integrated process design, scheduling, and model
TRANSCRIPT

P RO C E S S S Y S T EM S E NG I N E E R I N G
Integrated process design, scheduling, and model predictivecontrol of batch processes with closed-loop implementation
Baris Burnak1,2 | Efstratios N. Pistikopoulos1,2
1Artie McFerrin Department of Chemical
Engineering, Texas A&M University, College
Station, Texas
2Texas A&M Energy Institute, Texas A&M
University College Station, College Station,
Texas
Correspondence
Efstratios N. Pistikopoulos, Texas A&M,
Energy Institute, Texas A&M University,
College Station, TX 77843, USA.
Email: [email protected]
Funding information
Energy Institute, Texas A and M University;
National Science Foundation, Grant/Award
Number: 1705423
Abstract
Simultaneous evaluation of multiple time scale decisions has been regarded as a
promising avenue to increase the process efficiency and profitability through leverag-
ing their synergistic interactions. Feasibility of such an integral approach is essential
to establish a guarantee for operability of the derived decisions. In this study, we pre-
sent a modeling methodology to integrate process design, scheduling, and advanced
control decisions with a single mixed-integer dynamic optimization (MIDO) formula-
tion while providing certificates of operability for the closed-loop implementation.
We use multi-parametric programming to derive explicit expressions for the model
predictive control strategy, which is embedded into the MIDO using the base-2
numeral system that enhances the computational tractability of the integrated prob-
lem by exponentially reducing the required number of binary variables. Moreover, we
apply the State Equipment Network representation within the MIDO to systemati-
cally evaluate the scheduling decisions. The proposed framework is illustrated with
two batch processes with different complexities.
K E YWORD S
batch process, model predictive control, multi-parametric programming, process design,
scheduling, state equipment network
1 | INTRODUCTION
Batch processing has been the predominant choice of operation
mode to manufacture high value specialty chemicals due to its
inherent flexibility to satisfy volatile customer requirements. Short
term scheduling in batch processing is a key factor toward deliver-
ing the targeted production requirements by the end of a pre-
determined horizon, as the scheduling implementation can often
dictate the profitability of the entire process especially if a high
number of products is to be manufactured in a limited number of
multipurpose equipment.1,2
A scheduling problem comprises a variety of decisions such as
resource allocation, task sequencing, and task timing. State-Task
Network (STN)3 and Resource-Task Network (RTN)4 are two of the
most widely used scheduling techniques that provide a systematic
modeling framework and solution strategy for these decisions
through mixed-integer linear programming (MILP). STN/RTN adopt a
recipe based scheduling approach, where the batch sizes and
processing times are assumed to be fixed. Continuous-time schedul-
ing approaches improve upon this limitation by using linearized rela-
tions for the batch sizes and processing times.2,5-10 However, the
optimality and even the feasibility of the schedule is susceptible to
internal and external influences such as different initial conditions,
known/unknown process disturbances, and fluctuations in utility
and raw material prices. Utilizing static transition tables that com-
prise processing times or time constants is a common, albeit ad-hoc
modeling representation that poses challenges to generalize for all
possible cases due to the lack of an in depth understanding of the
process dynamics.11
Model based approaches that integrate scheduling decisions with
faster time scale decisions are shown to be promising to account for
the dynamic characteristics of the process.12-17 Bhatia and Biegler18
Received: 15 March 2020 Revised: 3 June 2020 Accepted: 2 July 2020
DOI: 10.1002/aic.16981
AIChE J. 2020;e16981. wileyonlinelibrary.com/journal/aic © 2020 American Institute of Chemical Engineers 1 of 14
https://doi.org/10.1002/aic.16981

have proposed one of the first significant contributions to simulta-
neously address the process design, scheduling, and optimal control of
a multipurpose batch process in a dynamic optimization formulation.
The authors formulated a dynamic model for the batch process in con-
tinuous time domain, which was discretized into a finite dimensional
nonlinear programming problem (NLP) and solved using orthogonal
collocation on finite elements. Biegler and co-workers extended the
use of dynamic models in an integrated formulation with more com-
prehensive and practically relevant scheduling schemes, state equip-
ment networks (SEN)19 and RTN.20 Chu and You21 have proposed a
surrogate modeling based approach for the integration planning,
scheduling, and open loop dynamic optimization for processes with
fixed batch sizes. More recently, Valdez-Navarro and Ricardez-
Sandoval22 have addressed the integrated scheduling and control
problem via the STN framework and a back-off algorithm to handle
process uncertainties. Although these approaches have been demon-
strated to capture the key interactions between the site level and unit
level process decisions, they are merely intended to be used in the
offline phase of decision making. In other words, such open loop opti-
mization approaches neglect the behavior of the feedback controller,
which fundamentally changes the dynamics of the process. Earlier
studies by Soroush and Kravaris23,24 accounted for the PID type state
feedback controllers by incorporating their explicit control laws in a
dynamic optimization formulation. Mohideen et al.25,26 used differen-
tial algebraic equation model to simultaneously determine the design
variables and the linear control structure under uncertainty, demon-
strated on a ternary distillation column. However, more advanced
control strategies such as constrained model predictive control (MPC)
have implicit forms, where the optimal control actions is only available
after solving an optimization problem at every step in a rolling horizon
manner. Brengel and Seider27 presented one of the first notable
efforts toward incorporating the MPC dynamics in dynamic design
optimization problem via a bi-level formulation, where the MPC prob-
lem was replaced by its complementary slackness conditions.
Ricardez-Sandoval and co-workers28,29 have proposed a stochastic
approach to integrate design optimization and MPC under uncertainty
by utilizing the probability distribution of the worst case disturbance
realizations. Zhuge and Ierapetritou30 developed multi-parametric
MPCs (mpMPC) to be incorporated in an integrated scheduling and
control formulation. However, the proposed approach utilizes an
event point based scheduling formulation with variable discretization
steps, which creates a mismatch with the fixed step size of the state
space model used in the mpMPC. Rossi et al.31 have proposed a two
phase architecture for the integrated problem where the first phase
solves a conventional scheduling problem offline and the second
phase comprises the online implementation of a modified nonlinear
MPC (NMPC). Koller and Ricardez-Sandoval32 have integrated the
process design, scheduling, and control problems in a dynamic model
and proposed a decomposition strategy based on flexibility and
feasibility analyses. Mora-Mariano et al. (2020)33 have incorporated
NMPC in an integrated large scale planning, scheduling, and control
problem and proposed a solution strategy based on Lagrangean
decomposition.
In this study, we introduce a modeling and optimization frame-
work through multi-parametric programming to embed linear MPC
dynamics into a mixed-integer dynamic optimization (MIDO) formula-
tion that simultaneously incorporates the process design, scheduling,
and control decisions. Accounting for linear MPC dynamics in the
integrated problem allows for the derivation of closed-loop optimal
trajectories that are attainable by the advanced control scheme,
thereby offering certificates of operability for the closed-loop imple-
mentation. We utilize the SEN framework for the scheduling problem
due to its suitability for the integration with the optimal control prob-
lem.19 Moreover, we introduce a methodology to exponentially
reduce the number of binary variables for embedding the piecewise
affine partitions derived from the multi-parametric solution of the lin-
ear MPC based on the base-2 numeral system.
The remainder of the paper is organized as follows. Section 2
defines the integrated problem and the types of decisions that are
considered in this study. In Section 3, we present a mathematical for-
mulation of the complete integrated problem, the methodology to
derive explicit MPC strategies that govern the system of interest, the
essential components of the SEN framework, and the methodology to
embed the explicit MPC solution into the resulting MIDO formulation.
Finally, we showcase the proposed approach with two batch process
examples in Section 4.
2 | PROBLEM STATEMENT
We consider a multipurpose batch process where the products are
allowed to follow different routes through the plant at different
times.34 The objective of these batch plants may vary depending on
the application, such as minimizing the cost, minimizing the makespan,
or maximizing the yield of a specific product. The goal of this work is
to present a unified theory and framework to determine simulta-
neously the following four levels of operational decisions, while deliv-
ering the target objective. Therefore, the problem statement is
illustrated in Figure 1 and outlined as follows.
2.1 | Given
First principle dynamics to manufacture the desired products
(preprocessing, reaction, and separation), any physical limitations
regarding the product quality and process safety, unit capital and
operating costs, and the range of demands on products.
2.2 | Determine
(a) Process design decisions: Dictates the capacity of the processing
units, (b) Process scheduling decisions: Includes task allocation, pro-
duction span or cycle, production sequence, and batch sizes, (c) Real-
time optimization decisions: Input and output trajectories that are
transmitted to the regulatory controller, and (d) Closed-loop control
2 of 14 BURNAK AND PISTIKOPOULOS
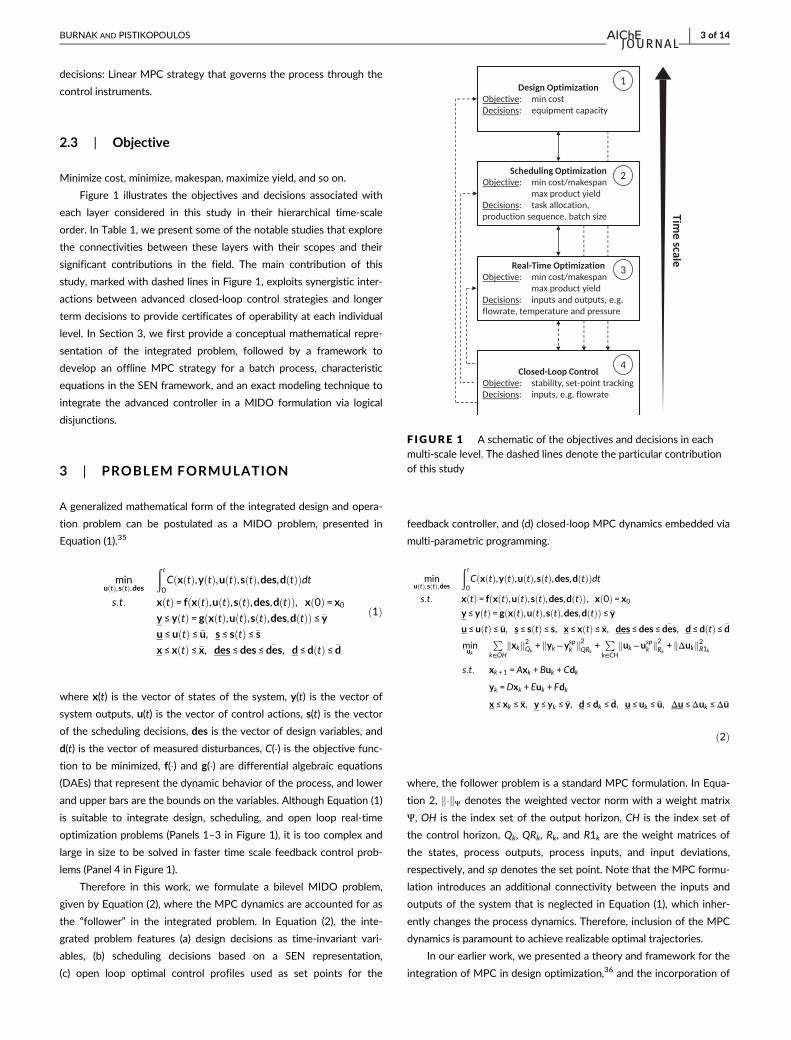
decisions: Linear MPC strategy that governs the process through the
control instruments.
2.3 | Objective
Minimize cost, minimize, makespan, maximize yield, and so on.
Figure 1 illustrates the objectives and decisions associated with
each layer considered in this study in their hierarchical time-scale
order. In Table 1, we present some of the notable studies that explore
the connectivities between these layers with their scopes and their
significant contributions in the field. The main contribution of this
study, marked with dashed lines in Figure 1, exploits synergistic inter-
actions between advanced closed-loop control strategies and longer
term decisions to provide certificates of operability at each individual
level. In Section 3, we first provide a conceptual mathematical repre-
sentation of the integrated problem, followed by a framework to
develop an offline MPC strategy for a batch process, characteristic
equations in the SEN framework, and an exact modeling technique to
integrate the advanced controller in a MIDO formulation via logical
disjunctions.
3 | PROBLEM FORMULATION
A generalized mathematical form of the integrated design and opera-
tion problem can be postulated as a MIDO problem, presented in
Equation (1).35
minu tð Þ,s tð Þ,des
ðτ0C x tð Þ,y tð Þ,u tð Þ,s tð Þ,des,d tð Þð Þdt
s:t: x tð Þ= f x tð Þ,u tð Þ,s tð Þ,des,d tð Þð Þ, x 0ð Þ= x0y≤ y tð Þ= g x tð Þ,u tð Þ,s tð Þ,des,d tð Þð Þ≤ �y
u≤u tð Þ≤ �u, s≤ s tð Þ≤�sx≤ x tð Þ≤ �x, des≤des≤ �des, d≤d tð Þ≤ �d
ð1Þ
where x(t) is the vector of states of the system, y(t) is the vector of
system outputs, u(t) is the vector of control actions, s(t) is the vector
of the scheduling decisions, des is the vector of design variables, and
d(t) is the vector of measured disturbances, C(�) is the objective func-
tion to be minimized, f(�) and g(�) are differential algebraic equations
(DAEs) that represent the dynamic behavior of the process, and lower
and upper bars are the bounds on the variables. Although Equation (1)
is suitable to integrate design, scheduling, and open loop real-time
optimization problems (Panels 1–3 in Figure 1), it is too complex and
large in size to be solved in faster time scale feedback control prob-
lems (Panel 4 in Figure 1).
Therefore in this work, we formulate a bilevel MIDO problem,
given by Equation (2), where the MPC dynamics are accounted for as
the “follower” in the integrated problem. In Equation (2), the inte-
grated problem features (a) design decisions as time-invariant vari-
ables, (b) scheduling decisions based on a SEN representation,
(c) open loop optimal control profiles used as set points for the
feedback controller, and (d) closed-loop MPC dynamics embedded via
multi-parametric programming.
minu tð Þ,s tð Þ,des
ðτ0C x tð Þ,y tð Þ,u tð Þ,s tð Þ,des,d tð Þð Þdt
s:t: x tð Þ= f x tð Þ,u tð Þ,s tð Þ,des,d tð Þð Þ, x 0ð Þ= x0y≤ y tð Þ= g x tð Þ,u tð Þ,s tð Þ,des,d tð Þð Þ≤ �yu≤u tð Þ≤ �u, s≤ s tð Þ≤�s, x≤ x tð Þ≤ �x, des≤des≤ �des, d≤d tð Þ≤ �d
minuk
Pk∈OH
kxkk2Qk+ kyk−yspk k
2QRk
+Pk∈CH
kuk−uspk k
2Rk+ kΔukk2R1k
s:t: xk +1 =Axk +Buk +Cdk
yk =Dxk + Euk + Fdk
x≤ xk ≤ �x, y≤ yk ≤ �y, d≤dk ≤ �d, u≤uk ≤ �u, Δu≤Δuk ≤Δ�u
ð2Þ
where, the follower problem is a standard MPC formulation. In Equa-
tion 2, k�kΨ denotes the weighted vector norm with a weight matrix
Ψ, OH is the index set of the output horizon, CH is the index set of
the control horizon, Qk, QRk, Rk, and R1k are the weight matrices of
the states, process outputs, process inputs, and input deviations,
respectively, and sp denotes the set point. Note that the MPC formu-
lation introduces an additional connectivity between the inputs and
outputs of the system that is neglected in Equation (1), which inher-
ently changes the process dynamics. Therefore, inclusion of the MPC
dynamics is paramount to achieve realizable optimal trajectories.
In our earlier work, we presented a theory and framework for the
integration of MPC in design optimization,36 and the incorporation of
F IGURE 1 A schematic of the objectives and decisions in eachmulti-scale level. The dashed lines denote the particular contributionof this study
BURNAK AND PISTIKOPOULOS 3 of 14

scheduling decisions via multi-parametric programming.37 Although
this theory is applicable to batch processes in principle, the practical
implementation becomes a challenging task as the control horizon and
the number of manipulated variables in the MPC scheme increase,
which is frequently encountered in batch processes. Increasing the
number of decision variables in the mpMPC formulation results in an
exponential increase in the number of critical regions, all of which
contain the optimal control law to be used based on the online state
measurements. In the integrated formulation presented in Equation (2),
the critical regions are embedded via a big-M or convex hull formula-
tion, requiring the use of a binary variable for each critical region
throughout the optimization horizon. In the following discussions, we
detail the constituents of the MIDO problem, that is, (a) mpMPC that
governs the units operations, (b) SEN formulation with its common
assumptions, (c) the integration of the mpMPC in the SEN and
dynamic optimization formulation. The complete formulation of the
MIDO is given in Supporting Information in a generic form.
3.1 | Developing the explicit MPC
Here, we detail the steps to develop a model based advanced control
strategy, illustrated by Panel 4 in Figure 1. The framework used in this
work to develop the explicit MPC has been introduced by
Pistikopoulos et al.38 with experimental validation of the methodology
on a smart metal hydride refueling system.39,40 The basic steps of the
framework can be summarized as (a) acquiring a high fidelity model
that represents the dynamics of the system of interest with sufficient
accuracy, (b) approximating the high fidelity model with discrete time
state space representations, (c) formulating an MPC based on the
approximate model and deriving its multi-parametric counterpart,
(d) validating the developed controller on the original high fidelity
model.
3.1.1 | Dynamic high fidelity modeling
A rigorous mathematical model is postulated based on first principles
and data-driven correlations in the form of a set of DAEs, as pres-
ented in Equation (3).
x tð Þ= f x tð Þ,u tð Þ,s tð Þ,des,d tð Þð Þ, x 0ð Þ= x0y tð Þ= g x tð Þ,u tð Þ,s tð Þ,des,d tð Þð Þ
ð3Þ
Equation (3) describes the relation between the degrees of freedom
and the observable outputs of the process via mass and energy bal-
ances, thermodynamic principles, and rate expressions. This mathemati-
cal model is directly incorporated in the MIDO formulation as presented
in Supporting Information. However, due to the continuous time
domain of the DAE system, the MIDO is infinite dimensional and hence
analytical solutions exist only for specific cases. Therefore in this study,
the continuous DAE is discretized via orthogonal collocation on finite
elements in the time steps of the MPC before solving the MIDO.
3.1.2 | Model approximation
The high fidelity model in Equation (3) is usually highly nonlinear for
chemical processing units, and hence imposes nonconvexities in the
context of an optimization problem. Therefore, we develop an
TABLE 1 An indicative list of the notable studies with their scopes
Authors
Design
decisions
Scheduling
decisions
Real-time
optimization
Closed-loop
control Significant contribution
Soroush
and Kravaris23,24✓ O ✓ ✓ Incorporated PID control in a DO formulation with
notions of feasibility, flexibility, controllability, and
safety.
Bhatia
and Biegler18✓ ✓ ✓ O Infinite dimensional DO is solved via ortogonal
collocation on finite elements.
Nie et al19 ✓ ✓ ✓ O Use of SEN for scheduling decisions.
Zhuge
and Ierapetritou53aO ✓ ✓ ✓ Closed-loop implementation with an iterative
approach.
Chu and You54 O ✓ ✓ O Stochastic programming and generalized benders
decomposition based approach.
Zhuge and
Ierapetritou30O ✓ ✓ ✓ Closed-loop strategies accounted for via multi-
parametric programming.
Nie et al20 ✓ ✓ ✓ O Use of RTN for scheduling decisions.
Du et al55a O ✓ ✓ ✓ Use of low-dimensional scale bridging models.
Baldea et al56a O ✓ ✓ ✓ Use of low-dimensional scale bridging models with
model-based control.
Valdez-Navarro and
Ricardez-Sandoval22O ✓ ✓ O Implemented back-off approach with Monte Carlo
simulations to account for uncertainty.
aCyclic continuous process—included in the list due the applicability of the approach to batch processes.
4 of 14 BURNAK AND PISTIKOPOULOS

approximate model that mimics the dynamic behavior outlined by the
high fidelity model. Numerous approximation techniques have been
implemented to develop reduced order models to derive explicit MPC,
such as subspace identification, Box–Jenkins, Output Error, and Auto-
regressive Exogenous models.41 In this study, we use subspace identifi-
cation techniques via the MATLAB System Identification Toolbox,
which yields discrete time state space models in the following form.
xk +1 =Axk +Buk +Cdkyk =Dxk + Euk + Fdk ð4Þ
where yk is the predicted output at discrete time k. Note that multiple
state space models can be developed for different operating regions if
the process dynamics are highly nonlinear. Such ensemble models can
be used in tandem through a mixed-integer formulation in the MPC at
the cost of increasing the offline computational cost.37,42
3.1.3 | Developing explicit optimal control law
The approximate model in Equation (4) is used to develop the MPC
that governs the unit operations. The objectives of the MPC scheme
can include set-point tracking, maintaining the stability, generating
smooth control actions while satisfying any constraints on the process
inputs and outputs. Here, we derive the multi-parametric counterpart
of the MPC by treating the initial conditions, input–output set-points,
and measured disturbances as bounded parameters. This
reformulation43 yields an mpMPC scheme, where the optimal control
strategy is derived completely offline for the entire range of operation
as an explicit function of the parameters.44 The generic form of the
mpMPC problem is given in Equation (5).
uk θð Þ= argminuk
Xk∈OH
kxkk2Qk+ kyk−yspk k
2QRk
+Xk∈CH
kuk−uspk k2Rk+ kΔukk2R1k
s:t: xk + 1 =Axk +Buk +Cdk
yk =Dxk + Euk + Fdk
x≤ xk ≤ �x, y≤ yk ≤ �y, d≤dk ≤ �d
u≤uk ≤ �u, Δu≤Δuk ≤ �Δuθ = xk = 0,yk =0,uk = −1,dk ,y
spk ,u
spk
� �ð5Þ
Equation (5) is a multi-parametric quadratic programming (mpQP)
problem, which can be solved exactly by the POP Toolbox.45 The solution
of Equation (5) is expressed by a piece-wise affine function given in
Equation (6).
uk θð Þ=Knθ+ rn, 8θ∈CRn ð6aÞ
CRn≔ θ∈ΘjACRn θ≤ bCRn
n o, 8n∈NC ð6bÞ
where CRn is the nth critical region, Knθ + rn gives the affine control
law that yields the best solution in the parameter space bounded by
ACRn θ≤ bCRn , NC is the index set of the critical regions, and Θ is a closed
and bounded set. We note that if Equation (4) consists of multiple
state space models that represent mutually exclusive operating
regions, one can formulate a multi-parametric mixed-integer quadratic
programming (mpMIQP) problem, which can also be solved exactly,45
at the expense of increasing the number of critical regions of the
solution.
Here, the number of the critical regions and their dimensionality
are important aspects that directly correlate with the size of the inte-
grated problem. The potential maximum number of critical regions is a
direct result of the number of optimization variables and constraints
in Equation (5) and scales by nconst !nu ! nconst−nuð Þ!, where nconst is the number of
inequality constraints and nu is the number of linearly independent
optimization variables. The modeling technique to incorporate the
critical regions in the integrated problem, introduced in Section 3.3,
alleviates the computational burden of this inflation by using expo-
nentially less number of binary variables compared to conventional
big-M and convex hull relaxation schemes. The parameters θ, on the
other hand, increases the dimension of the polytopic representation
of the critical regions CR. Therefore, increasing the number of parame-
ters, such as accounting for more measured disturbances to the pro-
cess, results in a linear increase in the number of constraints in the
integrated problem given by Equation (2).
3.1.4 | Closed-loop validation
The piece-wise affine control law is implemented in the dynamic high-
fidelity model. The integrated model is subjected to rigorous testing
under numerous operating conditions and initial conditions to validate
the control strategy. We accept the mpMPC scheme if it performs
effective set-point tracking and stability. Otherwise, we tune the
weight matrices Qk, QRk, Rk, and R1k, increase the output and control
horizons, or develop a new approximate model. Here, we should note
that regardless of the potential improvements in the controller, a mis-
match between the open loop optimal trajectory and the closed-loop
profile is inevitable due to the approximate model used in the
mpMPC. The primary motivation of this study is to account for this
mismatch by generating a closed-loop optimal trajectory, while pre-
serving the benefits of the MPC.
3.2 | Scheduling using the SEN
In this section, we discuss the scheduling optimization via the SEN
representation outlined in Panel 2 of Figure 1. Nie et al.19 discussed
the suitability of the SEN framework for the integration of the sched-
uling decisions into a dynamic optimization formulation via general-
ized disjunctive programming. The authors adopted the unit specific
event-based continuous time representation, where the scheduling
horizon is divided into a finite number of event slots for each unit.
Although this approach is practical for open loop dynamic optimiza-
tion, it is a challenging task to apply on a process governed by an
BURNAK AND PISTIKOPOULOS 5 of 14

MPC scheme due to two reasons. First, the bilevel nature of the inte-
grated problem poses a modeling challenge, which will be discussed in
Section 3.3. Second, the MPC strategy acts on the system in a rolling
horizon fashion, where the optimal control action is updated in dis-
crete time intervals, creating a mismatch with the continuous optimal
trajectory proposed by Nie et al.19 Since the discretization steps of
the MPC is fixed by design prior to operation, we use evenly distrib-
uted discrete time intervals in the SEN framework to integrate the
dynamic model and the mpMPC via logical disjunctions. In this part,
we discuss the essential constraints and objective functions that can
be used in the discrete-time SEN framework.
3.2.1 | Assignment constraints
We define a set of binary variables yj,s,t that denote operating
state s of an equipment j in time slot t. yj,s,t is equal to 1 if equip-
ment j is occupied by state s in time slot t, and 0 if otherwise.
Therefore, we use Equation (7a) to dictate the exclusivity of states
in an equipment throughout the scheduling time horizon. Similarly,
one task can only be executed in one equipment, as given by
Equation (7b).
Xs∈S
yj,s,t ≤1, 8j∈J ,8t∈T ð7aÞ
Xj∈J
yj,s,t ≤1, 8s∈S,8t∈T ð7bÞ
3.2.2 | Continuity constraints
After a task is assigned to an equipment, it has to continue the pro-
cess in the same equipment.
yj,s,t+1 ≤ yj,s,t, 8j∈J ,8s∈S,8t∈T ,t 6¼ tf ð8Þ
where tf is the final scheduling time step.
3.2.3 | Material balance
At each discretization point, we construct the material balance for
every component c to determine their availability, as presented in
Equation (9).
Ec,t = Ec,t−1 +Xj∈J
ΔEj,c,t, 8c∈C,8t∈T ,t>0 ð9Þ
where Ec,t denotes the amount of excess material of component c at
time t, and ΔEj,c,t is the generation or consumption term, dictated by
the reaction kinetics in the high-fidelity model.
3.2.4 | Capacity constraints
The vessel sizes limit the amount of material that can be processed in
every task.Xs∈S
yj,s,tV ≤Vj,t ≤Xs∈S
yj,s,tV, 8j∈J ,8t∈T ð10Þ
where Vj,t is a set of continuous variables that describe the volume
occupied in equipment j. Note that it is possible to enforce similar
constraints on the excess material Ec,t. However, we assume unlimited
intermediate storage (UIS) and neglect such constraints for simplicity.
3.2.5 | Quality constraints
These constraints are included to enforce certain quality metrics, such
as product purity or target demand, at the end of the batch. The
thresholds for these metrics are denoted by x*s .
x*s ≤ xs,t+1 +ℳ ws,tð Þ, 8s∈S*,t=0
x*s ≤ xs,t+1 +ℳ 1− ws,t−ws,t+1ð Þð Þ, 8s∈S*,8t∈T ,0≤ t≤ tfx*s ≤ xs,t+1 +ℳ 1−ws,tð Þ, 8s∈S*,t= tf
ð11Þ
where superscript “*” denotes the target states, ℳ is a sufficiently
large number for the big-M formulation, and ws,t is defined as a set of
linking variables between the scheduling model and the dynamic high
fidelity model. The linking variables ws,t are a set of Boolean variables
that are enforced to have a “true” value if the task is still in progress
via Equation (11), and “false” if otherwise. These variables are linked
to the scheduling model as presented by Equation (12).
t+1ð Þws,t ≤Xj0∈J
Xt0∈T
y j0 ,s,t0 , 8s∈S,8t∈T ð12Þ
3.2.6 | Sequence constraints
In the case that one state should take place only after the completion
of another task (e.g., precursors), the priority can be dictated by
Equation 13.
yj,s+ ,t ≤Xt
t0 =0
yj,s− ,t0 , 8j∈J ,8s−∈S− ,8s+∈S + ,8t∈T ð13Þ
where superscript “−” denotes the states that should be scheduled
earlier than the states labeled by the superscript “+.”
3.2.7 | Objective functions
Here, we will present two most commonly used objectives in a pro-
cess schedule, although they can be diversified and tailored to serve
different purposes. For makespan minimization, a set of Boolean vari-
ables zt is defined to indicate if the overall process is still in progress.
6 of 14 BURNAK AND PISTIKOPOULOS

yj,s,t ≤ zt, 8j∈J ,8s∈S ð14Þ
Then, the makespan of one batch cycle can be minimized by mini-
mizing the sum of zt, that is,P
t∈T zt . Similarly, cost minimization is
one of the most common objectives encountered in processes sched-
ules, and can be expressed byP
t∈T Cuut +
Pt∈T C
tzt.
3.3 | Integrating mpMPC in the MIDO
In Section 3.1, we discussed a systematic procedure to develop MPC
schemes based on a high fidelity model, and to derive the explicit form
of the optimal control law, given by Equation (6). In this section, we
introduce an efficient methodology to integrate the optimal control
law with significantly less binary variables, which is previously out-
lined in Figure 1 with the dashed lines. The optimal control law is
expressed by a piecewise affine expression, and has two components,
namely (a) a set of affine functions that are optimal for the polytopic
space CRn (Equation (6a)), and (b) a set of polytopes that define the
space that bound the corresponding affine expression (Equation 6b).
Equation (6a) can be reformulated by using the two main relaxation
schemes, namely big-M reformulation and convex hull formulation.
These relaxation schemes can be used to embed the mpMPC to the
SEN network via a set of binary variables yCRn,t .
−ℳ 1−yCRn,t� �
≤ ut−Knθt− rn ≤ℳ 1−yCRn,t� �
, 8n∈NC,8t∈T ð15aÞ
−ℳ 1−yCRn,t� �
≤ un,t−Knθt−rn ≤ℳ 1−yCRn,t� �
, 8n∈NC,8t∈T ,
ut =Xn∈NC
un,t, 8t∈T
ð15bÞ
where Equation (15a) represents the big-M reformulation and Equa-
tion (15b) represents the convex hull reformulation for the optimal
control law. We also dictate that at most one critical region can be
selected at a given time throughout the scheduling horizon, that is,Pn∈NCy
CRn,t ≤1, 8t∈T . Selection of the critical region strictly depends
on the feasibility of the parameter set θt at time t according to Equa-
tion (6b). Therefore, we can simply relax the disjoint polytopes by
Equation (19).
ACRn θt−bCRn ≤ℳ 1−yCRn,t
� �, 8n∈NC,8t∈T ð16Þ
Note that both the big-M and convex hull reformulation
schemes require a binary variable for every critical region and for
each time step throughout the scheduling horizon. Consequently,
the computational complexity of the MIDO problem grow exponen-
tially as the number of critical regions of the explicit optimal control
law increase. The states of a batch process are inherently time-
varying and hence, the MPC scheme of a batch process requires lon-
ger output and control horizons, and larger bounds on the variables
compared to a typical continuous process. The combinatorial nature
of the increased number of variables and constraints of the MPC
problem results into an exponential increase in the number of critical
regions in its explicit solution. Therefore, employing the big-M and
convex hull reformulation techniques become impractical due to the
number of the yCRn,t variables, especially for the batch processes.
Herein, we present an efficient modeling technique with significantly
less binary variables using the base-2 numeral system. The goal of this
technique is to represent each critical region in a time step with a
unique combination of a set of binary variables, �yCRn2,t , where n2
denotes the nth critical region in the base-2 numeral system
(i.e., n2 = n). We treat the digits of n2 as an array of binary parameters,
denoted by βn2 . Therefore, a generic constraint g(x) can be relaxed
with the unique combinations of a set of binary variables yi as pres-
ented by Equation 17.
g xð Þ≤ℳX
i∈ mjβn2 ,m =0f gyi +
Xi∈ mjβn2 ,m =1f g
1−yið Þ
0B@
1CA ð17Þ
where, i ∈ ℐ is the index of the set of binary variables. The cardinality
of ℐ is given by jℐ j = dlog2ne, where j � j denotes the cardinality
operator and d�e denotes the ceiling function. Therefore, the relaxa-
tion scheme presented in Equation (17) reduces the number of
required binary variables from jNCj to dlog2| NCe. For example, log2, if
there are 8 constraints that need to be relaxed using big-M or convex
hull reformulation schemes, we have to use 8 binary variables to be
assigned for each constraint. However, the exact same relaxations can
be formulated by the proposed approach using 3 binary variables
instead. Similarly, 8 critical regions can be embedded in an upper level
optimization problem using 3 binary variables. Note that if the number
of binary combinations is greater than the number of constraints
(i.e., 2 log2nd e > n), we need additional constraints to exclude those com-
binations from the feasible space by integer cuts, as presented by
Equation (18).
Xi∈ mjβn2 ,m =1f g
yi−X
i∈ mjβn2 ,m =0f gyi ≤ jm j βn2,m =1 j −1 ð18Þ
An illustrative example for the use of base-2 numeral system to
relax a set of constraints is provided in Supporting Information.
3.3.1 | Using the base-2 numeral system tointegrate the explicit MPC solution
The base-2 numeral system can be applied to the big-M (15a) and
convex hull (15b) reformulation schemes for the piecewise affine con-
trol law as presented by Equations 19 and 20, respectively.
−ℳX
i∈ mjβn2 ,m =0f g�yCRi,t +
Xi∈ mjβn2 ,m =1f g
1−�yCRi,t� �
0B@
1CA≤ ut−Kn2θt−rn2 ,
8n2∈NC2,8t∈Tð19aÞ
BURNAK AND PISTIKOPOULOS 7 of 14

ut−Kn2θt−rn2 ≤ℳX
i∈ mjβn2 ,m =0f g�yCRi,t +
Xi∈ mjβn2 ,m =1f g
1−�yCRi,t� �
0B@
1CA,
8n2∈NC2,8t∈T
ð19bÞ
−ℳX
i∈ mjβn2 ,m =0f g�yCRi,t +
Xi∈ mjβn2 ,m =1f g
1−�yCRi,t� �
0B@
1CA≤ un2,t−Kn2θt−rn2 ,
8n2∈NC2,8t∈Tð20aÞ
un2,t−Kn2θt−rn2 ≤ℳX
i∈ mjβn2 ,m =0f g�yCRi,t +
Xi∈ mjβn2 ,m =1f g
1−�yCRi,t� �
0B@
1CA,
8n2∈NC2,8t∈Tð20bÞ
ut =X
n2∈NC2
un2,t, 8t∈T ð20cÞ
Note that we do not enforceP
n∈NCyCRn,t ≤1,8t∈T in the base-2
numeral system as any feasible combination of the binary variables
�yCRn2,t yields a unique optimal control law. The feasibility of the control
laws in closed loop is analogously satisfied by Equation (21).
ACRn2θt−bCRn2 ≤ℳ
Xi∈ mjβn2,m =0f g
�yCRi,t +X
i∈ mjβn2,m =1f g1−�yCRi,t� �
0B@
1CA, 8n2∈NC2,8t∈T
ð21Þ
Therefore, using Equations (19) or (20) along with Equation 21
provides an exact integration of the mpMPC into the MIDO formula-
tion. If the number of critical regions n is greater than the number of
binary combinations (i.e., 2 log2nd e > n ), then we can use Equation (18)
by rewriting as follows to eliminate the infeasible combinations.
Xi∈ mjβn2 ,m =1f g
�yCRi,t −X
i∈ mjβn2 ,m =0f g�yCRi,t ≤ jm j βn2,m =1 j −1, t∈T ð22Þ
4 | CASE STUDIES
4.1 | Illustrative example—Single reaction
We consider a reaction that takes place in a batch reactor under non-
isothermal conditions. The goal of this case study is to demonstrate
the methodology to embed the MPC dynamics in a dynamic optimiza-
tion framework. Therefore, the design problem and scheduling via the
SEN framework are excluded in this problem for simplicity. Here, we
only focus on developing an MPC that manipulates the heat input to
track temperature and concentration set points that are determined
by the real-time optimization formulation. The stoichiometry of the
reaction is given as AÐk1k−1
B!k2 C, where A is the raw material, B is the
desired product, and C is a by-product with negligible monetary value.
The reaction setting is selected such that two of the most common
challenges in a batch reaction process, namely a reversible reaction
and a side reaction, are included. Due to the reverse reaction k−1,
complete conversion to product B is thermodynamically infeasible.
Furthermore, since the reaction path involves a by-product through
an irreversible reaction k2, the trivial solution of using an infinitely
long batch time at the maximum operable temperature is also infeasi-
ble to satisfy the product demand. Therefore, a model based dynamic
optimization approach should be employed to maximize the desired
performance metrics. In this case study, we will demonstrate
makespan minimization and yield maximization as performance
metrics.
The high-fidelity dynamics of the reaction is developed as a set of
DAE and the complete model is presented in Supporting Information.
4.1.1 | Open loop dynamic optimization foroptimal trajectories
Let the objective of the batch reaction be to produce a certain amount
of product B, while the batch time is minimized. A dynamic optimiza-
tion problem can be formulated to address such a makespan minimiza-
tion problem as presented by Equation 23.
minQ tð Þ
tf
s:t:1tf
1VdNc
dt=Xr∈ℛ
sc,r rr , 8c∈C
1tf
dTdt
=
−Pr∈ℛ
rrΔHr +Q=V
ρcpEqs: A:3 and A:4
NB t=1ð Þ ≥NdemB =0:4 kmol½ �, −12 kJ=h½ �≤Q tð Þ≤12 kJ=h½ �
NA t=0ð Þ=1:0 kmol½ �, NB t=0ð Þ=NC t=0ð Þ=0 kmol½ �, T t=0ð Þ=363 K½ �ð23Þ
where NdemB is the targeted amount of product at the end of the batch.
Here, the horizon of the problem is set as t = [0, 1], and the differen-
tial equations are scaled by tf, which denotes the batch time.
The dynamic optimization problem formulated in Equation (23) is
solved by orthogonal collocation on finite elements.46 The orthogonal
collocation formulation used in this work is based on Lagrange poly-
nomials and Radau roots. In this case study, we use 24 finite elements
(25 mesh points) with three collocation points for the differential and
algebraic variables. After discretization, the resulting NLP is solved by
the IPOPT solver.47 The optimal open loop profiles are determined as
presented in Figure 2, and the minimized makespan tf is 1.96 hr. The
calculated batch time assumes complete degrees of freedom over the
manipulated variables. However, practical applications often use
closed-loop controllers that manipulate such variables based on pro-
cess measurements and set points, which results in inherently differ-
ent process dynamics regardless of the efficacy of the controller.
Therefore, the only degrees of freedom in a closed-loop process are
8 of 14 BURNAK AND PISTIKOPOULOS

the set point trajectories that are transmitted to the controller. The
following discussions will focus on (a) developing an MPC scheme for
the batch process described by Equations A.2a–A.4, (b) the effects of
the MPC dynamics on the closed-loop realization of the optimal open
loop profile, and (c) accounting for such effects in developing a realiz-
able optimal closed-loop profile.
4.1.2 | Developing an explicit MPC strategy forExample 1
We follow the procedure described in Section 3.1 to develop an
explicit MPC strategy based on the high fidelity model described by
Equations A.2a–A.4. A multitude of computational experiments are
conducted to generate the relevant data for system identification. In
each experiment, the input signal is based on a pseudo-random binary
sequence (PRBS) and randomized step amplitudes. Using the MATLAB
System Identification Toolbox, we develop the approximate state
space model, which is provided in Supporting Information.
Here, the identified model has one input variable, Q, two output
variables NB and T, and three identified states with no significant
physical meanings with a discretization step of 0.25 hr. The step
response of the identified model is provided in Supporting
Information.
The state space model is used in Equation (5) to construct the off-
line MPC formulation. The bounds on the variables and the tuning of
the weight matrices are provided in Supporting Information. Note that
the identified states do not have any bounds or weights in the objec-
tive function since they have no physical meanings. We also enforce
terminal constraints at the end of the output horizon to guarantee the
product quality at the process control level by using Equation (24).
0:99yspkf ≤ ykf ≤ 1:01yspkf ð30Þ
where ykf denotes the output variable at the end of the MPC output
horizon. In this case study, the output vector is defined as yk = [NB,k
Tk]T and [NB,k Tk]
T = [NB(t) T(t)]T at the discretization points. It is also
possible to use the product concentration NB,k/V to track product
quality instead of the amount of product NB,k, since direct measure-
ment of the component amount is not available to the operator. How-
ever, NB,k is used in this case study for simplicity since the two
quantities are linearly correlated and the reaction is operated under
constant volume. The vector of set points yspkf is treated as parameters
in the control problems and they are manipulated in the upper level
dynamic optimization formulation in the integrated problem.
The constructed mpMPC scheme is rearranged into a generic
mpQP problem via the YALMIP toolbox43 and solved by using the
POP toolbox45 in the MATLAB environment to derive the offline solu-
tion in the form of Equation (6). The resulting offline control law has
955 critical regions,1 which requires 955 binary variables for every
time step in the horizon to embed in an integrated problem via the
standard big-M or convex hull relaxation reformulations. Such a large
number of binary variables make the integrated problem intractable
even to determine a feasible solution. Therefore, we use the base-2
numeral system detailed in Section 3.3 to use 10 binary variables for
each time step instead. The developed mpMPC is integrated in the
high fidelity model for a closed-loop validation of the developed con-
trol law. The closed-loop system is tested rigorously with a set of
computational experiments, where the set points are changed arbi-
trarily, to observe the set point tracking efficacy of the controller.
Figure 3a presents a sample of a closed-loop simulation, where the
temperature set point changes after 7 hours in the operation. The
mpMPC scheme achieves satisfactory set point tracking within the
range of operation. However, it should be noted that any shift in the
operating set point results in a transition period where the states are
distant from the desired values, regardless of the effectiveness of the
controller. Open loop dynamic optimization approaches neglect any
feedback from the system during these transition periods and assume
perfect control over the process where the desired set points can be
tracked instantaneously. Neglecting the dynamics introduced by the
feedback controller may result in erroneous predictions of the process
if the process time introduced by the controller is significant com-
pared to the open loop system. Therefore, we subject the closed-loop
system to the open loop optimal set point trajectories presented in
Figure 2 to test the compatibility of the controller and operationally
relevant conditions. However, the closed-loop simulation fails to run
due to infeasible parameter realizations in the mpMPC during the
operation. The open loop optimal profile is unattainable for the con-
troller due to the terminal constraints given by Equation (24). There-
fore, we omit these terminal constraints to acquire a feasible closed-
loop profile, as presented in Figure 3(b). Here, we can observe that
the change in the temperature set point is in fact too steep for the
controller to track, resulting in infeasible parameter realizations. The
open loop optimal trajectory aims to produce the targeted 0.40 kmol/
m3 product B in 1.96 hr, while the achieved yield in closed-loop simu-
lation is 0.349 kmol/m3, indicating an error of 12.5% mismatch below
the desired amount. In other words, the infeasible parameter realiza-
tions stem from attempting to solve infeasible optimization problems.
Regardless of using an implicit linear MPC or its multiparametric
F IGURE 2 Open loop optimal profiles for the temperature,component concentrations, and heat input for Example 1 [Color figurecan be viewed at wileyonlinelibrary.com]
BURNAK AND PISTIKOPOULOS 9 of 14

counterpart, the feasible space of variables does not include a set of
solution that can satisfy all of the constraints simultaneously under
given process measurements and desired set points.
With the motivation to bridge the gap between the optimal tra-
jectories and the closed-loop realizations, we integrate the mpMPC
dynamics in the dynamic optimization formulation using the base-2
numeral system. The integrated model is first used to determine the
maximum possible yield in 2 hr (1.96 hr) using the given process and
the developed controller. The resulting MIDO problem is discretized
using eight finite elements (nine mesh points) with three collocation
points using the Pyomo environment.48-50 Note that each finite ele-
ment has a horizon of 0.25 hours, matching the discretization step of
the mpMPC. Discretizing the MIDO yields an MINLP problem with
80 binary variables, which is solved with GAMS/BARON51 with a
15 min limit on the solution time. The time limit is enforced to mimic
a real life application, where a decision has to be made periodically.
Accordingly, determining a feasible solution is prioritized over its opti-
mality to guarantee the operability of the process. Figure 4a shows
the closed-loop dynamic optimization profiles against its implementa-
tion on the original high fidelity model. Here, the optimal trajectory
and the optimal set points are two distinct entities. While the former
is the prediction of the closed-loop profile, the latter indicates the set
of operating points that are transmitted to the mpMPC. Notice that
the realization of the set points yields a similar profile to that
predicted by the dynamic optimization.
The solution of the MINLP indicates that the maximum possible
yield is 0.325 kmol/m3 at the end of the 2 hr horizon. This result
reveals that the original target of 0.40 kmol/m3 product B in
1.96 hours is in fact infeasible in closed-loop, although an open loop
optimal trajectory is attainable. The yield attained at the end of the
horizon is 0.314 kmol/m3 by simulating the closed-loop system
against the optimal trajectory, indicating an error of 3.4% mismatch.
(a) (b)
F IGURE 3 Closed-loop simulations of the process subjected to (a) arbitrarily changing set points (b) the optimal profile. The dashed linesdenote the set points [Color figure can be viewed at wileyonlinelibrary.com]
(a) (b)
F IGURE 4 Closed-loop dynamic optimization to maximize the yield of B in given time and the validation of the optimal profile against thehigh fidelity model. “Set points” denote the targets determined by the MIDO and used by the mpMPC in closed-loop, “Trajectory” represents theclosed-loop profile that is predicted by the MIDO, “Realization” denotes the actual closed-loop profile observed in the simulation [Color figurecan be viewed at wileyonlinelibrary.com]
10 of 14 BURNAK AND PISTIKOPOULOS
Note that increasing the number of collocation points per finite ele-
ment may decrease the error at the expense of increasing the compu-
tational complexity.
In Figure 4b, the yield of product B is maximized for a horizon of
3 hr using the same explicit control strategy. In this problem, 12 finite
elements (13 mesh points) are used to maintain the horizon of each
individual element to 0.25 hr to match with the time steps of the
mpMPC. The dynamic optimization formulation predicts a yield of
0.367 kmol/m3, while the closed-loop simulation tracking the optimal
profile produces 0.363 kmol/m3 product B with an error of 1.1%.
The proposed integration methodology consistently bridges the
gap between the optimal profiles that are used as set points by the
controllers and the actual output of the closed-loop process, as dem-
onstrated in Figure 4. The explicit solution of the MPC scheme facili-
tates its exact implementation into a dynamic optimization
formulation. Moreover, the base-2 numeral system is used as a basis
for the relaxation of the piecewise affine critical regions, which ren-
dered the problem computationally tractable by exponentially reduc-
ing the required number of binary variables.
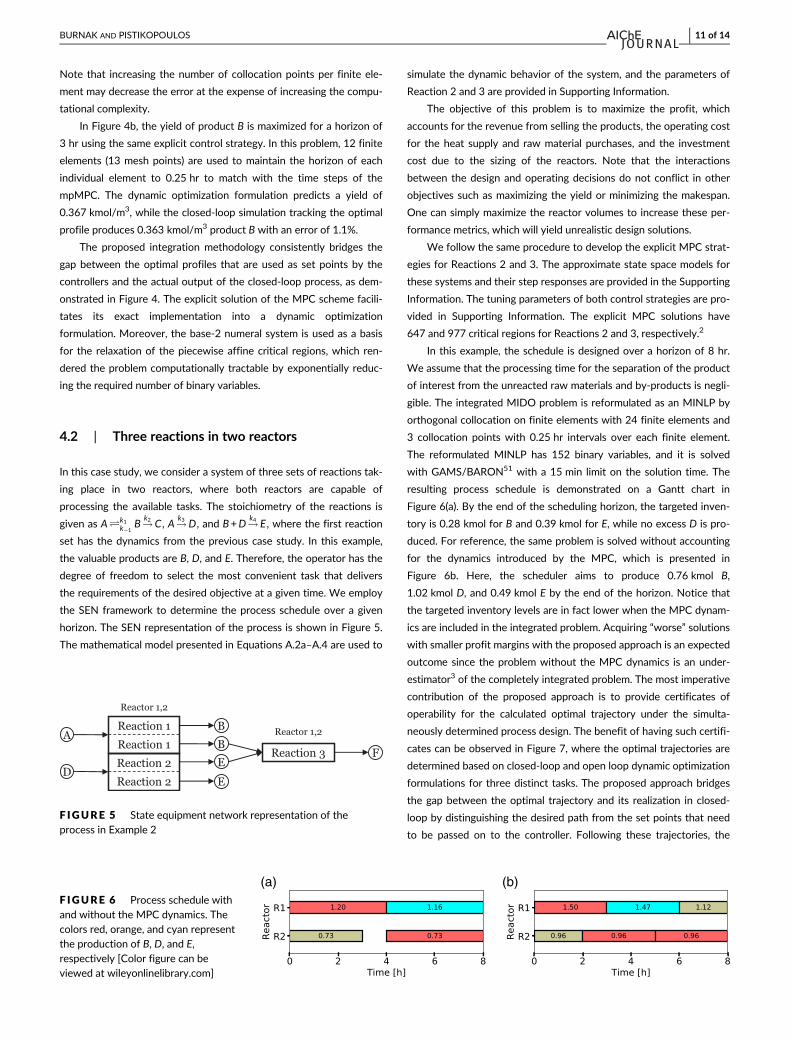
4.2 | Three reactions in two reactors
In this case study, we consider a system of three sets of reactions tak-
ing place in two reactors, where both reactors are capable of
processing the available tasks. The stoichiometry of the reactions is
given as AÐk1k−1
B!k2 C , A!k3 D, and B+D!k4 E , where the first reaction
set has the dynamics from the previous case study. In this example,
the valuable products are B, D, and E. Therefore, the operator has the
degree of freedom to select the most convenient task that delivers
the requirements of the desired objective at a given time. We employ
the SEN framework to determine the process schedule over a given
horizon. The SEN representation of the process is shown in Figure 5.
The mathematical model presented in Equations A.2a–A.4 are used to
simulate the dynamic behavior of the system, and the parameters of
Reaction 2 and 3 are provided in Supporting Information.
The objective of this problem is to maximize the profit, which
accounts for the revenue from selling the products, the operating cost
for the heat supply and raw material purchases, and the investment
cost due to the sizing of the reactors. Note that the interactions
between the design and operating decisions do not conflict in other
objectives such as maximizing the yield or minimizing the makespan.
One can simply maximize the reactor volumes to increase these per-
formance metrics, which will yield unrealistic design solutions.
We follow the same procedure to develop the explicit MPC strat-
egies for Reactions 2 and 3. The approximate state space models for
these systems and their step responses are provided in the Supporting
Information. The tuning parameters of both control strategies are pro-
vided in Supporting Information. The explicit MPC solutions have
647 and 977 critical regions for Reactions 2 and 3, respectively.2
In this example, the schedule is designed over a horizon of 8 hr.
We assume that the processing time for the separation of the product
of interest from the unreacted raw materials and by-products is negli-
gible. The integrated MIDO problem is reformulated as an MINLP by
orthogonal collocation on finite elements with 24 finite elements and
3 collocation points with 0.25 hr intervals over each finite element.
The reformulated MINLP has 152 binary variables, and it is solved
with GAMS/BARON51 with a 15 min limit on the solution time. The
resulting process schedule is demonstrated on a Gantt chart in
Figure 6(a). By the end of the scheduling horizon, the targeted inven-
tory is 0.28 kmol for B and 0.39 kmol for E, while no excess D is pro-
duced. For reference, the same problem is solved without accounting
for the dynamics introduced by the MPC, which is presented in
Figure 6b. Here, the scheduler aims to produce 0.76 kmol B,
1.02 kmol D, and 0.49 kmol E by the end of the horizon. Notice that
the targeted inventory levels are in fact lower when the MPC dynam-
ics are included in the integrated problem. Acquiring “worse” solutions
with smaller profit margins with the proposed approach is an expected
outcome since the problem without the MPC dynamics is an under-
estimator3 of the completely integrated problem. The most imperative
contribution of the proposed approach is to provide certificates of
operability for the calculated optimal trajectory under the simulta-
neously determined process design. The benefit of having such certifi-
cates can be observed in Figure 7, where the optimal trajectories are
determined based on closed-loop and open loop dynamic optimization
formulations for three distinct tasks. The proposed approach bridges
the gap between the optimal trajectory and its realization in closed-
loop by distinguishing the desired path from the set points that need
to be passed on to the controller. Following these trajectories, the
F IGURE 5 State equipment network representation of theprocess in Example 2
(a) (b)F IGURE 6 Process schedule withand without the MPC dynamics. Thecolors red, orange, and cyan representthe production of B, D, and E,respectively [Color figure can beviewed at wileyonlinelibrary.com]
BURNAK AND PISTIKOPOULOS 11 of 14

proposed scheduling and control scheme achieves the targeted inven-
tory levels by producing 0.28 kmol B and 0.38 kmol E at the end of
the horizon. However, in the reference case, the controllers fail quite
often due to infeasible parameter realizations. The steep changes in
set points impose unrealistic trajectories for the controller, which can-
not satisfy the terminal constraints. Therefore, the closed-loop realiza-
tions in Figure 7b,d,f are simulated without enforcing the terminal
constraints in the MPC. Due to the mismatch between the set points
and the closed-loop realization, the targeted production cannot be
achieved in the dedicated time interval. In other words, the schedule
cannot be satisfied due to the delay in delivering the intended
amounts.
5 | CONCLUSION
In this work, we presented a modeling methodology to integrate the
process design, scheduling, and advanced control decisions in a single
(a) (b)
(c) (d)
(e) (f)
F IGURE 7 Closed-loop validation of the optimal input–output trajectories for three different tasks based on the closed-loop and open loopdynamic optimization formulations. Figures on the left hand side (a,c,e) show the optimal closed-loop trajectories, set-points that are passed on tothe MPC, and the closed-loop realizations. Figures on the right hand side (b,d,f) only show the optimal trajectories and their closed-looprealizations since the trajectories are used as the set points [Color figure can be viewed at wileyonlinelibrary.com]
12 of 14 BURNAK AND PISTIKOPOULOS

optimization formulation for a batch process, while accounting for the
closed-loop operability. We introduced an exact formulation tech-
nique to integrate linear MPC dynamics into a MIDO problem by
multi-parametric programming. The piecewise affine expression that
represents the offline look-up table for the optimal control law is
embedded via the base-2 numeral system, which exponentially
reduced the required number of binary variables for the formulation.
The scheduling problem was formulated with the SEN framework due
to its suitability for the integration with dynamic optimization prob-
lems with dynamic optimization problems through logical disjunctions.
We showcased two case studies, the latter of which comprised all the
decision layers in the scope of this work, that is, process design,
scheduling, and control, with the objective to maximize the profit.
Although the closed-loop optimization predicts lower revenues and
higher costs than the open loop trajectories, the optimized profiles
were realized with significantly higher accuracy. Therefore, accounting
for the MPC dynamics is paramount to provide certificates of
operability.
Our future efforts will focus on addressing industrially relevant
batch processes, which are much larger in problem size. Although the
proposed methodology allows for finding a feasible solution, its opti-
mality still needs significant improvement to approach the global mini-
mum. Our future efforts will include two main avenues that can also
be used in tandem to improve the solution quality. First, the piecewise
affine control law is quadratic in the objective space. A tailored branch
and bound algorithm can be developed to fathom the infeasible or
suboptimal control laws by benefiting from the structure of the multi-
parametric solution space. Second, the open loop optimal trajectory is
an underestimator of the integrated problem. This solution can be
used in the tailored algorithm to achieve a better initial starting point.
Further improvement can be achieved by developing a more accurate
representation for the nonlinear effects of the design variables in the
process control level. In our earlier works,36,42,52 we accounted for
the design variables as added disturbances in the MPC scheme. How-
ever, highly nonlinear process design variables require piecewise
affine models that render the mpMPC problem into a multiparametric
mixed-integer quadratic program (mpMIQP), which significantly
increases the size of the offline look-up table. Our current efforts
focus on treating the design variables as left hand side parameters
instead of added disturbances to alleviate the computational burden
while handling highly nonlinear process designs.
ACKNOWLEDGMENTS
The authors acknowledge the financial support from the National Sci-
ence Foundation (Grant No. 1705423) and Energy Institute, Texas A
and M University.
CONFLICT OF INTEREST
The authors declare no conflict of interest.
ORCID
Baris Burnak https://orcid.org/0000-0001-6118-8711
Efstratios N. Pistikopoulos https://orcid.org/0000-0001-6220-818X
ENDNOTES1 The offline solution can be downloaded from http://paroc.tamu.edu/
http://paroc.tamu.edu/.2 The explicit MPC solutions can be downloaded from http://paroc.tamu.
edu/http://paroc.tamu.edu/.3 Underestimator is used in the direction of a conventionalminimization problem.
REFERENCES
1. Maravelias CT. General framework and modeling approach classifica-
tion for chemical production scheduling. AIChE J. 2012;58(6):1812-
1828. https://doi.org/10.1002/aic.13801.
2. Ierapetritou MG, Floudas CA. Effective continuous-time formulation
for short-term scheduling. 1. Multipurpose batch processes. Ind Eng
Chem Res. 1998;37(11):4341-4359.
3. Kondili E, Pantelides CC, Sargent RWH. A general algorithm for short-
term scheduling of batch operations—I. MILP formulation. Comput
Chem Eng. 1993;17(2):211-227.
4. Pantelides CC. Unified frameworks for optimal process planning and
scheduling. In: Proceedings on the Second Conference on Founda-
tions of Computer Aided Operations; 1993; New York: Cache Publi-
cations; p. 253-274.
5. Floudas CA, Lin X. Continuous-time versus discrete-time approaches
for scheduling of chemical processes: a review. Comput Chem Eng.
2004;28(11):2109-2129.
6. Maravelias CT, Grossmann IE. New general continuous-time state-
task network formulation for short-term scheduling of multipurpose
batch plants. Ind Eng Chem Res. 2003;42(13):3056-3074.
7. Seid R, Majozi T. A robust mathematical formulation for multipurpose
batch plants. Chem Eng Sci. 2012;68(1):36-53. http://www.
sciencedirect.com/science/article/pii/S0009250911006191.
8. Merchan AF, Maravelias CT. Reformulations of mixed-integer pro-
gramming continuous-time models for chemical production schedul-
ing. Ind Eng Chem Res. 2014;53(24):10155-10165.
9. Lee H, Maravelias CT. Combining the advantages of discrete- and
continuous-time scheduling models: part 1. Framework and mathe-
matical formulations. Comput Chem Eng. 2018;116:176-190.
10. Mostafaei H, Harjunkoski I. Continuous-time scheduling formulation
for multipurpose batch plants. AIChE J. 2020;66(2):e16804. https://
doi.org/10.1002/aic.16804.
11. Baldea M, Harjunkoski I. Integrated production scheduling and process
control: a systematic review. Comput Chem Eng. 2014;71:377-390.
12. Sakizlis V, Perkins JD, Pistikopoulos EN. Recent advances in
optimization-based simultaneous process and control design. Comput
Chem Eng. 2004;28(10):2069-2086.
13. Grossmann I. Enterprise-wide optimization: a new frontier in process
systems engineering. AIChE J. 2005;51(7):1846-1857.
14. Dias LS, Ierapetritou MG. From process control to supply chain man-
agement: an overview of integrated decision making strategies. Com-
put Chem Eng. 2017;106:826-835.
15. Burnak B, Diangelakis NA, Pistikopoulos EN. Towards the grand unifi-
cation of process design, scheduling, and control—utopia or reality? Pro-
cesses. 2019;7(7):461. https://www.mdpi.com/2227-9717/7/7/461.
16. Swartz CLE, Kawajiri Y. Design for dynamic operation - a review and
new perspectives for an increasingly dynamic plant operating envi-
ronment. Comput Chem Eng. 2019;128:329-339.
17. Rafiei M, Ricardez-Sandoval LA. New frontiers, challenges, and
opportunities in integration of design and control for enterprise-wide
sustainability. Comput Chem Eng. 2020;132:106610.
18. Bhatia T, Biegler L. Dynamic optimization in the design and scheduling of
multiproduct batch plants. Ind Eng Chem Res. 1996;5885(95):2234-2246.
19. Nie Y, Biegler LT, Wassick JM. Integrated scheduling and dynamic
optimization of batch processes using state equipment networks.
AIChE J. 2012;58(11):3416-3432.
BURNAK AND PISTIKOPOULOS 13 of 14

20. Nie Y, Biegler LT, Wassick JM, Villa CM. Extended discrete-time resource
task network formulation for the reactive scheduling of a mixed
batch/continuous process. Ind Eng ChemRes. 2014;53(44):17112-17123.
21. Chu Y, You F. Integrated planning, scheduling, and dynamic optimiza-
tion for batch processes: MINLP model formulation and efficient
solution methods via surrogate modeling. Ind Eng Chem Res. 2014;53
(34):13391-13411. https://doi.org/10.1021/ie501986d.
22. Valdez-Navarro YI, Ricardez-Sandoval LA. A novel Back-off algorithm
for integration of scheduling and control of batch processes under
uncertainty. Ind Eng Chem Res. 2019;58(48):22064-22083.
23. Soroush M, Kravaris C. Optimal design and operation of batch reactors.
1. Theoretical framework. Ind Eng Chem Res. 1993;32(5):866-881.
24. Soroush M, Kravaris C. Optimal design and operation of batch reac-
tors. 2. A case study. Ind Eng Chem Res. 1993;32(5):882-893.
25. Mohideen MJ, Perkins JD, Pistikopoulos EN. Optimal synthesis and
design of dynamic systems under uncertainty. Comput Chem Eng.
1996;20(Suppl 2):S895-S900.
26. Mohideen MJ, Perkins JD, Pistikopoulos EN. Robust stability consid-
erations in optimal design of dynamic systems under uncertainty.
J Process Control. 1997;7(5):371-385.
27. Brengel DD, Seider WD. Coordinated design and control optimization
of nonlinear processes. Comput Chem Eng. 1992;16(9):861-886.
28. Sanchez-Sanchez KB, Ricardez-Sandoval LA. Simultaneous design and
control under uncertainty using model predictive control. Ind Eng
Chem Res. 2013;52(13):4815-4833.
29. Bahakim SS, Ricardez-Sandoval LA. Simultaneous design and MPC-
based control for dynamic systems under uncertainty: a stochastic
approach. Comput Chem Eng. 2014;63:66-81.
30. Zhuge J, Ierapetritou MG. Integration of scheduling and control for
batch processes using multi-parametric model predictive control.
AIChE J. 2014;60(9):3169-3183.
31. Rossi F, Casas-Orozco D, Reklaitis G, Manenti F, Buzzi-Ferraris G. A
computational framework for integrating campaign scheduling, dynamic
optimization and optimal control in multi-unit batch processes. Comput
Chem Eng. 2017;107:184-220. In honor of Professor Rafiqul Gani.
32. Koller RW, Ricardez-Sandoval LA, Biegler LT. Stochastic back-off algo-
rithm for simultaneous design, control, and scheduling of multiproduct
systems under uncertainty. AIChE J. 2018;64(7):2379-2389.
33. Mora-Mariano D, Gutiérrez-Limón MA, Flores-Tlacuahuac A. A
Lagrangean decomposition optimization approach for long-term plan-
ning, scheduling and control. Comput Chem Eng. 2020;135:106713.
34. Rippin DWT. Design and operation of multiproduct and multipurpose
batch chemical plants. — an analysis of problem structure. Comput
Chem Eng. 1983;7(4):463-481.
35. Bansal V, Sakizlis V, Ross R, Perkins JD, Pistikopoulos EN. New algo-
rithms for mixed-integer dynamic optimization. Comput Chem Eng.
2003;27(5):647-668.
36. Diangelakis NA, Burnak B, Katz J, Pistikopoulos EN. Process design
and control optimization: a simultaneous approach by multi-
parametric programming. AIChE J. 2017;63(11):4827-4846.
37. Burnak B, Diangelakis NA, Katz J, Pistikopoulos EN. Integrated pro-
cess design, scheduling, and control using multiparametric program-
ming. Comput Chem Eng. 2019;125:164-184.
38. Pistikopoulos EN, Diangelakis NA, Oberdieck R, Papathanasiou MM,
Nascu I, Sun M. PAROC – an integrated framework and software
platform for the optimisation and advanced model-based control of
process systems. Chem Eng Sci. 2015;136:115-138.
39. Ogumerem GS, Pistikopoulos EN. Parametric optimization and con-
trol toward the design of a smart metal hydride refueling system.
AIChE J. 2019;65(10):e16680.
40. Ogumerem GS. Application of Parametric Optimization and Control
in The Smart Manufacturing of Hydrogen Systems [PhD thesis]. Texas
A&M University; 2019.
41. Katz J, Burnak B, Pistikopoulos EN. The impact of model approxima-
tion in multiparametric model predictive control. Chem Eng Res Des.
2018;139:211-223.
42. Burnak B, Katz J, Diangelakis NA, Pistikopoulos EN. Simulta-
neous process scheduling and control: a multiparametric
programming-based approach. Ind Eng Chem Res. 2018;57(11):
3963-3976.
43. Löfberg J. YALMIP: a toolbox for modeling and optimization in
MATLAB. Proceedings of the IEEE International Symposium on
Computer-Aided Control System Design; 2004; pp. 284-289.
44. Dua P, Kouramas K, Dua V, Pistikopoulos EN. MPC on a chip—recent
advances on the application of multi-parametric model-based control.
Comput Chem Eng. 2008;32(4):754-765.
45. Oberdieck R, Diangelakis NA, Papathanasiou MM, Nascu I,
Pistikopoulos EN. POP - parametric optimization toolbox. Ind Eng
Chem Res. 2016;55(33):8979-8991.
46. Díaz MS, Biegler LT. Chapter 17—Dynamic optimization in process
systems. In: Martín MM, ed. Introduction to Software for Chemical
Engineers. second ed. Boca Raton, FL: CRC Press/Taylor & Francis;
2019:681-711.
47. Wächter A, Biegler LT. On the implementation of an interior-point fil-
ter line-search algorithm for large-scale nonlinear programming. Math
Program. 2006;106(1):25-57. https://doi.org/10.1007/s10107-004-
0559-y.
48. Hart WE, Watson JP, Woodruff DL. Pyomo: modeling and solving
mathematical programs in python. Math Program Comput. 2011;3(3):
219-260.
49. Hart WE, Laird CD, Watson JP, et al. Pyomo–Optimization Modeling in
Python. Vol 67. 2nd ed. New York: Springer Science & Business
Media; 2017.
50. Nicholson B, Siirola JD, Watson JP, Zavala VM, Biegler LT. Pyomo.
Dae: a modeling and automatic discretization framework for optimi-
zation with differential and algebraic equations. Math Program Com-
put. 2018;10(2):187-223.
51. Tawarmalani M, Sahinidis NV. A polyhedral branch-and-cut approach
to global optimization. Math Program. 2005;103:225-249.
52. Burnak B, Katz J, Diangelakis NA, Pistikopoulos EN. Integration of
design, scheduling, and control of combined heat and power systems:
a multiparametric programming based approach. Computer Aided
Chemical Engineering. Vol 44. Cambridge, MA: Elsevier; 2018:2203-
2208.
53. Zhuge J, Ierapetritou MG. Integration of scheduling and control with
closed loop implementation. Ind Eng Chem Res. 2012;51(25):8550-
8565.
54. Chu Y, You F. Integration of scheduling and dynamic optimization of
batch processes under uncertainty: two-stage stochastic program-
ming approach and enhanced generalized benders decomposition
algorithm. Ind Eng Chem Res. 2013;52(47):16851-16869. https://doi.
org/10.1021/ie402621t.
55. Du J, Park J, Harjunkoski I, Baldea M. A time scale-bridging approach
for integrating production scheduling and process control. Comput
Chem Eng. 2015;79:59-69.
56. Baldea M, Du J, Park J, Harjunkoski I. Integrated production schedul-
ing and model predictive control of continuous processes. AIChE J.
2015;61(12):4179-4190.
SUPPORTING INFORMATION
Additional supporting information may be found online in the
Supporting Information section at the end of this article.
How to cite this article: Burnak B, Pistikopoulos EN.
Integrated process design, scheduling, and model predictive
control of batch processes with closed-loop implementation.
AIChE J. 2020;e16981. https://doi.org/10.1002/aic.16981
14 of 14 BURNAK AND PISTIKOPOULOS