inżynieria jakości 1 - fem.put.poznan.plfem.put.poznan.pl/poli-admin/didactics/353554fmea.pdf ·...
TRANSCRIPT

2015-12-14
1
Inżynieria jakości 1
dr inż. Hanna Gołaś
Metody, techniki i narzędzia projakościowe w toku istnienia
produktu
Jakość w toku istnienia produktu

2015-12-14
2
określają stosunek przedsiębiorstwa i jego pracowników do ogólnie rozumianych problemów jakości,
określają w prosty i zwięzły sposób cele i zadania polityki jakości prowadzonej przez kierownictwo, są pomocne przy wdrażaniu SZJ.
Zasada
Jakość w toku istnienia produktu
Metoda
złożone działania składowe są dobrane planowo, zjednoczony wspólnym celem, świadomie i systematycznie stosowane, opracowane na tyle ogólnie by poszczególne czynności mogły być powtarzane, ilekroć zajdzie taka potrzeba.
U źródeł zastosowania metody leży chęć osiągnięcia wyznaczonego celu
Jakość w toku istnienia produktu
2015-12-14
3
Metoda projakościowa to ogólny sposób postępowania, świadomie i konsekwentnie stosowany dla osiągnięcia celu związanego z jakością
Jakość w toku istnienia produktu
Narzędzie projakościowe – prosty element stosowany w ramach rozmaitych metod lub technik projakościowych.
Jakość w toku istnienia produktu
2015-12-14
4
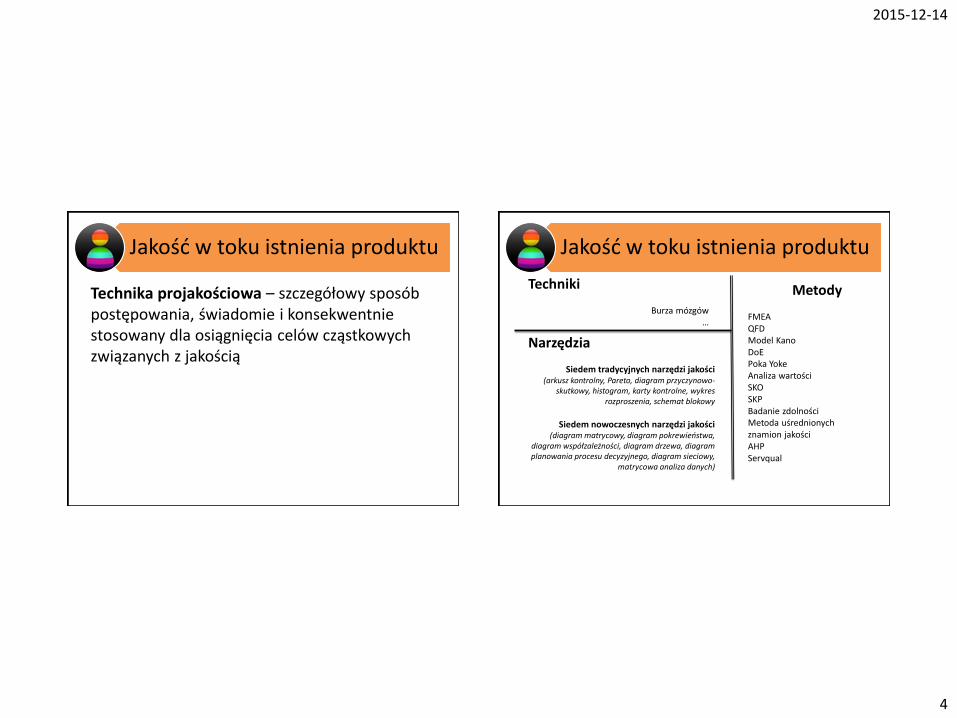
Technika projakościowa – szczegółowy sposób postępowania, świadomie i konsekwentnie stosowany dla osiągnięcia celów cząstkowych związanych z jakością
Jakość w toku istnienia produktu
Techniki
Burza mózgów …
Narzędzia
Siedem tradycyjnych narzędzi jakości (arkusz kontrolny, Pareto, diagram przyczynowo-
skutkowy, histogram, karty kontrolne, wykres rozproszenia, schemat blokowy
Siedem nowoczesnych narzędzi jakości
(diagram matrycowy, diagram pokrewieństwa, diagram współzależności, diagram drzewa, diagram planowania procesu decyzyjnego, diagram sieciowy,
matrycowa analiza danych)
Metody FMEA QFD Model Kano DoE Poka Yoke Analiza wartości SKO SKP Badanie zdolności Metoda uśrednionych znamion jakości AHP Servqual
Jakość w toku istnienia produktu

2015-12-14
5
Jakość w toku istnienia produktu
Osiem zasad zarządzania jakością wg normy
ISO 9000:2006:
Z1 Orientacja na klienta
Z2 Przywództwo
Z3 Zaangażowanie
Z4 Podejście procesowe
Z5 Podejście systemowe
Z6 Ciągłe doskonalenie
Z7 Rzeczowe podejście do podejmowania decyzji
Z8 Partnerskie relacje z dostawcami
Metody i narzędzia ZJ
2015-12-14
6
FMEA
Failure Mode and Effects
Analysis
Metody i narzędzia ZJ
FMEA
• rodzaje błędów, uszkodzeń,
• skutek wystąpienia błędu,
uszkodzenia dla klienta
• przyczyny błędu, uszkodzeń
Metody i narzędzia ZJ

2015-12-14
7
Cel
Celem FMEA jest wprowadzenie takich
zmian na etapie projektowania, aby można
było uniknąć jak największej ilości błędów
w procesie produkcyjnym oraz
użytkowaniu wyrobu.
Metody i narzędzia ZJ FMEA wyrobu
• wprowadzenie nowych wyrobów,
• wprowadzenie nowych lub w dużym stopniu zmienionych części lub podzespołów,
• wprowadzenie nowej technologii,
• otwarcie się nowych możliwości zastosowania wyrobu,
• duże zagrożenie dla człowieka lub otoczenia,
• eksploatacja w trudnych warunkach,
• znaczenie inwestycyjne.
Metody i narzędzia ZJ

2015-12-14
8
FMEA wyrobu
FMEA wyrobu może dotyczyć:
• funkcji jakie ma spełniać wyrób,
• niezawodności wyrobu w czasie eksploatacji,
• łatwości obsługi wyrobu przez użytkownika,
• łatwości naprawy wyrobu w przypadku
uszkodzenia.
Metody i narzędzia ZJ FMEA procesu
• początkowa faza projektowania procesu technologicznego,
• przed uruchomieniem produkcji seryjnej,
• w produkcji seryjnej (procesy niestabilne, nie zapewniające uzyskanie wymaganej wydajności).
Metody i narzędzia ZJ

2015-12-14
9
FMEA procesu może dotyczyć
FMEA procesu może dotyczyć
• Metod pracy
• Parametrów procesu
• Zasobów procesu
Metody i narzędzia ZJ Etapy FMEA
1. Opracowanie algorytmu przebiegu procesu.
2. Analiza i ocena (możliwych błędów,
skutków błędów, przyczyn błędów)
3. Ocena ryzyka.
4. Planowanie działań korygujących i
zapobiegawczych.
Metody i narzędzia ZJ

2015-12-14
10
1. Opracowanie algorytmu przebiegu procesu.
- zidentyfikowanie wejścia do procesu
- zidentyfikowanie operacji w procesie
- określenie parametrów operacji i wyrobu na danym etapie procesu
- zidentyfikowanie operacji kontrolnych w procesie
- zidentyfikowanie pętli w procesie
- zidentyfikowanie elementów wyjścia z procesu
Metody i narzędzia ZJ
• Możliwe błędy:
wpisujemy określone przez grupę roboczą potencjalne wady wyrobu, jakie mogą wystąpić w trakcie realizacji danego procesu
• Nie należy oceniać, czy to się stanie czy nie, ale co
może się stać
• Opisujemy w języku „technicznym” a nie symptomy, które zauważa klient
Metody i narzędzia ZJ

2015-12-14
11
Skąd brać informacje, jakie mogą być potencjalne problemy?
- Reklamacje klientów
- Naprawy, straty produkcyjne
- Doświadczenie
- Wiedza personelu wynikła z wykształcenia, zainteresowań
- problemy napotkane z podobnymi wyrobami / procesami
Metody i narzędzia ZJ
•Przykłady:
... wygięcie, wybrzuszenie, rozwarstwienie,
wykruszenie, złamanie, skorodowanie,
pęknięcie, uszkodzenie, zdeformowanie,
odbarwienie, zniekształcenie, przebicie,
poluzowanie, wymieszanie,
niewspółosiowość, pominięcie elementu,
zwarcie, utlenienie, przegrzewanie się, ...
Metody i narzędzia ZJ

2015-12-14
12
Skutki błędów:
Po zdefiniowaniu wady, kolejnym etapem analizy, jest określenie, jakie skutki dla kolejnego procesu lub klienta, użytkownika lub pracownika może powodować dana wada
Usterkę opisujemy tak, jak jest ona odebrana przez klienta, co klient może doświadczyć wskutek usterki
Metody i narzędzia ZJ
Określenie Klienta
... to nie tylko KLIENT KOŃCOWY, lecz
także odpowiedzialni za konstrukcję,
proces wytwarzania ( produkcja, montaż i
serwis)
Metody i narzędzia ZJ

2015-12-14
13
• Przykłady:
...dodatkowy opór przy wyłączaniu, urządzenie nie
wyłącza się, przeciek oleju, hałasowanie, brzydki
wygląd, niemożliwość zamontowania,
niestabilność, słabe chłodzenie, pojawianie się
wody...
Metody i narzędzia ZJ 2. Analiza i ocena potencjalnych błędów
Skutek Dotkliwość skutki dla klienta Ocena
Niezgodność z wymaganiami prawnymi i klienta
Potencjalny błąd oddziałuje na bezpieczne działanie pojazdu i/lub dotyczy niezgodności z przepisami prawnymi bez
ostrzeżenia
10
Niezgodność z wymaganiami prawnymi i klienta
Potencjalny błąd oddziałuje na bezpieczne działanie pojazdu i/lub dotyczy niezgodności z przepisami prawnymi z ostrzeżeniem
9
Utrata lub degradacja pierwotnych funkcji Utrata pierwotnych funkcji (pojazd nie działa, nie oddziałują na bezpieczeństwo pojazdu)
8
Utrata lub degradacja pierwotnych funkcji Degradacja pierwotnych funkcji (pojazd działa, lecz z obniżonym poziomem zdolności)
7
Utrata lub degradacja wtórnych funkcji Utrata wtórnych funkcji (pojazd działa lecz elementu komfortu/ wygody nie działają)
6
Utrata lub degradacja wtórnych funkcji Utrata wtórnych funkcji (pojazd działa lecz elementu komfortu/ wygody działają w ograniczonym stopniu)
5
Zakłócenie / kłopoty Efekty wzrokowe lub słyszalne hałasy, pojazd działa, zjawisko nie jest prawidłowe i zauważalne przez większość klientów > 75%
4
Zakłócenie / kłopoty Efekty wzrokowe lub słyszalne hałasy, pojazd działa, zjawisko nie jest prawidłowe i zauważalne przez większość klientów 50%
3
Zakłócenie / kłopoty Efekty wzrokowe lub słyszalne hałasy, pojazd działa, zjawisko nie jest prawidłowe i zauważalne przez większość klientów <25%
2
Brak efektu Skutek nieodczuwalny 1

2015-12-14
14
• Przyczyny błędów:
znając rodzaj potencjalnego uszkodzenia,
należy opisać, czym jest ono
powodowane. Analiza jest tym lepsza im
precyzyjniej określone zostają przyczyny.
Metody i narzędzia ZJ
• Przykłady przyczyn błędów:
...przecięty przewód, uszkodzony element, słabe
zamocowanie, defekt materiału, brak
smarowania, uszkodzenie przy pakowaniu,
zmęczenie materiału, zużyte narzędzie, złe
przygotowanie powierzchni ...
Metody i narzędzia ZJ
2015-12-14
15
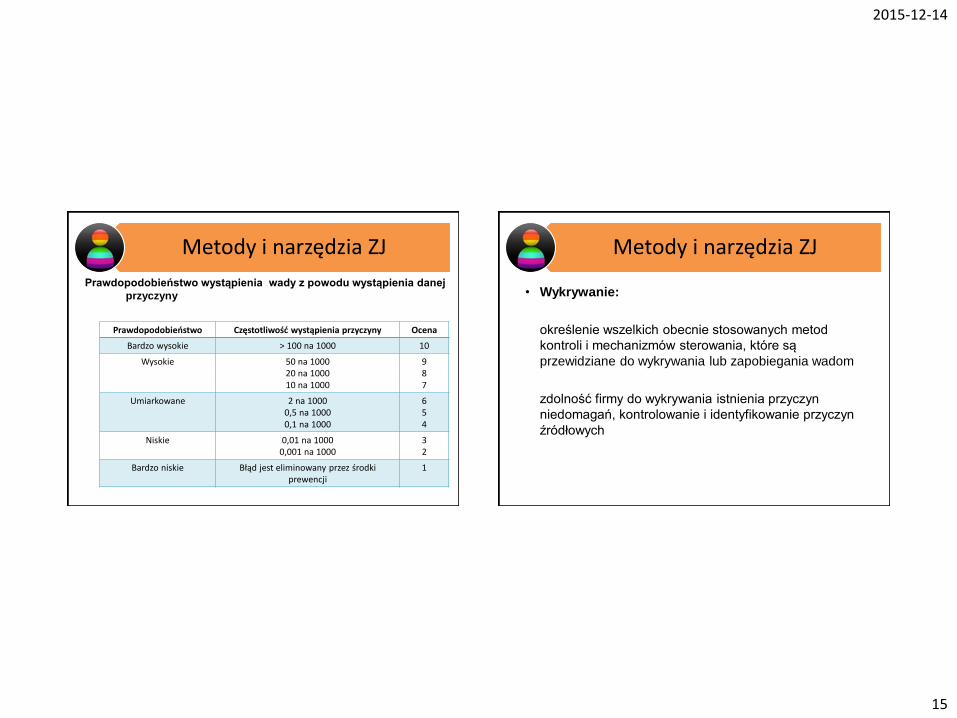
Prawdopodobieństwo wystąpienia wady z powodu wystąpienia danej
przyczyny
Prawdopodobieństwo Częstotliwość wystąpienia przyczyny Ocena
Bardzo wysokie > 100 na 1000 10
Wysokie 50 na 1000 20 na 1000 10 na 1000
9 8 7
Umiarkowane 2 na 1000 0,5 na 1000 0,1 na 1000
6 5 4
Niskie 0,01 na 1000 0,001 na 1000
3 2
Bardzo niskie Błąd jest eliminowany przez środki prewencji
1
Metody i narzędzia ZJ
• Wykrywanie:
określenie wszelkich obecnie stosowanych metod
kontroli i mechanizmów sterowania, które są
przewidziane do wykrywania lub zapobiegania wadom
zdolność firmy do wykrywania istnienia przyczyn
niedomagań, kontrolowanie i identyfikowanie przyczyn
źródłowych
Metody i narzędzia ZJ

2015-12-14
16
2. Analiza i ocena potencjalnych błędów Możliwości wykrycia Prawdopodobieństwo Ocena Kryteria
Brak możliwości wykrycia Prawie niemożliwe 10 Brak bieżących metod kontroli procesu. Nie mogą wykryć lub proces nie jest analizowany
Małe prawdopodobieństwo wykrycia na jakimkolwiek etapie
Bardzo znikome 9 Rodzaj błędu lub przyczyna błędu nie jest łatwo wykrywalna np. przypadkowe audity
Wykrywanie problemów po procesie Znikome 8 Rodzaj błędu wykrywany po procesie poprzez ocenę wizualną / sensoryczną / słuchową
Wykrywanie problemów u źródła Bardzo niskie 7 Rodzaj błędu wykrywany na stanowisku przez operatora poprzez ocenę wizualną/ sensoryczną/ słuchową lub po procesie poprzez wykorzystanie sprawdzianów dla artybutów (ręczny sprawdzian momentów, klucz zapadkowy)
Wykrywanie problemów po procesie Niski 6 Rodzaj błędu wykrywany po procesie przez operatora poprzez wykorzystanie różnych sprawdzianów lub na stanowiskach poprzez wykorzystania sprawdzianów do atrybutów
Wykrywanie problemów u źródła Umiarkowane 5 Rodzaj błędu wykrywany po procesie przez operatora poprzez wykorzystanie różnych sprawdzianów lub poprzez automatyczne środki kontroli na stanowisku które wykryją niezgodny element i powiadomią o tym operatora (sygnał świetlny, dzwonek itp.) Wykorzystanie sprawdzianów podczas
Wykrywanie problemów po procesie
Wysoce umiarkowane 4 Wykrywanie rodzaju błędu po procesie poprzez automatyczne środki kontroli, które wykrywają niezgodne elementy i blokują przed przedostaniem się do dalszych operacji
Wykrywanie problemów u źródła
Wysokie 3 Wykrywanie rodzaju błędu na stanowisku przez automatyczne środki kontroli, które będą wykrywały niezgodne elementy i automatycznie zatrzymywały je na stanowisku zapobiegając przedostaniu się do dalszych operacji
Wykrywanie błędów i/lub zapobieganie problemom
Bardzo wysokie 2 Wykrywanie przyczyn błędów na stanowisku przez automatyczne środki kontroli, które będą wykrywały błąd i zapobiegały możliwości wytworzenia niezgodnego elementu.
Wykrywanie nie ma zastosowania: zapobieganie błędom
Prawie pewne 1 Zapobieganie przyczynom błędów jako wynik projektowania zamocowań, maszyn i projektów elementów. Niezgodny element nie może być wytworzony ponieważ został zabezpieczony przed powstaniem błędu podczas projektowania produktu/ procesu
3. Ocena ryzyka
Wskaźnik poziomu ryzyka
Risk Priority Number
RPN = znaczenie x występowanie x wykrycie
Priorytet >100
Metody i narzędzia ZJ

2015-12-14
17
Działania zapobiegawcze powinny dotyczyć sposobu obniżenia prawdopodobieństwa wystąpienia przyczyny powstania danej wady lub poprawienia wykrywalności powstałej już wady
Metody i narzędzia ZJ

2015-12-14
18
Plan kontroli
nr op. Nazwa
op.
Maszyna, Urządzenie,
Przyrząd, Narzędzie
do produkcji
Charakterystyka
Specyfikacja / Tolerancja
Ocena, Technika pomiaru
Liczność Próbki
Częstotliwość Próbki
Metoda Kontroli
Plan Reagowania
Nr
Wyr
ób
Pro
ce
s
Metody i narzędzia ZJ Control plan
nr op. Nazwa
operacji
Maszyna, Urządzenie,
Przyrząd, Narzędzie do
produkcji
Charakterystyka Specyfikacja / Tolerancja
Ocena, Technika pomiaru
Liczność próbki
Częstotliwość Próbki
Metoda Kontroli Plan Reagowania
Nr Wyrób
10
Pro
du
kcja
tu
lejk
i
Hyd
rom
at
10.1 wymiary
tulejki 25 mm -0,2/+0 suwmiarka 12 1h
pomiar średnicy suwmiarką o
dokładności 0,02
oznaczenie jako niezgodne / 100% kontrola / zmiana
parametrów maszyny
10.2 typ gwintu M10 sprawdzian 12 1h wkręcić sprawdzian w
gwint
oznaczenie jako niezgodne / 100% kontrola / zmiana
parametrów maszyny
10.3 głębokość
gwintu 22 + 1 / -0
Sprawdzian wewnętrzny
12 1h
wkręcić sprawdzian w gwint do końca
sprawdzianu
10.4 załamanie krawędzi
45stopni prównianie
przyrząd optyczny
1 wymiana narzędzia
oznaczenie jako niezgodne / 100% kontrola / zmiana
parametrów maszyny
10.5 wymiar otworu
8,5 mm +/_ 0,05mm
Suwmiarka 12 1h
pomiar średnicy suwmiarką o
dokładności 0,02
oznaczenie jako niezgodne / 100% kontrola / zmiana
parametrów maszyny
10.6 zanieczyszcze
nia
brak zanieczyszczeń
wizualnie 12 1h sprawdzenie pozostałości
ponowne odtłuszczenie
Metody i narzędzia ZJ

2015-12-14
19
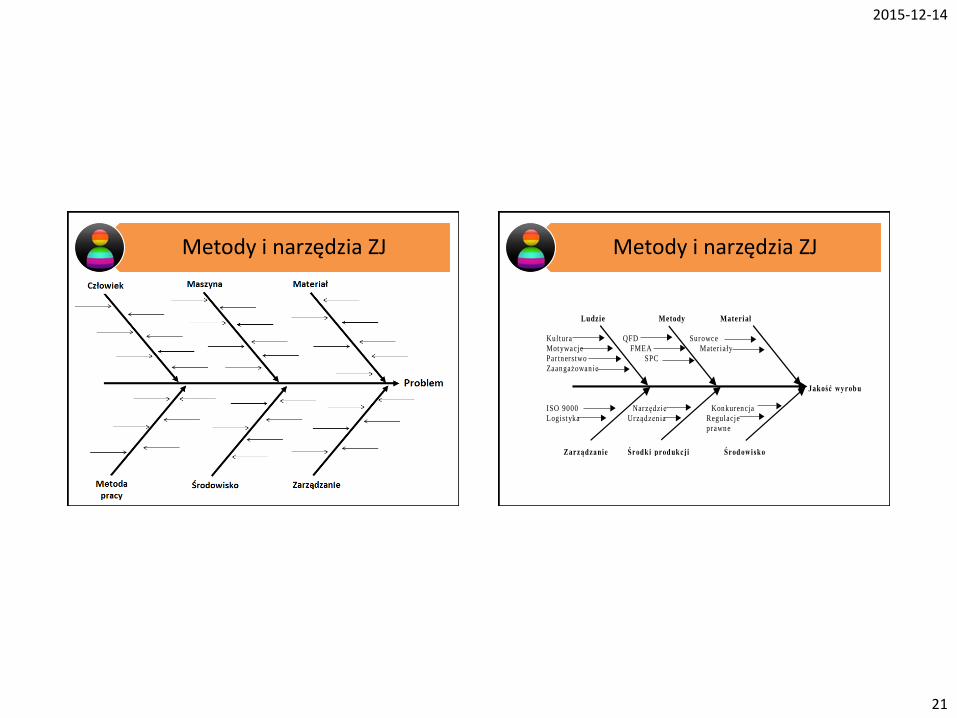
Diagram Ishikawy
• szkielet rybiej ości,
• rozwiązywanie problemów w ramach burzy mózgów,
• nacisk na lokalizacją i eliminacją przyczyn problemów,
• nieskomplikowany, komunikatywny, przejrzysty,
• od głównej osi do najdrobniejszej: DLACZEGO?
• Od najdrobniejszej do głównej: JAKI TO PRZYNOSI SKUTEK?
Metody i narzędzia ZJ
Układ przedmiotowy
• przyczyną jest układ techniczny lub
organizacyjny, który da się rozłożyć na
oddzielne zespoły,
• oś główna: skutek a osie pionowe: zespoły
analizowanego obiektu.
Metody i narzędzia ZJ

2015-12-14
20
Układ technologiczny
• przyczyną jest realizowany proces
technologiczny,
• pokrywa się z wykazem operacji procesu
technologicznego.
Metody i narzędzia ZJ
5 M + E
• Man - człowiek
• Material - materiał
• Machine - maszyna
• Method - metoda
• Management - zarządzanie, organizacja
+ E environment - środowisko
Metody i narzędzia ZJ
2015-12-14
21
Metody i narzędzia ZJ
Ludzie Metody Materiał
Kultura
Motywacje
Par tner stwo
Zaangażowanie
QFD
FMEA
SPC
Surowce
Mater iały
Jakość wyrobu
ISO 9000
Logistyka
Narzędzie
Urządzen ia
Konkurencja
Regulacje
prawne
Zarządzanie Środki produkcji Środowisko
Metody i narzędzia ZJ