improvement of machinability of tungsten by copper infiltration technique
TRANSCRIPT

Available online at www.sciencedirect.com
www.elsevier.com/locate/IJRMHM
International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539
Improvement of machinability of tungsten by copperinfiltration technique
Jiten Das *, A. Chakraborty, T.P. Bagchi, Bijoy Sarma
Defence Metallurgical Research Laboratory, Kanchanbagh, Hyderabad 500 058, India
Received 17 September 2007; accepted 29 December 2007
Abstract
Infiltration of liquid copper in partially sintered tungsten was undertaken to improve machinability of tungsten. Initial skeleton oftungsten was prepared by pressing commercial tungsten powder in cold isostatic press to near-net shapes. The green compacts are thensubjected to controlled sintering to about 85% theoretical density. This leaves adequate amount of open channels which are filled sub-sequently with liquid copper by infiltration. The resulting composite material exhibits reasonable strength coupled with desired level ofmachinability. Some pilot samples were made with �99% density and were subjected to in-house characterization (e.g., density, shrink-age and porosity). Microstructural study has been carried out to compare the theoretically calculated porosity levels with the observedporosity level. X-ray diffraction studies revealed presence of elemental tungsten and copper with no mutual solubility. Mechanical prop-erties (e.g., ultimate tensile strength, tensile elongation and hardness values) of the composite were also evaluated and reported.� 2008 Elsevier Ltd. All rights reserved.
Keywords: Copper infiltration; Machinability; Porous tungsten
1. Introduction
Tungsten metal has received much attention due to itsvery high density (19.3 g/cc) [1], melting point (3420 �C)[2], elastic modulus (410 GPa) [3], strength (minimum800 MPa, at room temperature) [4], and good c-ray shield-ing [5] properties (as compared to lead). It also has reason-ably good erosion resistance [6] and retains reasonablestrength (345 MPa at 1000 �C) and elastic modulus(390 GPa at 1000 �C) [3] at elevated temperature. But oneinherent drawback of tungsten—its poor machinabilityand formability—hinders its shaping to complicated partscommercially. Powder Metallurgy (P/M), however, offersa reasonably good solution to tungsten fabrication prob-lems exploiting its near net-shaping capability [7]. This alsowill not solve all the problems as modern technology
0263-4368/$ - see front matter � 2008 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ijrmhm.2007.12.005
* Corresponding author. Tel.: +91 9989178700; fax: +91 4024344535.E-mail address: [email protected] (J. Das).
demands components of intricate shape which cannot beaddressed through P/M route alone.
It has been observed in practice that good machinabilitymay be imparted to tungsten when coupled with copper.Copper additionally improves thermal conductivity of thecomposite [1]. Tungsten–copper composite can be used athigh-temperatures (for short time durations, normally lessthan 1 min) where copper is used to impart ablative coolingto the tungsten substrate (heat of evaporation = 4800 kJ/kg) [8]. As a result of all these combinations, tungsten–cop-per composites are used for a variety of commercial prod-ucts like—arc runners, current carrying members, hightemperature erosion resistant materials, CG adjusters, bal-lasts of different shapes and sizes, jet vanes, c-ray shields,etc.
Copper can be mechanically alloyed with tungsten byhigh-energy milling [9] or attrition as it is otherwise immis-cible to tungsten (heat of mixing is highly positive i.e.,+35.5 kJ/mol) [10]. However, the process is very costly.Purity of the product and powder handling are two

Fig. 2.2. SEM (secondary electron) image of as received tungsten powderutilized in this study.
J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539 531
important technological issues for mechanical alloying.From this viewpoint, simple infiltration of liquid copperin partially sintered tungsten (porous) may prove to beanother acceptable option for production. Advantage ofthis process is that after machining the material to compli-cated shape, copper can be also removed through the openpore channels, if desired. This opens up another option forproduction of tungsten parts of any machinable shape withcontrolled level of open porosity depending on the neces-sity. At present, in our laboratory, the copper is being triedto leach out by dipping the P/M part (i.e., Cu-infiltratedtungsten) in 50% HNO3 solution. Appearance of blue col-our in the solution (as soon as the part is being dipped intothe solution) indicates successful copper removal by follow-ing reaction:
3CuðsÞ þ 8HNO3ðaqÞ ! 3CuðNO3Þ2ðaqÞþ 2NOðgÞ þ 4H2OðlÞ ð1Þ
The blue colour solutions is being replaced several timeswith freshly made diluted (50%) HNO3 solution. Comple-tion of copper leaching operation is indicated by the disap-pearance of blue colour solution. This leaching processtakes about 3 days. The remaining copper can be removedby vacuum distillation at �1500 �C.
2. Experimental technique
2.1. Determination of porosity, density and shrinkage of the
composite made in this study
Seven green compacted pure tungsten blocks havingdimensions 270 mm length � 70 mm breadth � 32 mmwidth have been made from finely divided tungsten powder(Alldyne) using Cold Isostatic Press (Make: NationalForge, Belgium: maximum pressure 5.2 kbar) at 2.5 kbarpressure. The properties of tungsten powder is shownin Figs. 2.1 and 2.2 and in Table 2.1. The densities ofthese green compacts have been measured by measuringtheir volume from their dimensions and measuring theweight by precision electronic balance (Make: Sartorius
0102030405060708090
100
0 10 20 30 40Particle size, micron
Volu
me
freq
uenc
y (c
umul
ativ
e) %
50
Fig. 2.1. Particle size distribution of pure tungsten powder.
BP34000-P, maximum 34,000 g, d = 0.1 g for 8000 g,d = 0.2 g for 16,000 g and d = 0.5 g for 34,000 g). Thesegreen compacted blocks are then pre-sintered at 1300 �Cfor 1.5 h in hydrogen atmosphere in Pusher type sinteringfurnace (Make: FHD Furnace Limited, England; Maxi-mum temperature 1800 �C). Densities of these pre-sinteredblocks are measured by measuring their volume by waterdisplacement method and mass by precision electronic bal-ance. These pre-sintered blocks are then controlled sintered(at 1790 �C for 5 h) in hydrogen atmosphere to achievecontrolled porosity (�15 v/o). The 15 v/o porosity ensuresfree escape of water molecule during hydrogen cleaning ofpores [11] and adequate amount of open porosity as well asinterconnected porosity for facilitate copper infiltration.The densities and shrinkages have been measured afterfinal sintering treatment. At every stage porosity valueshave been calculated by the formula
v=o porosityat any stage ¼ 100� fðdensityat that stage � 100Þ�
=pore free densityg� ð2Þ
where pore free density of tungsten is 19.3 g/cc.The copper infiltration in porous tungsten blocks have
been carried out by dipping it in packed copper powderswhich are kept inside a graphite boat and heating theassembly in FHD furnace at 1400 �C for 2 h in hydrogen
Table 2.1Properties of pure tungsten powder
Properties
Source Alldyne Powder TechnologiesApparent density (g/cc) 4.7Tap density (g/cc) 7.0Particle shape CuboidFlow rate Time taken 30 s for flow of 50 g of
powder in Hall flow meterChemical composition W-99.9 wt%

532 J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539
atmosphere. While hydrogen atmosphere clean the pores aswell as copper powders, high temperature causes melting ofcopper powder. This molten copper infiltrates inside theporous labyrinth of controlled sintered tungsten by capil-lary pressure from all the sides by virtue of its reasonablewettability to tungsten [12]. This situation is illustratedschematically in Fig. 2.3. The capillary pressure is inverselyproportional to radius of pores (capillary pressure =2*adhesion tension/radius of pores) [13]. Therefore, thesmaller the pore radius, the higher is the capillary pressure.However, infiltration time is very high in case of pores withnarrow length (height to diameter (H/D) ratio high). Lar-ger radius pores with low H/D ratio, on the other hand,facilitate easy penetration of molten copper inside the por-ous labyrinth. Very large radius pores with low H/D ratio,however, become unable to retain the infiltrant in the poresdue to insufficient capillarity. Therefore, optimum radius ofpores with optimum H/D ratio has to be maintained toobtain maximum infiltration. It was found, by trial anderror process, that average pore radius between 1 and4 lm with H/D ratio between 1 and 8 renders maximummolten copper infiltration. Copper powders are heated at1400 �C to reduce the viscosity of the molten copper. Low-
PorousTungstenblock before infiltration
Heating of Cu powder to obtain molten CuCover around the porous W block
PorousLabyrinth
Copper infiltration
Cu Filled pores after infiltration
Machining to remove excess Cu
Excess Cu aftercompletepore filling
Fig. 2.3. Schematic diagram of molten copper infiltration inside theporous tungsten block.
ering of viscosity causes faster filling of molten copperinside the porous labyrinth as filling time is given by theequation [13]:
Filling time ¼ 2l2l=r coshrlg ð3Þwhere l = pore length, l = viscosity, r = pore radius,rlg = liquid–gas surface tension, h = contact angle.
Generally holding the molten copper around the tung-sten block for 2 h (at 1400 �C) completes the pore fillingprocess. Gravity aids the filling process from the top sur-face of the porous tungsten blocks while, gravitational pullworks against the capillary rise of molten copper from thebottom surface of the block. Remaining molten copper,after complete pore filling will reside around the surfacesof tungsten block and will solidify once the graphite boatassembly is taken out from the furnace.
After removal of solidified copper from the surface, den-sity of copper infiltrated blocks have been measured and v/o porosity at this stage measured using Eq. (2). Here, The-oretical density (TD) of pore free Cu–tungsten compositehas been estimated using equation:
TD ¼ 100=Rðw=o constituent element
=density of the constituent elementÞ ð4Þ
Here, w/o copper in the composite has been estimated bywet chemical analysis.
Depth of cut
Depth
of
cut
Feed
rate
Rotating Work piece
Shape of Chips
Depth of cut
Feedrate
cuttingdirection
Tool
Fig. 2.4. Schematic diagram illustrating the correlation of the dimensionsof the unbroken turning chips with the machining parameters: breadthand thickness of the unbroken chips are equal to depth of cut and feed raterespectively.
Fig. 2.5. Schematic diagram [14] of surface roughness measuring instru-ment (skidded gages, the sensitive diamond-tipped stylus is containedwithin a probe).

Table 3.2Calculated values of lattice parameters of W and Cu from 2h values of the peaks obtained from the X-ray Diffraction pattern (using CuKa, k = 1.54056 A)(Fig. 3.4) of W–Cu composite made in this study
2h h sin2h (h k l) (h2 + k2 + l2) c = sin2h/(h2 + k2 + l2) Average c Lattice parameters a = k/2p
c (A)
For element tungsten
40.37 20.19 0.119 (110) 2 0.059558.34 29.17 0.238 (200) 4 0.059473.25 36.63 0.356 (211) 6 0.0593 0.0593 3.16387.00 43.50 0.474 (220) 8 0.0592For element copper
43.48 21.74 0.137 (111) 3 0.045750.56 25.28 0.182 (200) 4 0.0456 0.0456 3.60790.00 45.00 0.500 (311) 11 0.0455
Table 3.1Density, shrinkage and porosity values of seven tungsten blocks after green compaction, pre-sintering, controlled sintering and Cu-infiltration operation
BlockNo.
Greencompa-ctionoperation
Greendensity(g/cc)
Pre-sinteringoperation
Density (g/cc)after pre-sintering
Controlledsinteringoperation
Totalshrinkage(%) aftercontrolledsintering
Density (g/cc)after controlledsintering
Copperinfiltrationoperation
Amount ofanalyzedCu in Cu-infiltratedW
Density afterCu-infiltration(g/cc)
1 CIP/2.5 kbar 1300 �C/1.5 h/H2
12.745 1790 �C/5 h/H2
16.512 1400 �C/2 h/H2
17.78
2 CIP/2.5 kbar 1300 �C/1.5 h/H2
11.740 1790 �C/5 h/H2
16.477 1400 �C/2 h/H2
17.66
3 CIP/2.5 kbar 1300 �C/1.5 h/H2
12.580 1790 �C/5 h/H2
16.459 1400 �C/2 h/H2
17.575
4 CIP/2.5 kbar 1300 �C/1.5 h/H2
12.240 1790 �C/5 h/H2
L = 7.55 16.577 1400 �C/2 h/H2
7.2 w/oor
17.538
5 CIP/2.5 kbar 11.574(Porosity40 v/o)
1300 �C/1.5 h/H2
12.426 1790 �C/5 h/H2
W = 5.30 16.474 1400 �C/2 h/H2
14.55 v/o 17.636
6 CIP/2.5 kbar 1300 �C/1.5 h/H2
12.036 1790 �C/5 h/H2
T = 6.66 16.479 1400 �C/2 h/H2
17.533
7 CIP/2.5 kbar 1300 �C/1.5 h/H2
12.310 1790 �C/5 h/H2
16.452 1400 �C/2 h/H2
17.622
Averagevalue
12.380(Porosity = 36.3v/o)
16.490(Porosity = 14.6v/o)
17.620(Porosity = 1.0v/o)
Table 3.3The hardness and tensile properties of copper-infiltrated tungsten block
Hardness 280 VHN
Tensile strength 432 MPaElongation 2%
J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539 533
Alternatively, v/o of infiltrated copper was calculatedfrom the w/o of copper (wet chemical analysis data) usingthe equation:
v=o Cu ¼ fðw=o Cu=8:9Þ � 100g=fðw=o Cu=8:9Þþ ðw=o W=19:3Þg ð5Þ
Now, v/o porosity after copper infiltration is calculatedusing equation;
v=o porosityat Cu-infiltration ¼ v=o porositybefore infiltration
� v=o Cuat Cu-infiltartion ð6Þ
2.2. Microstructural study
The microstructural observation using Leo scanningelectron microscope has been carried out for the final sin-tered porous tungsten blocks as well as Cu-infiltrated tung-sten blocks to compare the observed porosity with thecalculated porosity (measured using Eq. (3)).
2.3. X-ray diffraction study
X-ray diffraction study using CuKa radiation (wavelength k = 1.54056 A) of the tungsten–copper compositemade in this investigation has also been carried out usingPhillips XRD Machine. The data obtained from XRDpattern of this composite has been analyzed manually toknow the phases present and lattice parameter of thosephases.

534 J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539
2.4. Hardness and tensile properties evaluation
The tensile specimen (ASTM E8 M: T-11) has beenmachined from the block and tested using Tensometer(Make: Masanto, UK, Maximum load 2 tones). Hardnessalso measured using Wolpert Vicker Hardness Tester using10 kg load.
11.574 12.38 16.49 17.62
40.0 36.314.6
1.0
0
10
20
30
40
50
60
Green Compaction (CIP/3000bar)
Presintering(1300C/1.5h/H2)
Sintering(1790C/5h/H2)
Post sintering (Cu infiltration) (1
400C/2h/H2)
Average Porosity(volume%)
Average Density (g/cc)
Fig. 3.1. Average density and porosity values of tungsten block aftervarious operations such as green compaction, pre-sintering, controlledsintering and Cu-infiltration operations.
2.5. Machinability study
Machining (turning) of porous tungsten cylindricalsample as well as Cu-infiltrated cylindrical sample wascarried out, (using Lathe Enterprise-1550, Kirloskar,Mysore, India, Capacity: 1000 mm bed length,3.73 kW), in identical condition to compare machinabilityof both the materials. The turning operation was carriedout at identical condition (i.e., at 420 rpm speed, at0.04 mm/revolution feed rate and at 0.5 mm depth ofcut) for both the materials. The turning operation is sche-matically illustrated in Fig. 2.4. Initial shape of both thematerials was cylindrical and initial diameter was 8 mm.The turning was carried out for 25 mm length of thesecylindrical samples in dry condition and chips were col-lected, weighed and observed using Leo electron micro-scope. Tungsten carbide tool (K-20: Sandvik make) toolwith a rake angle 14� was used for the turning operation.The Chips dimensions are dependent on the machiningparameters such as depth of cut and the feed rate. Thebreadth and thickness of the unbroken chips would beequal to the depth of cut and feed rate, respectively (referschematic diagram Fig. 2.4). The surface roughness of theporous tungsten and Cu-infiltrated tungsten, after turningoperation, was measured using MITUTOYO SURF-TEST-211, JAPAN. The schematic diagram of surface
Table 3.4Comparison of machinability of porous tungsten and Cu-infiltratedtungsten
Material Tungsten Copper-infiltratedtungsten
Feed rate 0.04 mm/rotation
0.04 mm/rotation
Depth of cut 0.5 mm 0.5 mmMachine RPM 420 420Ease of machining Difficult EasyTool Tungsten
carbide tip (K-20)
Tungstencarbide tip (K-20)
Tool tip wear Heavy, tool gotblunted
Negligible
Chipping out of material fromselected pocket/partialfragmentation
Observed Not observed
Surface roughness Non-uniform(3.8 ± 2.4 lm)
Uniform(3.0 ± 0.6 lm)
Metal removal rate 0.04 g/s 0.06 g/sTime taken for turning of 25 mm
length of the cylindrical sample80 s 78 s
roughness measuring instrument is shown in Fig. 2.5[14]. Surface roughness/average roughness (Ra) is deter-mined by comparing all the peaks and valleys to themean line, and then averaging them all over the entirecutoff length of 0.8 mm (cutoff length is the length thatthe stylus is dragged across the surface). The stylus is dia-mond tipped and having tip radius 5 lm. The average of5 Ra readings of the machined surfaces is taken andrecorded in Table 3.4.
The machined surfaces were also observed using scan-ning electron microscope.
Fig. 3.2. The back scattered image of pure tungsten block made by coldisostatic compaction at 2.5 kbar pressure and pre-sintering at 1350 �C for1.5 h and controlled sintering at 1790 �C for 5 h in hydrogen atmosphere.Around 15 v/o porosity is seen in tungsten matrix.
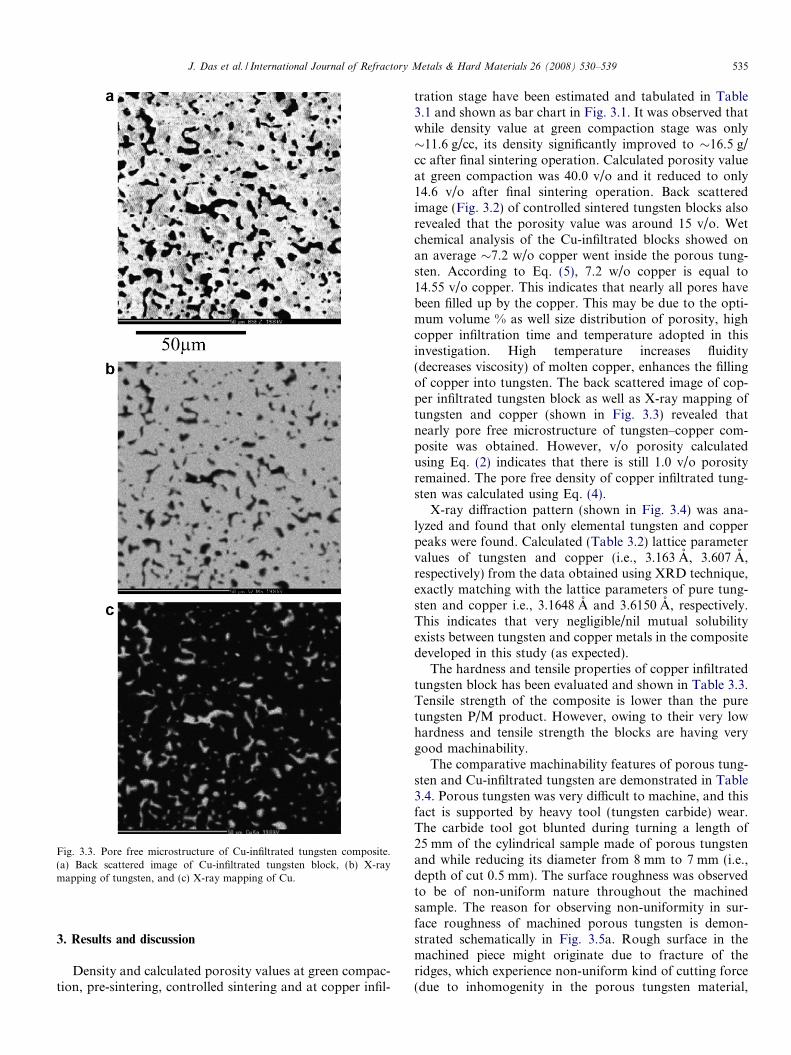
Fig. 3.3. Pore free microstructure of Cu-infiltrated tungsten composite.(a) Back scattered image of Cu-infiltrated tungsten block, (b) X-raymapping of tungsten, and (c) X-ray mapping of Cu.
J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539 535
3. Results and discussion
Density and calculated porosity values at green compac-tion, pre-sintering, controlled sintering and at copper infil-
tration stage have been estimated and tabulated in Table3.1 and shown as bar chart in Fig. 3.1. It was observed thatwhile density value at green compaction stage was only�11.6 g/cc, its density significantly improved to �16.5 g/cc after final sintering operation. Calculated porosity valueat green compaction was 40.0 v/o and it reduced to only14.6 v/o after final sintering operation. Back scatteredimage (Fig. 3.2) of controlled sintered tungsten blocks alsorevealed that the porosity value was around 15 v/o. Wetchemical analysis of the Cu-infiltrated blocks showed onan average �7.2 w/o copper went inside the porous tung-sten. According to Eq. (5), 7.2 w/o copper is equal to14.55 v/o copper. This indicates that nearly all pores havebeen filled up by the copper. This may be due to the opti-mum volume % as well size distribution of porosity, highcopper infiltration time and temperature adopted in thisinvestigation. High temperature increases fluidity(decreases viscosity) of molten copper, enhances the fillingof copper into tungsten. The back scattered image of cop-per infiltrated tungsten block as well as X-ray mapping oftungsten and copper (shown in Fig. 3.3) revealed thatnearly pore free microstructure of tungsten–copper com-posite was obtained. However, v/o porosity calculatedusing Eq. (2) indicates that there is still 1.0 v/o porosityremained. The pore free density of copper infiltrated tung-sten was calculated using Eq. (4).
X-ray diffraction pattern (shown in Fig. 3.4) was ana-lyzed and found that only elemental tungsten and copperpeaks were found. Calculated (Table 3.2) lattice parametervalues of tungsten and copper (i.e., 3.163 A, 3.607 A,respectively) from the data obtained using XRD technique,exactly matching with the lattice parameters of pure tung-sten and copper i.e., 3.1648 A and 3.6150 A, respectively.This indicates that very negligible/nil mutual solubilityexists between tungsten and copper metals in the compositedeveloped in this study (as expected).
The hardness and tensile properties of copper infiltratedtungsten block has been evaluated and shown in Table 3.3.Tensile strength of the composite is lower than the puretungsten P/M product. However, owing to their very lowhardness and tensile strength the blocks are having verygood machinability.
The comparative machinability features of porous tung-sten and Cu-infiltrated tungsten are demonstrated in Table3.4. Porous tungsten was very difficult to machine, and thisfact is supported by heavy tool (tungsten carbide) wear.The carbide tool got blunted during turning a length of25 mm of the cylindrical sample made of porous tungstenand while reducing its diameter from 8 mm to 7 mm (i.e.,depth of cut 0.5 mm). The surface roughness was observedto be of non-uniform nature throughout the machinedsample. The reason for observing non-uniformity in sur-face roughness of machined porous tungsten is demon-strated schematically in Fig. 3.5a. Rough surface in themachined piece might originate due to fracture of theridges, which experience non-uniform kind of cutting force(due to inhomogenity in the porous tungsten material,
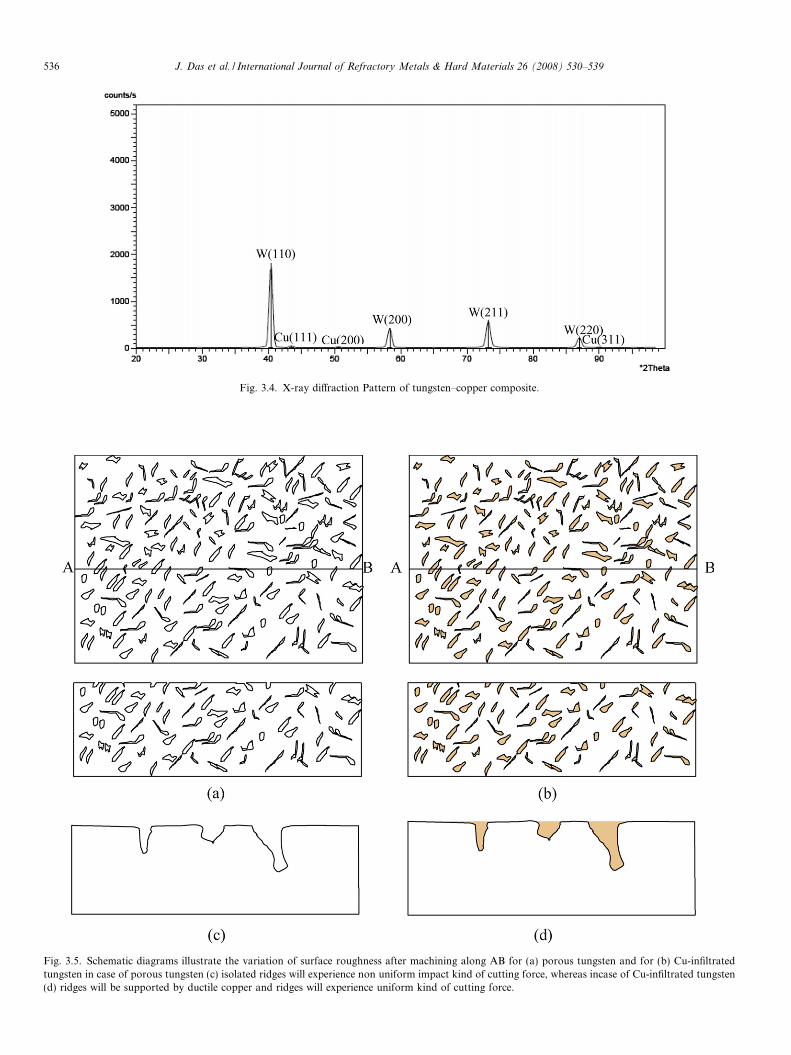
Fig. 3.4. X-ray diffraction Pattern of tungsten–copper composite.
Fig. 3.5. Schematic diagrams illustrate the variation of surface roughness after machining along AB for (a) porous tungsten and for (b) Cu-infiltratedtungsten in case of porous tungsten (c) isolated ridges will experience non uniform impact kind of cutting force, whereas incase of Cu-infiltrated tungsten(d) ridges will be supported by ductile copper and ridges will experience uniform kind of cutting force.
536 J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539

Fig. 3.6. SEM images of machined surfaces of (a, b) porous tungsten (secondary electron image), (c) tungsten–copper composite (secondary electronimage), (d) tungsten–copper composite (back scattered electron image) as well as (e) EDAX obtained from point 1 in (d).
J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539 537
which happens to be a mixture of solid tungsten + 15 v/oporosity) during turning.
During machining, individual particles or bunch oftungsten particles were scooped out from porous tungsten.This resulted in obtaining a very rough surface finish in themachined piece (Fig. 3.6a). The tungsten carbide tools pos-sibly got blunted due to continuous abrasion combinedwith rubbing action with the rough surface of porous tung-sten (which is highly wear resistant). This blunted toolcould not machine the remaining material (due to very highcontact area between the tool edge and the work piece) andsubsequently, only abrasion and rubbing action of tool onthat portion of work piece took place without any signifi-cant material removal (Fig. 3.6b). Sometimes, the porousrod also exhibited partial fragmentation while machining.Heavy porosity (15 v/o) observed in Fig. 3.2 is probably
responsible in causing fragmentation behaviour of theparts during machining.
The successive machining marks separated by a distanceof 40 lm are visible in the machined surface of poroustungsten (Fig. 3.6a). This is related to the feed rate (indi-cated in Fig. 3.6a), which happens to be 40 lm per revolu-tion in this study. Secondary electron image (Fig. 3.7a–d)showed that the turning chips, generated while machining,appear to be like powders (which were fractured in a pre-dominantly brittle manner) having average size between50 and 100 lm.
On the other hand, machining of Cu-infiltrated tungstenrod was comparatively easier. This is supported by theabsence of any tool wear and presence of a very uniformsurface finish in the machined piece (Fig. 3.6c and d).The reason for the good surface finish in case of Cu-infil-
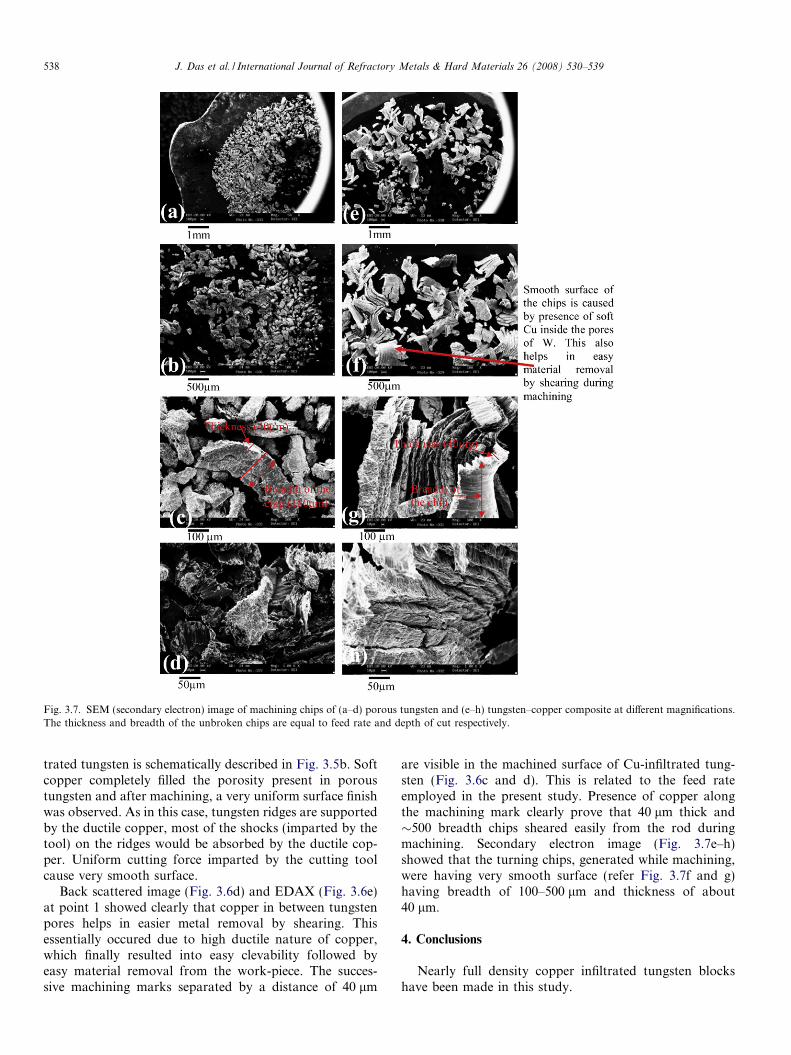
Fig. 3.7. SEM (secondary electron) image of machining chips of (a–d) porous tungsten and (e–h) tungsten–copper composite at different magnifications.The thickness and breadth of the unbroken chips are equal to feed rate and depth of cut respectively.
538 J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539
trated tungsten is schematically described in Fig. 3.5b. Softcopper completely filled the porosity present in poroustungsten and after machining, a very uniform surface finishwas observed. As in this case, tungsten ridges are supportedby the ductile copper, most of the shocks (imparted by thetool) on the ridges would be absorbed by the ductile cop-per. Uniform cutting force imparted by the cutting toolcause very smooth surface.
Back scattered image (Fig. 3.6d) and EDAX (Fig. 3.6e)at point 1 showed clearly that copper in between tungstenpores helps in easier metal removal by shearing. Thisessentially occured due to high ductile nature of copper,which finally resulted into easy clevability followed byeasy material removal from the work-piece. The succes-sive machining marks separated by a distance of 40 lm
are visible in the machined surface of Cu-infiltrated tung-sten (Fig. 3.6c and d). This is related to the feed rateemployed in the present study. Presence of copper alongthe machining mark clearly prove that 40 lm thick and�500 breadth chips sheared easily from the rod duringmachining. Secondary electron image (Fig. 3.7e–h)showed that the turning chips, generated while machining,were having very smooth surface (refer Fig. 3.7f and g)having breadth of 100–500 lm and thickness of about40 lm.
4. Conclusions
Nearly full density copper infiltrated tungsten blockshave been made in this study.

J. Das et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 530–539 539
The tungsten–copper composite shows very goodmachinability owing to their very low hardness andstrength. Tungsten–copper composite exhibits easier metalremoval, lesser tool wear and smoother surface finish ascompared to porous tungsten during machining.
Mutual solubility between tungsten and copper is negligi-ble/nil in the tungsten–copper composite made in this study.
Acknowledgements
Authors wish to thank Dr. G. Malakondaiah, Director,Defence Metallurgical Research Laboratory, Hyderabadfor allowing the authors to publish this manuscript in theJournal. Authors also gratefully acknowledge financialsupport provided by DRDO.
References
[1] Shi-Bo L, Jian-Xin X. Processing and microstructure of functionallygraded W/Cu composites fabricated by multi-billet extrusion usingmechanically alloyed powders. Compos Sci Technol 2006;66:2329–36.
[2] Fischer B, Vorberg S, Volkl R, Beschliesser M, Hoffmann A. Creepand tensile tests on refractory metals at extremely high temperatures.Int J Refract Met Hard Mater 2004;24:292–7.
[3] Greger M, Cizek L, Widomska M. Structure and mechanicalproperties of formed tungsten based materials. J Mater ProcessTechnol 2004;157–158:683–7.
[4] Lassner E, Schubert WD. Tungsten. New York: Kluwer Academic/Plenum Publ; 1999.
[5] Scherer M, Proprietor. Tungsten—heavy metal of light. In: Tungstenintroduction published by INKLING Pen Company, 796 West BirchCourt,Louisville, Colorado 80027. Available online at http://www.inklingpen.com/level_two/tungstenintro.html.
[6] Hyun-Ki K. Tungsten/copper composite plates prepared by amodified powder-in-tube method. Scripta Mater 2004;51:473–7.
[7] Jones P, Golder KB, Lawcock R, Shivanath R. Densificationstrategies for high endurance P/M components. Int J Powder Metall1997;33(3):37–44.
[8] Stull DR, Prophet H. In: JANAF thermochemical tables, Officeof Standard Reference Data, National Bureau of Standards,Washington, DC, 20234, US Government Printing Office; 1971. p.643.
[9] Nasimul Alam S. Synthesis and Characterization of W–Cu nano-composites developed by mechanical alloying. Mater Sci Eng A2006;433:161–8.
[10] Raghu T, Sundaresan R, Ramakrishnan P, Rama Mohan TR.Synthesis of nanocrystalline copper–tungsten alloys developed bymechanical alloying. Mater Sci Eng A 2001;304–306:438–41.
[11] Dorfman LP, Houck DL, Scheithauer MJ. Consolidation of tung-sten-coated copper composite. J Mater Sci 2002;17:2075–84.
[12] Chawla N, Chawla K K. Metal Matrix Composite. Springer; 2006. p.255.
[13] Study of the factors affecting the sensitivity of liquid penetrantinspections: review of literature published from 1970 to 1998.Springfield: National Technical Information Service (NTIS); 2002.
[14] Tabenkin A. Quality 101: surface roughness measurementbasics. (Providence, RI): Mahr Federal, Inc; 2004.