increasing boiler efficiency by using different ... · increasing boiler efficiency by using...
TRANSCRIPT

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
INCREASING BOILER EFFICIENCY BY USING DIFFERENT MEASUREMENTS AND TYPES OF FIRETUBE PLATES AND DIFFERENT NOZZLES
Bassam A. Al-Helou Mechanical Engineering Department
Faculty of Engineering Technology - Zarqa University P.O. Box 132222 Zarqa, 13132 Jordan;
E-Mail: [email protected]
ABSTRACT
he main objective of this study is to improve the efficiency of small capacity boiler. This efficiency improvement can be done though many factors, such as various measures, types, lengths of firetube
plates. Also, the efficiency can be improved by using the optimum nozzle size. The results were analyzed by using different methods of examinations which led to the best condition for operating the boiler. The study indicated that the firetube plate fabricated from cast iron, which was used originally for long time in the tested boiler, must be replaced by firetube plate fabricated from sheet iron. The study showed that the efficiency of the boiler is not the only parameter for determining the quality of boilers, other factors must, at the same time, be adopted such as flue gas temperature.
Keywords: Boiler, Passes, Firetube Plates, Efficiency, Flue Gas Temperature, Nozzle, Combustion Process.
T

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
INTRODUCTION
Over the course of history, boilers have been improved by changing metal working technology, fuel availability, and increases in combustion and heat transfer technology. With the improvements in metal quality and welding procedures, there is no longer need to include long stay rods and thousands of rivets [1]. The challenge that all boiler manufacturers face is in utilizing their past experience and current technology to produce boilers that have an advantage for the different processes to which they are used. This advantage can be gained from application information derived through practical experience and can be as extensive as using computational fluid dynamic models to simulate the combustion and heat transfer processes [2]. This paper describes some of the techniques that Beta Boiler Company, with the support of fire-tube technologies, is currently using to improve performance and functionality of its boiler series. The burner is mounted at the face of the boiler and fires directly down the furnace. All of the hot flue gases exit the furnace into the combustion chamber (or turn around). From there, the flue gases enter the convective sections of the boiler, depending on the pass arrangement of the boiler, the flue gases make 1, 2 or 3 passes through the water stored in the pressure vessel. For a 2-pass boiler, there is only one bank of tubes, for a 3-pass boiler there are 2 tube passes, and for a 4-pass boiler there are 3 tube passes [3-4]. After leaving the convective section of the boiler, the flue gases exit the pressure vessel at the stack. In our case 2-pass boiler was used and firetube plates were manufactured from sheet iron to improve the efficiency of the boiler. Figure 1. shows a cross section of a 2-pass of Beta Boiler TB2-60.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Figure 1. Cross section of a 2-pass of Beta Boiler TB2-60.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
BOILER EFFICIENCY
Boiler efficiency is the measure of a boiler's ability to transfer the heat of fuel combustion to the hot water [5]. The initial cost is the lowest portion of the investment in this critical asset. Fuel and maintenance costs over time represent the largest portion of the investment, so it is prudent to evaluate options that reduce emissions and fuel consumption [6-7]. Boiler efficiency sometimes referred to as combustion efficiency or thermal efficiency is the ratio of the energy output to energy input of the boiler. Although the aforementioned terms are often used interchangeably, they vary considerably in their measurement methodology and degree of accuracy. Combustion efficiency is really a determination of the effectiveness of the burner. It is determined by the measurement of the amount of unburned fuel and excess air that escapes up the stack [8-9]. Thermal efficiency is a measurement of the effectiveness of the heat exchanger to transfer heat from the combustion process to the water or steam in the boiler. Both metrics are useful, but neither tells the whole efficiency story. True boiler efficiency takes into consideration the radiation and convection losses of the pressure vessel itself and system components. It is done through instrumentation over time. The burner is the key driver of boiler efficiency after manufacturing. Since high efficiency is the result of design considerations incorporated into the boiler, the way to modify the operation of the existing machine is through either choosing a quality burner or through burner adjustment. Some manufacturers state that burners with high pressure drop design, quality fan and damper design, and simple linkage assemblies are easy to tune and accurately hold the air-to-fuel ratios. However, the best advice is to keep it simple. The most efficient and effective designs are the ones that are easy to maintain and operate. If the linkage design on a burner is too complex, it will be difficult to sustain the adjusted air-fuel ratio thus resulting in an increase in excess air out of the stack. The higher the excess air, the lower the efficiency. The number of boiler passes has a strong relationship to boiler efficiency. Simply, the number of passes refers to the number of times the hot combustion gases transfer heat to the water in the boiler. The more passes, the more opportunities to transfer heat and the lower the stack temperature. The number of passes in a boiler is a function of the design, as is the pressure vessel itself. It should be considered during the specification of the system. Effecting change after the boiler is installed is predicated upon the type and frequency of maintenance on the machine. If a proper maintenance program, both preventative and predictive, is implemented and continued over time, the boiler will function optimally, which means efficiently. It is important to check with the boiler manufacturer on recommendations on a boiler maintenance program specific to the type and size of machine in place [10-11].
METHODOLOGY OF MEASUREMENTS
The study was based on which was manufactured at Beta Boiler Company. This boiler is Beta boiler TB2-60; it is utilized for heating apartments and likewise for hot water usages. The specifications of the mentioned boiler are shown in Table 1.
At the established laboratory, the boiler was equipped with a chimney, water tank and pump. The tank was equipped from the top by a fan for cooling the hot water immediately upon completing the measurement process and embarking on another one. Figure 2. shows an illustrative diagram for installing the boiler and location of the measurement point which was placed on the entrance of the chimney and at a 40 cm distance from the end of the boiler.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
The examination process is conducted by using different nozzles, different lengths and measurements of firetube plates which are manufactured from sheet metal and initially maintaining the firetube plate which is made of cast iron and originally used for the boiler. The examination process dealing with increasing the boiler's water temperature from 50°C up to 85ºC, whereby the water temperature would be raised 5ºC every time, and hence reads the results from the examination set (Gas Analyzer Testo 342-1 was used).
For example, in order to conduct the measurement process, the firetube plates will be placed in the boiler's firetubes, or in some of them, or in one of them. Hence, the boiler water temperature will be increased up to 50o C. At this point, the examination set will undertake the reading value of oxygen, carbon monoxide, flue gas temperature and outside temperature, and hence the set will give eight readings. In addition to the foregoing the set will calculate each one of the values CO2 [%], Excess air [%], Net Efficiency [%] and Draught Pressure [mbar], then waits until the boiler's water temperature reaches 55oC, and then reads the results once more. This is how the measurement process by raising the boiler's water temperature 5 degrees every time until the boiler's water temperature reaches 85oC.
Thereafter, the fan is put into operation to cool the water. When the water temperature reaches below 50oC, another position for the boiler is taken by utilizing other firetube plates in order to conduct another measurement process.
Figure 3. illustrates a section for the boiler's five firetube, while Figure 4. shows the shape of firetube plate utilized in the measurement process.
In this study, the results of each of the boiler's efficiency and flue gas temperature are analysed, provided that the other remaining parameters will be analyzed in a subsequent study.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Table 1. The specification of Beta Boiler TB2-60.
Net Output 60 M cal/hr Net Output 70 kW Burner Opening 110 mm Operating Temperature 60-90 ºC Maximum Working Pressure 3 bar Flue Pipe 150 mm Burning Champers Depth 615 mm Fire Tube No. 5
RESULTS AND DISCUSSION
Usually, such type of boilers is run by burners with nozzle 1.75 gallon/h at a 60o fuel pumping angle and 11 bar burner pressure. In order to ensure the soundness of the selection, a measurement process for the boiler was conducted in such conditions.
At the onset, the boiler's efficiency was measured without utilizing any type of firetube plates, and the efficiency results ranged between 83.6% when the boiler's water temperature was 50oC and 81.6% when the water temperature reached 85oC.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Figure 2. A schematic of the boiler connection.
1-Boiler, 2-Burner, 3-Measurement Point, 4-Chimeny, 5-Pump, 6-Water Tank, 7-Fan, 8-Valve.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Figure 3. Cross section of a five firetubes of Beta Boiler TB2-60.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Figure 4. Manufactured sheet iron firetube plate.
Accordingly, a set of firetube plates was manufactured from sheet iron in the following measurements: The first at a 45cm length and 5cm width (L=45cm,W=5cm), the second at (L=40cm,W=4.5cm) and the third at (L=40cm,W=3.5cm). The measurement results showed low values of the third firetube plate (resistance) which came below the cast iron resistance originally that was used in the boiler. The results have also shown that there are similarity to some extent in the values of the boiler efficiency for each of the first and second resistance as the value of the first resistance approaches 89.1% and the second 88.9% at boiler water temperature of 85ºC. Even though the values are very close to each other, the second resistance (L=40cm,W=4.5cm) was selected to be the most suitable to the boiler being lower in cost than the first resistance and having similar results to some extent with the first resistance, as shown in Figure 5. In order to know the extent of correctness of the selection, Figure 6. was drawn between the water temperature and the flue gas temperature. Figure 6. shows that the flue gas temperatures were very high if the boiler was operated without firetube plates as the chimney's temperature reached 410 ºC which is a very high temperature according to the standard DIN 4705 [12], while the chimney's temperature, upon utilizing the firetube plates which was selected, reached 243oC which is extremely acceptable. The chimney's temperature reached, in the event that the first firetube plates (L=45cm.w=5cm) were utilized to 260oC at the time when the water temperature was 85oC, which are better than the cast iron resistance whose temperature has reached 277oC. Thus, it can be noted that the second resistance temperature was better than the first resistance temperature although the difference between them was not considerable.
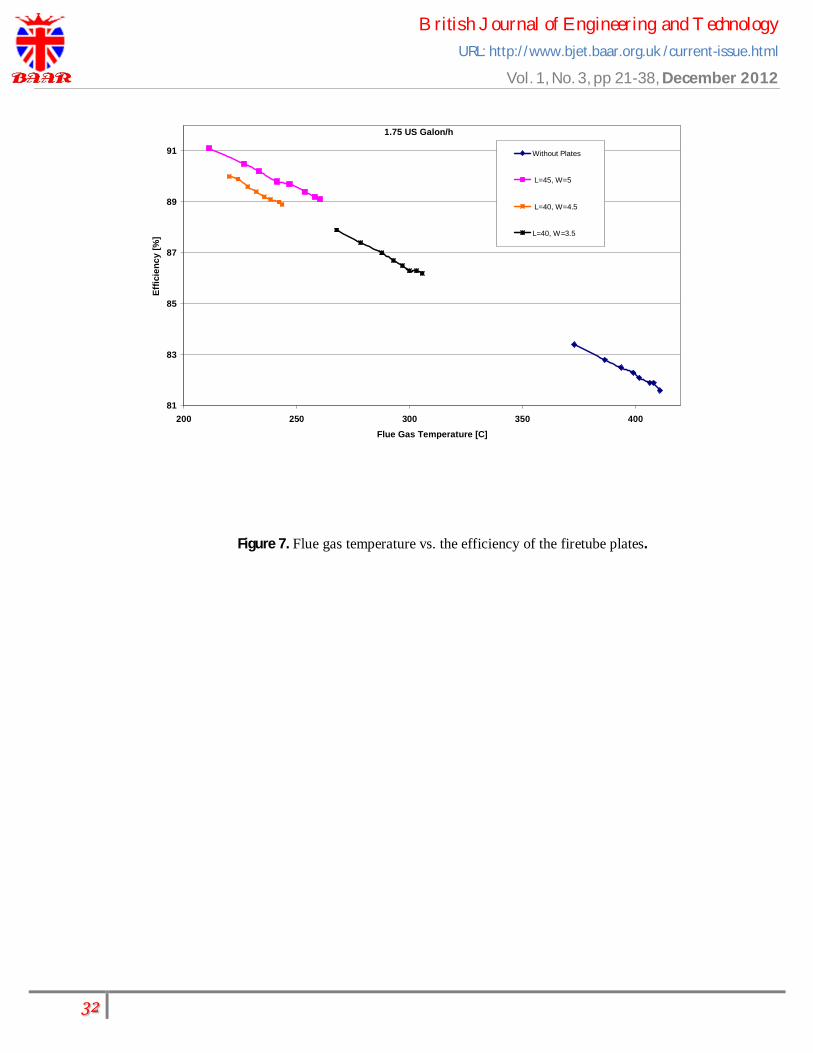
It can also be observed clearly from Figure 7. which combined each of the flue gas temperature and the efficiency, from which it can be said that the extent of change in the second resistance temperature which was less than the extent of change in the remaining firetube plate temperatures. It is true that the residence efficiency in general was little less than the first resistance efficiency, yet upon the water temperature increase to the required degree, the boilers efficiency would have approached the boiler's efficiency of each other for the two best resistances. Hence, it can be said that it will not be possible to take the efficiency curve only to judge the quality of the boiler, but rather adopt other factors such as, for instance, the flue gas temperature.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Table 2. shows in detail the values of boiler efficiency inside every one of the firetubes, as the firetube plates were placed in firetube No. (1) individually and the measurement process was carried out, then the measurement process was conducted on firetube No. (2) and so on until all firetubes were tested, and then the measurement process was carried out on some firetubes collectively. For example, the boiler on firetube No. (1) and firetube No. (2) were tested together and each of firetube No. (2) and firetube No. (3) were tested together also and so on. The results outlined that the variation of efficiency inside every firetube does not exceed 1.5 % throughout the period of measurement. The study has also outlined that the boiler's efficiency inside every firetube hardly change from each other, and approaches in all circumstances, 83%, and when the boiler was tested on more than one firetube plate, the best one thereof was when the firetube plates in each of firetube No. (3) and firetube No. (5) were placed together as the efficiency reached 85.2%. The same former method was used to know how the flue gas temperature changes inside the firetube individually or collectively. The study outlined that the flue gas temperatures in all cases are high temperatures, i.e. the use of one, two or even three firetubes does not reduce the flue gas temperature in such a case, as shown in Table 3. All firetubes should even contain the firetubes plates so that the flue gas temperature will be within the required range.
Figure 5. Efficiency of the firetube plates.
1.75 US Galon/h
80
82
84
86
88
90
92
50 55 60 65 70 75 80 85 90Hot Water Temperature [C]
Effic
ienc
y [%
]
Without Plats
L=45, W=5
L=40, W=4.5
L=40, W=3.5
L=40, Cast Iron

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Figure 6. Flue gas temperature of the firetube plates.
1.75 US Galon/h
200
250
300
350
400
450
50 55 60 65 70 75 80 85 90Hot Water Temperature [C]
Flue
Gas
Tem
prea
ture
[C]
Without Plates
L=45, W=5
L=40, W=4.5
L=40, W=3.5
L=40, Cast Iron
British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Figure 7. Flue gas temperature vs. the efficiency of the firetube plates.
1.75 US Galon/h
81
83
85
87
89
91
200 250 300 350 400Flue Gas Temperature [C]
Effic
ienc
y [%
]Without Plates
L=45, W=5
L=40, W=4.5
L=40, W=3.5

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Table 2. The efficiency of suitable firetube plate of each fire tube.
Water Number of firetube plate
temp. ºC All
plates
1 2 3 4 5 1+2 2+3 3+5 1+2+3
50 90.0 82.9 84.7 86 84.8 85 85 85.4 86.9 84.1
55 89.9 82.5 84.2 85.2 84.4 84.4 84.8 85 86.3 83.8
60 89.9 82.3 84.1 84.8 84.2 84.4 84.3 84.6 86 83.8
65 89.4 82.2 83.8 84.5 83.9 83.9 84.1 84.4 86.9 83.2
70 89.2 82.3 83.4 84.3 83.7 83.8 83.9 84.2 85.5 83.2
75 89.1 82.3 83.6 84.1 83.6 83.6 83.7 83.9 85.4 83.1
80 89 82.2 83.4 84 83.5 83.4 83.5 84 85 82.9
85 88.9 82 83 83.8 83.3 83.5 83.4 83.6 85.2 82.9

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Table 3. The flue gas temperature of suitable firetube plate of each fire tube.
Water Number of firetube plate
temp C All
plates
1 2 3 4 5 1+2 2+3 3+5 1+2+3
50 220.1 370.4 320 296.8 338.8 322.6 339.6 302.9 290.7 328.4
55 224 279.1 331.3 314.9 349 337.2 345.1 312.2 299.2 334.6
60 228.3 385.9 337 321.2 353.4 343.4 356.1 321 305.4 336.7
65 232.1 388.8 342.1 326.9 360.7 349.3 358.3 325.2 309.3 345.8
70 235.6 388.4 348.4 331.2 363.8 356.7 363.3 331 316.4 345.2
75 238.4 393.2 350.5 336.7 366 359.9 370.3 337.3 320.5 350.7
80 242.2 395.4 355.2 340 369.2 362.7 373 340.2 324.6 354.4
85 243.3 397.4 357 343.1 371 363.2 374 342.5 328.7 357.1

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Figure 8. The efficiency of the suitable firetube plates with different nozzles.
L=40, W=4.5
88.5
89
89.5
90
90.5
91
91.5
92
92.5
50 55 60 65 70 75 80 85 90Hot Water Temperature [C]
Effic
ienc
y [%
]1.35 US Galon/h
1.5 US Galon/h
1.75 US Galon/h

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
Figure 9. The flue gas temperature of the suitable firetube plates with different nozzles.
170
180
190
200
210
220
230
240
250
50 55 60 65 70 75 80 85 90Hot Water Temperature [C]
Flue
Gas
Tem
prea
ture
[C]
1.35 US Galon/h
1.5 US Galon/h
1.75 US Galon/h
British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
To study if there is a possibility for energy saving, other nozzles were used which were not used before on this boiler namely 1.35 US gallon/h, 1.5 US gallon/h, while maintaining other parameters as is such as the selected firetube plates, burner pressure and fuel pumping angle.
The results outlined that there is a remarkable improvement in the boiler's efficiency whereby it yielded better results from the previous yield on the nozzle 1.75 US gallon/h, as the boiler's efficiency rose from 88.9% to 89.3% when the water temperature was 85oC upon utilizing 1.5 nozzle, whereas the boiler's efficiency recorded 90.4% upon using 1.35 nozzle which means that the use of 1.35 nozzle is much better than using each of 1.75 nozzle and 1.5 nozzle Figure 8. illustrates this.
To ascertain this fact, Figure 9. was drawn out between water temperature and flue gas temperature. It was discovered from Figure 9. that the flue gas temperature dropped from 243o C to 221.6oC upon using 1.5 nozzle, while the gas temperature dropped to 227o C upon using 1.35 nozzle when the water temperature was 85o C, noting that both degrees are within the required range. Therefore, it can be said that 1.35 nozzle can be used with all munificence due to the increased efficiency of the boiler from other nozzles and the chimney's temperature within the required level.
Accordingly, the use of 1.35 nozzle will endeavour to provide the diesel consumption as was in the past. If we presume that the boiler runs at an average of 12 hours daily in the winter season which extends from mid November up to mid April, the annual saving will be equivalent to 2725 1iter/season which financially equals 2040 U.S. Dollars per year. Consequently, it can be said that the study recommends the necessity to replace the used nozzle by another one viz 1.35 US gallon/h nozzle.
CONCLUSIONS
Major Modification of firetube plates had to be made to the boiler to improve combustion efficiency. The study showed that the replacement of the used and manufactured firetube plates from pouring cast iron to a firetube plates made from sheet iron is inevitable. Also, the study showed that it is not possible to take the efficiency curve only to judge the boiler's quality but rather other factors such as the flue gas temperature should be adopted. The study also showed that the boiler's efficiency inside the individual pipe does not change by more than 1.5 degrees. The study recommends the reduction of the amount of the used nozzle from 1.75 to 1.35 US gallon/h nozzle.
ACKNOWLEDGMENT
The author would like to thank Deanship of Research and Graduate Studies in Zarqa University – Jordan for the financial support in conducting this study. Also, thank goes to Beta Boiler Company for there help in measurements.

British Journal of Engineering and Technology URL: http://www.bjet.baar.org.uk /current-issue.html
Vol. 1, No. 3, pp 21-38, December 2012
REFERENCES 1. Steingress, F. and R. Walker, 2008. Low Pressure Boilers - 3rd Edition.
2. Malek, M., 2005. Power Boiler Design, Inspection, and Repair: Per ASME Boiler and Pressure, McGraw-
Hill Professional Engineering.
3. Combustion Analysis Basics, 2004. An Overview of Measurements, Methods and Calculations Used in Combustion Analysis. TSI, available at www.tsi.com/uploadedFiles/_Site_Root/.../CA-basic-2980175.pdf
4. Thornock, D. and H. Mitchell, Measurements and Design Enhancements in Firetube Boilers Using
Improved Technology, available at www.johnstonboiler.com/TechBriefs/ABMA_9_00.PDF
5. Nebojsa, D., S. Igic, T. Janic, S. Matic, O. Ponjican, M. Tomic, and L. Savin, 2012. Efficiency of Small Scale Manually Fed Boilers-Mathematical Models. Energies, 5: 1470-1489; DOI: 10.3390/en5051470.
6. Boiler Efficiency Guide, Cleaver Brooks, 2010. USA, Facts you should know about firetube boilers and
boiler efficiency available at a. www.cleaver-brooks.com/.../Boiler Efficiency Guide. pdf
7. Kristensen, F., J. Kristensen, 2004. Development and test of small-scale batch-fired straw boilers in Denmark. Biomass Bioenergy, 26: 561–569. DOI: 10.1016/j.biombioe.2003.09.006.
8. Khor, A., C. Ryu, Y. Yang, N. Sharifi, and J. Swithenbank, 2007. Straw combustion in a fixed bed combustor. Fuel, 86: 152–160. DOI: 10.1016/j.fuel.2006.07.006.
9. Dyer, D. and F. Glennon, 1991. Maples, Boiler Efficiency Improvement, Boiler Efficiency institute,
Auburn, AL,
10. Bradley, M. and W. Davi, 1998. Fire-Tube Boiler Test Burn on Coal-Water Fuel. Energy Sources: 20: 11-24.
11. Boiler Introduction, Fire Tube Boilers, available at
a. http://www.cleanboiler.org/Eff_Improve/Primer/Boiler_Introduction.asp
12. DIN standard No. 4705, Flue Gas Temperature.