ieee-pca-2013-conference format
TRANSCRIPT

Impacts of NESHAP* Florida Cement Plants
Alvaro (Al) Linero, P.E.
Project Development
Florida Department of Environmental Protection
* National Emission Standards for Hazardous Air Pollutants – Portland Cement Plants
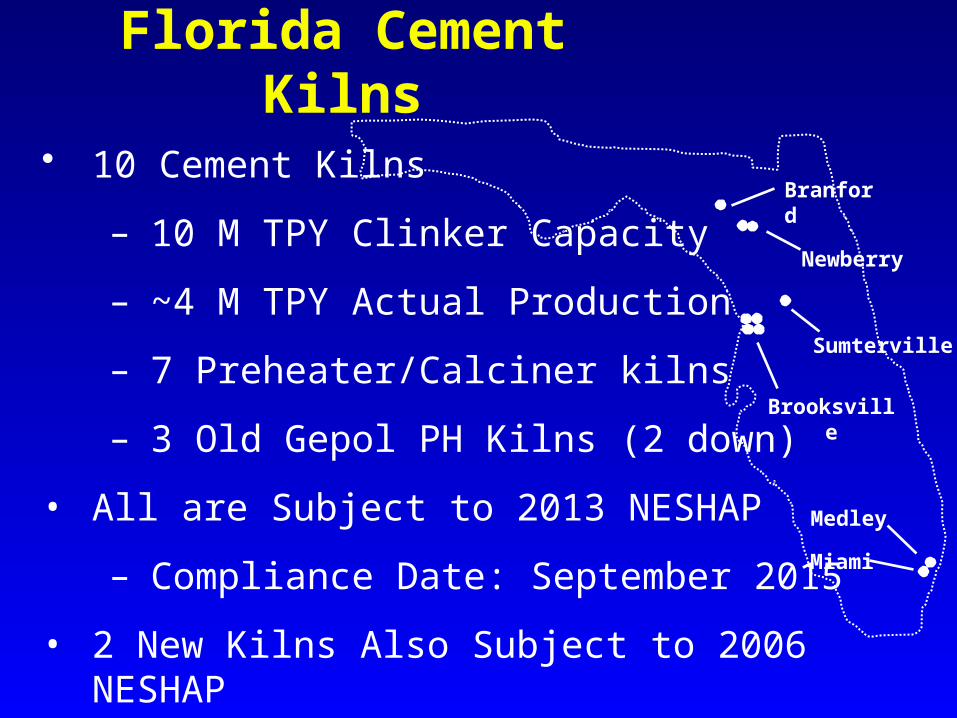
Florida Cement Kilns
• 10 Cement Kilns
– 10 M TPY Clinker Capacity
– ~4 M TPY Actual Production
– 7 Preheater/Calciner kilns
– 3 Old Gepol PH Kilns (2 down)
• All are Subject to 2013 NESHAP
– Compliance Date: September 2015
• 2 New Kilns Also Subject to 2006 NESHAP
Newberry
Sumterville
Brooksville
Branford
Medley
Miami

NESHAP Require• Reduce Particulate Matter (PM)
– Kiln from ~0.5 to 0.07 lb/ton clinker
– Cooler from ~0.16 to 0.07 lb/ton clinker
• Reduce Total Hydrocarbons (THC)
– 50 to 24 parts per million at 7% O2 (ppm)
• Control Hydrogen Chloride (HCl)
– 3 ppm @7% O2
• Control of Mercury (Hg)
– 55 pounds/Million Tons (lb/MT) of Clinker
• Continuous Emission Monitoring Systems (CEMS)
Sumterville

EPA Estimates*• Reduction of Hazardous Air Pollutants (HAP)
– More than 11,000 TPY of PM
– More than 10,000 TPY of THC
– Nearly 6,000 TPY of HCl
– More than 8 TPY of Hg
• Reduction of Sulfur Dioxide (SO2)
– More than 110,000 TPY of SO2
– Co-benefit of Scrubbers for HCl
– SO2 is not a HAP!
Miami
* EPA NESHAP Cost Impact Document (August 2010)

Dry Preheater/Calciner Process Mix, Grind, Dry Raw Materials, Heat to ~1,450 Celsius, Cool, Grind …. Voila!
PM
PM Control
Clinker CoolerStack
PMControl
Hg, THC, HCl, PM, SO2
D

EPA Control Assumptions*• PM Control
– Replace Kiln ESPs with Baghouses
– Replace Fabric Bags with Membrane Bags • Hg, HCl, THC: One of the Following Strategies
– Activated Carbon/Lime Injection (ACI), Xtra Baghouse
– Wet Scrubber for HCl, Hg, and Co-benefit SO2
– Regenerative Thermal Oxidizer (RTO), Wet Scrubber• Cost at Pre-2006 Kilns
– $20M Capital per Kiln, $3M/year (annualized)
– 3/4 of Cost is for HCl @ $45,000/ton Removed!
* EPA NESHAP Cost Impact Document (August 2010)
Newberry

Benefits of Florida Limestone• Minimal Pyrites & Organics, Rain for Eons!!
– Limestone Sodium (Na), Chloride (Cl) Leached Out!
– Less SO2, HCl, THC Potential
• Easier to Cope with Certain Process Problems in FL
– Less Potential for Nuisance Alkali Coatings
– Fuel Sulfates are Incorporated into the Clinker• Still a Few Problem Raw Materials
– Wet means More Fuel is Consumed to Dry
– Quartzite in Miami – Tough Grinding
– Some Cl in Brooksville“Al …. Some days you can not even make cement.” F. Cohrs.

Permit Pollutant Limits
• Prevention of Significant Deterioration Permits
– Best Available Control Technology (BACT)
– PM, SO2, Hg, Volatile Organic Compounds (VOC)
– THC from earlier NESHAP (1999, 2006)
– THC is Roughly [VOC + Methane + Ethane]
– Nitrogen Oxides (NOX), Carbon Monoxide (CO)
• NOX, CO, VOC are not HAP
Brooksville

Present Controls at Florida Kilns• Controls
– Two Plants have ESPs; Rest have Baghouses
– Inherent SO2 Scrubbing, Good Limestone
– Sourcing of Iron, Silica, Aluminum Additives
– Staged Combustion for CO and NOX
– Selective Non-Catalytic Reduction – 6 Kilns
– Provides additional NOX Control
– Less Staged Combustion, Less Plugging

PM Emissions
Kiln Control Emissions(lb/ton clinker)
NESHAP(lb/ton clinker)
Comments
A Kiln/CoolerBaghouse
0.054 + 0.029 ~0.09** Membrane Bags
B Kiln/CoolerBaghouse
0.042 + 0.004 ~0.09** Membrane Bags
C
Kiln – ESP 0.06 + 0.04 0.07 Improvement
Cooler- ESP 0.019 + 0.011 0.07 Complies
* Mean + 1 standard deviation, based on six or more stack tests
** Based on a formula that depends on test conditions. Not 0.07+0.07 = 0.14 lb/ton
Branford

Wet Scrubbers Unlikely in Florida
11
• SO2 Emissions are Very Low
– Florida Kilns Typically Emit < 20 TPY of SO2
– No pyrites, no Roasting of SO2 in Preheater
– Fuel SO2 is Scrubbed by Lime in Calciner
– Moist Limestone Scrubbing in Raw Mill
– No SO2 Co-benefit, Hard to Justify Wet Scrubber
• Raw Material Chloride (Cl) and Hg are Low
– Add-on Wet Scrubber Would be Overkill
• No RTOs, let alone with Wet Scrubber (this ain’t Texas)!!

Few, if any ACI/Extra Baghouses
• Certainly Not for THC Control!
– Low Organic and Hg Content in Limestone
– PSD Permits Limit VOC/THC < 14/20 ppm
– Companies are Careful with Oily Additives
• Possibly, but Unlikely for Hg Control
– PSD Permits Limit Hg to 97-229 lb/year
– Power Plant Fly Ash Hg is a Limiting Factor
• Yes, if also Installed to Augment ESPs for PM
– Flexibility on Additive Hg, oils helps to Justify

Controls Expected at Florida Kilns• PM Controls
– Upgrade ESPs or Augment with Baghouses
– Replace Fabric Bags more Frequently
– Switch to Membrane Bags
• Everything Else
– Judicious Attention to Alternative Fuels and Additives
– Ingenuity of Designers, Operators, Chemists
• CEMS Installation Underway (PM, HCl, Hg)
– Learning Pains on Calibration, Operation
“Al .. I got no correlation between PM-CEMS, stack tests!” Anonymous

How to Approach Hg Control
• Assuming no Add-on Controls
– Hard to Justify for Other Pollutants
– Minimize Hg Inputs from Fuels, Raw Materials
• Figure out how to Remove from Process
– Conduct Stack Tests, Raw Mill On and Off
– Determine Elemental Hg(0), Oxidized Hg(II)
– Install Process Hg-CEMS
• Withdraw Solids with High Hg Concentration
– Try not to Waste these Valuable Materials

Hg(0)/Hg(II) DEP Sorbent Trap Tests
Raw Mill Mode Hg Species Kiln 1(μg/dscm)
Kiln 2(μg/dscm)
RM-ON
Hg(0) 3 4
Hg(II) 2 3
Total Hg 5 7
RM-OFF
Hg(0) 27 6
Hg(II) 60 120
Total Hg 87 126 μg/dscm means micrograms per dry standard cubic meter at 7% oxygen
• Total Hg/RM-OFF >> Hg/RM-ON (90% of time)
• Hg(II) >> Hg(0) during RM-OFF (Important Clue)

Kiln C Total Hg Stack Tests
• Did not meet 2006 NESHAP during RM-OFF
Raw Mill Mode Clinker (tons/hr)
Hg(μg/dscm)
Hg(lb/MTon)
RM-ON 110 1.1* 4
RM-OFF 116 408* 1,480
* 2006 NESHAP Limit was 41 μg Hg/dscm

Experiment at Kiln C
• Company Installed a Diagnostic Hg-CEMS
– Evaluated Raw Material Hg Inputs
– Developed Internal Mass Balances
• Installed External Bypass: Dust to Silo, Cement Mill
– Transferred ~4,628 tons of Dust during RM-OFF
– Transferred 44 lb Hg in Six Months to Product
– Hg Emissions Greatly Reduced from Kiln Stack
• How Might this Work?
Blended Cement

Hg-CEMS Measurements
Peak RM-OFF Hg progressively declined

1 MTPY Kiln, Raw Mill On
Meal & Hg Removed
RAW
MEAL
SILO
(Hg)
Filter LEGEND
GasSolid
Filter Dust
Raw Mill
Cyclones Preheater Exhaust
Preheater Feed
10 lb/yrHg(0)
Limestone, Sand, Fly Ash, Mill Scale
Raw Materials, Hg
Fuel Hg
Fuel Hg
120 lb Hg in
Clinker
110 lb/yrHg(II)Raw Mill Off, Little Hg In
Fuel Hg
Fuel HgRaw Meal, Hg Inventory Falls
Raw Meal, HgInventories
Increase
Mix 1-4% in Cement
<50 lb/yr

Dust Introduction at Cement Mill
• Inorganic Process Additions (IPAs) at Cement Mill– IPAs are Introduced at Points 1, 2 or 3– Best Points for Filter Dust are 3 and 2 – Lower Temp, Less Grinding, Less Hg Release
• Thermodynamics Favor Hg Towards Fine ParticlesSome HCl Removed by Dust Shuttling or Reaction w. XS SNCR Ammonia!
Cement Mill
BaghouseCaptures
Hg
PMControl
Hg in Cement

Kiln C Follow-up Stack Tests
• Meets 2006 NESHAP during RM-ON and RM-OFF
– Limit is 41 μg Hg/dscm RM-ON and RM-OFF
• Meets 2013 NESHAP on 30-day Basis
– Limit is 55 lb Hg/MTons, Achieves < 20 lb Hg/MTons
– RM-OFF Dust Removal Rate of 19.6 Tons/Hour
• Per Company, Conditioned Fly Ash no longer affects HgTemperature Management and Removal Timing Optimization Still Possible!
Raw Mill Mode Clinker (tons/hr)
Hg(μg/dscm)
Hg(lb/Mtons)
RM-ON 108 0.1 0.3
RM-OFF 108 10.4 50.5

Specs Can Accommodate Shuttling
• ASTM-C-150 and AASHTO-M-85 have been Harmonized
– Type I: Clinker+Gypsum+Max 5% limestone+1-5% IPAs
– Need to Qualify > 1% IPAs with ASTM-C-465
– Baghouse Filter Dust would Constitute an IPA
• Department Hired Concrete/Cement Expert
– Recommended trying in Florida
– Kiln C First to Try (They Make Some Masonry Products)
• Obtained FL DOT Conceptual Acceptance
– Contracted University of Florida to Assess Effects
– Concrete Properties, Dust Exposure, Assess Leaching
“In Florida, with generally low alkali levels in the final product, the addition of small amounts of filter dust may actually enhance the performance of the cement, especially at early ages.” Dr. Greg Miller

Conclusions
• Low Raw Material Oils, Hg, Cl Low HAP Formation
• ESPs will be Upgraded, Better Bags in baghouses
• Probably no Wet Scrubbers or Activated Carbon Injection
• Judicious Alternative Materials and Fuel Sourcing
• Dust Shuttling Will be Tested by Most Operators
• Need to Keep up with Successes and any Setbacks
• Delay to September 2015 is Very Helpful
• Cement Plants won’t look too much different than now
• Difficult Installation, Calibration, Operation of CEMS
Medley

Questions? Just ask the Sphinx!