iso3834 شوج تیفیک نیمضت عماج ماظن اناتسا اب...
TRANSCRIPT

1
ISO3834 آشنایی با استاندارد نظام جامع تضمین کیفیت جوش
مقدمه
این میزان درصد 69درصد حجم تولید فلزات جهان به فوالد اختصاص دارد، آمارها نشان می دهد که بیش از 69نزدیک به
یز به قطعات ریخته گری شده حجم باقیمانده ندرصد 19گرفته و کمتر از فوالد تولید شده، در آینده تحت جوشکاری قرار
پس چنانچه مالحظه می ،اختصاص دارد که برطرف نمودن عیوب حاصل از ریخته گری آنها نیز بر عهده جوشکاری می باشد
درصد فوالد تولید شده جهانی بطور مستقیم یا غیر مستقیم کاربرد دارد. 199شود جوشکاری در
ISO3834استاندارد
که هدف آن تعیین EN 729اولین ویرایش استاندارد ( کمیته استانداردهای اروپایی) CENموسسه ،1661در سال
ENاستاندارد ISOموسسه ، 1661در سال پس از آن و ؛نمودرا منتشر ،الزامات کیفی برای جوشکاری ذوبی مواد فلزی بود
2در این استاندارد 5992حاضر ویرایش در حال نمود، که منتشر ISO 3834با کد استاندارد با کمی بازنگری را 729
:می باشدجاری ذیلبخش
ISO 3834-1 خطوط راهنما جهت انتخاب و استفاده -: بخش اول
ISO 3834-2 الزامات کیفی جامع -: بخش دوم
ISO 3834-3 الزامات کیفی نرمال -: بخش سوم
ISO 3834-4 الزامات کیفی مقدماتی -: بخش چهارم
ISO 3834-5 : مدارک کاربردی -بخش پنجم
ISO 3834پیاده سازی استاندارد مزایای
افزایش اطمینان از کیفیت محصوالت جوشکاری شده
افزایش اطمینان از زمان تحویل قید شده در قرارداد
افزایش اعتبار و قدرت رقابت شرکت در داخل و خارج از کشور

5
و مجموعه های جوشکاری شدهافزایش سطح کیفی و صالحیت تامین کنندگان قطعات
کارایی بیشتر فعالیتهای مرتبط با جوشکاری از مهندسی و تامین تا اجرا
کاهش هزینه های حاصل از دوباره کاری، ضایعات و خسارات
کاهش هزینه های حاصل از خرابی ناگهانی تجهیزات
( کاهش هزینه های بازرسی رکن سومThird Party)
، (5)سطح توضیح داده شد، این استاندارد دارای سه سطح الزامات کیفی است، الزامات کیفی جامع همانطوری که پیش از این
-شرکتی که قصد پیاده سازی این استاندارد را دارد می، (1)سطح و الزامات کیفی مقدماتی( 3)سطح الزامات کیفی استاندارد
شده است. ذکر امل موثر بر انتخاب سطح کیفی مناسب عوفهرست در ذیل ، نمایدسه سطح را انتخاب این بایست یکی از
عوامل موثر بر انتخاب سطح کیفی مناسب
پیچیدگی محصول
اهمیت محصول
حجم تولید محصول
تنوع مواد بکار رفته در محصول
گستردگی مشکالت متالوژیکی
تاثیر عیوب جوش بر عملکرد محصول
Requirement for fusion welding of metallic materialsr
الزامات کیفی برای جوشکاری ذوبی مواد فلزی
توجه: الزامات این استاندارد محدود به جوشکاری ذوبی نبوده و قابلیت کاربرد برای محصوالتی که با
فرایندهای جوشکاری غیر ذوبی )حالت جامد( تولید شده اند را نیز دارا می باشد.
د دارد؟وجو ISO 3834چه لزومی جهت اخذ استاندارد
( یکی از نکاتی که می بایست مورد توجه جدی مسئوالن WTOایران برای ورود به سازمان تجارت جهانی )
دولتی و مدیران ارشد شرکتها قرار گیرد رعایت استانداردهای بین المللی در تولید محصوالت با کیفیت قابل
می باشد، که در تولید محصوالتی بکار ISO 3834رقابت در بازار جهانی می باشد، از جمله این استانداردها
می آید که جوش در تولید آنها نقش اساسی و یا عمده را بر عهده دارد.
3
آن دسته از شرکتهایی که بطور مستقیم و یا غیر مستقیم با جوشکاری در ارتباط می باشند، و در صدد
حصول خود به کشورهای دیگر دارند، می شرکت در مناقصه های بین المللی بوده و یا برنامه ای جهت صدور م
بایست جهت اخذ این استاندارد به عنوان الزام اقدام نمایند.
همچنین پیاده سازی این نظام کیفی با روشمند نمودن فعالیت های مرتبط با جوشکاری بر اساس یک
چنین خساراتی که از معیار تایید شده بین المللی می تواند از حجم دوباره کاری ها، میزان ضایعات و هم
عملکرد نامناسب محصول حین مصرف به شرکت وارد می آید، کاسته و از این طریق به کاهش هزینه های
شرکت کمک نماید
ISO 3834الزامات استاندارد
(Requirements Reviewبازنگری الزامات )
(Technical Reviewبازنگری فنی )
( Sub-Contractingپیمانکاری )
(Welders & Welding Operatorsران و متصدیان دستگاه های جوشکاری )جوشکا
(Welding Co-ordination Personnelکارکنان هماهنگ کننده فعالیت های جوشکاری )
(Inspection & Testing Personnelکارکنان بازرسی و آزمون )
(Production & Testing Equipmentsتجهیزات تولید و آزمایش )
(Equipments Maintenanceگهداری تجهیزات )ن
( به صورت زیر ارائه شده است : 5بعنوان مثال الزامات کیفی جامع ) سطح
استاندارد (2سطح کیفی جامع )الزامات
بازنگری الزامات (Review of Requirements)
استخراج الزامات فنی تولید محصول و انونی جهتبازنگری استانداردهای محصول، استانداردهای تکمیلی، الزامات ق
بررسی توانمندیهای سازنده جهت برآوردن الزامات فوق
( بازنگری فنیTechnical Review)
بیان نکات فنی که باید مورد توجه قرار گیرد از ویژگیهای مواد پایه تا بازرسی نهائی.

1
( پیمانکاریSub-Contracting )
فرعی )در صورت وجود( برای رعایت الزامات این استاندارد.بیان وظائف سازنده و پیمانکار
( جوشکاران و متصدیان دستگاه های جوشکاریWelders & Welding Operators)
بیان الزاماتی که جهت احراز صالحیت جوشکاران و متصدیان دستگاههای جوشکاری ضروری است.
( کارکنان هماهنگ کننده فعالیت های جوشکاریWelding Coordination Personnel)
هماهنگ کننده فعالیتهای جوشکاری شخصی است که تمام کارهای مرتبط با جوشکاری باید با اطالع و تحت نظارت وی
بیان شده است. ISO14731انجام شود. شرح وظائف این فرد در
( کارکنان بازرسی و آزمونInspection & Testing Personnel)
ع اصلی برای تأیید صالحیت کارکنان بازرسی و آزمونبیان الزامات و مراج
( تجهیزات تولید و آزمایشProduction & Testing Equipments)
راسیون تجهیزات مرتبط با جوشکاری. بیان تجهیزات مورد نیاز و الزامات مربوط به شرح ، نگهداری و کالیب
( برنامه ریزی تولیدProduction Planning )
ویژگیها و ترتیب ساخت، خصوصیات و ترتیب جوشکاری، شناسائی مواد از طریق الزامات طرح تولید مانند بیان حداقل
ها، ویژگیهای بازرسی فنی و انتصاب نیروهای متخصص.گواهینامه
( مشخصات رویه جوشکاریWPS) و( تایید کیفی رویه های جوشکاریPQR)
در حین تولید اطمینان WPSمعتبر و پیاده سازی PQRط و تأیید آن توس WPSسازنده باید از تدوین صحیح
اند.استاندارد ذکر شده 2حاصل کند. مراجع اصلی در بخش
( مواد مصرفیWelding Consumables )
بیان الزامات مربوط به آزمون، انبارش و حمل و نقل مواد مصرفی جوشکاری
( عملیات حرارتی پس از جوشکاریPost Weld Heat Treatment)
. بدین منظور باید الزامات گفته شده در این بخش سازنده مسئول اجرای صحیح عملیات حرارتی پس از جوشکاری است
ها را رعایت کند.در مورد دستگاهها و رویه
بازرسی پیش، حین و پس از جوشکاری(Inspection & Testing)
پس از جوشکاری تقسیم شده است. پیش از بازرسی و تست به سه بخش پیش از جوشکاری، در حین جوشکاری و
، جیگ و فیکسچر، مواد پایه و مصرفی و . . . بازرسی شود. در حین جوشکاری نیز باید WPSجوشکاری باید تناسب

2
، ترتیب جوشکاری، پیچیدگی و . . . بازرسی شود. پس از جوشکاری بازرسی چشمی و تستهای پارامترهای جوشکاری
تی انجام شود.مخرب و غیر مخرب بایس
مغایرتها و( اقدامات اصالحیNon-Conformance & Corrective Actions )
اعتبار سنجی و تنظیم تجهیزات اندازه گیری، بازرسی و آزمایش (Calibration & Validation of
Measuring, Inspection & Testing Equipments)
ارجاع داده شده است. ISO17662بخش مهمی از این الزامات به استاندارد
قابلیت ردیابی و شناسایی(Identification & Traceability)
طرح تولید، موقعیتهای جوش در سازه، موقعیت تعمیرها و موقعیت اتصاالت موقت از جمله مواردی است که نیاز به
های جوشهای خاص WPSقابلیت شناسائی دارند. جوشکارها، اپراتورهای جوش و دستگاههای اتوماتیک و همچنین
باید قابلیت ردیابی داشته باشند.
سوابق کیفی (Quality records)
سال نگهداری شوند مگر اینکه در قرارداد شرایط دیگری ذکر گردد. این سوابق باید شامل 2سوابق کیفی حداقل باید
اد مصرفی، سوابق نگهداری تجهیزات، طرح های موهای مواد،گواهینامهسابقه بازبینی الزامات و بازنگری فنی، گواهینامه
باشند. ها، گواهینامه تستهای غیر مخرب و . . .PQRها، WPSتولید،
ISO3834-2:2005 الزامات استاندارد
شرح عنوان زیربند بند
2-
بازبینی الزامات و
بازنگری فنی
2- 1
کلیات
دسترس بازبینی الزامات توسط سازنده و اطمینان یافتن سازنده از در
بودن کلیه اطالعات ضروری جهت انجام کارها
بازبینی الزامات 5 -2
استاندارد محصول و استاندارد تکمیلی -1
الزامات قانونی -5
الزامات اضافی خواسته شده توسط سازنده -3
توانمندی سازنده برای برآوردن الزامات -1

9
بازنگری فنی 3 -2
الزامات کیفی و پذیرش -5ه و خواص اتصال جوش.ویژگیهای موادپای -1
موقعیت و ترتیب جوشها و در دسترس بودن برای آزمون غیر -3جوش.
مشخصات رویه جوشکاری، رویه آزمون غیر مخرب و رویه -1مخرب.
تایید صالحیت -9روش تایید رویه جوشکاری. -2عملیات حرارتی.
-6بازرسی و آزمون. -8.انتخاب، شناسائی و قابلیت ردیابی -7کارکنان.
دیگر -11عملیات حرارتی پس از جوشکاری. -19پیمانکاری فرعی.
ابعاد و جزئیات -13ستفاده از روشهای ویژه.ا -15الزامات جوشکاری.
جوشهایی که باید در کارگاه -11سازی اتصال و جوش تکمیل شده.آماده
مدیریت عدم تطابقها. -19شرایط محیطی. -12یا جای دیگر انجام شود.
9
پیمانکاری فرعی
استاندارد و معرفی سازنده به عنوان مسئول انطباق پیمانکار فرعی با این پیمانکاری فرعی -
مسئول ارائه اطالعات کامل و دقیق به پیمانکار فرعی و الزام پیمانکار
فرعی به رعایت الزامات استاندارد و ثبت سوابق از اسناد
7
کارکنان
جوشکاری
الزام سازنده به داشتن کارکنان با صالحیت برای طراحی، اجرا و نظارت کلیات 7-1
تولید جوشها
7-5 جوشکارها و
اپراتوهای جوشکاری الزام به استفاده از جوشکارها و اپراتوهای جوشکاری تأیید صالحیت شده
7-3
کارکنان هماهنگی
جوشکاری
الزام سازنده به استفاده از کارکنان با صالحیت برای هماهنگی
جوشکاری، بیان شفاف وظایف و اختیارات آنها و دادن اختیارات کافی به
گونه تصمیم ضروری مربوط به فعالیتهای جوشکاریآنها برای اتخاذ هر
8
کارکنان آزمون و
بازرسی
الزام سازنده به استفاده از کارکنان با صالحیت برای طراحی، اجرا و کلیات 8-1
نظارت بر آزمون و بازرسی ها
کارکنان آزمون غیر 8-5
مخرب
کان صرف الزام کارکنان آزمونها غیر مخرب به تایید صالحیت و بیان ام
نظر از تست بازرسی چشمی
6
تجهیزات
6-1 تجهیزات تولید و
آزمون
موارد زیر در صورت لزوم باید در دسترس باشند: منابع تغذیه برق،
تجهیزات برش و آماده سازی اتصال شامل برش حرارتی، تجهیزات
پیشگرم و پسگرم شامل دماسنج، جیگ و فیکسچر، جرثقیل و تجهیزات
سازی مواد زات حفاظتی اشخاص، گرمکن و غیره برای آمادهانتقال، تجهی
مصرفی، تجهیزات تمیز کردن سطح و تجهیزات آزمونهای مخرب و غیر
مخرب
توصیف تجهیزات 6-5
الزام سازنده به داشتن شرحی از تجیزات عمده و مهم که اطالعات زیر را
نتقال در کارگاه، ارائه کند: حداکثر ظرفیت جرثقیلها، اندازه اجزای قابل ا
ظرفیت تجهیزات جوشکاری اتوماتیک یا مکانیزه، ابعاد و حداکثر دمای
های عملیات حرارتی پس از جوشکاری و ظرفیت دستگاههای نورد کوره
و خمکاری و برش
الزام سازنده داشتن تجهیزات کافی برای فعالیتهای مربوط تناسب تجهیزات 6-3
تجهیزات جدید 6-1اجرای تست )طبق استاندارد مربوطه( پس از نصب تجهیزات الزام به
جدید و ثبت سوابق تستها

7
نگهداری تجهیزات 6-2الزام سازنده به داشتن برنامه مکتوب برای نگهداری تجهیزات اساسی و
ممانعت از بکار بردن تجهیزات معیوب
19
جوشکاری و
فعالیتهای
مربوطه
طرح تولید 19-1
داشتن طرح تولید که حداقل باید شامل موارد زیر باشد: الزام سازنده به
مشخصات ترتیبی که باید بر طبق آن ساخت انجام شود.، شناسایی
فرآیندهای منفردی که برای ساخت سازه الزم است، ارجاع به مشخصات
رویه مربوطه، ترتیب جوشکاری، ترتیب و زمانبندی فرآیندهای منفرد،
شرایط محیطی، شناسائی اعضاء و اجزاء و ویژگیهای آزمون و بازرسی،
Batch ها و اختصاص کارکنان با صالحیت
ویژگیهای رویه 19-5
(WPS)جوشکاری
مناسب و اطمینان از پیاده سازی صحیح آن WPSالزام سازنده به تهیه
به روش صحیح WPSالزام به سنجش صالحیت تأیید رویه جوشکاری 19-3
کاریدستورالعملهای 19-1بیان امکان استفاده از دستورالعملهای کاری و عدم نیاز آنها به تایید
صالحیت و الزام به در دسترس بودن آنها در مکانهای مورد نیاز
19-2 های آماده سازی رویه
و کنترل اسناد
های آماده سازی و کنترل اسناد کیفیالزام سازنده به استقرار رویه
11
مواد مصرفی
ریجوشکا
های کنترل مواد مصرفیالزام به مشخص شدن مسئولیها و رویه کلیات 11-1
اگر مشخص شده باشد. Batchالزام به درخواست تست Batchتست 11-5
انبارش و حمل ونقل 11-3
هایی برای انبارش، شناسائی و سازی رویهالزام سازنده به تهیه و پیاده
ه سازنده مواد( که از تخریب آنها حمل و نقل مواد مصرفی )مطابق توصی
ممانعت کند.
15
انبارش مواد پایه انبارش مواد پایه -
الزام به انبارش مواد پایه )شامل مواد داده شده توسط مشتری( به روشی
که تأثیر منفی بر آنها نگذارد.
13
عملیات حرارتی
پس از
جوشکاری
- عملیات حرارتی پس
از جوشکاری
به عنوان مسئول تمامی مراحل عمیات حرارتی پس از تعیین سازنده
جوشکاری و الزام سازنده به ثبت دقیق سوابق عملیات حرارتی
11
بازرسی و آزمون
کلیات 11-1الزام به انجام آزمون مناسب در مرحله مناسبی از فرآیند تولید برای
نشان دادن همخوانی با قرارداد
11-5 تست و بازرسی قبل
اریاز جوشک
-جنس مواد پایه – WPSتناسب -تناسب و اعتبار گواهینامه جوشکارها
الزامات -جیگها و خال جوشها -آماده سازی اتصال -جنس مواد مصرفی
تناسب شرایط کاری -برنامه ریزی تست در فرآیند تولید – WPSخاص
و محیط کاری.
11-3 تست و بازرسی در
حین جوشکاری
اری، دمای پیشگرم و بین پاسی، ترتیب پارامترهای اساسی جوشک
جوشکاری، گوجینگ، استفاده صحیح از مواد مصرفی، کنترل پیچش و
آزمونهای میانی
11-1 تست و بازرسی پس
از جوشکاری
شکل و ابعاد -بازرسی مخرب -بازرسی غیر مخرب -بازرسی چشمی
نتایج و سوابق عملیاتهای پس از جوشکاری -سازه
8
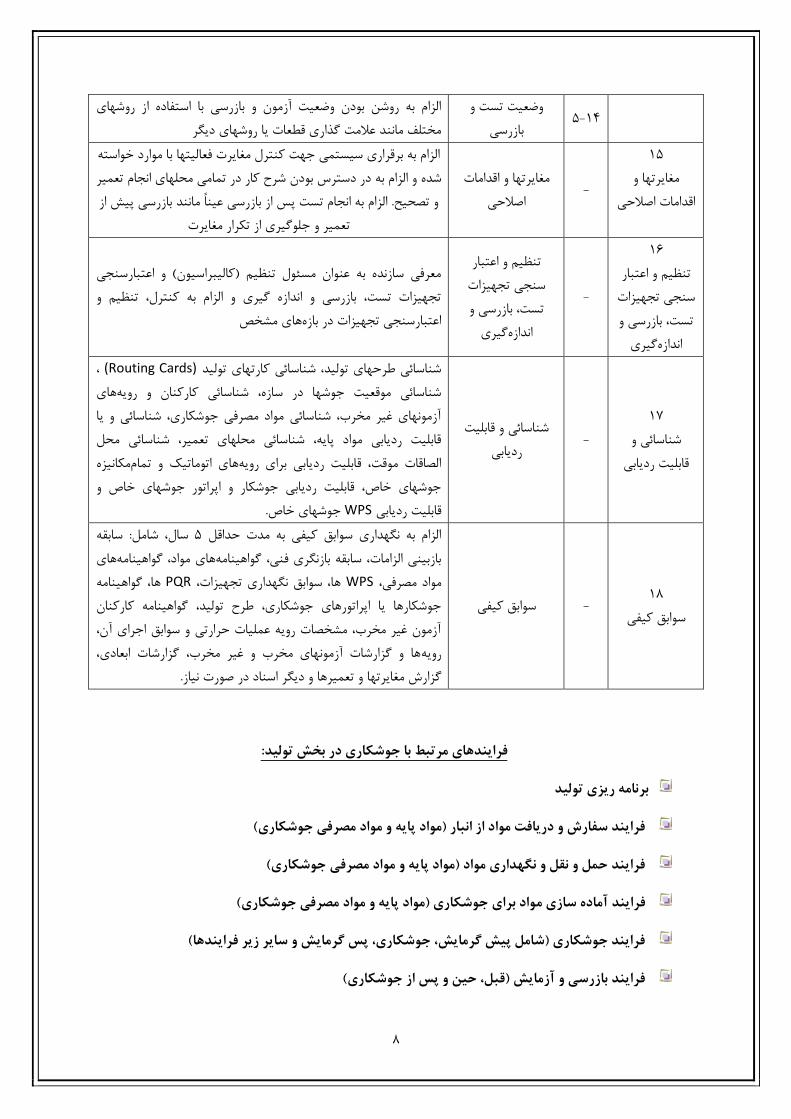
11-2 ت و وضعیت تس
بازرسی
الزام به روشن بودن وضعیت آزمون و بازرسی با استفاده از روشهای
مختلف مانند عالمت گذاری قطعات یا روشهای دیگر
12
مغایرتها و
اقدامات اصالحی-
مغایرتها و اقدامات
اصالحی
الزام به برقراری سیستمی جهت کنترل مغایرت فعالیتها با موارد خواسته
در دسترس بودن شرح کار در تمامی محلهای انجام تعمیر شده و الزام به
و تصحیح. الزام به انجام تست پس از بازرسی عینا مانند بازرسی پیش از
تعمیر و جلوگیری از تکرار مغایرت
19
تنظیم و اعتبار
سنجی تجهیزات
تست، بازرسی و
گیریاندازه
-
تنظیم و اعتبار
سنجی تجهیزات
تست، بازرسی و
گیریازهاند
معرفی سازنده به عنوان مسئول تنظیم )کالیبراسیون( و اعتبارسنجی
تجهیزات تست، بازرسی و اندازه گیری و الزام به کنترل، تنظیم و
های مشخصاعتبارسنجی تجهیزات در بازه
17
شناسائی و
قابلیت ردیابی
- شناسائی و قابلیت
ردیابی
، (Routing Cards)ی تولید شناسائی طرحهای تولید، شناسائی کارتها
های شناسائی موقعیت جوشها در سازه، شناسائی کارکنان و رویه
آزمونهای غیر مخرب، شناسائی مواد مصرفی جوشکاری، شناسائی و یا
قابلیت ردیابی مواد پایه، شناسائی محلهای تعمیر، شناسائی محل
مکانیزه مامهای اتوماتیک و تالصاقات موقت، قابلیت ردیابی برای رویه
جوشهای خاص، قابلیت ردیابی جوشکار و اپراتور جوشهای خاص و
جوشهای خاص. WPSقابلیت ردیابی
18
سوابق کیفی سوابق کیفی -
سال، شامل: سابقه 2الزام به نگهداری سوابق کیفی به مدت حداقل
هایهای مواد، گواهینامهبازبینی الزامات، سابقه بازنگری فنی، گواهینامه
ها، گواهینامه PQRها، سوابق نگهداری تجهیزات، WPSمواد مصرفی،
جوشکارها یا اپراتورهای جوشکاری، طرح تولید، گواهینامه کارکنان
آزمون غیر مخرب، مشخصات رویه عملیات حرارتی و سوابق اجرای آن،
ها و گزارشات آزمونهای مخرب و غیر مخرب، گزارشات ابعادی، رویه
ا و تعمیرها و دیگر اسناد در صورت نیاز.گزارش مغایرته
فرایندهای مرتبط با جوشکاری در بخش تولید:
برنامه ریزی تولید
فرایند سفارش و دریافت مواد از انبار )مواد پایه و مواد مصرفی جوشکاری(
فرایند حمل و نقل و نگهداری مواد )مواد پایه و مواد مصرفی جوشکاری(
واد برای جوشکاری )مواد پایه و مواد مصرفی جوشکاری(فرایند آماده سازی م
فرایند جوشکاری )شامل پیش گرمایش، جوشکاری، پس گرمایش و سایر زیر فرایندها(
فرایند بازرسی و آزمایش )قبل، حین و پس از جوشکاری(
6
فرایند تعمیرات جوش )شامل زیر فرایندهای مربوطه(
ریفرایند عملیات حرارتی پس از جوشکا
کیفی پس از جوشکاری
فرایند نگهداری و حمل و نقل مواد )مواد پایه، مواد مصرفی جوشکاری و محصول(
فرایند بازرسی و دریافت تجهیزات مرتبط با جوشکاری نو و تعمیر شده
فرایند ارزیابی مقدماتی / دوره ای کارکنان مرتبط با جوشکاری )کارکنان جوشکاری و بازرسی(
یم و اعتبار سنجی دستگاه های اندازه گیری، بازرسی و آزمونفرایند تنظ
فرایند شناسایی و ردیابی فعالیت های مرتبط با جوشکاری
فرایند ثبت سوابق کیفی محصول
فرایند شناسایی مغیرت ها و انچام اقدامات اصالحی
فرایند ایمنی و بهداشت کارکنان مرتبط با جوشکاری
ات تجهیزات مرتبط با جوشکاریفرایند نگهداری و تعمیر
فرایندهای مرتبط با جوشکاری در بخش تامین:
فرایند تامین مواد )مواد پایه، مواد مصرفی جوشکاری(
فرایند تامین تجهیزات مرتبط با جوشکاری
فرایند تامین خدمات مرتبط با جوشکاری )آزمون های مخرب و غیر مخرب، عملیات حرارتی و سایر
موارد(
ند تامین مجموعه های جوشکاری شدهفرای
فرایند ارزیابی مقدماتی / دوره ای تامین کنندگان
فرایند بازرسی مواد ورودی )مواد پایه، مواد مصرفی جوشکاری(
فرایند حمل و نقل و نگهداری مواد ورودی )مواد پایه، مواد مصرفی جوشکاری(
وعه های جوشکاری شده )مواد پایه، مواد مصرفی فرایند بازرسی و ارسال مواد به تامین کنندگان مجم
جوشکاری(
فرایند شناسایی و ردیابی فعالیت های مرتبط با جوشکاری

19
فرایند ثبت سوابق کیفی محصول
فرایند شناسایی مغیرت ها و انچام اقدامات اصالحی
فرایندهای مرتبط با جوشکاری در بخش مهندسی:
فرایند بازنگری فنی
ن مستندات اجرایی جوشکاریفرایند تدوی
فرایند تدوین مستندات کیفی جوشکاری
فرایند تدوین و بازنگری پیوست های تخصصی قراردادها و نظارت بر حسن اجرای آن
شرکت در فرایند ارزیابی تامین کنندگان )مواد مصرفی و تجهیزات و خدمات مرتبط با جوشکاری(
ارائه شده است : ISO 3834الزامات استاندارد ک لیست های مربوط به چزیر نمونه هایی از در
و تنظیم : مهندس حسینعلی طبیبیانتهیه
، طبقه اول 016: اصفهان ، حدفاصل چهارراه مفتح و سه راه سیمین، بعداز بانک تجارت، پالک آدرس
www.ndt-ed.ir 61100616190 601-0557766: تلفکس

YNCN/A
Con.5
1
Con.5
2
Con.5
3
Con.5
4
Con.5
5
Con.5
6
Con.5
7
Con.5
8
Con.5
9
Con.5
10
YESNO N/A CONDITIONAL
توضيحات:
نام و امضاء :نام و امضاء :
تاريخ :تاريخ :
کنترل الزامات اجراتاريخ:CONSTRUCTION REQ. CHECKLISTشماره:
بازرسی و آزمايش / Inspection and Testingپيوست:
مرجع / Refموضوعات / SUBJECTSرديفAPR / وضعيت
EXP / توضيحات
بازرسی قبل از جوشکاری
Inspection Befor Welding
RES / مسئول
Inspection During Welding
بازرسی حين جوشکاری
Inspection After Welding
بازرسی پس از جوشکاری
Non-Destructive Testing (NDT)
آزمايشات غير مخرب
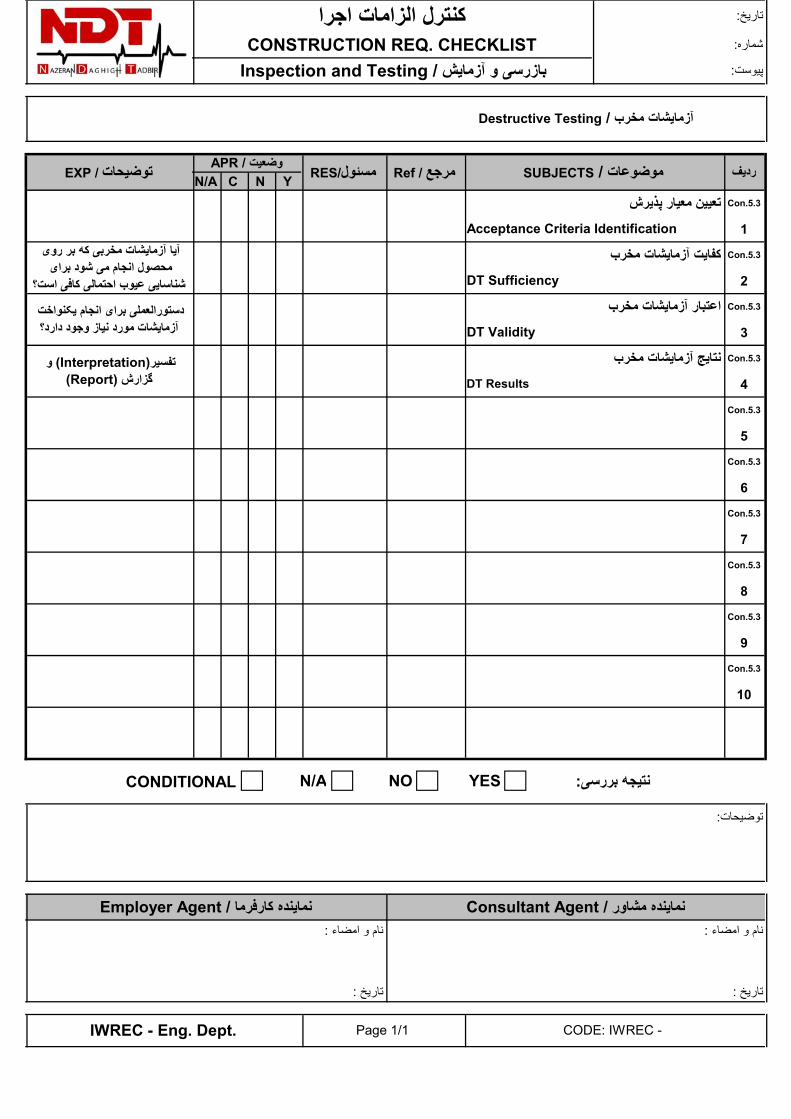
Destructive Testing (DT)
آزمايشات مخرب
CODE: IWREC - Page 1/1IWREC - Eng. Dept.
Consultant Agent / نماينده مشاورEmployer Agent / نماينده کارفرما
نتيجه بررسی:

Inspection Befor Welding / بازرسی پيش از جوشکاری
YNCN/A
Con.5.1
1
Con.5.1
2
Con.5.1
3
Con.5.1
4
Con.5.1
5
Con.5.1
6
Con.5.1
7
Con.5.1
8
Con.5.1
9
Con.5.1
10
YESNO N/A CONDITIONAL
توضيحات:
نام و امضاء :نام و امضاء :
تاريخ :تاريخ :
کنترل الزامات اجراتاريخ:CONSTRUCTION REQ. CHECKLISTشماره:
بازرسی و آزمايش / Inspection and Testingپيوست:
مرجع / Refموضوعات / SUBJECTSرديفAPR / وضعيت
EXP / توضيحات
تناسب و اعتبار تاييديه ھای کيفی جوشکاران
Suitability & Validity of Welders Qualification Certificates
RES/مسئول
Suitability of WPS
تناسب مشخصات روش جوشکاری
Indentity of Parent Material
شناسايی فلز پايه
Identity of Welding Consumables
شناسايی مواد مصرفی
Joint Preparation
آماده سازی اتصال
Fiy-Up, Jigging and Tacking Insp.
کنترل ھمراستايی، قيد و بستھا و خال جوشھا
Special Requirements in the WPS
WPS ساير الزامات خاص در
Arrangement for Production Test
ھماھنگی برای ھرگونه آزمايش
CODE: IWREC - Page 1/1IWREC - Eng. Dept.
Consultant Agent / نماينده مشاورEmployer Agent / نماينده کارفرما
نتيجه بررسی:

Inspection During Welding / بازرسی حين جوشکاری
YNCN/A
Con.5.2
1
Con.5.2
2
Con.5.2
3
Con.5.2
4
Con.5.2
5
Con.5.2
6
Con.5.2
7
Con.5.2
8
Con.5.2
9
Con.5.2
10
YESNO N/A CONDITIONAL
توضيحات:
نام و امضاء :نام و امضاء :
تاريخ :تاريخ :
نتيجه بررسی:
Consultant Agent / نماينده مشاورEmployer Agent / نماينده کارفرما
CODE: IWREC - Page 1/1IWREC - Eng. Dept.
مانند کنترل ابعادی، بازرسی چشمی و يا آزمايشات غير مخرب بين پاسی Any Intermediate Examination
ھرگونه معاينه و آزمايش بين پاسی
Control of Distorsion
کنترل اعوجاج
Correct Use of Welding Consumables
استفاده صحيح از مواد مصرفی جوشکاری
Welding Sequence
توالی و ترتيب جوشکاری
Back Gouging
شيار زنی ريشه جوش
Cleanin & Shaping of Runs & Layers
تميز کاری و شکل دھی پاسھا و اليه ھای جوشی
مانند جريان جوشکاری، ولتاژ قوس و سرعت حرکت Essential Welding Parameters
Preheating and Interpass Temperature
پيش گرو و درجه حرارت بين پاسی
Ref / مرجعAPR / وضعيت
RES/مسئولEXP / توضيحات
پارامترھای ضروری جوشکاری
کنترل الزامات اجراتاريخ:CONSTRUCTION REQ. CHECKLISTشماره:
بازرسی و آزمايش / Inspection and Testingپيوست:
موضوعات / SUBJECTSرديف

Inspection After Welding بازرسی پس از جوشکاری /
YNCN/A
Con.5.3
1
Con.5.3
2
Con.5.3
3
Con.5.3
4
Con.5.3
5
Con.5.3
6
Con.5.3
7
Con.5.3
8
Con.5.3
9
Con.5.3
10
YESNO N/A CONDITIONAL
توضيحات:
نام و امضاء :نام و امضاء :
تاريخ :تاريخ :
نتيجه بررسی:
Consultant Agent / نماينده مشاورEmployer Agent / نماينده کارفرما
CODE: IWREC - Page 1/1IWREC - Eng. Dept.
مانند عمليات پس از جوشکاری، پيرسازی و ... Results & Records of Post Weld
Operations
نتايج و گزارشات عمليات پس از جوشکاری
Visual Inspection
Shape & Dimensions of Construction
کنترل شکل و ابعاد سازه جوشی
Ref / مرجعAPR / وضعيت
RES/مسئولEXP / توضيحات
بازرسی چشمی
کنترل الزامات اجراتاريخ:CONSTRUCTION REQ. CHECKLISTشماره:
بازرسی و آزمايش / Inspection and Testingپيوست:
موضوعات / SUBJECTSرديف
Non-Destructive Testing / آزمايشات غير مخرب
YNCN/A
Con.5.3
1
Con.5.3
2
Con.5.3
3
Con.5.3
4
Con.5.3
5
Con.5.3
6
Con.5.3
7
Con.5.3
8
Con.5.3
9
Con.5.3
10
YESNO N/A CONDITIONAL
توضيحات:
نام و امضاء :نام و امضاء :
تاريخ :تاريخ :
Consultant Agent / نماينده مشاورEmployer Agent / نماينده کارفرما
CODE: IWREC - Page 1/1IWREC - Eng. Dept.
نتيجه بررسی:
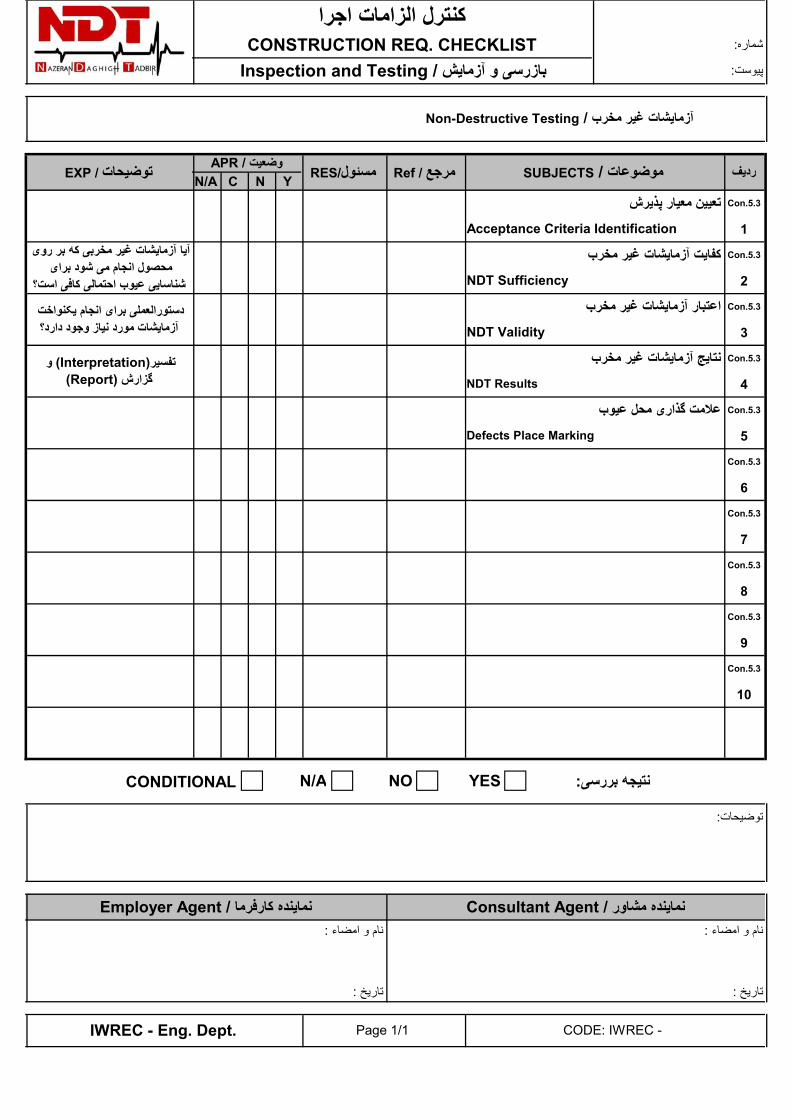
Defects Place Marking
تفسير(Interpretation) و (Report) گزارش NDT Results
عالمت گذاری محل عيوب
دستورالعملی برای انجام يکنواخت آزمايشات مورد نياز وجود دارد؟ NDT Validity
نتايج آزمايشات غير مخرب
آيا آزمايشات غير مخربی که بر روی محصول انجام می شود برای
شناسايی عيوب احتمالی کافی است؟ NDT Sufficiency
اعتبار آزمايشات غير مخرب
Acceptance Criteria Identification
کفايت آزمايشات غير مخرب
تعيين معيار پذيرش
مسئول/RESمرجع / Refموضوعات / SUBJECTSرديفAPR / وضعيت
EXP / توضيحات
کنترل الزامات اجراCONSTRUCTION REQ. CHECKLISTشماره:
بازرسی و آزمايش / Inspection and Testingپيوست:
Destructive Testing / آزمايشات مخرب
YNCN/A
Con.5.3
1
Con.5.3
2
Con.5.3
3
Con.5.3
4
Con.5.3
5
Con.5.3
6
Con.5.3
7
Con.5.3
8
Con.5.3
9
Con.5.3
10
YESNO N/A CONDITIONAL
توضيحات:
نام و امضاء :نام و امضاء :
تاريخ :تاريخ :
Consultant Agent / نماينده مشاورEmployer Agent / نماينده کارفرما
CODE: IWREC - Page 1/1IWREC - Eng. Dept.
نتيجه بررسی:
تفسير(Interpretation) و (Report) گزارش DT Results
دستورالعملی برای انجام يکنواخت آزمايشات مورد نياز وجود دارد؟ DT Validity
نتايج آزمايشات مخرب
آيا آزمايشات مخربی که بر روی محصول انجام می شود برای
شناسايی عيوب احتمالی کافی است؟ DT Sufficiency
اعتبار آزمايشات مخرب
Acceptance Criteria Identification
کفايت آزمايشات مخرب
تعيين معيار پذيرش
مسئول/RESمرجع / Refموضوعات / SUBJECTSرديفAPR / وضعيت
EXP / توضيحات
کنترل الزامات اجراتاريخ:CONSTRUCTION REQ. CHECKLISTشماره:
بازرسی و آزمايش / Inspection and Testingپيوست:
1
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
ISIRI/ISO 3834استقرار استاندارد
٣٨٣۴-۶دبير استاندارد ملی ايران ايزو -نرگس خاتون احمدیمهندس دبير کميته استاندارد و سيستم های کيفيت انجمن جوشکاری و آزمايش های غير مخرب ايران- رضا ايمانيان نجف آبادیمهندس
ه استاندارد و سيستم های کيفيت انجمن جوشکاری و آزمايش های کميت و مستمر پيرو فعاليت های پيگيرغير مخرب ايران در خصوص تدوين استانداردهای ملی و در پی برگزاری جلسات تخصصی در اين
بر ١ يکسان به عنوان اولين استانداردهای ملی کامال٣٨٣۴استانداردهای ملی ايران ايزو خصوص، ٢٠٠۵ و مطابق با ويرايش سال ISO سازمان بين المللی استاندارد٢١اساس قسمت اول راهنمای شماره
.ميالدی تدوين و به عنوان استاندارد ملی ايران به چاپ رسيد٢٠٠٧و ميالدی با عنوان٢٠٠٧سال ISO/TR 3834-6اين مقاله بر پايه استاندارد بين المللی
Quality requirements for fusion welding of metallic materials Part 6: Guidelines on implementing ISO 3834
استانداردهای ۴ و ٣-٢ قسمت هایهايی برای استقرار الزامات داده شده در راهنمايیارائه به منظور
سطح مناسب الزامات کيفيت است که یبه سازندگان و استفاده کنندگانکمک و ٣٨٣۴ايزو ايران سری انتظار می رود که آنها با سری ، تهيه شده است و را انتخاب کرده اند خويش نيازهایباناسب تم
.به صورت کلی آشنايی داشته باشند ٣٨٣۴ ايزو استانداردهای ايران استقرار در ساخت١ براي استقرار عمومی هایييراهنما ١-١ پايهاصول ١-١-١
: موارد مرتبط باو عمدتامختلف فعاليت نواع ا الزاماتي را براي ٣٨٣۴ايزو استانداردهای ايران
ويژه،عنوان يك فرايند ه دستورالعمل هاي سازنده براي آنترل آلي جوشكاري ب -الف استاندارد مشخصات دستورالعمل جوشكاري براي :به عنوان مثال( فني براي توليددستور کارهای -ب
، و)٣٨٣۴-٣ و ٣٨٣۴-٢ايران ايزو می مشخص را )هامثال تائيد صالحيت جوشكاربه عنوان ( توانايي وتناسب آارآنان، شايستگی اثبات -پ .کند
بيشتر به سازمان سازنده،نظريه ها .ی گيرد ممورد بررسي قرارذيل طور آامل در ه بدسته هر
. شودمربوط می و در آخر هر عنصر از کنترل،٩٠٠١ايزو ايران استقرار در يك محيط استاندارد
1 Identical

2
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
استقرار ٢-١-١مستندسازی :توليد ماننددستورکارهای بسياري از سازندگان الزامات مربوط به دستورالعمل ها و
استاندارد ايران ايزو براي چنين سازندگاني .آار مي برنده و تناسب آارآنان را ب توانائی ،شايستگیدگان به يك يا چند دليل ذيل به هر حال بعضي از سازن . عمده گرددتغيير يا هزينه نبايستی موجب ٣٨٣۴
:ممكن است به اقدام مهمتري نياز داشته باشند
به استانداردهاي محصول يک انتقال همزمان با ٣٨٣۴ايزو استاندارد ايران آه استقرار جائي -الف الجديدي باشد آه قبتمهيدات نيازمند انتقاالتی ممكن است چنين ، ملي يا بين المللي جديد باشدشناخته شده
موزش يا آو دستورالعمل هاي جوشكاري و جوشکارها تائيد صالحيتآزمونمانند ، نرفته اند آاره بيک پايه دانش برای انواع محصول اطمينان از جهت حصول ، استخدام آارآنان هماهنگي جوشكاري
.ساخته شده انطباق های بسيار متفاوت، وشبا سابقه قبلی استفاده از ردر مورد سازندگاني مشتريان ممكن است -ب
.ل کنندي را تحم٣٨٣۴با الزامات استاندارد ايران ايزو با هدف داشتن محصوالتي با مشخصی ملي يا منطقه اي مي توانند در بخش هاي صنعتي قوانين -پ
ايزو استاندارد ايران باانطباقدر آن آشور يا منطقه سازندگان را ملزم به استفاده جهت تائيديه رسمی آار رفته قبلي ه بهای روشدر عمده تغييرات مستلزم هايي ممكن است چنين درخواست . نمايند٣٨٣۴ .گردد
آه جوشكاري يكي از فرايندهاي يادآوري شود آه جائيستیباي ،می شود آه چنين اقداماتي الزم هنگامي . می دهدروش خوبی ارائه٣٨٣۴ايزو استاندارد ايران توليد مهم است،
مشابه آن برای مشتری اطمينان می دهد که براي سازنده و ٣٨٣۴ايزو استاندارد ايران نطباق با امحصول به خوبی ساخته خواهد شد و نبايستی متحمل خرابی نابهنگام در حين عمر کاری در نتيجه
.که يک برنامه مناسب بازرسی و نگهداری تعهد شود ، به شرطیکمبودهای ساخت گردد رل جوشكاريآنت ٣-١-١ الزم باشد،سخت جوشكاري ضعيف مي تواند است و پيامدهاي ويژه دليل اينكه جوشكاري يك فرايند ه ب مورد نياز های انجام شود و بازرسي عملي براي اطمينان از صحت اجراي جوشكاري هایست آنترلا
:عبارتند ازا موضوعات آنهاين آنترل ها و . شود میاجرابه دقت شده ساخته براي محصوالت ، آارآنان جوشكاري های دستورالعمل هاي جوشكاري و تواناييتصديق - ،تناسب و نگهداري تجهيزات دردسترس بودن، - ،شناسايي الزامات محصول - ،راي پيمانكاري فرعيجروش ا - ،سطح برنامه ريزي توليد - ،انبارش و جابجايي فلزات پايه و مواد مصرفي جوشكاري - ، و اجراي بازرسيعملكرد - در جريان،محصول و آاررديابی شناسايي و - عدم انطباق محصول ، واصالح -

3
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
. و نگهداري سوابق آيفيتهگستر -
در صورت لزوم ( مشخص آنند آه چه چيزي بايد آنترل شود و چگونه آنترل شودستیها باي اين آنترلرا و مسئوليت ها در سيستم آنترل وظايف ه آسي چ ،)با ارجاع به يك يا چند دستورالعمل يا استاندارد
. گزارش و مستند سازي شوند بايدمجزاي سيستم آنترل جنبه های و چگونه تعيين می کند دستورالعمل هاي توليد ۴-١-١ مستند سازي فني ١-۴-١-١
ز تعدادي ا آارايي سيستم آنترل جوشكاري اطمينان از حصولبراي ٣٨٣۴ايزو استاندارد ايران فعاليت هاي توليدي آن .مي آندمشخص را های فنی مشخصات و گزارش،دستورالعمل ها ،دستورکارها
.مشخص شده اند ٣٨٣۴-١ايزو آه نيازمند چنين مستند سازي فني هستند در پيوست الف از استاندارد تي بعد از مانند عمليات حرار آه فعاليت خاصي در محدوده فعاليت هاي توليدي قرار ندارد ، جائي
.اشاره کند اين موارد در سيستم آنترل به لزومي ندارد آه سازنده)PWHT(جوشكاري ارائه ۴جدول مفيد دانسته اند در خويش از مستند سازي آه سازندگان براي سيستم هاي آنترلمثال هائی
.استشده دستورالعمل جوشكاري تائيد ٢-۴-١-١
دستورالعمل هاي تائيد و فنیاتي را در خصوص مشخصاتاستانداردهاي بين المللي زير اطالع :جوشكاري ارائه مي دهند
- ISO 15607 و ISO 15609 دستورالعمل هاي جوشكاريتائيد و پنج روش آلي براي: (ISO 15610 )آزمايش شده جوشکاری مواد مصرفی • (ISO 15611)جوشکاری پيشين تجربه • (ISO 15612)دستورالعمل جوشکاری استاندارد • (ISO 15613) آزمايش جوشکاری پيش توليد • (ISO 15614) آزمايش دستورالعمل جوشکاری •
دكرده باشنشخص را آه بايد استفاده شود مآه استاندارد محصول روشي در صوررتي ISO15614) تا(ISO 15610 ، آه يك آزمايش هنگامي .برسدبه توافق بايستی بين طرفين قرارداد
دست ه نتايج ب ،)آزمايش هاي دستورالعمل جوشكاري يا پيش توليد جوشكاري( جوشكاري انجام مي شود صورت ه ب١مراحل در جدول .ثبت مي شود) WPQR(دستورالعمل جوشكاري سند تائيد آمده در
. استخالصه ذآر شده

4
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
جوشكاريالعمل دستورمستند سازي با توجه به تائيد -١جدول
-٢ايزو استاندارد ايران وظيفه٣٨٣۴
-٣ايزو استاندارد ايران ٣٨٣۴
-۴ايزو استاندارد ايران ٣٨٣۴
برنامه ريزي اوليه تائيد صالحيت
pWPS pWPS دستور آار
نياز به WPQRپ WPQRپ تائيد صالحيت الف پ مستند سازي نيست
مشخصات فني دستورالعمل جوشكاري
WPS WPS الفر آار دستو
اختصاصيWI يا WI( WPS(دستور آار )دلخواه(
WPS يا WIاختصاصي )دلخواه(
ارتباط شفاهی يا الفدستورکار
دلخواه، ( گزارش توليد مستند سازي فرايند ) الزم نيستمعموال
مرتبط نيست بمرتبط نيست
به ٣٨٣۴-۴در استاندارد ايران ايزو به کاربرده شده ) (pWPS ابتدائیالف مشخصات دستورالعمل های جوشکاری .در نظر گرفته می شوند" شناخته شدهرضايتبخش"خوبی بنا نهاده شده و به عنوان
فلزات پايه و مواد مصرفی فنی فرايند جوشکاری،ات به يک مشخصمشخصات دستورالعمل جوشکاری معموال .می يابد جوشکاری تقليل
وسيعی از متغييرهای اساسی جوشکاری را که محدوده های جوشکاری ممکن است عالوه برآن تامين کننده مواد مصرفی .بايد پيوست باشد مشخص کند
باشد مگر تجهيزات اندازه گيری واسنجی و تصديق شده نب سوابق داده های جوشکاری واقعی حين ساخت ممکن مفيد
.باشد
با .مرجع آزمايش امضاء گردد /وسط آزمايش کنندهبايستی ت (WPQR) دستورالعمل جوشکاریصالحيت سابقه تائيد پ مشخصات ، )(pWPS ، مشخصات دستورالعمل جوشکاری ابتدائی ISO 15607:2003 استاندارد B.1جه به جدول وت
يا ناظر جوشکاری اگر (مسئول بايد توسط هماهنگ کننده جوشکاری (WI)و دستور کار) (WPS دستورالعمل جوشکاری .به نمايندگی از طرف سازنده آماده و امضاء گردد) به کار برده شود٣٨٣۴-۴زو استاندارد ايران اي
ISO 15612به استاندارد ( دستورالعمل هاي جوشكاري استاندارد استفاده مي شودآه از هنگامي . جوشکاری موضوعيت ندارددستورالعمل هايصالحيت تائيد برنامه ريزي مقدماتي ) آنيدمراجعه
ير فرايندهاسا ٣-۴-١-١
دستورالعمل جوشكاري صالحيت تائيد صالحيت ساير فرايندهاي توليد تا حدي مشابه مراحل اصول تائيد -١ به زير بند (دستورالعمل جوشكاري صالحيت تائيد آار رفته براي ه همان روش هاي عمومي ب .است ساخت د استفاده در ارتباط با مورتوليدمستندات ممكن است براي ساير ) مراجعه شود اين مقاله ٢-۴-١
صورت ه نمونه هايي از مستند سازي براي ساير فرايند هاي ساخت ب .آار گرفته شوده جوشكاري هم ب .خالصه در زير آورده شده است
آزمايش غير مخرب-
آن معمولروند ها اغلب در استانداردها ي محصول مشخص شده است و آزمايش غير مخرب جوش

5
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
بر پايه استاندارد کهاستفاده شدهآزمايش غير مخرب دستورالعمل استاندارد براي روش بكارگيري يك .می باشد آماده شده باشد،مربوطهآزمايش غير مخرب
با تشريح نتايج آزمايش و قضاوت در مورد جوش تهيه بايستی همواره آزمايش غير مخرب يك گزارش حين ، در استفاده شده آزمايش غير مخرب بحرانی ي شامل ثبت پارامترهااين گزارش معموال .شود
.آزمايش مي باشد عمليات حرارتي بعد از جوشكاري -
آزمايش مشابه همان چيزي است آه در باال براي (PWHT)شرايط عمليات حرارتي بعد از جوشكاري است، به يك دستورالعمل عمليات حرارتي الزمیهمانطور آه گزارش داده ها .شرح داده شدغير مخرب
ISO /TR 17663استاندارد الزامات آيفيتي براي عمليات حرارتي در .عمليات حرارتي هم نياز است .شده استارائه
برشكاري حرارتي -بر پايه مهارت اعتماد چون ، نيستمستند طورآلي براي برشكاري حرارتي نيازي به دستورالعمل هاي ه ب
آنها براي ، کهدر برخي موارد مانند هنگام برشكاري مواد حساس هرچند ، .اپراتور استشايستگی و در آه خطر ايجاد مناطق سخت در لبه هاي بريده شده وجود دارد آه مي تواند محدود است يا جائيتجربه
.وجود داشته باشدمستند مضر باشد، ممكن است نياز به راهنماي محصول نهايي سازمان ٢-١
هماهنگ آردن براي نهادي آه مسئوليتشناسه ای ان عنوه طور گسترده اي به ب" هسازند"واژه هرچند ، به بيان سخت گيرانه ، آنترل جوشكاري در درون .استفاده مي شود جوشكاري را برعهده دارد ،
آار مي آنند انجام ها هماهنگ آننده ترل يک واحد از نکاز افراد آه تحت مجموعه ای يك سازمان توسط نه يك سازمان اغلب و ).توضيح داده شده است ١۴٧٣١استاندارد ايران ايزو مطابق آنچه در ( .مي شود
آه نشان ٢ در جدولهای نوعی موقعيتبرخي از .مانند يك سازمان حقوقي هميشه به اين مفهوم است، .دهنده اصول است ، خالصه شده است
وظايفسازمان و -٢جدول
نظريه ها موقعيتيا ها شرکتمشتمل بر تعدادي از موعه ای بزرگ مج
هماهنگ آنندهگروه هر آدام داراي يك که آارخانه ها ، می ،يا آارخانههر شرکت مسئول مديريت جوشكاريهای
.باشند
بطور ٣٨٣۴ ايزو استاندارد ايرانبايستی است ،ولي شدنی شرکت هر .يا آارخانه استقرار يابدشرکت مستقل براي هر
ها يا آارخانه شرکتبطور معمول ساير بايستی آارخانه يا .گيردب در نظر فرعيانعنوان پيمانكاره ها را ب
مشتمل بر تعدادي آارخانه آه توسط يك مجموعه ای بزرگ منتسب به جوشكاري هایهماهنگ آنندهگروه از تک
.مديريت منسجم ،کنترل می شود
. استشدنی نه ها استقرار مشترك در برگيرنده تمام آارخامجاز نپذيرند هر آدام از آارخانه هاي مجري جوشكاري آه
هيچ محصول جوش داده شده اي را به آارخانه اي باشند ن ،استقرار داده است را ٣٨٣۴ايزو آه استاندارد ايران
.دنتحويل دهخواهان يك پيمانكار فرعي است آه ) پيمانكار اصلي(سازنده
.آار آنداو ٣٨٣۴ايزو ايران استاندارد ترل نکتحت هماهنگ کنندگان جوشکاری صالحيت دار است اگر شدنی
قدرت و توانايي آنترل موثر فعاليت هاي پيمانکار اصلی .دن را داشته باش فرعیجوشكاري پيمانكار

6
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
استاندارد مطابق با مشخصات دستورالعمل جوشكاري آه با آزمايش دستورالعمل جوشكاري مثالISO 15614 هاي مختلف همان ممكن است در آارگاه شده باشد،تائيد توسط يك سازنده در يك آارگاه
آه در ٣٨٣۴ايزو استاندارد ايران اگر سازنده يك سيستم آنترل مشترك مطابق سازنده بكار رود، .آار گيرده برگيرنده همان آارآنان هماهنگ آننده جوشكاري مي باشد را ب
ايزو استاندارد ايران ورده نمي آنند ، براي اهدافآهايي آه آنچه در باال مطرح شد را بر ازمانتمام ساستاندارد خود از مورد اگر يك پيمانكار فرعي در .مي شوندتلقی "پيمانكار فرعي"عنوان ه ب ٣٨٣۴عي مي تواند اطمينان حاصل آند آه آن پيمانكار فربايستی سازنده پيروي نكند، ٣٨٣۴ايزو ايران
.برآورده سازدمشخص الزامات مناسب استاندارد را براي هر قرارداد ٣٨٣۴ايزو استاندارد ايران تفسير بندهاي خاص ٢ بازنگري الزامات و بازنگري فني ١-٢
سازنده بايد با تكميل چك ليست يا با نوشتن خالصه مذاآرات يك قرارداد يا جلسه بازنگري فني اثبات آند آامل پوشش داده مي طور ه ب ٣٨٣۴ايزو استاندارد ايران مقتضي های قسمته هر يك از الزامات آ
مطالب بيشتر مربوط به يك قرارداد ، شده در استاندارد به مفهوم جامع بودن نيستجنبه های داده .شود .در نظر گرفته شودستی خاص يا الزامات طراحي باي
الزامات فني را درك آرده و محصول مي سازنده به خوبی ت آه هدف نهايي اطمينان از اين مطلب اس .شودساخته قرارداد مطابق تواند
.براي اين فعاليت مشخص شودبايستی ١۴٧٣١استاندارد ايران ايزو هماهنگي جوشكاري مطابق با فرعيیپيمانكار ٢-٢
مانكار فرعي ، شامل جوشكاري ، جوشكاري پي مرتبط با اطمينان حاصل آند آه هر فعاليتستیسازنده باي تجهيزات ، با واسنجياز تجهيزات و ، بازرسي ، عمليات حرارتي ، نگهداري آزمايش غير مخرب
الزامات مشخصات قرارداد مطابقت دارد تا رضايتمندي هماهنگ آننده جوشكاري با مسئوليت هاي .مشخص در اين حوزه برآورده شودمي دهند، ممكن است مانند پيمانكار اصلي ارائه را آنکمکی ري يا پيمانكاران فرعي آه خدمات جوشكاهر چند بسته به گستردگي . آنندبرآورده را ايزو استاندارد ايران همان سطح يا سطح باالتري از
ممكن است سطح پائين تر مناسب خاص، در مواردتدارک شده فرعي و خدمات يا محصوالت یپيمانكار .باشد
هائی که انطباق با هر يک به سازمان فرعيیپيمانكار کارهمواره واگذاریاليل مختلف ممكن است به دجز مسئوليت سازنده است .ميسر نباشد دارند،٣٨٣۴های استاندارد ايران ايزو از سطوح کيفيت قسمت
و ايزاستاندارد ايران جوشكاري يا فعاليت هاي مربوطه مطابق موارد مرتبط از مناسبتا از آنترلپيمانكار فرعي هنگامي آه جوشكاري در حال بنياد الزمه اين آار مميزي .اطمينان حاصل آند ٣٨٣۴
آه سازنده در صورتي . می باشددستورالعمل جوشكاريتائيديه های شكار و جو شاملانجام است وتيار پيمانكار آنها را در اخمقتضی است مشخصات دستورالعمل جوشكاري مناسبي در اختيار داشته باشد
با سازندهارتباط ممكن است در بازرسی های توليد نيز . و کاربرد آنها را پايش کنددهد قرارفرعي آزمايش ، عمليات حرارتی بعد از جوشکاری مانند پيوسته ای فرعي آه خدمات پيمانكاران.انجام پذيرند
آنهااليت ها و آارآنان صالحيت دارآه براي فع يا بازرسي را ارائه مي آنند، درصورتيغير مخرب اگر .قرار گيرند مميزيمورد صنعتي مربوطه نداشته ياشند ، ممكن است طرح های گواهينامه مناسب از
7
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
مراقبت گسترده تري نياز بيش از حد را نشان دهد، ممكن است نظارت وانطباق بررسي هاي اوليه ، عدم .باشد
آند، مشخص را ٣٨٣۴ايزو استاندارد ايران از قسمت مشخصی وني آه الزامات قراردادي يا قان هنگامي- ٢ايزو از استاندارد ايران هرچند اگر پيروي .پيمانكار فرعي بايد از آن سطح يا سطح باالتر تبعيت آند
کار می کند ٣٨٣۴-۴ايزو مطابق استاندارد ايران کهمورد نياز باشد، پيمانكار فرعي ٣٨٣۴-٣ يا ٣٨٣۴حال اين آار مي تواند لزوم يك اين با .توليد محصوالت جوشي ساده قابل پذيرش باشدبرای ممکن است
. را در بر داشته باشدمرجع صالحيت دار / مشتری اجازه از در شروع آار خود، اطمينان حاصل آند آهستی، سازنده باياگر الزامات قراردادي يا قانوني تاآيد نشود
يا مي آنند پيروي در سطح مناسب ٣٨٣۴ايزو استاندارد ايران طح مناسبي از ساز پيمانكاران فرعي . بايد انجام شود ،صورت گيرد برای کاری که ها آنترلکافی براي اجراي تمهيداتی
هماهنگي جوشكاري ٣-٢ آليات١-٣-٢
ساخت و ي ها فعاليت آنمديريت و اجراي ،١۴٧٣١مطابق استاندارد ايران ايزو ،هماهنگي جوشكاري يادآوري شود آه هماهنگي جوشكاري معموالستیباي .آنترل جوشكاري انجام مي شودبرای است آه فنی عنوان بخشي از تيم ه بهاي مختلفي از آارآنان انجام مي شود آه بسياري از آنها رسما گروه توسط
.جوشكاري محسوب نمي شوندتکنولوژی :موارد زير داراي اهميت هستند
تعدادي هاي بزرگ آه فعاليت هاي وسيع و پيچيده جوشكاري را انجام مي دهند معموال سازمان)الف
. می کند استخدام خواهند بودآنترل جوشكاريدرگير طور خاص ه ب کهراشخص به افراد می توانند عناوينی مانند مهندس جوشکاری يا تکنولوژيست جوشکاری داشته باشند و معموالآن
.در نظر گرفته می شوندجوشکاری قت و هماهنگ کنندگان تمام عنوان
مدير : مانند(هاي آوچك ، وظايف مشابه ممكن است به افرادي آه داراي عناوين ديگري در سازمان)بهماهنگ آننده ( ديگري عالوه بر هماهنگي جوشكاري انجام مي دهندوظايف هستند و ) سر آارگر توليد،
.تخصيص داده شود) هاي جوشكاري پاره وقت و ،مواد مصرفيجابجائی مربوط به انبارش و معموال جوشکاری،هاي هماهنگي برخي فعاليت)پ
ارتباط آمتري به جوشكاري با اراي عناوين د، مي تواند به افرادي تجهيزات واسنجی نگهداري و تائيد صالحيت کمیتخصصیهماهنگي جوشكاري وظايف تنها براي چنين افرادي عموما .تخصيص يابد
.مي شوند يا اپراتورهاي جوشكاري مسئوليت هاسازندگان براي برخي برنامه هاي تفضيلي به جوشكاربعضي از )ت
و ها اطمينان حاصل آند آه جوشكارستی در چنين مواردي سازنده باي.هايي را تخصيص مي دهند .داشته باشند جوشكاري دانش و شايستگي الزم را هایاپراتور

8
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
آه جز فعاليت هاي هماهنگي جوشكاري نيز هستند ، معموال،هاي بازرسي و آزمايش آنترل فعاليت)ثهستند يا مدير آيفيت بازرس جوش، مهندس آزمايش غير مخرب: توسط افرادي آه داراي عناويني مانند
سر آارگر يا ممكن است چنين فعاليت هايي به کوچکتر هاي هرچند در سازمان. مي شود اجرا، .ساير آارآنان محول شود
هماهنگ آننده جوشكاري ٢-٣-٢
آه ارائه دهنده ،١۴٧٣١استاندارد ايران ايزو آار گيري ه نيازمند ب ٣٨٣۴-٣ و ٣٨٣۴-٢استاندارد ايران درون . شمار مي روده انساني آنترل جوشكاري است ، مي باشد و بنابراين يك استاندارد مهم بجنبه های
ه يا چند نفر آه بک توسط ي،آنترل نگهداري تجهيزات جوشكاريمانند ،آنترلي سيستم، هر فعاليت عنصر براي هر ٣٨٣۴ايزو استاندارد ايران .طور معمول توسط سازنده استخدام شده اند انجام مي شود
و مسئوليت هاي هماهنگي ف وظايدر تخصيص اين .جوشكاري الزاماتي را مشخص مي آنداز کنترل :ستیجوشكاري سازنده باي
ها و افرادي آه به و مسئوليتوظايف از تمام فهرستی ا را مشخص آند و زسيستم هاي آنترلي مج)الف
.آنها اختصاص داده شده اند ، تهيه نمايد های اليتپيوستگی تمام فعشده جهت اطمينان از فهرست و مسئوليت هاي وظايف آردن تمام کنترل)ب
ه ب ها اينکه اين وظايف و مسئوليتبا سيستم آنترل و ١۴٧٣١فهرست شده در استاندارد ايران ايزو . شده استتخصيص دادهاشخاص يا شخص به درستی
پست تجربه و آموزش براي هريك از تائيد صالحيت،عباراتی مانند تعيين معياري براي شايستگي در )پ
، وهاي هماهنگي جوشكاري از طريق ،جوشكاريهای عنوان هماهنگ آننده ه آه باشخاصی شايستگيکفايت اطمينان از حصول )ت
. اختصاص داده شدهبرای وظايف مي شوند،گماشته يا تائيد صالحيت، /تجربه آموزش و
صالحيت الزم براي هر هماهنگ آننده جوشكاري نتيجه روشي است آه سازنده تائيد بايد تاآيد شود آه .ها در پيش گرفته است و مسئوليتوظايف ساختار سازماني خود جهت تخصيص در
براي تعيين فرد يا افرادي آه " مسئولهماهنگ آننده جوشكاري"از واژه ١۴٧٣١استاندارد ايران ايزو .استفاده مي آند شده هستند،ساخته گستره محصوالت برای از دانش فني جوشكاري مناسب داراي سطح است که آن انتظار . منصوب آنند مسئوليك هماهنگ آننده جوشكاريستی کمينه دگان بايتمام سازن
به طوری که می شود گماشته شخصی است که توسط سازنده ، کاری مسئولهماهنگ آننده جوش هماهنگ . دارددهد مدارآي آه آيفيت محصول را تحت تاثير قرار ميء و امضاشايستگی تصميم گيری
ي رهاي جوشكاري و اتخاذ راهكار هنگاميكه جوشكا فعاليت پايش کلی مسئوليتی مسئولکارآننده جوش . داردرانمی شود به درستي اجرا
المللي به سيستم هاي آموزشي آه توسط انستيتو بين ١۴٧٣١استاندارد ملی ايران ايزو در پيوست الف از آه يك بايستی مراجع مشتری ها و د آه اين بيان مي آن .ارجاع شده است بنا نهاده شده، ١جوشكاري
1 International institute of welding(IIW)

9
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
شده بوده و با توجه به تعاريف تائيد صالحيت متناسب مسئول که دارای ديپلم هماهنگ آننده جوشكاري .در نظر بگيرند باشد،
از مراجع و مشتريان توسط های انستيتو بين المللی جوشکاری بايستی ديپلمو تحصيالت ارجاع به لذا سازنده را از ارجاع به ١۴٧٣١استاندارد ايران ايزو پيوست الف از .ول واقع شودجنبه ارزش مورد قب .هماهنگ کنندگان جوشکاری مسئول منع نکرده استبراي ديگر هر تائيد صالحيت
های پيشنهادی اين چنين تائيد صالحيتکفايت به هر حال سازنده ممکن است مورد انتظار واقع شود که .تصديق کنندمراجع را برای مشتری ها و
استاندارد ايران ايزو دانش هماهنگي جوشكاري و ١۴٧٣١بين استاندارد ايران ايزو ارتباط ٣-٣-٢
سطوح آيفيت ٣٨٣۴مشخص جوشكاري را گاندو نوع دانش و تجربه مورد نياز هماهنگ آنند ١۴٧٣١استاندارد ايران ايزو
:مي آند
،دانش فني عمومي)الف .واگذار شده يفه مرتبط با وظ،وابسته صي در جوشكاري و فرايندهاي دانش فني تخص)ب .تعيين مي آندمسئول جوشكاري کنندگان اين استاندارد سه سطح از دانش فني براي هماهنگ عالوه،ه ب
دانش فني جامع - دانش فني تخصصي - دانش فني پايه -
در بعضي .شكاري را ارائه مي دهدسه سطح از الزامات آيفيتي براي جو ٣٨٣۴ايزو استاندارد ايران و سطوحي آه ٣٨٣۴ايزو استاندارد ايران سه سطح الزامات موارد ولي نه براي تمام آاربردها ،
.هم ربط دارنده هستند ب ١۴٧٣١ استاندارد ايران ايزو مطابق :تحت تاثير قرار مي دهندبه طور اساسی فاآتورهاي زير اين ارتباط را
،ويژه جوش پذيري فلزات پايهه ب هاي جوشكاري، ني عملياتپيچيدگي ف )الفتجهيزاتي همانند دستگاه هاي آنترل عددي ( پيچيدگي تجهيزاتي آه براي جوشكاري استفاده مي شوند )ب
بيشتري نسبت به تجهيزات جوشكاري توليدیهاي جوشكاري ممكن است نياز به آنترل هاي و روبات ،)قوسي دستي داشته باشند
رساندن هزينه هاي کمينه توليد انبوه نيازمند آنترل و برنامه ريزي توليد مفصل براي به (جم توليدح)پ ،)ساخت است
به تر بازرسي حجمي و سطحي و معيار پذيرش سخت گيرانهمقدار بيشتري(سطح آيفيتي جوش )ت ) نياز دارد اضافی براي جلوگيري از تعمير يا رد شدن ترآنترل دقيق
پ يا ت داراي اهميت ب، تباطات را در جائي نشان مي دهد آه فقط يكي از فاآتورهاي الف، ار٣جدول بايد يادآوري شود آه بسياري از سازندگان تمايل دارند بيش از يك فاآتور را هنگام تعيين .مي باشند
ين وجود جدول با ا، مد نظر بگيرندجوشكاري) گان(ي سمت هماهنگ آننده صالحيت و تجربه الزم براآه هماهنگ آنندگان می شود صورت جداگانه توصيه ه ب .اصولي آه بايد پيروي شود را نشان مي دهد
. باشندداراي تجربه مناسب توليد جوشكاري
10
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
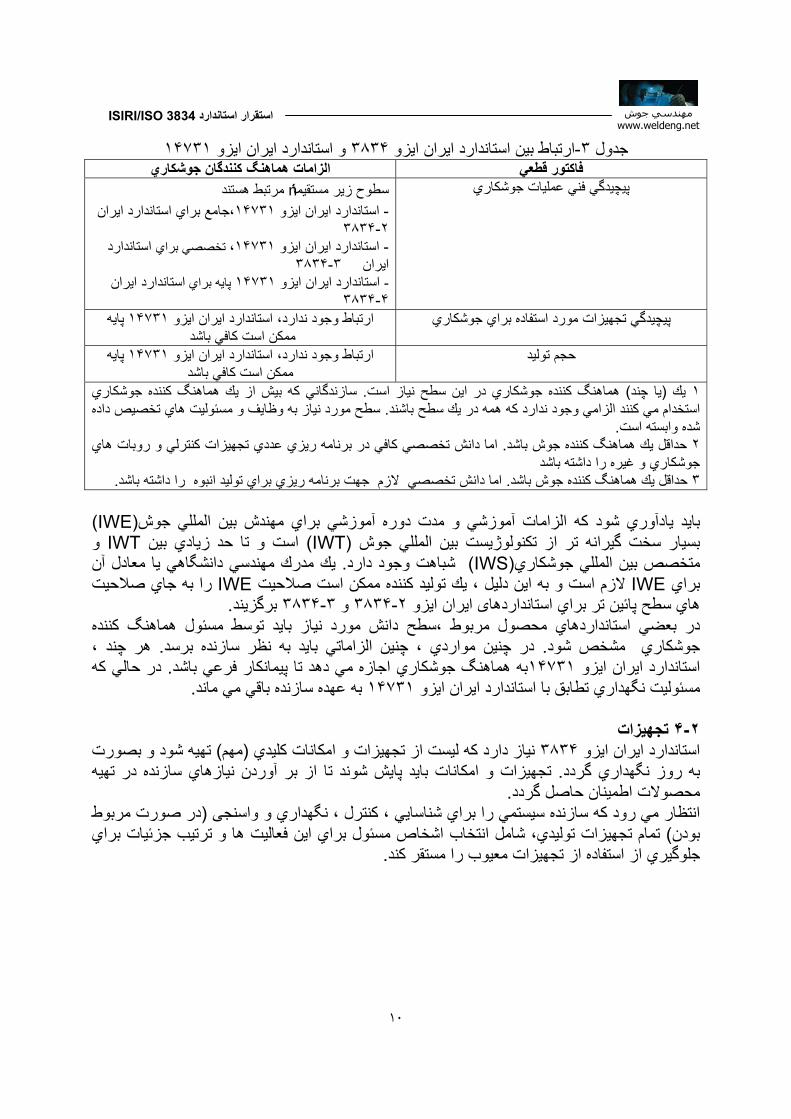
١۴٧٣١استاندارد ايران ايزو و ٣٨٣۴ايزو استاندارد ايران بين ارتباط-٣جدول الزامات هماهنگ آنندگان جوشكاري فاآتور قطعي
پيچيدگي فني عمليات جوشكاري
مرتبط هستند سطوح زير مستقيما براي استاندارد ايرانجامع ،١۴٧٣١استاندارد ايران ايزو -٣٨٣-٢۴ استاندارد تخصصي براي،١۴٧٣١استاندارد ايران ايزو -
٣٨٣۴-٣ ايران ستاندارد ايرانا براي پايه١۴٧٣١ استاندارد ايران ايزو -۴-٣٨٣۴
پايه ١۴٧٣١ استاندارد ايران ايزو ارتباط وجود ندارد، پيچيدگي تجهيزات مورد استفاده براي جوشكاري ممكن است آافي باشد
پايه ١۴٧٣١استاندارد ايران ايزو ارتباط وجود ندارد، حجم توليد ممكن است آافي باشد
سازندگاني آه بيش از يك هماهنگ آننده جوشكاري .كاري در اين سطح نياز استهماهنگ آننده جوش) يا چند( يك ١هاي تخصيص داده و مسئوليتوظايف سطح مورد نياز به .استخدام مي آنند الزامي وجود ندارد آه همه در يك سطح باشند
.شده وابسته استهاي ريزي عددي تجهيزات آنترلي و روباتاما دانش تخصصي آافي در برنامه . حداقل يك هماهنگ آننده جوش باشد٢
جوشكاري و غيره را داشته باشد .اما دانش تخصصي الزم جهت برنامه ريزي براي توليد انبوه را داشته باشد . حداقل يك هماهنگ آننده جوش باشد٣
)IWE(موزشي براي مهندش بين المللي جوشآبايد يادآوري شود آه الزامات آموزشي و مدت دوره و IWTاست و تا حد زيادي بين (IWT) بين المللي جوش بسيار سخت گيرانه تر از تكنولوژيست
انشگاهي يا معادل آن ديك مدرك مهندسي .شباهت وجود دارد(IWS) جوشكاريبين المللي متخصص را به جاي صالحيت IWE الزم است و به اين دليل ، يك توليد آننده ممكن است صالحيت IWEبراي
.برگزيند ٣٨٣۴-٣ و ٣٨٣۴-٢ ايزو استانداردهای ايراني سطح پائين تر براي هادر بعضي استانداردهاي محصول مربوط ،سطح دانش مورد نياز بايد توسط مسئول هماهنگ آننده
هر چند ، .نظر سازنده برسده در چنين مواردي ، چنين الزاماتي بايد ب .جوشكاري مشخص شودآه در حالي. فرعي باشدبه هماهنگ جوشكاري اجازه مي دهد تا پيمانكار ١۴٧٣١استاندارد ايران ايزو
.به عهده سازنده باقي مي ماند ١۴٧٣١استاندارد ايران ايزو مسئوليت نگهداري تطابق با تجهيزات ۴-٢
بصورت تهيه شود و ) مهم(از تجهيزات و امكانات آليدي نياز دارد آه ليست ٣٨٣۴ايزو استاندارد ايران يه هو امكانات بايد پايش شوند تا از بر آوردن نيازهاي سازنده در تتجهيزات . به روز نگهداري گردد
.محصوالت اطمينان حاصل گردددر صورت مربوط (واسنجی شناسايي ، آنترل ، نگهداري و ي انتظار مي رود آه سازنده سيستمي را برا
جزئيات براي ترتيب ها و براي اين فعاليتاص مسئول اشختمام تجهيزات توليدي، شامل انتخاب )بودن .جلوگيري از استفاده از تجهيزات معيوب را مستقر آند

11
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
فعاليت هاي جوشكاري ۵-٢) و غيرهفنی ت ، مشخصادستور کارها نقشه، (مستندات سازنده بايد با استفاده از برنامه ها و ساير هاي آزمايش غير مخرب و ساير فعاليتتوليد، برای تکميل توانايي نشان دادن چگونگي مديريت الزامات
.باشد را داشته باشد مربوط و چگونه دستيابي به آنها امكان پذير مي انبارش فلز پايه ۶-٢
تامين شده توسط مشتری فلزات پايه بنا نهد، چه خريداري شده يا انبار کردن سازنده بايد سيستمي را براي انتظار مي رود روش ها و سيستم .جهت اتصال به محصول نهايي تهيه شده باشد شامل قطعات تهيه شده ،
.ها مشخص شوند و معتبر سازيواسنجی ٧-٢
هستند آه اغلب استفاده مي شوند و هميشه به اندزه آافي توضيح داده اصطالحاتی و معتبر سازي واسنجی . پيروي مي آندISO 17662 رداستاندا در جوشكاري از اصطالحات مفهوم اين. نمي شوند
مطابق تجهيزات در فواصل معينيفرايندي است آه به موجب آن بخشي از واسنجی ، از طرف ديگر آزمايش محاسبات واقعي شناخته مي شود ابر حسب نزديكي توافق باندازه گيری دقتش استانداردهاي
مي تواند معلومی از عدم قطعيت يك سطحبه اين ترتيب صحت دستگاه تحت آزمايش براي .مي شود .محاسبه شود
اندازه آند ي، فرايندي است آه اثبات ماندازه گيری معتبر سازي در زمينه تجهيزات ديگر ،از طرف شده يا استاندارد واسنجی اين آار ممكن است با استفاده از ابزار .جداگانه ، رضايتبخش هستندگيری های
،ندي دستگاه بيا درجه ابزار دقيق تنظيمات سبات اينكه وسيله تحت آزمايش بر اسابراي اثاندازه گيری .خروجي هاي مناسبي دارد
تكرار پذيري جوش به صحت و / تنها جايي الزم است آه آيفيت تجهيزات جوشكاري عموماواسنجیز يا خصوصيات گادبی ولتاژ ، سرعت ، تنظيمات تكرار شونده پارامترهايي همانند شدت جريان،
براي شدت جريان ، ولتاژ سنجه های واسنجی شده به هر حال اگر يك منبع قدرت .بستگي داردضربان شده اي در اختيار داشته باشد آه بتواند براي تصديق پارامترهاي واسنجی سازنده بايد وسيله نداشته باشد،يا هر ستورالعمل جوشکاری مشخصات دالزامات طابق با جهت ت) شدت جريان و ولتاژ(جوشكاري
.دستورالعمل ديگري بكار ببردآه تجهيزات مورد استفاده براي عمليات حرارتي بعد از جوشكاري و آنترل انبارهاي الكترود در حالي
آزمايش غير تجهيزات و آزمايش همانندیتجهيزلت بازرس و معتبر سازي مي شوند،واسنجی شامل .نگونه نيستندايفشار سنج ها مخرب و
.هستندواسنجی شده آزمايش هميشه اندازه گيری عنوان يك قانون آلي ، تجهيزات بازرسي و ه بتجهيزات عمليات حرارتي، ١ثبات هایاز قبيل دما،اندازه گيری يا معتبر سازي براي واسنجی در آل
. نيز مورد نياز هستندفشار سنج ها ش غير مخرب و يزماآمثل کوليس ابعادي اندازه گيری الزم داشته باشد بعضي تجهيزات سطح دقت خاصي اگر خود محصول
.و ميكرومترها نياز به آاليبراسيون دارندها موقعيت در ، براي چك آردن سطح جريان جوشكاري در آابل ،انبریبنابراين استفاده از يك آزمايشگر
در يك آمپر سنج آار گذاشته شدهبا يا شود می آه شدت جريان مطابق تنظيمات تعيين شده تنظيم هايی
1 Recorders

12
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
، جائيكه موقعيت ها در ساير . را معتبر سازد خروجي دستگاه رضايتبخش بودن باشد، مي تواندتجهيزجريان واقعي طبق شدت براي تنظيم دستگاه جهت دستيابي به سنجه ای عنوان ه ، بانبری آزمايشگر
سطح جريان آه می تواند تصديق کند ، انبری آزمايشگر مشخصات دستورالعمل جوشكاري ، استفاده شد، .چك آردن صحت خروجي دستگاه نخواهد بوددر اين شرايط احتياجي به . مده استآدست ه واقعي بچون تائيد تنها اطمينان مي دهد آه ، يا معتبر سازي نيستواسنجی در اين مفهوم به معني فرآيند تصديق
.مده استدست آه سطح جريان تعيين شده ببايد يادآوري گردد آه فرايندهاي جوشكاري جديد و منابع قدرت جديد از قبيل جوشكاري قوسي ضرباني،
مناسب مورد نيازهای دقيق ابزار سخت است، و آنهانترل نيستند يا آنترلکدقيق قابل اندازه گيری بدون .هستند
ابزارهای دقيق فرضپيش ارت ورودي با هاي جوشكاري مكانيزه مستلزم آنترل دقيق حر آنترل عمليات .است
.را نگهداري آندسوابق واسنجی و ند آو ثبتشناسايی دارد را واسنجی سازنده بايد دستگاهي آه نياز به شناسايي و رديابي ٨-٢ به سطح متعهد آه سازنده جائي .هميشه به شناسايي و رديابي نياز ندارد ٣٨٣۴ايزو استاندارد ايران
. مستقر کند مناسبکاربايد يك دستوراحتمال دارد ، ي خاصي باشد يا قراردادهاي نيازمند رديابي تيآيف .شودقاطی هايي از قرارداد آه نيازي به رديابي ندارند، هايي نبايد با قسمتکارچنين دستور
ستفاده مي رود آه بهرهاي مختلفي آه در جوش ا انتظار مي هنگامي آه رديابي مواد مصرفي الزم باشد،ولي نيازي به مشخص آردن محل بهرهاي مختلف مواد مصرفي جوشكاري تائيد شده در .شود ثبت گردد .نمي باشدپاسه اتصاالت چند
کردنارزيابي و گواهي ٣
مسئوليت به ممكن است سازنده . ندارد دادننيازي به هيچ ارزيابي يا گواهي ٣٨٣۴ايزو استاندارد ايران عنوان قسمتي از اين ه ب .را اظهار آند ٣٨٣۴ايزو استاندارد ايران بخش خاصي از خود پيروي از
آه مدارك الزم جائي. کنترل های مستقر شده استآارگرفته دره باظهارات نيازمند بيان جزئيات ليست شده اند، يك بيان ساده ارجاع به ٣٨٣۴-۵استاندارد ايران ايزو مستندات ايزويي هستند آه در
ترين آاربرد اين ممكن است مرسوم . می باشد تمام چيزي است آه الزم٣٨٣۴ -۵دارد ايران ايزو استانبراي ارزيابي يك ٣٨٣۴ايزو استاندارد ايران هر چند ممكن است از .باشد ٣٨٣۴ايزو استاندارد ايران
.استفاده شود) سومطرف (يا سازمان گواهي آننده ) دومطرف (مشتری سازنده توسط
13
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
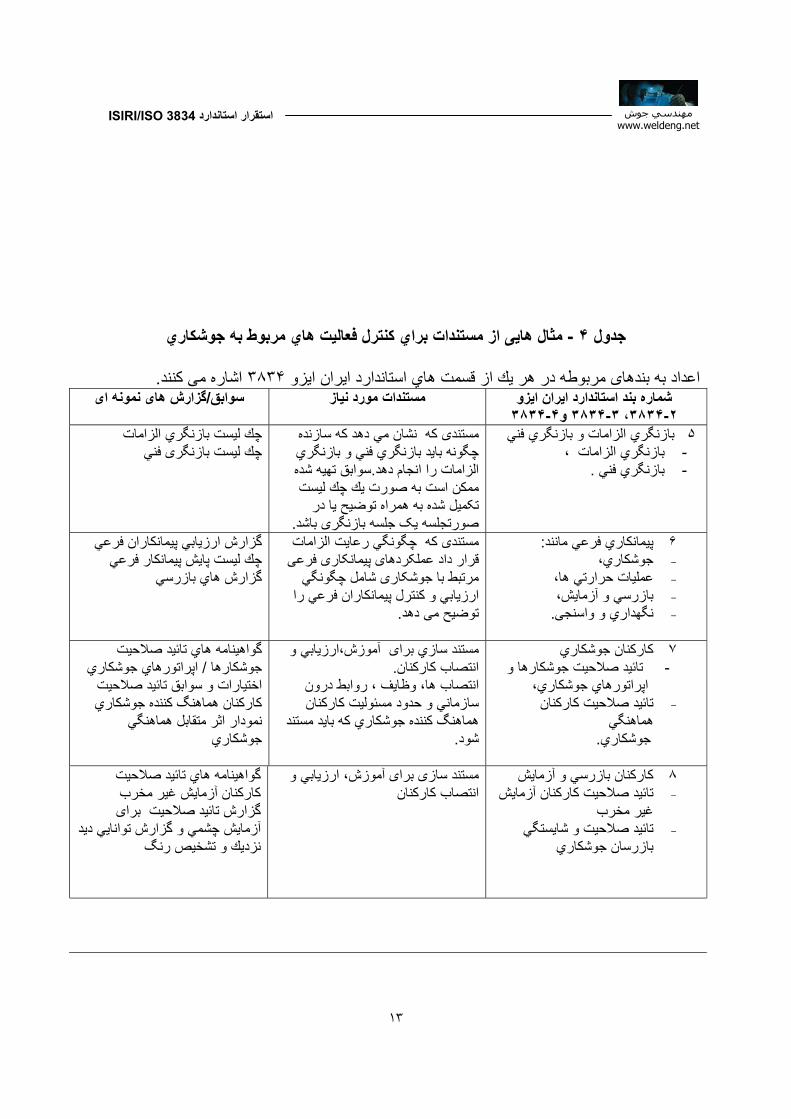
آنترل فعاليت هاي مربوط به جوشكاري براياز مستنداتمثال هايی - ۴جدول
. می کنند اشاره٣٨٣۴ايزو استاندارد ايران هاي ر هر يك از قسمتدبندهای مربوطه اعداد به ايزواستاندارد ايران بند شماره
٣٨٣۴-۴و ٣٨٣۴-٣، ٣٨٣۴-٢ ای های نمونهگزارش/سوابق مستندات مورد نياز
بازنگري الزامات و بازنگري فني ۵ ،بازنگري الزامات - .بازنگري فني -
نشان مي دهد آه سازنده ی که مستندچگونه بايد بازنگري فني و بازنگري
سوابق تهيه شده .الزامات را انجام دهدممكن است به صورت يك چك ليست
يا در يح توضبه همراه تکميل شده .صورتجلسه يک جلسه بازنگری باشد
چك ليست بازنگري الزامات فنيبازنگری چك ليست
: مانندپيمانكاري فرعي ۶ ،جوشكاري - ،عمليات حرارتي ها - ،بازرسي و آزمايش - .واسنجینگهداري و -
چگونگي رعايت الزامات کهیمستندعملکردهای پيمانکاری فرعی قرار داد
ل چگونگي شاممرتبط با جوشکاری را فرعيانارزيابي و آنترل پيمانكار
.توضيح می دهد
فرعيانپيمانكارارزيابي گزارش چك ليست پايش پيمانكار فرعي
گزارش هاي بازرسي
آارآنان جوشكاري ٧ و رهاتائيد صالحيت جوشكا -
،اپراتورهاي جوشكاري تائيد صالحيت آارآنان -
هماهنگي .وشكاري ج
آموزش،ارزيابي و برای مستند سازي .آارآنانانتصاب
، روابط درون وظايف انتصاب ها، کارکنان سازماني و حدود مسئوليت مستند که بايد هماهنگ آننده جوشكاري
.شود
گواهينامه هاي تائيد صالحيت اپراتورهاي جوشكاري /ها جوشكار
اختيارات و سوابق تائيد صالحيت اهنگ آننده جوشكاريآارآنان هم
نمودار اثر متقابل هماهنگي جوشكاري
آارآنان بازرسي و آزمايش ٨تائيد صالحيت آارآنان آزمايش -
غير مخربتائيد صالحيت و شايستگي -
بازرسان جوشكاري
آموزش، ارزيابي و برای سازیمستند انتصاب آارآنان
گواهينامه هاي تائيد صالحيت آارآنان آزمايش غير مخرب
برای رش تائيد صالحيت گزاتوانايي ديد گزارش آزمايش چشمي و
نزديك و تشخيص رنگ

14
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
۴جدول ادامه شماره بند استاندارد ايران ايزو
٣٨٣۴-۴و ٣٨٣۴-٣، ٣٨٣۴-٢ ایگزارش های نمونه/سوابق مستندات مورد نياز
:تجهيزات ٩ ،تناسب تجهيزات - ، تائيد تجهيزات جديد -ي جوشكاري نگهداري تجهيزات برا -
.، بازرسي و آزمايش
، آنترل ، شناسايي جهتمدرآي مرتبط هر جا (واسنجی نگهداري و
تمام محصوالت و تجهيزات) است بازرسی
برنامه زماني نگهداري تجهيزات
اساسیتجهيزات فهرست گزارش تجهيزات جديد
سوابق نگهداری تجهيزات
:جوشكاري و فعاليتهاي مرتبط ١٠ ،يدبرنامه هاي تول - آماده سازي و تصويب يك -
مشخصات دستورالعمل جوشکاری ،)pWPS (ابتدائی
مشخصات دستورالعمل نهايي آردن - جوشکاری
)WPS (ها يا دستور آار دستورالعمل هاي ساير / مشخصات -
،فرايند ها . آنترل مدارك -
مدرآي براي برنامه ريزي محصول و آنترل عمليات توليد
هاي توليدطرح )WPQR( دستورالعمل جوشکاریتائيد
دستورالعمل هايي براي اماده سازي و آنترل مستندات آيفيتي مربوط
طرح ها و نقشه هاWPQR
WPSيا دستور آار : دستورالعمل هاي فرايند از قبيل
NDT و پوشش دهي گزارش : سوابق فرايند از قبيل
، سوابق NDT هاي آزمايش پوشش دهي و گزارش هاي
آزمايش
:مواد مصرفي جوشكاري ١١ نگهداري و جابجايي مواد مصرفي -
مستنداتي جهت انبارش ، جابجايي ، و استفاده از مواد مصرفي شناسائی .جوشكاري
گواهينامه هاي آزمايش مواد مصرفي
:انبارش فلزات پايه ١٢ .انبارش فلزات پايه -
مستنداتي جهت انبار آردن فلز پايه ، صول تمام شامل کار در دست انجام و مح
.هاي انبارشطرح ،شده منتظر حمل
فلز پايهآزمايش گواهينامه هاي
:عمليات حررارتي بعد از جوشكاري ١٣ريزي و آنترل عمليات طرح -
.حرارتي بعد از جوشكاري
برای شامل فرايند مستند سازي شده توليدکنترل عمليات توليد و ريزی طرح
سوابق عمليات حرارتي
بازرسي و آزمايش ١۴ ،هاي بازرسيطرح اده سازی آم - بازرسي و آزمايش قبل از -
،جوشكاري، بازرسي و ازمايش حين جوشكاري - بازرسي و آزمايش بعد از -
،جوشكاري
شامل فرايند مستند سازي شده جهت ،توليدکنترل عمليات توليد و ريزی طرح ،هاي بازرسيطرح
.دستورالعمل هاي بازرسي
،گزارش هاي ابعادي ،بازرسيگزارش هاي
.تعميراتسوابق
15
ISIRI/ISO 3834استقرار استاندارد مهندسي جوش
www.weldeng.net
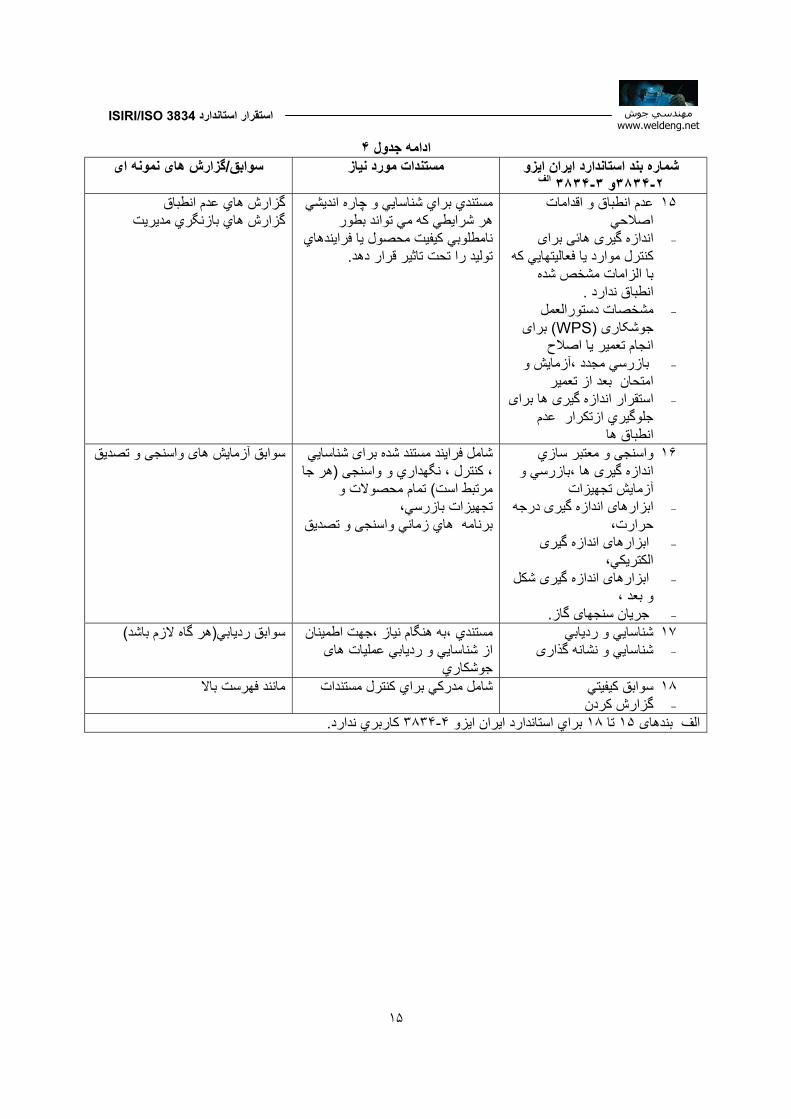
۴ادامه جدول شماره بند استاندارد ايران ايزو
الف ٣٨٣۴-٣ و٣٨٣۴-٢ ایگزارش های نمونه/سوابق مستندات مورد نياز
اتاقدامعدم انطباق و ١۵ اصالحي
دازه گيری هائی برای نا -آنترل موارد يا فعاليتهايي آه
شده مشخص با الزامات .ندارد انطباق
ت دستورالعمل مشخصا -برای )WPS(جوشکاری
انجام تعمير يا اصالح و آزمايش، بازرسي مجدد -
بعد از تعميرامتحان استقرار اندازه گيری ها برای -
جلوگيري ازتكرار عدم هاانطباق
مستندي براي شناسايي و چاره انديشي هر شرايطي آه مي تواند بطور
نامطلوبي آيفيت محصول يا فرايندهاي . را تحت تاثير قرار دهدتوليد
گزارش هاي عدم انطباق گزارش هاي بازنگري مديريت
و معتبر سازي واسنجی ١۶،بازرسي و اندازه گيری ها
تجهيزاتآزمايشاندازه گيری درجه ابزارهای -
حرارت،اندازه گيری ابزارهای -
،الكتريكيشكل اندازه گيری ابزارهای -
،بعد و . گازهایسنججريان -
شناسايي برای ايند مستند شده شامل فرهر جا (واسنجی ، آنترل ، نگهداري و
تمام محصوالت و ) مرتبط است ،تجهيزات بازرسي
تصديقو واسنجی برنامه هاي زماني
تصديقو آزمايش های واسنجی سوابق
شناسايي و رديابي ١٧ نشانه گذاریشناسايي و -
جهت اطمينان ،به هنگام نياز ،مستندي های رديابي عملياتاز شناسايي و جوشكاري
)هر گاه الزم باشد(بق رديابياسو
آيفيتيسوابق ١٨ گزارش آردن -
باالفهرست مانند شامل مدرآي براي آنترل مستندات
. نداردآاربري ٣٨٣۴-۴ايزو براي استاندارد ايران ١٨ تا ١۵بندهای الف