innovative sustainable design and manufacturing - labcon | … · 2014-09-05 · earth friendly®...
TRANSCRIPT

Earth Friendly® Labware Solutions Innovative Sustainable Design and Manufacturing
Labcon has long understood the meaning of sustainable solutions and is widely recognized as the industry leader in Earth FriendlyTM labware. In fact, with the release of a recyclable paperboard centrifuge tube rack in 1994, this year marks Labcon’s 20th year of environmentally focused products. With a sense of obligation, Labcon has chosen to act responsibly in the design and manufacturing of our products with the goal of helping our customers, community and planet thrive.
The following report describes the environmentally conscious methods Labcon employs in the areas of Product Design and Manufacturing including Energy and resulting Emissions. As Labcon works toward a thorough environmental management system as part of ISO 14001 we also present a voluntary account (By the Numbers) of Labcon’s historic environmental impacts with sustainability goals for the future.
Thank you for your continued business and support of Labcon’s Earth FriendlyTM labware. - Jim Happ, President
1/6
2014 Environmental Responsibility Report

Product Design Innovative Approach to Reduce, Reuse, Recycle
• Top quality medical grade resins and advanced manufacturing processes allow the design of labware using less plastic while exceeding crucial performance requirements. SuperClear™ microcentrifuge tubes use 50% less plastic than most other tubes while retaining a high 20,000 x G spin rate.
• Labcon pioneered reusable and refillable products like the Pagoda™ and Eclipse™ pipet tip refill systems plus durable PerformR™ centrifuge tube racks. Reusing a plastic item is the most sustainable end of life solution as no addition resources or energy are required to create a new product.
• Maximum product recyclability is ensured by using common materials like 100% polypropylene, polyethylene and paperboard packaging instead of “co-molded” plastic blends and polystyrene foam (Styrofoam) which are difficult to recycle. All products and packaging are marked with their resin identification code.
• Most accessory products such as pipet tip and centrifuge tube racks are 100% pre-consumer recycled plastic from Labcon’s in-house recycling program while high post-consumer recycled content (minimum 80%) paperboard is used for packaging.
• Revolutionary compostable bioplastics made from plants were first introduced to the labware industry by Labcon in 2008. Based on customer input Labcon’s bioplastic products have evolved to use a new 100% plant based material that is recyclable as #2 HDPE, the same plastic used for milk jugs and shampoo bottles, but made with zero petroleum content.
Labcon strives to reduce waste by minimizing packaging and developing lightweight reusable products
• Labcon pipet tip refill systems cut waste by up to 90% compared to pre-racked tips and use 10-30% less packaging than other popular refills. Labcon’s TSS™ Tip Server System offers the pinnacle in waste reduction with 97% less packaging than pre-racked tips for robotic pipetting workstations.
Reuse/Refill
Recycle/Compost
Incinerate
Landfill
Product End of Life
Sustainability
1959
Began custom molding plasticsas Ways and Means Inc.
1980
Produced first plastic labware and soon became Labcon
1994
Developed first cardboard centrifuge tube rack to replace Styrofoam
3/62/6

1998
Invited to join President Clinton’s Council on Sustainability
1994
Developed first cardboard centrifuge tube rack to replace Styrofoam
1995
Established industry first dedicated pipet tip refill system
2003
Opened new eco-efficient facility in Petaluma, California
Manufacturing Increase Efficiency and Eliminate Waste
Maintain Highest Quality & Sterility
• An internal recycling program results in zero plastic waste. Scrap from tip and tube production is reprocessed to make molded racks and packaging. Hazardous waste sources have been eliminated and Labcon is working to form the labware industry’s first zero-landfill facility.
• Advanced all-electric injection molding machines reduce energy consumption by up to 60% compared to hydraulic machines and precision, multi-cavity molds result in a superior product with increased resource efficiency.
• Automated robotic handling and assembly has increased production efficiency by 9-fold in the past 20 years while maximizing product quality and sterility.
• Sustainable manufacturing also embraces employee health and wellness where all harmful chemicals and repetitive processes have been eliminated or replaced with safe alternatives.
Photo: Benda/Fanuc
LABC
ON N
ORTH
AMERICA ISO 9001:2008 10001183
• All Labcon products are manufactured, assembled and packaged in the US. Over 90% of production occurs on-site in Petaluma, CA with remaining components sourced from local partners within 100 miles. This results in firm control of quality and environmental performance.
3/6

• With continued improvement to Labcon’s design and manufacturing facility in Petaluma, California, the energy content to produce a case of product has been reduce by more than 50% since 2000.
• An 800 kW roof-top solar system installed in 2011 was expanded with another 70 kW in late 2013 and will now produce a full 33% of Labcon’s electricity needs. The goal is to be over 50% solar powered by 2020.
• Total renewable energy including solar, wind, geothermal, biogas and small hydro-electric will make up 47% of Labcon’s 2014 energy profile (on-site solar plus purchased electricity). The goal is to operate with 70% renewable energy by 2020.
• Labcon believes in direct investment in sustainable practices and equipment instead of energy credits and offsets. On-site renewable energy generation and energy efficient manufacturing processes result in immediate and measurable benefits. Every electron is accounted for!
Energy Reduce Energy Use While Maximizing Renewable Content
Photo: ArburgAll-electric molding machine.
2007
Released minimalist pipettip refill with 10-30% lesspackaging than competitors
2004
Achieved 30% energyreduction with awardfrom local utility
2008
Created revolutionaryindustry first compostable bioplastic pipet tip base
2000
20%
40%
60%
80%% ENERGY USE PER CASE
% RENEWABLE ENERGY
100%
02 04 06 08 10 12 14 est
GOAL2020
4/6 5/6
2008
Created revolutionaryindustry first compostable bioplastic pipet tip base
2000
20%
40%
60%
80%
% GHG PER CASE
TOTA
L G
HG
EM
ISSI
ON
S (M
tonn
es)
100%
250
500
750
1,000
1,250
02 04 06 08 10 12 14 est
GOAL2020
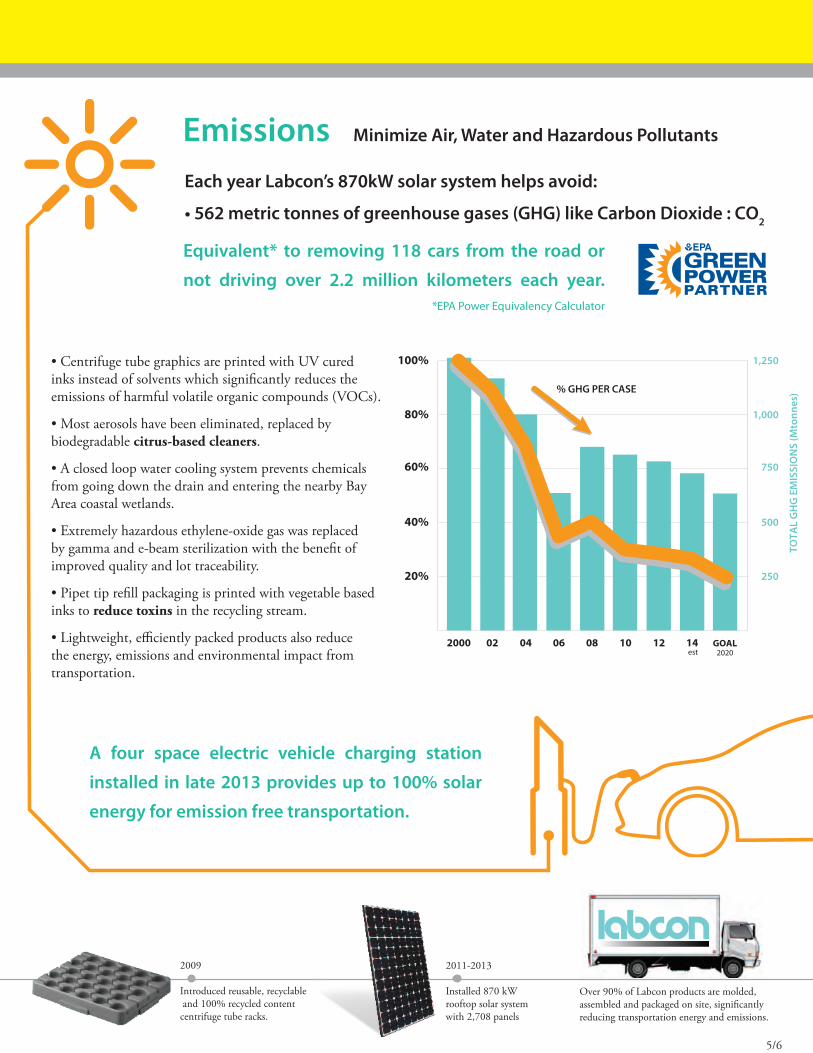
Over 90% of Labcon products are molded, assembled and packaged on site, significantly reducing transportation energy and emissions.
Emissions Minimize Air, Water and Hazardous Pollutants
• Centrifuge tube graphics are printed with UV cured inks instead of solvents which significantly reduces the emissions of harmful volatile organic compounds (VOCs).
• Most aerosols have been eliminated, replaced by biodegradable citrus-based cleaners.
• A closed loop water cooling system prevents chemicals from going down the drain and entering the nearby Bay Area coastal wetlands.
• Extremely hazardous ethylene-oxide gas was replaced by gamma and e-beam sterilization with the benefit of improved quality and lot traceability.
• Pipet tip refill packaging is printed with vegetable based inks to reduce toxins in the recycling stream.
• Lightweight, efficiently packed products also reduce the energy, emissions and environmental impact from transportation.
A four space electric vehicle charging station
installed in late 2013 provides up to 100% solar
energy for emission free transportation.
Each year Labcon’s 870kW solar system helps avoid:
• 562 metric tonnes of greenhouse gases (GHG) like Carbon Dioxide : CO2
Equivalent* to removing 118 cars from the road or
not driving over 2.2 million kilometers each year. *EPA Power Equivalency Calculator
2011-2013
Installed 870 kWrooftop solar systemwith 2,708 panels
2009
Introduced reusable, recyclable and 100% recycled content centrifuge tube racks.
5/6

© 2014 Labcon North America. All Rights Reserved. Please Consider Impact Before Printing.
• Labcon has tracked more than a decade of resource use and emissions data. Significant progress has been made with energy efficiency, renewable energy content, reduced waste and lower greenhouse gas (GHG) emissions, however, warmer weather and recent years of drought in Northern California have dramatically increased water consumption. Labcon has set aggressive goals to cut water use over the next few years while continuing to make improvements in the sustainable manufacturing of top quality laboratory disposables. Note key metrics are defined per case of product normalized to a year 2000 baseline.
By the Numbers Environmental Footprint and Targets
a. Scope 1: direct emissions from natural gas burned on-site and inherent from solar cell manufacturing. a. Scope 2: indirect emissions from purchased electricity.
Sustainability Metric Unit of Measure 2000 2004 2008 2012 2013 2020 Target
Comment
ENERGYEnergy Consumed Million kWh 4.00 3.89 2.85 4.23 4.27 3.80 Manufacturing + office
Energy Consumed % of 2000 baseline 100% 97% 71% 106% 107% 95%
Energy per Case of Product % of 2000 baseline 100% 81% 43% 48% 49% 40%
On-site Solar Energy % of consumed - - - 29% 30% 50% 33% projected for 2014
Renewable Energy % of consumed 11% 12% 12% 42% 45% 70% On-site solar + utility provided
GHG EMISSIONSGHG, Total Scope 1+2a Metric tonnes CO2e 1,262 1,007 859 778 812 625 CO2e = CO2 equivalent
GHG, Total Scope 1+2 % of 2000 baseline 100% 80% 68% 62% 64% 50%GHG per Case of Product % of 2000 baseline 100% 66% 41% 28% 30% 20%
WATERWater Consumed Million litres 5.70 11.88 11.54 11.02 12.64 5.00 Manuf. + office + landscape
Water Consumed % of 2000 baseline 100% 208% 203% 193% 222% 90%Water per Case of Product % of 2000 baseline 100% 173% 121% 88% 102% 50%
WASTEWaste Generated Metric tonnes 210.84 130.93 73.35 90.80 79.41 50.00 Waste = trash + scrap
Waste Generated % of 2000 baseline 100% 62% 35% 43% 38% 25%Waste per Case of Product % of 2000 baseline 100% 52% 21% 20% 17% 10%
Since 1994
Earth Friendly Eddie
6/6
labcon.com/earthfriendly.html