il controllo del processo di fabbricazione · seminario “la certificazione del processo di...
TRANSCRIPT

1
IL CONTROLLO DEL
PROCESSO DI FABBRICAZIONE-Dott. Ing. Mauro Scasso -Segretario Generale IIS -
Seminario Seminario ““La certificazione del processo di saldatura La certificazione del processo di saldatura secondo la norma UNI EN ISO 3834secondo la norma UNI EN ISO 3834 “
Vicenza 1° Febbraio 2011

2
Il processo di fabbricazione di un qualsivoglia prodotto può essere inteso come l’integrato delle fasi operative che conducono alla sua realizzazione.

3
Tradizionalmente i riferimenti principali, che definiscono il processo di fabbricazione, riguardano:- l’accettazione dei requisiti tecnici, normativi e contrattuali riguardanti il prodotto;- l’attività di fabbricazione; - la sub-fornitura;

4
- il personale;- le attrezzature; - i materiali; - l’identificazione e la tracciabilità;- la validazione e la calibrazione; - le ispezioni e le prove;- le non conformità;- le azioni correttive;- la documentazione.

5
E’ banale affermare che il Fabbricante ha la necessità primaria di controllare (nell’accezione anglosassone di “tenere sotto controllo”) il proprio processo di fabbricazione se vuole raggiungere gli obbiettivi che lo stesso si propone.

6
Invasività’ del controllo

7
I parametri, che determinano l’invasività del controllo sul processo di fabbricazione, si concentrano principalmente su: - la criticità del prodotto dai punti di vista della qualità e della sicurezza; - la complessità costruttiva;- l’estensione della sub-fornitura;- i materiali utilizzati;
8
- i processi di fabbricazione adottati ed il loro livello di automazione; - la significanza, con riferimento al servizio previsto, degli eventuali difetti di fabbricazione.
9
Pertanto, l’adozione di interventi di controllo, più o meno invasivi, non dipende necessariamente soltanto dalla criticità delle richieste circa le caratteristiche finali del prodotto, ma anche dalla specificità del processo di fabbricazione applicato e dalla sua necessità di essere monitorato al fine di garantire i risultati prefissati.

10
In altri termini il parametro guida, per l’invasività del controllo da adottarsi, è la tipologia, più o meno sensibile a possibili deviazioni, del processo di fabbricazione applicato.

11
Ciò è particolarmente vero quando sono impiegati in fabbricazione i “processi speciali”, ovvero quei processi (come la calandratura, la mandrinatura, la saldatura, i trattamenti termici, la verniciatura, ecc) per cui la valutazione della qualità del prodotto non può essere effettuata soltanto con controlli finali ma, al contrario, richiede l’applicazione di controlli diretti ed indiretti prima e durante la fabbricazione stessa.
12
Ne consegue che quanto più il processo di fabbricazione utilizza, in qualunque fase, attrezzature e/o percorsi automatizzati in cui la discrezionalità è ridotta o addirittura eliminata, tanto più il controllo di processo risulta affidato alla validazione delle attrezzature e dei percorsi medesimi.

13
Vulnerabilità’del processo di fabbricazione

14
Il processo di fabbricazione può presentare aree di vulnerabilità caratteristiche del processo medesimo, così come applicato. In particolare, le seguenti si sono dimostrate essere aree di vulnerabilità ricorrenti in molti processi di fabbricazione: - l’inadeguatezza dei processi operativi; - la messa a punto dei processi speciali;

15
- la difficile lavorabilità dei materiali;- le carenze verso la sicurezza;- la competenza del personale;- la gestione delle sub-forniture.

16
Per quanto concerne, in particolare, la competenza del personale, è risultato evidente che non è sufficiente una conoscenza, per quanto approfondita, dei principi e dei fondamenti della tecnologia applicata in quanto tale, ma sono richieste, invece, conoscenza ed esperienza in relazione a tutte le problematiche dello specifico processo di fabbricazione, nelle condizioni particolari di applicazione.
17
Innovazioni strumentali e gestionali

18
Un aspetto rilevante, spesso sottovalutato o addirittura colpevolmente ignorato, del controllo del processo di fabbricazione è quello di consentire l’individuazione, in un contesto doverosamente attento all’ottimizzazione ed all’innovazione, le possibilità di miglioramento del processo di fabbricazione medesimo, attraverso la segnalazione di eventuali debolezze e/o inadeguatezze, permettendo la messa in atto delle opportune azioni di adeguamento.

19
Le seguenti sono aree tradizionalmente suscettibili di miglioramenti consistenti: - la qualità delle attrezzature;- l’ottimizzazione dei processi operativi;- l’aggiornamento delle competenze del personale.

20
Responsabilità del Fabbricante

21
Al Fabbricante, che mette in atto un processo di fabbricazione, attengono responsabilità sia di tipo istituzionale (a fronte dei requisiti di legge) che di tipo contrattuale (con riferimento alle clausole contrattuali) ed extracontrattuale o civile (con riferimento a possibili danni arrecati a terzi) .

22
Il controllo del processo di fabbricazione permette di affrontare anche questi aspetti, focalizzandosi principalmente su:- l’esame dei requisiti contrattuali e tecnici; - l’adeguatezza del processo di fabbricazione nei confronti della qualità e della sicurezza;- le clausole di sub-fornitura; - i comportamenti del personale (in eligendo ed in vigilando).

23
Redditività’del
processo di fabbricazione

24
Infine il controllo del processo di fabbricazione è in condizioni di rilevare, in combinazione con la contabilità analitica, dove e come si originano i ricavi ed i costi inerenti la fabbricazione stessa e, pertanto, dove e come si originano i margini di contribuzione corrispondenti.

25
Le seguenti sono aree meritevoli di particolari attenzione:- l’adeguatezza delle procedure di acquisto; - l’economicità dei processi operativi;- la funzionalità e l’adeguatezza produttiva delle attrezzature.

26
Da questo punto di vista la tenuta sotto controllo del processo di fabbricazione deve essere tanto più attenta ed inclusiva quanto piùi margini di contribuzione sono piccoli per unità di prodotto realizzata (l’ammontare complessivo di un guadagno adeguato essendo funzione di una elevata quantità di unitàprodotte).

27
E’ questo il caso tipico delle produzioni correnti di serie, dove qualsivoglia disfunzione del processo di fabbricazione produce danni proporzionali alla capacità produttiva.
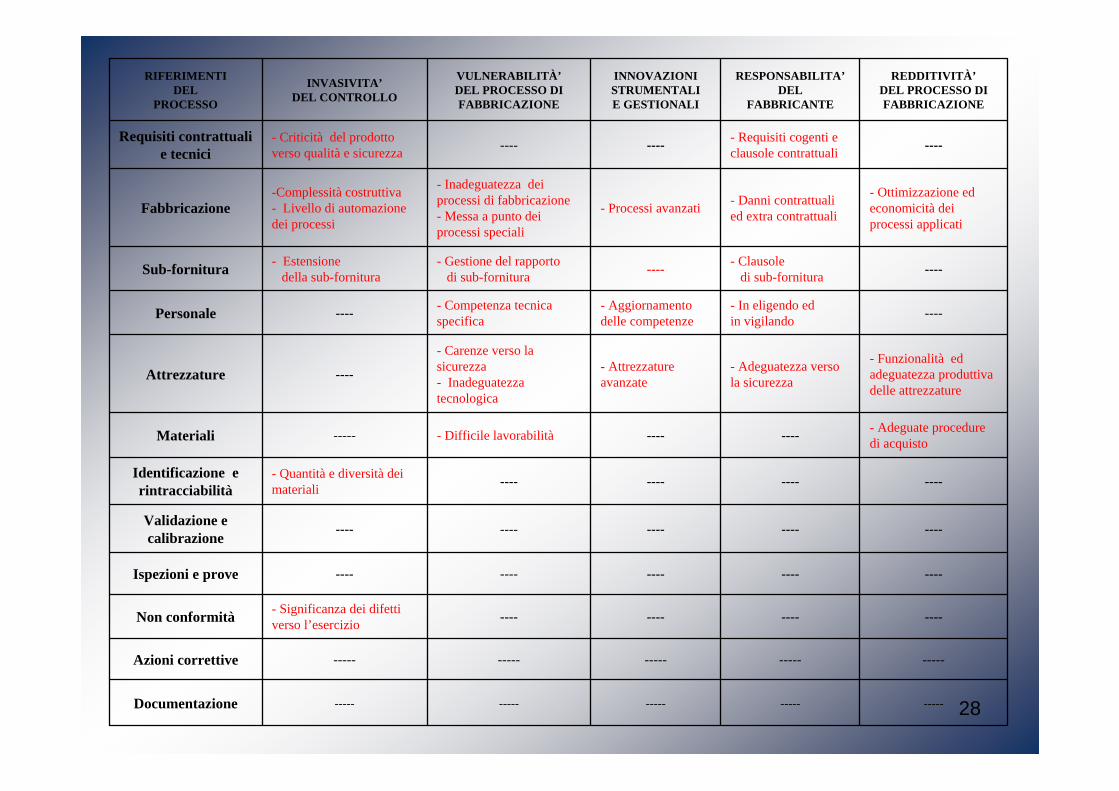
28-------------------------Documentazione
-------------------------Azioni correttive
----------------- Significanza dei difetti verso l’esercizioNon conformità
--------------------Ispezioni e prove
--------------------Validazione ecalibrazione
----------------- Quantità e diversità dei materiali
Identificazione e rintracciabilità
- Adeguate procedure di acquisto--------- Difficile lavorabilità-----Materiali
- Funzionalità ed adeguatezza produttiva delle attrezzature
- Adeguatezza verso la sicurezza
- Attrezzature avanzate
- Carenze verso la sicurezza- Inadeguatezza tecnologica
----Attrezzature
----- In eligendo ed in vigilando
- Aggiornamento delle competenze
- Competenza tecnica specifica----Personale
----- Clausole di sub-fornitura----- Gestione del rapporto
di sub-fornitura- Estensione
della sub-fornituraSub-fornitura
- Ottimizzazione ed economicità dei processi applicati
- Danni contrattuali ed extra contrattuali- Processi avanzati
- Inadeguatezza dei processi di fabbricazione- Messa a punto dei processi speciali
-Complessità costruttiva- Livello di automazione dei processi
Fabbricazione
----- Requisiti cogenti e clausole contrattuali--------- Criticità del prodotto
verso qualità e sicurezzaRequisiti contrattuali
e tecnici
REDDITIVITÀ’DEL PROCESSO DIFABBRICAZIONE
RESPONSABILITA’DEL
FABBRICANTE
INNOVAZIONISTRUMENTALIE GESTIONALI
VULNERABILITÀ’DEL PROCESSO DI FABBRICAZIONE
INVASIVITA’DEL CONTROLLO
RIFERIMENTIDEL
PROCESSO

29
Il Sistema dell’EWF e dell’IIW per il controllo del processo di fabbricazione
mediante saldatura

30
Il Sistema di controllo del processo di fabbricazione mediante saldatura in accordo al Sistema EWF/IIW è rivolto ai:- Requisiti per il Prodotto;- Requisiti per la Salute e la Sicurezza;- Requisiti Ambientali.

31
EWF 636-07 - Interpretation and Implementation of the Welding Fabrication Management Schemes (Quality, Health and Safety, Environment).
EWF 637-07 - Supplement for the implementation of EN ISO 3834 for the fabrication of:- Pressure Vessels, - Steel and Aluminium Structures, - Rail Vehicles.

32
Nel controllo del processo di fabbricazione mediante saldatura in accordo al Sistema EWF/IIW, le figure di riferimento sono:- il Welding Co-ordinator;- l’Health and Safety Welding Co-ordinator;- l’Environmental Welding Co-ordinator.

33
34

35
Contesto generale, obblighi legislativi e specifiche tecniche contrattuali nell’applicazione della norma
UNI EN ISO 3834
Dott. Ing. Franco Lezzi, Direttore Relazioni Esterne e Normazione - Istituto Italiano della Saldatura
Seminario Seminario ““La certificazione del processo di La certificazione del processo di saldatura secondo la norma UNI EN ISO 3834saldatura secondo la norma UNI EN ISO 3834 “
Vicenza 1° Febbraio 2011

36
Obiettivo Avere sul mercato prodotti adeguati
ContestoLe Direttive e le leggi per l’immissione sul mercato dei prodotti sono in genere un riferimento per la Comunità specie in termini di sicurezza del prodotto
MercatoTre soggetti: Fabbricante, Cliente e ComunitàUn prodotto è adeguato quando soddisfa contemporaneamente i tre soggetti
37
La norma UNI EN ISO 3834 è richiamata come riferimento principale per una corretta gestione del processo di fabbricazione mediante saldatura nelle leggi e/o norme tecniche relative a numerose famiglie di prodotti, quali a titolo d’esempio:
Attrezzature a pressione
Strutture metalliche di carpenteria
Rotabile ferroviario

38
Attrezzature a pressione
Direttiva PED 97/23/CE e le norme armonizzate
Shell BoilersEN 12953 (H)
Water-Tube Boilers and Auxiliary Installations
EN 12952 (H)
Metallic Industrial PipingEN 13480 (H)
Unfired Pressure VesselsEN 13445 (H)

39
UNI EN 13455-4: 2009 - Fabrication

40

41

42

43
Strutture metalliche di carpenteria
Il riferimento legislativo italiano nel settore delle strutture di carpenteria metallica è:
il DM 14 gennaio 2008 “Revisione delle norme tecniche per le costruzioni”

44

45

46
47

48

49

50
Nella Direttiva CPD 89/106/CE si prende in considerazione il concetto di prodotto inteso anche come componente strutturale prefabbricato in una “officina di trasformazione dei prodotti base” e comprende:
materiali base (lamiere e profili)materiali di apporto di saldaturacomponenti strutturali prefabbricaticonnettori strutturali (bulloni, dadi, etc.)
La norma tecnica di riferimento è la EN 1090: 2008 “Execution of steel structures and aluminium structures”

51
EN 1090 - Execution of steel structure and aluminium structure
La parte 1 “Requirements for conformity assessment ofstructural components” definisce le modalità per la valutazione di conformità ai requisiti della direttiva
La parte 2 “Technical requirements for the execution ofsteel structures” descrive i requisiti tecnici per la fabbricazione di strutture di carpenteria di acciaio
La parte 3 “Technical requirements for the execution ofalluminium structures” descrive i requisiti tecnici per la fabbricazione di strutture di carpenteria di alluminio

52
EN 1090 - Execution of steel structure and aluminium structureParte 2 “Technical requirements for the execution of steel structures

53
Rotabile ferroviario
L’applicazione del controllo di processo previsto dalla EN ISO 3834, calibrato sulle esigenze del prodotto “rotabile ferroviario”, è richiamato nella norma EN 15085: 2007 “Applicazioni ferroviarie – Saldatura di veicoli e componenti ferroviari”

54
EN 15085: 2007 – Applicazioni Ferroviarie – Saldatura di Veicoli e Componenti Ferroviari
La parte 1 “Generalità” definisce i criteri generali di utilizzoLa parte 2 “Richieste di qualità e certificazione del Produttore di saldatura” descrive i requisiti di qualità cui il costruttore deve conformarsi per garantire il controllo di processo nella realizzazione di rotabili ferroviari. Tali requisiti vanno intesi come interpretazione (ed eventuale integrazione) dei requisiti fissati dalla UNI EN ISO 3834, per il settore dei rotabili ferroviari.La parte 3 “Richieste di Progetto” definisce i criteri generali di progettazione e classificazione dei componenti per rotabili ferroviariLa parte 4 “Richieste di Produzione”La parte 5 “Ispezione, controlli e documentazione”

55
N 15085: 2007 – Applicazioni Ferroviarie – Saldatura di Veicoli e Componenti Ferroviari
Parte 2 “Richieste di Qualità e Certificazione del Produttore di Saldatura”