line
Manway
Pressure tank Fill line and discharge line
1�JET 6 – Bulk System Training Manual v1.0
3.2.1 Components of pressure tank
This section describes the functions of the pressure tank components.
3.2.1.1 Fill line
The fill line is used to convey bulk material from an outside supply to the inside of the tank. The fill line is fabricated so the end of the line extends into the interior of the tank at its top such that the bulk material falls down into the tank as it is filled, and bulk material does not cover up the entrance into the tank. Care must be taken not to overfill the tank when supply is being delivered, as this may contaminate other products or spill into the vent system.
3.2.1.2 Discharge line
Bulk material is discharged from the tank into another tank or mixing system through the discharge line. The discharge line originates inside the bulk tank at the bottom, penetrates the tank wall to a discharge point outside the tank (see Pressure tank illustration, above left).
Some tanks are constructed with the discharge line starting as a hole in the middle on the bottom of the tank, while other tanks have the discharge line starting as a dip pipe reaching down to the middle of the bottom of the tank. A valve is installed on the discharge line near where the line exits the tank.

Pressure relief valve
Pressure relief valve close-up
Vent line
JET 6 – Bulk System Training Manual v1.0 1�
3.2.1.3 Vent line
The vent line allows the venting of air and pressure from inside the tank to the outside. This is necessary when transferring bulk materials into the tank (so that the air helping to convey the material exits the system), or when bleeding pressure from the tank.
The vent line is designed to start from the inside of the top of the tank to a point towards the bottom of the tank.The vent line can indicate when the tank is full if bulk material flows to the dust collector. Extreme care should be taken to prevent material from entering the dust collector. A valve is installed in the vent line so that pressure can be put on the tank when it is closed.
Note:
Vent line valves should be removed from tanks used in vacuum systems to prevent the tanks from collapsing.
3.2.1.4 Pressure relief valve
The fill line and vent lines are similar to each other, but the vent line is identifiable by its pressure relief valve (commonly called a pop-off valve) and pressure gauge.
The pressure relief valve can also be mounted on the shell of the tank and is designed to relieve tank pressure if it exceeds a preset pressure. Most of the pressurized bulk tanks used by Schlumberger are designed to operate at 30 psi, and the pressure relief valve is designed to open at 35 psi. Refer to Maintenance Bulletin 625E, InTouch content ID# 3998770.

Pressure vessellocation
Inland barges
Land bulk storage tanks
Offshore tanks
ASME codedtank allowable
working pressurevalve setting
(psi)
Offshore tanks
Land bulk storage tanks
Truck bulk tanks
Portable field bins
Air slide transports
P-tanksP-tanks
Air slide transports
Pressurized surge cans
30
30
35
30
30
15
30
5
35
35
35
35
35
18+15 psi regulator
35
10
Pressure relief
JET 6 – Bulk System Training Manual v1.0 1�
Some tanks are also equipped with a rupture disc. This is an additional safety device designed to shear if the pressure rises above the designed limit. When the disc ruptures, all pressure is lost from the tank and the disc must be replaced before the tank can be used again.
Schlumberger uses many pressurized tanks. This list of tanks and their pressure relief valve settings is taken from Maintenance Bulletin 625E, InTouch content ID# 3998770.

Pressure gauge
Vent line Fill line
Pressure relief valve
Pressure gauge
Discharge lineAir supply line
Manway
Air supply line
JET 6 – Bulk System Training Manual v1.0 1�
3.2.1.5 Pressure gauge
For safety reasons and tank operation, every bulk tank must have a working pressure gauge. The gauge should be installed on the vent in a position that will minimize the amount of dust to which the gauge inlet is exposed during operation. It is important that the gauge is checked and inspected regularly during any operation.
Note:
It is critical to Schlumberger that all safety devices be kept in operating condition at all times for both safety and legal reasons.
3.2.1.6 Air supply line
This line supplies the compressed air used to carry bulk material out of the tank. This line could be mounted anywhere on the outside of the tank, but it is connected to the aeration device on the inside of the tank. A valve is installed on the air supply line to control the amount of air entering the tank. The air supply line will normally have a check valve to prevent bulk material from plugging the air system if the aeration device fails.
Some tanks are equipped with a small valve on the vent line to slowly bleed off the pressure in the tank. This valve should not be used to pressurize the tank; all air used to pressurize the tank should go through the aeration devices.

Pipe-jet
Offshore silo pads
Land based pads
Pads
JET 6 – Bulk System Training Manual v1.0 �0
Note:
Most tanks equipped with a pad-type aeration device have an equalization valve that keeps the pressure the same on both the top and bottom of the pad. If the pressure is not equalized, the pad can rupture.
3.2.1.7 Aeration device
Schlumberger uses two types of aeration devices that enable compressed air to fluff/aerate through the cement. These devices fluidize as much of the contents of the tank as possible. The aeration device fluidizes bulk material in the bottom of the tank so that it can begin to flow out of the discharge.
3.2.1.8 Pipe jets
These are installed in the bottom of the tank and direct air flow into the tank. The jets are covered with a membrane to prevent them from being filled with bulk material. A check valve is also required on the inlet side (outside the tank) to prevent backflow of dry material into the air system.
3.2.1.9 Pads
Pads installed in the bottom of the tank are made of a porous material that allows air flow into the tank. The pads, which are commonly made of canvas, are designed to a allow air to flow into the tank but prevent cement from flowing into the air system piping.

Fromstorage tanks
WBB
Double-stackedtanks
Mix truck tank
Transport
Manway
Transfer of blend in vacuum system
JET 6 – Bulk System Training Manual v1.0 �1
This process is the same in both full-pressure and pressure/vacuum plants, with the exception that products and additives enter the WBB under pressure and by way of a vacuum in a pressure vacuum tank.
3.2.2 Weigh batch blender (WBB)
A weigh batch blender (WBB), shown below, is a specialized pressure vessel used to weigh and blend bulk material. A WBB has steep sides in its cone area and jets as its aeration device.
Our service quality standard specifies a minimum of three movements of the bulk blend to ensure a proper blend. This requires the addition of the double stack and a truck mix tank. These additions make a total of five movements:
1) WBB2) top of the double stack3) bottom of the double stack4) to the mix tank5) on to the transport.
3.2.1.10 Manway
Each tank is equipped with a manway that allows inspection of the inside of the tank. The manway can be located on the top, bottom or side of the tank.
If the manway is located on the top of the tank, a ladder should be permanently mounted on the outside and inside of the tank. If the tank is over 12 feet tall, the outside ladder must have a cage.
Note:
Always comply with relevant safety standards for working at heights, manways, vessel entry, and when lockout/tagout is applicable.
Note:
Never modify a tank that is a ASME code vessel. Any modifications to an ASME tank must be made by a company certified to do such work.

Additive/Cutting bottleWeigh batch blender
JET 6 – Bulk System Training Manual v1.0 ��
Vacuum/pressure tanksIn a pressure/vacuum plant, the additive bottle is replaced by an additive cone operating under vacuum. Additives are dumped into the hopper and the rate of flow is controlled by a butterfly valve.
3.2.4 Bulk tank construction
All of the pressure bulk tanks used by Schlumberger are designed and built to the standards of the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code, Sections I, VIII and IX. These standards govern the type of metal, the welding procedures, and testing procedures used during manufacture. In addition, the code requires personnel involved in the
In the pressure vacuum plant the WBB is both a pressure and a vacuum vessel, and is protected with a PRV and a vacuum breaker.
Most WBBs are built with three legs. Two are attached to the base with pins or ball-joints so the third leg is free to move. The third leg is held up by a load cell which transmits a hydraulic or electronic pressure signal to a weight scale. Strain gauges attached directly to the legs can be used instead of the load cell, but they are more costly to install.
3.2.3 Additive/Cutting bottleFull pressure plantAn additive bottle is a small pressure tank that adds sacked material to the WBB, and is used in full pressure plants. Cutting bottles also used to cut and load sacks and/or big bags of material such as cement or sand when these are not delivered in bulk. The additive bottle, which can be either of the designs shown here, does not have a fill line; material is added either through a hatch or a valve built into the top of the tank.

Identification plate
Bulk tank
JET 6 – Bulk System Training Manual v1.0 ��
An ASME code inspector must approve the work to be done and must inspect the work after it is completed. The inspector prepares a report (the partial data sheet), which indicates his approval of the repairs. The report must be kept on file for the life of the tank. If repairs are needed, approval must be obtained from the local maintenance department before beginning any repair.
Note:
Pressure bulk tanks that meet all requirements of the ASME code are called Coded Tanks, and bulk tanks designed for pressures less than 15 psi are referred to as Non-Coded Tanks.
welding and inspection to be ASME-approved. The ASME code is the accepted standard in most countries.
To construct a tank that qualifies as an ASME tank, the manufacturer must have a current certification called a “U” stamp. To make repairs or modify an existing tank, the shop doing the work must have a current certification called an “R” stamp.
Each ASME-coded tank has an identification plate similar to the one shown below, with the working and test pressures of the tank stamped on the plate. Information on this plate is required for the tank to pass safety certification inspections, and the plate must remain on the tank throughout its life.
Note:
Any repairs to the tank itself that require welding or cutting must be done by an ASME-coded shop using a coded welder.
The records of these containers are registered with the National Board with a serial number; should a plate become unreadable, the district records can be sent to the original manufacturer to produce a new plate.
The plate must be protected throughout the life of the tank; therefore, measures must be taken to protect these plates during the process of repainting, sand blasting, etc.
Only pre-approved suppliers are allowed to manufacture bulk tanks for Schlumberger.

JET 6 – Bulk System Training Manual v1.0 ��JET 6 – Bulk System Training Manual – October 2005 v1.0 ����JET 6 – Bulk System Training Manual v1.0
Discharge valve
Aeration device jets
Weight indicator
Fill line
GRAVITY DISCHARGE BULK TANKS 3.3.0
Surge can
As the name indicates, gravity supplies the energy to empty gravity silos and surge cans. Air is used to keep the bulk material fluffed up and to prevent it from bridging off inside the tank. Because this tank uses gravity to empty, it is used only to deliver bulk material to a mixing unit.
The design of gravity silos and surge cans is similar, the biggest difference being their size. A gravity silo is usually 550 ft3 (15.7 m3), while a surge can is usually 70 ft3 (1.98 m3). A surge can performs three functions:
•Separates the bulk material transport system from the bulk material supply system prior to mixing. This is important for the Unsteady Plug State. This type of flow occurs if the Schlumberger mixing unit is more than 20 feet away from the bulk tank.
•Allows air used to transport the bulk material to escape. This is important for the Unsteady Plug State due to the large amounts of air that are required for the distance the bulk material is being conveyed.
•Provides a buffer when switching from one P-tank to another.
Surge can components

Discharge valve
Aeration device jets
Weight indicator
Fill line
ojo
3.3.2 Air supply line
This line supplies air to fluff up the bulk material. The air flow maintains a consistent flow of bulk material and prevents the line from bridging off inside the tank.
3.3.3 Aeration device
The aeration device enables the compressed air vent to aerate through the bulk material. This device is designed to fluidize as much of the contents of tank as possible and, as with pressure tanks, Schlumberger uses two types of aeration devices (pads or jets).
Surge can components
Aeration device: jet
JET 6 – Bulk System Training Manual v1.0 ��
A gravity silo can perform all the functions of a surge tank and is large enough to be used as a storage tank for bulk material systems on location.
Most of the components of gravity discharge tanks perform the same function as a pressure tank; however, a few of the tank components have different functions, as described below:
• The pressure relief valves (pop-offs) on surge cans and gravity cans perform the same function as those found on pressurized tanks, limiting the maximum pressure inside the tank
• The pressure relief valves on surge
cans and gravity silos are set to much lower pressures than the relief valves on pressurized tanks. Gravity silos should be equipped with safety relief valves set at
3 psi, and the pressure relief valves on surge cans should be set at 10 psi. Some tanks are equipped with rupture discs instead of, or in addition to, pressure relief valves.
3.3.1 Discharge valve
This valve controls the rate at which the bulk material (usually cement) falls from a gravity silo or surge can. The valve is relatively large, usually 8 in (20 cm) or larger, so that high discharge rates can be achieved.
The valve is normally a butterfly valve. It is important that the valve is well maintained and in good working condition, and that the surrounding area inside the silo is clean and free of cement after every job.
Sight glass
Sight glass
Sight glass
Load cell
Surge can and load cell
JET 6 – Bulk System Training Manual v1.0 ��
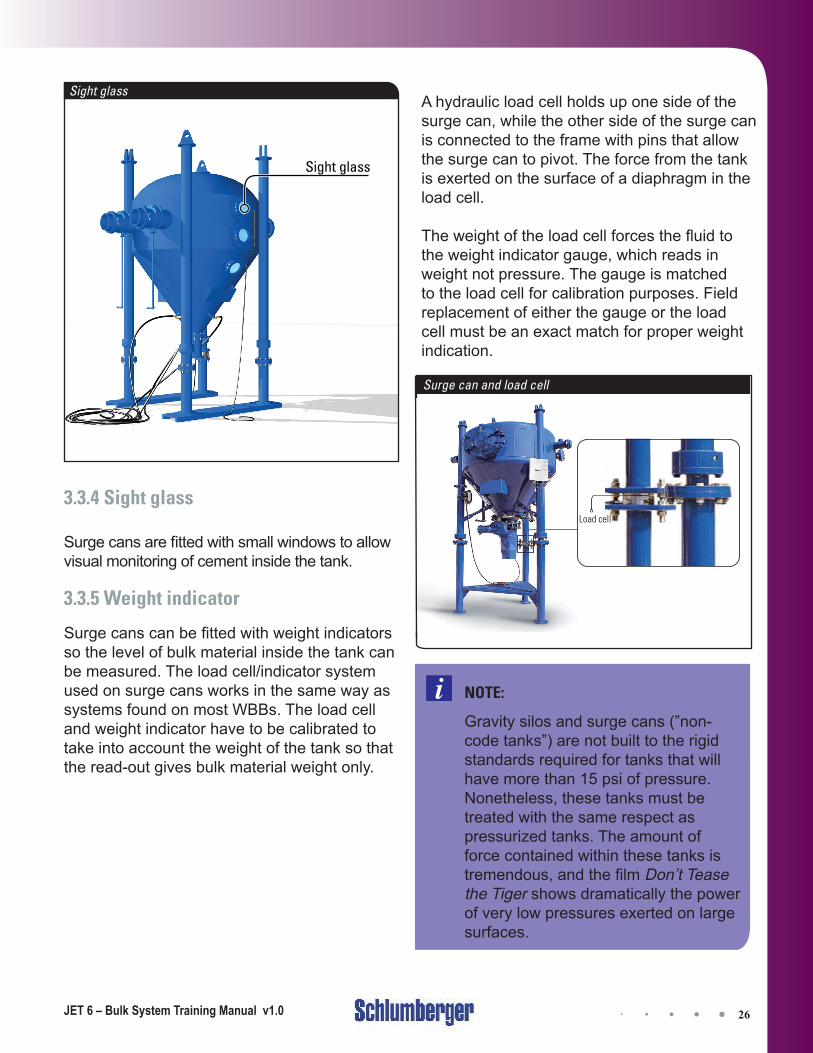
3.3.4 Sight glass
Surge cans are fitted with small windows to allow visual monitoring of cement inside the tank.
3.3.5 Weight indicator
Surge cans can be fitted with weight indicators so the level of bulk material inside the tank can be measured. The load cell/indicator system used on surge cans works in the same way as systems found on most WBBs. The load cell and weight indicator have to be calibrated to take into account the weight of the tank so that the read-out gives bulk material weight only.
A hydraulic load cell holds up one side of the surge can, while the other side of the surge can is connected to the frame with pins that allow the surge can to pivot. The force from the tank is exerted on the surface of a diaphragm in the load cell.
The weight of the load cell forces the fluid to the weight indicator gauge, which reads in weight not pressure. The gauge is matched to the load cell for calibration purposes. Field replacement of either the gauge or the load cell must be an exact match for proper weight indication.
Note:
Gravity silos and surge cans (”non-code tanks”) are not built to the rigid standards required for tanks that will have more than 15 psi of pressure. Nonetheless, these tanks must be treated with the same respect as pressurized tanks. The amount of force contained within these tanks is tremendous, and the film Don’t Tease the Tiger shows dramatically the power of very low pressures exerted on large surfaces.

Surge can
Vent line
JET 6 – Bulk System Training Manual v1.0 ��JET 6 – Bulk System Training Manual – October 2005 v1.0 ����JET 6 – Bulk System Training Manual v1.0
Schlumberger also uses a special-designed surge can called a pressurized surge can. This tank is a pressure vessel much like the pressurized tanks described earlier, but it does not meet the strict standards of ASME code for a pressure vessel and its pressure is limited to 15 psi just like a standard surge can. This surge can is typically used in conjunction with the Slurry Chief mixer on offshore skid units.
The special features of a pressurized surge can are described below.
3.4.1 Vent line
The vent line is equipped with valves; a vent control valve and a vent bypass valve. If the bypass valve is left open, the surge can performs as a standard surge can. The vent control valve is automatically opened and closed to maintain a set pressure inside the surge can, usually 5 to 7 psi.
3.4.2 Pressure sensor
A pressure transducer is mounted on top of the surge can. This transducer sends a pneumatic pressure signal to the controller.
PRESSURIZED SURGE CAN 3.4.0
Fill line
Vent line
Vent control valve
Air supply line
Weight indicator
Load cell
Jets
Discharge valve
Surge can
Pressure sensorPressure relief valve
Pressure sensor

JET 6 – Bulk System Training Manual v1.0 ��
3.4.3 Pneumatic controller
A pneumatic controller controls the opening and closing of the vent control valve. The controller maintains pressure in the surge can at a preset point.
3.4.4 Side discharge
In addition to the discharge valve in the bottom of the surge can, the pressurized surge can is equipped with a side discharge. The small amount of pressure kept in the surge can enables bulk material to be discharged a short distance through this side discharge.

JET 6 – Bulk System Training Manual v1.0 ��
AIR SLIDE/COMMERCIAL HAULER 3.5.0
Trucks that transport bulk material are not certified pressure vessels, and are often referred to as air slide and commercial haulers. The differences between these trucks and other pressure bulk tanks and trucks are the working pressure limit and the type of aeration system.
Unlike a pressurized tank, which operates at pressures up to 30 psi, air slides and commercial haulers have non-coded tanks that operate under 15 psi. These tanks have a pressure regulator set for 15 psi and a pressure relief valve set for 18 psi. Maintenance Bulletin 743A MUST-DO, InTouch content ID #4128998, describes these safety devices.
Note:
This type of bulk truck delivers cement at rates of 1,000 to 2,000 lbm/min, which is about half of what is expected from a pressure-type coded bulk tank.
Commercial hauler

AIR COMPRESSORS 4.0.0
Compressor
Intake stroke
Compression stroke
JET 6 – Bulk System Training Manual v1.0 �0
Compression stroke
The air in the cylinder is compressed as the piston travels up. The intake valve closes and the exhaust valve opens as the air pressure inside the cylinder exceeds the pressure in the discharge piping.
The basic principles of operation of a single-stage reciprocating compressor are much like those of a two-cycle engine.
Intake stroke
The air passes through a filter to ensure that only clean air reaches the cylinder. Air enters the cylinder through the intake valve, which is opened by the difference in pressure and is drawn into the compressor’s cylinder as the piston travels down.
Air compressors provide all of the energy needed to run a bulk system. Schlumberger uses several different types of air compressors, most of which are designed to operate at 30 to 32 psi and deliver 300 to 400 ft3/min of air, or 29 in of mercury at 425 ft3/min.
4.1 Reciprocating compressor
Single-stage-reciprocating compressor are commonly used in Schlumberger.

Unloader assembly
Cylinderassembly
Unloaderpilot valve
Unloader Intake stroke
JET 6 – Bulk System Training Manual v1.0 �1
How pressure is controlled
Regulator or unloader type system
The discharge pressure of the air compressor is regulated to stay within preset limits. The unloader valve senses system pressure versus the desired preset pressure. When the desired system pressure is achieved, the unloader valve sends air pressure to the pilot unloader; the plunger holds the intake valve open, thus allowing the compressor to keep cool and preventing the compression process.
The differential pressure of the unloader should be set within 15 percent of the set pressure. If the differential pressure is greater than 15 percent it indicates an unloader system malfunction that requires service and calibration.
The diagram below illustrates a typical unloader on reciprocating compressors.
Another type of system utilizes a pressure switch to allow the electrical motor to turn on and off as needed to maintain a set pressure. This is the most common type of regulator for small compressors that must furnish high pressure (125 to 150 psi), for example in maintenance shops. The pressure switch senses tank or system pressure; when the system reaches the set pressure, the pressure switch turns off the electrical motor turning the compressor. This system is primarily used in the bulk plant for controls such as high-pressure valve actuation.
A valve in the switch opens to bleed pressure off the cylinder so that when the compressor restarts it is not starting under load. The switch has a differential spring setting, which should be set at 20 percent of system pressure, to turn the motor back on when necessary. It gives no warning prior to starting, so it must display a sign as described in the Well Services Safety Standard 04: Facilities and Workshops, InTouch content ID# 3313678.

ROTARY AXIAL COMPRESSOR 4.2.0
Rotary axial compressor
JET 6 – Bulk System Training Manual v1.0 ��
Rotary axial flow compressor, commonly known as a screw compressor, is capable of producing high volumes of air (100 to 1000 ft3/min at 100 to 175 psi).
Air is pulled into the compressor housing by the rotation of the screw-type rotors, and is trapped between the lobes of each rotor and the housing wall.
As the screws rotate, the air is compressed and moves toward the discharge end of the rotors. The rotors are tapered to a smaller diameter on the discharge end, which creates a smaller chamber for the air, compressing it before it is discharged.
Constant speed control regulation allows the compressor to be unloaded at a set pressure while the electric motor continues to operate at a fixed RPM. The basic principle of constant speed regulation is to throttle an intake valve open or close, and regulate the ft3/min discharge, thereby regulating the psi.
Some screw compressors are driven by diesel engines. When the discharge pressure is at or above a set pressure, a variable speed regulator closes off a valve in the intake of the compressor to restrict air to the compressor to regulate discharge volume or ft3/min. Simultaneously, it throttles the engine to idle position. When it senses a 15 percent drop in the pressure, it throttles the engine back to fast idle RPM and then opens the valve to the intake.
This type of system reduces the need for
large-volume storage tanks, but requires a larger than average compressor for ft3/min consumption.

VANE-TYPE COMPRESSORS (BLOWERS) 4.3.0
Blower
relies on a constant speed control regulator, as described below. It is critical that air is constantly passing through the blower.
1. Air from the receiver acts on the unloader pilot valve. If the pressure is above the set pressure (usually 32 psi), the pilot valve opens, allowing air to flow to the 4-way unloader valve.
2. The 4-way valve directs high-pressure air to open the control valve, allowing excess air to be discharged to the atmosphere. This allows the compressor to keep running unloaded.
3. The unloader valve piston will close as the pressure falls below a set point (usually
28 psi). This causes the 4-way valve to shift, closing the control valve.
4. Compressed air is again supplied to the
system.
Pressure regulator
JET 6 – Bulk System Training Manual v1.0 ��
Vane type compressors, also called blowers, are designed to deliver 150 to 400 ft3/min at pressures up to 35 psi.
As the power source turns the rotor, centrifugal force pushes the vanes outward, sealing the vanes to the housing. Air is pulled into the area between the vanes and housing, trapping the air.
As the vanes travel along the cam, the volume between the rotor and the cam gets smaller, which compresses the air. The cam is designed so that the maximum volume between vanes is at the air intake, and the minimum volume between vanes is at the discharge.
A valve on the discharge flow stream is the most commonly used control system on a blower-type compressor. When the preset system pressure is reached, an air actuator opens the valve and the compressor discharges to the atmosphere until the valve closes again. A check valve contains the pressure downstream of the tee.
Pressure regulation for blowers
The pressure of this type of compressor also

COMPRESSOR PACKAGE 4.4.0
A typical compressor package used by Schlumberger includes many components, as described below:
4.4.1 High-volume compressor and high-pressure (controls) compressor
The compressor usually has two or three cylinders, and is capable of delivering 300 to 400 ft3/min at 30 to 40 psi; or it can be a rotary screw such as the Palatek unit, which can be used on both a pressure or a vacuum pump.
4.4.2 Air filters
Each compressor usually has one air filter per cylinder. It is common to see 3-cylinder compressors with two, or even one, air filter as long as the total ft3/min capabilities of the air filters meet or exceed the needs of the compressor. It is important to keep air cleaners clean.
Vacuum pumps require their own filter or the use of the dust collector filter on top of the WBB in the vacuum mode.Compressor components
Diesel engine
Air filter
Compressor
Air reciever tank
JET 6 – Bulk System Training Manual v1.0 ��
On a reciprocating compressor, if the differential pressure of the filter is too high, it will cause a vacuum between the air cleaner and the cylinder. This usually results in a vacuum that pulls oil up through the piston rings and discharges it into the pressurized air. This oil can be carried all the way to the pads in the bulk cement tanks. Because dirt is very abrasive, dirty air filters can cause serious damage to the compressor.
Dirty air filters on a vane-type blower can cause the vanes to disintegrate.
4.4.3 Power unit
A 70 HP diesel engine, an electric motor or the engine of a tractor truck drives the compressor. 4.4.4 Air receiver tank
This tank stores a small volume of air that can satisfy an increase of the ft3/min output needed from the compressor, such as blowing lines clean. The tank can also act as a water trap if the air velocity in the tank is lowered sufficiently to allow water droplets to fall out of the compressed air. The air receiver tank also helps the length of the cycle time between the time when the compressor unloads and when it reloads. This is most often an ASME container.
4.4.5 Safety relief valve (PRV)
This valve is set to open if the pressure of the compressor exceeds a set limit. All PRVs should be tested periodically.

4.4.8 Unloader lines
The pressure regulation system of the compressor uses these lines to transmit the system’s operating pressure to the compressor.Water in the compressed air system can damage the bulk material, make the bulk material more difficult to move and cause blockage of the aeration devices (pads and jets). The principle methods used to control moisture in air systems are described below. Water may also freeze in low temperatures and prevent proper valve operation.
Unloader line
JET 6 – Bulk System Training Manual v1.0 ��
The three measures of pressure control in this process are in this order:
1) cycle-through pressure regulation2) PRV pressure relief valve3) rupture disc.
4.4.6 Pressure gauge
This gauge allows the operator to check the operation of the compressor. The location of pressure gauges in the system helps the operator identify potential problems or restrictions in the system. This may also be a lube oil pressure gauge.
4.4.7 After-cooler and dryers
After-coolers remove the heat that air acquires during compression. The cooling of the air also removes moisture, which is drained off.
Dryers, on the other hand, do nothing to cool the air, but have passive desiccant cartridges that remove the moisture from the air. The moisture is channeled to the bottom of the dryer where it is purged from the system by a signal from the unloader. A typical air dryer operating with a 235-CFM screw compressor at 100 percent humidity can discharge 100 gal of water in a 24-hour period. Desiccant dryers require periodic servicing.

AIR COMPRESSOR MOISTURE CONTROL 4.5.0
Water separator
JET 6 – Bulk System Training Manual v1.0 ��
4.5.2 Water separator
A simple way to separate water from air is to slow down the air and allow water droplets to settle out and be drained off. A large receiving tank works this way. The tank also tends to radiate the heat of the air and this cooling causes water in the air to condense.
To help separate moisture, air receivers or volume tanks should always be plumbed so that the discharge of the air compressor comes into the tank lower than the air outlet. In areas of high humidity, large volume tanks are needed to capture the moisture to prevent damage to air controls.
Smaller inline water separators, such as those used on air controls, use a centrifuge method in which air is swirled around the bowl to make the water fall out. These separators work best in low-volume applications.
4.5.1 After-coolers
After-coolers cool the hot compressed air discharged by the compressor to remove moisture.
Air heats up as it is compressed, and heated air is able to hold more water as a vapor. Cooling the air causes the water vapor to condense, and the condensate can be drained out of the system. A water-to-air or air-to-air after-cooler is a device fitted directly to the compressor discharge that is designed to cool the air and cause water vapor to condense.
After cooler

Air dryer
JET 6 – Bulk System Training Manual v1.0 ��
4.5.4 Refrigeration
Compressed air is cooled to near freezing, and most of the water content in the air condenses then the air is reheated.
4.5.5 Absorption
A chemical absorbs water from the compressed air, then turns into a liquid and is drained away. The chemical is not reusable.
Refrigerant dryers are not usually found on the compressors that Schlumberger uses for bulk systems. Schlumberger uses after-coolers and air receiver tanks to control the water content of compressed air. Most of the new or upgraded plants in North America use refrigeration-type dryers.
4.5.3 Air dryers
Devices used to dry the air are more complicated than the after-cooler and the water separator discussed previously. Air dryers use either the refrigeration or the absorption method, described below, to lower the amount of water in the air system.
Note:
Lubricators are necessary for the proper operation of air control. Air first travels through the air dryer or water separator to clean the air, then the lubricator adds oil to the air for the components.
Lubrication must be adjusted to the proper flow. Too much oil in the system can be messy and cause problems with some components, while too little lubrication will result in some components not getting any lubrication. A good rule of thumb is 4-6 drops per minute using SAE10 oil or engine oil cut with diesel 50/50. Do not use Marvel Mystery Oil because it creates a film that causes components to stick or hang up. Make certain the air supply is bled off when filling the lubricator.

DUST COLLECTORS 5.0.0
Vibratorassembly
Air outlet
Air inlet
To the collection tank
Dust collectorInterior of dust collector
Inlet line of dust collector
An inlet line is to be hooked to the vent line of the bulk tank being loaded.
Outlet line of dust collector
The outlet line is a large opening that allows clean air to exit the dust collection system.
Filter
The filter, such as a sock or cartridge prevents dust from exiting the dust collector.
Dust collector bags are used on locations where the bulk equipment is not equipped with a permanent dust collection system.
JET 6 – Bulk System Training Manual v1.0 ��
Every bulk system must have some sort of dust control system, which must be designed to meet local air quality regulations.
Dust collectors are designed as illustrated.

DUST COLLECTOR OPERATION 5.1.0
Vibratorassembly
Air outlet
Air inlet
To the collection tank
The dust collector system is divided into two sections. The upper section contains the filters, while the lower section is open to collect and hold the dust particles in the collection tank. Dirty air enters the system just below the filter where dust is caught by the filter, allowing clean air to exit the system. The filter has to be cleaned for the system to continue to work properly.
The methods used to clean the filters are described below:
5.1.1 Cloth sock filters
Dust is filtered out onto the cloth material as airflows through. Periodically the socks are shaken off by a vibrator assembly built into the top of the collector. Continuous shaking of the socks causes dust to migrate through the sock, and some dusty air will exit the collector. The shaker should be run 15-20 seconds after each load, or 30 to 60 seconds out of each 15 minutes of operation. Each district should establish regular intervals for running the dust collector.Dust sock filter
5.1.2 Pleated paper cartridges
Another type of filter is the pleated paper type shown in the illustration on the following page. The dust filters out onto the pleated paper as air flows through the cartridge. A jet of high-pressure air clears the dust from the filter and causes the accumulated product to fall into a collection tank below the dust collector. The frequency of the air blast can be varied, but should be set for intervals of 4 to 6 seconds. The air jet should be started before the dust collector is used and continued until after the dust collector is no longer needed.
Note:
It is normal to lose 0.5 to 3.0 percent of the material being transferred as dust. The vent system and dust collection tank must be capable of holding this amount of bulk material.
JET 6 – Bulk System Training Manual v1.0 ��

5.1.3 overpressure protection
Dust collectors are designed with some type of overpressure protection to prevent them from shutting down the whole bulk plant. If overpressured, sock-type filters simply blow apart or blow off their mounting and allow dirty air to escape directly into the atmosphere. The pleated paper cartridge type of dust collectors are constructed with a bypass mechanism that opens if the pressure becomes too high.
These filters are also used to protect the vacuum pumps in pressure/vacuum plants by filtering the air on the inlet side of the vacuum pumps.
Dust filter
Air outlet
Air inlet
Air jet assembly
High-pressure air supplyregulated to 60 psi
Air filter housing
To the collectiontank
Pleated paper cartridge
JET 6 – Bulk System Training Manual v1.0 �0

BULK SYSTEM PIPING 6.0.0
Delta wye
Discharge hose
Butterfly valves
JET 6 – Bulk System Training Manual v1.0 �1
The pipe used for fill lines, discharge lines and vent lines in a bulk system is usually 4-in or 5-in diameter steel. Larger pipe requires higher volumes of air to transport bulk material, while smaller pipe requires higher pressures to overcome friction losses.
To make flow through the lines as smooth as possible, long radius elbows and Delta wyes (shown below) are used instead of standard elbows and tees. This is often referred to as 3R (triple the radius), the preferred alternative being 2R (twice the radius).
Butterfly valves control the flow of materials in a bulk system. The air supply line may be equipped with either butterfly valves or ball valves.
Bulk discharge hose (usually 4-in diameter) is used to hook up to portable units and must meet Schlumberger specifications for a discharge hose. The specifications for blender discharge hose and bulk discharge hose can be found in the Treating Equipment Manual, Version B, InTouch content ID# 3013931. The hose must be double-clamped with clamps 90 degrees apart.

Blanking caps should be designed as shown, so that the nut can be loosened and the plug moved to check for pressure without the risk of blowing the cap off. Never use one-piece wet caps on a dry bulk line because it is not possible to tell if there is pressure on it when removing the cap.
A rock catcher filters chunks of hard cement or rocks that may be present in dry bulk material when it enters or leaves a bulk plant. The rock catcher has a screen that allows bulk material to flow through, but which will catch larger particles.
Blanking caps
Rock catchers are intended, for the most part, to ensure product quality from the supplier and are installed on each individual product line from the vendor.
The new version of the rock catcher has a replaceable screen.
Rock catcher
JET 6 – Bulk System Training Manual v1.0 ��
WARNING: DischargehosesCANNOTbeusedon thedischargesideoftriplexorotherhigh- pressurepumps,oronthesuctionside ofcentrifugalpumps.Beforeusingthe hose,checkitcarefullyforanysignsof crackingordamage.Thepressurerating ofthehoseisbetween100and125psi; therefore,ifadamagedhosefailsunder pressure,itcausesdamagetoequipment andinjuryordeathtopersonnel.

PRESSURE-VACUUM SYSTEMS 7.0.0
Schlumberger uses pressure-vacuum bulk systems at some Districts. A pressure-vacuum system uses basically the same components found in pressure bulk systems, except that the compressor must be designed for a pressure-vacuum application and requires an additional filter process for the compressor.
7.1 Principle of operation
The principle of moving material by vacuum is the same as that for a pressure system. Air carries the bulk material from areas of high pressure to areas of low pressure. A vacuum system creates low pressure in the tank to which the product will be transferred while fluffing and jetting the tank from which the product will come. Bulk product is carried faster through this type of system.
The compressor is plumbed so that the inlet creates a vacuum while the discharge is simultaneously expelled to the atmosphere, pressurizing the tank.
The bulk tanks are plumbed in such a way that the air used to carry the bulk material out of the tank comes through the tank’s vent system, pulled in by the compressor. In most new plants, three separate units are used for pressure/vacuum systems.
A pressure-vacuum system has the following advantages over a straight pressure bulk system: less dust is generated when adding additives to the WBB; the bulk tanks are easier to clean, the cost of the tanks is lower, and the code is not needed.
The primary disadvantage is that the reciprocating compressor has a short life span if it is not maintained correctly.
JET 6 – Bulk System Training Manual v1.0 ��

NON-PRESSURE BULK TANKS 7.2.0
Non-pressure tank7.2 Non-pressure bulk tanks (zero pressure)
Non-pressure bulk tanks used in pressure-vacuum systems are constructed as shown here. Most components of the tank perform the same function as when used on a pressure tank. The components with different functions are described below. Pressure/vacuum plants require zero pressure tanks for storage containers. They require a full open (preferred 5-in) vent on top of the tanks to a vent collection tank. This tank has a single line going to the dust collector, which sits on top of a dust collection tank. The vent tank is also the blow-down tank for products being returned to the plant at the completion of the job.
7.2.3 Pressure relief valve
Since these silos are non-pressure tanks, they must be equipped with a vacuum valve to prevent collapse.
All storage tanks on the inlet side of the WBB require a full open vent on top of the tank for each individual product stored, and a 2-in vacuum breaker on the tank.
All stored products and additives enter the WBB by means of vacuum, and the blending/transfer to the transport unit occurs through the pressure process.
7.2.1 Vent line
The vent line allows air to enter the tank, and does not have a valve. Being a full open vent, it does not require a pressure relief valve.
7.2.2 Vacuum breaker
The tank has a vacuum relief system to prevent the tank from collapsing if the vent becomes plugged.
Fill line
Vacuum breaker
Discharge lineAir supply line
Manway
JET 6 – Bulk System Training Manual v1.0 ��

Air compressor components in pressure vacuum systems
7.2.4.1 Air compressor
An air compressor used in a pressure-vacuum system works very much like an air compressor in a pressure system. The key difference is that the compressor in a pressure-vacuum system includes flow selector valves.
Flow selector valves determine whether the compressor pulls air in from the atmosphere and discharges it to the WBB, or if it pulls air in from the WBB. The compressor has an additional filter on its suction to prevent pulling in dust when acting as a vacuum pump. This plant may incorporate the use of two separate pumps, one for pressure and one for vacuum.
The new plants use a Sullivan Palatek compressor for pressure and a DVT vacuum pump for vacuum.
In an emergency, the Palatek unit can be used as both a pressure and a vacuum pump when the valve arrangement is properly set up to
PRESSURE VACUUM COMPRESSORS 7.2.4
accommodate both. This occurs when the DVT unit fails.Palatek compressor (above) and DVT vacuum pump(below)
JET 6 – Bulk System Training Manual v1.0 ��

WEIGH BATCH BLENDER 7.3.0
Weigh batch blenderA weigh batch blender (WBB) used in a pressure-vacuum system is built to work both as a vacuum tank and as a pressure tank. In addition to the features explained earlier, the WBB has a built-in dust collector located at the top of the tank. This section filter prevents the compressor from pulling dust from the tank when it is being used as a vacuum pump.
The WBB is evacuated through a filter by the compressor to create the low pressure needed for the system to blend and move material by vacuum. The WBB is also used as a pressure tank to blend and move material back out of the tank.
New versions of the WBB have a separate dust collector (metroplex) on top of the tank. This is a dry filter type with a purge/ surge cleaning device incorporated into the dust collector.
All products including additives enter the WBB via separate lines. Therefore, if five products are stored in bulk, you will use five openings on top of the WBB, plus one for dry additives.
Most WBBs have eight openings on top of a 5-in groove lock type. This new type of tank does not require the use of a vacuum breaker.
JET 6 – Bulk System Training Manual v1.0 ��

ADDITIVE HOPPER 7.4.0
In a pressure/vacuum plant the additive bottle is replaced by an additive cone operating under vacuum. Additives are dumped into a hopper and the rate of flow is controlled by a butterfly valve at the base of the cone (hopper).
The vacuum on the WBB is created by the vacuum pump and the vacuum on the weight batch blender. Upon completion of the process, the additive valve is closed and the products are blended and then transferred to the bulk transport.
One of the advantages of a pressure-vacuum system is its additive hopper. The hopper relies on a vacuum to pull the additives into the WBB, thus eliminating much of the dust created when adding sacked additives. This process may also be assisted by jets in the material line between the additives cone and the WBB.
Upper clean out jet
Cone
Lower clean-out jet
Vacuum vent valve
Cone base valve control
Removable productscreen
Vent hood
Materialvalve control
Lower and upperclean-outs
5 in material valve
Material lineto the WBB
Additive hopper
JET 6 – Bulk System Training Manual v1.0 ��

Non-
Blen
d
Field
ble
nd
Vent
Vacu
um
Non-
pres
sure
tank
s
Dust
tank
Truck
mix
tank
Doub
le-s
tack
tank
Wei
ght
batc
hbl
ende
r
Vacu
um
pum
p
Pala
tek
com
pres
sor
Dust
colle
ctor
Pres
sure
/vac
uum
bul
k pl
ant s
yste
m
JET 6 – Bulk System Training Manual v1.0 ��

BULK EQUIPMENT OPERATIONS 8.0.0
Bulk truck
JET 6 – Bulk System Training Manual v1.0 ��
8.1.0 operating bulk equipment on location
8.1.1 SteM 1
All bulk equipment must be well maintained and be inspected before and after every job. Equipment used to transfer cement from the District to location must pass a STEM 1 inspection before it is dispatched from the District and as soon as the equipment reaches location. This ensures that the equipment was not damaged en route to the job site. Make sure that the equipment is green-tagged and STEM 1 paperwork is completed on the bulk equipment in the same way you would perform an inspection of the pumping equipment. Equipment that is not operational should be red-tagged and repaired as soon as possible.
8.1.2 Rigging up
Equipment should be spotted to keep the bulk discharge lines as short as possible. The longer the line, the more air is required to transport the bulk material.
As the use of air increases, the amount of dust created while moving the bulk material will increase as well.
If portable air lines are rigged up on location, blow air through them before hooking up to ensure that the lines are clear of water and dirt; also, be sure they are of proper construction to prevent parting.
8.1.3 transferring bulk material on location
Many jobs performed by Schlumberger require cement material to be transferred on location. It is sometimes better to store bulk material in portable P-tanks or gravity silos rather than trying to fit all of the material on location in bulk trucks.
On larger jobs, there are several benefits to using large bulk storage tanks instead of relying on bulk trucks to supply the mixing equipment:
•Making multiple trips to the location with the same truck(s) can reduce the number of
Hook-up

JET 6 – Bulk System Training Manual v1.0 �0
Follow these steps when transferring material on location:
• Each bulk truck must have a completed load sheet. This sheet will list the amount and type of material that is in each tank.
• Each storage tank must pass a STEM 1 inspection before being carried to location.
The FSM or FS/FE assigned to the job has determined the type of material that will be loaded into each storage tank on location. A sketch of the location showing where each load is to go must be given to the FS. The storage tank should be checked before it is loaded to ensure that it has not been damaged on the way to the location.
Each field storage tank should be clearly marked with its contents. A field test blend sample must be taken during the loading.
The proper equipment to rig up the truck to the storage tank and the storage tank to a dust control system must be available. The exit of the dust control system must be routed so that the chance of exposing personnel and equipment to dust is minimized.
Most locations have rules that require dust control when transferring cement. An operational dust control system is required on every job. The dust control device must be hooked up before moving cement.
Two dust collectors devices are CUS-917 - Dust Collector (Cut Sheet), InTouch content ID# 3994426; and CUS-900 - Dust Collector (Cut Sheet), InTouch content ID #3994401.
If there are two or more compressors on location, be sure to connect them together to provide backup for each other. The use of disposable dust bags may be required.
bulk trucks required to do the job.
• The number of people required to do the actual job can be reduced. A driver for each bulk truck is required if all the material is brought to location at the time of the job.
• Large bulk tanks take up less space than the number of bulk trucks needed to hold the same volume of material. This is an important consideration for small locations.
• Fewer hoses, connections, etc. are required to hook up the large bulk tanks than would be required to hook up the number of bulk trucks holding the same volume.
• Fewer tanks require fewer tank changes. Switching from an empty tank to a full tank causes the flow of cement material to the mixer to change, which can cause the slurry density to vary.

RECEIVING MATERIAL AT THE BULK PLANT 7.2.0
Pre-job safety meeting Job execution
JET 6 – Bulk System Training Manual v1.0 �1
Note:
Contents of bulk tanks must be clearly marked, documented and be up-to-date with all parties informed. Costly operational failures have resulted when there has been confusion as to contents of bulk tanks.
8.1.4 operating bulk equipment during the job
The operation of bulk equipment plays an integral part in the success or failure of a job. The following procedures are guidelines to prevent job incidents caused by the improper operation of bulk equipment.
8.1.4.1 Pre-job safety meeting
During the pre-job safety meeting, the FS/FE reviews the location of each cement system and ensures that the bulk operators know the sequence to follow while unloading tanks.The FS/FE ensuresthat the designed pump rate does not exceed the capability of the bulk
system. A rule of thumb for the maximum bulk delivery rate from a standard Schlumberger pressurized bulk tank is 4,000 lbm/min. This number can be used to calculate the maximum mixing rate for each pump unit.
This is also the maximum rate for dry bulk material passing through the knife-gate/mixing bowl. This equals a maximum liquid 15.8 ppg slurry rate of 8.2 bbl/min.
A bulk delivery log should be kept so that the delivery rate from a specific bulk system could be better estimated.
The bulk operator must know how to operate the bulk tanks to achieve the best delivery rate possible. Review the discussion on Steady Dense Flow and Unsteady Dense Plug Flow. earlier in this module.
Note:
The bulk delivery rate for a bulk system depends upon the type of bulk tank, the capacity of the air compressor, the type of aeration device, and the type of bulk material.

JET 6 – Bulk System Training Manual v1.0 ��
The bulk operator, surge can operator and pump operator must be able to communicate with each other during the job. Review hand signals during the pre-job safety meeting. If possible, use radios with headsets to talk during the job.
8.1.4.2 Surge can operation
The vent line from the surge tank should be connected to a dust control device.
Before blowing cement into the surge can, ensure that its valves are in the correct position. Open the fill valve and open the air supply lines and start blowing air through the vent. This will ensure that the vent is clear before attempting to load the tank with cement.
Set the weight indicator to zero with the tank empty.
Mass balance
MASS BALANCE
Bulk cementLead 1500 sksTail 500 sksTotal
Tank
Stage Total Stage Total Stage Total Stage TotalTank 1Lead 500 sks 95 95 25 25 96 96 160 160
Tank 2Lead 500 sks 95 190 25 50 96 192 160 320
Tank 3Lead 500 sks 95 285 25 75 96 288 160 480
Tank 4 59 344 25 100 60 348 97 577Tail 500 sks
Water285 BBL59 BBL344 BBL
Additive75 GAL25 GAL100 GAL
Mix Water288 BBL60 BBL348 BBL
Slurry480 BBL97 BBL477 BBL
VolumeBBL
VolumeBBL
VolumeBBL
VolumeGAL
Note:
The FS/FE should inform the bulk operator and pump operator how much slurry each bulk tank will make so that both operators can estimate the volume left in a bulk tank from the total slurry pumped.

Weight indicator
JET 6 – Bulk System Training Manual v1.0 ��
Before the job starts, transfer cement into the surge tank from a bulk tank. It is advantageous to blow cement from as many tanks as possible to ensure that the bulk lines between the tanks and the surge can are open.
Check the level of the bulk material in the surge can versus the amount indicated by the weight indicator.
Leave the aeration devices in the surge can going while discharging cement to a jet mixer. This air keeps the material in the surge can fluidized and prevents the cement from bridging off inside the can.
Mark the scale of the weight indicator to show the minimum and maximum weights with which the surge can will be operated. The tank should be kept as full as possible without overflowing. Excessive dust will enter the dust control system if the surge can is too full.
Helpful Hint: The maximum weight to put into a surge tank can be estimated using the following equation:
Maximum weight (lbm) = V x W x F x C
V = Volume of the surge can (ft3)
W = Weight of the bulk material (lbm/ft3)
F = Bulk load factor for the bulk material
C = 0.5 to 0.75 - this is a constant that depends on the design of the surge can.
The minimum level should be set 500 to 700 lbm under the maximum level.
It is important to keep the level in the surge can as constant as possible because the rate of flow from the surge can is dependent on the height of material in the can.
If the surge can is not equipped with a weight indicator, it should be kept approximately two-thirds full. This level can be maintained by keeping the level of bulk material between the first and second sight glass.

JET 6 – Bulk System Training Manual v1.0 ��
8.1.4.3 operation of gravity silos
Note:
A gravity silo is not a pressure vessel. It is therefore not recommended to connect the vent line from the gravity silo to a dust control device. If a dust control device is connected to a gravity silo, there is a risk that it could become pressurized if air flow were restricted or if the dust control device became plugged. This could cause a catastrophic structural failure of the gravity silo. Wherever possible, therefore, the use of gravity silos should be limited to specific applications where pressure vessels cannot be made available; for example, in a remote location where all equipment and materials must be mobilized by helicopter.
Before blowing cement into the gravity silo, make sure that its valves are in the correct position. Open the air supply lines and start blowing air through the vent. This will ensure that the vent and pads are clear before you attempt to load the tank with cement.
Close off the air supply line and open the fill line. Blow air from the bulk tank that will be used to fill the gravity silo. The jet line from the bulk tank can be used to supply the air. This will ensure that the conveying line is open.
Only one type of cement system can be loaded into the gravity silo. Make sure that you do not exceed the capacity of the tank.
Before the job starts, fluff the cement in the gravity silo. If a high-volume compressor is used to supply air to the tank, fluff the material for 10 minutes. You should fluff the material for at least 20 minutes if you are using a low-volume blower-type compressor sometimes found on double pump cementing units.
Fluffing the bulk material helps it to flow out of the tank during the job. The more air you pass through the aeration devices and bulk material, the more moisture you pass through the system. Fluffing also tends to cause heavy additives to settle in the tank. Therefore, avoid fluffing for long periods of time.
It is important that the interior walls and discharge valve of the gravity silo are clean and free of hard cement.

Air compressor
Job execution Monitor pressure gauge
JET 6 – Bulk System Training Manual v1.0 ��
8.1.4.4 Air compressor
If there are two or more compressors on location, make sure that lines are run to connect them together. This allows a smooth transition from one compressor to the other if a problem does arise.
The air compressor supplying air for the bulk system must be dedicated to the bulk system and not be used for other purposes during the job. The rig may provide the bulk air supply. The same air system may be used to supply power to run air hoists, needle guns, the driller’s controls, and so on; therefore, it is important to request the rig personnel to keep their use of the air supply to a minimum during the cement job.
Start the air compressor’s engine; allow the engine to warm up for 5 minutes before engaging the clutch to power the air compressor. The air compressor must be run at the manufacturer’s recommended maximum speed.
8.1.4.5 Bulk tank
Transfer the bulk material from the bulk truck to a storage tank or mixer using the same methods described for moving material from a bulk tank to a WBB in a pressure plant.
The bulk operator has to operate three valves (bottle or silo valve, transport discharge valve (if bulk truck), and gooseneck valve) to control the discharge from a bulk tank.
8.1.4.6 Air supply valve
This valve is used to maintain the desired pressure in the bulk tank. The operator must monitor the pressure on the tank to keep the correct pressure. The desired pressure is 1 to 1.5 psi for each foot the tank must discharge through. A maximum of 30 psi should be put on most of our tanks.

P
Taking a sample
JET 6 – Bulk System Training Manual v1.0 ��
8.1.4.7 Discharge valve
This valve, in conjunction with the jet air valve, will determine the rate of bulk delivery.
8.1.4.8 Jet air valve
This valve supplies additional air needed for the bulk tank to deliver material in the Unsteady Dense Plug Flow.
8.1.4.9 Bulk tank level
The bulk operator must learn how to estimate the level in a tank. Tracking the level of the tank allows the bulk operator to anticipate when the tank will empty. The bulk operator should keep the pump operator informed of the level of cement in the tank.
A weight indicator would be the preferred method of estimating the amount of material in a tank. Most bulk tanks are not equipped with weight indicators, so some other method must be used. A suggested method is to slap the side of the tank with an open hand. The vibration of the metal as well as the sound of the slap can be used to estimate the level of material in the tank. A new operator must practice to develop the ability to determine the level of material.
WARNiNg:
Never hit the tank with a hammer!
8.1.4.10 Wellsite execution requirements
A very important part of the operation is quality control.
Samples must be collected in the field for quality control as required in the Cementing Minimum Service Quality Standards, InTouch content ID# 3200513, and in the worst case scenario, incident investigation.

Rigging down
JET 6 – Bulk System Training Manual v1.0 ��
In Section 2 of the Cementing Minimum Service Quality Standards, InTouch content ID# 3200513, the amounts of cement, mix water and additive samples are outlined. Review and follow these requirements.
Be sure to also follow the policies of your district regarding the labeling of sample bags and containers.
8.1.5 Rigging down
After all the cement has been mixed, the bulk equipment should be rigged down. Be sure that the location is left as clean as it was on arrival.
Always check with the client and drilling contractor to ensure that their environmental protection procedures are followed together with those of Schlumberger.
The pressure on the bulk tanks should be bled off. Do not open the vent valve completely until the pressure is below 5 psi. A small valve on the vent system can be used to bleed off the pressure in the tank to prevent erosion of the 4-in vent valve. Opening the 4-in vent valve quickly will cause a very high air flow in the vent lines. This high air flow can damage the dust control equipment (high air flows can blow the socks off sock-type dust collectors) and/or cause any loose hoses in the vent system to be whipped about wildly.
If any appreciable amount of material is left in the bulk tank, its volume should be estimated and the FS/FE notified. The FS/FE will determine how the excess material is to be handled. If it is in a bulk truck, the material will be returned to the District. If it is in a storage tank, it will have to be blown back into a bulk truck to be transported back to the District. If the storage tank will be remaining on location for future jobs and the same type of cement will be used, the material can be left in the tank.
8.1.6 At the District
The bulk tanks used on a job should be blown down into the junk or reclaim tank when they are returned to the District.
It is very important that these tanks are maintained and that waste product is removed periodically to prevent overflow into the vent system. No contaminants should be left in the transport to be sure that the unit is ready for the next job.

MAINTENANCE OF BULK EQUIPMENT 9.0.0
Maintaining bulk equipment
MAINTENANCE OF BULK EQUIPMENT
JET 6 – Bulk System Training Manual v1.0 ��
This section discusses the maintenance of some basic bulk equipment parts. Schlumberger depends on STEM inspections being performed correctly. If a problem is found during a STEM inspection it must be fixed. This guide leads you through some of the basic repairs needed on bulk equipment.
When dealing with maintenance issues, always consult your maintenance personnel.

BUTTERFLY VALVE 9.1.0
Butterfly valve
Butterfly valves should move easily and seal against air pressure. The repair of butterfly valves is covered in the JET 1: Low-Pressure Equipment, InTouch content ID# 4127821. Whenever a butterfly valve is removed from a bulk tank or the bulk system, the piping should be inspected for cement buildup. If buildup is found, it must be removed at that time.
Butterfly valve components
JET 6 – Bulk System Training Manual v1.0 ��

CHECK VALVES 9.2.0
Disc-type valves Disc-type valves
JET 6 – Bulk System Training Manual v1.0 �0
Check valves are used in the air supply lines (low-pressure) of bulk tanks as well as in the discharge lines of air compressors. A check valve allows flow in only one direction. These valves help prevent the bulk material from plugging up the air lines or damaging the air compressor.
The standard check valve consists of a swing gate. The valve should swing easily; it relies on gravity to pull the gate down and close off the line if air is not being blown through it. If the check valve becomes plugged, or if it becomes hung open, it should be removed and cleaned. If the valve will not seal the swing gate, the seal should be repaired or the whole valve replaced. These valves should be disc type and require no orientation to work properly. Schlumberger also uses inline-type check valves on some air supply lines. An in-line check valve relies on a spring to close the disc and is now the preferred type of valve for this process.

BALL VALVES 9.3.0
Nut
Handle
Packing nut
Packing
Body
Stem
Washer
Body end
Ball
Seats
Components of the ball valve
JET 6 – Bulk System Training Manual v1.0 �1
Ball valves
Low-pressure ball valves are used on the air supply lines of bulk tanks. A ball valve is designed as shown below. If the valve begins to leak it should be repaired or replaced.

Pad holderPipe jets
JET 6 – Bulk System Training Manual v1.0 ��
If the pad has been in place for a long time, the nuts may be difficult to remove and the studs may break. A local welder can replace the studs in the pad holder. Remember to follow the rules in Standard 25: Confined Space Entry, InTouch content ID# 3313705 concerning tank entry and the performance of hot work before making any kind of repairs inside the tank.
9.4.3 Stainless steel pads
Some bulk tanks are constructed with stainless steel or porous bronze pads. These pads perform the same function as the canvas pads. Be careful when cleaning this pad material with a wire brush. If the pad is damaged it can be replaced with canvas.
9.4.1 Pipe jets
The membrane covering the pipe jet should be inspected and replaced if it becomes damaged. Any cement must be removed from inside the jet so that the inside is free of any buildup. The preferred mounting is horizontal to prevent product from entering upon closing.
9.4.2 Canvas pads
Any cement buildup on the top of the pad can be removed with a wire brush. If the pad has been damaged it must be removed and the canvas replaced. The canvas material used is 4-ply cotton belting with interlock weave. The canvas is cut to fit the pad it is replacing. The area under the pad must be cleaned of any cement when a pad is removed.
AERATION DEVICES 9.4.0

Dust collector socks
JET 6 – Bulk System Training Manual v1.0 ��
The dust collector socks (bags) can be damaged or blown off by flowing air at an excessive rate through the socks. This usually happens when the pressure in a bulk tank is released too quickly by opening a vent valve too fast, or if the socks become plugged.
The socks will also be damaged or blown off if a slug of cement is blown into the dust collector. This will happen if a bulk tank is overfilled.
Maintenance Bulletin 532 , InTouch content ID# 4128999, contains instructions for installing and replacing dust collector socks.
DUST COLLECTOR SOCKS 9.5.0

Figure 206 unions
Victaulic connection
Dresser sleeve
Groove lock fitting
JET 6 – Bulk System Training Manual v1.0 ��
9.6.1 Figure 206 unions
The main connections used with bulk equipment are Figure 206 type hammer unions. These unions are designed for low pressure (rated working pressure of 2,000 psi) and come in various sizes. The Treating Equipment Manual, Version B, InTouch content ID# 3013931, lists the part numbers for various size unions. The 207 one-piece cap must not be used in cementing applications.
These unions should be cleaned and lubricated each time they are to be hooked up. The O-ring on the male half and the sealing surface on the female half of each union should be cleaned and inspected before they are made up.
9.6.2 Victaulic connections
Victaulic connections are used on bulk piping to make connections that will not need to be dismantled very often. These connections are usually used to make the assembly of the piping easier, and to allow the piping to be dismantled and inspected.
9.6.3 Dresser sleeve
Dresser sleeve connections are also used where a connection will not be dismantled very often. These sleeves are used less frequently because of the risk that vibrations will loosen the sleeves.
CONNECTIONS 9.6.0

Safety relief valve
JET 6 – Bulk System Training Manual v1.0 ��
These valves are commonly called pop-offs. It is essential that these pressure relief valves function correctly when they are needed. The valves keep the pressure in our bulk equipment from exceeding set limits. This protects people as well as equipment. All pressure relief valves must comply with Well Services Safety Standard 27: Inspection and Testing of Pressure Relief Valves and Gauges, InTouch content ID# 3313707.
The specifications, as well as the proper way to mount and inspect these valves, can be found in Maintenance Bulletin 625E MUST DO - Pressure Vessel, and Relief Valve Inspection and Test Procedures, InTouch content ID# 3998770, which includes an inspection as well as testing and calibration dates and procedures.
Some countries have legal requirements regarding the inspection and testing of relief valves. If local requirements exceed Maintenance Bulletin 625E they are to be followed. In the absence of local regulations, follow Maintenance Bulletin 625E.
SAFETY RELIEF VALVE 9.7.0

Vacuum/pressure gauge
All air compressors and bulk tanks should be fitted with pressure gauges. Pressure gauges allow an operator to control the operation of the equipment safely and efficiently.
As with all mechanical equipment, pressure gauges must be checked to ensure that they are working properly. The Maintenance Bulletin 625E MUST DO - Pressure Vessel and Relief Valve Inspection and Test Procedures, InTouch content ID# 3998770 lists part numbers for the preferred gauges and also describes a procedure for checking the accuracy of each gauge.
The counterpart for the pressure gauge, which is used in the pressure/vacuum system, is a pressure/vacuum gauge that will have the pressure and vacuum readings. It will read 30-in mercury to 60 psi pressure.
Pressure gauge
JET 6 – Bulk System Training Manual v1.0 ��
PRESSURE GAUGES 9.8.0

Mechanical load cell
Digital readout (left) and electronic load cell (right)
JET 6 – Bulk System Training Manual v1.0 ��
There are two types of bulk pant weight measuring devices used in Schlumberger. The mechanical load cell type, and the electronic load cell type with digital readouts, which are used in most new or upgraded plants in North America today. These systems also have pointer confirmation with a data link to the front office.
WEIGHT MEASURING DEVICES 9.9.0
Mechanical load cellThe load cells used on the WBB and surge cans are hydraulic and are similar to the gauge saver diaphragms used on triplex pumps. The same hand pump used to inflate a gauge saver diaphragm can be used to inflate a load cell.
For proper maintenance and calibration, refer to the product maintenance manual.

JET 6 – Bulk System Training Manual v1.0 ��
1. Inspect the exterior of the tank for:
A. Rust and pits in weld.
B. Cracks in and near welds.
C. Sharp dents, especially in welded joints.
D. Pay particular attention to cone, shell, and head penetrations (pipe entries) for cracks and pitting near welds.
E. On the mobile tank pay particular attention to welds at the tank supports, which may be cracked due to fatigue and loose tie-down bolts.
F. Any welding or cutting to be done on the tank must be done by an ASME code shop with an “R” stamp and re-inspected by an ASME code inspector who prepares a partial Data Report. In countries outside North America all work should be performed and inspected to that country’s ASME equivalent.
Items B and C should not be found on tanks in permanent installations, but they may be fairly common on mobile tanks.
2. All pressurized bulk tanks, regardless of the products they contain, must be pneumatically pressure tested to the manufacturer’s working pressure annually. This test is best performed with the tanks full, as follows:
A. Isolate and pressurize the tank to the manufacturer’s working pressure.
B. Ensure that the pressure relief valve is functioning by noting the pressure at which it relieves.
C. Ensure that there are no leaks at any connections or hatches. Any leaks must be repaired before returning the tank to service.
D. Document the results of the pressure test and retain them at the district.
3. The gasket on the manway must be removed, cleaned and greased. The mating surface must be clean and flat.
4. If the visual or pressure inspection by a Schlumberger inspector reveals any flaws or poor workmanship, an ASME code or equal inspector must be consulted for advice on how to proceed. The code inspector may run a magnetic particle and sonic thickness test to determine the extent of any flaw, damage, or wear. If the tank requires repair, an ASME or equal repair facility must perform the work. Each tank must have an identifying number (unit/asset number) which will be used to make a record of the test for the unit file.
This test is best performed while the tanks are filled to eliminate the tremendous air volumes involved.
It is no longer a requirement to hydrostatically test bulk tanks during the annual inspection. The only time a hydrostatic test is required is when a tank is repaired. This test is conducted by the manufacturing or repair shop involved.
ANNUAL PRESSURE TANK INSPECTION 9.10.0

GLOSSARY 10.0.0
JET 6 – Bulk System Training Manual v1.0 ��
Blow-down
This term refers to the operation used to clean out a bulk tank transport of any remaining bulk material. The process used to clean out residual bulk material is the same as that used to empty a full bulk tank. The bulk tank truck must be pressured up, and then the discharge valve opened; the pressure in the tank will fall quickly as the tank empties. This process should be repeated until little or no bulk material is discharged when the discharge valve is opened.
Junk tank or reclaim tank
A bulk waste tank at the District must be set up to receive unused bulk material left in bulk tanks. The collection tank of the dust collector is used as a junk tank at many Districts. This bulk tank must be separated from the rest of the bulk system to reduce the possibility of contaminating other bulk materials with the returned cement systems.
In a pressure/vacuum plant the use of the weigh batch blender is required to remove waste product from the waste collection tank. Product is drawn into the WBB by means of vacuum and then transferred directly to the bulk transport for waste removal through an isolated valve primarily intended for this purpose. This valve remains locked at all other times.

REFERENCES 11.0.0
All Schlumberger employees must be familiar with the relevant safety regulations and precautions because of the many hazards involved in the oilfield industry. Be sure that you know the relevant contents of the material safety data sheet (MSDS) regarding required personal protective equipment (PPE) and handling procedures when handling chemicals.
CMSQS Cementing Minimum Service Quality Standards
JET modulesJET 1: Low-Pressure Equipment, InTouch content ID# 4127821JET 4: Basic Oilfield Equipment, InTouch content ID# 4127828JET 5: LP Fluid Equipment, InTouch content ID# 4127829JET 6: Bulk Plant, InTouch content ID# 4127830
Well Services Safety StandardsSafety Standard 4: Facilities and Workshops, InTouch content ID# 3313678Safety Standard 5: Pressure Pumping and Location Safety, InTouch content ID# 3313681Safety Standard 11: Pumping Nitrogen, InTouch content ID# 3313684Safety Standard 15: Lockout/Tagout, InTouch content ID# 3313691Safety Standard 17: Storage and Handling of Oxidizers, InTouch content ID# 3313693Safety Standard 18: HAZCOM, InTouch content ID# 3313694Safety Standard 22: Coiled Tubing Operations, InTouch content ID# 3313710Standard 25: Confined Space Entry, InTouch content ID #3313705Safety Standard 26: Air Tanks and Receivers, InTouch content ID# 3313706Safety Standard 27: Inspection and Testing of Pressure Relief Valves and Gauges, InTouch content ID# 3313707Safety Standard 28: Pressure Management Operations, November, 2003, InTouch content ID# 3313708Safety Standard 30: Pumping Combustible and Flammable Fluids, InTouch content ID# 3313709
Standard S001: Journey Management and Driving, InTouch content ID# 3051691Standard S002: QHSE Reporting, InTouch content ID# 3260257Standard S003: Personal Protective Equipment, InTouch content ID# 3260259Standard S004: Emergency Response, InTouch content ID# 3253244Standard S013: Mechanical Lifting, InTouch content ID# 3260276
JET 6 – Bulk System Training Manual v1.0 �0

JET 6 – Bulk System Training Manual v1.0 �1
Q 01
Q 02
Q 03
Q 04
Q 05
Q 06
Q 07
Q 08
As compressed air flows though bulk material, it tends to compact the particles.
True False
The amount of material carried by air depends on which of the following factors? Select all the correct answers.
atmospheric pressure amount of compressed air geographical location pressure inside the holding tank size of piping between tanks pressure inside the receiving tank
When conveying bulk material using Unsteady Dense Plug Flow, the delivery rate is controlled at the discharge end of the transport line.
True False
Which of the following is true about the fill line on a pressure tank?
The opening of the line will be at the bottom of the tank.
The opening of the line will be at the top of the tank.
The line is often constructed as a dip tube.
The line must be positioned in a specific place on the outside of the tank.
On most Schlumberger pressure tanks, the pressure relief valves are designed to relieve at what pressure?
35 psi 30 psi 20 psi 15 psi
The porous media used as aeration devices in pressure tanks are commonly made of high-density plastic.
True False
Which aspects of coded pressure vessel construction does the ASME govern? Select all the correct answers.
who owns the tank type of metal used for construction welding procedures testing procedures utilization of approved welders and inspectors
Match each pressure vessel component with its description.
Vacuum systems:an additional safety device
b. discharge line
Primary pressure relief safety device
b. pop-off
Starts as a hole in the middle-bottom of the tank
c. rupture disk
Enables compressed air to aerate through cement
d. pipe jets
Pressure system and additional safety device
e. vacuum breaker
CHECK YOUR UNDERSTANDING 12.0.0

JET 6 – Bulk System Training Manual v1.0 ��
Q 13Q 09
Q 10
Q 11
Q 12
Q 14
Q 15
Q 16
Q 17
Which of the following statements are true for both surge cans and gravity silos? Select all the correct answers.
They separate bulk material transport from bulk material supply metering.
They allow air used to transport bulk material to escape.
They provide a buffer when switching from one P-tank to another.
They can be used as storage tanks for bulk material on location.
They are considered “code” tanks. The pressurized surge cans used by
Schlumberger are equipped with a side discharge.
True False
Which of the following components on a reciprocating compressor is responsible for maintaining the desired pressure?
pop-off after-cooler bleeder valve unloader
How is the ft3/min discharge of a rotary axial compressor regulated?
by varying the rpm at which the compressor turns
by throttling the intake valve by throttling the exhaust valve by an adjustable relief valve
Match each type of compressor with its principle of operation.
Air is forced into a smaller diameter on the discharge end.
a. reciprocating
Acts like a blower. b. rotary axialWorks like a two-cycle engine.
c. vane type
Which of the following is a risk of having
a dirty air filter on a reciprocating compressor?
Dirt could cause vanes to disintegrate. The four-way valve could be clogged. Oil could be carried to the pads in the bulk cement tank.
The after-coolers could overheat.
Match each moisture removal device with its principle of operation.
Desiccant cartridge a. after-coolerCentrifugal force b. dryerCondensation through thermal change
c. water separator
Slows air down d. inline water separator
What is the rule-of-thumb amount of
lubricant that a lubricator should add to compressed air?
14–16 drops per minute 10–12 drops per minute 4–6 drops per minute 1–2 drops per minute
National regulations are the most important regulations in the design of Schlumberger dust control devices.
True False

Pleated paper cartridge dust collectors are built with a bypass mechanism that provides overpressure protection.
True. False.
The use of the additive hopper eliminates the use of:
additive hopper compressor WBB
A pressure vacuum system has the
following advantages: Less dust is generated. Cleaning is easier than for the bulk tanks.
Costs are higher. Code is needed.
All storage tanks on the inlet side of the WBB require a full _____ vent on top of the tank for each individual product being stored, and a 2-in
_____ _____ on the tank.
The vacuum pressure plants use ____ pumps:
1 2 3
The WBB is also used as a ____________ to blend and move material.
Q 18
Q 19
Q 20
Q 21
Q 22
Q 23
JET 6 – Bulk System Training Manual v1.0 ��

ANSWER KEY 13.0.0
A 20
A 19
A 21
JET 6 – Bulk System Training Manual v1.0 ��
False
Amount of compressed air Pressure inside the holding tank Size of piping between tanks Pressure inside the receiving tank
False
The opening of the line will be at the top of the tank.
35 psi
False
Type of metal used for construction Welding procedures Testing procedures Utilization of approved welders and
inspectors
e
c
b
a
d They separate bulk material transport
from bulk material supply metering. They allow air used to transport bulk
material to escape. They provide a buffer when switching
from one P-tank to another.
True
A 01
A 02
A 03
A 04
A 05
A 06
A 07
A 08
A 08
A 10
A 11
A 12
A 13
A 14
A 15
A 16
A 17
A 18
Unloader
By throttling the intake valve
b
c
a Oil could be carried to the pads in the
bulk cement tank.
b
d
a
c
4–6 drops per minute
False
True
A
Less dust is generated. Cleaning is easier than for the bulk
tanks. open vacuum breaker
2
P-tank
ANSWeRS
A 22
A 23