high volume modular system - magnum venus products - · the magnum venus products high volume...
TRANSCRIPT

MAGNUM VENUS PRODUCTS Part No. 90079-1
Operations Manual
High Volume Modular System

Page 1 of 25
This page intentionally blank

Page 2 of 25
Table of Contents
High Volume Modular System Manual CHAPTER 1 - OPERATIONAL DATA CHAPTER 2 - MATERIALS Resin Catalyst Glass-Fiber Roving Solvent Air CHAPTER 3 - START-UP, RUNNING AND SHUT-DOWN PROCEDURE Start-Up Priming Procedure (Resin) Priming Procedure (Catalyst) Shut-down Procedure Removing Materials from System CHAPTER 4 - PARTS DRAWINGS

Page 3 of 25
CHAPTER 1
OPERATIONAL DATA
In order to function at maximum performance level, the High Volume Modular system requires an air source capable of providing 35 CFM of clean, dry air, at 100 PSI. The air supply hose to the unit must be kept as short as practical and be no less than ½” inner diameter to assure an adequate air supply. Clean, dry air is essential to give the best service life of the power head and chopper motor. Consult your local representative or Magnum Venus Products directly for air requirements if you feel your operation may need more detailed information.

Page 4 of 25
CHAPTER 2 MATERIALS
Selection of proper materials and the use of them can make the difference between success and failure, with this or any other equipment. Your local distributor can assist in proper selection for the best results. The following generalities should be followed. RESIN should be formulated for gun use with proper promoters for MEKP. Also, with Thixotropic characteristics and relatively low viscosity for fast impregnating. Resin should be stored at about 70 to 75 degrees Fahrenheit (21 – 30 degrees C) before using. Resin at 85 degrees F (30 deg. C) will allow the equipment to perform better, minimize the variations and control problems, speed up impregnation, and improve quality of products. Solid additives which are introduced into resin for any purpose (such as flame retardation or thixotropic properties) invariably increase the wear factor on internal moving parts in the resin pump. More frequent replacement of these parts must be considered as part of the cost of using such additives. It may be necessary to use special parts in the system such as carbide needles and seats or heat-treated pump cylinders with modifications of the piston area to help lengthen the life of the parts. CATALYST should be Methyl Ethyl Keytone Peroxide of strength to give proper gel times for products made with percentages of ¾ to 3% on standard equipment. This range is ½ to 1 ¼ % on high volume units. A factory-tinted catalyst, for visual control purposes, is recommended. This can be obtained from the peroxide manufacturer. Failure of the equipment (unless other problems) is generally the result of trying to add tinting materials. Never use solvents to clean the catalyst system as it forms unstable peroxides. Use only clear water. GLASS FIBER ROVING should be made for spray-up roving cutters and with a soft, non-static treatment. The Magnum Venus Hydraulic systems do not have a high pressure air blast that causes the fibers to tumble and float all over, as with air aspirated guns, hence the softer the treatment, the better the glass pattern. If treatment is too hard, fibers lay in clumps, the pattern is narrow and it is difficult to attain uniformity and good impregnation. SOLVENT The High Volume Modular unit is composed of parts and material lines compatible to Acetone and solvent replacements . NOTE: Certain reclaimed solvents could affect systems in such a way as to nullify the warranty. AIR must be clean and dry. Moisture or oils in air supply may damage various components of this system as they would any other machinery.

Page 5 of 25
CHAPTER 3 START-UP, RUNNING AND SHUT DOWN PROCEDURE
The Magnum Venus Products High Volume Modular System is the ultimate in spray-up equipment. This instruction manual, the Trouble-Shooting guide and the Parts Drawing Package should be read thoroughly and used as a reference when working with your Magnum Venus System. We have tried to note when differences occur, but suggest you contact Magnum Venus Products or it’s nearest representative if performance of your particular Magnum Venus Products system is not satisfactory following these instructions.
START-UP
These steps should be followed when unit is new, recently repaired, or has no material in system:
1. Read and become familiar with Manual, Trouble-shooting Guide and drawings for your particular unit, and all other operational aids provided with unit.
2. Check all fittings for proper connection. 3. Fill resin pump cavity (center section) approximately 1/3 full using Throat
Seal/Lubricant (TSL-XX). 4. Turn all regulators counter-clockwise so gauges will read 0 (zero) when air is
connected to system. 5. Open catalyst Recirculation valve on the Catalyst Manifold. 6. Pull bottom quick pin from Pivot Link Assembly (part number UPS-3104-01). NOTE: This will allow resin pump to stroke but prevent catalyst pump from pumping during start-up procedure. It should be general procedure to never have the catalyst pump connected except when spraying a laminate. 7. Attach air source to manifold fitting. Open main air inlet ball valve. NOTE: ½” diameter (minimum) air hose should be used for maximum efficiency. 8. Remove top from flush tank and fill with clean suitable solvent. Replace tank top. 9. Slowly bring flush regulator up to 40 PSI (turn clockwise). NOTE: Flush tank pressure should never be higher than 60 PSI. 10. Open flush air control valve. 11. Remove nozzle, nozzle cap, turbulent mixer and mix chamber from gun. 12. Push solvent button on gun until solvent exits gun nozzle. 13. Open gun by pulling gun trigger. Aim gun into suitable container and keep gun open
during priming procedure.
PRIMING PROCEDURE (RESIN)
NOTE: The High Volume system should be connected to a Bulk Feed Resin System. MVP Recommends a 2” Y-filter and ball valve on the Resin Inlet.
1. Open resin pump air valve and slowly turn resin pump regulator clockwise until resin pump is stroking slow, even strokes (approximately 1 to 10 PSI). On systems with

Page 6 of 25
air supply override valves you must press and hold the priming button before the pump will move.
NOTE: as resin enters pump you may have to increase PSI slightly in order to maintain even pump stroke. Observe gun to make sure resin is exiting evenly with no air inclusion.
2. Shut off air to resin pump by either turning regulator to zero or turning pump air control valve to off position.
3. Close gun and flush into appropriate container for approximately 2 seconds. NOTE: Flush by pushing solvent button on side of gun. 4. Repeat opening of gun and aim into appropriate container for catalyst priming. Keep
gun open during priming procedure.
PRIMING PROCEDURE (CATALYST)
1. Slowly fill 2-gallon catalyst jug with MEKP (never dilute catalyst for Magnum Venus
system). NOTE: See catalyst manufacturer for proper MEKP formulation for your particular operation. 2. Check to make sure catalyst recirculation valve is open. Open if needed. 3. Remove quick pin from pivot link assembly. 4. Loosen catalyst packing nut slightly to hand prime. 5. Slowly with steady, even strokes, hand pump catalyst pump using rail assembly.
Stop hand priming when steady stream of catalyst exits gun. Close gun and flush for approximately 2 seconds.
6. Reinstall quick pin into pivot link assembly. 7. Close catalyst recirculation valve on the catalyst manifold. 8. Retighten packing nut. Snug tight only. 9. Slowly open resin pump air valve and slowly turn pump regulator to 15-20 PSI.
Resin and catalyst pump will stroke until system is full. On systems with air supply override valves you must press and hold the priming button before the pump will move. Check all fittings for leaks.
10. System is ready for use. NOTE: Always remember to turn off regulator and slowly open gun trigger to bleed system fluid pressure before any disassembly or repair takes place.
SHUTDOWN PROCEDURE
1. Turn resin pump and chopper regulators to zero. Turn resin pump air valve to off position.
2. Open catalyst recirculation valve on the catalyst manifold. 3. Pull quick pin from pivot link assembly. 4. Remove nozzle, nozzle cap, turbulent mixer and mix housing and injector assembly
from gun head. Clean parts and set aside. Inspect for wear. 5. Aim gun into container and pull trigger until flow of material becomes small trickle.
Release trigger. 6. Push flush button to flush gun head. 7. Check water trap. 8. Check pump packings for leaks. Resin leaking into oil reservoir in center section
cavity indicates packings need tightening or replacement.

Page 7 of 25
9. Turn main air valve off. 10. Relieve flush tank pressure until all air has exhausted from flush tank.
REMOVING MATERIALS FROM SYSTEM
NOTE: Remove fluid pressure before performing maintenance or disassembly.
1. Disconnect resin pump from bulk resin system and allow to drain. Place inlet in solvent or fill bulk system with solvent.
2. Aim gun into container and open gun by pulling trigger. Keep trigger open. 3. Open resin pump air valve and turn regulator until pump begins to stroke even, slow
strokes. 4. When clean solvent exits gun, shut off regulator. 5. Place container under resin pump accumulator and slowly unscrew the accumulator. 6. Clean resin accumulator with solvent. 7. Reinstall accumulator. 8. Resin system can now be broken down for maintenance. Refer to Manual, Trouble-
shooting Guide and Parts Drawings for proper maintenance. Refer to page 30 of Trouble Shooting Guide for filled system procedure and pages13 & 14 for long period shutdown procedure.

Page 8 of 25
CHAPTER 6
PARTS DRAWINGS

Page 9 of 25
1
35
38
33
3
32
55
6
34
35
5
10
30
8
46
13
31
44
45
7
12
2
34
9
28
30
22
28
45
3731
46
8
44
13
30
12
11
30
9
15
30
29
56
28
14
29
30
42
28
56
19
57
58
58
21
21
L
59
USE REMOVABLE LOCTITE ON THESE THREADS AT ASSEMBLYLTM
61
60
37
11
62
26
357
65
66
63
G = ADDED ITEMS FOR MPH-2542 RESET ASSY 3/25/03 JEM
63
H = REMOVED APP-9096, APP-9109, & APP-9102 FROM ASSY 6/10/03 JEM
L
L
23
18
23
J = ITEM 18 WAS 3 PIECES, (2) MPH-2519, & MPH2408 11/24/03 JEM
L
L
SHOWS ORIENTATION OF ITEM 11, (MPH-2512), SEAL GUIDE.
Assembly - 7" Power Head 4" Stroke
MAGNUM VENUS PRODUCTS
REV.
VPH-7000
414
41
26
16
24
19
39
4020
47
43
24
16
42
62
27
39
47
2520
40
25
42
48
51
49
50
36
36

Page 10 of 25
56 O-B-011 2 O-RING
57 PF-AP-02-SS 2 PIPE PLUG
58 F-FW-04 2 FLAT WASHER
MPH-7000-SK
REPAIR KITSPART NO.
* SEAL KIT
DESCRIPTION
* COMPONENTS INCLUDED WITH SEAL KIT.
*
*
*************
59 PF-HN-08-08S 1 ADAPTER
62 MPH-3262 2 PISTON STOP
60 2104-4-1 4 TIE ROD
61 F-HB-06C-24-GR8 4 GR 8 HEX BOLT
PARTS LIST
ITEM PART NO. QTY DESCRIPTION
63 00276 1 TEE FITTING
64 MPH-2546-01 1 VALVE STEM ASSY
65 MPH-2545 1 SEAL
66 MPH-2542 1 RESET BUTTON ASSY
OPTIONAL PARTS AND ASSEMBLIES
PARTS LIST
ITEM PART NO. QTY DESCRIPTION
DESCRIPTIONPART NO.ITEM
PARTS LIST
QTY
Assembly - 7" Power Head 4" Stroke VPH-7000
FIGURE 1-1
1 MPH-7004 1 PISTON - 7" PUMP
2 VPH-7001 1 CYLINDER - 7" PUMP X 4" STROKE
3 VPH-4259 1 PISTON ROD
4 VPH-5004-01 1 MUFFLER ASSY - 4" STROKE PUMP
5 VPH-4254 1 PISTON ROD BUSHING
6 MPH-7002 1 LOWER ENDCAP - 7" PUMP
7 MPH-7001 1 UPPER ENDCAP - 7" PUMP
8 MPH-2541 2 INLET SPRING HOUSING - PILOT VALVE
9 MPH-2511-01 2 ASSY - STEM SEAL
10 O-B-121 1 O-RING
11 MPH-2512 2 SEAL GUIDE
12 MPH-2513 2 VALVE STEM - PILOT VALVE
13 MPH-2540 2 INLET ROD - PILOT VALVE
14 VPH-5001 1 UPPER VALVE BLOCK - 4" STROKE PUMP
15 MPH-5001 1 LOWER VALVE BLOCK
16 MPH-2517 2 VALVE PISTON
18 MPH-5005 1 VALVE POPPET
19 MPH-2521 2 VALVE END CAP
20 MPH-5009 2 VALVE EXHAUST
21 O-B-019 2 O-RING
22 VPH-5003 5 TIE ROD 4" STROKE PUMP
23 O-U-206-90 2 O-RING
24 O-B-116 2 O-RING
25 O-B-026 2 O-RING
26 O-D-010-90 2 O-RING
27 O-B-125 1 O-RING
28 O-B-008 4 O-RING
29 O-B-O14 4 O-RING
30 O-B-012 6 O-RING
31 O-U-006 2 O-RING
32 O-B-118 1 O-RING
33 O-B-439 1 O-RING
34 O-B-167 2 O-RING
35 O-B-431 2 O-RING
36 F-HB-04C-56-SS 2 HEX HEAD CAP SCREW
37 F-HN-06F 10 HEX NUT
38 F-HBFT-08C-20-GR5 1 HEX HEAD CAP SCREW
39 F-CS-04C-40-SS 4 SOCKET HEAD CAP SCREW
40 F-CS-04C-08-SS 4 SOCKET HEAD CAP SCREW
41 F-SW-04-SS 2 LOCK WASHER
42 F-SS-832-02-SS 4 CUP POINT SET SCREW
43 F-BHCS-04C-16-SS 1 BUTTON HEAD CAP SCREW
44 MPH-2526 2 SPRING
45 MPH-2528 2 SPRING
46 MPH-2533 2 SPRING
47 MPH-5010 2 DIAPHRAM
48 PF-AP-04-SS 1 PIPE PLUG
49 MPH-2539 1 PUSH POLY FITTING - MALE ELBOW
50 MPH-2538 1 PUSH POLY FITTING - MALE TEE
51 01417 .56ft Ø1/4 x 6-3/4 POLY TUBING - NATURAL
55 MPH-3261 1 SNAP - RING

Page 11 of 25
Modular HV Fluid Section Assy
MAGNUM VENUS PRODUCTS
REV. A = ITEM 21 WAS 68310-1, ITEM 27 WAS 86520-1 5/2/03 JEM
HVLS-1000
2
1
3
12
5
6
7
8
10 (REQ)
10
9
9
9
9
25
24
11
11
17
16
15
23
29
29
29
29
4
26
15
22
14
21
27
14
28
20
13
30
1919
19
18
B = ADDED OPTIONSL ITEMS AND SEAL KIT 7/3/03 JEM

Page 12 of 25
86530-128 PISTON NUT1
86520-327 SPACER RING1
86510-126 PISTON ADAPTER1
86420-125 FOOT VALVE COLLAR1
86400-124 CYLINDER1
86390-1
23
PISTON BODY1
68310-3
22
BACK UP RING1
67110-1
21
FEMALE PACKING RING1
7101-2-12
20
HEX CAP SCREW4
3101-8-1
19
PISTON ROD ADAPTER1
04309-1
18
BALL STOP1
04072-1
17
PISTON BALL SPRING1
03604
16
BALL202181-1
15
PISTON CUP2
02158-4
14
PACKING SET1
01621
13
O-RING1
01611
12
O-RING2
00714
11
ELBOW1
7201-6-8
10
HEX NUT4HVLS-1009
9
WAVE SPRING 108
HVLS-10077 BALL GUIDE1
HVLS-10066 GUIDE BEARING1
HVLS-10055 SPRING SUPPORT RING1
HVLS-10044 DISPLACEMENT ROD1
HVLS-10033 PACKING NUT1
HVLS-10022 PUMP MOUNT PLATE1
HVLS-10011 OUTLET BODY1
DESCRIPTIONPART NO.ITEM
PARTS LIST
QTY
Modular HV Fluid Section Assy HVLS-1000
TIE ROD86540-129 4
MALE PACKING RING187090-1
86370-1 1 FOOT VALVE BODY
30
21A 68310-1 1 HARDENED BACK-UP RING
OPTIONAL PARTS AND ASSEMBLIES
PART NO.ITEM DESCRIPTIONQTY
HVLS-1000-SK SEAL KIT
DESCRIPTION
REPAIR KITS
PART NO.
****
* ITEMS INCLUDED IN SEAL KIT
24A 86401-1 1 HARDENED CYLINDER
27A 86520-1 1 HARDENED SPACER RING

Page 13 of 25

Page 14 of 25

Page 15 of 25
MAGNUM VENUS PRODUCTS
A = CHECK VALVE ASSY WAS OMITTED FROM DWG, VHPC-4200 & VHPC-4200-RV 8/14/02 JEMREV.
2
3
5
6
7
8
9
8
11
12
13
14
15
16
17
1
18
17 10
4
Assy - C42 Catalyst Pump VHPC-4200-C-3J
19
21
22
23
17
11
20
24

Page 16 of 25
ASSY - C42 CATALYST PUMP VHPC-4200-C-3J
Note:
figure 1-1one flat on hex as shown inOffset intake and outlet ports
FIGURE 1-1
VHPC-4200-SK
PART NO.
COMMON ASSY PARTS LIST
DESCRIPTIONPART NO.ITEM QTY
DESCRIPTION
SEAL KIT
REPAIR KITS
INLET TUBE FITTING
PACKING SET ASSY
PISTON ROD SLEEVE
PISTON ROD SPRING10
18
16
17
13
14
15
12
11
7
9
8
6
5
2
4
3
104013-1
6701-24-EN
O-S-013
4101-8-1
51050-1
1
1
3
1
9201-1-7
02014
50530-1
03072
50440-1
1
1
1
2
1
INLET BODY
O-RING
SEAL RETAINER
PISTON SEAL
PISTON BODY
7/32" SS BALL
9/16" SS BALL
7301-9-016
50820-1
50940-1
50730-1
02022-5
1
1
2
1
1
50360-1
50591-3
50630-1
1
1
1
CYLINDER
O-RING
LOCK NUT
OUTLET BODY
PISTON ROD
PACKING NUT
PUMP SEAL WARNING DECAL (NOT SHOWN)
CLEVIS1VHPC-420119
9202-1-11 1 SPHERICAL BEARING
JAM NUT
SPRING RETAINER
CHECK VALVE BODY
COMPRESSION SPRING
4101-18-1
4101-17-1
4101-15-1
4101-16-1
24
20
23
22
21 1
1
2
1
25
VHPC-1001-3J 1 OUTLET FITTING

Page 17 of 25
MAGNUM VENUS PRODUCTS
Ultra - Proportioner SystemREV.
UPS-3100
2
RESINFLUIDSECTION(REF)
4
7
10
11
12
14
15
17
18
19
20
20
21
22
26
24
25
25
27
28
28
29
29
30
31
32
33
34
35
35
35
36
3736
38
23
16
B = ITEM 37 WAS F-BHCS-1024-06 11/18/02 JEM
C = ITEM 30 WAS F-LN-04C LOCK NUT 6/3/023 JEM
39
D = REPLACED 7203-8-1 QUICK PIN WITH NUT AND BOLT 10/28/03 JEM

Page 18 of 25
OPTIONAL PARTS AND ASSEMBLIES
PART NO.ITEM DESCRIPTIONQTY
PARTS LIST
Ultra - Proportioner System UPS-3100
PART NO.ITEM QTY DESCRIPTION
2 UPS-3102 1 MOUNT BAR
4 UPS-3103-01 1 CLEVIS BLOCK ASSY
7 UPS-3104-01 1 PIVOT LINK ASSY
14 UPS-3108 1 SPACER
11 UPS-3106-01 1 RH SIDE RAIL ASSY
17 UPS-3110 1 BACK END PIECE
15 UPS-3109-01 1 FRONT END PIECE ASSY
12 UPS-3106-02 1 LH SIDE RAIL ASSY
10 UPS-3105 1 CATALYST STUD BOLT
24 7203-1-1 1 HAIRPIN COTTER
23 9202-1-1 1 SPHERICAL BEARING
22 DUAL-2012 1 ADJUSTMENT KNOB
21 UPS-3114 1 TOP PLATE
20 UPS-3113 1 ADJUSTMENT SCREW
19 UPS-3112 1 ADJUSTMENT NUT
18 UPS-3111-01 1 PIN ASSY
25 APS-1016 2 QUICK PIN
26 UPS-3115 1 HAIRPIN COTTER
27 F-SB-08-20 1 SHOULDER BOLT
28 APS-1015 2 EXTERNAL SNAP RING
29 F-LN-06C 2 NYLOCK NUT
30 F-HN-04C 1 HEX NUT
31 F-CS-1024-06 1 SOCKET HEAD CAP SCREW
32 7101-2-12 2 HEX CAP SCREW
33 02885-12 1 SPRING PIN
34 F-CS-04C-32 1 SOCKET HEAD CAP SCREW
35 F-BHCS-04C-12 8 BUTTON HEAD CAP SCREW
36 F-BHCS-04C-06 2 BUTTON HEAD CAP SCREW
37 01218-4 1 BUTTON HEAD CAP SCREW
38 F-CS-06C-40 2 SOCKET HEAD CAP SCREW
16 F-AB-04F-19 1 AIRCRAFT BOLT
39 F-LN-04F 1 LOCK NUT
24 UPS-3101 1 RESIN DECAL
25 UPS-3116 1 GELCOAT DECAL26 UPS-3117 1 HV DECAL

Page 19 of 25

Page 20 of 25
Page 21 of 25
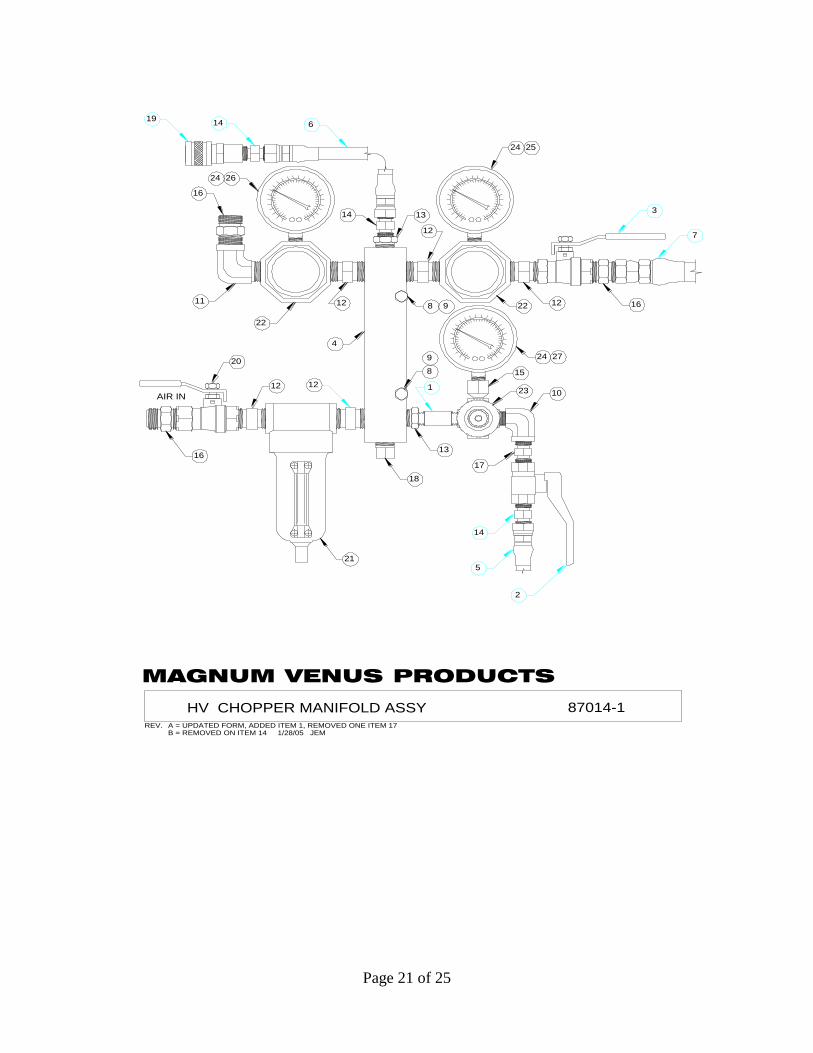
MAGNUM VENUS PRODUCTS
HV CHOPPER MANIFOLD ASSY 87014-1
1
2
3
4
5
6
8 9
8
9
10
11
12
12 12
12
13
13
22
22
15
23
16
24
24
17
18
21
26
14
14
REV. A = UPDATED FORM, ADDED ITEM 1, REMOVED ONE ITEM 17
AIR IN
12
14
16
16
7
19
20
25
27
24
B = REMOVED ON ITEM 14 1/28/05 JEM

Page 22 of 25
23 8405-2-1 1 MINI REGULATOR
22 8405-1-1 2 REGULATOR
21 8404-1-1 1 FILTER
17 7701-3-12 1 NIPPLE
14 PF-HN-04-04S 2 ADAPTER
12 7701-3-1 5 HEX NIPPLE
4 6302-1-1 1 MANIFOLD BLOCK
3 09350 1 BALL VALVLE
1 00817 1 PIPE NIPPLE
8 7101-1-16 2 HEX CAP SCREW
7 6504-17-03.3 1 AIR HOSE ASSY
6 6504-16-04 1 AIR HOSE ASSY
5 6504-1-05 1 AIR HOSE ASSY
19 7701-7-1 1 FEMALE QUICK CONNECT
20 7702-2-2 1 BALL VALVE
13 7701-3-2 2 BUSHING
16 7701-3-7 3 ADAPTER
18 7701-4-3 1 PLUG
15 7701-3-5 1 BUSHING
24 8702-2-1 3 PRESSURE GAUGE
10 7701-1-1 1 ELBOW
PARTS LIST
HV CHOPPER MANIFOLD ASSY 87014-1
9 7201-6-4 2 HEX NUT
2 05819 1 BALL VALVE
11 7701-1-9 1 ELBOW
25 6701-7-EN 1 PUMP GAUGE DECAL
26 6701-8-EN 1 GUN GAUGE DECAL
27 6701-9-EN 1 FLUSH GAUGE DECAL

Page 23 of 25

Page 24 of 25

Page 25 of 25
This page intentionally blank.

Page 26 of 25
E-mail: [email protected] Web: www.mvpind.com
Corporate Headquarters/Manufacturing 5148 113
th Ave.
Clearwater, FL 33760 USA Ph: (727) 573-2955 Fax: (727) 571-3636
Manufacturing/Sales 1862 Ives Ave. Kent, WA 98032 USA Ph: (253) 854-2660 Fax: (253) 854-1666