is 1928 (1961): boiler rivets (12 to 48 mm diameter)
TRANSCRIPT

Disclosure to Promote the Right To Information
Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public.
इंटरनेट मानक
“!ान $ एक न' भारत का +नम-ण”Satyanarayan Gangaram Pitroda
“Invent a New India Using Knowledge”
“प0रा1 को छोड न' 5 तरफ”Jawaharlal Nehru
“Step Out From the Old to the New”
“जान1 का अ+धकार, जी1 का अ+धकार”Mazdoor Kisan Shakti Sangathan
“The Right to Information, The Right to Live”
“!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता है”Bhartṛhari—Nītiśatakam
“Knowledge is such a treasure which cannot be stolen”
“Invent a New India Using Knowledge”
है”ह”ह
IS 1928 (1961): Boiler Rivets (12 to 48 mm Diameter) [PGD31: Bolts, Nuts and Fasteners Accessories]

IS:l!QS-1961
Indian Standard
SPECIFICATION FOR BOILER RIVETS ( 12 TO 48 mm DIAMETER )
Screw Threads Sectional Committee, EbC 27
en-m
Rcscarch. Designs & Standards Or&&on . ( Ministry of Railways )
SHBI R. K. SE’I’HI ( Al&ma& to Shri R. Krishnamurti )
LT-CAL 1. P. ANTHONY Ministry of Dcfencc ( CGDP ) S816 B. C. T?tADANI ( ~kn&zt# )
SHBI R. M. A- Mochme Tool Prototype Factory, Ambamath SHBI K. D. BHA~UZBABJBE Govcmmcnt Tat House, Caicutta S~tr LDB K. V. Bk~vrrmr Directorate of Technical Development & Production
( Air ) ( Ministry of Dcfencc ) SHRI P. S. NAOASVXDABAX ( Alktnaf~)
Sxsr A. K. DU~A Indian Telephone Industries I.&d, Bangalore SEBI D. A. CEELLIAH ( Akmufe )
DB V. M. GHATAOB Hmdustan Aircraft Ltd , Bangalore SEBI K. T. G. IYENOAB ( Af&rnata )
Smu M. W. LALCHANDANX Indii4~cuS$ctrical Manufacturers’ Associatioo,
SHBI R. S. MA=UB Rnginccring Association of India, Caicutta SHBI I. M. SABZEUJA ( Al&m& )
SHBI D. P. MUIKHEBJI Automotive Vehicles Scctionai Committee, EM: S8, 1s.1 __-
SEEI P. J. O’LBABY Guest, Keen, Wiiir, Ltd., Calcutta SHBI S. K. MAIN1 ( Alternote )
Smu PBEV PEAKME National Physical Laboratory ( CSIR ), New Delhi SHBI S. RAMAMB~~EAY Dircctoratc General of Civil A4ation ( Ministry of
Transport & Communications ) SHBI HBYAN J. GUBSAE~~Y ( Al&ma& )
SEBI T. S. S. RAO The C&:, Manufacturers’ Association of India,
SHBI J. C. BRADLEY ( Aknak) SHBI S. PANCHAPAI~EEUN ( Akmuta)
REPBESENTAT~~E Dim&orate General of Sxpplics & Disposals
Sam S. S. TRAKUR ( Ahmate ) ( Ministry of Works, Housing & Supply )
( Continued on pap 2
INDIAN STANDARDS INSTITUTION MANAK BIUVAN, 9 BAHADUR SHAH ZAFAR MARC
NEW DELHI 110002
L .- ---. --. . _. _ ~,-
1st X928-1961
( Continuedfrom page 1 )
Members
SHRI KANTILALFLSBAR SHRI K. SRINIVASA RAO
SHRI S. P. SINQR (Alternate) SHRI S. V. SUBBAIYA
SHRI L. N. TANDON
Representing
All India Manufacturers’ Organization, Bombay Development Wing, Ministry of Commerce &
Industry
CAPT R. TAN~ON
Office cf the Development Commissioner for Small Scale Industries, New Delhi
Tata Engineering & Locomotive Co Ltd , Jamshedpur
\ Indian Navy CDR E. B. GINQER ( Alternate)
SHRI S. G. TOLPADI Kirloskar Brothers Ltd , Kirloskarvadi Snar B. VENRATARAMAN SHBI D. V. VIRMANI
The Institution of Engineers ( India ), Calcutta Screw Manufacturers’ Association, Calcutta
SHRI R. YOQESHWAR SERI V. A. SA~EYANARAYANAN
Hindustan Machine Tools Ltd , Bangalore
SETTY ( Alternate) SXRI J. P. MEHROTRA,
Deputy Director ( Engg) Director, IS1 ( Ex-oficio Member )
Secretary
SRRI HARBHAJAN SIN~H
Extra Assistant Director ( Engg ), ISI
Rivets Subcommittee, EDC 27 : 2
Convener
SHRI R. KRISHNAMUBTI Research, Designs & Standards Organization ( Ministry of Railways )
Members
SRRI G. S. KODIKAL ( Alternate to Shri R. Krishnamurti)
SHR~ E,.F. BURRY The Braithwaite Burn and Jessop Construction Company Limited, Calcutta
SERI H. C. GRULATI Directorate General of Supplies & DisposafS
SERI A. D. MAJUMDA~ ( Ministry of Works, Housing & Supply )
Hindustan Shipyard Private Limited, Visakhapat - nam
SHRI P. J. O’LEABY Guest, Keen, Williams, Ltd , Calcutta SERI S. K. MAINI (Alternate )
SERI D. V. VIRMANI Screw Manufacturers’ Association, Calcutta
2
L-... __-. --.. --- ._ --.. _~
IS : 1928 - 1961
Indian Standard
SPECIFICATION FOR BOILER RIVETS (12 TO 48 mm DIAMETER )
0. FOREWORD
0.1 This Indian Standard was adopted by the Indian Standards Institu- tion on 17 October 1961, after the draft finalized by the Screw Threads Sectional Committee had been approved by the Engineering Division Council.
0.2 This standard is one of a series of Indian Standards being prepared by the Institution on metric screw threads and fasteners. This standard deals with mild steel rivets intended for use in the construction of boilers. The question of preparing a similar standard for high tensile rivets for boiler construction is under consideration.
0.3 At the level of the International Organization for Standardization ( IS0 )> the Technical Committee, ISO/TC 7 Rivets, has at present under consideration a proposal to unify the metric and inch sizes of rivets by considerably modifying the tolerance on the shank diameter of rivets. However, for obvious reasons, international agreement on the subject is likely to take time to materialize.
0.4 Wherever a reference to any standard appears in this specification, it shall be taken as a reference to the latest version of the standard.
0.5 For the purpose of deciding whether a particular requirement of this standard is complied with, the final value, observed or calcuiated, expressing the result of a test or analysis, sha!l be rounded off in accord- ance with IS : 2-1960 Rules for Rounding Off Numerical Values ( Revised ). The number of significant places retained in the rounded off value should be the same as that of the specified value in this standard.
0.6 Metric system has been adopted in India and all dimensions and quan- tities in this standard have been given in this system.
0.7 This standard is intended chiefly to cover the technical provisions relat,ing to boiler rivets, and it does not include all the necessary prod visions of a contract.
_.-A 1 --_

IS : 1928 - 1961
1. SCOPE
1.1 This standard prescribes the requirements for boiler rivets, 12 to 48 mm in diameter.
2. MATERIAL
2.1 The rivets shall be manufactured from material conforming to IS : 1990-1962 Specification for Steel Rivets and Stay Bars for Boilers.
3. MANUFACTURE
3.1 Rivets may be made either by cold heading or by hot forging. If rivets are made by the cold-heading process they shall subsequently be adequately heat-treated so that the stresses set up in the cold-heading process are eliminated. If they are made by hot-forging process, care shall be taken to see that the finished rivets cool gradually.
4.. FREEDOM FROM DEFECTS
4.1 The rivets shall be cleanly finished with heads concentric with the shanks. They shall be free from imperfections and heavy scales. The ends of rivets shall be square, cleanly sheared and free from rag or burr.
5. DIMENSIONS
5.1 LengtliDiametor Combinations - The preferred Iength and diameter combinations of rivets shall be as given in Table I.
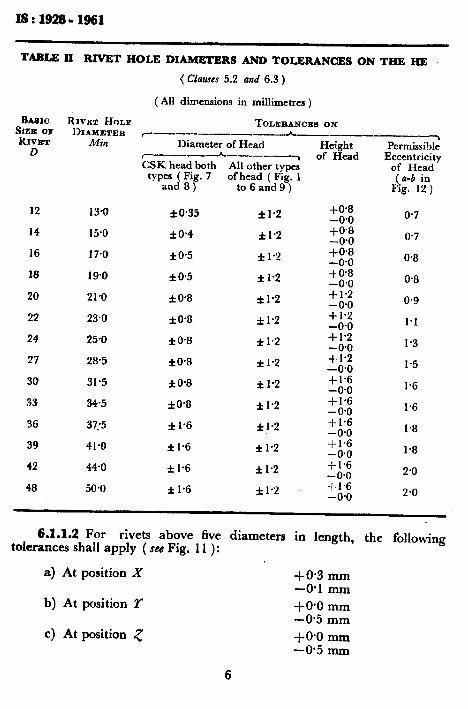
5.2 Diameters of Rivets and Rivet Holes-The diameters of rivets and corresponding rivet holes shall be as specified in Table II.
5.3 Dimensions of Rivet Heads - The heads of rivets shall conform to the proportions, in terms of the nominal diameter, shown in Fig. 1 to 11 (see P 8and9).
6. TOLERANCES
6.1 Shank Diameter
6.1.1 .hfominaL Diameters (0) 12 lo 24 mm
6.1.X.1 For rivets, five diameters long and under, the fo!lowing toler- ances shall apply ( see Fig. 10 ):
a) At position X +@3 mm -@I mm
b) At positron Z- +o*o mm -@5 mm
*Since revised. 4

__ _.
I8:19!28-1961
* TABLE I PREFERRED LENGTH AND DIAMETER COMEINATfONS FOR RIVETS
(clause 5.1 )
( All dimensions in millimetres )
LSNGTII DI~XUETEB -~_--,--------h---- -------_
12 28 X 31.5 x 35a.5 x
16 18 - -
40 X
zi X X
2; X X
71 X 80 X 85 - 90 - 95 -
f: z 112 - 118 - 125 - 132 - 140 - 150 - 160 - 180 - 200 - 224 - 250 -
14 - k X X X X X X X X X X X -
- - - - --
7 - - - - -
- X X X X X X X X X X X X X X - - - - - - - - - _.
X X X X X X X X X X X X X X - - - - - - - -
20 - - -
X X X X X X X X X X X X X x - - - - - - - -
22 -
- - - X X X X X X X X X X X X X X X - - - - - -
24 - -
27 - -
48
._
X X X X X X X X X X X X X X X X - - - -
- -
X X X X X X X X X X X X X X X X
- - -
30
- - - - - - - X X X X X X X X X X X X X X X X - -
33 - - -
- - - - - - X X X X X X X X X X X X X X X
-
36 - - - - - - -
42 - - - - - - -
- - - X X X X X X Y X X X X X X -
39 -
- - - - - - - - -
- - X X X X X X x X X X X
-
- -
- -
x X X X X X X X X X
-
- -
- -
-
X X x X x X X x X
NOTE - Preferred combinations are indicated by x .
Designation Example:
Snap Head Boiler Rivet 20 x90 ( IS : 1928-1961 ).
c) Anywhere between positions X and Y
Diameter not to be greater than the maximum diameter at position X nor less than the minimum diameter at position Y
d) Out of roundness at any cross section
Not more than O-2 mm within the sizes resulting from the tolerances mentioned in (a), (b) and (c)
5
..-- - -~---maa-__-___. .- ___ . . . _ --=_
IS: 1926- 1961
TABLE JI RIVET HOLE DIAMETERS AND TOLERANCES ON THE HE
\’ Clauses 5.2 and 6.3 )
( All dimensions in millimetres )
Bnerc RIVET HOLE SlZE OR
TOLERANCES ON DIAMETEB
RIVET Min r-- ---__ -__-_-,
D Diameter of Head Height Permissible
r-------_-h -__-_ -, of Head CSK head both All other types
Eccentricity of Head
types ( Fig. 7 and 8)
of head ( Fig. 1 to6and9)
(a-b in Fig. 12)
12 13-O
14 15.0
16 17,o
18 19.0
20 21*0
22 23.0
24 25.0
27 28.5
30 31.5
33 34.5
36 37:5
39 41.0
42 44.0
48 50.0
f 0.35
f0.4
*o-5
fO.5
l O-8
f0.8
kO.8
f0.8
kO.8
f0.8
f 1.6
fl.6
f 1.6
f 1.6
fl.2
fl.2
fl.2
f 1.2
fl.2
*1*2
il.2
fl.2
f 1.2
f 1.2
fl.2
f 1.2
fl.2
il.2
+0*8 -0.0
2::; +0.8 -0.0 +0*8 -0.0 +1*2 -0.0 + 1.2 -O*D +I*2 -0.0 +1*2 -0.0 +1.6 -0.0 +I*6 -0.0 $1.6 -0.0 $1.6 -0.0 $1.6 -0.0 t-1.6 -0.0
0.7
0.7
0.8
0.8
0.9
1.1
I.3
1.5
I.6
1.6
1.8
1.8
2.0
2.0
6.1.1.2 For rivets above five diameters in length, the following tolerances shall apply ( see Fig. 11 ):
a) At position X
b) At position Y
c) At position 5
‘-;*:: :: .
+@O mm -0.5 mm +0-O mm -0.5 mm
6
I

d) Between positions X and Y
e)
f 1
Between positions Y and <
IS : 1928 - 1961
Diameter not greater than the maximum diameter at position X nor less than the minimum diameter at position Y
+O*O mm -0.5 mm
Out of roundness at any cross section
Not more than 0.4 mm within the sizes resulting from the tolerances men- :;;“(“,,i” (a), (b), (c), (d)
6.1.2 Nominal Diameters (D) Above 24 mm up to 48 mm - The following tolerances shall apply ( see Fig. 10 and 11 ):
4 At position X +OS6 mm -0.2 mm Where specifically order- ed, for rivets up to 33 mm diameter, the tolerance shall be
+0*3 mm -0.1 mm
b) At position Y
c) At position 5 ( in case of rivets longer than 50, see Fig. 11 )
d) Between positions X and .Y
e)
f)
+0-O mm - 1.0 mm
+@O mm -1.0 mm
Diameter not to be greater than the maximum value at position X nor less than the minimum value at position Y
Between positions Y and 5 +O*O mm -1.0 mm
Out of roundness at any cross section
Not greater than 0.4 mm within the sizes resulting from the tolerances men- Fnytef” (a), (b), (c), (4
7

-t- 0*7D
k--D4
FIG. 1 SNAP HEAD
! FiJ 3 -I
1
I-D-9
Fto. 3 PAN HEAD, TYPE I
_ FIG. 5 PAN HEAD WITII TAPERED NECK
l 125D
FIG. 2 EL IPSOID HEAD
t L-D-4
l-40 For Rivets under 24 mm 1.30 For Rivets 24 mm and over
Fm. 4 PAN HEAD, TYPE 2
m 0.250
8
w D
FIG. 6 CONICAL HEAD
.._
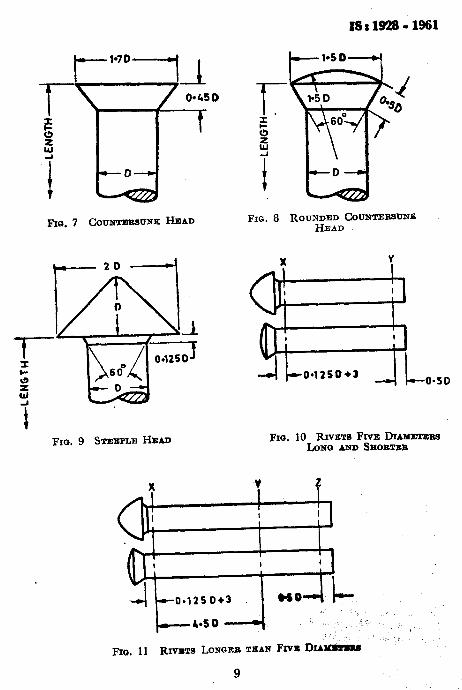
FIG. 7 COUNTEBSUNE HEAD
Wo. 9 STEEPLE HEAD
ISrms-1961
Fro. 8 ROUNDED COUNTERWNB HEAD
0*125O*J _ \c U-50
FIG. 10 RIVETS FIVE DXAMETZUM bNQ AND SHOBTEB
I I I
1
I
9 --0.1250+3
1 I
Fro. 11 RIVNTB LONQNZt TEAN FIVE Duai’mwm
~._ .” -- .-_._- __-__ .- _. -_- __l_l_
IS:1928-1961
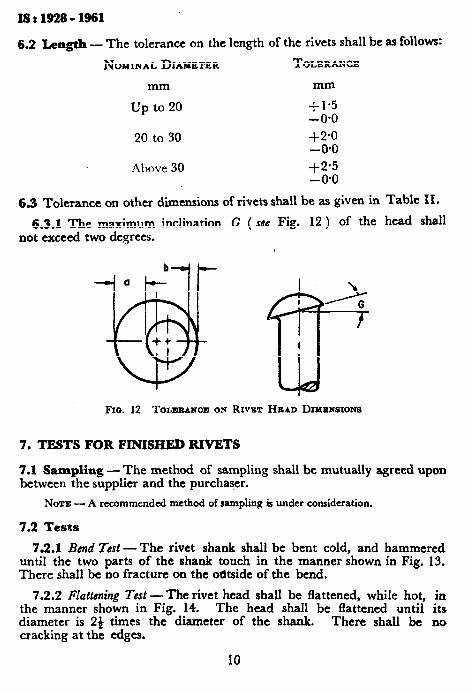
6.2 Length - The tolerance on the length of the rivets shall be as follows:
NOMINAL DIAMETER TOLERANCE
mm mm
up to 20 +1*5 -0.0
20 to 30 +2-o -o*o
.4bove 30 +2*5 -PO
6.3 Tolerance on other dimensions of rivets shall be as given in Table II.
6.3.1 The maximum inclination G ( see Fig. 12 ) of the head shall not exceed two degrees.
@ r Fro. 12 TOLEBANCE ON RIVET HEAD DIMENSIONS
7. TESTS FOR FINISHED RIVETS
7.1 Sampling - The method of sampling shall be mutually agreed upon between the supplier and the purchaser.
NOTE - A recommended method of sampling is under consideration.
7.2 Tests
7.2.1 Bend Test-The rivet shank shall be bent cold, and hammered until the two parts of the shank touch in the manner shown in Fig. 13. There shall be no fracture on the outside of the bend.
7.2.2 Flattening Test - The rivet head shall be flattened, while hot, in the manner shown in Fig. 14. The head shall be flattened until its diameter is 2) times the diameter of the shank. There shall be no cracking at the edges.
IO
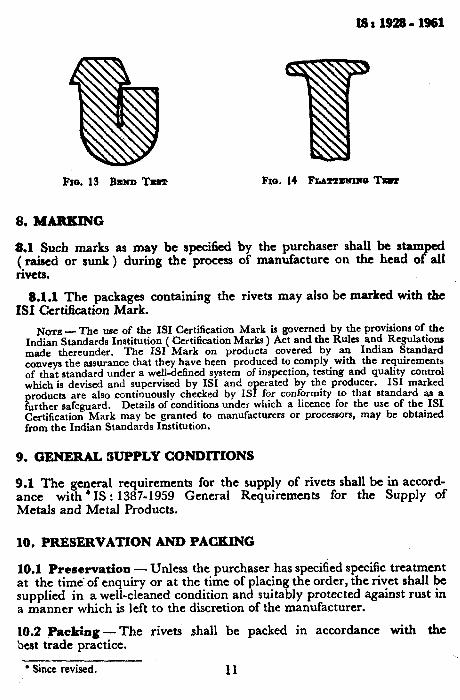
l’m. 13 BEND TESE
8. MARlUNG
8.1 Such marks as may be specified by the purchaser shall be stamped ( raised or sunk ) during the process of manufacture on the head of all IiVCtS.
8.1.1 The packages containing the rivets may also be marked with the IS1 Certification Mark.
Nore - The use of the IS1 Certification Mark is governed by the provisions of the Indian Standards Institution ( Certification Marks ) Act and the Rules and Regulations made thereunder. The ISI Mark on products covered by an Indian Standard conveys the assurance that they have been produced to comply with the requvements of that standard under a welldefined system of inspection, testing and quality control which is devised and supervised by ISI and operated by the producer. IS1 marked products arc also ,continuously checked by ISI for conformity fo that standard as a further safeguard. Details of conditions under which a hcence for the use of the.ISI Certification Mark may be granted to manufacturers or processors, may be obtamed from the Indian Standards Institution.
9. GENERAL SUPPLY CONDITIONS
9.1 The general requirements for the supply of rivets shall be in accord- ance with * IS : 1387-1959 General Requirements for the Supply of Metals and Metal Products.
10. PRESERVATION AND PACKING
10.1 Preservation - Unless the purchaser has specified specific treatment at the time’ of enquiry or at the time of placing the order, the rivet shall be supplied in a well-cleaned condition and suitably protected against rust in a manner which is left to the discretion of the manufacturer.
10.2 Packing- The rivets shall be packed in accordance with the best trade practice.
. . * Since revised, 11