highpulse - distributor of welding machines, welding ...€¦ · welding technology of the latest...
TRANSCRIPT

MIG/ MAG
TIG
ELECTRODE
PLASMACUTTING
MERKLEROBOTICS
PLASMAWELDINGAUTOMATION
MIG/ MAG
TIG
ELECTRODE
PLASMACUTTING
MERKLEROBOTICS
PLASMAWELDINGAUTOMATION
HighPULSEThe revolution in PulseARC welding!
www.merkle.de

2
MIG/ MAG
TIG
ELECTRODE
PLASMACUTTING
MERKLEROBOTICS
PLASMAWELDINGAUTOMATION
MIG/ MAG
TIG
ELECTRODE
PLASMACUTTING
MERKLEROBOTICS
PLASMAWELDINGAUTOMATION
Merkle PulseARC
Merkle HighPULSE
The development of the HighPULSE series signalizes welding technology of the latest generation:
ContinuousenergycontrolwiththeTEDAC®torch
Easytouseoperationpanel
DeepARC,ColdMIGandinterpulseoptional
Multifunctionaldisplaywithlanguageselection
Variousweldingprocessesselectable
Expensesoflabourcostsreducedbyupto30%
1. Portable
The portable HighPULSE 280/350 K (optional with water cooling unit and trolley).

3
Merkle HighPULSE welding units.Modern technology in 3 perfect product lines –Portable, industrial and robotics!
HighPULSE – The best out of 45 years Merkle welding technology! The HighPULSE product line combines unique performance, high speed welding with overwhelming economical advantages and high precision through the Merkle TEDAC® system: the portable allrounders 280/350 K as well as the universal industrial units 450/550 DW.
BestexamplefortheinnovationalstrengthofMerkleistheTEDAC®systemwhichofferscontinuousenergycontrolanddisplaydirectlyontheweldingtorch.Thismakesitconvenientfordifficultaccessibleworkingareas.
ClearadvantagesoftheHighPULSEseriesaretheeaseofuse,theextensivefunctionsandprogramvarietyaswellasthecontinuousenergycontrolattheTEDAC®torch.
Merkle HighPULSE. The revolution in PulseARC welding!
Thefollowingprocessescanbeselected:
PulseARC TIGDC*
MIG/MAG Interpulse*
MMA/stickelectrode DeepARC*
MIGbrazing ColdMIG*
HighPerformancewelding(HighPULSE550DW)
*asanoption
The 3 product lines:
1. Portable: HighPULSE280/350K
2. Industrial: HighPULSE450/550DW
3. Robotics: HighPULSE350/450/550RS (seealsodetailedproductinformation)
3. Robotics2. Industrial
Perfect welding technology universal use for every robot!The industrial line HighPULSE 450/550 DWwith wheels and separate wire feeder.

4
Functionality and ease of use
Easy to adjust and a maximum of functions in MIG/MAG and PulseARC (synergic pulse) welding are the major advantages of the Merkle HighPULSE 280 K and HighPULSE 350 K.
Continuous one button adjustment.
Setting and indication of the energy on the TEDAC® welding torch.
2-stroke/4-stroke/stitch/spot welding.
4-roller wire feeding system.
Reproducible welding results due to digital microprocessor welding control.
Proven welding programs for steel, stainless steel, aluminium, aluminium alloys and MIG brazing.
DeepARC process, ColdMIG and Interpulse welding optional.
Multifunctional display for easy program
selection.
Digital display for welding current, welding voltage, wire feed speed and material thickness with pre-indication and HOLD-function.
Approved for operation in confined areas, S-symbol.
Optional: socket for remote control and push-pull torch.
TIG-DC welding with lift-arc ignition.
Stick electrode welding (MMA).

5
Merkle HighPULSE 280/350 K.The compact and portable Genius!
Sockets for earth cable, electrode welding cable and water cooling unit are mounted on the rear. Quick polarity change for welding gasless core wires by using different plugs mounted on the rear.
Precise 4-roller drive as a standard.Suitable for 5 kg or 15 kg wire spools.
Functions in TIG operation mode
PerfectLiftTIGignition.
Variabledown-slopetime.
Gaspre/postflowtimeadjustable.
2weldingcurrentsseparatelyadjustableattheweldingtorch.
TIGpulsationasastandard.
PushPull torches
ThetorchlengthcanbeincreasedbyusingtheMerklepush-pulltorches.
Thesetorchesarerecommendedforweldingthinaluminiumwires.
AvailablewithTEDAC®energydisplayandcontrol.
The multi process unit
Thisunitincorporatessixdifferentweldingprocesses.Accordingtotheweldingtask,thematerialandthelocation,thefollowingweldingprocessescanbeselected:
PulseARC(synergicpulse)welding
MIG/MAGwelding(synergic)
TIG(DC)welding
Stickelectrodewelding(MMA)
Corewirewelding(gasless)
MIGbrazing
DeepARCprocess
ColdMIGprocess
Interpulseprocess

6
Merkle HighPULSE 280/350 K.Water cooling unit and trolley!
Water cooling unit WK 300
ThewatercoolingunitWK300canbeusedasanoption.Themountinganddismountingisdoneinafewseconds.Onepluggableelectricalconnectionisplacedontherearoftheunit.
Differentapplicationsarepossible,forexample:weldingwithawatercooledtorchintheworkshoporusingagascooledtorchonsite.
Trolley TW 110
ThetrolleyTW110isdesignedforeasytransportationoftheweldingunitintheworkshoporonsite:
Extralargewheels.
Gasbottleholderfora10or20lcylinder.
Loweredgalvanizedgasbottleholder.
2supportsfortorchandcables.
Technical details
Water cooling unit WK 300
Electrical connection with plug connection at the welding unit
Pump rotary pump
Water pressure switch integrated
Water connection 2 quick couplings
Tank for cooling liquid 3,0 l
Weight 23 kg
Dimensions L x W x H 600 x 300 x 260 mm
Compact portable unit or with water cooler and trolley.

7
Merkle HighPULSE 280/350 K.Universal in use!
Various operational areas
Theunitismanufacturedtooperateinmetalfabricationcompanies,workshops,installationcompanies,onsiteandinautomobileproductionandrepair.Itislightweightandportableataweightofonly33/36kg.Itcanbeusedevenindifficultworkingareas.Withasuspensiondevicethecompletemachinecanbemountedtoaswivelarm(option).Allcontrolfunctionsareeasyaccessibledirectattheworkingplace,onlythemainsupplycablehastobeconnected.

8

9
Merkle HighPULSE 450/550 DW.The powerful industrial series!
1. LargeLEDdisplayswithpre-indicationfor –Weldingcurrent –Weldingvoltage –Wirefeedspeed –Materialthickness
2. Automaticholdfunction(savesthelastdisplayed weldingparameters)
3. Gastest(withautomaticswitchoff)
4. Weldingprocessselector: –MIG/MAG –PulseARC(synergicpulse) –MMA/stickelectrodewelding –Optional:TIGDC,Interpulsewelding
5. Selectionoftheenergycontrol: –Continuouscontrolatthecontrolpanel –Continuouscontrolonthewirefeedunit –TEDAC®continuouscontrol –Jobprograms,selectablethroughtheTEDAC® torchorthemainrotaryswitch,256differentjobs
6. Continuouscontrolenergy
7. Arctrim
8. Rotaryswitchforprogramselectionand programmingthroughthemulti-functionaldisplay
9. Operationmodes: –2-strokeprocess –4-strokeprocesswithcurrentdownslope –4-strokeprocesswithstartcurrent anddownslope(currentprogram)
10. Continuousenergycontrolatthewirefeedunit
11. Arctrimatthewirefeedunit
12. Fullyinsulatedwirefeedunit
13. Option:Socketwithswitchforremotecontrollerandpush-pulltorch
14. Euroconnector
Functionality and ease of operation
Simple selfexplaining controls with extra big sized functional knobs enable an easy operation.
Easytouse,evenwithgloves.
BigbrightLEDdisplaysforweldingcurrent, voltageandwirefeedspeed.
Universalmultifunctionaldisplayforprogram selection(differentlanguagesselectable).
Variousapplicationfieldsinallareaslike metalworkingindustry,workshops,automotive industry,shipyards,etc.
Withthepracticalsuspensiondevice(optional) themountingofthewirefeederunitata swivelarm(seeourautomationcomponents catalogue)caneasilytakeplace.Theaction scopecanconsiderablybeenhanced.

7
21
3
4
6
5
10
Merkle HighPULSE 450/550 DW.HighTech, quality and efficiency!
Compact and well designed case with integrated water coolerTheseparatewirefeedercanbemountedonarotatabledeviceontopoftheweldingunit.Theswivellingaxisisplacedasymmetricallyattherearofthewirefeederallowingawideworkingareafortheweldingtorch.Thewirefeederrotateseasilytothedesiredpositionwithoutkinkingthetorchlead.Duetothisconstructionthemovementsoftheconnectioncableatthereararereducedtoaminimum.
Perfection in detail
1. Asymmetricalmountingofthewirefeederunit(optional),providesawiderworkingareafortheweldingtorch.
2. Safetransportationthroughthewirefeedunitlockingmechanism.
3. Connectioncablesavailableindifferentlengths:quickandeasychangeduetoclampableandpluggablecouplingsonbothsides.
4. Gasbottleholderfor10,20,and50litrecylinders.Loweredforeasyhandlingofthecylindersandgalvanized:nocorrosion.
5. Largeswivelandcarriagewheelsforeasyhandlingwithintheworkshoporplant/factory.
6. Optimalcoolingoftheelectroniccomponentsinaseparateairtunnel.Theelectroniccomponentsareprotectedfromdirtanddustbybeinghousedinaseparatecompartment.
7. Minimumelectricitycostthroughthestand-bymode,automaticactivationofthewaterpumpandcoolingfansthroughtemperaturecontrol.Higherefficiencythroughhighqualitymodernelectroniccomponentswhichreducesthepowerconsumption. HighPULSE with gas bottle holder and cylinder.

11
Merkle HighPULSE.Technical data.
HighPULSE 280 K HighPULSE 350 K HighPULSE 450 DW HighPULSE 550 DW
Primary:
Power supply 3 x 400 V 3 x 400 V 3 x 400 V 3 x 400 V
Frequency 50/60 Hz 50/60 Hz 50/60 Hz 50/60 Hz
Continuous power 11,1 kVA 12,5 kVA 15,9 kVA 19,4 kVA
Continuous current 16 A 18 A 23 A 28 A
Max. current 19 A 25 A 34 A 45 A
cos phi 0,98 0,98 0,98 0,98
Secondary
Open circuit voltage 57 V 57 V 72 V 72 V
Welding voltage 15-28 V 15-31,5 V 15-36,5 V 15-41,5 V
Welding current 25-280 A 25-350 A 20-450 A 20-550 A
Duty cycle 35 % (10 min.) 280 A (40 °C)
Duty cycle 40 % (10 min.) 350 A (40 °C) 550 A (40 °C)
Duty cycle 50 % (10 min.) - - 450 A (40 °C) 500 A (40 °C)
Duty cycle 60 % (10 min.) 240 A (40 °C), 280 A (20 °C) 280 A (40 °C), 330 A (20 °C) 450 A (20 °C), 400 A (40 °C) 550 A (20 °C), 470 A (40 °C)
Duty cycle 100% 200 A (40 °C), 230 A (20 °C) 250 A (40 °C), 280 A (20 °C) 400 A (20 °C), 330 A (40 °C) 500 A (20 °C), 420 A (40 °C)
Protection class IP 23 IP 23 IP 23 IP 23
Cooling AF AF AF AF
Arc length automatic energy control automatic energy control
Program capacity 256 programs 256 programs
Programs MIG/MAG, PulseARC, MMA/stick electrode, MIG brazing, TIG (DC). optional: Interpulse, ColdMIG, DeepARC
MIG/MAG, PulseARC, MMA/stick electrode, MIG brazing. optional: Interpulse, ColdMIG, DeepARC, TIG (DC)
Program selection material, wire diameter and gas at the display material, wire diameter and gas at the display
Wire feed synergic wire feed control synergic wire feed control
Operation modes 2-stroke, 4-stroke, 4-stroke with start current and down slope 2-stroke, 4-stroke, 4-stroke with start current and down slope
Gas check button with hold function and automatic switch off button with hold function and automatic switch off
Job mode 512 jobs programmable 512 jobs programmable
Adjustable parameters choke inductance, pulse shape choke inductance, pulse shape
Power source inverter inverter
Digital display current, voltage, wire feed speed and material thickess with pre-display and hold function
current, voltage, wire feed speed and material thickess with pre-display and hold function
Wire feeder unit 4-roller-drive DV-26 4-roller-drive DV-26optional: DV-31
High performance 4-roller-drive DV-31
Torch cooling option: separate water cooler WK 300 integrated water cooler
Norm EN 60974-1“S“/CE EN 60974-1“S“/CE
Gas bottle holder optional with trolley TW 110: 10 - 20 l cylinders 10 - 20 - 50 l cylinders
Weight 33 kg 36,5 kg 155 kg (incl. wire feeder) 165 kg (incl. wire feeder)
Dimensions L x W x H: 600 x 300 x 565 mm 1030 x 480 x 1170 mm
Technical changes reserved.

12
1
10
6
11
5
42
32
3
Merkle HighPULSE 450/550 DW.Perfect wire feeding!
Detailed features
1. Precise4-rollergearwith4motorizedwirefeederrollers.Wirefeedspeed0.5–25m/min(modelDV-26)orhighperformancedrive0.5-30m/min(modelDV-31).
2. Bigwirefeederringsallowaconstantwirefeedspeedatalowpressure.2groovesrespectivelyfor2differentwirediameters.
3. Changeofthewirefeederringswithoutanytools.
4. Easywireinsertionduetosuperbaccessibilityandsnaplockmechanism.
5. Dust-tightdrivemotorwithtachoguaranteesaconstantwirefeedspeed(DV-31).
6. Eurotorchconnectionasstandard.
7. Pressureadjustmentofbothrollers.
8. Wirestraighteningdeviceforperfectandconstantwirefeeding(DV-31).
9. Cutawaysidepanelsfacilitateeasyinsertionofthewirespool.
10. Gashoses,waterhosesandallcablesareprotectedfromenvironmentaldamageduetoauniqueclosedcasedesign.
11. Consumablesandsparepartidentificationchartattachedasstandard.
12. 2x4rubberfeetensureoperationinboth,verticalandhorizontalposition.
Double wire feeder DV26 TWIN
Two different wires should be welded with the same machine? The annoying changing of the wire and the torch is no longer required with the double wire feeder DV-26 TWIN. Two different programs can be selected, the machine switches automatically to the selected torch by pressing the torch trigger. As an option the operation panel can be integrated in the wire feeder.A wheeled version is also available.

13
1 2
A B
C D E
7
8
12
9
Easy to mount, universal in action.
Standardhorizontalmounting.
Verticalmountingofthewirefeedercanbeachievedinseconds.
Wire feeder positions:
Universal applications:
A: Placed on the work piece.B: Mounted to a swivel arm with suspension device.C: With 4 wheels mounted. D: Mounted on our balancer with a wide work area.E: Easy to carry due to the integrated handle.
4-roller-drive DV-31.

14
1 2 3 4 ……
min. energy max.
Continuous setting of the energy
Recall of programmed jobs
The Merkle TEDAC® system offers continuous energy
control where it counts – directly on the torch itself.
UsingtheslideswitchmountedonthetopoftheTEDAC®torchhandletheenergycanbemanuallyadjustedduringtheweldingprocess.Usingavisuallygood,multicolourLEDindicatoranyenergymodificationswillbeshowndirectlyontheTEDAC®torch.
Thecolourswillchangeinasteplesssequencefromgreen(thelowestsetting)throughyellow(lowsetting)throughorange(mediumsetting)uptored(maximumsetting).TheTEDAC®torchesareperfectforanyworkinhardtoreachpositionsduetothefactthattheoperatorcancontroltheweldingprocessfromtheTEDAC®systemanddoesnotneedtoreturntothepowersourcetochangesettings.ThankstothestandardEUROconnectornoadditionalcontrolwiresarerequired.
Ergonomically formed handle, torch trigger with a micro switch for guaranteed more than 10 mio. operations.
Standard Euro connector, no further control cables are necessary.
The multi-coloured LED shows the selected energy.
Precise energy control is realized through the slide switch mounted on the top of the torch handle before, during and after the welding process. The present conditions are shown through the stepless multi-coloured LED display mounted on the top of the torch handle.
With the slide switch free selectable operating points can be recalled. All settings can be adjusted on the existing welding characteristics. Perfectly reproducible welding results in every adjustment.
Merkle TEDAC® system.Direct control on the torch!

15
model welding current cooling
PP/PPT 307 G 300 A, 60% ED gas
PP/PPT 502 W 450 A, 60% ED water
Push-pull welding torches:
model welding current cooling
SB/SBT 157 G 180 A, 60% gas
SB/SBT 307 G 300 A, 60% gas
SB/SBT 351 G 280 A, 60% gas
MIG/MAG hand welding torches:gascooled
model welding current cooling
SB/SBT 350 W 350 A, 60% ED water
SB/SBT 502 W 450 A, 60% ED water
SB/SBT 603 W 600 A, 60% ED water
HSB/HSBT 600 W 600 A, 100% ED water
MIG/MAG hand welding torches:watercooled
model welding current cooling
MSB 400 W 380 A, 60% ED water
ROB 505 W 500 A, 60% ED water
MSB 603 W 600 A, 60% ED water
MIG/MAG machine and robot welding torches: watercooled
Merkle welding torches.The user optimized answer for every job!
ThecrucialcomponentinPulseARCtechnologyisthehighqualityweldingtorch.Merkleweldingtorchesaremanufacturedonthebasisof45yearsofexperience.Out-standingcoolingcharacteristicsguaranteelongusefullifeofconsumablesandlowsparepartcosts.

16
Extremelyspatterfreeweldingduetothenonshort-circuitcharacteristics,onedroptransfer:-tremendoustimesavingduetoreduction
ofworkinghoursforcleaning -highoutputofwiremelting -longerlifeoftorchconsumables -lessdowntimeduetocleanerconsumables
Optimalprocessingofaluminiumandaluminiumalloysandstainlesssteel.
144storedweldingprogramsfor -differentmaterials -differentwirediameters -differentshieldgases
Safe,spatterreducedignitionduetoanewignitionprocesscontrolledby13parameters:
-2independentignitionpulses -precisesoftstartofthewire -slagdropletisremovedfromthewireendatthe
endofeachweldtoensureasafere-ignition.
Multiplevariationsofpulseparameters: -Manipulationofthearccharacteristics andthepenetration.
Alloyelementsaremaintainedduetoadaption ofthepulseparameterswhenusinghigh alloyedwire.
Merkle PulseARC.Economical, safe, versatile!
PulseARC welding programs:
Structureofthepulseweldingprograms:
Weldingprocesscontrolwith35freeprogrammableparameters.Perfectignitiondueto13variablepara-meterswithintheignitionprocess.144differentpulseformsprogrammable.Generationofdifferentformsofweldingcharacteristiccurvesandparametersarepossible.
Comparison between MAG and PulseARC:
Spatteremissioninrelationtotheweldingcurrentinpercent.ThedrawingshowstheoutstandingresultsinfavourofPulseARCweldingcomparedtotraditionalMIG/MAGweldingusingCO2ormixedgasasshieldgas.
User advantages with Merkle PulseARC:
short arc
10,0%
7,5%
5,0%
2,5%
0
I ge
T sa
mixed arc spread arc
MAGCO2
MAGmixed gas
PulseARCwelding
gas
nozz
le a
fter
3
min
. of w
eldi
ng
0 100 A 200 A 300 A 400 Awelding current
spat
ters
ignition process welding processend processcurrent
wirespeed
feed
time
DRSDRRB
time
Is ts Iab tab
Iab tab
Rb Se
Ige
f
Sab
lg
San
SaSs
tsalgslgs tas
SPAtp
lp
17
Interpulse process, current program.Perfect welding quality!
Interpulse process:
Withthisprocessweenteranewdimensioninweldingaluminiumandstainlesssteel.Asecondpulseprocessisaddedtothebasepulse.AlloursynergicpulseweldingunitscanbeequippedwithInterpulsetechnologyasanoption.
The advantages of the Interpulse process:
ScaledweldandweldingqualitysimilartoTIGweldingprocess.
WeldingspeedashighasinMIGwelding.
Exactmanipulationofthescaledweld.
Reducedheatingupofthematerial.
Reduceddistortionoftheworkpiece.
Easyadjustmentbyonlyonepotentiometer(differentpulseparametersareadaptedautomatically).
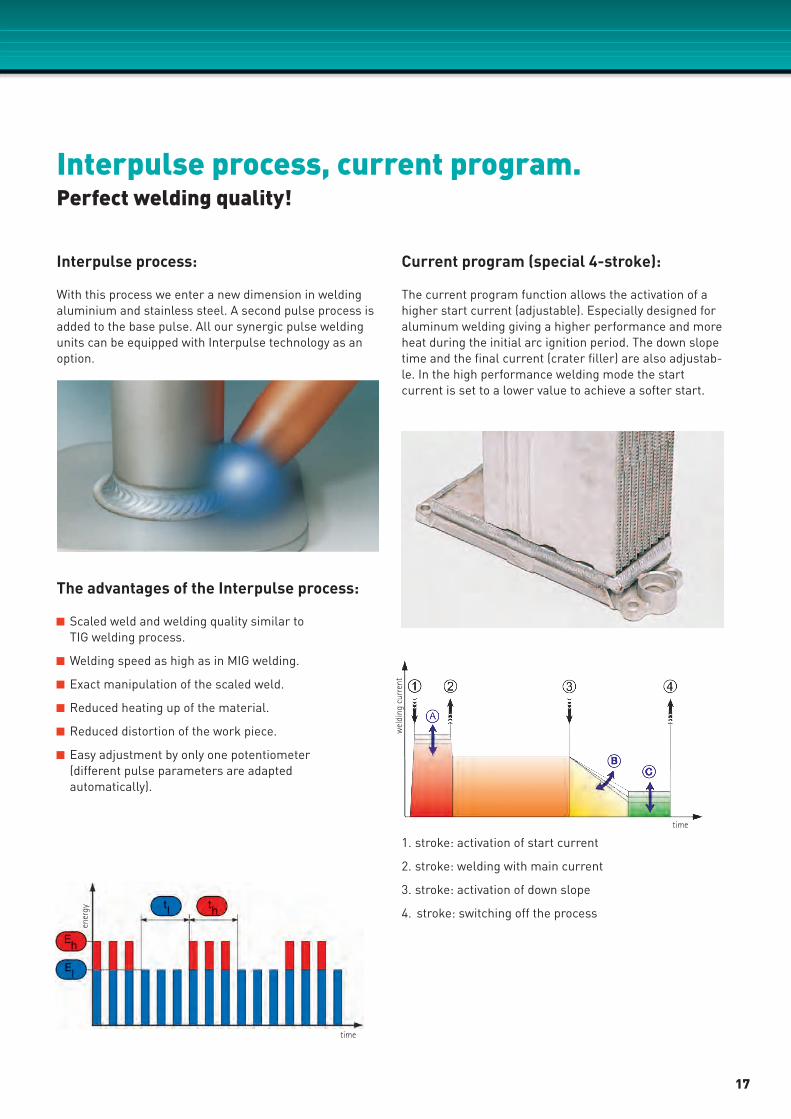
Current program (special 4stroke):
Thecurrentprogramfunctionallowstheactivationofahigherstartcurrent(adjustable).Especiallydesignedforaluminumweldinggivingahigherperformanceandmoreheatduringtheinitialarcignitionperiod.Thedownslopetimeandthefinalcurrent(craterfiller)arealsoadjustab-le.Inthehighperformanceweldingmodethestartcurrentissettoalowervaluetoachieveasofterstart.
1.stroke:activationofstartcurrent
2.stroke:weldingwithmaincurrent
3.stroke:activationofdownslope
4.stroke:switchingofftheprocess
ener
gy
time
wel
ding
cur
rent
time

ColdMIG
DeepARC
18
DeepARC process.The HighSpeed formula!
Applications:
- Steel construction - Ship yards - Machine building - Apparatus engineering - Container construction
DeepARC process
WitnessyourselfthenewhighspeedformulaofMIG/MAGwelding!
Anextremelynarrowweldingarc(similartoaplasmaarc)isachievedthroughahighlydynamicvoltagecontrolsystemintheHighPULSEseriesweldingunit.Thisnewweldingarcdefinesitselfthroughseveralcharacteristics.TheDeepARCprocessisperfectforusewithmildandstainlesssteelsaswellasforaluminumandaluminumalloys.TheDeepARCprocessisavailableasanoptioninallunitsoftheseriesHighPULSE.
Welcome to the future!
DeepARC process
19
DeepARC process benefits.Deep penetration, faster welding!
Special temperature input profile
Nearly no undercut Concentratednarrowarc
Reducedheatinput
Lowre-inforcement
Noundercut,notdependingontorchangle
Spatterfree welding result
Theshortandconcentratedarcisdirectingthewirepreciselyintotheweldpool.Nospatteradherenceatthesurface.
Welding of geometries with limited access
Longstick-outofupto40mm
Stablearc
Fastlengthcontrolofthewire
Deeper penetration
Deeperpenetrationduetohigherarcpressure
Garanteedrootpenetration
Sharp end of wire Higharcpressure
Extremelystablearc
Shortarc
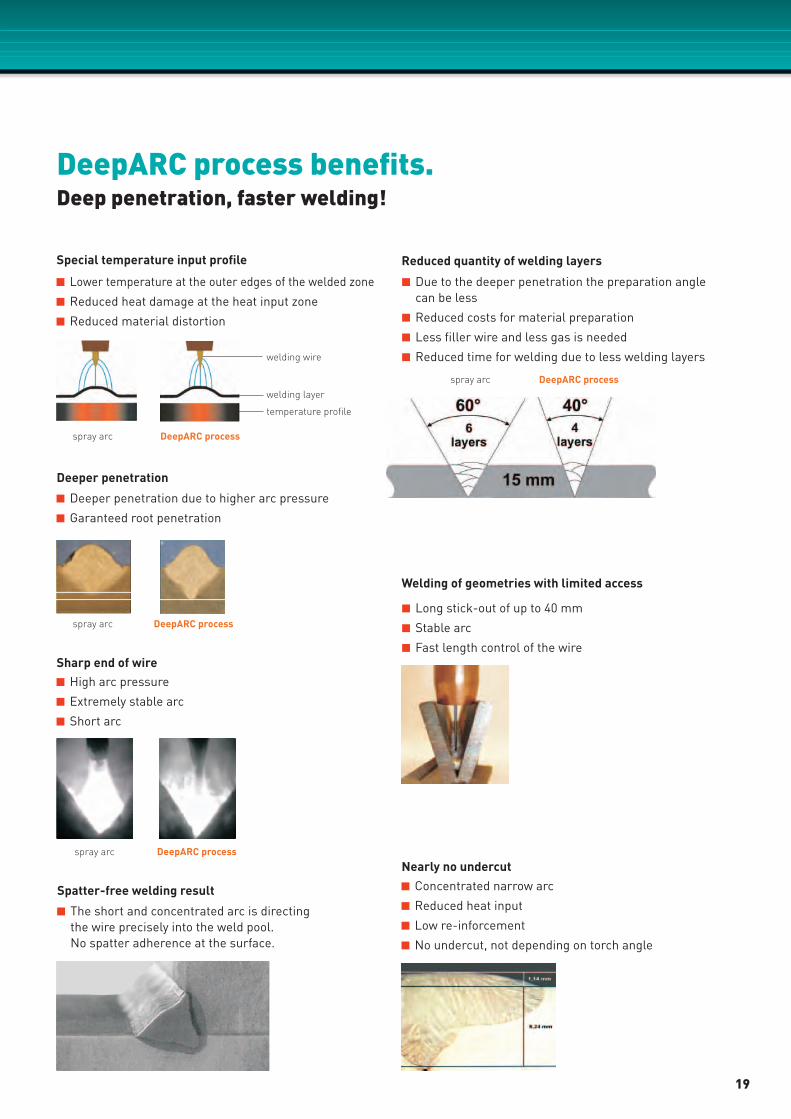
Reduced quantity of welding layers
Duetothedeeperpenetrationthepreparationanglecanbeless
Reducedcostsformaterialpreparation
Lessfillerwireandlessgasisneeded
Reducedtimeforweldingduetolessweldinglayers
spray arc DeepARC process
spray arc DeepARC process
spray arc
welding wire
welding layer
temperature profile
DeepARC process
Lowertemperatureattheouteredgesoftheweldedzone
Reducedheatdamageattheheatinputzone
Reducedmaterialdistortion
spray arc DeepARC process

20
ColdMIG process.Up to 30% heat reduction!
Process benefits:
- Welding of thin sheet metals 0.6 – 3.0 mm
- High gap bridging capacity
- MIG brazing at low heat input
- Welding of coated sheet metals
- Welding of different materials
ColdMIG process
TheMerkleColdMIGprocesssetsnewstandardsinweldingwithupto30%lessheatinput.Thinmetalsheethandwelding(0.6–3.0mm)isachievedtoperfection.
Itshighgapbridgingcapacityandoptimumweldingfacilityofmixedmaterialsandcoatedsheetmetalsareotherworldclassfeatures.TheColdMIGprocessisavailableforallHighPULSEmachinesasanoption.
ColdMIG
DeepARC
Weldingcurrent: 20–140AArcvoltage: 13.5–20VWirefeedspeed: 0.7-5m/min
Arc sections
21
ColdMIG process benefits.Less heat input, high gap bridging capability!
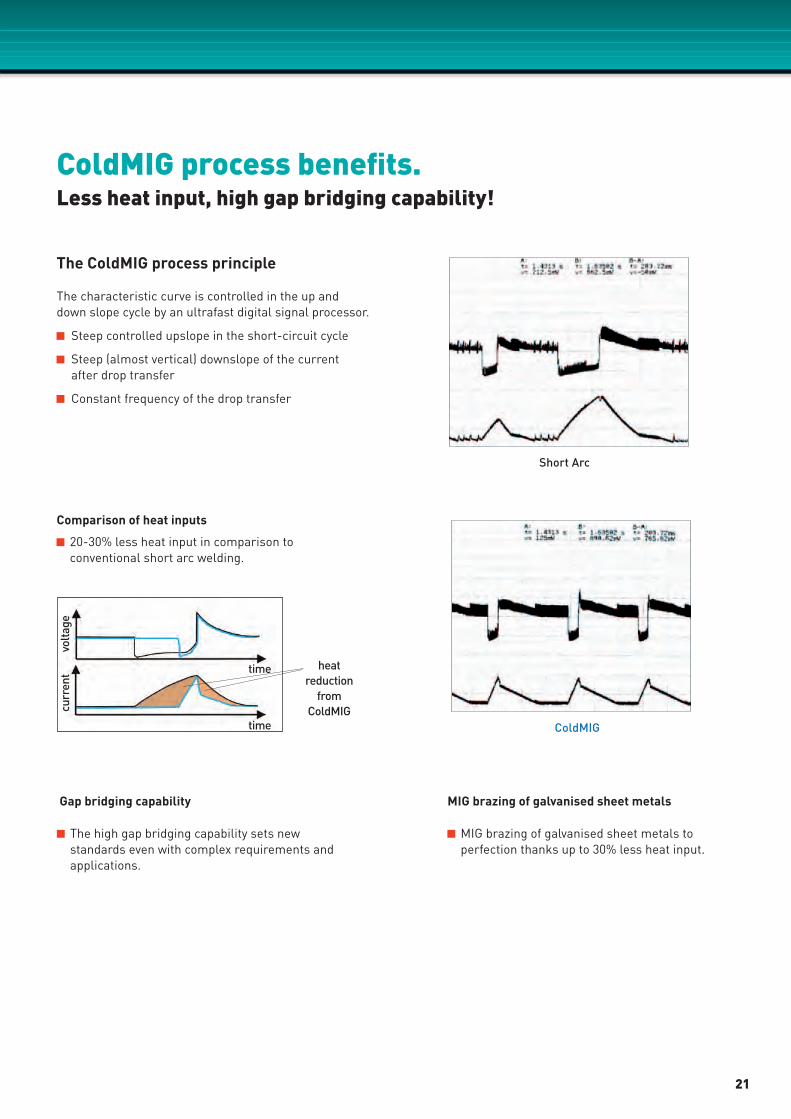
The ColdMIG process principle
Thecharacteristiccurveiscontrolledintheupanddownslopecyclebyanultrafastdigitalsignalprocessor.
Steepcontrolledupslopeintheshort-circuitcycle
Steep(almostvertical)downslopeofthecurrent afterdroptransfer
Constantfrequencyofthedroptransfer
Short Arc
ColdMIG
Comparison of heat inputs
20-30%lessheatinputincomparisonto conventionalshortarcwelding.
heat reduction
from ColdMIG
Gap bridging capability
Thehighgapbridgingcapabilitysetsnew standardsevenwithcomplexrequirementsand applications.
MIG brazing of galvanised sheet metals
MIGbrazingofgalvanisedsheetmetalsto perfectionthanksupto30%lessheatinput.
curr
ent
volta
ge
time
time

22
MIG brazing, High Performance welding.Perfect welds in shortest time!
MIG brazing:Joining of coated metal sheets!
GalvanizedoraluminumcoatedsheetscanbebrazedtogetherbytheMIGbrazingprocess.
Whenusingawirewithalowmeltingpointabrazedjointcanbeachievedwithoutmeltingthesheetsutilisingaspeciallydesignedprogram.
Duetothelowtemperatures,thecoatingwill notburninlargeareas.Theweldisresistantto corrosion.ThemachinesseriesHighPULSEhave standardbrazingprograms.
IntheColdMIGprocesstheheatinputisagain drasticallyreduced.
High Performance welding process:30 % higher deposition rate!
Theimportantincreasingofthedepositionrateleadstoatremendousreductionofweldingtime.ThesynergicpulseweldingunitHighPULSE550DWispreparedforthehighperformancewelding:
Wirefeedingsystemgivesupto30m/min.wirespeed.
Variousweldingprogramsfor3-and4-componentgases.
5-phase-processwithstartandfinalcurrent,upanddown slopes.
Speciallydesignedhighperformanceweldingtorch HSB/HSBT600Wwithawatercooledgasnozzleto resisttheextremeheatoftheweldingarc.
High Performance welding.MIG brazing of coated sheet metals.

23
Programming, MQC measuring and monitoring system.Control, documentation and analysis!
Programming: Set up all parameters individually!
Theweldingprogramsformostofthecommonwiresareincludedinthemachineasastandard.Newprogramscanbeloadedtothemachineatanytime.Programmodificationscanberealizedwhennewwiresenterthemarketinfuturetimes.
InconnectionwiththeprogrammingsoftwareProDok32andastandardPCallweldingprogramscanbe
documented,
changedor
reprogrammed.
MQC – Merkle Quality Control: The measuring and control system!
AstandardPCisconnectedviaaconvertertotheweldingmachineatthestandardserialinterface.Thenewsoft-wareMQC(MerkleQualityControl)monitorsandcontrolsautomaticallyupto8differentparameters.Thesoftwareisdesignedforusewithstand-alonemachinesandnetworkapplications.ThreeimportantMQCfunctions:
Recordingofweldingparameters:Themeasured parametersaredisplayedascolouredcurveson thescreen.Aweldingreportcanbeprintedand stored.
Controllingofweldingparameters:Limitsforallparameterscanbepreset.Awarningisactivatedorthemachineisswitchedoffifalimitisexceeded.
Evaluationofweldingparameters:Theweldingtime,machine´sworkingtime,wireandgasconsumptionarecalculatedautomatically.

Merkle Schweissanlagen-Technik GmbH I Industriestr. 3 I D-89359 Koetz I Germany I Tel.: +49 (0) 8221 915-0 Fax: +49 (0) 8221 915-40 I Email: [email protected]
www.merkle.de
Create your future successfully.
With Merkle. Your specialist for welding
units, welding machines, torches and
intelligent automation systems. With
own subsidiaries and Merkle dealers
in Germany, Europe and many other
countries throughout the world.
Welcome to Merkle.
MIG/MAG Welding Units
Synergic Pulse Welding Units
TIG Welding Units
MMA / Stick Electrode Welding Units
Plasma Welding and Cutting Units
Turntables and Roller Drive Units
Welding and Cutting Torches
Automation Components and Solutions
Merkle Robotics
WD
2000
/02-
11