ingenieria del proyecto
TRANSCRIPT

Tecsup Gestión de Proyectos
53
UNIDAD IV
INGENIERIA DEL PROYECTO Es el estudio relacionado con los aspectos técnicos del proyecto, y por ello se requiere contar con información del estudio de mercado, de la localización, del entorno legal, así como un estimado de los flujos de egresos del proyecto. El estudio de ingeniería debe determinar la función producción óptima para el uso eficiente de los recursos disponibles; por tanto, el tema económico (costos) es muy importante. 1. ÁREA DE PRODUCCIÓN U OPERADORES
Producción es el proceso mediante el cual creamos bienes y servicios. Hay procesos productivos en cualquier clase de actividad organizada: fábricas, oficinas, supermercados u hospitales. La administración operativa y de la producción tiene que ver con decisiones vinculadas con los procesos productivos, encaminadas a asegurar que la producción de los bienes o los servicios se ajusten a las especificaciones y cumpla con los ordenamientos y cantidades requeridas al mínimo costo.
1.1. Descripción general de los sistemas productivos
Los sistemas de producción tienen insumos que representan materiales, piezas, formularios, clientes o pacientes, según sea el caso. Estos insumos serán procesados e alguna manera en una serie de operaciones cuya secuencia y cantidad son específicas de cada uno.
El número de operaciones requeridas puede variar desde uno hasta cualquier cantidad y tener las características deseadas cualesquiera; pueden ser mecánicas, químicas, de montaje o armado, de inspección y control, preparatorias de la operación siguiente, de recepción, de envío, de contacto personal (entrevistas, etc.) de papeleo.
El producto del sistema son piezas terminadas, productos químicos, servicios a clientes o pacientes, formularios llenados, etc. Es normal que haya alguna forma de almacenamiento después de recibir un insumo y entre una y otra operación.
Figura 1. El Sub Sistema de Operaciones
Insumos: Personas Capital Equipo Materiales
Proceso de
Transformación
Productos:
Bienes Servicios

Gestión de Proyectos Tecsup
54
Problemas de los sistemas productivos Los problemas que se presentan en los sistemas productivos requieren dos tipos principales de decisiones: las que se refieren al diseño del sistema y las que se relacionan con su manejo y control (decisiones de largo alcance y de aplicación inmediata). Decisiones estratégicas o de largo plazo (relativas al diseño del sistema)
Selección y diseño de producto o servicio Selección de equipos y procesos. Determinación de la capacidad Diseño de artículos procesados en la producción. Diseño de funciones. Ubicación del sistema. Localización de planta
Disposición de planta. Diseño de almacenes y medios de acarreo Diseño de edificios, Comunicaciones, TI
Decisiones tácticas o operativas (relativas a la gestión de aplicación inmediata o de todos los días) Control de inventario y producción. Mantenimiento y seguridad del sistema.
Control de calidad. Control de mejoras.
Puede variar mucho la importancia relativa de estos problemas de la administración de la producción, según el carácter de cada uno de los sistemas productivos. No obstante, encontramos estos problemas en alguna medida en todos los sistemas.
1.2. LA PRODUCTIVIDAD La palabra productividad se ha vuelto muy popular en la actualidad, ya que se considera, que el mejoramiento de la productividad es el motor que está detrás del progreso económico y de las utilidades de la corporación. La productividad también es esencial para incrementar los salarios y el ingreso personal. Un país que no mejora su productividad pronto reducirá su estándar de vida.
Productividad se usa para promover un producto o servicio, como si fuera una herramienta de comercialización; por lo cual hay una gran vaguedad sobre su significado.
"Productividad es el cociente que se obtiene de dividir la producción por
uno de los factores de la producción".

Tecsup Gestión de Proyectos
55
De esta forma es posible hablar de la productividad de capital, de mano de obra, de materia prima... En términos cuantitativos, la producción es la cantidad de productos que se produjeron, mientras que la productividad es la razón entre la cantidad producida y los insumos utilizados. La productividad no es: Una medida de la cantidad de producción. Es la relación entre
producción e insumos. La producción creciente puede o no mejorar la productividad dependiendo de los insumos para lograr ese aumento.
No es una medida de rentabilidad. Indica la eficiencia de las operaciones y sugiere, por lo tanto, su rentabilidad; pero las operaciones ineficientes pueden en ocasiones ser rentables si el producto disfruta de una acogida favorable en el mercado.
No es una técnica para que los trabajadores trabajen más. Es un enfoque que estimula a los trabajadores a laborar juntos y a ser más eficientes.
Relación de la productividad La relación de la productividad básica,
Productividad = producción Insumos
Se puede aplicar a casi cualquier esfuerzo humano. Como medida de la eficiencia de producción, la relación toma comúnmente la forma de producción por horas de trabajo, siendo el importe o las unidades de producción la dimensión del numerador, pero la relación se puede adaptar para calificar la mayoría de las funciones de producción. Por ejemplo, la relación podría tomar las formas siguientes:
Productividad = papeles procesados o materiales manejados horas de trabajo horas de trabajo
= días del paciente en cama o bien = horas de crédito del alumno horas del personal número de profesores La relación preferida es aquella que mejor se adapte al carácter y los recursos de la organización. Se produce un incremento de la productividad cuando la relación producción a insumos aumenta de un periodo al siguiente. Un aumento de la producción no da lugar necesariamente a un aumento de la productividad. Por ejemplo, la productividad sube cuando la relación producción/insumos pasa de:
120 (producción) a 150 (producción) 100 (insumos) 100 (insumos)
Gestión de Proyectos Tecsup
56
Si la segunda relación hubiera sido 150/125, la productividad habría permanecido igual al registrarse un aumento de la producción. De manera que la meta de aumentar la productividad se alcanza mediante un excedente proporcional siempre mayor de los valores de producción sobre insumos. Si con el aumento de la productividad va asociada una mayor cantidad de producción, tendrá que haber demanda de los productos adicionales, ya que de otros modos no se podrán obtener los beneficios. La productividad implica la mejora del proceso productivo, la productividad aumenta cuando existe:
Una reducción de los insumos mientras las salidas permanecen constantes. Un incremento de las salidas, mientras los insumos permanecen constantes.
Ejemplo: Supóngase que una compañía manufacturera de calculadoras electrónicas produce 10,000 calculadoras empleando 50 personas que trabajan 8 horas diarias durante 25 días.
Producción = 10,000 calculadoras. Recursos empleados: Trabajadores = 50 Horas de trabajo= 8 Días = 25 Productividad = 1 calculadora por hombre por 8 horas de trabajo Su póngase que esta compañía aumenta su productividad a 12,000 calculadoras contratando 10 trabajadores más en consecuencia: Productividad = 1 calculadora por hombre por 8 horas de trabajo
De lo anterior se puede observar que la producción de calculadoras aumento en un 20% pero la productividad del trabajo no aumentó, del ejemplo anterior se puede observar también que puede haber casos en los cuales la productividad de la mano de obra disminuya, aún cuando la producción aumente; o en los que la productividad de la mano de obra aumenta junto con la producción. Es decir, un aumento en la producción no necesariamente significa un aumento en la productividad. Con frecuencia se confunden entre sí los términos productividad, eficiencia y efectividad. Eficacia Es el grado en el que se logran los objetivos, es la forma en que se obtiene un conjunto de resultados que refleja la efectividad, mientras que la forma en que se utilizan los recursos para lograrlos se refiere a la eficiencia.

Tecsup Gestión de Proyectos
57
Eficiencia Es la razón entre la producción real obtenida y la producción estándar esperada. Por ejemplo: si la producción de una máquina fue de 120 piezas/hr mientras que la tasa estándar es de 180 piezas/hr. Se dice que la eficiencia de la maquina fue de: 66.67%. La productividad es una combinación de ambas, ya que la efectividad está relacionada con el desempeño y la eficiencia con la utilización de recursos. Trascendencia Cabe resaltar que en la vida laboral la eficacia y eficiencia no son sinónimos de perpetuidad de la empresa. Tan solo son ilusiones que no van más allá del aula de clases. La trascendencia solo se logra tomando en cuenta los motivos del os demás dejando del a lado los propios, y esto es lo que se llama virtuosidad. (“Gobierno de Personas – Pablo Ferreiro y Manuel alcázar. Universidad de Piura”)
1.3. FACTORES QUE AFECTAN A LA PRODUCTIVIDAD
Factores externos, de producto, de proceso, de capacidad e inventarios, de fuerza de trabajo y de calidad.
1.3.1. FACTORES EXTERNOS
Incluyen la regulación del gobierno, competencia y demanda, están fuera del control de la empresa, estos factores pueden afectar tanto al volumen de la salida como a la distribución de las entradas.
Reglamentación del Gobierno La legislación obrera, las leyes proteccionistas y las reglamentaciones fiscales inciden directamente o indirectamente sobre la productividad.
La reglamentación para proporcionar equilibrio entre el progreso industrial y las metas sociales deseadas, como un medio ambiente más limpio y lugares de trabajo más seguros no se consideran contraproducentes. Cualquier intento de reglamentar áreas diferentes de estas resulta generalmente conflictivo y confuso.
1.3.2. DE PRODUCTO
Es un factor que puede influir grandemente en la productividad, usualmente se reconoce que la investigación y desarrollo conducen a nuevas tecnologías las cuales mejoran la productividad.

Gestión de Proyectos Tecsup
58
Investigación y Desarrollo No todos están de acuerdo en que los gastos de investigación y desarrollo repercuten necesariamente en la productividad, se dice que la mayor parte de la investigación y desarrollo está enfocada al desarrollo de productos y a resolver problemas de ambiente más que al mejoramiento de la productividad. Sin embargo, es innegable que la inversión en este rubro genera cambios importantes en la tecnología misma que repercute directamente en la productividad.
Por otro lado, demasiada innovación del producto puede disminuir la innovación del proceso y conducir a una baja de la productividad. La diversidad de producto puede conducir a una mayor productividad a través de un aumento en las ventas, pero puede también reducir la productividad al enfocarse en el proceso y olvidarse de las operaciones.
1.3.3. PROCESO
Estos factores incluyen flujo del proceso, automatización, equipo y selección de tipos de proceso. Si el tipo de proceso no se selecciona adecuadamente de acuerdo al producto y al mercado, pueden resultar deficiencias. Dentro de un proceso dado existen muchas formas de organizar el flujo de información, el material y los clientes. Estos flujos se pueden mejorar con nuevos equipos de análisis de flujos de procesos, con incrementos en la productividad.
1.3.4. DE CAPACIDAD E INVENTARIOS
La capacidad en exceso, es con frecuencia, un factor que contribuye a reducir la productividad, la capacidad casi nunca puede ajustarse a la demanda, pero la planeación cuidadosa de la capacidad puede reducir tanto la capacidad en exceso como la capacidad insuficiente.
El inventario puede ser un impedimento o una ayuda para la productividad de una empresa. Muy poco inventario puede conducir a la pérdida de ventas, volumen reducido y una productividad más baja; demasiado inventario producirá costos más elevados de capital y menor productividad. La solución a este problema, para empresas con manufactura repetitivo son los sistemas de inventarios justo a tiempo.
Tecsup Gestión de Proyectos
59
1.3.5. FUERZA DE TRABAJO Y DE CALIDAD
La fuerza de trabajo es tal vez el factor más importante de todos, está asociado a un gran número de subfactores: selección y ubicación, capacitación, diseño del trabajo, supervisión, estructura organizacional, remuneraciones, objetivos y sindicatos.
El sindicato ¿Han sido responsables los sindicatos de la disminución de la productividad? Aún cuando hace falta mayor evidencia científica para contestar a esta pregunta, una muestra de 782 ejecutivos de diversas empresas, tomada por el Wall street Journal, reveló la influencia negativa de los sindicatos sobre diversos factores incluyendo a la productividad; el sindicalismo no se opone abiertamente al incremento de la 'productividad, pero considera a su vez que a un incremento de la misma corresponde un incremento de salarios.
1.3.6. LA CALIDAD
Con respecto a la calidad, se sabe que una baja calidad conduce a una productividad pobre. La prevención de errores y el hacer las cosas bien desde la primera vez son dos de los estimulantes más poderosos tanto para la calidad como para la productividad.
Clases genéricas de criterios de productividad
Seis categorías definen la contribución de una persona, de una unidad de trabajo o de toda la organización a la productividad:
1. Cantidad: el número de unidades producidas, o una medida de servicio prestado (maximización de la producción)
2. Calidad: indicadores precisos o por deducción, de la calidad de los bienes o servicios producidos (satisfacción al cliente)
3. Puntualidad: grado en que las actividades o funciones se terminan conforme al programa (eliminación de retrasos.
4. Rendimiento: grado de eficiencia del proceso de transformación (minimización de insumos y prevención del desperdicio)
5. Utilización: eficiencia con que se utilizan los recursos críticos (disponibilidad de personas y máquinas clave)
6. Características de grupo: cualidades individuales y organizativas que contribuyen al desempeño productivo (por ejemplo seguridad, rotación y ausentismo.
Gestión de Proyectos Tecsup
60
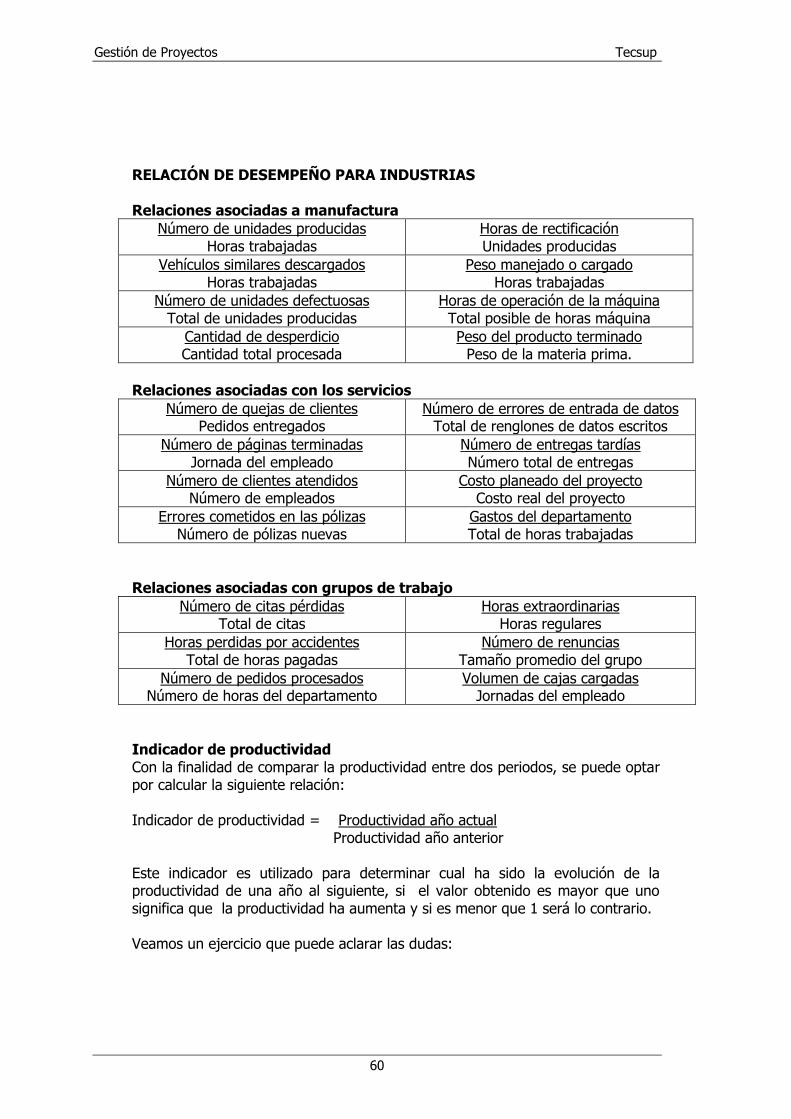
RELACIÓN DE DESEMPEÑO PARA INDUSTRIAS
Relaciones asociadas a manufactura
Número de unidades producidas Horas trabajadas
Horas de rectificación Unidades producidas
Vehículos similares descargados Horas trabajadas
Peso manejado o cargado Horas trabajadas
Número de unidades defectuosas Total de unidades producidas
Horas de operación de la máquina Total posible de horas máquina
Cantidad de desperdicio Cantidad total procesada
Peso del producto terminado Peso de la materia prima.
Relaciones asociadas con los servicios
Número de quejas de clientes Pedidos entregados
Número de errores de entrada de datos Total de renglones de datos escritos
Número de páginas terminadas Jornada del empleado
Número de entregas tardías Número total de entregas
Número de clientes atendidos Número de empleados
Costo planeado del proyecto Costo real del proyecto
Errores cometidos en las pólizas Número de pólizas nuevas
Gastos del departamento Total de horas trabajadas
Relaciones asociadas con grupos de trabajo
Número de citas pérdidas Total de citas
Horas extraordinarias Horas regulares
Horas perdidas por accidentes Total de horas pagadas
Número de renuncias Tamaño promedio del grupo
Número de pedidos procesados Número de horas del departamento
Volumen de cajas cargadas Jornadas del empleado
Indicador de productividad Con la finalidad de comparar la productividad entre dos periodos, se puede optar por calcular la siguiente relación: Indicador de productividad = Productividad año actual Productividad año anterior Este indicador es utilizado para determinar cual ha sido la evolución de la productividad de una año al siguiente, si el valor obtenido es mayor que uno significa que la productividad ha aumenta y si es menor que 1 será lo contrario. Veamos un ejercicio que puede aclarar las dudas:

Tecsup Gestión de Proyectos
61
Ejercicio: La elaboración de un producto comienza en el departamento de producción y termina en el de ensamble. El año anterior se procesaron 20 000 unidades en los dos departamentos y este año el total es de 22 080. Las horas estándar de mano de obra son 0,47 y 0,5 respectivamente. El año anterior las horas reales se mano de obra fueron 9 640 en fabricación y 9 920 en ensamble; este año fueron; respectivamente, 10 064 y 10 820.
Determinar: a) ¿Cuáles son los indicadores de productividad parcial de cada departamento? b) ¿Cuál es el indicador de productividad de la mano de obra?
Solución: Respuesta a: Primero calculamos los valores de productividad de cada año y para cada departamento. Obtengamos la siguiente tabla:
Año anterior Año actual
Producción unidades 20000 22080
Horas de mano de obra: Producción Ensamble
9640 9920
10064 10820
Productividad año anterior Departamento producción
20000 = 2.07 9640
22080 = 2.19 10064
Productividad año anterior Departamento de ensamble
20000 = 2.01 9920
22080 = 2.04 10820
Entonces, el indicador de productividad para cada departamento será:
Indicador de productividad = Productividad año actual = 2.19 = 1.06
Departamento de producción Productividad año anterior 2.07
Indicador de productividad = Productividad año actual = 2.04 = 1.01 Departamento de ensamble Productividad año anterior 2.01
Podríamos expresar que en ambos departamentos la productividad a aumentado de un año al siguiente, pero ha sido mayor en el departamento de producción. Respuesta b: Para calcular la productividad de la mano de obra, debemos sumar las horas para el año anterior y para el año actual:
Horas totales de mano de obra = 9 640 + 9 920 = 19 560 Año anterior Productividad de la mano de obra = Unidades producidas = 20 000 = 1.022 Año anterior Horas totales 19 560 Hacemos lo mismo para el año actual:
Gestión de Proyectos Tecsup
62
Horas totales de mano de obra = 10 064 + 10 820 = 20884 Productividad de la mano de obra = 22 080 = 1.057 20 884 Luego el Indicador de productividad de la mano de obra será: Indicador de productividad = 1.057 = 1.034 de la mano de obra 1.022
Sugerimos hacer la comparación con los tiempos estándar tanto de producción como ensamble: Por ejemplo, el tiempo de producción por unidad es la cantidad la cantidad de horas que requiere una unidad en ser producida. Entonces:
Tiempo de producción real Departamento de producción = 9 640 = 0.482
Año anterior 20 000
Como podemos apreciar el año anterior se necesitaron 0.482 horas/unidad esto es mayor que el estándar, significa una caída en la productividad. Un aumento de la productividad debe situarse igual al estándar o por debajo de él.
2. ANÁLISIS DE PROCESOS DE PRODUCCIÓN La planeación detallada de un proceso exige determinar los pasos del proceso en sí. El termino proceso, que se puede describir como una serie de tareas que transforman insumos en resultados útiles. Un proceso suele constar de: 1) una serie de tareas, 2) un flujo de materiales e información que conecta la serie de tareas, y 3) almacenamiento de materiales de información. El análisis de proceso implica ajustar las capacidades y el equilibrio entre diferentes partes del proceso para elevar al máximo el resultado (producto) o minimizar los costos con los productos disponibles. Aclaremos algunas definiciones importantes: Línea de ensamble: Producción de componentes discretos, que pasa de una estación de trabajo a otra aun ritmo controlado, siguiendo la secuencia requerida para fabrica el producto. Cuando se utilizan otros procesos en forma de línea junto con el ensamble, por lo general el proceso se conoce como una línea de producción. Estación de trabajo: Aquella área donde el trabajador ejecuta los elementos de trabajo de una operación específica. Elemento de trabajo: Es la división de un trabajo en agrupaciones o movimientos básicos que puede ser medidos con cronómetro y que tiene definidos sus puntos de inicio y fin.
Tecsup Gestión de Proyectos
63
Tiempo Real: Es el tiempo elemental promedio realmente tomado por el operario durante un estudio de tiempo. Para que el tiempo del operario pueda ser aplicado a otros trabajadores, es preciso incluir una medición de velocidad, o clasificación del desempeño, para normalizar el trabajo. Tiempo Normal (TN): Tiempo requerido por el operario estándar para efectuar la operación trabajando a una marcha normal sin retrasos por necesidades personales o circunstancias inevitables. TN = Tiempo Real observado por unidad x Clasificación del desempeño. Cuando se observa a un operador durante un periodo de tiempo, el número de unidades producidas durante este tiempo, junto con la clasificación da el tiempo normal.
TN = Tiempo trabajado x Clasificación de desempeño Número de unidades producidas
Así por ejemplo, si un operador realiza una tarea en dos minutos y el analista de estudio de tiempo calcula que está trabajando cerca de 20% rápido que lo normal, el tiempo normal se calcularía:
TN = 2 minutos + 0.20 (2 minutos) = 2.4 minutos
Tiempo estándar (TS): se determina al agregar al tiempo normal reservas para las necesidades personales (por ejemplo ir al baño, tomarse un café), demoras inevitables en el trabajo (por ejemplo averías en los equipos o carencia de materiales) y fatiga del trabajador (física o mental). Dos ecuaciones de estas son:
Tiempo estándar = Tiempo normal + (Reservas x tiempo normal)
TS = TN ( 1 + Reservas)
Esta ecuación es la que más se utiliza en la práctica. Pero si se supone que las reservas se deben aplicar a todo el periodo de trabajo entonces la ecuación correcta sería: TS = TN 1 – Reservas Sigamos con el ejemplo anterior, cuyo tiempo norma es de 2.4 minutos y que las reservas para necesidades personales, demoras y fatiga suman en total 15%, entonces para la primera ecuación se tendría: TS = 2.4 ( 1 + 0.15) = 2.76 minutos
En un día de ocho horas, un trabajador produciría 8 x 60/2.76 = 173 unidades. Esto implica 415 minutos trabajando (2.4 x 173) y 480 – 415 = 65 minutos para reservas.
Gestión de Proyectos Tecsup
64
Según la otra ecuación, sería: TS = 2.4 = 2.82 minutos 1 – 0.15 En el mismo día de ocho horas, se producen 8 x 60/2.82 = 170 unidades en 408 minutos de trabajo con 72 minutos para reservas. Dependiendo de la ecuación que se utilice, hay una diferencia de nueve minutos en el tiempo diario para reservas. Cuello de botella: Se define como cualquier recurso cuya capacidad es inferior a la demanda colocada sobre este. Un cuello de botella es un limitación dentro del sistema que limita la demanda atendida. Es el punto, dentro el proceso de fabricación, en donde el flujo se reduce a una corriente estrecha. Un cuello de botella puede ser una máquina, una mano de obra escasa o altamente calificada, o una herramienta especializada. Ciclo de trabajo: Conjunto de movimientos y/o procesos que se repiten sin variación cada vez que se ejecuta una operación. Ciclo de producción: Sucesión de operaciones y/o procesos que se repiten sin variación sensible cada vez que se completa una unidad de producción Tiempo de ciclo de producción: Son los intervalos de tiempo que define cada cuanto deben salir del extremo de una línea de ensamble los productos tal que cumpla con el target de producción o pronóstico de la demanda. Es también el tiempo máximo durante el cual el producto que se ensambla progresivamente está a disposición de una estación mientras pasa frente a ella. Dado un producto que se va a ensamblar sobre una línea transportadora, el tiempo del ciclo se puede determinar de este modo. TC = H x , aquí los productos salen cada TC hrs. Q Donde: C = tiempo de ciclo H = horas por horizonte de planeación (día, trabajo, etc.) Q = volumen de producción necesarios en dicho horizonte de tiempo, incluir
correcciones y desechos. Si el cuello de botella está ajustado a la demanda, será un TC. Ritmo de producción: El ritmo se puede expresar en términos tradicionales, como unidades por hora, o en segundos por unidad. El ritmo de producción es la cantidad de unidades que la estación que ha sido identificada como cuello de botella es capaz de producir en una hora. Cadencia: Es el ritmo de producción de una fábrica, especialmente en las cadenas de montaje. Se mide por medio del cociente: número de unidades producidas entre el número de horas empleadas.
Tecsup Gestión de Proyectos
65
Hora – hombre (H - H): Unidad de medida de trabajo. Equivale al trabajo de un hombre, a ritmo normal, durante 60 minutos; al de dos hombres, a ritmo normal, durante 30 minutos, o a alguna combinación análoga del trabajo del trabajo de hombres, a ritmo normal, durante un cierto periodo de tiempo. Hora – máquina (H – M): Unidad para medir la disponibilidad y utilización de las máquinas. Es equivalente al trabajo de una máquina durante 60 minutos, al trabajo de dos máquinas durante 30 minutos, o otra combinación equivalente de máquinas y tiempos de trabajo. Diagrama de proceso de operaciones Es una representación de los momentos en los que se introducen los materiales al proceso y de la secuencia de inspecciones y de todas las operaciones, excepto aquellas que tienen que ver con el manejo de material. Comprende la información que se considera necesaria para el análisis, tal como el tiempo requerido y lugar de localización. Elaborar el diagrama de operaciones permite comprender todo el problema y para poder determinar que áreas permiten la mejor posibilidad de ataque de mejoras. El diagrama de proceso de operaciones establece con claridad el problema; pero de no ser así, el problema no podrá ser resuelto. Elaboración:
Se utilizan dos símbolos; un círculo que denota operación, y un cuadrado que denota una inspección.
OPERACIÓN INSPECCIÓN
Se ejecuta una operación, cuando la parte que se estudia es transformada intencionalmente, o cuando ella es estudiada o planeada, antes de desarrollar un trabajo productivo en ella.
Se efectúa una operación, cuando la parte que se estudia es examinada para
determinar si está de conformidad con el estándar.
Antes de construir el diagrama debe identificarse el título el cual debe colocarse el parte superior del papel. Esta identificación incluye: número de la parte, número de dibujo, descripción de proceso, método existente o método propuesto, fecha y nombre de la persona que hace la diagramación.
Se usan líneas verticales para indicar el flujo general del proceso para indicar
el flujo general del proceso, a medida que se realiza el trabajo y se utilizan líneas horizontales, que entroncan con las líneas verticales de flujo para indicar la introducción de material ya sea este comprado, o sobre el que se ha hecho un trabajo durante el proceso.
Al empezar el diagrama deberá seleccionarse el elemento mayor del conjunto, este será el componente sobre el que se desempeñará el mayor número de operaciones.

Gestión de Proyectos Tecsup
66
Una vez seleccionado el componente que se va a diagramar, debe ser identificado, al igual que el material del que se va a producir. Esto se hace dibujando una línea horizontal de material y sobre ella se coloca una breve descripción del material, indicando la cantidad.
A continuación se traza hacia abajo, una línea vertical de flujo, desde el extremo derecho de la línea horizontal de material. Se alarga un poco la línea vertical y se dibuja el símbolo para la primera operación e inspección. A la derecha del símbolo se pone una descripción breve pero específica del evento, por ejemplo: taladrar, biselar, cortar, revisar, chequear. Luego se registra el dispositivo en el que se desarrolla el evento como “calibrador de macho sencillo”. A la izquierda se pone el tiempo requerido para desarrollar el trabajo en una pieza. Así se continúa hasta el siguiente evento.
Todas las operaciones e inspecciones se numeran cronológicamente para fines de identificación y referencia. Todas las operaciones efectuadas en los diversos componentes se numeran en la misma parte. De la misma manera, todas las inspecciones que aparecen en el diagrama se enumeran en una serie.
Ejercicio: A partir de la siguiente línea de producción determine el número de estaciones de trabajo que mejore la eficiencia.
Tiempo Estándar 1.5 minutos Maq. A 0.5 Maq. B 1.5 Maq. C 2.5 Tiempo de cadencia (Tcd)=2.5 min Cuello de Botella Maq. D 1.2 1.0 T ciclo = 8.2 min.
1
1
2
3
4
2
Tecsup Gestión de Proyectos
67
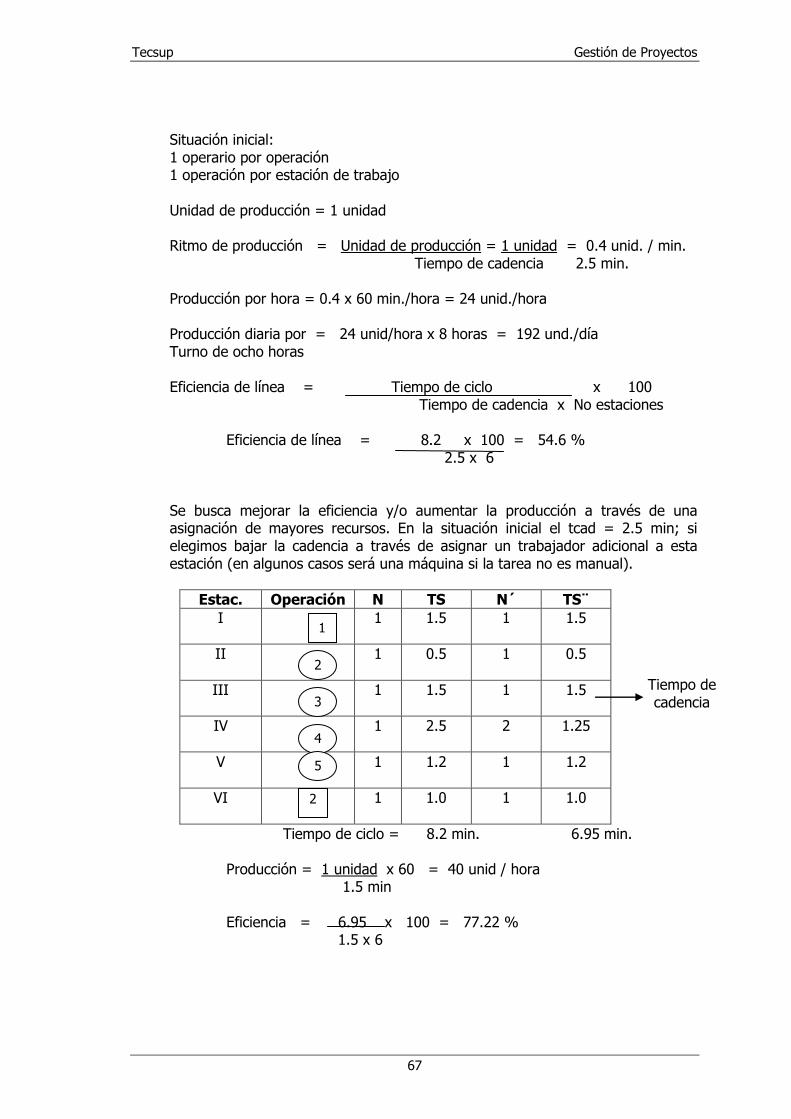
Situación inicial: 1 operario por operación 1 operación por estación de trabajo Unidad de producción = 1 unidad
Ritmo de producción = Unidad de producción = 1 unidad = 0.4 unid. / min.
Tiempo de cadencia 2.5 min.
Producción por hora = 0.4 x 60 min./hora = 24 unid./hora
Producción diaria por = 24 unid/hora x 8 horas = 192 und./día Turno de ocho horas
Eficiencia de línea = Tiempo de ciclo x 100
Tiempo de cadencia x No estaciones Eficiencia de línea = 8.2 x 100 = 54.6 %
2.5 x 6
Se busca mejorar la eficiencia y/o aumentar la producción a través de una asignación de mayores recursos. En la situación inicial el tcad = 2.5 min; si elegimos bajar la cadencia a través de asignar un trabajador adicional a esta estación (en algunos casos será una máquina si la tarea no es manual).
Estac. Operación N TS N´ TS¨
I
1 1.5 1 1.5
II
1 0.5 1 0.5
III
1 1.5 1 1.5
IV
1 2.5 2 1.25
V
1 1.2 1 1.2
VI
1 1.0 1 1.0
Tiempo de ciclo = 8.2 min. 6.95 min. Producción = 1 unidad x 60 = 40 unid / hora 1.5 min Eficiencia = 6.95 x 100 = 77.22 % 1.5 x 6
Tiempo de cadencia
2
3
4
5
2
1

Gestión de Proyectos Tecsup
68
3. REQUERIMIENTO DE LOS FACTORES DE PRODUCCIÓN
Todo sistema de producción esta integrado básicamente por tres factores, que son: Factor material Factor humano, y Factor máquina o equipos.
3.1 FACTOR MATERIAL
En el factor material se incluyen los siguientes elementos o particularidades: materias primas, material en proceso, desechos, materiales de embalaje, materiales para mantenimiento, etc. En la siguiente figura se pueden apreciar los diferentes elementos en las distintas etapas del proceso.
Figura 2.
Materiales auxiliares y suministros de fábrica ó sea productos químicos, aditivos, materiales de envasado, pinturas, barnices y suministros de fábrica (materiales de mantenimiento, aceites, grasas y materiales de limpieza)
Las deficiencias en la manipulación y transporte pueden ocasionar pérdidas de materia prima por rotura de envase, por métodos ineficaces, falta de cuidado en las operaciones de carga y descarga.
Requerimiento de material
Es cierto que la materia prima constituye para muchas empresas el componente principal del costo, por tanto el sistema de adquisición es una factor importante para hacer viable el funcionamiento de la empresa. Un motivo extrínseco será minimiza reste recurso.
Proceso
Productivo Envasado Embalaje Materia
Prima Producto embalado
Productos a reproceso
Materiales auxiliares
Material de desecho
Productos defectuosos
Material de envase
Producto acabado
Material de embalaje
Producto Terminado

Tecsup Gestión de Proyectos
69
Se deberá seleccionar aquella tecnología que emplee de manera eficiente las materias primas.
El sistema de adquisición debe suministrar la cantidad suficiente de materia prima, de calidad aceptable, en forma oportuna y a un costo razonable.
Cuanto mayor sea la variación de la demanda u oferta tanto mayor será el riesgo que corra la empresa de quedarse desabastecida y por tanto debe pensar en la aplicación de métodos para reducir el riesgo, así como la importación de materia prima.
La relación que permite determinar la cantidad de material requerido es:
Requerimento (MRP) = Dp x Qu x N de material 1 – L Donde: Dp = Demanda unitaria del producto por unidad de tiempo Qu = Cantidad unitaria de material contenida en cada unidad de producto N = Número de unidades de tiempo de producción L = Porcentaje de pérdida de materia prima Ejercicio: Una empresa de confecciones de camisas, produce 1000 camisas diarias y por cada camisa se requieren 1.6 mts. cuadrados de tela, con un porcentaje de pérdida de 3%. Se desea saber cual será el requerimiento de tela para una semana de 5 días de trabajo.
Solución: Datos: Dp = 1000 camisas/día Qu = 1.6 mts. cuadrados / camisa N = 5 días / semana L = 3% Vayamos a la fórmula: MRP = Dp x Qu x N 1 – L Reemplazando: MRP = 1000 camisas/día x 1,6 mts2/camisa x 5 dias/sem. 1 – 0.03
MRP = 8 247.42 mts2/semana
Entonces diremos que el requerimiento de tela para fabricar 5000 camisas es de 8 247.42 mts2. Lógicamente que al solicitar la tela al proveedor esta deberá ajustarse a una cifra más comercial como 8 250 u 8 300 de acuerdo como se provea este material.
Gestión de Proyectos Tecsup
70
3.2 FACTOR HUMANO
Siendo el factor humano el más importante en el proceso productivo, pues él es la razón de ser de todos los negocios y por tanto este es el que inicia la dinámica del proceso y el control de las operaciones. Será un motivo trascendente darle el mayor apoyo posible y desarrollo de línea de carrera que se pueda.
Debe tenerse en consideración que el tiempo estándar asume tiempos suplementarios que dependen directamente del trabajador y sus condiciones de trabajo. Las condiciones de trabajo elevan el nivel de productividad de las empresas reduciendo enormemente el nivel de accidentes, evitando el ausentismo y la inseguridad al trabajar, por otro lado, eleva la moral y la motivación para participar en el proceso productivo.
Otro motivo trascendente será tomar en cuenta temas de ergonomía (iluminación, contaminación ambiental, horas de sueño, buena alimentación, etc). Como motivo trascendente que es, este llegará al trabajador como atractivo para sus labores y ayudará a involucrarlo más dentro de la organización. Y esos beneficios se reflejará en nuestra eficacia como empresa (Vale decir, que el beneficio económico que se puede alcanzar tomando en cuenta las condiciones de trabajo es considerable ante la inversión realizada al diseñar o rediseñar los sistemas de trabajo. A esto luego le llamaremos ROI).
La ergonomía tiene por objeto la adaptación y mejora de las condiciones de trabajo para el ser humano. Su objetivo específico se refiere a la consideración de los seres humanos en el diseño de los objetos de los medios de trabajo y su entorno, pudiendo manejar o acrecentar los valores deseados en el proceso, como la satisfacción, seguridad y calidad de vida.
Los principales factores ambientales que influyen en la productividad son los siguientes:
La iluminación: La finalidad de la iluminación es que ayude a proporcionar un medio circundante seguro, permitiendo además una visión cómoda, mejorando la calidad y la mayor calidad de producción. La cantidad de iluminación se mide en luxes siendo un índice de la capacidad de la fuente luminosa para producir iluminación. La unidades de medición son:
1 lumen/m = 1 lux = 0.983 bujías - pie 1 lumen/pie = 1 bujía – pie = 10.8 lux
Ejemplos: Línea de inspección de autos = 2000 Salones de estudio = 700 Sala de conferencias = 300
Tecsup Gestión de Proyectos
71
El ruido: El ruido es todo sonido no deseado, lo cual nos puede llevar a un interferencia en la comunicación, daños psicológicos y fisiológicos en el operario y pérdidas económicas para la empresa. El daño que el ruido puede ocasionar depende principalmente de su intensidad, frecuencia y tiempo de exposición. El máximo nivel de ruido al que puede estar expuesto un trabajador durante 8 horas es de 90 DB, durante 4 horas 95 DB; durante dos horas 100 DB, no permitiéndose más de 115 DB. Entre medidas administrativas se tiene el uso de orejeras y tapones para oídos.
La contaminación del ambiente de trabajo: Al efectuar las tareas en el
proceso de producción el operario está expuesto a una serie de sustancias contaminantes, las cuales podrían provocar alteraciones en la estructura y función de los organismos expuestos; dichas alteraciones podrían presentarse en síntomas como mareos, irritación de ojos y en la piel, entre otras, ocasionando una baja en la productividad en el corto plazo y problemas de salud o enfermedades ocupacionales en el largo plazo.
Elementos del factor humano: Los elementos o particularidades del factor humano abarcan:
Mano de obra directa Jefe de equipo y capataces Jefes de sección y encargados Jefe de servicios Personal indirecto o de actividades auxiliares Personal eventual y otros.
Requerimiento de mano de obra: El número de empleados que deberán contratarse está función del grado de automatización de la producción, de los empleados que se necesitarán para cada operación o máquina y de la productividad de la mano de obra. Debe tenerse en cuenta también la especialización y las calificaciones de la mano de obra, y las normas de seguridad exigibles para cada operación o máquina. Para el cálculo del número de trabajadores necesarios, los datos fundamentales son:
Tiempo estándar (en horas hombre) por unidad de producción Requerimiento de producción por periodo Horas hombres disponibles por periodo
La fórmula a utilizar es la siguiente:
H – H por unidad x Requerimiento de producción de producción por periodo HRP = Horas disponibles por periodo
La óptima utilización de la mano de obra está basada en un buen diseño del sistema de trabajo, y esto se logra mediante un estudio del método de trabajo,

Gestión de Proyectos Tecsup
72
aplicando las técnicas de registro (diagrama hombre – máquina y el diagrama bimanual) para poder analizar y plantear el método apropiado, aprovechando en forma óptima las horas - hombre disponibles. Ejemplo: Determinar el número de trabajadores requeridos para una operación X, sabiendo que se trabaja seis días a la semana en un turno de ocho horas. Se ha calculado, además, que las HH por unidad es 0.062 y los requerimientos de producción por semana es de 4750 unidades. Solución: Aplicando la fórmula tenemos:
HRP = 0.062 H-H/unid x 4750 unids/sem ( 8 – 0.5 ) horas / día x 6 días / sem HRP = 6.5 = 7 trabajadores
Conclusión: El número de trabajadores requerido será de 7.
3.3 FACTOR MÁQUINA
Las consideraciones sobre este factor comprenden: Proceso o método de producción: Los métodos son importantes para la
distribución física, ya que determinan el equipo y la maquinaria a usar, cuya disposición, a su vez debe ordenarse. Siempre se debe saber qué combinación de métodos y de distribución puede cumplir mejor con los intereses de la fábrica. Es importante primero estudiar a fondo los métodos y/p los procesos, antes de intentar el planeamiento de la distribución.
Características de la maquinaria o equipo: Para saber cuál debe ser su
capacidad, cómo encajará en las condiciones ya existentes y cómo cambiar el que ya tenemos por el nuevo, los puntos a tener en cuenta en la selección del procesos, maquinaria y equipo son los siguientes: - Volumen o capacidad. - Tecnología de producción. - Cumplimiento de las especificaciones. - Requerimiento de instalación. - Costos de instalación. - Costo de operación. - Disponibilidad. - Seguridad. - Servicios auxiliares.
Hay que considerar la misma información para el equipo adicional, bancos estantes, instalación eléctrica, equipo auxiliar, etc. Sin embargo el punto más importante es determinar el número de máquinas requeridas, lo cual sirve de base para calcular el área total requerida.

Tecsup Gestión de Proyectos
73
Porcentaje de utilización de la maquinaria: El grado de utilización de la máquina depende de la variación en las necesidades de producción y el grado de equilibrio en las operaciones.
Requerimientos del proceso: Determinados procesos requieren especiales (ventilación, buena luz, etc.), lugares especiales (prevención de la contaminación, ruido) o protección de accidentes, puntos que deben ser revisados para asegurar si el proceso requiere o no de previsiones especiales.
Los elementos de este factor incluyen:
- Máquinas de producción. - Equipos de proceso. - Dispositivos especiales. - Herramientas, moldes, patrones, plantillas, etc. - Controles o tableros de control. - Maquinaria de reemplazo inactiva. - Maquinaria para el mantenimiento o taller de repuestos y herramientas u
otros servicios.
Requerimientos de máquinas El número de máquinas requeridas está en función de la cantidad total por producir, del número de horas de trabajo y de la tasa de producción y utilización de las máquinas. a) Cantidad a producir se calcula considerando la demanda anual del producto,
el número de piezas por unidad y la tasa de desperdicio. La cantidad requerida (Qr) para una pieza es igual la cantidad de unidades demandadas (Qd) multiplicada por el número de veces (F) que esta pieza se utiliza en el producto.
Qr = Qd x F
Debe tenerse en cuenta la tasa de desperdicio en los cálculos de la cantidad a producir. La cantidad de piezas aptas es igual a la cantidad total (Qt) menos la cantidad de piezas desechadas. Ese desperdicio o desecho (unidades defectuosas) corresponde a la cantidad anterior multiplicada por el porcentaje de unidades defectuosas (d): Qr = Qt - Qt x d Qr = Qt ( 1 - d ) Qt = Qr ( 1 – d )
b) Número de horas de trabajo: Si se considera que el número de semanas
laborales por año es de 48 y que el número de horas laborables por semana es de 40, el número de horas de trabajo por año será de 1920. Este número corresponde a un periodo de ocho horas de trabajo por día. Si la capacidad

Gestión de Proyectos Tecsup
74
exige dos o tres periodos, dicho número se multiplica por una cantidad equivalente.
c) Tasa real de producción: Las máquinas suelen detenerse por diversas
razones: mantenimiento preventivo, preparación y ajuste, ausencia de empleados, falta de materiales, descomposturas. Estos eventos reducen la tasa de producción de las máquinas. Por tanto, debe evaluarse la tasa de utilización de cada máquina. Generalmente, esta tasa se expresa como un porcentaje de la tasa regular de producción. Con ayuda de esta tasa se evalúa la tasa real de producción de una máquina, la cual corresponde a la tasa regular multiplicada por la tasa de utilización.
Tasa real = Tasa regular x Tasa de utilización Tasa regular = Número de minutos por hora Tiempo regular de producción
Tomando como base los tiempos de operación y tiempos disponibles: (Tiempo de operación por) x (demanda) unidad por máquina anual ERP = No. de horas disponibles al año O también: Requerimiento de producción por hora para cumplir la demanda TC ERP = = Tasa real de producción por hora Cuello de botella Donde: Requerimientos de producción por = demanda hora para cumplir con la demanda No. horas anuales Ejemplo: Establecer el número de máquinas cuando se fabrica un solo producto: MP PT Demanda: 65 000 und. 0.25 HM/U 0.07 HM/U 0.15 HM/U Tasa defec. 3% 8% 2% Horas disponibles al año: 8H/turno * 3 turn/día * 6 días/sem * 4 sem/mes * 12
mes/año = 6912hrs. al año No. de máquinas para la operación A:
A B C

Tecsup Gestión de Proyectos
75
Cantidad a producir = 65000 / (1 – 0.03)(1-0.08)(1-0.02) = 74,324 ERP A= 0.25 HM/U x 74,324 U/Año = 2.7 = 3 Máqs. 6912 HM/Año No. de máquinas para la operación B: Cantidad a producir = 74324 * (1-0.03) = 72,094 ERP B = 0.07 HM/U x 72,094 U/Año = 0.7 = 1 Máq. 6912 HM/Año No. de máquinas para la operación C: Cantidad a producir = 72094 * ( 1 – 0.08 )= 66,327 ERP C = 0.15 HM/U x 66 327 U/Año = 1.4 = 2 Máqs. 6912 HM/Año
EFICIENCIA DE LA MÁQUINA Y CAPACIDAD DEL TRABAJO EN LÍNEA
En un momento u otro del desarrollo de una unidad de producción se empezará a formar en consideración la posibilidad de un cambio de disposición que permita el empleo de métodos de producción de flujo y, por tanto, un incremento de la eficiencia de producción. Esto ocurrirá cuando en el programa de producción aparezcan realmente lotes bastante grandes de un producto o productos muy parecidos. Para evaluar o determinar la eficiencia de la maquinaria de la maquinaria de producción conviene utilizar la expresión eficiencia de máquina, suministrando este concepto una indicación de cuando es aconsejable pensar en un cambio de método. La fórmula es la siguiente:
Eficiencia de máquina E = Empleo real de máquina (x)
Capacidad de la máquina (c)
Para un grupo de máquinas i,
Ei = Suma de las capacidades de las máquinas Suma de los usos de las máquinas
En una factoría o taller que trabaje por lotes, en que cada departamento cuenta con máquinas parecidas, la eficiencia de la máquina resulta útil como mecanismo de control y como base para la fijación del coste estándar. El reemplazo y reparación de herramientas, el tiempo necesario de mantenimiento y espera constituyen algunos de los factores que contribuyen a reducir la eficiencia, mostrándose algunos de ellos en conjunto de normas o estándares de la máquina.
Departamento C. Número de máquina YT 2147 Semana de trabajo: 13

Gestión de Proyectos Tecsup
76
Estándares y tiempo extra % estándar % real
Mantenimiento programado 2.0 2.3
Instalación 1.0 2.0
Cambio de herramientas 1.0 1.0
Tiempo de espera 5.0 10.0
Tiempo desocupado 10.0 16.7
Eficiencia estándar 81.0 68.0
En los escritos sobre gestión de la producción se suele analizar el rendimiento de línea de flujo descomponiendo o desglosando el trabajo en sus distintos elementos y asignando a cada uno de ellos un trabajador, auxiliado por máquinas. A esta forma de análisis se le denomina balance de línea. Pero también se da la situación diferente, que se encuentra normalmente en industrias de capital intensivo, de que el contenido del trabajo total sólo puede dividirse de acuerdo con los procesos de máquina. En este caso debemos equilibrar las capacidades de máquinas involucradas, en vez de subdividir el trabajo real efectuado.
Ejemplo: Cinco máquinas sucesivas A, B, C, D y E llevan a cabo un proceso continuo, produciéndose x unidades por hora. Se muestra la capacidad de cada una de las máquinas y damos por sentado que no hay desechos o desperdicios.
Entrada: x u/h A B C D E Salida: x/horas
Capacidad: 100 125 350 640 180 unidades/hora
Se pide: a) Calcular la eficiencia de la línea b) Mejorar la eficiencia
Solución: Esta disposición o distribución de máquinas será capaz de una producción máxima de x = 100, por lo tanto la eficiencia de máquina es:
Eficiencia de máquina E = 5 x X 100 + 125 + 350 + 640 + 180 E = 500 = 35.8% 1 395
Para que x > 100 habrá que introducir en A una segunda máquina, y se encuentra con un nuevo límite que 125 unidades hora, que sería la capacidad máxima. La eficiencia es:
E = 5 x X
200 + 125 + 350 + 640 + 180

Tecsup Gestión de Proyectos
77
E = 5 x 125 = 41.80% 1 495
Puede continuarse este análisis según vaya incrementándose X. Siempre que se introduzca una nueva máquina se producirá primero un descenso en la eficiencia total de máquina, que volverá ascender cuando aumente X. Queda para el alumno analizar la eficiencia de la línea de producción si la estación C su productividad es de 100 unidades por hora y la de A 350 unidades por hora.
4. TAMAÑO DE PLANTA
El tamaño de planta es el volumen ó número de unidades físicas que se pueden producir durante un periodo de tiempo, es decir, la capacidad de producción expresada en “unidades de producción / unidad de tiempo” en condiciones normales.
Es común asociar este concepto con capacidad instalada, y dado que esta capacidad puede expandirse, entonces la oferta del proyecto se define como la suma de la capacidad instalada más los posibles incrementos de capacidad durante el tiempo.
La importancia del tamaño de planta radica en su relación con la inversión y la tecnología, y a partir de ello surgen ideas como la economía de escala (costos en relación a la capacidad de producción). Justamente Williams propone la relación:
C1 = C2 * Q
Q
1
2
C: costo, inversión (unidades monetarias) Q: capacidad (unidades físicas) 1: actual 2: anterior : 0.6 - 0.8 (plantas)
0.2 - 1 (máquinas) 0.5 (fábricas de amoníaco) 0.6 (fábricas de cemento) 0.7 (fábricas de motores) 1.0 (hilanderías)
Factores determinantes del tamaño de planta. a) El mercado: Se debe determinar la demanda para el proyecto, tanto actual como
futura, pues el proyecto debe ser capaz de atender su dinámico crecimiento, pero cuidar que no se sobredimensione. Se usa como un tamaño máximo.
b) La tecnología: Algunas plantas requieren operar a un mínimo de fabricación para asegurar la eficiencia técnica y económica de los procesos
c) El punto de equilibrio económico: En función a la utilidad generada para la empresa
a partir de los costos y precio. Se utiliza para el tamaño mínimo.
Gestión de Proyectos Tecsup
78
d) La inversión y el financiamiento: El recurso dinero suele ser la restricción principal
en muchos proyectos, por lo que toda inversión (y el consiguiente financiamiento) debe ser evaluado en relación a la cantidad que produciría, “inversión/cantidad”
e) La disponibilidad de recursos: Considerar que los recursos (materiales, personas) tienen cierta disponibilidad y analizar si son suficientes para asegurar un nivel de producción determinado.
f) La capacidad de gestión y administración: La facultad de administrar no siempre es
aplicable a cualquier tamaño de planta, y por ello se debe considerar en que grado de control se puede gestionar y conducir a la empresa.
g) El entorno legal: Las disposiciones y reglamentos respecto a permisos de operación
deben respetarse. Metodología para determinar el tamaño de planta. Se trata de analizar cuál es el tamaño más adecuado económicamente para el proyecto, calculando la capacidad según los factores determinantes anteriores. Una vez definidos cada uno de ellos, se calcula (por aproximaciones sucesivas) aquel nivel que otorgue una mayor rentabilidad al proyecto, teniendo en cuenta que,
El nivel óptimo de operación no siempre será el que maximice las ventas; se
puede definir un tamaño de planta con cierta capacidad ociosa que permita generar más ahorros por volumen que costos de no utilización. Incluso, se puede incrementar esa capacidad paulatinamente, por lo que debería también evaluarse el costo de estos incrementos y el beneficio que se genere.
En caso de tener demanda creciente, lo mejor es no definir un tamaño óptimo de planta sino una estrategia óptima de ampliación de la misma.
El tamaño mínimo económico no siempre se puede aplicar a todas las plantas por la variedad de productos que fabrican (usar multiproducto o distribuir costos entre los varios modelos producidos).
Por lo general, el financiamiento bancario está en función a un porcentaje de la inversión total en activos tangibles.
Ejemplo de proyecto: Fabricación de planchas de cartón corrugado para embalaje. (i) Relación tamaño – mercado: La demanda insatisfecha actual es de 10 000 tm al
año, el producto está en su ciclo de madurez y se podría captar hasta 10% de la clientela actual con una estrategia de mejor calidad (buena fidelidad comercial).
(ii) Relación tamaño – punto de equilibrio: Los costos fijos son S/ 1 000 000 anuales, el costo variable por kilo es S/ 9.00 y el precio sería de S/ 15.00 el kilo.
(iii) Relación tamaño – materiales: La materia prima puede ser conseguida de varios proveedores, a un costo bajo; el transporte corre a cargo del mismo proveedor

Tecsup Gestión de Proyectos
79
(camiones con permisos de tránsito especiales por su tonelaje de carga) y permite cargar en promedio 750 tm al año (pueden conseguirse más camiones).
(iv) Relación tamaño – mano de obra: La disponibilidad de personal calificado esta asegurada por los egresados de institutos técnicos (Tecsup, Senati).
(v) Relación tamaño – tecnología: Existe una empresa alemana que realiza la construcción de plantas procesadoras de cartón corrugado, modalidad “llave en mano” (entrega planta ya lista para operar) y que ofrece 4 escalas referenciales:
Escala Producción Inversión Relación
Pequeña Mediana Normal Grande
100 tm/año 250 tm/año 400 tm/año 600 tm/año
$ 350 000 $ 600 000 $ 850 000 $ 1 000 000
3 500 $/tm 2 400 $/tm 2 125 $/tm 1 667 $/tm
(vi) Relación tamaño – financiamiento: Los accionistas aportarían hasta $ 300 000
como capital inicial. El financiamiento adicional puede venir de COFIDE (hasta $ 600 000) o de los bancos locales (máximo 70% de la inversión en planta).
Factor del tamaño de planta Tamaño Selección
Tamaño mercado (máximo) Tamaño tecnología (máximo) Tamaño financiamiento (máximo)
1 000 tm/año 600 tm/año 600 tm/año
No se puede exceder del menor máximo: 600 tm/año.
Tamaño materia prima Tamaño mano de obra Tamaño tecnología
750 tm/año sin límite 600 tm/año
En este rango se elige el tamaño óptimo: 600 tm/año, por su relación Inversión/Producción
Tamaño punto equilibro (mínimo) 166.7 tm/año No menor al mínimo: 167 tm/año
5. ETAPAS DE LA INGENIERIA DEL PROYECTO La ingeniería del proyecto presenta un análisis detallado de los aspectos netamente técnicos; esta muy relacionado a los demás estudios del mismo proyecto. Se distingue hasta cuatro etapas en el desarrollo de la ingeniería:
A) Ingeniería previa:
Estudio previo, perfil o estudio de pre-inversión B) Ingeniería básica:
Se realiza si se aprueba la anterior. Aquí se define la aprobación del proyecto. Este “libro negro” esboza el proyecto en sí (know-how, tecnología, P&I y diseño
de máquinas, especificaciones), e involucra un contrato. C) Ingeniería de detalle
Se realiza luego que el proyecto ha sido aprobado. Desarrolla detalladamente toda la ingeniería básica (se pasa todo a dibujo). Es masivo en uso de personal técnico, y es también contractual.
D) Ingeniería durante la construcción
Es ingeniería de programación. P&I detallado y P&I a mano alzada, a medida que se va construyendo.

Gestión de Proyectos Tecsup
80
A. Ingeniería previa
B. Ingeniería básica
C. Ingeniería detalle
D. Ingeniería durante la
construcción
Diag. bloques, DOP Flowsheet cuantitat. y cualitativo. Layout principal Determinar equipos Balance de materia Especificaciones MP y PT y subproductos Estudio topográfico Estudio de impacto ambiental Estudio de suelos Gantt proyecto Estimado inversión Estudio tecnológico Estimado personal Estudio organizacional
Especificaciones MP y PT y subproductos Consumo anual, mensual, diario, horario de MP Flowsheet específico y DOP P&I general Consumo fuerzas Estudio topográfico Estudio de impacto ambiental Estudio de suelos Especificaciones de equipos (medidas) Descripción de la tecnología (know h) Planos disposición general y cargas Especificación de tuberías Distribución planta Maqueta Estimado costos por equipo Planeamiento gastos Organización Programación
Especificaciones MP Planos montaje Ingeniería civil de almacenes, oficinas, equipos, planta. Ingeniería del equipo Ingeniería distribuc. eléctrica. Planos P&I, detalle tanques y máquinas Plan de compras e inspección de la maquinaria en taller. Seguridad. Plan de montaje Estimado de costos Aplicación inversión Programa inversión Programa tiempo y recursos (gantt) Preparar personal para arranque. Especificaciones de control de calidad y arranque de planta. Especificación de la seguridad integral Manto. preventivo
Ingeniería: proyecto, flowsheet procesos, mecánico y plantas auxiliares. Diseño: Criterio, lista de equipos, planos generales, dibujo. Procuraduría y montaje: aparatos, decantadores, compresores, intercambiadores, tuberías para horno, otras tuberías, calderos, bombas, mezcladores. Construcción civil: Movimiento campo y construc. temporal, piloteo, concreto, estructura, edificios, tuberías, eléctricos, instrumento, pintura y aislamiento. Arranque: Grupos de operación, especif. operación, control calidad y seguridad.
6. CONTENIDO DE LA INGENIERIA DEL PROYECTO
(1) Definición del producto:
Descripción de productos, subproductos y familias de productos. Especificaciones técnicas, normas y tolerancias de calidad. Normas técnicas nacionales y empresariales (según mercado).
(2) Definición del proceso productivo:
Análisis de tecnologías disponibles (que sea económica, flexible, elástica, forma de mantenimiento, requisitos de insumos y calificación mano de obra; al final se escoge la mejor opción técnica, económica y ambiental).
Características de las fases del proceso (grado de dependencia tecnológica o manual, estandarización de insumos a recibir, normalización

Tecsup Gestión de Proyectos
81
de productos y subproductos, frecuencia de mantenimiento y control de calidad). Selección del proceso productivo (detallar sus fases y secciones). Diagramas de flujo (flowsheet), DOP, DAP.
SIMBOLO ACCION
Operación
Operación e inspección
Decisión (si, no; seguir,
parar; etc.)
Demora (pausa o espera
momentánea)
Traslado
Almacén
(3) Selección de maquinaria y equipo:
Especificaciones y características (velocidad, capacidad, potencia, equipos auxiliares, temperatura; frecuencia de mantenimiento)
Determinación de la producción horaria en cada máquina (según fabricante y según pruebas y ensayos).
Balance de línea (acompañar un diagrama de bloques para ver secuencia). Estimación de posibles ampliaciones (flexibilidad para complementar equipo).
(4) Capacidad de fabricación:
Capacidad y eficiencia de cada fase productiva. Determinación del “cuello de botella”. Cálculo de la capacidad instalada (considerar el equipo crítico)
(Capac: 1000 kg c/u)
(Capac: 2000 kg c/u)
(Capac: 2500 kg c/u)
Cuello de botella : Máquina M3
E1 E2 E3
M1 M2
E4
M3

Gestión de Proyectos Tecsup
82
C.I. = (prod. horaria) * (8 h/turno) * (3 turnos/día) * (275 días/año) * 0.8
Coeficiente eficiencia = 0.8 (de máquina cuello botella) por suplemento Días laborables: 11 meses al año (25 días/mes) Turnos: Perú tiene escasos recursos de inversión => 3 turnos
Ejemplo: Producción horaria (máquina cuello de botella) = 45 unidades
C.I. = 45 * 8 * 3 * 275 * 0.8 C.I. = 237 600 unidades anuales
(5) Programa de producción:
Horizonte de proyección (años). Utilización de la capacidad instalada en cada año.
Programa de producción para 10 años (primer año 40-50% cap. instalada).
Año % uso
capacidad instalada
Observaciones
1 2 3
50% 70% 80%
Primeros años por curva aprendizaje. Al inicio hay cierta resistencia del mercado
(distribuidor tienen proveedor tradicional).
4 5 6
7....
95% 95% 98% 98%
En el cuarto año ya se llega a madurez y se utiliza capacidad en gran medida; con
mejoras se puede llegar al 98% (no llega al 100% por ineficiencias).
(6) Requerimiento de insumos y otros materiales:
Materia prima (calidad, medidas, frecuencia de ingreso, rendimiento) Materiales indirectos (etiquetas, papel, envoltura, fardos).
(7) Requerimiento de mano de obra:
Mano de obra directa (personas necesarias, calificación, ritmo de trabajo). Personal indirecto.
(8) Requerimiento de servicios:
Energía eléctrica (medida en KW o HP; se debe controlar). Potencia (KW, HP) = Suma máquinas * horas (KW-H * 275 d/a * 0.6)
Agua, vapor, etc. (agua por pozo o fuente externa). Luz (en planta, en oficinas). Telecomunicaciones (telefonía, fax, internet, celulares). Control de calidad con reactivos, realizado por terceros. Mantenimiento (preventivo, correctivo; uso de repuestos).

Tecsup Gestión de Proyectos
83
(9) Características físicas del proyecto:
Disposición general de las instalaciones (terrenos, áreas verdes, edificio, planta; vía de acceso; posibilidad de expansión de área).
Disposición de planta (layout del edificio, máquinas, equipos, pasadizos, flujo de materiales y personas; uso de técnicas de disposición de planta, Gerchet). Dependerá del proceso productivo (posición fija, por procesos ó por línea).
7. CRONOGRAMA DE IMPLEMENTACION
Es el conjunto de eventos necesarios para alcanzar la puesta en marcha del proyecto, presentados durante el tiempo que dure la implementación (incluidas las pruebas de arranque). Normalmente se traza un plan general de construcciones e instalaciones que incluye:
Decisión del lugar Distribución general de la planta Adquisición y recepción de materiales y activos Ejecución de las obras civiles Pruebas (al vacio, con carga, con sobrecarga). Puesta en marcha definitiva.
Como herramientas de apoyo y control de la ejecución tenemos al cronograma de actividades (programa de compromisos) y al diagrama de Gantt.
Ejemplo: Cronograma de actividades
PROGRAMA GENERAL DE COMPROMISOS Fecha de inicio : _______________ Revisiones autorizadas _____________________________________________ _____________________________________________
Actividades 2004 2005 .........
E F M A M J J A S O N D E F M A M J J A S O N D .................
Decisión del lugar X X ..................
Distribuc.gral.planta X X X ..................
.............................. X X X ..................
....................... ............................... ..................................... ..................

Gestión de Proyectos Tecsup
84
Ejemplo: Diagrama de Gantt
Figura 3.