in ed wire cuttingthe progress - georg fischer · agiecut vertex extras as standard, the...
TRANSCRIPT

AGIECUTPROGRESS
The progress in ED wire cutting
impPROGRESSv-ing-7.06 29.8.2006 16:02 Pagina 2

The series
2With three machine sizes, the reliable IPG-V generator, a new optimised operator surface and many
Agiecut Vertex extras as standard, the well-proven ED wire-cutting series is being further enhanced in
value with more power, more precision and convenience. When taper cutting, new toroids allow an
increased wire tension, thus benefiting the form accuracy and the surface quality. For all the Progress V
models there is an extension kit available for thinner wires down to 0.07 mm and an SF module for
roughnesses below Ra 0.1 µm.
for fast, precise
ED wire cutting
Agiecut Classic V
Agiecut Progress V
Agiecut Vertex
impPROGRESSv-ing-7.06 29.8.2006 16:02 Pagina 3

from 0.33 mm
to 0.07 mm
to Ra 0.1 µm
3
impPROGRESSv-ing-7.06 29.8.2006 16:02 Pagina 4

Optimal technologies The best possible technology is gen-erated individually for each machin-ing job and workpiece height andonly a few data inputs.
Maximum form accuracyBest linearity, precise inside radii atevery workpiece height, on steppedworkpieces, taper cuts, even withcomplex transitions. Wire BendingControl and Advanced Wire Offset, astandard feature on all the AgiecutProgress V.
HighlightsFinest surfacesRoughness Ra below 0.1 µm with theSF module option. A surface qualityof Ra 0.2 µm is reached as standardon all Agiecut Progress V.
Smaller wiresWires down to 0.07 mm diameter canbe used with the extension kit. AllAgiecut Progress V are equipped asstandard for wire down to 0.15 mm.
for progressive ED wire cutting
6
What is common to all the models ofthe Agiecut series is the reliableIPG-V Vertex generator with its veryhigh operating efficiency, as well asthe Agievision control in version 5.The Agiecut Progress V ED wire-cut-ting machines’ new capabilities are:
High cutting speeds500 mm2/min cutting rate in full cut onall Agiecut Progress V with the stan-dard eCut technologies.
Automated ED machiningCommunication interfaces and spe-cial equipment. Agiecut Progress V 2can be employed for automated oper-ation with a handling device for load-ing and unloading workpiece pallets.
Well-directed planningEasy job planning with the AgiePlan-ning function, on all Agiecut Progress Vas an optimal tool.
Latest hardwareFast and powerful processors withstate-of-the-art electronics. Agievi-sion control Version 5, on all AgiecutProgress V.
Functional softwareStrikingly intuitive operation. The op-erator surface has been optimisedwith easy to understand icons, addi-tional text explanations and a clearlyarranged form of presentation. Theuser manual is resident in the harddisk memory.
AGIECUTPROGRESS
Höhe 100 mm 30°
impPROGRESSv-ing-7.06 29.8.2006 16:02 Pagina 5

impPROGRESSv-ing-7.06 29.8.2006 16:02 Pagina 6

2X 350
Y 250
Z 256
550 750
250
450 kg2040
1640 X 500
Y 350
Z 426
650
1050
420
800 kg
1940
2300
3
impPROGRESSv-ing-7.06 29.8.2006 16:02 Pagina 7

4X 800
Y 550
Z 525
650
1300
500
3000 kg
29003050
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 8

The generatorIntelligent generatorIncreased EDM output, more powerfulelectronics, efficiently controlled EDMprocess. With IPG-V (Intelligent PowerGeneration Vertex) an improvement in the form factor of the pulses and areduction in the pulse duration areachieved.
Individualised technologiesThe best possible cutting technologyfrom a database of pulses instead ofa technology database. Alternativeproposals for the quality targets aregiven. Whether brass or coated,whether thick or thin, with every wiretype both, maximum cutting rates infull cut and finest surfaces and bestprecision in trim cut are achieved. ED wire cutting that allows to reliablyachieve the desired result without theneed of test cuts. Teccut technologiesare generated individually in accor-dance with workpiece features. Forthis, the workpiece is described withits height, form, material, surfacequality and accuracy. According to thematerial and quality target, Teccut se-lects the pulses for the full cut. Build-ing up on this technology, the pulsesfor the trim cuts are called up
through algorithms and are thenadapted individually to the actualworking conditions and the requiredprecision. A machining made tomeasure, without compromises in re-spect to workpiece height, precisionor cutting rate.
Controlled processContinuously optimised servo withstate-of-the-art FPGA (Field Pro-grammable Gate Arrays) technologyand completely digital data recording.At the same time, the current state ofthe process is measured as close tothe spark as possible and, thanks tothe enormous computer throughput,kept continuously at an optimal level.8
with Vertex technology
Best operating efficiencyFast cutting speeds can be achievedwith eCut technologies and wiresfrom 0.1 to 0.15 mm diameter. eCuttechnologies cut down strikingly onthe consumption of filters and resin,as well as of both, coated and brasswire. Less deposits of wire materialon the workpiece reduce the trimcuts. Cut surfaces on workpieceshave a homogeneous surface accord-ing to the roughness value. eCuttechnologies reduce the spark gap inthe case of fine wire machining jobsso that absolute accuracy is realisedin the case of complex contours andthe smallest inside radii.
Fully digitised pulse control. Thegenerator and in particular analogueelectronics have been combined intoone single digital element. This con-tains a multitude of individual com-ponents and is programmable.Changes can thus be carried out bymeans of the software, without hav-ing to change the PC boards. Innova-tions can be imported immediately.
Precision full cutReduced number or even completelyeliminated trim cuts. Individually gen-erated technologies allow single pre-cision full cuts, depending on theaccuracy and surface quality required.
Less power consumptionSignificant less power consumption athigher cutting rates with the IPG-Vgenerator.
AGIECUTPROGRESS
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 9

Ra = 0.20Ra = 0.20Ra = 0.20Ra = 0.20
Ra = 0.20Ra = 0.20
Ra = 0.20Ra = 0.20
Taper-Ra = 0.50Taper-Ra = 0.45
Ra = 0.20Ra = 0.20Ra = 0.20Ra = 0.20
Ra = 0.20Ra = 0.20
Ra = 0.20Ra = 0.20
TpA-G 0.25Br-H 0.25TpA-G 0.20Br-H 0.20TpA-G 0.15Br-H 0.15TpA-G 0.10Br-H 0.10
Tp-SCC 0.20Tp-A 0.20
TpA-G 0.25Br-H 0.25TpA-G 0.20Br-H 0.20TpA-G 0.15Br-H 0.15TpA-G 0.10Br-H 0.10
0 5 10 20 50 70 100 150
Height (mm)
Carb
ide
Stee
l
With a few workpiece details, wire type
and machining target, a precisely
matching machining technology is gen-
erated. No compromise for intermedi-
ate workpiece heights.
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 10
The Generator with Vertex Technology
10
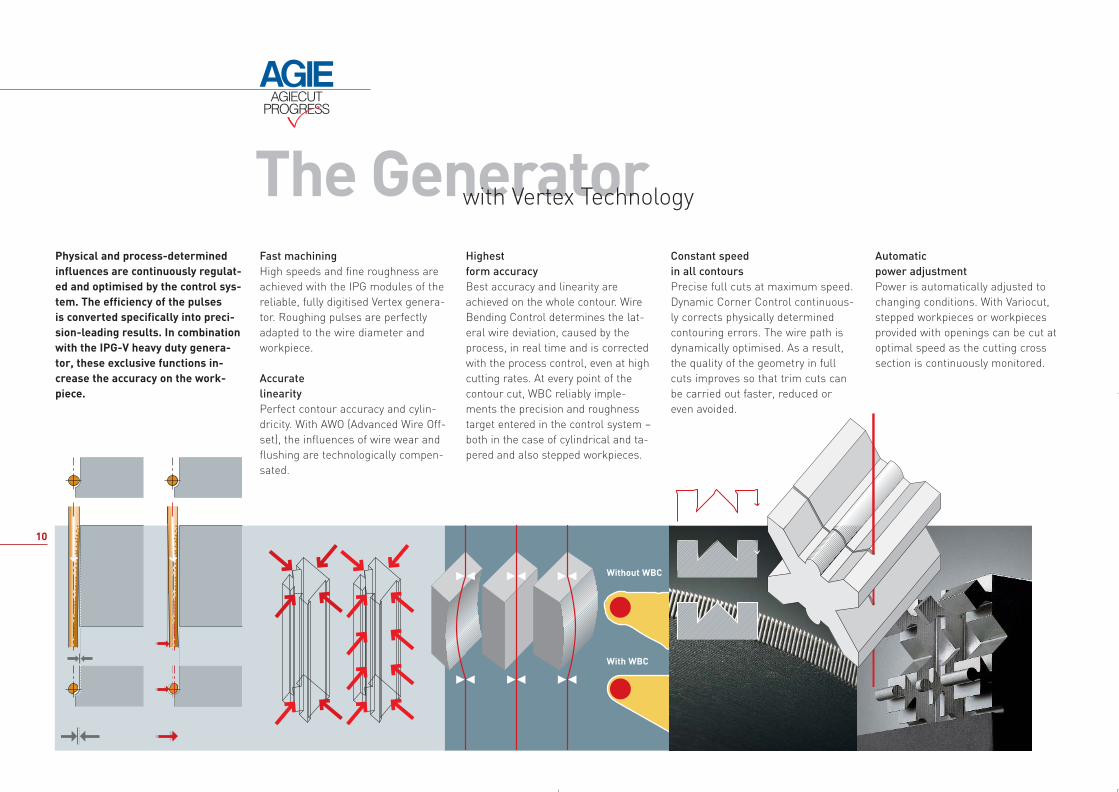
Fast machining High speeds and fine roughness areachieved with the IPG modules of thereliable, fully digitised Vertex genera-tor. Roughing pulses are perfectlyadapted to the wire diameter andworkpiece.
Accurate linearity Perfect contour accuracy and cylin-dricity. With AWO (Advanced Wire Off-set), the influences of wire wear andflushing are technologically compen-sated.
Physical and process-determinedinfluences are continuously regulat-ed and optimised by the control sys-tem. The efficiency of the pulses is converted specifically into preci-sion-leading results. In combinationwith the IPG-V heavy duty genera-tor, these exclusive functions in-crease the accuracy on the work-piece.
Highest form accuracyBest accuracy and linearity areachieved on the whole contour. WireBending Control determines the lat-eral wire deviation, caused by theprocess, in real time and is correctedwith the process control, even at highcutting rates. At every point of thecontour cut, WBC reliably imple-ments the precision and roughnesstarget entered in the control system –both in the case of cylindrical and ta-pered and also stepped workpieces.
Automatic power adjustmentPower is automatically adjusted tochanging conditions. With Variocut,stepped workpieces or workpiecesprovided with openings can be cut atoptimal speed as the cutting crosssection is continuously monitored.
Constant speed in all contoursPrecise full cuts at maximum speed.Dynamic Corner Control continuous-ly corrects physically determinedcontouring errors. The wire path isdynamically optimised. As a result,the quality of the geometry in fullcuts improves so that trim cuts canbe carried out faster, reduced oreven avoided.
With WBC
Without WBC
AGIECUTPROGRESS
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 11

11
250 mm
AU
TO
MA
TIC
420 mm
2
3
520 mm4
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 12

AGIEVISION
Efficient hardwareHigh memory capacity and low ener-gy consumption. A high capacity harddisk, a >1.1 GHz Pentium M Proces-sor, up to 1 GB RAM, two USB 2.0connections and a DVD/CD drive areavailable for data exchange. An easyadjustable console with a large LCD-screen, keyboard and mouse allowfatigue-free data input.
Newly structured user interface Direct access to main activities andclear overall view of the current situ-ation. With Agievision 5, the proven 3-window structure has been retainedgiving complete control at all times. A new taskbar simplifies the prepara-tion of the EDM program. All the im-portant activities are presented on itwith large, intuitive icons. Colouricons display the passive or activestate dynamically.
Target-oriented data inputAutomatic generating of machiningtechnologies and sequences withEasywork. It only requires surfacequality, geometry, contour tolerance,workpiece material and height, aswell as the wire type.
No manual alignmentAutomatic three-dimensional work-piece location with Agiesetup 3D inthe work area, using the EDM wireand a touch probe. The control sys-tem takes account of any possible off-set in space and independently as-signs the new reference values to thegeometry program.
Machining templatesUser-specific templates. Continuous-ly growing database of machiningjobs when stored as templates andsimply modified for similar jobs.
12
The controlsystem for reliable results
Agievision is a control system de-veloped specially for ED machiningand shopfloor requirements. Theoperating convenience has beenfurther increased with Version 5. A few data inputs are sufficient inorder to generate the EDM pro-gramme target-oriented – usingthe Microsoft® Windows® operat-ing system, just like on your PC athome.
Visualized production safetyContinuous verification of job com-pleteness. No risk of forgotten ma-chining relevant data. Formalcheckdisplays missing data inputs in cleartext. Graficheck visualises the ma-chining job as a 2D and 3D-simula-tion, together with the process statein one window. Functions, assuringfull confidence for the whole machin-ing job.
Easywork Formalcheck
Agiesetup 3D
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 13
13
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 14

Data input adapted to organizational conditionsFlexible data input in accordance withthe infrastructure of the workshop.With Agievision, the data input can becarried out flexibly: - All data input entered directly on themachine.- Import geometries and completewith the target data on the machine.- Import geometries and target data,completed with measuring and posi-tion data on the machine .- Import entire job data, includingmeasuring and position data.
Reduced non-productive timeFree selectable threading mode: High-est speed (8 - 15 seconds), best reliabil-ity in critical conditions or a combina-tion of both. Situation adaptable posi-tioning mode. Any combination of thesefunctions are possible.
AGIEVISION
EDM-specific Job Management SystemOptimally manageable machiningwithout reprogramming by a CAM-station. The batch function combinesseveral Jobs in one. With Agievision,priorities and sequences can be setflexibly and changed at any time.
Problem-free job insertionNo loss of data or need of repro-gramming when interrupting and in-serting a job with Pieceinsert. Theinterrupted job is resumed exactlythere where it was stopped, withoutthe need of modifying existing data.
Flexible prioritiesArrange and select individually thecutting sequences for workpieces. Di-rectly on the machine and without theneed of an external CAM system.Even during ED machining, the Ear-ly/Late function, allows to alter cut-ting sequences in accordance withtime criteria (e.g. EDM start in theevening and removal of drop-outparts in the morning) or any combi-nation thinkable.
Remotely monitored ED wire cuttingYour PC is online with the ED wire-cutting machine, at home or in youroffice, any time. With Agievision, theED machining in progress can bemonitored at every machining phase.The current performance efficiencycan be checked and even parametersoptimised.
14
The Job Management System for flexible planning
ED wire sinking is intended to beused flexibly for the most varied ma-chining jobs in accordance with theworkshop’s day-to-day require-ments. The Agievision control guidesby time-saving and productivity-en-hancing modules.
Preplanning of jobsAgieplanning, the ideal module forplanning without complicated calcu-lation of contour lengths or cuttingrates. Handled by means of a simplejob description directly on the ma-chine or on a PC, the machining time,the wire consumption are at hand forcost/planning calculations.
Identical data input on the PCAgievision PC, the job managementsystem in your office or at home. All the input and function pages areidentical with the Agiecut Progress V.
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 15

AgiegeoImporting and exporting files in DXFand IGES. With this software, 2D-geometries can be modified directly on the machine.
Pieceinsert Usersequence Processcontrol
Graficheck
15
1 2
2 1
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 16

Agie’s pioneering production ismanufacturing all the accuracyrelevant mechanical and electroniccomponents in house. During as-sembly a unique system storesmeasurement values and test re-sults in the control system of theAgiecut Progress V. Machine-resi-dent measurement data, proof thehigh production quality and can be called up by specialists at anytime.
Long-lasting mechanical components The largest-dimensioned, high preci-sion recirculating ball screws, as wellas pre-tensioned, closed and alsolarge-dimensioned guides on all axes,a long working life and high precisionon the workpiece are ensured.
Optimal temperature stability All the heat generated in the system isdissipated by cooling water. The cool-ing of the generator, control systemand dielectric unit is regulated by heatexchangers.
Certified quality Every Agiecut Progress V is lasermeasured, followed by cutting a palletwith practice-oriented inspectionpieces. The Progress V is supplied withan integrated quality certificate. Thetime taken for the complete test is al-most double as much as that for theactual assembly.
Mechanical concept sizes 2 and 3High static and dynamic rigidity with theC-frame construction in cast iron. Theentire work area can be used for smalldetail machinings on large workpiecesor for multiple clampings.
Mechanical concept size 4Predestinated for highest workpieceweights on a fixed table. X, Y, U and Vaxes as slides and arms with the wireguides. Taking in account of their longtravel paths, the axes are arranged inaccordance with the principle of bestpositioning accuracy achievable. Theentire work area can be used for smalldetail machinings on large workpiecesor for multiple clampings.
Continuous positional accuracyA precision concept is realised by theinteraction of dual measurement sys-tems, control and mechanical design,meeting all special requirements forhigh and large workpieces.
Trendsetting compact constructionThe machine, control system, genera-tor and dielectric unit are integrated ina space saving arrangement in the fullyencased system. Agiecut Progress Vmachines are delivered as one unit ona frame with rollers. The machine canthus be manoeuvred with minimum ef-fort and, thanks to its small footprint, italso fits in narrow places. Putting intoservice is extremely simple with a totalof just 4 connections.
Increased wire tension Improved form accuracy and surfacequality on tapered surfaces. A changedgeometry of the toroids, allows an in-creased wire tension during taper cut-ting and the wire is optimally guided.
Reliable wire chopperSimple and reliable wire disposal withthe integrated wire chopper, importantto avoid electromagnetic radiation.
Electromagnetic shieldingWith their fully encased architecture,Agiecut Progress V machines complywith all safety regulations of Internation-al and EU standards.
16
Mechanicsaccording to size
AGIECUTPROGRESS
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 17

17
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 18

AutonomyAll components, like standard wirespools up to 25 kg as well as un-matched running time for wear parts,real long term machining (machininghours) is achieved.
Simple wire changeNo expensive wire guides are neededfor different wire diameters. Wirechanging can be carried out without theneed of mechanical adjustments. Thecombined wire-guide and threadingsystem works with all wire diameters.
Reliable wire threading The machine can be used to full ca-pacity in reliable night and weekendoperation. Agiejet threads reliably inall cases such as multiple clampings,of multiple openings in one workpieceor in the rare case of a wire break(even wires of 0.07 mm diameter). Aprerequisite for real autonomous, au-tomated ED wire-cutting operation.
18
The mechanicsfor high operating convenience
Agiecut Progress V ED wire-cuttingmachines can be easily operated,both through their software andthrough their mechanical design.The interaction of mechanism, elec-tronics, pneumatics, kinetics andsoftware make the machine an easilyto handle design element when wirechanging, when setting up, whenthreading, in accessibility and pro-duction.
6 kg
25 kg
Good accessibility With a well studied layout, all themodules relevant for maintenanceand wear are easily reached. Filters,deionising resin, wire cutting blades,power supplies, nozzles, etc. can bemaintained simply and with shortestdowntime.
Convenient setting upAll important control functions areavailable and grouped in Agiejogger,the handbox with its electronic hand-wheel and LCD display. All phases ofsetting up can be carried out conve-niently.
AGIECUTPROGRESS
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 19

X, Y
Space-saving doors The machine doors can be swivelledout and pushed back on rollers, par-allel to the machine, the work tankdoor is lowered vertically, both not in-terfering with the surrounding work-space of the machine.
Flexible clampingWith the standard clamping frame, noexpensive clamping devices are re-quired. Multiple machining jobs canbe carried out without problem, thework area can be optimally utilised.
19
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 20

20
The data on technology and function
◆ According to AGIE setting values■ Standard▲ Variant: not retrofittable● Option: at choice
AGIECUT PROGRESS V 2
Travels X/Y/Z axes 350 x 250 x 256 mm (13.77x9.84x10 in)max. speed X/Y 3 m/min. (9.84 ft/min.)U/V axes ±70 mm (± 2.75 in)Max. taper angle <°/height 30°/100 mm (30°/3.93 in)
Dual measuring System for X/Y axes ■
Dimensions Max. workpiece dimensions Lenght x width x height 750 x 550 x 250 (29.5x21.6x9.8 in)Max. workpiece weight Without bath (with bath) 200 / 450 kg (440 / 992.08 lb)
Performances Maximal cutting rate with CCS Ø 0.33 mm wire ◆ Cylindrical cut > 500 mm2/min (47 sq in/h)Finishing quality Best roughness ◆ Ra ■ 0.2 µm (8 µin)
Best roughness with SF modul, finishing power module ◆ Ra ● < 0.1 µm (4 µin)Threading system AGIEJET Threadable height Up to 250 mm (9.84 in)
Threading nozzle Diameter ■ 2 mm (0.07 in)● 1 mm (0.039 in)● 0.6 mm (0.0236 in)
Wire guide system Wire guides, Standard equipment Wire diameter ■ 0.15-0.33 mm (0.0059-0.0129 in)Wire guides, Extension kit Wire diameter ● 0.07-0.10 mm (0.0027-0.0039 in)Combination wire guide system “V” guide Cylindrical up to 2°
Toroid guide 2° up to 30°Increased accuracy in tapered cut AGIECONIC PLUS ●
Wire drive Wire spool Up to 25 kg ■
Wire disposal Chopper ■
Work area Accessibility FrontFrontal drop door Manual
Universal clamping frame for best utilisation of the work zone Clamping frame ■
Machining in bath Bath 250 mm (9.84 in)High power generator AGIE IPG-VP integrated Average working current 60 A
Wide range of tested technologies for the common users and work piece materials Technology modules ■
Correction of the cylindrical residual error AWO (Advanced Wire Offset) ■
Dynamic path optimisation and process adaptation in the radii DYNAMIC CORNER CONTROL ■
Real time detection and correction of the wire bending WIRE BENDING CONTROL ■
Real time detection of the workpiece cross section and automatic power optimisation VARIOCUT ■
Dielectric conditioning unit Integrated Charge volume 750 l (200 us gal)Filter Cartridges 4 canisters with 8 cartridge filters ■
Filtrate quality 5 µm (197 µin)Deionizing Deionizing bottle Charge volume ■ 10 l (2.64 us gal)
● 30 l (7.92 us gal)Cooling Generator and control unit with air/ water, and dielectric with water/ water heat exchanger ■
System System dimensions Lenght x width x height 1640 x 2040 x 2220 mm (64.56x80.31x87.4 in)Weight Net weight 2580 kg (5688 lb)
Weight ready-to-run ca. 3350 kg (7385 lb)
AGIECUTPROGRESS
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 21

21
AGIECUT PROGRESS V 3 AGIECUT PROGRESS V 4
1m
Control unit integrated, modules and functionsRemote control for manual axes movement X/Y/U/V/Z and ■ AGIEJOGGER with electronic handwheel and LCD displayset-up functions for wire drive, work tank and pickup cyclesOperator interface system ■ 15”-LCD-display, Keyboard and mouseControl unit integrated ■ AGIEVISION object oriented man-machine interfaceOperating system ■ Multitasking Windows XPOperating mode ■ MultiprocessorCPU’s ■ Pentium for CNC and operator interfaceServocontrolled axes ■ X/Y/Z/U/VSupplementary servocontrolled axis ▲ A axisSmallest programmable step ■ 0.0001 mm (0.000004 in)Max. path correction ■ 6 mm (0.236 in)Easy preparation of machining programs ■ EASYWORKPickup cycles for automatic determination of workpiece position ■ AGIESETUP 2DPickup cycles for automatic determination of workpiece plane and position ● AGIESETUP 3DAutomatic technology selection based on machining objectives ■ TECCUTImport of job-specific data from CAD/CAM systems ■ CAMLINKPredefined machining strategies ■ AUTOSEQUENCEPredefined and user defined machining strategies ■ USERSEQUENCESimple 2D on-board geometry programming and import of DXF and IGES files ■ AGIEGEOImport in Agiegeo of third party ISO codes ● AGIEGEO ISOCONVERTERQuickly insert rush orders without effort ■ PIECEINSERTDNC port with Xon/Xoff and LSV2 protocols ■ DNCHelp functions, explanations with text and graphics ■ HELP and online manualMachining simulation 2D and 3D view ■ GRAFICHECKMaximum safety through continuous data input ■ FORMALCHECK and data input ProtocolEasy preparation of job templates ■ WORKMODELAutomatic instructions and commands execution ■ EASYRUNAutomatic machining sequence definitionfor multiple workpieces clamping ■ LOTTORethreading on wire break/on "no- thread" detection restart after power failure ■ Rescue strategiesLanguages ■ English, CN, CZ, DE, DK, ES, FR, HU, IT, JP, NL, PL, RU, US, SEStorage capacity ■ > 20 GB HD, 512 MB RamInterfaces ■ 2 x RS232C, 1 x parallel, 1 LAN (Local Area Network), 1 USBData storage media ■ CD/DVD Rom for updates and
on line manual, floppy-disk, USBInterface for automation (Only Progress 2)Basic equipment for handling devices ▲ AUTOMATIONCommunication interface for handling devices ● ROBOTCOMMANDCommunication interface for cell computer connection ● HOSTCONTROLConnectionsLine power ■ 12.1 kWLine voltage ■ 3 x 400 VCompressed air ■ 6 bar, 5 m3/h (85 psi, 6.54 yd3/h)Cooling capacity required ■ 9-11 kW
500 x 350 x 426 mm (19.7x13.77x16.8 in) 800 x 550 x 525 mm (31.5 x 21.65 x 20.67 in)3 m/min. (9.84 ft/min.) 3 m/min. (9.84 ft/min.)±70 mm (± 2.75 in) 800/550 mm (31.5 x 21.65 in)30°/100 mm (30°/3.93 in) 30°/500 mm (30°/19.68 in)■ ■
1050 x 650 x 420 [41.3x25.6x16.5 in] 1300 x 1000 x 500 mm (51.18 x 39.36 x 19.69 in)400 / 800 kg (880 / 1763.70 lb) 3000 kg (6613.86 lb)> 500 mm2/min (47 sq in/h) > 500 mm2/min (47 sq in/h)■ 0.2 µm (8 µin) ■ 0.2 µm (8 µin)● < 0.1 µm (4 µin) ● < 0.1 µm (4 µin)Up to 420 mm (16.5 in) Up to 525 mm■ 2 mm (0.07 in) ■ 2 mm (0.07 in)● 1 mm (0.039 in) ● 1 mm (0.039 in)● 0.6 mm (0.0236 in) ● 0.6 mm (0.0236 in)■ 0.15-0.33 mm (0.0059-0.0129 in) ■ 0.15-0.33 mm (0.0059-0.0129 in)● 0.07-0.10 mm (0.0027-0.0039 in) ● 0.07-0.10 mm (0.0027-0.0039 in)Cylindrical up to 2° Cylindrical up to 2°2° up to 30° 2° up to 30°● ●
■ ■
■ ■
Front/top Front/topManual Manual■ ■
420 mm (16.5354 in) 525 mm (20.669 in)60 A 60 A■ ■
■ ■
■ ■
■ ■
■ ■
1000 l (264 us gal) 1600 l (423 us gal)■ ■
5 µm (197 µin) 5 µm (197 µin)■ 10 l (2.64 us gal) ■ 10 l (2.64 us gal)● 30 l (7.92 us gal) ● 30 l (7.92 us gal)■ ■
1940 x 2300 x 2600 mm (76.37x90.55x87.4 in) 2900 x 3050 x 2850 mm (114.17x 20.08x112.204 in)3460 kg (7628 lb) 6000 kg (13228 lb)ca. 4200 kg (9260 lb) ca. 11000 kg (24250 lb)
2 3 4
impPROGRESSv-ing-7.06 29.8.2006 16:03 Pagina 22

22
Electrical erosion, also called EDM –Electric Discharge Machining, is ayoung technology. Over 50 years old.Just as young as Agie. A technology,which has been decisively influencedand shaped by Agie in this time. Whatis EDM? By using electrical dischargemachining, conducting materials ofany hardness can be machined withan accuracy of down to one thou-sandth of a millimetre, practicallywithout mechanical influence. Thismakes EDM the key technology forthe manufacture of the demandingmoulds and punches which areused for the mass production ofparts made of plastic, metalsand glass. Objects from oureveryday life: toothbrushes,mobiles, PET bottles, com-puters, cutlery, ski boots,ballpoint pens, car compo-nents, toys, implants, instru-ments – the series could becontinued at will, proving im-pressively that EDM is a dy-namic technology with unlim-ited potential for the future.
PARTNER TO THE BEST
The address for over 50 years of ED machining
impPROGRESSv-ing-7.06 29.8.2006 16:04 Pagina 23

Advice. Agie is in your vicinity withcompetent and experienced sales en-gineers who will advise you all roundthe topic of ED machining. No ques-tions are left open.
Information. Agie updates its web sitewww.agie.com continuously, publish-es interesting customer applicationsin its magazine “experience” and,even after the sale, informs about thelatest products with brochures andflyers.
Customer care. Agie has specialistadvisers deployed worldwide, who im-plement practice-oriented applica-tion, automation, hardware and soft-ware solutions, and also make theentry into ED machining easier.
Training. Agie prepares individual in-structions for every EDM system sothat productive EDM jobs can becommenced shortly after commis-sioning.
Documentation. Agie supports theuser effectively with practice-orienteduse and maintenance documentationin printed and electronic form.
Help line. Agie routinely solves ap-prox. 90% of all problems directly onthe phone.
Service. Agie ensures the optimalfunctioning and utilisation of its AgieEDM systems worldwide with itstechnicians who undergo continuoustraining.
Readiness for delivery. Agie offers a24-hour service on workdays andholds a large stock for fast deliveries,with 97 percent availability of originalspare and wearing parts, consum-ables and additional equipment.
Original parts. Agie guarantees thebest EDM results with its originalspare and wearing parts. All the ma-chining technologies and works de-tails are based on this. 23
impPROGRESSv-ing-7.06 29.8.2006 16:04 Pagina 24

AGIE SACH - 6616 LOSONETELEPHONE +41 (0)91 806 91 11TELEFAX +41 (0)91 806 92 [email protected]
All rights to changes reserved.
© AGIE. The machine design is registered, 1997.
500.029.678August 2006Printed in Switzerland.
AGIE CHARMILLES LTDNORTH VIEWUK-COVENTRY CV2 2SJUNITED KINGDOMTEL +44 2476 538 666FAX +44 2476 530 [email protected]
AGIE [email protected]
AGIE SALES LTDCH - 6616 LOSONETEL +41 (0)91 806 90 30FAX +41 (0)91 806 90 [email protected]
MIKRON AGIE CHARMILLES SALES LTDWWW.AGIE.COM
AGIE CHARMILLES [email protected]
AGIE CHARMILLES MAKINE TICARETLIMITED [email protected]
AGIE CHARMILLES SPA BU [email protected]
AGIE CHARMILLES [email protected]
AGIE CHARMILLES SA [email protected]
AGIE LTD575 BOND STREETLINCOLNSHIREILLINOIS 60069 - USATEL +1 800 438 50 21FAX +1 847 478 57 [email protected]
ON THE WEB SITE:WWW.AGIE.COM
GREAT BRITAINNORTHERN IRELAND
GERMANY
SWITZERLANDAUSTRIABENELUXSCANDINAVIASLOVENIACENTRAL AND EASTERN EUROPEBALKANSMIDDLE EASTSOUTH AFRICA
CIS
POLAND
TURKEI
ITALY
FRANCE
SPAINPORTUGAL
USACANADASOUTH AMERICAMEXICO
JAPANSINGAPOREINDIAPAKISTANCHINAKOREA
EUROPE NORTH
EUROPE SOUTH
AMERICA
ASIA
impPROGRESSv-ing-7.06 29.8.2006 16:01 Pagina 1