hydrodynamic-acoustic-cavitation for biodiesel synthesisipcbee.com/vol78/006-icecb2014-d0010.pdf ·...
TRANSCRIPT

Hydrodynamic-Acoustic-Cavitation for Biodiesel Synthesis
Marcus Franke 1 +
, Bernd Ondruschka 1, Patrick Braeutigam
1
1 Institute for Technical Chemistry and Environmental Chemistry, Friedrich-Schiller-University Jena,
Lessingstr. 12, 07743 Jena, Germany
Abstract. In the present work, a new and pioneering hybrid technology, called Hydrodynamic-Acoustic-
Cavitation (HAC), was established and investigated to proof the feasibility for the transesterification of
rapeseed oil with methanol. The reaction takes place in a circular system, powered by a special multiphase
pump.. An orifice plate specific parameter (β0) was investigated and an optimal value of 8.4% was found. For
other parameters, like ultrasonic power, catalyst concentration, methanol to oil ratio and temperature, design
of experiments (DoE) was used and the effects of these parameters were evaluated. Under optimal conditions
(β0-8.4%, methanol to oil ratio of 4:1, 125 µm ultrasonic amplitude, 0.5 wt% catalyst and 30 or 45°C) a
FAME yield more than 96.5% was obtained in a single-step reaction with a hydraulic residence time in the
cavitation reactor of only one second, which is the minimum in the European standard. Furthermore, the
synthesized FAME was analyzed and compared with other important properties (viscosity, cold filter
plugging point, stability and density), which are regulated by European standards. The HAC process shows a
great potential for biodiesel synthesis with good scale-up possibilities and low investments costs.
Keywords: biodiesel synthesis, hydrodynamic cavitation, acoustic cavitation, process intensification
1. Introduction
Alternative fuels derived from biomass are gaining more and more importance and socio-economic
interest, due to the depleting fossil fuel resources. These so-called biofuels show a great potential to ensure
the mobility of humankind in the next decades or even centuries. For example, biodiesel (FAME – fatty acid
methyl ester) is a suitable alternative for fossil diesel. It is a safe, renewable, sustainable, non-toxic,
biodegradable and less sulphur containing fuel. Other advantages are the reduction of different emissions like
carbon monoxide, carbon dioxide, particular matter, sulphur oxides, heavy metals, and volatile organic
compounds [1]-[5].
FAME are produced by the transesterification of animal fats or vegetable oils with methanol or ethanol.
Usually, a catalyst (basic or acidic / homogeneous or heterogeneous) is involved in the reaction. Typical
feedstocks are palm, rapeseed, and sunflower oil and basic homogeneous catalysts like sodium hydroxide
(NaOH) or potassium hydroxide (KOH) are used in industrial biodiesel plants [6]-[9]. Alternative feedstocks
like oil from algae, waste and non-edible oils are promising for future application to reduce costs and
minimize the socio-economic-conflict with food (“food vs. fuel”) [10]-[13].
The transesterification of fats or oils with an alcohol has three reaction steps, where the first one is
limited by mass transport. Triglycerides and alcohols form two immiscible phases and intensive mixing of
the reactants is necessary to perform the reaction. Usually, extensive stirring, high temperatures and
pressures, long reaction times and high excess of alcohol are used in industrial processes to achieve more
than 95% FAME.
To overcome the rising demand of biodiesel and ensure the mobility of humankind, it is necessary to find
effective and sustainable technologies for biodiesel production. In the past, different reactor types and
Corresponding author. Tel.: +493641948458; fax: +493641948402.
E-mail address: [email protected].
2014 3rd International Conference on Environment, Chemistry and Biology IPCBEE vol.78 (2014) © (2014) IACSIT Press, Singapore
DOI: 10.7763/IPCBEE. 2014. V78. 6
23

reaction conditions were investigated to improve the transesterification of oils and fats [14]-[16]. Another
suitable and promising technology, which is able to enhance the mass transport of the reaction, is cavitation.
It describes the formation, growth and implosive collapse of bubbles in liquids [17]. Ultrasound or
hydrodynamic setups are used to generate pressure differences in a liquid medium and as a result
multibubble cavitation [18]. The physical effects of cavitation i.e. shear forces and micro jets, are used as an
alternative and efficient energy input to enhance the mass transport of the immiscible phases and to form fine
emulsions [19], [20].
Each generating method has different advantages and disadvantages. For example, hydrodynamic
cavitation (HC) is easier to scale up, shows a low investment volume and provides a higher bubble density
than ultrasonic induced cavitation. In contrast, acoustic cavitation (AC) generates conditions that are more
drastic (high temperature/high pressure) [21]-[23]. Therefore, a combination of both methods, called
Hydrodynamic-Acoustic-Cavitation (HAC) is discussed, where the positive effects of each method were
used and the negative effects were neglected [24]. Some work was already performed for wastewater
treatment applications with promising results [25], [26]. One reason for these outstanding results is the high
bubble density generated by HC and the extreme collapse conditions induced by AC.
In this work, the potential of the HAC-System on the transesterification of oils and fats with methanol
and different basic homogeneous catalysts is investigated.
2. Material and Methods
Rapeseed oil (BKK Biodiesel GmbH, Rudolstadt-Schwarza, Germany), methanol (tech. grade, VWR),
potassium hydroxide (>85%, VWR), toluene (99.5, VWR), potassium methanolate (30% solution in
methanol, Merck), glycerin (Sigma), acetic acid (99.7%, Sigma-Aldrich), methyl heptadecanoate(>99%,
Fluka) and methyl nonadecanoate (>98%, Fluka) were used as received without any pretreatment or
purification.
The setup of the HAC-device is shown in Fig. 1. The loop system consists of an oil reservoir on the
suction side of the pump (PBU201E10, multiphase pump, 1.5 kW, 2900 rpm, Edur Pumpenfabrik GmbH &
Co. KG, Kiel, Germany), equipped with an inlet, sampling port and heating/cooling coil, which is connected
to a thermostat. Another reservoir for the methanol catalyst solution was installed on the suction side of the
pump. The HAC-reactor on the pressure side of the pump consists of variable orifice plates (Tab. 1) and a
sonotrode, connected to an ultrasound generator (UP200S, Hielscher Ultrasonics GmbH, Teltow, Germany,
24 kHz, 200 W, sonotrode: S14L2D, tip diameter: 14 mm, max. amplitude: 125 µm). The flow of the system
is measured (DRS-9250I4L4420, Kobold Messring GmbH, Hofheim, Germany, 0-40 L min-1
, accuracy:
1.5%) and the pressures are measured with the help of manometers (PGI series, Swagelok Germany,
Markranstädt, Germany, accuracy: 0.5-2.5%). The temperature was measured in the oil reservoir (GTH 1150,
Greisinger electronic GmbH, Regenstauf, Germany).
Fig. 1: Setup for creating Hydrodynamic-Acoustic-Cavitation
(1 – pump, 2 – manometer, 3 – orifice plate, 4 – HAC-reactor, 5 – ultrasonic generator, 6 – temperature, 7 – reservoir
(oil) with cooling coil, 8 – flow meter, 9 – reservoir (methanol), 10 – valve (methanol)
24
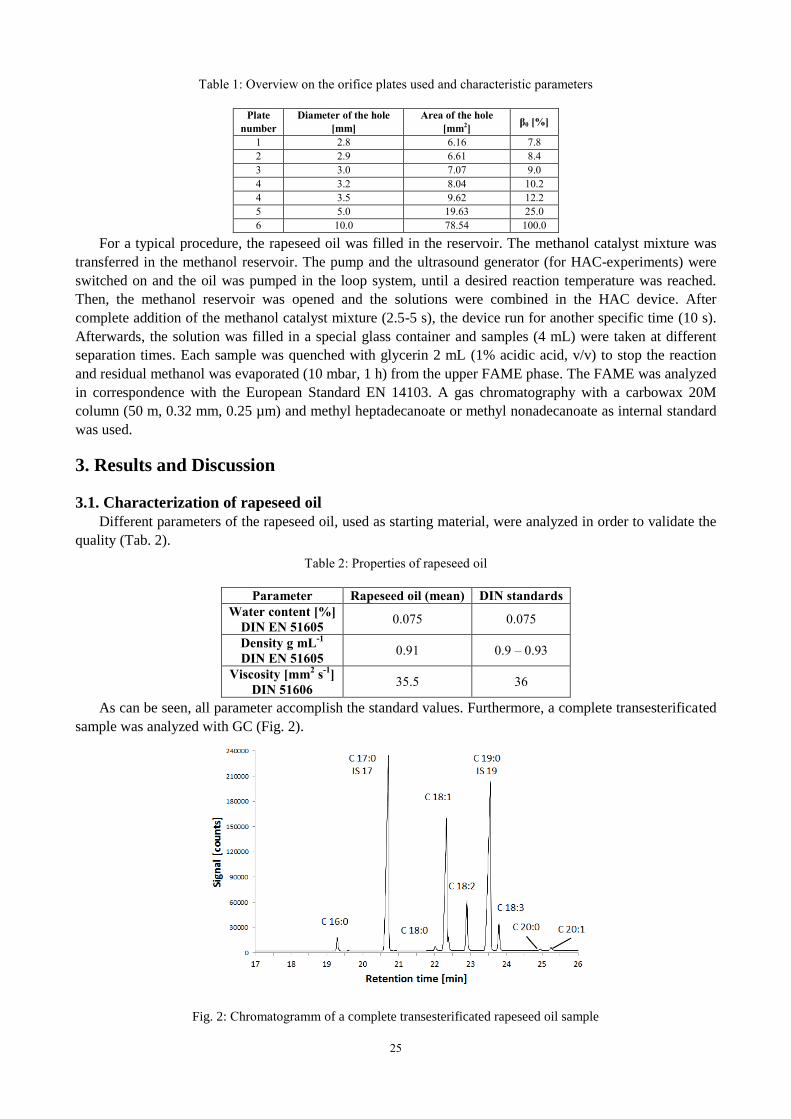
Table 1: Overview on the orifice plates used and characteristic parameters
Plate
number
Diameter of the hole
[mm]
Area of the hole
[mm2] β0 [%]
1 2.8 6.16 7.8
2 2.9 6.61 8.4
3 3.0 7.07 9.0
4 3.2 8.04 10.2
4 3.5 9.62 12.2
5 5.0 19.63 25.0
6 10.0 78.54 100.0
For a typical procedure, the rapeseed oil was filled in the reservoir. The methanol catalyst mixture was
transferred in the methanol reservoir. The pump and the ultrasound generator (for HAC-experiments) were
switched on and the oil was pumped in the loop system, until a desired reaction temperature was reached.
Then, the methanol reservoir was opened and the solutions were combined in the HAC device. After
complete addition of the methanol catalyst mixture (2.5-5 s), the device run for another specific time (10 s).
Afterwards, the solution was filled in a special glass container and samples (4 mL) were taken at different
separation times. Each sample was quenched with glycerin 2 mL (1% acidic acid, v/v) to stop the reaction
and residual methanol was evaporated (10 mbar, 1 h) from the upper FAME phase. The FAME was analyzed
in correspondence with the European Standard EN 14103. A gas chromatography with a carbowax 20M
column (50 m, 0.32 mm, 0.25 µm) and methyl heptadecanoate or methyl nonadecanoate as internal standard
was used.
3. Results and Discussion
3.1. Characterization of rapeseed oil
Different parameters of the rapeseed oil, used as starting material, were analyzed in order to validate the
quality (Tab. 2).
Table 2: Properties of rapeseed oil
Parameter Rapeseed oil (mean) DIN standards
Water content [%]
DIN EN 51605 0.075 0.075
Density g mL-1
DIN EN 51605 0.91 0.9 – 0.93
Viscosity [mm2 s
-1]
DIN 51606 35.5 36
As can be seen, all parameter accomplish the standard values. Furthermore, a complete transesterificated
sample was analyzed with GC (Fig. 2).
Fig. 2: Chromatogramm of a complete transesterificated rapeseed oil sample
25

(C 16:0 – palmitic acid methyl ester, C 17:0 (IS) – heptadecane acid methyl ester, C 18:0 – stearic acid methyl ester,
C 18:1 – oleic acid methyl ester, C 18:2 – linoleic acid methyl ester, C 18:3 – linolenic acid methyl ester, C 19:0 (IS) –
nonadecane acid methyl ester, C 20:0 – arachidic acid methyl ester, C 20:1 – Eicosenoic acid methyl ester)
The peaks were identified by standard solutions of FAME. A typical composition of rapeseed oil was
observed and a mean molar weight of 881.4 g mol-1
for the applied oil was be calculated.
3.2. Optimization of the HAC process
The orifice specific parameter β0 is defined by the ratio of the orifice hole area to the cross-sectional pipe
area and is given in % [27]. This important parameter affects the hydrodynamic generated cavitation and it
was investigated in the hydrodynamic setup (HC) without ultrasound as well as in the Hydrodynamic-
Acoustic-Cavitation setup (HAC) with ultrasound (Fig. 3).
Fig. 3: Effect of β0 on the FAME yield
(700 mL oil (0.72 mol), methanol:oil ratio 3.5:1, 0.5 wt% KOH (3.2g), 60 °C, reaction time 10 and 60 s, 0 min
separation time, a and b: 0 µm amplitude, c: 125 µm amplitude, 24 kHz)
A considerably optimum exists at β0 values of around 8.4% (2.9 mm hole diameter) regardless to the
additional application of ultrasound. The same optimum was found for sodium hydroxide, sodium methoxide
and potassium methoxide. Without any applied orifice plate (β0 = 100%) and no additional acoustic
cavitation the FAME yield reaches 60% (potassium hydroxide as catalyst). This clarifies the effective mixing
effect of the special multiphase pump. At the optimal β0 value of 8.4%, the FAME yield increases up to 73%
for the hydrodynamic cavitation setup. With the HAC setup the FAME yield decrease to 69% due to the fine
emulsion which was not separated completely (no separation time was applied).
For any further investigation the optimal orifice plate (β0 – 8.4%) was used in case of HC and HAC and
the orifice plate with a β0 of 100% was used for AC applications.
In order to validate the influence of different parameters (variables) on the transesterification process in
the HAC system and to find effective working conditions a design of experiments (DoE) was developed (Tab.
3). Potassium methoxide (MeOK) was used as catalyst in this investigation.
In Fig. 4, the catalyst concentration shows the highest effect on the transesterification of rapeseed oil in
the HAC system.
26
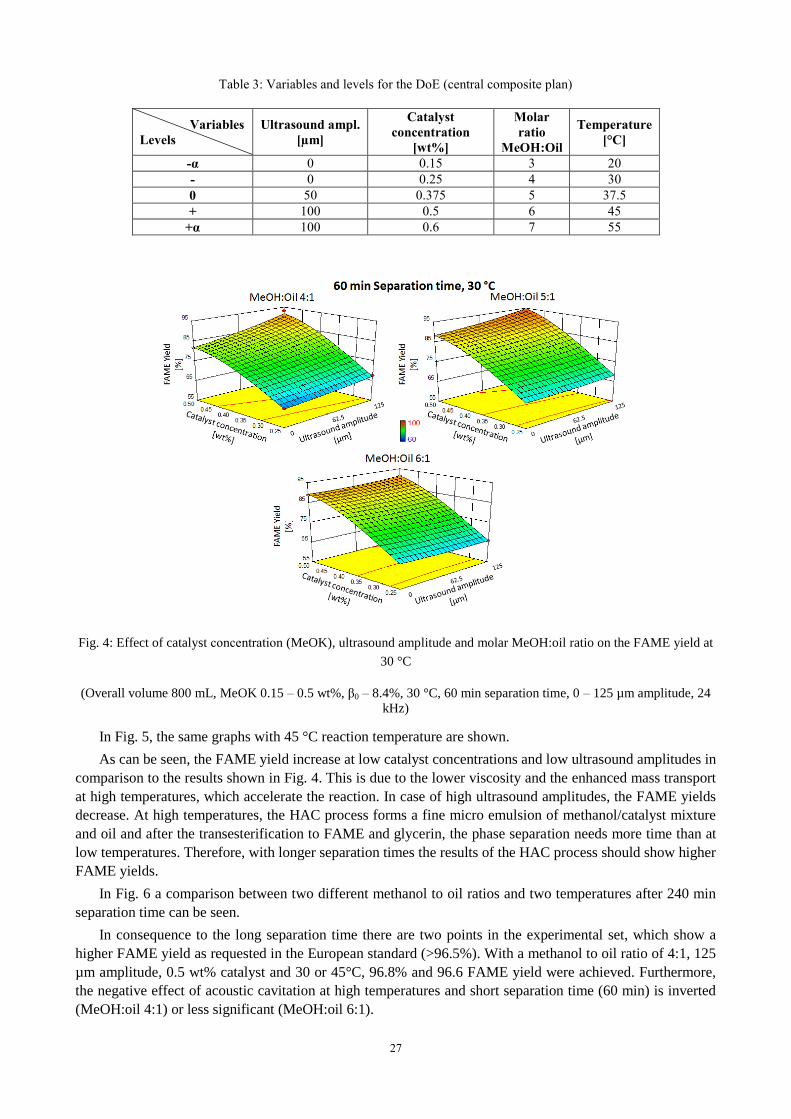
Table 3: Variables and levels for the DoE (central composite plan)
Variables
Levels
Ultrasound ampl.
[µm]
Catalyst
concentration
[wt%]
Molar
ratio
MeOH:Oil
Temperature
[°C]
-α 0 0.15 3 20
- 0 0.25 4 30
0 50 0.375 5 37.5
+ 100 0.5 6 45
+α 100 0.6 7 55
Fig. 4: Effect of catalyst concentration (MeOK), ultrasound amplitude and molar MeOH:oil ratio on the FAME yield at
30 °C
(Overall volume 800 mL, MeOK 0.15 – 0.5 wt%, β0 – 8.4%, 30 °C, 60 min separation time, 0 – 125 µm amplitude, 24
kHz)
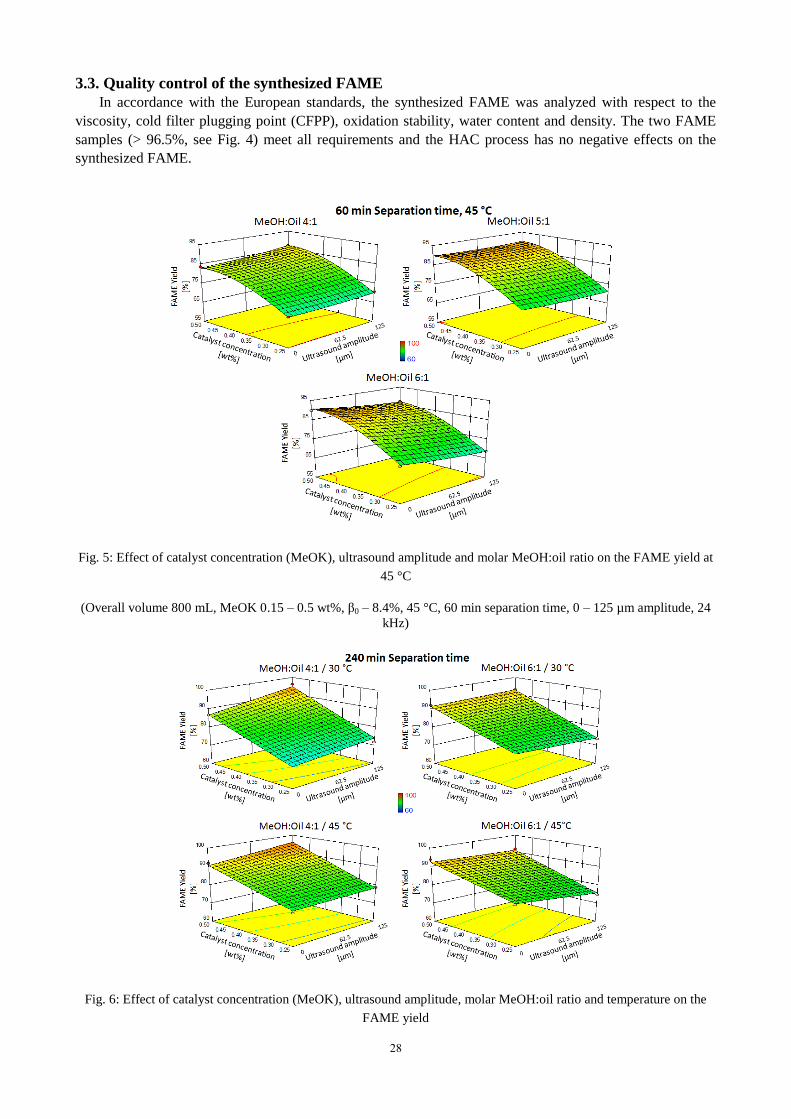
In Fig. 5, the same graphs with 45 °C reaction temperature are shown.
As can be seen, the FAME yield increase at low catalyst concentrations and low ultrasound amplitudes in
comparison to the results shown in Fig. 4. This is due to the lower viscosity and the enhanced mass transport
at high temperatures, which accelerate the reaction. In case of high ultrasound amplitudes, the FAME yields
decrease. At high temperatures, the HAC process forms a fine micro emulsion of methanol/catalyst mixture
and oil and after the transesterification to FAME and glycerin, the phase separation needs more time than at
low temperatures. Therefore, with longer separation times the results of the HAC process should show higher
FAME yields.
In Fig. 6 a comparison between two different methanol to oil ratios and two temperatures after 240 min
separation time can be seen.
In consequence to the long separation time there are two points in the experimental set, which show a
higher FAME yield as requested in the European standard (>96.5%). With a methanol to oil ratio of 4:1, 125
µm amplitude, 0.5 wt% catalyst and 30 or 45°C, 96.8% and 96.6 FAME yield were achieved. Furthermore,
the negative effect of acoustic cavitation at high temperatures and short separation time (60 min) is inverted
(MeOH:oil 4:1) or less significant (MeOH:oil 6:1).
27
3.3. Quality control of the synthesized FAME
In accordance with the European standards, the synthesized FAME was analyzed with respect to the
viscosity, cold filter plugging point (CFPP), oxidation stability, water content and density. The two FAME
samples (> 96.5%, see Fig. 4) meet all requirements and the HAC process has no negative effects on the
synthesized FAME.
Fig. 5: Effect of catalyst concentration (MeOK), ultrasound amplitude and molar MeOH:oil ratio on the FAME yield at
45 °C
(Overall volume 800 mL, MeOK 0.15 – 0.5 wt%, β0 – 8.4%, 45 °C, 60 min separation time, 0 – 125 µm amplitude, 24
kHz)
Fig. 6: Effect of catalyst concentration (MeOK), ultrasound amplitude, molar MeOH:oil ratio and temperature on the
FAME yield
28

(Overall volume 800 mL, MeOK 0.15 – 0.5 wt%, β0 – 8.4%, 240 min separation time, 0 – 125 µm amplitude, 24 kHz)
4. Conclusions and Summary
In this work, a new hybrid cavitation technology for the biodiesel synthesis was investigated. An optimal
orifice with a diameter of 2.9 mm (β0=8.4%) was found for the hydrodynamic setup. A DoE was planned and
realized with four different parameters (ultrasound amplitude, catalyst concentration, molar ratio methanol to
oil, temperature). The catalyst concentration and the ultrasonic amplitude show the highest effects. Under
optimal conditions, it was possible to achieve FAME yields of more than 96.5% in 10 s reaction time (1 s
residence time in the HAC reactor) and 240 min separation time in a single-step reaction. In comparison with
other continuous transesterification processes [28]-[31] the HAC-device shows high FAME yields with low
methanol to oil ratios (4:1), short reaction times (10 to 60 s), and moderate separation times (60 to 240 min).
Furthermore, the quality of the synthesized FAME was analyzed. The FAME fulfill all the tested
requirements and the HAC process shows no negative effects on the product. Therefore, it is an effective
technology to substitute the common batch reactors and shows a great potential in decentralized small-scale
biodiesel plants.
5. Acknowledgement
The authors thank the German Federal Ministry of Food and Agriculture for the financial support (FKZ
22403511). Moreover, the authors thank Mr. Wolfgang Faehndrich from the Institute of Physical Chemistry
(Friedrich-Schiller-University Jena) for constructing different parts for the HAC-device.
6. References
[1] B. R. Moser. Biodiesel production, properties, and feedstocks. In Vitro Cell. Dev.-Pl. 2009, 45 (3): 229.
[2] M. Canakci, H. Sanli. Biodiesel production from various feedstocks and their effects on the fuel properties. J. Ind.
Microbiol. Biotechnol. 2008, 35 (5): 431.
[3] F. Ma, M. Hanna. Biodiesel production: a review. Bioresource Technol. 1999, 70 (1): 1.
[4] R. Luque, L. Herrero-Davila, J. M. Campelo, J. H. Clark, J. M. Hidalgo, D. Luna et al. Biofuels: A technological
perspective. Energy Environ. Sci. 2008, 1 (5): 542.
[5] A. Srivastava, R. Prasad. Triglycerides-based diesel fuels. Renew. Sust. Energ. Rev. 2000, 4 (2) :111.
[6] E. Crabbe, C. Nolasco-Hipolito, G. Kobayashi, K. Sonomoto, A. Ishizaki. Biodiesel production from crude palm oil
and evaluation of butanol extraction and fuel properties. Process Biochem. 2007, 37 (1): 65.
[7] J. Haupt, T. Dimmig, T. Dittmar, B. Ondruschka, B. Heyn, M. Lauterbach. Production of standard specification
biodiesel from rapeseed oil and spent fats - Process concept. Chem. Ing. Tech. 2003, 75 (6): 787.
[8] G. Vicente, M. Martinez, J. Aracil. A comparative study of vegetable oils for biodiesel production in Spain. Energ.
Fuel 2006, 20 (1): 394.
[9] G. Vicente, M. Martinez, J. Aracil. Integrated biodiesel production: A comparison of different homogeneous
catalysts systems. Bioresource Technol. 2004, 92 (3): 297.
[10] S. Pinzi, I. L. Garcia, F. J. Lopez-Gimenez, M. D. L. de Castro, G. Dorado, M. P. Dorado. The ideal vegetable oil-
based biodiesel composition: A review of social, economical and technical implications. Energ. Fuel 2009, 23 (5):
2325.
[11] M. Mittelbach, C. Remschmidt. Biodiesel - The comprehensive handbook. 1st ed. Graz, Boersedruck; 2004. chap.
3, p. 9 ff.
[12] T. Dittmar, T. Dimmig, B. Ondruschka, B. Heyn, J. Haupt, M. Lauterbach. Production of fatty acid methyl esters
from rapeseed oil and spent fat in batch operation. Chem. Ing. Tech. 2003, 75 (5): 595.
[13] Y. Chisti. Biodiesel from microalgae. Biotechnol. Adv. 2007, 25 (3): 294.
[14] J. C. Thompson, B. B. He. Biodiesel production using static mixers. Trans. ASABE 2007, 50 (1): 161.
[15] A. P. Harvey, M. R. Mackley, T. Seliger. Process intensification of biodiesel production using a continuous
oscillatory flow reactor. J. Chem. Technol. Biotechnol. 2003, 78 (2-3): 338. 29

[16] N.E. Leadbeater, T. M. Barnard, L. M. Stencel. Batch and continious-flow preparation of biodiesel derived from
butanol and facilitated by microwave heating. Energ. Fuel 2008, 22 (3): 2005.
[17] K. S. Suslick. Sonochemistry. Science 1990, 247 (4949): 1439.
[18] W. Lauterborn, C.D. Ohl. Cavitation bubble dynamics. Ultrason. Sonochem. 1997, 4 (2): 65.
[19] J. Ji, J. Wang, Y. Li, Y. Yu, Z. Xu. Preparation of biodiesel with the help of ultrasonic and hydrodynamic
cavitation. Ultrasonics 2006, 44 (1): e411.
[20] J. Lifka, B. Ondruschka. Influence of mass transfer on the production of biodiesel. Chem. Eng. Technol. 2004, 27
(11): 1156.
[21] P. R. Gogate, R. K. Tayal, A. B. Pandit. Cavitation: A technology on the horizon. Curr. Sci. 2006, 91 (1): 35.
[22] S. Arrojo, C. Nerín, Y. Benito. Application of salicylic acid dosimetry to evaluate hydrodynamic cavitation as an
advanced oxidation process. Ultrason. Sonochem. 2007, 14 (3): 343.
[23] V. S. Moholkar, P. Senthil Kumar, A. B. Pandit. Hydrodynamic cavitation for sonochemical effects. Ultrason.
Sonochem. 1999, 6 (1-2): 53.
[24] K. K. Jyoti, A. B. Pandit. Hybrid cavitation methods for water disinfection. Biochem. Eng. J. 2003,14 (1): 9.
[25] M. Franke, P. Braeutigam, Z.-L. Wu, Y. Ren, B. Ondruschka. Enhancement of chloroform degradation by the
combination of hydrodynamic and acoustic cavitation. Ultrason. Sonochem. 2011, 18 (4): 888.
[26] P. Braeutigam, M. Franke, R. J. Schneider, A. Lehmann, A. Stolle, B. Ondruschka. Degradation of carbamazepine
in environmentally relevant concentrations in water by Hydrodynamic-Acoustic-Cavitation (HAC). Water Res.
2012, 46 (7): 2469.
[27] N. P. Vichare, P. R. Gogate, A. B. Pandit. Optimization of hydrodynamic cavitation using a model reaction. Chem.
Eng. Technol. 2000, 23 (8): 683.
[28] P. Cintas, S. Mantegna, E. C. Gaudino, G. Cravotto. A new pilot flow reactor for high-intensity ultrasound
irradiation. Application to the synthesis of biodiesel. Ultrason. Sonochem. 2010, 17 (6): 985.
[29] J. Ji, J. Wang, Y. Li, Y. Yu, Z. Xu. Preparation of biodiesel with the help of ultrasonic and hydrodynamic
cavitation. Ultrasonics 2006, 44 (suppl.1) : e411.
[30] T. Mollenhauer, W. Klemm, M. Lauterbach, B. Ondruschka, J. Haupt. Process engineering study of the
homogenously catalyzed biodiesel synthesis in a bubble column reactor. Ind. Eng. Chem. Res. 2010, 49 (24):
12390.
[31] N. Azcan, A. Danisman. Microwave assisted transesterification of rapeseed oil. Fuel 2008, 87: 1781.
30