introduction - sabanci university research...
TRANSCRIPT

Surface Roughness and Thermo-mechanical Force Modeling for Grinding Operations
with Regular and Circumferentially Grooved Wheels
D. Aslan and E. Budak
Manufacturing Research Laboratory
Sabanci University, Istanbul, Turkey
Abstract
A thermo-mechanical model is developed to predict forces in grinding with circumferentially grooved and regular (non-grooved) wheels. Grinding wheel grit geometric properties needed in the modeling are determined individually through optical measurements where surface topography of the wheel and kinematic trajectories of each grain are obtained to determine the uncut chip thickness per grit and predict final surface profile of the workpiece. Contact length between the abrasive wheel and workpiece is identified by the thermocouple measurement method. In this approach, a few calibration tests with a regular wheel are performed to obtain sliding friction coefficient as a function of grinding speed for a particular wheel-workpiece pair. Once the wheel topography and sliding friction coefficient are identified it is possible to predict cutting forces and surface roughness by the presented material and kinematic models. Theoretical results are compared with experimental data in terms of surface roughness and force predictions, where good agreement is observed.
Keywords: Grinding, Surface roughness; Thermo-mechanical force model; Sticking and sliding contact; Grooved wheels.
1. Introduction
In abrasive machining, tool consists of randomly oriented, positioned and shaped grits which act as cutting edges and remove material from the workpiece individually to produce final workpiece surface. Considering the stochastic nature of the abrasive wheel topography and high number of process variables, chances of achieving optimum conditions in a repeatable manner by only experience are quite low. Therefore, modeling of the process is crucial in order to design a successful process. Process models for abrasive machining vary in a large scale. The distribution and shape of the abrasive grits strongly influence the forces and surface finish. Tönshoff et al. (1992) stated that the kinematics of the process is characterized by a series of statistically irregular and separate engagements. They presented both chip thickness and force models and compared different approaches. Brinksmeier et al. (2006) claimed that grinding process is the sum of the interactions between the abrasive grains and workpiece material. Abrasive wheel topography is generally investigated as a first step for both surface
1

roughness and force analysis in the literature; the wheel structure is modeled by using some simplifications such as average distance between and average uniform height of abrasive grains (Brinksmeier et al. 2006). Lal and Shaw (1975) formulated the undeformed chip thickness for surface grinding in term of the abrasive grit radius and discussed the importance of the transverse curvature of the grit. Some parameters such as wheel topography related ones and material properties were often represented by empirical constants as presented by Malkin and Guo (2007). Empirical surface roughness models have had more success in the industry since they do not require abrasive wheel topography identification and extensive knowledge about the chip formation mechanism and process kinematics, Hecker and Liang (2003). However; lack of accuracy and need for excessive experimental effort are drawbacks of these models.
There are semi-analytical surface roughness models in the literature as well (Tönshoff et al. 1992). They need experimental calibration of some parameters required in semi-analytic formulations. Once these parameters are determined correctly, it is claimed that roughness can be calculated by these equations. The approach in the literature for semi-analytical models consists of two categories, statistical and kinematic approaches. Gong et al. (2002) stated that the statistical studies focus on distribution function of the grit protrusion heights whereas kinematic analyses investigate the kinematic interaction between the grains and the workpiece. Hecker and Liang (2003) used a probabilistic undeformed chip thickness model and expressed the ground surface finish as a function of the wheel structure considering the grooves left on the surface by ideal conic grains. Agarwal and Rao (2010) defined chip thickness as a random variable by using probability density function and established a simple relationship between the surface roughness and the undeformed chip thickness. In one of the representative works for kinematic analysis; Zhou and Xi (2002) considered the random distribution of the grain protrusion heights and constructed a kinematic method which scans the grains from the highest in a descending order to predict the workpiece profile. Liu et. al (2013), on the other hand, investigated three different grain shapes (sphere, truncated cone and cone) and developed a kinematic model based simulation program to predict the workpiece surface roughness. They also presented a single-point diamond dressing model having both ductile cutting and brittle fracture components. Apart from these studies, Gong et al. (2002), used a numerical analysis utilizing a virtual grinding wheel by using Monte Carlo method to simulate the process generating three-dimensional surface predictions. Mohamed et. al (2013) examined circumferentially grooved wheels and showed groove effect on workpiece surface topography by performing creep-feed grinding experiments. They showed that the grinding efficiency can be improved considerably by lowering the forces with circumferentially grooved wheels.
Once the abrasive wheel topography and grain properties are determined, force prediction becomes possible through chip thickness analysis. Models often need experimental calibration of cutting or ploughing force coefficients in semi-analytical formulations as well (Malkin and Guo, 2007). Durgumahanti et al. (2010) assumed variable friction coefficient focusing mainly on the ploughing force. They established force equations for ploughing and cutting phases which need experimental calibration. Single grit tests were performed in order to understand
2

the ploughing mechanism where the measured values are used to calculate the total process forces. Chang and Wang (2002) focused more on stochastic nature of the abrasive wheel and tried to establish a force model as a function of the grit distribution on the wheel. Identification of the grit density function is challenging, requiring correct assumptions for grit locations. Hecker et al. (2003) followed a deterministic way in analyzing the wheel topography and then generalized the measured data through the entire wheel surface. Afterwards they examined the force per grit and identified the experimental constants. Rausch et al. (2012) focused on diamond grits by modeling their geometric and distributive nature. Regular hexahedron or octahedron shaped grits are investigated and the model is capable of calculating engagement status for each grain on the tool and thus the total process forces. Koshy et al. (2003) developed a methodology to place abrasive grains on a wheel with a specific spatial pattern and examined these wheels’ performance.
There is a need for a model that requires less calibration experiments and do not require additional measurements for different wheel geometries and process conditions. In addition, secondary shear zone is usually ignored for abrasive machining processes in the literature; however it should be investigated in order to increase the accuracy of the process models. In this study, wheel topography and geometrical properties of abrasive grains (i.e. rake and oblique angle, edge radius) are identified for an abrasive wheel. Workpiece surface profile is obtained through kinematic analysis of abrasive grains’ trajectories. A novel thermo-mechanical model in the primary shear zone with sticking and sliding contact zones on the rake face of the abrasive grit were established to predict forces in abrasive machining by assuming abrasive grits behave similar to a micro milling tool tooth. This approach reduces amount of experimentation needed for modeling, and represents the process physics in a more accurate way. Majority of the semi-analytical force models presented in the literature require calibration of certain coefficients for each cutting velocity and a particular wheel-work material pair. By utilizing thermo-mechanical analyses and Johnson-Cook material model, a few calibration tests for an abrasive type-workpiece pair are sufficient to predict process forces for different cases involving the same workpiece-abrasive material however with different arrangements and process parameters. Presented material and cutting force models for grinding are believed to provide a significant improvement over previous studies which neglected the secondary shear zone effects and needed excessive amount of calibration tests. In this work, dual-zone analysis involving sticking and sliding regions in the secondary shear zone is applied to grinding processes for the first time which improves the accuracy of force predictions. Both force and surface roughness models presented for circumferentially grooved wheels are a step ahead from the previously developed mechanistic models in the literature by Yueming et al. (2013) and Rausch et al. (2012). It is believed that the micro milling analogy and modeling of abrasive grits' kinematic trajectories will also be useful in expanding these models to thermal and stability analyses of abrasive processes.
3

4
Nomenclaturea Axial depth of cut (mm)b Radial depth of cut (mm)agrit Axial depth of cut per grit (mm)bgrit Radial depth of cut per grit (mm)feed Workpiece velocity (mm/s)feedr Workpiece velocity per revolution (mm/rev)h Instantaneous uncut chip thickness (mm)Vc Cutting velocity (m/s)ϴ Grit position angle (degrees)M Grit numberS Structure number of the grinding wheellc Length of cutting zone between wheel and workpiece (mm)lc-area Area of cutting zone between wheel and workpiece (mm2)lcr Length of contact at rake face of abrasive grit (mm)lp Length of sticking contact at rake face of abrasive grit (mm)D Diameter of the grinding wheel (mm)R Radius of the grinding wheel (mm)bwheel Width of the grinding wheel (mm)C Grain number per mm2
Warea Area of grinding wheel surface (mm2)Tgrains Total number of grains on the grinding wheelAg Active grain numberα Grain rake angle (degrees)αn Normal rake angle (degrees)r Grain edge radius (µm)hcuz Grain penetration depth (µm)dgx Maximum grain diameter (µm)hmax Maximum chip thickness (mm)hθ Instant chip thickness (mm)Ftc Force in tangential direction (N)Fnc Force in normal direction (N)Frc Force in radial direction (N)Ftp Ploughing force in tangential direction (N)Fnp Ploughing force in normal direction (N)Frp Ploughing force in radial direction (N)Ftc-g Force per grain in tangential direction (N)Fnc-g Force per grain in normal direction (N)Frc-g Force per grain in radial direction (N)Ff Frictional force (N)Fs Shear force (N)MRR Material removal rate (mm3/s)Øs Shear angle (degrees)Øns Normal shear angle (degrees)β Friction angle (degrees)βn Normal friction angle (degrees)i Oblique angle (degrees)ηc Chip flow angle (degrees)τ Shear stress (MPa)Δ Average distance between abrasive grits (µm)γ Shear strainγ' Shear strain rateγ0' Reference shear strain rateT Absolute temperature (°C)Tr Reference temperature (°C)Tm Melting Temperature (°C)Tw Absolute temperature of the workpiece (°C)qw Heat transferred into the workpiece material through contact lengthµa Apparent friction coefficientµ Sliding friction coefficientVchip-grit Volume of the chip removed from work material by a single grain (mm3)N Normal force acting on the rake face (N)P0 Normal stress on the rake face at the grit tip (N)Msf Moment at the grit tip due to normal shear force acting on the shear plane (Nm)Mgr Moment at the grit tip due to the normal pressure on the rake face (Nm)

2. Identification of Abrasive Wheel Topography and Surface Roughness Calculation
It is essential to identify the abrasive wheel topography and geometrical properties of grains in order to model kinematics and mechanics of the grinding process. Agarwal and Rao (2010) indicated that there are numerous methodologies which involve scanning of the wheel surface to determine grain properties. In this study, a camera system with a special lens is utilized to measure the abrasive grain number per mm2, “C”, on the abrasive wheel. Then, a special areal confocal 3D measurement system is used to determine the geometric properties of the grains such as rake and oblique angles, edge radius and their distribution. Single point diamond dressing tool’s tip is also scanned to identify the groove geometry of the circumferentially grooved wheel. Investigation of oblique angle by optical measurements is introduced in this study as an extension to 2D abrasive grain analysis reported in the literature by Hecker and Liang (2003). In Figure 1, it can be seen how C parameter is obtained for a silicon carbide wheel.
Figure 1: (a) C parameter identification (b) & (c) Samples for scanned grains
A 100 nm sensitive dial indicator was used to align the abrasive wheel on X and Y axes of the measurement device. Measurements are done on both type of wheels (Alumina and SiC), but presented results here are for SiC. Mean values for the rake angle is -17o, oblique angle is 18o
and the edge radius is 0.5µm with standard deviations of 4.5o, 7o, 0.2µm, respectively. These values are obtained by scanning a hundred of abrasive grains on each wheel from various locations in both radial and circumferential directions. Since a Gaussian distribution with mean and standard deviation is used to randomly assign the angle and geometrical values to each abrasive grain when simulating the wheel topography, stochastic nature of the wheel is represented. Single point diamond dresser is also scanned and the tip profile is obtained. This is crucial since the dresser tip determines the groove geometry and the profile on the grooved abrasive wheel. Dresser tool's tip radius is identified as 93µm.
Parameters identified in this section highly depend on the wheel type and dressing conditions. Therefore, one may obtain different geometric properties with different dressing arrangements. In this work, it is assumed that abrasive grits will have the same distribution properties with same dressing procedure as agreed in the literature (Malkin and Guo, 2007). Without this assumption, entire dressing process should be modeled by considering all of the random parameters which has not achieved yet. Considering the fact that dresser and wheel material, grain size and hardness do not change, keeping the dressing parameters constant
5
a) b) c)

should give a similar distribution for the specified geometrical properties (i.e. rake and oblique angle).
Average abrasive grit height and width for SiC 80 wheel are 64 µm and 52 µm, respectively. Standard deviation for the height is 11 µm and for the width 8 µm (Table 1). Dressing parameters that are used for regular and circumferentially grooved wheels can be seen in Table 2. Abrasive wheel topography can be simulated as a whole, however; simulating a small portion of a flat surface or one groove is more time efficient and sufficient to perform roughness analysis since it is assumed that entire surface share the same topographical characteristics.
Abrasive grit Mean Standard Deviation
Height 64 µm
11 µm
Width 52 µm
8 µm
Rake Angle -17o 4.5o
Oblique Angle 18o 7o
Edge Radius 0.5µm
0.2µm
Table 1: Geometrical properties of abrasive grits
6

-40 -35 -30 -25 -20 -15 -10 -5 0 50
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09gaussian distribution of grit rake angles
grit rake angle (degrees)
prob
abili
ty d
ensi
ty
-10 0 10 20 30 40 500
0.01
0.02
0.03
0.04
0.05
0.06gaussian distribution of grit oblique angles
grit oblique angle (degrees)
prob
abili
ty d
ensi
ty
Figure 2: (a) Grit geometric properties(b) Sample Rake angle identification (c) Rake angle distribution (d) Oblique angle distribution
By moving cursors in the correct locations and checking their X, Y and Z coordinates (see Figure 2-b), any geometrical property of the abrasive grain can be measured. If two cursors are not enough, it can be switched up to five cursors, it is required especially for determination of the region that a single grain occupies by placing them around the abrasive grain visually. Oblique angle can be determined by placing two cursors to both edges of the grit tip. Height is taken from ground (bond) material to the grit tip and width is measured both in X and Y directions. In reality, a single grit might have more than one active cutting edge and not necessarily with same angles. In order to consider that effect; a distribution for distance between grits is used to assign locations to the abrasive grains in wheel topography simulation (Section 2.1). Average distance between abrasive grits (Δ) and standard deviation are identified and the distance value can be lower than the width of a grain in some cases during the wheel topography simulation. That means two abrasive grains might intersect which will create a single combined grain with multiple cutting edges with different rake and oblique angles. Combined abrasive grains are evaluated for both surface roughness and force analyses.
7
a)
c) d)
b)

2.1. Uncut Chip Thickness Calculation
Due to stochastic nature of the abrasive tool and in-process vibrations, complete prediction of the final workpiece surface topography is a sophisticated problem. Consequently, the assumptions presented by Warnecke and Zitt (1998) are used in this work as well. They are;
- Grinding wheel vibration is neglected.
- The material of the workpiece in contact with the abrasive grits is cut off, in other words, removed as chips without any failure.
Average interval between abrasive grits is measured by optical measurements and compared with Zhou and Xi's (2002) Equation (1).
(1)
Δ value is the average distance between abrasive grits and required for simulation of the wheel topography, however; it does not consider whether these grits are active or not. In this study, simple peak count method is used to detect active grits in the specified region as presented in Figure 4 where Y axis represents the height of the grit and X is the position.
As Jiang et al. (2008) claimed there should be a cut-off height to determine these active grits. Cut-off height is identified as 69 µm by volume density and Jiang’s height analysis on wheel surface. Peak count analysis is used to detect the highest points in the scanned area by the commercial software µsurf® of the measurement system. Confocal microscopy which is an optical imaging technique used to increase optical resolution and contrast of a micrography by using point illumination and eliminates the out of focus light. It is used to detect the peaks as illustrated in Figure 3. The interaction between grain and workpiece material can be divided into three types as mentioned before; rubbing, ploughing and cutting. These phases are related with the grain penetration depth and diameter. Critical condition of ploughing and cutting can be checked fromhcuz<ξ plow dgx and hcuz>ξ cut dgx where hcuz is the grain penetration depth and dgx
is the maximum grain diameter. Grain will be in sliding stage when the first inequality holds and in cutting stage if the other. In between, it will be in plowing stage where corresponding forces are identified by linear regression analysis. ξplow and ξcut are identified as 0.015 and 0.025 for SiC wheels. In this study, grains are not assumed as sphere; therefore dgxis taken as the width of the abrasive grain. In Figure 3-a, dashed area represents the bond material and hcuz,max is the maximum penetration depth of a grain and hcu,max is the maximum penetration depth from all over the grains. By using thehcuz ,max=hcu ,max−(dmax− y)equation presented by Jiang and Ge (2008) and Jiang and Ge (2013), cut-off distance can be identified to determine number of active abrasive grains per 1 mm2.
8
a)
b)

Figure 3: (a)The grain distribution within the abrasive wheel [16] (b) Active abrasive grit identification by height analysis
Red sections observed in Figure 3-b, reflect more light indicating that these regions are higher than rest of the material around them. By zooming in and out, optimal position is found for a lens in Z direction and all the peaks are counted by considering the cut-off weight which determines whether these grits are active or not. C parameter identification should be performed by taking samples from many points. Considering the random distribution of the abrasive grains, observation of a single 1x1 mm2 will not be enough to determine the C. In this study, fifteen 1x1 mm2 regions are scanned for each abrasive wheel and a unique C is identified for each of them. Although C does not vary in a large range for the different regions of the same wheel, an average of these fifteen values is taken for more accurate analysis. After that step, whole surface map is extracted as X, Y and Z coordinates and stored in arrays.
In Figure 4, it can be seen that there are 5 grits in 0.94 mm2 region which are higher than the cut-off height. This also agrees with the camera system measurement presented in Figure 1. Other grits below the cut-off value are assumed to be inactive in the sense of chip formation during the operation. They contribute majorly to the rubbing and ploughing components of the process forces and included in the force model.
0.0010.0020.0030.0040.0050.0060.0070.0080.0090.00
100.00Grit Height Histogram
X ( µm )
Z (
µm )
Figure 4: Peak count of abrasive grit heights
After all these measurements, abrasive wheel topographies for regular and circumferentially grooved wheels are simulated via MATLAB®.
9

In order to simulate a single grain, 8 values are selected from the constructed Gaussian distributions which are, rake angle, oblique angle, edge radius, width, height and X, Y, Z coordinates. Grit size is the size of individual abrasive grains in the wheel and can be obtained from the wheel specification charts. However; in order to perform more accurate analysis, it is identified by the presented measurement and wheel simulation techniques. These 8 parameters are randomly selected from the distributions and same procedure is repeated for each abrasive grain. For example, if there are fifty thousand abrasive grains on a wheel, same procedure should be repeated fifty thousand times since each abrasive grain requires 8 parameters which are given above. Therefore random nature of the abrasive wheel topography can be represented in the simulated surface as well (Figure 5). The procedure can be summarized as follows. First the trajectory of an abrasive grit is calculated and its intersection with the work material is obtained. Volume of the grit that lies inside of the grit penetration depth is subtracted from the work material. The same procedure is followed for each grain by considering its trochoidal movement along the surface. Neglecting the third deformation zone for surface roughness analysis is not a major drawback for grinding since the feed rate is usually small enough for upcoming grains to remove the material that is stick on the workpiece surface. In turning or milling operations, feed per revolution-tooth is high compared to grinding operations and third deformation zone becomes crucial for surface roughness analysis. However, for force, energy and temperature analysis, third deformation zone and ploughing forces should be considered as done in this work.
00.2
0.40.6
0.81
0
0.5
10
0.1
0.2
0.3
0.4
0.5
0.6
circumferential direction (mm)radial direction (mm)
heig
ht (m
m)
00.2
0.40.6
0.81
00.1
0.20.3
0.40.50.8
1
1.2
1.4
1.6
1.8
2
2.2
x (mm)y (mm)
z (m
m)
Figure 5: (a) Abrasive wheel & (b) Single groove topography (SiC 80 tool)
Average distance between the abrasive grits is calculated as 40 µm from equation 1 which does not consider whether a grain is active or not. Distance between active grits that are above the cut-off height is obtained as 173 µm from the surface topography measurements. Calculation of a single abrasive grit’s trajectory is presented as follows:
(2)
If there is an abrasive grain with multiple cutting edges (intersected grains), trajectories are calculated separately for both of them and corresponding work materials (chips) are removed accordingly.
10
a) b)

Figure 6-(a) Trajectory and penetration depth of a single grit (b) Grit trajectory and chip thickness variation
Abrasive grit on the same radial line (in perpendicular to the circumferential (Y) direction) over the wheel is considered as a “set” and an ID number is assigned to each set. Each set has a circumferential distance in-between (dseti) which was assigned by normal distribution of measured grit distances (Figure 6).
(3)Uncut chip thickness per grit can be calculated by neglecting the trochoidal movement of the abrasive wheelas follows, Jiang and Ge (2008):
(4)
Equation 4 uses a simplification by ignoring the trochoidal movement of the grits. Martellotti (1945) indicated that it can be neglected for the low feedr /D ratio cases where diameter of the cutter tool is substantially larger than the feed per revolution as in grinding operations; however, for more accurate analysis, trochoidal movement is also considered. Uncut chip thickness differs for each abrasive grain since its geometric properties are assigned from normal distribution of measured parameters. Geometric properties of the grits are stored in an array; uncut chip thickness and grit penetration depth calculation are done accordingly. Maximum and instant uncut chip thickness can be calculated without neglecting the trochoidal movement as follows:
(5)
Coordinate values of exit 1 and 2 points are illustrated in Figure 6 and obtained through kinematic trajectories and real contact length identification. Uncut chip thickness is calculated for each active abrasive grain since they have different geometrical properties that are assigned from the Gaussian distributions as explained earlier. It was shown in the literature
11
a) b)

that the real contact length is substantially larger than the geometric contact length (Pombo and Sanchez, 2012). Pombo and Sanchez (2012) claimed that the increased area of contact is mainly due to deflection of the wheel and grits under the action of the normal force. In this work, the real contact length between abrasive wheel and work material is identified via temperature measurements.
Volume of the material removed from the workpiece by a single grit is calculated by kinematic analysis as well. Surface area of the chip in X-Z plane is calculated and multiplied by bgrit to obtain total volume.
(6)
(7)
(8)
4. Thermo-mechanical Force Model
Primary aim of the presented model is on the mechanics of primary and secondary shear zones; therefore ploughing forces from the third deformation zone are determined via linear regression analysis and subtracted from the corresponding grinding forces in this section. They are considered separately and added to the grinding forces as a final step to predict total process forces. The primary shear zone model that was developed by Molinari and Dudzinski (1992) and Dudzinski and Molinari (1997) and dual-zone model presented by Ozlu, Molinari and Budak (2010) are used in this study with some modifications. They are;
- Instead of a defined cutter tool (turning insert or an end mill), there are hundreds of randomly oriented and shaped abrasive particles. Theory and formulation are repeated for each of them which are active and located in the contact zone between wheel and workpiece. That means that the shear angle is found iteratively for each of them by using the minimum energy principle, and then the primary and secondary shear zone analysis are performed.
- Force directions are different for each abrasive particle considering its unique rake and oblique angles as well as height, width and the uncut chip thickness. The forces for each grain are oriented in a global scale to obtain total grinding forces accurately.
- Especially for the grooved wheels, grains on the flat regions and groove walls are investigated in 3D which means moment at the grain tip due to normal shear force on the shear plane and normal pressure on the rake face should be evaluated according to the oblique cutting theory.
- Due to the process geometry, axial depth of cut parameter at Ozlu et al.’s (2010) formulation is replaced with width of cut per abrasive grain. There are other modifications on the formulations as well.
12

- Rather than one rake face contact length with sticking and sliding components as in the case in a cutting operation, there are as many as the number of active abrasive grains for an abrasive process. In computations, they should be stored in an array to calculate the corresponding forces. Some recursive algorithms are developed to overcome this issue.
- Main contribution of this study is to develop a methodology to handle the abrasive particles as conventional cutter teeth, and apply the previously developed Johnson-Cook material deformation based process model (Ozlu et al., 2010) with some modifications by considering the dual-zone theory on grain rake face as well. Considering the remarkable advantages of using the Johnson-Cook material and dual-zone contact model, ability to use them on abrasive machining is believed to be a significant contribution to the literature.
Molinari and Dudzinski (1992) assumed that the primary shear zone has a constant thickness, and no plastic deformation occurs before and after the primary shear zone up to the sticking region on the rake face. Johnson-Cook material model is used to represent the workpiece material behavior, (Ozlu et al., 2010).
(9)
In Equation 9, γ, γ' and γ0' are shear strain, shear strain rate and reference shear strain rate respectively. A, B, n, m and v are material constants. The actual temperature divided by its critical temperature which is defined as the reduced temperature is defined by Equation 10. T is the absolute temperature, Tr is the reference temperature and Tm is the melting temperature of the material. Absolute temperature, Tr is obtained by conservation of energy which means adiabatic conditions apply when high cutting speeds are used (Moufki et al., 2004).
(10)
Shear stress of the material entering to the primary shear zone is denoted by τ0 and considering the inertia effects; τ1, the shear stress at the exit of the shear plane, is not the same as τ0. τ0 can be calculated by assuming a uniform pressure distribution along the shear plane, (Ozlu et al., 2010). Shear stress at the exit of the shear zone can be calculated via Equation 11 considering the equations of motion for a steady state solution, (Ozlu et al., 2010).
(11)
By assuming adiabatic conditions, following expression can be obtained;
(12)
13

Tw is the absolute temperature of the workpiece, c and β are the heat capacity and fraction of the work converted into heat, respectively. For grinding operations β is often considered as 0.95-0.97, (Malkin and Guo, 2007). Considering the compatibility condition (Ozlu et al., 2010);
(13)
where;
(14)
Equation 13 can be iteratively calculated to get the τ0 with the boundary conditions introduced above. In this study, a classical Runge-Kutta method is utilized for that purpose. When τ0 is obtained, τ1 can be obtained from Equation 11 which will also be used in rake face contact analysis and give the corresponding temperature value in Johnson-Cook formulation.
4.1 Dual-Zone Contact Model for Grinding Process
Ozlu, Molinari and Budak (2010) presented the dual zone contact model for orthogonal cutting where forces in the secondary deformation zone, i.e. on the rake face, are calculated by using the predicted sticking and sliding contact lengths between the chip and tool. In this study, process forces are calculated by both sticking-sliding contact analysis and assumption of an average friction coefficient on the rake face of the grit in order to compare their performances. Chip formation mechanism for abrasive machining is usually considered to be orthogonal (Malkin and Guo, 2007); however, it has been noted that consideration of the obliquity improves the accuracy of the thermo-mechanical model (Moufki et al., 2004). Oblique angle distribution of the grits is obtained as presented in Section 2 and a random oblique angle from that distribution is assigned to each grain for simulations.
As the second law of thermodynamics indicates, for a closed system with fixed entropy, the total energy is minimized at equilibrium. A physical situation that increases the shear energy required in the secondary zone would also increase the total shear energy. Therefore, the principle of the minimum energy requires the stress arrangement to occur in such a way that the total energy for generation of the chip during a material removal process is minimized. This principle has been commonly used (Yiang et al., 2012) for prediction of shear angle in cutting since Merchant (1945), and it is applied in this study as well.
Workpiece material that leaves the shear plane is exerted with a high normal pressure on the rake contact which yields sticking starting from the abrasive grit tip. As the material continues to move on the rake face, the normal pressure decreases and the contact condition turns into sliding (Ozlu et al., 2010);. This phenomenon can be observed by scanning the abrasive grits
14

under a microscope after an operation. Material stuck on the abrasive grit’s tip towards the rake face is visible; however, it is not straightforward to verify the predicted sticking and sliding contact lengths considering the stochastic nature of the process. According to the plastic flow criteria, the shear stress cannot exceed the flow stress (τ1) of the workpiece material on the rake face. Therefore, stress conditions for sticking and sliding regions can be defined as follows:
(15)
where lcr and lp are total and sticking contact lengths respectively, x is the distance on the rake face from the grit tip. In oblique cutting, the third direction and the chip flow angle should also be taken into account for the dual-zone analysis (Ozlu et al., 2010). Pressure and shear stress distribution is selected parallel to the chip flow direction. P(x) is the normal pressure distribution as illustrated in Figure 7, P0is the normal stress on the rake face at the grit tip and ζ is the distribution exponent.
Figure 7: Chip flow and the pressure distribution on the grit rake face
Normal force (N) acting on the rake face can be calculated from P0 as follows (Ozlu et al., 2010):
(16)
The normal force can also be defined in terms of the shear force on the shear plane as (Ozlu et al., 2010):
(17)
where the shear force is;
15

(18)
By equating equation 13 and 14, P0 can be written as:
(19)
where ηs is the shear flow angle, ηc is the chip flow angle, αn is the normal rake angle and βn is the normal friction angle. Normal friction angle can be calculated as βn= tan λa cosηc where µa
is the apparent friction coefficient and identified fromλa= tan−1 µa.
4.2 Sticking and Sliding Contact Length Identification
Contact length identification from normal stress distribution on the rake face was studied before by equating the tangential stress to the shear yield stress of the workpiece material at the end of the sticking zone (Ozlu et al., 2010). Once the pressure distribution is identified, sticking contact length on the grit rake face can be calculated as follows (Ozlu et al., 2010):
(20)
Moment due to normal shear force (Msf) acting on the shear plane at the abrasive grit tip can be calculated by Equation 21 using the assumption of uniformly distributed normal stress on the shear plane. Also, moment at the grit (Mgr) tip due to the normal pressure on the rake face is presented in Equation 22. Equating these two moments to each other lead us to the total contact length between chip and abrasive grit.
(21)
(22)
By plugging Equation 16 into 19 Mgr can be extended and the total contact length can be calculated from the moment equilibrium as follows:
(23)
Shear and chip flow angles can be calculated as proposed earlier by Merchant (1945) and Ozlu et al., (2010). It has been noted that it is reasonable to assume that the shear force and shear velocity directions are equal. Experiments show that the chip ratio and chip flow angle are independent of both the width of cut and the chip thickness. Armarego and Brown (1969) derived the following expression:
16

(24)
Øns is the normal shear, βn is the normal friction and αn is the normal rake angle. The following expression for the chip flow angle ηc is obtained as (Armarego and Brown 1969):
(25)
where;
(26)
Equation 22 is solved numerically for each operation by Newton-Raphson Method.
Measurement of the cut chip thickness is a difficult task in abrasive machining since chip
thicknesses per grains are in a micron scale.
(27)
Chip ratio r, which is required for the equations listed above, is calculated from Equation 27.
4.3 Friction Coefficients and Forces
Two friction coefficients can be used to define the contact on the rake face: apparent (µ a) and sliding (µs) friction coefficients Ozlu et al., (2010). Ratio between the total friction and normal forces acting on the rake face is the apparent friction coefficient (µ¿¿a=F friction/ N )¿ where total friction force on the rake face can be identified from contact lengths (Ozlu et al., 2010). The normal force on the rake face was represented by Equation 13 and the relationship between the apparent and sliding friction coefficient is (Ozlu et al., 2010):
(28)
If one of the friction coefficients is known, the other can be calculated using Equation 28. Sliding friction coefficient equation is obtained for an abrasive type-workpiece material pair from calibration tests. Sliding friction coefficient can be detected by this equation and used in the contact length and force calculations.
Once the friction coefficients and corresponding contact lengths are identified, shear angle is calculated by (Ø) minimization of the cutting energy as described earlier. A simulation code
17

which uses the proposed thermo-mechanical model scans a given range of shear angles and the one that gives the minimum cutting power is selected. Grinding forces per abrasive grit in three directions (normal, tangential and radial, respectively) are obtained by the identified angles and the shear stresses as follows (Ozlu et al., 2010):
(29)
(30)
(31)
As presented in Section 3, abrasive grits may have different uncut chip thickness based on their locations and geometric properties. Hence, forces are calculated for each abrasive grain and integrated over number of active grits to obtain the total grinding forces. Ploughing forces are identified through linear regression analysis and can be added to the grinding forces to obtain total process forces (Aslan and Budak, 2014).
(32)
Radial direction is usually ignored in the literature for surface grinding operations, however; it is vital for circumferentially grooved wheels due to the 3D geometry of grooves and abrasive grits on its walls. In Figure 8-a, between A and C points, grit and workpiece are in contact, however; there is no cutting action. At the very first stage of the interaction between abrasive grit and the workpiece, plastic deformation occurs, temperature of the workpiece increases and normal stress exceeds the yield stress of the material. After a certain point, the abrasive grit starts to penetrate into the material and starts to displace it, which is responsible for the ploughing forces. Finally, shearing action starts and the chip is removed from the workpiece (Durgumahanti et al., 2010).
Figure 8-(a) Shear and Deformation Zones (b) Engagement section and division into sections
As it is illustrated in Figure 8-b (Durgumahanti et al., 2010), grit-workpiece engagement section is divided into sections in order to investigate the local angles such as side edge
18
a) b)
cutting, effective rake and oblique angles. Afterwards, they are used to calculate forces at that particular section and projected into normal, tangential and radial directions in order to obtain total process forces for that grain. Figure 8-b is an exaggeration in order to illustrate the methodology properly; section heights should be small enough to be precise in force calculations. It has been noted that by using this local sectioning and projection analysis, more accurate results are obtained for process forces.
In the case of non-grooved wheels, process forces can be predicted by equations and the methodology presented until now. However, for the circumferentially grooved wheels, grooves and grits on the groove walls should be carefully investigated in order to predict the forces. Grooved wheels can improve grinding efficiency by lowering the energy required to displace a unit volume of material from the workpiece. Since grooves introduce a helix angle to the abrasive wheel similar to a milling tool, it can be referred as transformation from orthogonal to oblique cutting which is more desirable in the sense of efficiency and lower forces (Moufki et al. 2004). They also cause an increase in workpiece surface roughness compared to a regular (non-grooved) wheel. Their performance on workpiece surface profile is also investigated in this study.
Figure 9-Groove profile and directions for sectioning analysis
As it can be seen from Figure 9 (1 groove included), grooves are investigated by sectioning them similar to the grit edge radius analysis. Normal, tangential and radial directions are determined for each element and uncut chip thickness per section is calculated. i, k and j lines are normal, tangential and radial directions, respectively. Sectioning is arranged such that each element has only one abrasive grain. Once the uncut chip thickness per grain is calculated for a grain on the groove wall, by using local direction and angles, forces are calculated by the presented model and projected into the global X, Y and Z axes.
5. Simulation and Experiment Results
5.1 Measured and Predicted Forces
Experiments have been conducted with different process parameters in order to validate the presented models. AISI 1050 steel and 150*25*20 “SiC 80 J 5 V” grinding wheel are used as workpiece and tool respectively. Single point diamond dresser with 2 carat grade is used for dressing the regular and circumferentially grooved wheels. Four different axial depth of cuts at 0.03, 0.05, 0.1 and 0.15 mm and four feed values at 0.075, 0.11, 0.15 and 0.18 mm per
19

revolution with 5 different cutting velocities were used in the experiments. Forces are measured for each operation by utilizing a Kistler 3 axis dynamometer located under the work material. Finally, surface roughness and texture of the final workpiece are measured using special areal confocal 3D measurement system.
Figure 10-(a)Experimental setup (b)Dressing operation
Wheel Type / Conditions
Feed (mm/rev) Depth (mm) Groove Width (mm) Overlap Ratio
Helix Angle
Regular (A) 0.04 0.05 NA 11 NA
Groove 1 (B) 2 0.1 1.1 11 0.24
Groove 2 (C) 4 0.1 1.1 11 0.6
Groove 3 (D) 5 0.1 1.1 11 0.72Table 2-Dressing conditions
No coolant is used in the experiments in order to avoid miscalculations when measuring process temperatures for real contact length. Experimental setup can be seen in Figure 10. Dressing conditions for regular and circumferentially grooved wheels are presented in Table 2. In order to obtain the real contact length between the abrasive wheel and workpiece, temperature at the cutting zone is measured by embedding a K type thermocouple into the workpiece as illustrated in Figure 11. Power (P), total heat transferred into the workpiece material through contact length (qw) and total width of cut (b) is known, real contact length can be obtained as follows:
(33)
Therefore, active grit number is obtained more accurately which improves both surface roughness and force predictions. Similar to the sliding friction coefficient analysis (Section 4.3), a function dependent on cutting speed and feed rate for abrasive type and workpiece material is identified for real contact length parameter as well. This function is obtained by same experiments for sliding friction investigation; hence no additional calibration experiments are necessary. Thermocouple with a 0.8 mm diameter is embedded into the workpiece with epoxy in a 1 mm diameter blind hole opened by EDM drilling. The hole should be blind because when the grinding wheel reaches the thermocouple, thermocouple smears with the workpiece which ensures full contact between them [8]. Once the contact
20

length function is obtained for an abrasive wheel and work material pair, real contact length can be calculated for different arrangements and process parameters (Figure 12).
Figure 11-(a)Thermocouple fixation diagram (b)Exposed thermocouple junction after an operation
21

0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.21
2
3
4
5
6
7
axial depth of cut (mm)
cont
act l
engt
h (m
m)
0.18 mm/rev - geometrical0.18 mm/rev - thermocouple
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.21
2
3
4
5
6
7
axial depth of cut (mm)
cont
act l
engt
h (m
m)
0.15 mm/rev - geometrical0.15 mm/rev - thermocouple
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.21
2
3
4
5
6
7
axial depth of cut (mm)
cont
act l
engt
h (m
m)
0.11 mm/rev - geometrical0.11 mm/rev - thermocouple
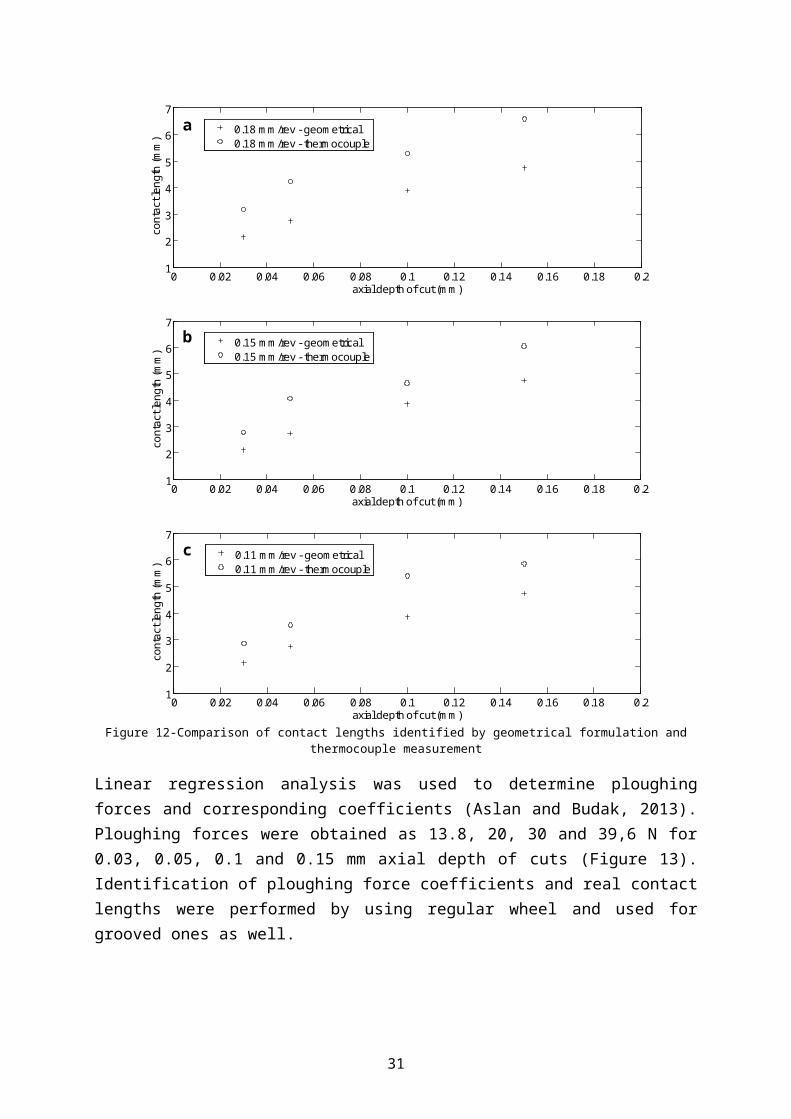
Figure 12-Comparison of contact lengths identified by geometrical formulation and thermocouple measurement
Linear regression analysis was used to determine ploughing forces and corresponding coefficients (Aslan and Budak, 2013). Ploughing forces were obtained as 13.8, 20, 30 and 39,6 N for 0.03, 0.05, 0.1 and 0.15 mm axial depth of cuts (Figure 13). Identification of ploughing force coefficients and real contact lengths were performed by using regular wheel and used for grooved ones as well.
22
a)
b)
c)

0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.250
100
150
200
250
300
350
400
450
500
550
feed rate (mm/rev)
Fn(N
)
y = 1.3e+003*x + 20
a=0.03 mma=0.05 mm lineara=0.1 mma=0.15 mm
Figure 13: Ploughing force identification for the regular wheel (illustrated for 0.05 mm axial depth)
B, C and D wheels that were produced by a single point diamond dresser are illustrated in Figure 14.They are identified per grit as: 0.009, 0.012, 0.017 and 0.023 N for 0.01, 0.02, 0.03 and 0.06 mm axial depth of cuts as well.
Figure 14-(a)B (b)C (d)D type wheels
Sliding friction coefficient as a function of cutting speed is obtained through calibration experiments (Equation 25) which are conducted at cutting speeds of 7.8 m/s, 12.5 m/s, 15.7 m/s, 19.6 m/s, 24.7 m/s and 31.4 m/s and at feed rates of 0.075 mm/rev, 0.11mm/rev, 0.15 mm/rev and 0.18 mm/rev. The Johnson-Cook parameters for AISI 1050 steel are obtained from (Ozlu et al., 2010) are given in Table 3.
A(MPa) B(MPa) n m v
880 500 0.234 0.0134 1Table 3-Johnson-Cook Parameters for AISI 1050 Steel [22]
23
a) b) c)

5 10 15 20 25 30 350
0.2
0.4
0.6
0.8
Vc (mm/s)
µ
sliding friction coefficient quadratic
Figure 15-Sliding friction coefficient for AISI 1050 steel and SiC abrasive material
The variation of the sliding friction coefficient with the cutting speed is represented by the following function (Figure 15):
(32)
Ozlu et al. (2009) showed that for the ceramic (AB30) tool, which includes Al2O3-TiC, the sliding friction coefficient increases with the cutting speed contrary to the decreasing trend observed for carbide tools. Considering that most of the modern ceramic materials include alumina (Al2O3) or silicon carbide (SiC), (Eom et al., 2013), it can be concluded that the relation between sliding friction and cutting speed observed in this study agrees with Ozlu et al. (2009).
Thermo-mechanical force model’s solution procedure was applied to each abrasive grain which means sticking and sliding contact lengths are identified for every one of them. Material that is stuck on the rake face close to the grit tip can be observed; however, it is almost impossible to identify sticking and sliding contact lengths precisely since determination of the transition point from sticking to sliding is not that very clear with the confocal 3D measurement system (Figure 17). Therefore, dual zone (sticking + sliding), full sliding and full sticking cases are considered and it has been noted that the dual zone model provides the best predictions. Sticking and sliding lengths are calculated by equation 17 and 20 and presented in Figure 16 for the conditions given in Table 4.
Test # 1 2 3 4 5 6 7 8 9 10 11 12Vc(m/s) 12.5 12.5 12.5 12.5 12.5 12.5 19.6 19.6 19.6 19.
619.6 19.6
feedr 0.11 0.15 0.18 0.11 0.15 0.18 0.11 0.15 0.18 0.11
0.15 0.18
a 0.03 0.03 0.03 0.1 0.1 0.1 0.03 0.03 0.03 0.1 0.1 0.1
Test # 13 14 15 16 17 18 19 20 21 22 23 24Vc(m/s) 12.5 12.5 12.5 12.5 15.7 15.7 15.7 15.7 19.6 19.
619.6 19.6
feedr 0.11 0.11 0.11 0.11 0.11 0.11 0.11 0.11 0.11 0.11
0.11 0.11
a 0.03 0.05 0.1 0.15 0.03 0.05 0.1 0.15 0.03 0.05
0.1 0.15
24

Table 4-Selected experiments to present dual zone model results
0 5 10 15 20 250
0.02
0.04
0.06
0.08
Test #
mm
lcr
lp
Figure 16-Total and sticking contact lengths on the rake face of the grit
Figure 17: (a) Stuck material on scanned grains (b) Regions where stuck material is observed
In order to show the necessity and accuracy of the dual zone contact model presented in this paper; fully sliding, fully sticking and dual zone approaches are compared with the experimental forces. The comparisons for two different cutting speeds can be seen in Figure18.
0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.2100
200
300
400
500
600
feed rate (mm/rev)
Fn(N
)
Vc=7.85 m/s
ExperimentSticking+SlidingFully SlidingFully Sticking
25
a)

0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.250
100
150
200
250
300
350
feed rate (mm/rev)
Fn(N
)
Vc=19.63 m/s
ExperimentSticking+SlidingFully SlidingFully Sticking
Figure 18: Comparison of experimental and predicted results for (a) 7.85(m/s) - (b) 19.63(m/s) cases (a = 0.1 mm)
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.20
50
100
150
200
250
axial depth of cut (mm)
Fn(N
)
Exp-RegularExp-Groove1Exp-Groove3Sim-RegularSim-Groove1Sim-Groove3
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.20
5
10
15
20
25
30
35
40
axial depth of cut (mm)
Fr(N
)
Exp-RegularExp-Groove1Exp-Groove3Sim-RegularSim-Groove1Sim-Groove3
Figure 19- (a) Comparison of wheel types (0.11 mm/rev feed) - (b) Radial forces (0.11 mm/rev feed)
26
b)
a)
b)

As it can be seen in Figure 18-a-b, grinding force predictions obtained by the proposed dual zone model are well correlated with the experimental results. Thus, it is obvious from these results that neglecting either sticking or sliding contact lead to significant errors. It was expected that the fully sliding condition would give lower forces than the dual zone case and the opposite results are observed for the simulation results. It is believed that the reason for that is the increase in the contact length between chip and abrasive grit for the fully sliding condition. The dual zone model provides the best prediction capability, therefore even without contact length verification by optical measurements, it can be said that dual zone theory can be applied to abrasive machining processes.
On the other hand, since the presented model works in an abrasive grit scale, by correct calculation of uncut chip thickness (h) and local angles (rake, oblique, chip flow, shear angle etc.), it can be used for various wheel geometries. Figure 19-(a) illustrates results for regular, groove 1 and groove 3 type wheels. Process forces can be reduced up to 45% by increasing the number of grooves on the wheel. Contact length between the wheel and work material increases with the grooves which enables more grains (increased active grain number) to remove chips from the workpiece with less chip thicknesses. Introducing the radial direction with the circumferential grooves and increasing the obliquity of the process contributes to lower grinding forces. It is observed that increasing the groove number is more important than increasing the helix angle of the grooves for obtaining lower forces. Specific energy was reduced 50% with B wheel which is a measure of the amount of energy required to displace a unit volume material (Tönshoff et al. (1992). In addition, the circumferentially grooved wheel does not accelerate the wheel wear process as discussed and validated by Mohamed et al. (2013). Experiments are repeated with same conditions without dressing the wheel and the increase in force and consumed power were measured after each operation. Rate of increase in grinding force is very close to each other for regular and circumferentially grooved wheels as illustrated in Figure 20. Workpiece surface roughness often decreases with wheel wear since the abrasive grains become duller and workpiece material fills the cavities on wheel surface. These effects make grinding process close to polishing and wheel polish the workpiece surface rather than removing chips.
0 1 2 3 4 5 6 7 8 9 10 1120
40
60
80
100
120
140
# of repetition
Fn(N
)
Wear behavior of regular and grooved wheels
Regular WheelGroove 1Groove3
Figure 20: Wear behavior of wheels for a=0.03 mm &feedr = 0.11 mm/rev
27

Radial forces for each wheel are presented in Figure 19-(b). It is believed that the assumptions made in the wheel surface topography and grit property identification steps as well as neglecting the single point diamond dresser wear are the main reasons behind the discrepancies between the measured and simulated forces. At each groove formation operation, brand new diamond dresser was used; however, as the dresser tool moves along the wheel surface, dresser tip becomes duller. Tip radius of the fresh dresser was measured as 93 µm while after the formation of grooves 1, 2 and 3 it was found as 152, 134 and 116 µm respectively. That means the groove ground radius increases towards the end.
5.2 Measured and Predicted Surface Roughness
The proposed model is applied to simulate the final surface profile of the workpiece and the results are compared with the experimental data. Surface roughness in perpendicular to feed direction is considered since it enables us to observe grit scratches and groove prints on the surface. Grooved wheels cause an increase in surface roughness compared to a regular wheel as expected. Groove marks on the workpiece surface can be observed by 3D confocal microscope which is the main actors for rougher surface results (Figure 21). Although surface finish is one of the most important reasons for using abrasive machining, grinding and SAM (Super Abrasive Machining) operations can be used for difficult-to-cut materials such as nickel and titanium alloys. Grinding is considered a cost effective alternative for roughing operations as abrasive machining technology and super abrasive machining techniques develop. Hence, grooved wheels can be used for roughing operations; lower forces are vital to prevent thermal damages on work material as Mohamed et al. (2013) and Aslan and Budak (2014) indicated.
Figure 21-Groove marks on final workpiece surface for Wheel b ( feed = 0.11 mm/rev & a = 0.1 )
Surface profile (peaks and inverted valleys) for a specified sample length is simulated and arithmetic average value of the departure from the center line (Ra) is obtained. Simulation and experiments results are not presented for wheel C (groove 2) since values are considerably close to the regular wheel (+- 0.074 µm – average).
Surface roughness increases with the groove number on the wheel (Figure 22). Hence it can be said that there is a trade-off between lower process forces (lower energy) and surface quality. Both of them can be predicted by the presented model and optimum wheel type, groove geometry and process parameters can be determined for a desired outcome.
28

0.08 0.1 0.12 0.14 0.16 0.18 0.20.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
feed rate (mm/rev)
Ra
(µm
)
Exp-RegularExp-Groove1Exp-Groove2Sim-RegularSim-Groove1Sim-Groove2
Figure 22-Ra for abrasive wheel types (a = 0.1 mm)
As Tönshoff et al. (1992) and Malkin and Guo (2007) stated; in order to avoid burn and metallurgical damage on workpiece surface, process temperature should be low enough. It can be achieved by circumferentially grooved wheels at the cost of increased surface roughness of the workpiece. In this paper, roughness values are quite high for a regular grinding operation and reason for that is the usage of SiC 80 M which has a medium-fine grit size. By using fine-very fine grit sizes, surface roughness can be decreased but material removal rate should be lower as well. Measured and simulated surface profiles are presented in Figure 23 for a regular and groove 1 type wheels, respectively.
0 200 400 600 800 1000 1200 1400 160052.5
53
53.5
54
54.5
55
55.5
56Ra(µm) for regular wheel - feed = 0.11 mm/rev, a = 0.1 mm
µm
µm
measurementsimulation
29
a)

0 200 400 600 800 1000 1200 1400 160059
59.5
60
60.5
61
61.5
62
62.5
63Ra(µm) for Groove 1 (A) wheel - feed = 0.11 mm/rev, a = 0.1 mm
µm
µm
measurementsimulation
Figure 23-Measured and simulated surface profiles for regular and A type wheels
Simulated and scanned surface textures agree with 18-20% error. It is believed that the differences between measured and simulated surface profiles are due to the assumptions made in surface roughness model. Neglecting the grinding wheel vibration should be the main actor for these discrepancies.
6. Conclusion
A novel grinding model with thermo-mechanical material deformation at the primary shear zone and dual zone contact on the rake face of the abrasive grit is presented in this paper. A method to simulate abrasive wheel topography and predict uncut chip thickness per grit is utilized to support the presented cutting model and obtain the final workpiece surface profile. Abrasive particles are considered individually and detailed investigation of the chip formation and chip-abrasive particle interaction on the rake face are done. Since the material behavior of the workpiece and the interaction between the chip and abrasive particle are considered, accurate force prediction for abrasive machining processes can be done. The contact length between the grinding wheel and workpiece is identified by embedding a K type thermocouple into the workpiece and measuring the process temperature. It has been noted that the real contact length is substantially larger than the ideal contact length (geometric), therefore with this method number of active abrasive grains can be calculated more accurately. Once the active grit number is obtained, each grain is evaluated separately and the primary and secondary shear zone analyses are performed. The presented cutting model is believed to provide a significant improvement with respect to previous semi-analytical cutting models for abrasive machining. Once the wheel topography and friction coefficient equation is determined for a certain abrasive type-workpiece material pair, it is possible to predict grinding forces for different conditions. It should be noted that the model calibration needs a few number of tests compared to the mechanistic or semi-analytical models and does not require additional tests for different wheel geometries or process conditions. Finally, surface profile of the workpiece is obtained for both regular and circumferentially grooved wheels by considering abrasive grits on the flat and groove wall surfaces. All the predictions are found to be in good agreement with experimental results.
30
b)
7. References
[1] A. Molinari, D. Dudzinski, Stationary shear bands in high speed machining, ComptesRendus Acad. Sci., 315 Serie II (1992) 399-405.
[2] A. Moufki, A. Devillez, D. Dudzinski, A. Molinari, Thermomechanical modelling of oblique cutting and experimental validation, International Journal of Machine Tools & Manufacture 44 (2004) 971-989.
[3] A.O. Mohamed, R. Bauer, A. Warkentin, Application of shallow circumferential grooved wheels to creep-feed grinding, Journal of Materials Processing Technology 213 (2013) 700-706.
[4] D. Aslan, E. Budak, Semi-analytical force model for grinding operations, 6 thHPC,Procedia CIRP 14 (2014) 7-12.
[5] D. Dudzinski, A. Molinari, A modeling of cutting for viscoplastic materials. Int. J. Mech. Sci., 39/24 (1997) 369-389.
[6] E. Brinksmeier, J. Aurich, Advances in modelling and simulation of grinding processes, Annals of the CIRP 55 (2) (2006) 667-696.
[7] E. J. Armarego, R. H. Brown, The machining of metals, 1969, Englewood Cliffs, N.J.: Prentice-Hall.
[8] E. Merchant, Mechanics of the metal cutting process I. Orthogonal cutting and a type 2 chip, Journal of Applied Physics, 16:5 (1945) 267-275.
[9] E. Ozlu, A. Molinari, E. Budak, Two zone analytical contact model applied to orthogonal cutting, Machining Science and Technology, 14:3 (2010) 323-343.
[10] E. Ozlu, E.Budak, A. Molinari, Analytical and experimental investigation of rake contact and friction behavior in metal cutting, International Journal of Machine Tools & Manufacture 49 (2009) 865-875.
[11] G. Lal, M. Shaw, The role of grain tip radius in fine grinding, J. Eng. Ind. August (1975) 1119–1125.
[12] G. Warnecke, U. Zitt, Kinematic simulation for analyzing and predicting high-performance grinding processes, Annals of the CIRP 47 (1) (1998) 265-270.
[13] H.C. Chang, J.J. Wang, A stochastic grinding force model considering random grit distribution, International Journal of Machine Tools & Manufacture 48 (2008) 1335-1344.
[14] H. Tönshoff, J. Peters, Modelling and simulation of grinding processes. Annals of the CIRP 41 (1992) 677-688.
[15] H.W Park, Development of Micro-Grinding Mechanics and Machine Tools, Ph.D. Thesis. George W. Woodruff School of Mechanical Engineering, Georgia Institute of Technology:USA (2008).
[16] I. Pombo, J. Sanchez, Contact length estimation in grinding using thermocouple measurement and numerical simulation, International Journal of Advanced Manufacturing Technology 59 (2012) 83-91.
31

[17] J. Jiang, Q. Ge, 2D/3D ground surface topography modeling considering dressing and wear effects in grinding process, International Journal of Machine Tools & Manufacture 74 (2008) 29-40.
[18] J. Jiang, Q. Ge, J. Hong, Study on micro-interacting mechanism modeling in grinding process and ground surface roughness prediction, International Journal of Advanced Manufacturing Technology 67 (2013) 1035-1052.
[19] J.H. Eom, Y.W. Kim, S. Raju, Processing and properties of macroporous silicon carbide ceramics: A review, Journal of Asian Ceramic Societies, 1 (2013) 220-242.
[20] L. Yueming, A. Warkentin, R. Bauer, Y. Gong, Investigation of different grain shapes and dressing to predict surface roughness in grinding using kinematic simulations, Journal of the International Societies for Precision Engineering and Nanotechnology 37 (2013) 758-764.
[21] M.E. Martellotti, An analysis of the milling process. Part II: down milling, Transactions of the ASME, 67 (1945) 233-251.
[22] P. Koshy, A. Iwasaki, Surface generation with engineered diamong grinding wheels: Insights from simulation. Annals of the CIRP 52 (2003) 271-274.
[23] R. Hecker, I. Ramoneda, S. Liang, Analysis of wheel topography and grit force for grinding process modelling, Journal of Manufacturing Processes 5 (2003) 13-23.
[24] R. Hecker, S. Liang, Predictive modeling of surface roughness in grinding, International Journal of Machine Tools & Manufacture 43 (2003) 755-761.
[25] S. Agarwal, P.V. Rao, Modeling and prediction of surface roughness in ceramic grinding, International Journal of Machine Tools & Manufacture 50 (2010) 1065-1076.
[26] S. Malkin, C. Guo, Thermal analysis of grinding, Annals of the CIRP 56 (2) (2007) 760-782.
[27] S. Rausch, S. Odendahl, P. Kersting, D. Biermann, A. Zabel, Simulation-based prediction of process forces for grinding free-formed surfaces on machining centers, 3 rd PMI. Procedia CIRP 4 (2012) 161-165.
[28] S. Y. Liang, S. Venkatachalam, Y. W. Park, Effects of Microstructure on Ultraprecision Machining and Grinding, Proceedings of the International Conference on Manufacturing Technology Engineers (CMTE) (2012) 21-24.
[29] U.S. Durgumahanti, V. Singh, P.V. Rao, A new model for grinding force prediction analysis, International Journal of Machine Tools & Manufacture 50 (2010) 231-240.
[30] X. Zhou, F. Xi, Modeling and predicting surface roughness of the grinding process, International Journal of Machine Tools & Manufacture 42 (2002) 969-977.
[31] Y.D. Gong, B. Wang, W.S. Wang, The simulation of grinding wheels and ground surface roughness based on virtual reality technology, Journal of Materials Processing Technology 129 (2002) 123-126.
32