iso 5817 welding fusion steel joints
TRANSCRIPT

Reference numberISO 5817:2003(E)
© ISO 2003
INTERNATIONAL STANDARD
ISO5817
Second edition2003-10-01
Welding — Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections
Soudage — Assemblages en acier, nickel, titane et leurs alliages soudés par fusion (soudage par faisceau exclu) — Niveaux de qualité par rapport aux défauts
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
PDF disclaimer This PDF file may contain embedded typefaces. In accordance with Adobe's licensing policy, this file may be printed or viewed but shall not be edited unless the typefaces which are embedded are licensed to and installed on the computer performing the editing. In downloading this file, parties accept therein the responsibility of not infringing Adobe's licensing policy. The ISO Central Secretariat accepts no liability in this area.
Adobe is a trademark of Adobe Systems Incorporated.
Details of the software products used to create this PDF file can be found in the General Info relative to the file; the PDF-creation parameters were optimized for printing. Every care has been taken to ensure that the file is suitable for use by ISO member bodies. In the unlikely event that a problem relating to it is found, please inform the Central Secretariat at the address given below.
© ISO 2003 All rights reserved. Unless otherwise specified, no part of this publication may be reproduced or utilized in any form or by any means, electronic or mechanical, including photocopying and microfilm, without permission in writing from either ISO at the address below or ISO's member body in the country of the requester.
ISO copyright office Case postale 56 • CH-1211 Geneva 20 Tel. + 41 22 749 01 11 Fax + 41 22 749 09 47 E-mail [email protected] Web www.iso.org
Published in Switzerland
ii © ISO 2003 — All rights reserved
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved iii
Contents Page
Foreword............................................................................................................................................................ iv Introduction ........................................................................................................................................................ v 1 Scope...................................................................................................................................................... 1 2 Normative references ........................................................................................................................... 2 3 Terms and definitions........................................................................................................................... 2 4 Symbols ................................................................................................................................................. 3 5 Assessment of imperfections.............................................................................................................. 4 Annex A (informative) Examples for determination of percentage imperfections .................................... 22 Annex B (informative) Additional information and guidelines for use of this International Standard .... 25 Bibliography ..................................................................................................................................................... 26
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---
ISO 5817:2003(E)
iv © ISO 2003 — All rights reserved
Foreword
ISO (the International Organization for Standardization) is a worldwide federation of national standards bodies (ISO member bodies). The work of preparing International Standards is normally carried out through ISO technical committees. Each member body interested in a subject for which a technical committee has been established has the right to be represented on that committee. International organizations, governmental and non-governmental, in liaison with ISO, also take part in the work. ISO collaborates closely with the International Electrotechnical Commission (IEC) on all matters of electrotechnical standardization.
International Standards are drafted in accordance with the rules given in the ISO/IEC Directives, Part 2.
The main task of technical committees is to prepare International Standards. Draft International Standards adopted by the technical committees are circulated to the member bodies for voting. Publication as an International Standard requires approval by at least 75 % of the member bodies casting a vote.
Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. ISO shall not be held responsible for identifying any or all such patent rights.
ISO 5817 was prepared by Technical Committee ISO/TC 44, Welding and allied processes, Subcommittee SC 10, Unification of requirements in the field of metal welding.
This second edition cancels and replaces the first edition (ISO 5817:1992), which has been technically revised.
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved v
Introduction
This International Standard should be used as a reference in the drafting of application codes and/or other application standards. It contains a simplified selection of fusion weld imperfections based on the designations given in ISO 6520-1.
Some of the imperfections described in ISO 6520-1 have been used directly and some have been grouped together. The basic numerical referencing system from ISO 6520-1 has been used.
The purpose of this International Standard is to define dimensions of typical imperfections which might be expected in normal fabrication. It may be used within a quality system for the production of factory-welded joints. It provides three sets of dimensional values from which a selection can be made for a particular application. The quality level necessary in each case should be defined by the application standard or the responsible designer in conjunction with the manufacturer, user and/or other parties concerned. The level shall be prescribed before the start of production, preferably at the enquiry or order stage. For special purposes, additional details may be prescribed.
The quality levels given in this International Standard provide basic reference data and are not specifically related to any particular application. They refer to the types of welded joint in a fabricated structure and not to the complete product or component itself. It is possible, therefore, that different quality levels be applied to individual welded joints in the same product or component.
It would normally be expected that for a particular welded joint the dimensional limits for imperfections could all be covered by specifying one quality level. In some cases, it may be necessary to specify different quality levels for different imperfections in the same welded joint.
The choice of quality level for any application should take account of design considerations, subsequent processing (e.g. surfacing), mode of stressing (e.g. static, dynamic), service conditions (e.g. temperature, environment) and consequences of failure. Economic factors are also important and should include not only the cost of welding but also of inspection, test and repair.
Although this International Standard includes types of imperfection relevant to the fusion welding processes listed in Clause 1, only those which are applicable to the process and application in question need to be considered.
Imperfections are quoted in terms of their actual dimensions, and their detection and evaluation may require the use of one or more methods of non-destructive testing. The detection and sizing of imperfections is dependent on the inspection methods and the extent of testing specified in the application standard or contract.
The need for detecting imperfections is not subject of this International Standard. However, ISO 17635 contains a correlation between the quality level and acceptance level for different NDT methods.
This International Standard is directly applicable to visual testing of welds and does not include details of recommended methods of detection or sizing by non-destructive means. It should be considered that there are difficulties in using these limits to establish appropriate criteria applicable to non-destructive testing methods such as ultrasonic, radiographic, eddy current, penetrate, magnetic particle testing and may need to be supplemented by requirements for inspection, examining and testing.
The values for imperfections take into consideration normal welding practice. Higher specifications require additional manufacturing processes, e.g. grinding or welding under stringent laboratory conditions or special welding processes.
Requests for official interpretations of any aspect of this International Standard should be directed to the Secretariat of ISO/TC 44/SC 10 via your national standards body. For a complete listing consult www.iso.org.
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

INTERNATIONAL STANDARD ISO 5817:2003(E)
© ISO 2003 — All rights reserved 1
Welding — Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections
1 Scope
This International Standard provides quality levels of imperfections in fusion-welded joints (except for beam welding) in all types of steel, nickel, titanium and their alloys. It applies to material thickness above 0,5 mm.
Quality levels for beam welded joints in steel are presented in ISO 13919-1.
Three quality levels are given in order to permit application to a wide range of welded fabrication. They are designated by symbols B, C and D. Quality level B corresponds to the highest requirement on the finished weld. The quality levels refer to production quality and not to the fitness-for-purpose (see 3.2) of the product manufactured.
This International Standard applies to:
unalloyed and alloy steels;
nickel and nickel alloys;
titanium and titanium alloys;
manual, mechanized and automatic welding;
all welding positions;
all types of welds, e.g. butt welds, fillet welds and branch connections;
the following welding processes and their defined sub-processes in accordance with ISO 4063:
11 metal-arc welding without gas protection;
12 submerged-arc welding;
13 gas-shielded metal-arc welding;
14 gas-shielded welding with non-consumable electrodes;
15 plasma arc welding;
31 oxy-fuel gas welding (for steel only).
Metallurgical aspects, e.g. grain size, hardness, are not covered by this International Standard.
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
2 © ISO 2003 — All rights reserved
2 Normative references
The following referenced documents are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.
ISO 2553:1992, Welded, brazed and soldered joints — Symbolic representation on drawings
ISO 4063:1998, Welding and allied processes — Nomenclature of processes and reference numbers
ISO 6520-1:1998, Welding and allied processes — Classification of geometric imperfections in metallic materials — Part 1: Fusion welding
3 Terms and definitions
For the purposes of this document, the following terms and definitions apply.
3.1 quality level description of the quality of a weld on the basis of type and size of selected imperfections
3.2 fitness-for-purpose ability of a product, process or service to serve a defined purpose under specific conditions
3.3 short imperfections one or more imperfections of total length not greater than 25 mm in any 100 mm length of the weld or a maximum of 25 % of the weld length for a weld shorter than 100 mm, the range with most imperfections being applicable
3.4 systematic imperfection imperfections that are distributed at regular distances in the weld over the weld lengths to be examined, the sizes of the single imperfections being within the limits of the imperfections given in Table 1
3.5 projected area area where imperfections distributed along the volume of the weld under consideration are imaged two-dimensionally
In contrast to the surface crack area the occurrence of imperfections is dependent on the weld thickness when exposed radiographically (see Figure 1).
3.6 cross-section area area to be considered after fracture or sectioning
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 3
Key 1 X-ray 3 6-fold thickness 5 2-fold thickness 2 4 pores per volume unit 4 3-fold thickness 6 1-fold thickness
Figure 1 — Radiographic films of specimens with identical occurrence of pores per volume unit
4 Symbols
The following symbols are used in Table 1.
a nominal throat thickness of the fillet weld (see also ISO 2553)
b width of weld reinforcement
d diameter of pore
h height or width of imperfection
l length of imperfection in longitudinal direction of the weld
lp length of projected or cross-section area
s nominal butt weld thickness (see also ISO 2553)
t wall or plate thickness (nominal size)
wp width of the weld or width or height in case of fracture area
z leg length of a fillet weld (see also ISO 2553)
α angle of weld toe
β angle of angular misalignment
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
4 © ISO 2003 — All rights reserved
5 Assessment of imperfections
Limits for imperfections are given in Table 1. These limits apply to the finished weld and may also be applied to an intermediate stage of fabrication.
If, for the detection of imperfections, a method other than macro examination is used, only those imperfections shall be considered which can be detected using a magnification equal to or less than tenfold.
Excluded herefrom are cold laps (see Table 1, 1.5) and microcracks (see Table 1, 2.2).
Systematic imperfections are only permitted in quality level D, provided other requirements of Table 1 are fulfilled.
A welded joint shall normally be assessed separately for each individual type of imperfection.
Different types of imperfection, occurring at any cross-section of the joint, which weaken the cross section may need special consideration (see multiple imperfections).
The limits for multiple imperfections (see Table 1) are only applicable for cases where the requirements for a single imperfection are not exceeded.
Any two adjacent imperfections separated by a distance smaller than the major dimension of the smaller imperfection shall be considered as a single imperfection.
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 5
Tabl
e 1
— L
imits
for i
mpe
rfec
tions
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
1 S
urfa
ce im
perf
ectio
ns
1.1
100
Cra
ck
—
W 0
,5
Not
per
mitt
ed
Not
per
mitt
ed
Not
per
mitt
ed
1.2
104
Cra
ter c
rack
—
W
0,5
N
ot p
erm
itted
N
ot p
erm
itted
N
ot p
erm
itted
Max
imum
dim
ensi
on o
f a s
ingl
e po
re fo
r —
but
t wel
ds
— fi
llet w
elds
0,5
to 3
d u
0,3
s d u
0,3
a
Not
per
mitt
ed
Not
per
mitt
ed
1.3
2017
Su
rface
por
e
Max
imum
dim
ensi
on o
f a s
ingl
e po
re fo
r —
but
t wel
ds
— fi
llet w
elds
> 3
d u
0,3
s, b
ut m
ax. 3
mm
d u
0,3
a, b
ut m
ax. 3
mm
d u
0,2
s, b
ut m
ax. 2
mm
d u
0,2
a, b
ut m
ax. 2
mm
Not
per
mitt
ed
0,5
to 3
h u
0,2
t N
ot p
erm
itted
N
ot p
erm
itted
1.
4 20
25
End
crat
er p
ipe
> 3
h u
0,2
t, b
ut m
ax. 2
mm
h u
0,1
t, b
ut m
ax. 1
mm
Not
per
mitt
ed
Lack
of f
usio
n (in
com
plet
e fu
sion
) —
N
ot p
erm
itted
N
ot p
erm
itted
N
ot p
erm
itted
1.
5 40
1
Mic
ro la
ck o
f fus
ion
Onl
y de
tect
able
by
mic
ro e
xam
inat
ion
W 0
,5
Perm
itted
Pe
rmitt
ed
Not
per
mitt
ed
1.6
4021
In
com
plet
e ro
ot
pene
tratio
n O
nly
for s
ingl
e si
de b
utt w
elds
W 0
,5
Shor
t im
perfe
ctio
ns:
h u
0,2
t, b
ut m
ax. 2
mm
Not
per
mitt
ed
Not
per
mitt
ed
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
6 © ISO 2003 — All rights reserved
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
0,5
to 3
Sh
ort i
mpe
rfect
ions
: h u
0,2
t Sh
ort i
mpe
rfect
ions
: h u
0,1
t N
ot p
erm
itted
1.
7 50
11
5012
C
ontin
uous
und
ercu
t In
term
itten
t und
ercu
t Sm
ooth
tran
sitio
n is
requ
ired.
Th
is is
not
rega
rded
as
a sy
stem
atic
im
perfe
ctio
n.
> 3
h u
0,2
t, b
ut m
ax. 1
mm
h u
0,1
t,
but m
ax. 0
,5 m
m
h u
0,0
5 t,
but m
ax. 0
,5 m
m
0,5
to 3
h u
0,2
mm
+ 0
,1 t
Shor
t im
perfe
ctio
ns:
h u
0,1
t N
ot p
erm
itted
1.
8 50
13
Shrin
kage
gro
ove
Smoo
th tr
ansi
tion
is re
quire
d.
> 3
Shor
t im
perfe
ctio
ns:
h u
0,2
t, b
ut m
ax. 2
mm
Shor
t im
perfe
ctio
ns:
h u
0,1
t, b
ut m
ax.1
mm
Shor
t im
perfe
ctio
ns:
h u
0,0
5 t,
but m
ax. 0
,5 m
m
1.9
502
Exce
ss w
eld
met
al
(but
t wel
d)
Smoo
th tr
ansi
tion
is re
quire
d.
W 0
,5
h u
1 m
m +
0,2
5 b,
bu
t max
. 10
mm
h u
1 m
m +
0,1
5 b,
bu
t max
. 7 m
m
h u
1 m
m +
0,1
b,
but m
ax. 5
mm
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 7
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
1.10
50
3 Ex
cess
ive
conv
exity
(fi
llet w
eld)
W 0
,5
h u
1 m
m +
0,2
5 b,
bu
t max
. 5 m
m
h u
1 m
m +
0,1
5 b,
bu
t max
. 4 m
m
h u
1 m
m +
0,1
b,
but m
ax. 3
mm
0,5
to 3
h u
1 m
m +
0,6
b
h u
1 m
m +
0,3
b
h u
1 m
m +
0,1
b
1.11
50
4 Ex
cess
pen
etra
tion
> 3
h u
1 m
m +
1,0
b,
but m
ax. 5
mm
h u
1 m
m +
0,6
b,
but m
ax. 4
mm
h u
1 m
m +
0,2
b,
but m
ax. 3
mm
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
8 © ISO 2003 — All rights reserved
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
1.12
50
5 In
corre
ct w
eld
toe
— b
utt w
elds
W 0
,5
α W
90°
α W
110
° α W
150
°
—
fille
t wel
ds
α 1
W α
α 2 W
α
W 0
,5
α W
90°
α W
110
° α W
110
°
1.13
50
6 O
verla
p
W 0
,5
h u
0,2
b
Not
per
mitt
ed
Not
per
mitt
ed
0,5
to 3
Sh
ort i
mpe
rfect
ions
: h u
0,2
5 t
Shor
t im
perfe
ctio
ns:
h u
0,1
t N
ot p
erm
itted
1.
14
509
511
Sagg
ing
Inco
mpl
etel
y fil
led
groo
ve
Smoo
th tr
ansi
tion
is re
quire
d
> 3
Shor
t im
perfe
ctio
ns:
h u
0,2
5 t
but m
ax. 2
mm
Shor
t im
perfe
ctio
ns:
h u
0,1
t bu
t max
. 1 m
m
Shor
t im
perfe
ctio
ns:
h u
0,0
5 t
but m
ax. 0
,5 m
m
1.15
51
0 Bu
rn th
roug
h —
W
0,5
N
ot p
erm
itted
N
ot p
erm
itted
N
ot p
erm
itted
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 9
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
1.16
51
2 Ex
cess
ive
asym
met
ry o
f fille
t w
eld
(exc
essi
ve
uneq
ual l
eg le
ngth
)
In c
ases
whe
re a
sym
met
ric fi
llet w
eld
has
not
been
pre
scrib
ed.
W 0
,5
h u
2 m
m +
0,2
a
h u
2 m
m +
0,1
5 a
h u
1,5
mm
+ 0
,15
a
0,5
to 3
h u
0,2
mm
+ 0
,1 t
Shor
t im
perfe
ctio
ns:
h u
0,1
t N
ot p
erm
itted
1.
17
515
Roo
t con
cavi
ty
Smoo
th tr
ansi
tion
is re
quire
d.
> 3
Shor
t im
perfe
ctio
ns:
h u
0,2
t, b
ut m
ax. 2
mm
Shor
t im
perfe
ctio
ns:
h u
0,1
t, b
ut m
ax. 1
mm
Shor
t im
perfe
ctio
ns:
h u
0,0
5 t,
bu
t max
. 0,5
mm
1.18
51
6 R
oot p
oros
ity
Spon
gy fo
rmat
ion
at th
e ro
ot o
f a w
eld
due
to
bubb
ling
of th
e w
eld
met
al a
t the
mom
ent o
f so
lidifi
catio
n (e
. g. l
ack
of g
as b
acki
ng)
W 0
,5
Loca
lly p
erm
itted
N
ot p
erm
itted
N
ot p
erm
itted
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
10 © ISO 2003 — All rights reserved
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
1.19
51
7 Po
or re
star
t —
W
0,5
Pe
rmitt
ed.
The
limit
depe
nds
on th
e ty
pe o
f im
perfe
ctio
n oc
curre
d du
e to
rest
art
Not
per
mitt
ed
Not
per
mitt
ed
0,5
to 3
Sh
ort i
mpe
rfect
ions
: h u
0,2
mm
+ 0
,1 a
Sh
ort i
mpe
rfect
ions
: h u
0,2
mm
N
ot p
erm
itted
1.
20
5213
In
suffi
cien
t thr
oat
thic
knes
s N
ot a
pplic
able
to p
roce
sses
with
pro
of o
f gr
eate
r dep
th o
f pen
etra
tion
> 3
Shor
t im
perfe
ctio
ns:
h u
0,3
mm
+ 0
,1 a
, bu
t max
. 2 m
m
Shor
t im
perfe
ctio
ns:
h u
0,3
mm
+ 0
,1 a
, bu
t max
. 1 m
m
Not
per
mitt
ed
1.21
52
14
Exce
ssiv
e th
roat
th
ickn
ess
The
actu
al th
roat
thic
knes
s of
the
fille
t wel
d is
to
o la
rge.
W 0
,5
Unl
imite
d.
h u
1 m
m +
0,2
a,
but m
ax. 4
mm
h u
1 m
m +
0,1
5 a,
bu
t max
. 3 m
m
1.22
60
1 St
ray
arc
—
W 0
,5
Perm
itted
, if t
he
prop
ertie
s of
the
pare
nt
met
al a
re n
ot a
ffect
ed.
Not
per
mitt
ed
Not
per
mitt
ed
1.23
60
2 Sp
atte
r —
W
0,5
Ac
cept
ance
dep
ends
on
appl
icat
ion,
e.g
. mat
eria
l, co
rrosi
on p
rote
ctio
n
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 11
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
2 In
tern
al im
perf
ectio
ns
2.1
100
Cra
cks
All t
ypes
of c
rack
exc
ept m
icro
crac
ks a
nd
crat
er c
rack
s W
0,5
N
ot p
erm
itted
N
ot p
erm
itted
N
ot p
erm
itted
2.2
1001
M
icro
crac
ks
A cr
ack
usua
lly o
nly
visi
ble
unde
r the
m
icro
scop
e (5
0 ×)
W
0,5
Pe
rmitt
ed
Acce
ptan
ce d
epen
ds o
n ty
pe o
f par
ent m
etal
w
ith p
artic
ular
refe
renc
e to
cra
ck s
ensi
tivity
The
follo
win
g co
nditi
ons
and
limits
for
impe
rfect
ions
sha
ll be
fulfi
lled.
See
als
o An
nex
A fo
r inf
orm
atio
n.
a1)
Max
imum
dim
ensi
on o
f the
are
a of
the
impe
rfect
ions
(inc
lusi
ve o
f sys
tem
atic
im
perfe
ctio
n) re
late
d to
the
proj
ecte
d ar
ea
NO
TE
The
poro
sity
in th
e pr
ojec
t are
a de
pend
s on
the
num
bers
of l
ayer
s (v
olum
e of
the
wel
d).
W 0
,5
for s
ingl
e la
yer: u
2,5
%
for m
ulti-
laye
r: u
5 %
for s
ingl
e la
yer: u
1,5
%
for m
ulti-
laye
r: u
3 %
for s
ingl
e la
yer: u
1 %
for m
ulti-
laye
r: u
2 %
a2)
Max
imum
dim
ensi
on o
f the
cro
ss s
ectio
n ar
ea o
f the
impe
rfect
ions
(inc
lusi
ve o
f sy
stem
atic
impe
rfect
ion)
rela
ted
to th
e fra
ctur
e ar
ea (o
nly
appl
icab
le to
pro
duct
ion,
wel
der o
r pr
oced
ure
test
s)
W 0
,5
u 2
,5 %
u
1,5
%
u 1
%
2.3
2011
20
12
Gas
por
e U
nifo
rmly
dis
tribu
ted
poro
sity
b)
Max
imum
dim
ensi
on fo
r a s
ingl
e po
re fo
r—
but
t wel
ds
— fi
llet w
elds
W 0
,5
d u
0,4
s, b
ut m
ax. 5
mm
d u
0,4
a, b
ut m
ax. 5
mm
d u
0,3
s, b
ut m
ax. 4
mm
d u
0,3
a, b
ut m
ax. 4
mm
d u
0,2
s,
but m
ax. 3
mm
d u
0,2
a,
but m
ax. 3
mm
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---
ISO 5817:2003(E)
12 © ISO 2003 — All rights reserved
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
2.4
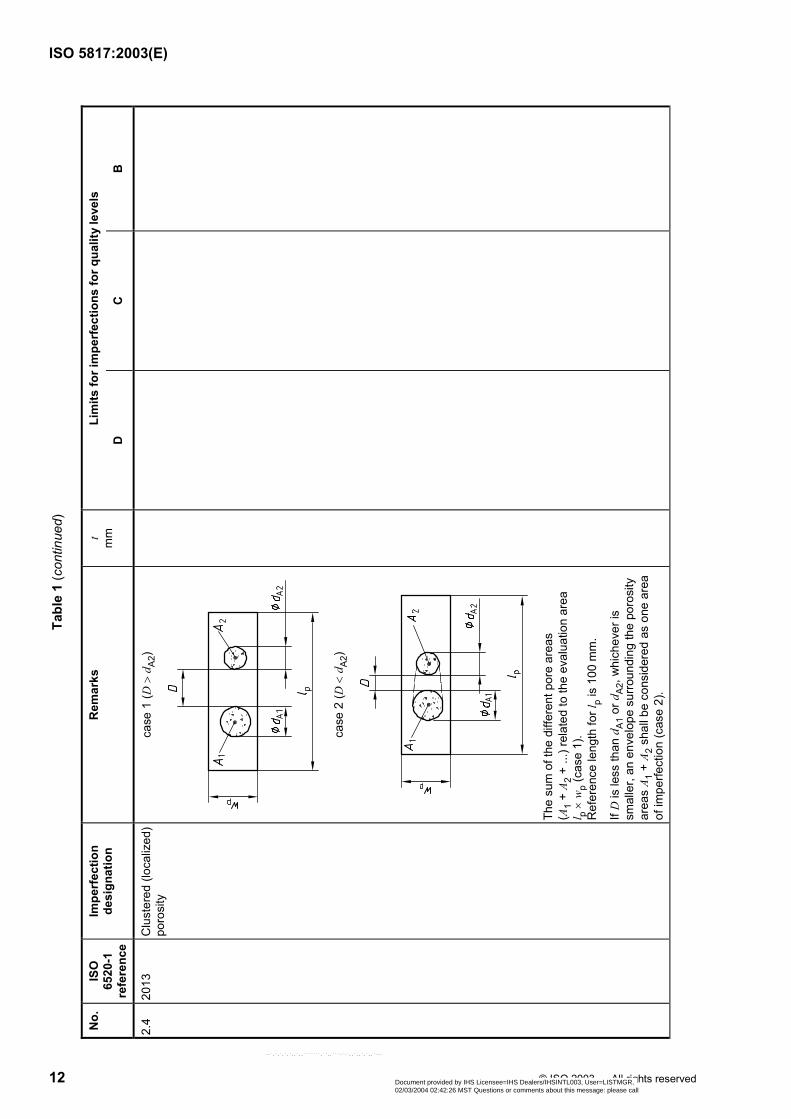
2013
C
lust
ered
(loc
aliz
ed)
poro
sity
ca
se 1
(D >
dA2
)
ca
se 2
(D <
dA2
)
Th
e su
m o
f the
diff
eren
t por
e ar
eas
(A1
+ A 2
+ ...
) rel
ated
to th
e ev
alua
tion
area
l p
× w
p (c
ase
1).
Ref
eren
ce le
ngth
for l
p is
100
mm
.
If D
is le
ss th
an d
A1 o
r dA2
, whi
chev
er is
sm
alle
r, an
env
elop
e su
rroun
ding
the
poro
sity
ar
eas
A 1 +
A 2 sh
all b
e co
nsid
ered
as
one
area
of
impe
rfect
ion
(cas
e 2)
.
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 13
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
The
follo
win
g di
men
sion
con
ditio
ns a
nd li
mits
fo
r im
perfe
ctio
ns s
hall
be fu
lfille
d. S
ee a
lso
Anne
x A
for i
nfor
mat
ion.
a)
Max
imum
dim
ensi
on o
f the
sum
mat
ion
of
the
proj
ecte
d ar
ea o
f the
impe
rfect
ion
(incl
usiv
e of
sys
tem
atic
impe
rfect
ion)
W 0
,5
u 1
6 %
u
8 %
u
4 %
2.4
2013
C
lust
ered
(loc
aliz
ed)
poro
sity
b)
Max
imum
dim
ensi
on fo
r a s
ingl
e po
re fo
r—
but
t wel
ds
— fi
llet w
elds
W 0
,5
d u
0,4
s, b
ut m
ax. 4
mm
d u
0,4
a, b
ut m
ax. 4
mm
d u
0,3
s, b
ut m
ax. 3
mm
d u
0,3
a, b
ut m
ax. 3
mm
d u
0,2
s,
but m
ax. 2
mm
d u
0,2
a,
but m
ax. 2
mm
2.
5 20
14
Line
ar p
oros
ity
case
1 (D
> d
2)
ca
se 2
(D <
d2)
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
14 © ISO 2003 — All rights reserved
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
The
sum
of t
he d
iffer
ent p
ore
area
s 2
21
2...
44
dd
×π
×π
++
rela
ted
to th
e
eval
uatio
n ar
ea l p
× w
p (c
ase
1).
If D
is s
mal
ler t
han
the
smal
ler d
iam
eter
of o
ne
of th
e ne
ighb
ourin
g po
res,
the
full
conn
ecte
d ar
ea o
f the
two
pore
s sh
all b
e ap
plie
d to
the
sum
of i
mpe
rfect
ions
(cas
e 2)
.
The
follo
win
g co
nditi
ons
and
limits
for
impe
rfect
ions
sha
ll be
fulfi
lled.
See
als
o An
nex
A fo
r inf
orm
atio
n.
a1)
Max
imum
dim
ensi
on o
f the
are
a of
the
impe
rfect
ions
(inc
lusi
ve o
f sys
tem
atic
im
perfe
ctio
n) re
late
d to
the
proj
ecte
d ar
ea
NO
TE
The
poro
sity
in th
e pr
ojec
t are
a de
pend
s on
the
num
bers
of l
ayer
s (v
olum
e of
the
wel
d).
W 0
,5
for s
ingl
e la
yer: u
8 %
for m
ulti-
laye
r: u
16
%
for s
ingl
e la
yer: u
4 %
for m
ulti-
laye
r: u
8 %
for s
ingl
e la
yer: u
2 %
for m
ulti-
laye
r: u
4 %
a2)
Max
imum
dim
ensi
on o
f the
cro
ss s
ectio
n ar
ea o
f the
impe
rfect
ions
(inc
lusi
ve o
f sy
stem
atic
impe
rfect
ion)
rela
ted
to th
e fra
ctur
e ar
ea (o
nly
appl
icab
le to
pro
duct
ion,
wel
der o
r pr
oced
ure
test
s)
W 0
,5
u 8
%
u 4
%
u 2
%
2.5
2014
Li
near
por
osity
b)
Max
imum
dim
ensi
on fo
r a s
ingl
e po
re fo
r—
but
t wel
ds
— fi
llet w
elds
W 0
,5
d u
0,4
s, b
ut m
ax. 4
mm
d u
0,4
a, b
ut m
ax. 4
mm
d u
0,3
s, b
ut m
ax. 3
mm
d u
0,3
a, b
ut m
ax. 3
mm
d u
0,2
s,
but m
ax. 2
mm
d u
0,2
a,
but m
ax. 2
mm
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 15
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
— b
utt w
elds
W
0,5
h u
0,4
s, b
ut m
ax. 4
mm
l u s,
but
max
. 75
mm
h u
0,3
s, b
ut m
ax. 3
mm
l u s,
but
max
. 50
mm
h u
0,2
s,
but m
ax. 2
mm
l u
s, b
ut m
ax. 2
5 m
m
2.6
2015
20
16
Elon
gate
d ca
vity
W
orm
hole
s
— fi
llet w
elds
W
0,5
h u
0,4
a, b
ut m
ax. 4
mm
l u a
, but
max
. 75
mm
h u
0,3
a, b
ut m
ax. 3
mm
l u a
, but
max
. 50
mm
h u
0,2
a,
but m
ax. 2
mm
l u
a, b
ut m
ax. 2
5 m
m
2.7
202
Shrin
kage
cav
ity
—
W 0
,5
Shor
t im
perfe
ctio
ns
perm
itted
, but
not
br
eaki
ng o
f the
sur
face
s —
bu
tt w
elds
: h u
0,4
s,
but m
ax. 4
mm
—
fil
let w
elds
: h u
0,4
a,
but m
ax. 4
mm
Not
per
mitt
ed
Not
per
mitt
ed
2.8
2024
C
rate
r pip
e
Th
e la
rger
val
ue o
f h o
r l w
ill be
mea
sure
d
0,5
to 3
>
3 h/
l u 0
,2 t
h/l u
0,2
t, b
ut m
ax.
2 m
m
Not
per
mitt
ed
Not
per
mitt
ed
— b
utt w
elds
W
0,5
h u
0,4
s, b
ut m
ax. 4
mm
l u s,
but
max
. 75
mm
h u
0,3
s, b
ut m
ax. 3
mm
l u s,
but
max
. 50
mm
h u
0,2
s,
but m
ax. 2
mm
l u
s, b
ut m
ax. 2
5 m
m
2.9
300
301
302
303
Solid
incl
usio
ns
Slag
incl
usio
ns
Flux
incl
usio
ns
Oxi
de in
clus
ions
—
fille
t wel
ds
W 0
,5
h u
0,4
a, b
ut m
ax. 4
mm
l u a
, but
max
. 75
mm
h u
0,3
a, b
ut m
ax. 3
mm
l u a
, but
max
. 50
mm
h u
0,2
a,
but m
ax. 2
mm
l u
a, b
ut m
ax. 2
5 m
m
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
16 © ISO 2003 — All rights reserved
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
— b
utt w
elds
W
0,5
h u
0,4
s, b
ut m
ax. 4
mm
h u
0,3
s, b
ut m
ax. 3
mm
h u
0,2
s,
but m
ax. 2
mm
2.
10
304
Met
allic
incl
usio
ns
othe
r tha
n co
pper
— fi
llet w
elds
W
0,5
h u
0,4
a, b
ut m
ax. 4
mm
h u
0,3
a, b
ut m
ax. 3
mm
h u
0,2
a,
but m
ax. 2
mm
2.11
30
42
Cop
per i
nclu
sion
s —
W
0,5
N
ot p
erm
itted
N
ot p
erm
itted
N
ot p
erm
itted
401
Lack
of f
usio
n (in
com
plet
e fu
sion
)
4011
La
ck o
f sid
e w
all
fusi
on
4012
La
ck o
f int
er-ru
n fu
sion
2.12
4013
La
ck o
f roo
t fus
ion
W 0
,5
Shor
t im
perfe
ctio
ns
perm
itted
, but
not
br
eaki
ng o
f the
sur
face
s
—
butt
wel
ds:
h u
0,4
s,
but m
ax. 4
mm
—
fille
t wel
ds:
h u
0,4
a,
but m
ax. 4
mm
Not
per
mitt
ed
Not
per
mitt
ed
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 17
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
T-
join
t (fil
let w
eld)
> 0,
5 Sh
ort i
mpe
rfect
ion:
h u
0,2
a, b
ut m
ax. 2
mm
Not
per
mitt
ed
Not
per
mitt
ed
T-
join
t (pa
rtial
pen
etra
tion)
Bu
tt jo
int (
parti
al p
enet
ratio
n)
W 0
,5
Shor
t im
perfe
ctio
ns:
— b
utt j
oint
: h u
0,2
s,
but m
ax. 2
mm
—
T-jo
int:
h u
0,2
a,
but m
ax. 2
mm
Shor
t im
perfe
ctio
ns:
— b
utt j
oint
: h u
0,1
s,
but m
ax. 1
,5 m
m
— f
illet j
oint
: h u
0,1
a,
but m
ax. 1
,5 m
m
Not
per
mitt
ed
2.13
40
2 La
ck o
f pen
etra
tion
Bu
tt jo
int (
full
pene
tratio
n)
W 0
,5
Shor
t im
perfe
ctio
n:
h u
0,2
t, b
ut m
ax. 2
mm
Not
per
mitt
ed
Not
per
mitt
ed
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
18 © ISO 2003 — All rights reserved
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
3 Im
perf
ectio
ns in
join
t geo
met
ry
The
limits
rela
te to
dev
iatio
ns fr
om th
e co
rrect
po
sitio
n. U
nles
s ot
herw
ise
spec
ified
, the
co
rrect
pos
ition
is th
at w
hen
the
cent
relin
es
coin
cide
(see
als
o C
laus
e 1)
. t re
fers
to th
e sm
alle
r thi
ckne
ss. L
inea
r mis
alig
nmen
t with
in
the
give
n lim
its a
re n
ot re
gard
ed a
s sy
stem
atic
im
perfe
ctio
n (a
pplic
able
to F
igur
es A
and
B).
0,5
to 3
h u
0,2
mm
+ 0
,25
t h u
0,2
mm
+ 0
,15
t h u
0,2
mm
+ 0
,1 t
Fi
gure
A: P
late
s an
d lo
ngitu
dina
l wel
ds
> 3
h u
0,2
5 t,
bu
t max
. 5 m
m
h u
0,1
5 t,
bu
t max
. 4 m
m
h u
0,1
t,
but m
ax. 3
mm
3.1
507
Line
ar m
isal
ignm
ent
Fi
gure
B: C
ircum
fere
ntia
l wel
ds
W 0
,5
h u
0,5
t,
but m
ax. 4
mm
h u
0,5
t,
but m
ax. 3
mm
h u
0,5
t,
but m
ax. 2
mm
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 19
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
3.2
508
Angu
lar
mis
alig
nmen
t
W 0
,5
β u
4°
β u
2°
β u
1°
0,5
to 3
h u
0,5
mm
+ 0
,1 a
h u
0,3
mm
+ 0
,1 a
h u
0,2
mm
+ 0
,1 a
3.
3 61
7 In
corre
ct ro
ot g
ap
for f
illet w
elds
Th
e lim
itatio
n of
Cla
use
5 as
rega
rds
syst
emat
ic im
perfe
ctio
n do
es n
ot a
pply
.
> 3
h u
1 m
m +
0,3
a,
but m
ax. 4
mm
h u
0,5
mm
+ 0
,2 a
, bu
t max
. 3 m
m
h u
0,5
mm
+ 0
,1 a
, bu
t max
. 2 m
m
4 M
ultip
le im
perf
ectio
ns
0,5
to 3
N
ot p
erm
itted
N
ot p
erm
itted
N
ot p
erm
itted
4.
1 N
one
Mul
tiple
im
perfe
ctio
ns in
any
cr
oss
sect
ion
a
Cro
ss s
ectio
n (m
acro
grap
h) in
the
mos
t unf
avou
rabl
e jo
int r
ange
12
34
5h
hh
hh
h+
++
+=
Σ
> 3
Max
imum
tota
l hei
ght o
f im
perfe
ctio
ns
Σ h u
0,4
t or
u 0
,25
a
Max
imum
tota
l hei
ght o
f im
perfe
ctio
ns
Σ h u
0,3
t or
u 0
,2 a
Max
imum
tota
l hei
ght
of im
perfe
ctio
ns
Σ h u
0,2
t or
u 0
,15
a
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
20 © ISO 2003 — All rights reserved
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
4.1
1
23
45
hh
hh
hh
++
++
=Σ
4.2
Non
e Pr
ojec
ted
or c
ross
-se
ctio
n ar
ea in
lo
ngitu
dina
l dire
ctio
n
case
1 (D
> l 3)
11
22
33
hl
hl
hl
hl
×+
×+
×=
Σ×
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 21
Tabl
e 1
(con
tinue
d)
Lim
its fo
r im
perfe
ctio
ns fo
r qua
lity
leve
ls
No.
IS
O
6520
-1
refe
renc
e
Impe
rfec
tion
desi
gnat
ion
Rem
arks
t
mm
D
C
B
4.2
case
2 (D
< l 3)
23
11
22
33
2h
hh
lh
lD
hl
hl
+
×
+×
++
+×
=Σ
×
The
sum
of t
he a
reas
Σ h
× l
shal
l be
calc
ulat
ed a
s a
perc
enta
ge to
the
eval
uatio
n ar
ea l p
× w
p (c
ase
1).
If D
is s
mal
ler t
han
the
shor
ter l
engt
h of
one
of
the
neig
hbou
ring
impe
rfect
ions
, the
full
conn
ectio
n of
the
two
impe
rfect
ions
sha
ll be
ap
plie
d to
the
sum
of i
mpe
rfect
ions
(cas
e 2)
. N
OTE
Se
e al
so A
nnex
A fo
r inf
orm
atio
n.
W 0
,5
Σ h
× l u
16
%
Σ h
× l u
8 %
Σ
h ×
l u 4
%
a Se
e An
nex
B.
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
22 © ISO 2003 — All rights reserved
Annex A (informative)
Examples for determination of percentage imperfections
The following figures give a presentation of different percentages of imperfection. This should assist the assessment of imperfections on radiographs and fracture surfaces.
Figure A.1 — 1 surface percent, 15 pores, d = 1 mm
Figure A.2 — 1,5 surface percent, 23 pores, d = 1 mm
Figure A.3 — 2 surface percent, 30 pores, d = 1 mm
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 23
Figure A.4 — 2,5 surface percent, 38 pores, d = 1 mm
Figure A.5 — 3 surface percent, 45 pores, d = 1 mm
Figure A.6 — 4 surface percent, 61 pores, d = 1 mm
Figure A.7 — 5 surface percent, 76 pores, d = 1 mm
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
24 © ISO 2003 — All rights reserved
Figure A.8 — 8 surface percent, 122 pores, d = 1 mm
Figure A.9 — 16 surface percent, 244 pores, d = 1 mm
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
© ISO 2003 — All rights reserved 25
Annex B (informative)
Additional information and guidelines for use
of this International Standard
This International Standard specifies requirements for three quality levels for imperfections in welded joints of steel, nickel, titanium and their alloys for fusion welding processes (beam welding excluded) for weld thickness W 0,5 mm. It may be used, where applicable, for other fusion welding processes or weld thicknesses.
Different components are very often produced for different applications, but to similar requirements. The same requirements should, however, apply to identical components produced in different workshops to ensure that work is carried out using the same criteria. The consistent application of this international Standard is one of the fundamental cornerstones of a quality management system for use in the production of welded structures.
The summary of multiple imperfections shows a theoretical possibility of superimposed individual imperfections. In such a case, the total summation of all permitted deviations shall be restricted by the stipulated values for the different imperfections, i.e., the limit value of a single imperfection u h, e.g., for a single pore, shall not be exceeded.
This International Standard may be used in conjunction with a catalogue of realistic illustrations showing the size of the permissible imperfections for the various quality levels, by means of photographs showing the face and root side and/or reproductions of radiographs and of photomacrographs showing the cross-section of the weld. An example of such a catalogue is given with “Reference radiographs for the assessment of weld imperfections in accordance with ISO 5817”, published by International Institute of Welding (IIW) and Deutscher Verlag für Schweißen und verwandte Verfahren, Düsseldorf. This catalogue may be used with reference cards to assess the various imperfections and may also be used when opinions differ as to the permissible size of imperfections.
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
26 © ISO 2003 — All rights reserved
Bibliography
[1] ISO 13919-1:1996, Welding — Electron and laser-beam welded joints — Guidance on quality levels for imperfections — Part 1: Steel
[2] ISO 17635, Non-destructive examination of welds — General rules for fusion welds in metallic materials
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---

ISO 5817:2003(E)
ICS 25.160.40 Price based on 26 pages
© ISO 2003 — All rights reserved
Document provided by IHS Licensee=IHS Dealers/IHSINTL003, User=LISTMGR, 02/03/2004 02:42:26 MST Questions or comments about this message: please callthe Document Policy Group at 1-800-451-1584.
--`,`,`,`,`,,`,,```````,``,,```-`-`,,`,,`,`,,`---