hydrogen embrittlement - surtec embrittlement ... cleaning and zinc plating itself. the hydrogen can...
TRANSCRIPT

SurTecTechnical Letter_____________________________________________________________
Hydrogen Embrittlement
Rolf Jansen and Patricia Preikschat May 20022. edition
In several process steps of electroplating zinc, hydrogen is formed at
the surface of iron parts. That is during pickling, cathodic electrolytical
cleaning and zinc plating itself. The hydrogen can diffuse into the bulk
material and, especially hardened parts can be affected badly by
hydrogen brittlement causing stress and evenbraking off the material.
How should a suited pre-treatment look like, particulary the pickling, to
minimize the adsorption of hydrogen?
Are there differences between the zinc processes and which effects do
they have; are all types of electrolytes suitable?
Which method is the best to remove adsorbed hydrogen out of the
bulk without distructing the zinc layer?
This Technical Letter answers these questions and shows concepts and
methods to avoid hydrogen embrittlement.
8

1 Formation of Hydrogen 31. Ways of the Hydrogen 3
2 Test for Hydrogen Embrittlement and Testing Parts 5
3. Methods to avoid the Penetration of Hydrogen 71. Mineral Acid Pickling 7
2. Electrolytic Cleaning 8
3. Zinc Bath 9
4. Reworking 9
4 Heat Treatment to Release the Hydrogen 101. Basics of the Heat Treatment 10
2. Usual Two Step Method (Old DIN) 11
3. One Step Method 12
4. New: Protected Heat Treatment 13
5. Diffusion Ability of Zinc Layers 14
1. Practical Research: Property of Effusion of
Zinc Layers out of Different Electrolytes 14
2. Evaluation 15
5 Conclusion 17
Important Normatives
DIN 50 961, 50 969
BOSCH-Norm N67F
ISO/DIS-9588
page 2
1 Formation of Hydrogen
During pickling in mineral acids, cathodic electrolytical cleaning and zinc plating
hydrogen is formed. In all cases due to a cathodic reduction. The anodic counter
reaction in case of pickling is the dissolution of metal and takes place at the same
location as the evolution of H2. In case of electrolytical cleaning or zinc plating, the
counter reaction is the formation of O2, taking place separately at the anodes:
in acid medium 2 H3O+ + 2 e– ® H2 + 2 H2O
in alkaline medium 2 H2O + 2 e– ® H2 + 2 OH–
These reactions take place in two steps. That means that the hydroxyle ions decharge
separately one by one. Also the water molekules are decomposed separately. In each
case, atomar hydrogen is formed first:
H3O+ + e– ® H + H2O
1.1 Ways of the Hydrogen
The atomar hydrogen is very reactive and quickly seeks a reaction partner. Until it meets
another atomar hydrogen, it forms a weak bond to iron atoms of the parts surface. This
is known as adsorbed atomar hydrogen Had. The adsorbed atomar hydrogen can react
to molekular hydrogen if combined with another atomar hydrogen. H2 is formed and
released from the electrolyte as a gas bubble. Alternatively, it diffuses into the bulk of
the part and damages the crystalline structure.
combination to the gas H2:
2 Had ® H2
or: Had + H3O+ + e- ® H2 + H2O
diffusion into the bulk:
Had ® Hmat
Metal surfaces being immersed in electrolytes always adsorbe a thin layer of
components of the electrolyte. These are water molekules, cations, anions or organic
compounds (inhibitors, surfactants), picture 1. The ratio of surface covered with one of
the components to the entire surface of the part depends on the electrochemical
potential of this component, on the temperature and on the concentration of all
components in the electrolyte.
page 3

adsorbedinhibitor
molecule
adsorbed,oriented
water dipoles
contact adsorbed anion,partially hydrated
hydratedcation
inner Helmholtz planeouter Helmholtz plane
hydrogen molecules
diffusinghydrogen atoms
adsorbedhydrogen atoms
picture. 1: metal surfaces in electrolytes are always covered with electrolyte components
page 4

According to the diffusion laws, the transport of atomar hydrogen gets faster the more
the concentration of Had on the surface differs from the hydrogen in the bulk. That
means, at a high concentration of hydrogen on the surface, the penetrating rate into
the bulk is high, too, and reverse.
Also important is the time of exposure: at short treatment times only few hydrogen is
able to penetrate into the material.
2 Test for Hydrogen Embrittlement and Testing Parts
Hardened parts normally are tested for hydrogen embrittlement at the end of the
plating process. Depending on the type of part, they are tested under tensile force,
stress or bending. However, these methods are destructive and only selected parts can
be tested. Nevertheless, the test should give security for the whole batch.
One possibility therefore is using some suited critical test pieces, which are plated
together with the parts. These test pieces can all be destroyed in successive tests. To
ensure that the result of this test is suitable for a quality control, the test pieces must
fulfill the following:
• the test pieces must be much more sensitive to hydrogen embrittlement than the
normal parts
• the test pieces must run through the same treament steps as the normal parts
• during the surface treatment, the test pieces must behave comparable to the normal
parts
• damages of the test pieces must be recognized reliable
• in addition to the test pieces, also a few normal parts should be tested if possible
As suited test parts, safety rings, DIN 471, 5 ´ 0,6, 650 HV, are recommended by the
central research department FV/PLO1 of BOSCH in Schwieberdingen (Germany).
page 5
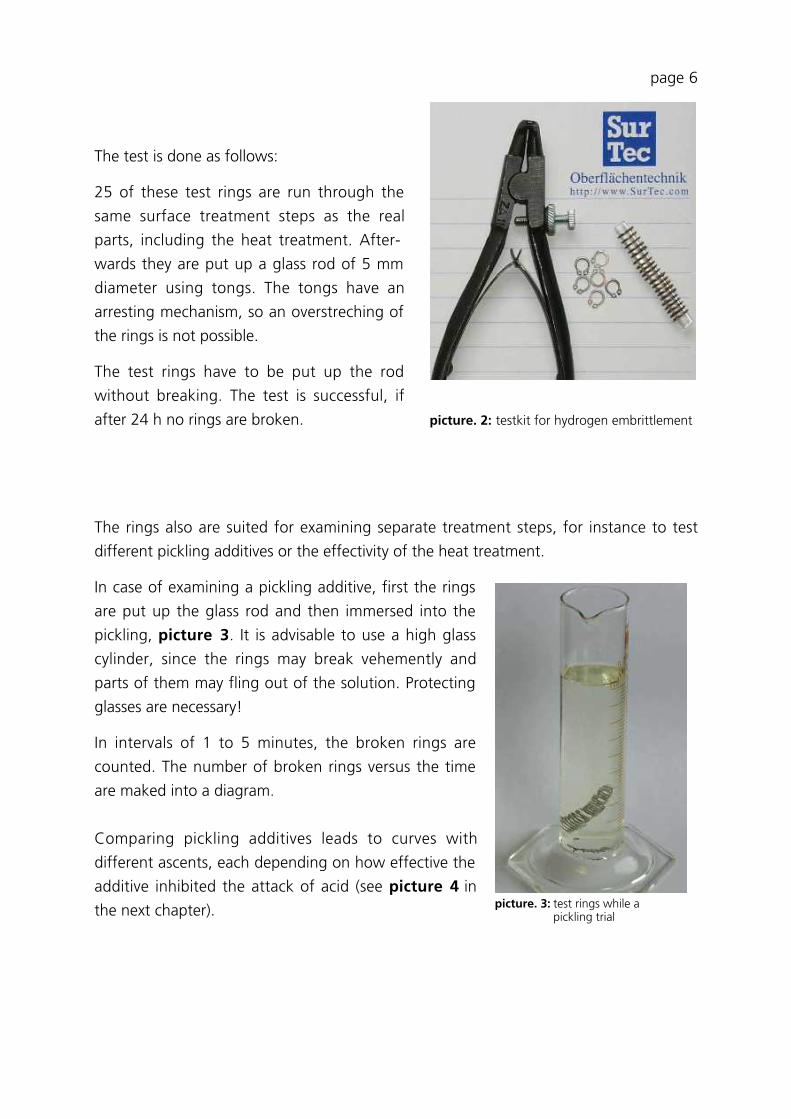
The test is done as follows:
25 of these test rings are run through the
same surface treatment steps as the real
parts, including the heat treatment. After-
wards they are put up a glass rod of 5 mm
diameter using tongs. The tongs have an
arresting mechanism, so an overstreching of
the rings is not possible.
The test rings have to be put up the rod
without breaking. The test is successful, if
after 24 h no rings are broken. picture. 2: testkit for hydrogen embrittlement
The rings also are suited for examining separate treatment steps, for instance to test
different pickling additives or the effectivity of the heat treatment.
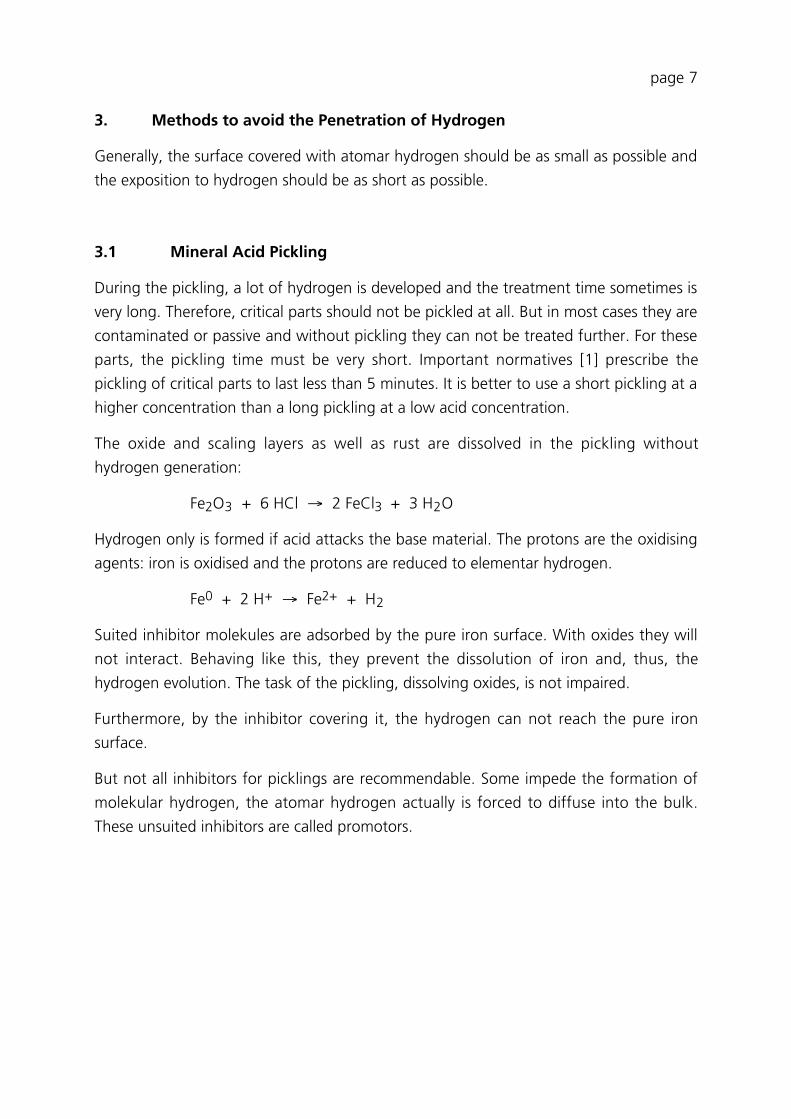
In case of examining a pickling additive, first the rings
are put up the glass rod and then immersed into the
pickling, picture 3. It is advisable to use a high glass
cylinder, since the rings may break vehemently and
parts of them may fling out of the solution. Protecting
glasses are necessary!
In intervals of 1 to 5 minutes, the broken rings are
counted. The number of broken rings versus the time
are maked into a diagram.
Comparing pickling additives leads to curves with
different ascents, each depending on how effective the
additive inhibited the attack of acid (see picture 4 in
the next chapter).
page 6
picture. 3: test rings while a pickling trial
3. Methods to avoid the Penetration of Hydrogen
Generally, the surface covered with atomar hydrogen should be as small as possible and
the exposition to hydrogen should be as short as possible.
3.1 Mineral Acid Pickling
During the pickling, a lot of hydrogen is developed and the treatment time sometimes is
very long. Therefore, critical parts should not be pickled at all. But in most cases they are
contaminated or passive and without pickling they can not be treated further. For these
parts, the pickling time must be very short. Important normatives [1] prescribe the
pickling of critical parts to last less than 5 minutes. It is better to use a short pickling at a
higher concentration than a long pickling at a low acid concentration.
The oxide and scaling layers as well as rust are dissolved in the pickling without
hydrogen generation:
Fe2O3 + 6 HCl ® 2 FeCl3 + 3 H2O
Hydrogen only is formed if acid attacks the base material. The protons are the oxidising
agents: iron is oxidised and the protons are reduced to elementar hydrogen.
Fe0 + 2 H+ ® Fe2+ + H2
Suited inhibitor molekules are adsorbed by the pure iron surface. With oxides they will
not interact. Behaving like this, they prevent the dissolution of iron and, thus, the
hydrogen evolution. The task of the pickling, dissolving oxides, is not impaired.
Furthermore, by the inhibitor covering it, the hydrogen can not reach the pure iron
surface.
But not all inhibitors for picklings are recommendable. Some impede the formation of
molekular hydrogen, the atomar hydrogen actually is forced to diffuse into the bulk.
These unsuited inhibitors are called promotors.
page 7

0 5 10 15 20 25 30
100
80
60
40
20
0
SurTec 425
SurTec 424
% defects Additive 1(Promotor)
HCl 1:1(without additives)
Additive 2
Additive 3
Additive 4
Additive 5
Additive 6
pickling time in min
picture. 4: Some inhibitors act better, some act worse impeding the hydrogen diffusion (Pickling solutions in all trials: HCl 1:1 at room temperature)
By the aid of specially chosen pickling inhibitors, it is possible to work even with
concentrated hydrochloric acid. These inhibitors impede nearly all hydrogen evolution
and no aerosols and HCl fogs are formed.
An excellent inhibiting is reached with SurTec 424. It was developed especially to avoid
hydrogen embrittlement of critical steel parts.
page 8

3.2 Electrolytical Cleaning
Hardened parts are not allowed to be cleaned cathodically. They have to be cleaned
anodically in the electrolytic cleaning step. The amount of free hydrogen is too high and
the treatment time too long, therefore it is forbidden in the relevant normatives to clean
cathodically.
3.3 Zinc Bath
Zinc has the property to impede the diffusion of atomar hydrogen. Thus, a common
opinion is, that the formation of hydrogen during zinc plating only is critical at the
beginning when the zinc does not cover the surface completely. However, in reality also
parts which were pretreated carefully without hydrogen adsorption, can adsorb the
hydrogen during zinc plating, especially in alkaline electrolytes.
Weak acid zinc electrolytes have a better current efficiency compared to the alkaline
baths and less hydrogen is developed. On the other hand, the small amount of
hydrogen that is formed in a weak acid electrolyte is sufficient to cover the surface of
the part completely. And this results in a maximum diffusion speed.
The effect of electrolyte type and bath composition on the diffusion of hydrogen has to
be discussed in context with current efficiency and metal distribution. All steps for rising
the current efficiency are good for a low H2 penetration. And with a better metal
distribution, also the areas of low current density are covered quickly with zinc and the
immigration of hydrogen is reduced.
3.4. Reworking
Occasionally, parts are plated with faults and they have to be dezinced and plated
again. For hardened parts, this has to be done very carefully. To remove the old zinc
layer, normally a pickling in hydrochloric acid is used and a lot of hydrogen is developed.
Especially at areas which are free of zinc first, a very strong hydrogen evolution can be
observed. That is due to the lower hydrogen overtension of iron compared to zinc.
However, at this point even the best hydrogen inhibitor is uneffective. The parts adsorb
great amounts of hydrogen and are not allowed to be plated directly again. Hardened
and dezinced parts have to be heat treated in any case before a new zinc plating. The
processing has to be discussed with the customer.
page 9

4 Heat treatment to Release the Hydrogen
4.1 Basics of the Heat Treatment
Several metals, for instance iron, are able to adsorb atomar hydrogen, forming the
respective metal hydride. As a consequence the structure of the bulk changes, it is
getting more brittle. The real damage is caused by tensions in the tensile strength. Basic
faults in the structure of the material support the damaging process and lead to an
explosion like breaking of a critical part.
The penetration of hydrogen into the bulk can be minimized using suitable processes for
the galvanic zinc plating, but it can not be impeded totally. As long as the hydrogen is
dissolved atomar inside the iron, it is possible to drive most of it out by heat treatment.
It has to be considered that directly after the zinc plating the hydrogen is located near
the phase border of zinc and iron. This high concentration grade could assist a quick
release of hydrogen right after the zinc plating. When the concentration grade becomes
smaller, the hydrogen migration will slow down (picture 5).
depth
hydr
ogen
con
cent
ratio
n
t0
t1
t2t¥
picture. 5: Progress of the hydrogen concentration inside the workpiece at different times
t0: directly after plating t1: short time after platingt2: several hours after plating t¥: equilibrium
page 10

On the other hand exists also a concentration grade towards the base material, and
hydrogen penetrates deeper into the iron part. This also equalizes the concentration
grade and slows down the hydrogen migration. Consequently, the heat treatment
should be done as soon as possible, to take advantage of the concentration grade
towards the surface.
4.2 Usual Two Step Method (Old DIN)
Successively, the parts are plated with 3-4 µm zinc, heat treated for approx. 2 hours at
180-200 °C, plated again to reach the final thickness, heat treated for a second time
and chromated.
This two step method bears risks:
• hydrogen may stay inside the bulk if the zinc layer is thicker than calculated and if
the heat treatmet is too short
• the zinc layer may be attacked by the high temperature (> 215 °C, depending on the
electrolyte type), leading to a dull surface and a bad appearance, in worse cases
even blisters can occure
• the zinc layer is too thin, and during the activation after tempering pure iron will get
in contact with the acid. Thus, in successive zinc plating new hydrogen penetrates
into the parts.
The main disadventage of this method, however, is the complicated process sequence
and the long required working time. Therefore, the second heat treatment is not done
always, taking the risk of a too short outdriving time. However, a good appearance of
zinc layer and chromating can be ensured in the successive working steps.
4.3 One Step Method
For some time it is known that the diffusion barrier of zinc is not as impermeable as it
was thought. And using high enough temperatures and long enough times, it is
possible to remove the hydrogen after zinc plating. In the one step method the parts are
plated to their desired layer thickness (sometimes up to 20 µm), dried and heat treated
at 210-240 °C.
page 11

But the temperature is limited: at 225 °C the zinc starts to oxidize in air. Additionally,
zinc has a considerable steampower at these temperatures. So, the heat treatment is
most useful at temperatures below 225 °C.
The risks of this method are:
• the heat treatment is done too short
• a high load of hydrogen in the parts can lead to blisters in the zinc layer, due to a
tailback of hydrogen at the phase barrier iron/zinc. (This can be prevented if the
parts are heated up slowly - in contrary to the economic point of view. The
outdriving process starts more slowly in this case.)
• at temperatures above 220 °C and at long heat teatments even at 200 °C, the zinc
layer is oxidized by the oxygen of the air. This reaction can extend deep into the zinc
layer along pores and impairs the appearance. The parts become dull and grey and,
possibly, the corrosion resistance of a chromating applied successively is not good.
In the one step method, the chromating is done after the heat treatment. The parts
need to be put once again in the plating line for activation and chromating.
Nevertheless, this method is less expensive than the two step method. It has less process
steps, making the process more secure. It is not possible that hydrogen penetrates into
the parts during the second treatment step. Yet, the high temperature may damage the
zinc layer.
4.4 New: Protected Heat Treatment
Since new heat resistant trivalent blue passivations (e.g. SurTec 662, SurTec 664,
SurTec 667) have been developed, it is possible to heat treat the parts following the last
galvanic process step. The chromating layers produced in these blue passivations
withstand a heat treatment up to 215°C for 24 hours and protect the zinc layer below.
Brightness and colour of the layer system are kept.
The one step zinc plating gets secure thanks to the protected heat treatment. The
adventages of this method can be used without any danger for the zinc surface.
If zinc plated and blue passivated parts are tempered, the corrosion resistance always
will decrease, depending on temperature and duration of the heat treatment. To reach
the demanded corrosion resistance of the normative DIN 50961, two things have to be
considered (for barrel application):
page 12

• During tempering, the passivation layer gets thinner. Hence, parts for tempering
should be chromated thicker (longer application time and/or higher bath
concentration, see also SurTec Technical Letter 7). Prior to tempering, these parts are
light greenish to yellow, but after the heat treatment they are clear blue and have a
better corrosion resitance, due to their thicker chromating layer.
• The water content of the chromating layer should be driven out slowly. Best is to put
the parts into the cold oven and heat it up slowly to the desired temperature. If the
parts are put into a hot oven, the water is released too fast and the chromate layer
can be damaged.
The main advantage of the method is the zinc layer being protected against oxidising in
air. The quality of the zinc is superior compared to the unprotected heat treatment,
indeed.
Yellow, olive and black passivations can not be applied before tempering, they are
destroyed at the high temperature. Nevertheless, the adventage of the protected heat
treatment can also be used, because blue chromated parts can be passivated afterwards
yellow, olive or black without problems.
4.5 Diffusion Ability of Zinc Layers
Does the electrolyte type have an influence on the diffusion ability of the zinc layer? In
literature and in praxis different answers are spread. Mostly, it is assumed that hydrogen
in zinc layers from cyanide electrolytes is easy to drive out. In contrary, hydrogen in zinc
layers from cyanide free alkaline electrolytes is difficult to drive out. Hydrogen in parts
plated with acid zinc almost is impossible to be released. Accordingly, the valid
normatives demand a special permission to apply bright layers and layers from acid zinc
electrolytes.
The influence of the electrolyte type surprises, because the electrolytically deposited zinc
is a very pure zinc. By analytical methods extremely low amounts of carbon (coming
from the organic additives) and iron are determined in the layer. Especially in layers from
alkaline electrolytes. The different behaviour can only be explained by their different
morphology. Depending on the electrolyte, there are some differences, indeed.
page 13
4.5.1 Practical Investigation: Effusion Behaviour of Zinc Layers from
Different Electrolytes
To answer the question wether the electrolyte type influences the diffusion of hydrogen,
following tests have been done.
test material: Specially constructed critical test rings according to DIN 471, 5 ´ 0.6 mm,
650-680 HV, with a deliberately too short annealing
pretreatment: For each electrolyte, 950 test rings successively were hot degreased
for 10 min, cleaned electrolytical (cathodic) for 5 min, pickled in HCl
1:1 without inhibitor for 5 min, cleaned electrolytical again, 20 s
cathodically and 20 s anodically and put into an acid dip of 5 % HCl
for 3 min.
zinc plating: Right after this extra strong and hydrogen developing pretreatment
and without heat treatment, the test rings were plated in barrel
process for 2 hours in the zinc electrolyte, reaching a layer thickness
of at least 17 µm.
test electrolytes: The following electrolytes (standard make-up of each) were used:
cyanide free alkaline bright zinc process
low cyanide bright zinc process
weak acid bright zinc process
weak acid technical zinc process
The three bright zinc processes were adjusted to the same grade of
brightness, the technical zinc was matt to semi bright.
heat treatment: At 180, 210 and 225 °C for 2, 4, 6, 8, 10 and 22 hours
test: 50 rings of each treatment sequence (electrolyte, heat treatment
and duration of heat treatment) were put onto a glass rod, see also
chapter 2.
page 14

4.5.2. Evaluation
The higher offer of hydrogen in alkaline electrolytes was visualized by this experiment:
without heat treatment 100 % of the rings broke, whereas only 70 % of the bright acid
zinc plated rings broke. And just 56 % of the technical acid zinc plated rings broke (see
the breaking rate at the time 0 in picture 6).
At the low tempering temperature, the cyanide zinc process was a little better than the
others, even though the layer was deposited with the same grade of brightness.
Generally, 180 °C had been too low as a heat treatment: even after 22 hours, none of
the test rings was completely de-embrittled. After 22 h at 210 °C, all test rings were de-
embrittled.
At 225 °C all of the test rings were de-embrittled already after 6-8 hours. However, the
zinc layers had been damaged strongly by exposing to this high temperature. Pores of
approx. 1 µm diameter were formed (picture 8). Through these pores, the hydrogen
could penetrate easily, but they are not tolerable.
0 3 6 9 12 15 18 21 24
100
80
60
40
20
0
180 °C% defects
heat treatment in hpicture. 6: At 180 °C, the alkaline electrolytes are better than the acid ones, but all four of them are
not enough diffusible 19 µm cyanide free alkaline bright zinc plated 17 µm weak acid bright zinc plated 19 µm cyanide bright zinc plated 17 µm weak acid matt zinc plated
page 15

0 3 6 9 12 15 18 21 24
100
80
60
40
20
0
210 °C
heat treatment in h
% defects
picture. 7: At 210 °C the behaviour of effusion is nearly the same for all electrolytes; all processes need clearly more than 10 hours for a breaking rate of 0
0 3 6 9 12 15 18 21 24
100
80
60
40
20
0
225 °C% defects
heat treatment in hAbb. 8: At 225 °C the zinc layers are perforated by the effusing hydrogen. The breaking rate is 0
after a short time, but the zinc layers are strongly damaged (see REM picture)
page 16

Obviously, 225 °C is too high as heat treatment. At 210 °C a duration of about 12
hours is sufficient for the 3 bright zinc processes. In case of the matt zinc layers it is very
difficult to drive out the hydrogen. Generally, the bright zinc processes are more able to
effuse hydrogen than the mate zinc layers. Hence, hardened parts should be plated with
bright zinc and heat treated at 215 °C for at least 10-12 hours.
5 Conclusion
Hardened parts can be plated with zinc without fearing embrittlement. The described
tests lead to the following recommenations:
• The surface of the critical parts has to be free of oilcarbon and should allow short
pickling times and a mild pretreatment.
• Suited inhibitors and pickling additives must be used; SurTec 424 was developed
especially for this application. However, the pickling should not exceed 5 minutes.
• A cathodic electrolytical cleaning must not be applied.
• There is no special type of zinc electrolyte demanded; all four tested processes are
suited. The diffusibility of the cyanide process tended to be the best, whereas the
hydrogen offer in the weak acid technical zinc process was the lowest.
• The zinc layer should be chromated with a heat resistant blue passivation (e.g
SurTec 662, SurTec 664, SurTec 667), to allow a protected heat treatment.
• After the plating process the parts should be tempered as soon as possible (within
the next 4 hours) to prevent damages. The one step method is more secure than the
two step method; the layer thickness should be thinner than 16-20 µm, though.
• The optimal temperature of tempering weak acid zinc processes is 220 °C, for
alkaline plated parts it is 215 °C. The period of the heat treatment has to be adapted
to the type of parts, but must last at least 6-8 hours.
• It is possible to chromate in succession with a yellow, oliv or black passivation.
page 17
The described test is an excellent method to test on hydrogen embrittlement. The critical
test rings are perfectly suited as test material on account of their more sensible
behaviour (hardness, dimension, annealing etc.) than any other part. That means: If
there are no defects of the overcritical test rings, none of the normal critical parts should
be damaged. Maybe the plating process is done "too well", but now with a definite
value.
The tests can be carried out by everyone and a test kit (including the critical rings, tongs,
adapted glass rods and the description of the method) is available from SurTec GmbH at
cost price.
page 18