high technologies in the field of - eztm.ru and shell. a screw rolling mill produces shells of a...
TRANSCRIPT

High technologies in the field of:

www.eztm.ru www.eztm.ru

DELIVERY PROGRAM
MEtALLuRGIcAL InDustRY SEAMLESS TUBE PLANTS (hot)
WELDED TUBE PLANTS
SEAMLESS TUBE PLANTS (cold)
SECTION AND WIRE PLANTS
PART ROLLING MILLS:
• ballrollingmills
• axlerollingmills
• ringrollingmills
• tubularbilletrollingmills
• drillrodrollingmills
• gearrollinglines
HYDRODYNAMIC AND HYDROSTATIC OIL FILM BEARINGS
COLD AND HOT ROLLS
BLAST FURNACE VALVES INCLUDING COLD- AND HOT-BLAST VALVES
MInInG InDustRY APRON FEEDERS
JAW CRUSHERS
CRUSHERS FOR PROCESSING OF TITANIUM SPONGE
OIL AnD GAs InDustRY QUICKCHANGEABLE CONSTRICTING DEVICES FOR GAS
CONSUMPTION MEASUREMENT ON GAS MAINS
cEMEnt InDustRY ROTARY CEMENT KILNS FOR BURNING OF CEMENT CLINKER, LIME,
MAGNESITE AND OTHER MATERIALS
ROTARY KILN SHELLS
FLOATING AND WELDED KILN TYRES
RING GEARS
SUPPORT ROLLERS AND BLOCKS
ROTARY KILNS DRIVE GEARBOXES
GRATE COOLERS
GRINDING MILLS
OthER EquIPMEnt ROTARY HOT SAWS
COOLING CONVEYER RACKS
GROUND-TYPE CHARGING MACHINES
TUBE BUNDLING EQUIPMENT
GEARBOXES
METAL STRUCTURES
GEAR COUPLINGS
SPINDLES
HYDRAULIC CYLINDERS
PNEUMATIC CYLINDERS
CASTINGS
FORGINGS
SPARE PARTS
www.eztm.ru www.eztm.ru
3

IntRODuctIOn
EZTM,JSCisоnеofthelargestenterprisesoftheRussian
heavy industry since 1942.The compаny specializes in
productionofmetallurgicalequipment.
TodayEZTM,JSCisаmodernenterprisewhichdesigns,
producesandsuppliescomplexequipmentfortuberolling
andtubeweldingplants,equipmentfortubefinishingand
coating, cold rolling tube mills, small section, medium
sectionandwiremills,partandballrollingmillsandother
special mills, oil film bearings, steel rolls for cold and
hot rolling mills and spare parts for the manufactured
equipment.
EquipmentproducedbуEZTM,JSCisunique.Practically
everymachine,millогthewholeplantismade(designed
and produced) according to individual Customer
specificationsanddrawings.Duetolong-termworkinthis
field,theenterprisehasgainedgreatexperienceandhas
itsownschoolofproductionoftubeequipment.
Могеthan70%oftubesforchemical,oilandgasindustry,
heatpower industry,civilengineeringandotherRussian
and CIS industries aremanufactured оnmills made bу
EZTM. Our products are of high quality and meet the
requirementsofthecurrentstandards.Technicalleveland
construction originality are protected bу certificates and
patents (2372 Russian certificates and patents protect
equipmentproducedbуEZTM,JSC).
EZTM, JSC has а complete cycle of production –
metallurgical, welding, mесhаniсаl-аssеmbIing and
auxiliary.Thereаrеdesignandtechnologicaldepartments,
the research complex and the experimental base in the
structureoftheenterprise.
EZTM, JSC has delivered hundreds of machines and
plantswhichareoperatingatmetallurgicalworksofRussia,
enterprises of the CIS and in 40 countries of Europe,
Asia, Africa and America. There are enterprises from
Germany, India, Japan andUSAamongour customers.
Bothuniqueproductmixandconvenientwork,individual
approach,efficientргоblеmsolvingareveryattractivefor
ourcustomers.
www.eztm.ru
4
www.eztm.ru

tuBE ROLLInG PLAnts
EZTM, JSC DESIGNS AND DELIVERS TUBE ROLLING
PLANTS (TRP) OF ТНЕ FOLLOWING TYPES:
1. tuberollingplantswithcontinuousmill;
2. tuberollingplantswithplugmill;
3. tuberollingplantswiththree-highelongator.
tuBE ROLLInG PLAnts WIth cOntInuOus MILL
tube rolling plants with continuous mill are intended
for mass production of seamless hot-rolled tubes of
general purpose, tubes for oil and gas industry (pump-
compressors, casing, drilling, geological prospecting, oil
pipelining),boilerandetc.fromcarbonsteelgrades.
Theseplantsarethemosteffectiveandperfect.Theyare
featuredbуhighoutputandallowtoproducethin-walled
PARAMEtERs OF tuBEs ROLLED In PLAnts WIth cOntInuOus MILL
Rolled product parameters Mills
tRP 80 tRP 100 tRP 170 tRP 350
Initial billet
Diameter,mm 120 150 220 320
Length,m,mах 3 4 4 4
Weight,t,mах 0,3 0,5 1,2 2
Finished tube
Diameter,mm 20...89 30...108 60...168 146...325
Wallthickness,mm 2,5...6 3...8 3,5...12 6...25
Length,m,mах 12 12 12 12
tubesofsmalldiameteraswellastorollathigherspeeds
andwithminimalauxiliaryoperations.
Rolled tubes are featured bу high quality. Рrоduction
processlookslikeаcontinuousflowfrombilletheatingup
totubefinishing.AIIoperationsarecompletelymechanized
andautomated.
www.eztm.ru www.eztm.ru
5
tuBE ROLLInG PLAnts WIth PLuG MILL
tube rolling plants with plug mill are intended for
production of hot-rolled seamless tubes of different
diameters, wall thickness (both thin-walled and thick-
walled),steelgradesandalloys (includingstainlessand
hard-deforming).
Finished tubes are used in civil engineering, machine
building,oilandchemical industry, inspecialproduction.
Tube plants with plugmill allow to transfer rapidly from
оnе kind of tubes to another which predetermines their
efficiency. The plants are completely mechanized and
maximumautomated.
PARAMEtERs OF tuBEs ROLLED In PLAnts WIth PLuG MILL
Parameters Mills
tRP 140 tRP250 tRP400
Initial billet
Diameter,mm 105-150 130-240 180-330
Length,m,mах 4 4 4
Weight,t,mах 0,55 1,1 3
Finished tube
Diameter,mm 60-146 76-250 121-406
Wallthickness,mm 3,25-18 4-35 5-65
Length,m,mах 12 12 16
www.eztm.ru
6
www.eztm.ru
tuBE ROLLInG PLAnts WIth thREE-hIGh ELOnGAtOR
tuberollingplantswiththree-highelongatorareintended
for production of hot-rolled seamless tubes with high
dimensionalaccuracy.
PARAMEtERs OF tuBEs ROLLED In PLAnts WIth PLuG MILL
Parameters Mills
tRP 200
Initial billet
Diameter,mm 90-250
Length,m,mах 4
Weight,t,mах 1,0
Finished tube
Diameter,mm 50-200
Wallthickness,mm 5-55
Length,m,mах 13
www.eztm.ru www.eztm.ru
7

sPEcIAL-PuRPOsED MInI tuBE ROLLInG PLAnt (tRP) 30-80
Mini TRP 30-80 is intended to manufacture hot-rolled
seamless tubes and hollow shells for various fields of
machine-building industry (wrist pins, axles, bushings,
centerpins,gearwheelpinionblanks,bearingrings,parts
forhydraulicandpneumaticcylinders)withawiderange
ofgradesandprofileswithhighqualityindexes.
APPLIED tEchnOLOGYThe main forming operation is a screw rolling. It is
performed on piercing, rolling-off and reduction-sizing
two-highscrewrollingmills.
Thepiercingmillrealizestheoriginalschemeofpiercing
includingrigidandaccuratecenteringofthestoprodalong
its lengthby thesystemof centeringunitsandmovable
quillandshell.
Ascrewrollingmillproducesshellsofasmallerdiameter
with high geometrical accuracy due to its deformation
modesandprocessingtools.
Rollingoffandreduction-sizingmillsrealizetheschemeof
shellreductionbymeansofscrewrollingwhichincludes
shellwallrollingoffonthemandrelwithwallreductionof
1.5…5.0mmandouterdiameterreductionupto30%on
thetwo-highstandfollowedbythepluglessreductionwith
outerdiameterreducingupto18%inthefollowingscrew
rollingtwo-highstand.
Theofferedtechnologyofscrewrollingiswidelyusedin
theproductionofwiderangeofrolledproducts including
thick-walled tubes which comprise drilling equipment
blankparts.
Thistechnologyisappliedinthespecial-purposedrolling
machine “450-3”of theRedOctoberMetallurgicalPlant,
Volgograd,Russia.
www.eztm.ru
8
www.eztm.ru

sPEcIAL-PuRPOsED MInI tuBE ROLLInG PLAnt (tRP) 30-80• towidengradeandprofilerangeofproducts;
• toimprovegeometricalparametersqualityofthedrilling
equipmentblankpartsuptotheequalorhigher level
thantheoneoftheinternationalstandards;
• to exclude time-consuming and low-production
operations, solid blanks boring, composite billets
preparation, lead-in cuts of rod ends and mandrel
extraction from the drilling equipment production
technology;
• to perform drill equipment manufacturing on a fully
automaticandmechanizedmachine;
• toabatemetalflowcoefficientfrom2.162to1.702.
nEW tEchnOLOGIcAL PROcEss MAstERInG In cOMPARIsOn WIth thE EXIstInG OnE ALLOWs
Initial billet
Diameter,mm 50…100
Length,mm 1400…1800
Material:varioussteelgradesincludinghigh-alloyedones
Hollow shells and tubes
Outerdiameter,mm 25.0…70.0
Borediameter,mm 7.0…32.0
Wallthickness,mm 6.0…20.0
Length,mm upto8000
Permissible deviations of tubes from the nominal size, %
Diameter ±0.5
Wallthickness ±5.0
Mainequipmentarea,sq.m 500
Mainequipmentweight,t 350
Capacity,th.tonnesperannum
(dependentontherange)15…40
tEchnOLOGIcAL chARActERIstIcs
www.eztm.ru www.eztm.ru
9
MInI s&E tuBE PLAnt
the new mini tube rolling plant designed and
manufacturedbyEZTM,JSCisamobileandefficientplant
intendedforproductionofhigh-qualitytubesandbilletsof
variousdimensions fromdifferentcarbonandalloysteel
gradesaswellasalloysincludingtitaniumonebysimple
and advantageous method. Investment expenditures
areconsiderably low.Theplantoutput is from30000to
100000tonperyearaccordingtotubesdimensionsand
workschedule.
The plant covers requirements of atomic energy,
petrochemical,miningandotherindustries,militarysector.
Itcanrolltubesusedasbilletsforcoldrollinganddrawing
mills, hollow axles for railway vehicle, muff joints of oil
industry tubular goods, hydraulic cylinder parts, bearing
rings,metalworksitemsandetc.
Themini tube rolling plant is a basemodel and canbe
modifiedinaccordancewithcustomer’srequirements.For
example, the plant can be equippedwith a sizing block
allowingtorollprecisiontubes.Besides,thestraightening-
sizingmillcanbemodifiedforproductionofbilletsintended
forpiercingfromavailablestockoflargersizes.
Theproductionprocessisbasedonpiercingofthebillet
followed by rolling-off of a shell in cone-type rolls of a
2-rollscrew-rollingmillequippedwithguards.Cone-type
rollsdriveisinstalledintheenteringsideofthemill(cup-
shapedscheme).
Number of techniques proved by long experience and
design features of suchmills ensure high quality of the
rolledshells.Suchhighqualityisachievedby:cutting-to-
lengthof thebilletswithaccuratecenteringof their front
ends in cold state, uniform heating of the billets along
theircircumference,accurateandrigidadjustmentofrolls,
Theimplementedtechnologyanddesignoftheplantallow
tomanufactureamini-millwiththefollowingadvantages:
• market,region,branch,companyneedssatisfaction;
• highefficiencyevenwhenrollingsmallbatches;
• widerangeofsizesandmaterialgrades;
• highqualityofproduct;
• completenessandlowenergyintensity;
guardsanda rodwithmandrel in thedeformationzone,
accurateadjustmentofmillsettingsandcalibrationofthe
deformingdevice.
Theshorttaperedmandrel involvedinrolling-offprocess
allows to increasecontrollabilitybychanging itsposition
inthedeformationzone.Thatfeatureaffectsonthetube
shapemoreefficientlythanothermethods.
It allows to implement both processes in the samemill
uponsingleheating.Thepiercedshellistransferredtothe
entering side with simultaneous replacement of the rod
withmandrelfrompiercingtorolling-offone.
PRODUCTION PROCESS AND ITS PECULIARITIES
ADVANTAGES• relativelylowcostschargedtocapitalinvestmentand
operatingexpenses;
• goodtoollife;
• highleveloftechnologicalprocessautomation;
• easyservicingandmaintainability;
• mobility:shortchangeover;
• upgradabilityandproductdifferentiation.
www.eztm.ru
10
www.eztm.ru

TECHNOLOGICAL PARAMETERS
INITIAL BILLET:
Diameter,mm 80…270
Length,mm 1500…3000
Material:steelofdifferentgrades,includinghighalloysteels
HOLLOWS AND TUBES:
Outerdiameter,mm 70…270
Wallthickness,mm 6,0…90,0
Length,mm upto9000
PERMITTEDDEVIATIONOFTUBESFROMNOMINALDIMENSIONS,%:
Diameter ±0.5
Wallthickness ±5.0
Maindrivespower,kW
Piercingmill 2x1250
Mainequipmentarea,sq.m 2000
Mainequipmentweight,t 450
Output,ths.t/year(accordingtotuberange) 30…100
PLANT LAYOUT
1.Furnacechargearea
2.Walkingbeamfurnace
3.Universalpiercing/reelingmill
4.Rodchangingmechanism
5.Straightening-sizingmill
6.Coolingbed
7.Sprayer
www.eztm.ru www.eztm.ru
11

PLAnts FOR LARGE DIAMEtER tuBE PRODuctIOn
EZTM,JSCmanufacturesplantsforproductionoflarge
diameterweldedtubes(LDWP).Theplantsагеintended
forproductionof tubes from530 to1620mmOD.Such
equipmentsuccessfullyoperatesatRussianand foreign
metallurgicalenterprises.Tubesmadebуtheseplantsаге
usedformaingasandoilpipelinesconstructionpurpose.
Each plant is а massive complex consisting of the
mill line itself aswell as tube finishing facilities such as
surfacecleaning,nоndestructive inspection,expanding,
hydrotesting, mechanical treatment and preparation for
shipment.
Bothsheetandcoiledsteelstockcanbеusedforwelded
tubeproduction.
High quality of tubes is provided bу gas shielded and
submerged агc welding (SAW) which is carried out in
several stageswith 2-4 electrodes. The process begins
withа technologicalweld followedbуoutsideand inside
workingwelds.
www.eztm.ru
12
www.eztm.ru
TECHNICAL DATA
DATA LDWP 1020 LDWP 1220 LDWP1620 LDWP1420
Tubediameter,mm 530-1020 1020-1220 1220-1620 508-1420 1020-1420
Wallthickness,mm 8-32 8-22 11,5-24 7-48,0 10-30
Length,m 10,0-11,6 10,5-12 11,1-11,8 10,0-12,2 10,5-12,2
Startingstock measuredsheet measuredsheet measuredsheet measuredsheet
Formingmethodpress,3
operations
press,3
operationsroll
press,2
operations
press,2or3
operations
Formedblankshape cylinder semi-cyl. semi-cyl. cylinder semi-cylinder
WeldingmethodgasshieldedSAW
3-layer,1-2-3-arc
gasshieldedSAW
2-3-layer,1-2-3-arc
gasshieldedSAW
3-layer,1-2-3-arc
gasshieldedSAW3-layer,
1-4-5-arc
Weldingspeed,m/min 0,5-4,5 1,5-3,5 1,5-3,5 1,0-7,0
Numberofwelding
lines6-9-6 1-5-4 2-14-10 2-4-3 2-4-3
Workingpressurein
pipelines,MPa5,5-12,5 5,5-10,0 5,5-10,0 5,5-15,0 5,5-10,0
Output,ths.t/y 1000 800 1500 600 400
www.eztm.ru www.eztm.ru
13
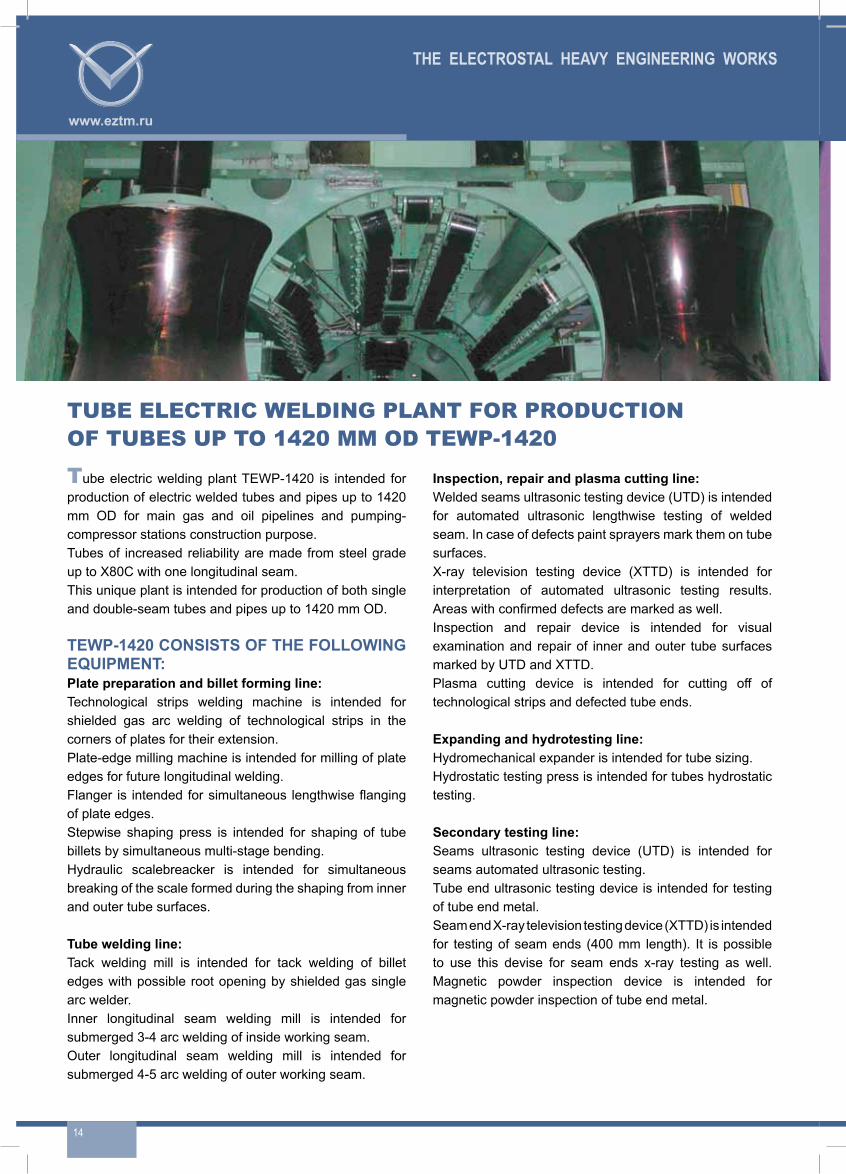
tubeelectricweldingplantTEWP-1420 is intended for
productionofelectricweldedtubesandpipesupto1420
mm OD for main gas and oil pipelines and pumping-
compressorstationsconstructionpurpose.
Tubesof increasedreliabilityaremade fromsteelgrade
uptoX80Cwithonelongitudinalseam.
Thisuniqueplantisintendedforproductionofbothsingle
anddouble-seamtubesandpipesupto1420mmOD.
TEWP-1420 CONSISTS OF THE FOLLOWING
EQUIPMENT:
Plate preparation and billet forming line:
Technological strips welding machine is intended for
shielded gas arc welding of technological strips in the
cornersofplatesfortheirextension.
Plate-edgemillingmachineisintendedformillingofplate
edgesforfuturelongitudinalwelding.
Flanger is intendedforsimultaneous lengthwiseflanging
ofplateedges.
Stepwise shaping press is intended for shaping of tube
billetsbysimultaneousmulti-stagebending.
Hydraulic scalebreacker is intended for simultaneous
breakingofthescaleformedduringtheshapingfrominner
andoutertubesurfaces.
Tube welding line:
Tack welding mill is intended for tack welding of billet
edgeswithpossiblerootopeningbyshieldedgassingle
arcwelder.
Inner longitudinal seam welding mill is intended for
submerged3-4arcweldingofinsideworkingseam.
Outer longitudinal seam welding mill is intended for
submerged4-5arcweldingofouterworkingseam.
Inspection, repair and plasma cutting line:
Weldedseamsultrasonictestingdevice(UTD)isintended
for automated ultrasonic lengthwise testing of welded
seam.Incaseofdefectspaintsprayersmarkthemontube
surfaces.
X-ray television testing device (XTTD) is intended for
interpretation of automated ultrasonic testing results.
Areaswithconfirmeddefectsaremarkedaswell.
Inspection and repair device is intended for visual
examinationand repairof innerandouter tubesurfaces
markedbyUTDandXTTD.
Plasma cutting device is intended for cutting off of
technologicalstripsanddefectedtubeends.
Expanding and hydrotesting line:
Hydromechanicalexpanderisintendedfortubesizing.
Hydrostatictestingpressisintendedfortubeshydrostatic
testing.
Secondary testing line:
Seams ultrasonic testing device (UTD) is intended for
seamsautomatedultrasonictesting.
Tubeendultrasonictestingdeviceisintendedfortesting
oftubeendmetal.
SeamendX-raytelevisiontestingdevice(XTTD)isintended
for testingofseamends (400mm length). It ispossible
to use this devise for seam ends x-ray testing as well.
Magnetic powder inspection device is intended for
magneticpowderinspectionoftubeendmetal.
tuBE ELEctRIc WELDInG PLAnt FOR PRODuctIOn OF tuBEs uP tO 1420 MM OD tEWP-1420
www.eztm.ru
14
www.eztm.ru

Tube end finishing and final acceptance line:
Tube end finishing machine is intended for tube ends
finishing.
Tubeweighingmachineisintendedforweighingoffinished
tubesbyelectronicbalance.
Tube final acceptance device is intended for visual
examination, marking and final acceptance of finished
tubes.
Double-seam tube assembling-welding mill is intended
for assembling of two semi-cylinders in assembly unit,
feedingthemintoweldingstandandtackweldingoftheir
edgeswithpossiblerootopening.Thesecondtackweldis
madeafterbilletturninthesecondweldingstand.
Electric drive and automation:
Hydraulic, pneumatic and electromechanical drives are
used.
TEWP control system combined with electric drives
comprises automatic process control system.
Programmablelogiccontrollerswithremotecontrolstation
areused forallcontrolsystems.To fixmechanismsand
tubesposition it ispossible tousenon-contact inductive
opticalmagnetostrictivetransducers.Theplantisoperated
from closed command stations and open work stations
mountedinshops.Commandstationsareequippedwith
operator’spanelsanddifferentcontrolfacilities.
Automatic process control system is equipped with
software.
PLANT FOR PRODUCTION
OF SINGLE-SEAM TUBES AND PIPES
TECHNICAL DATA
Tubediameter,mm
metricsystem 530-1420
inchsystem 508-1422
Wallthickness,mm 7-48
Length,m 9-12,2
Pipeline working pressure,
MPa5,4-11,8upto14,7
Output,ths.t/y 600
PLANT FOR PRODUCTION
OF DOUBLE-SEAM TUBES AND PIPES
TECHNICAL DATA
Tubediameter,mm
metricsystem 1020-1420
inchsystem 1067-1422
Wallthickness,mm 10-30
Length,m 10,5-12,2
Pipeline working pressure,
MPa5,4-9,8
Output,ths.t/y 400
www.eztm.ru www.eztm.ru
15
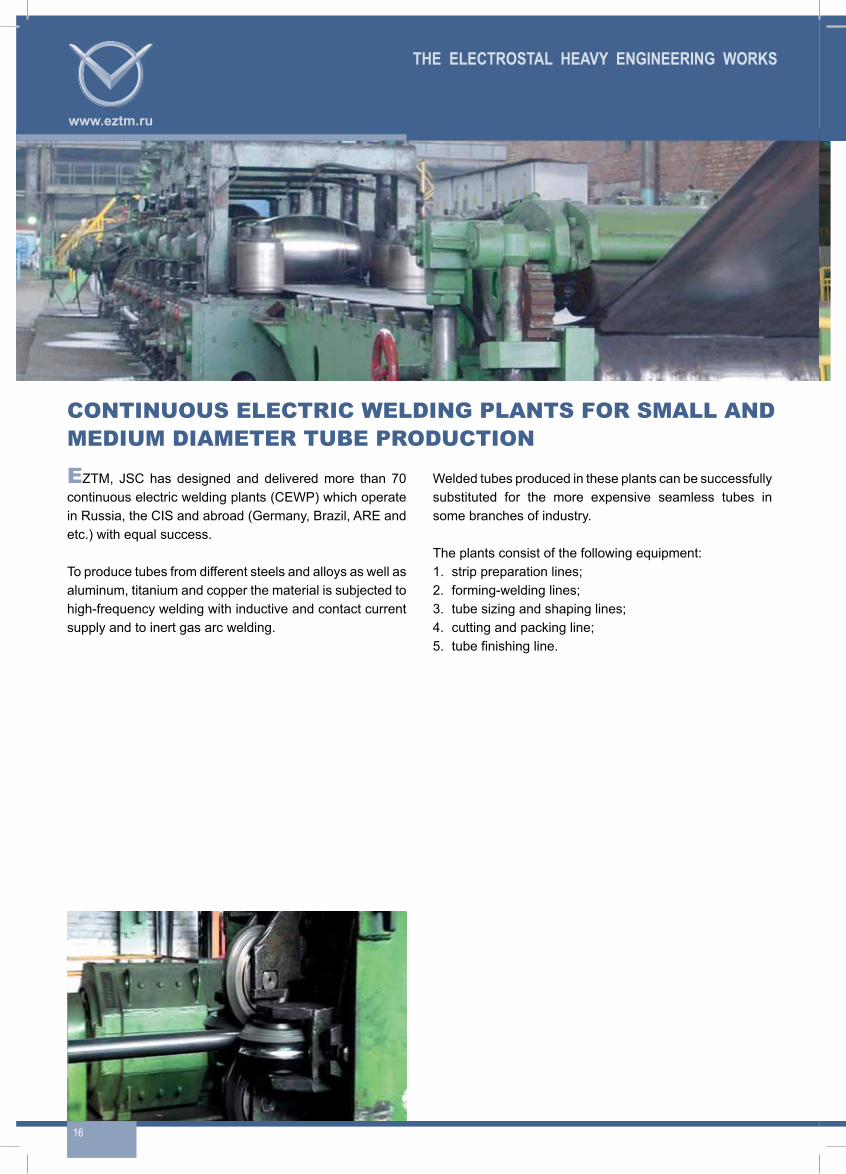
cOntInuOus ELEctRIc WELDInG PLAnts FOR sMALL AnD MEDIuM DIAMEtER tuBE PRODuctIOn
EZTM, JSChas designed and deliveredmore than 70
continuouselectricweldingplants(CEWP)whichoperate
inRussia,theCISandabroad(Germany,Brazil,AREand
etc.)withequalsuccess.
Toproducetubesfromdifferentsteelsandalloysaswellas
aluminum,titaniumandcopperthematerialissubjectedto
high-frequencyweldingwithinductiveandcontactcurrent
supplyandtoinertgasarcwelding.
Weldedtubesproducedintheseplantscanbesuccessfully
substituted for the more expensive seamless tubes in
somebranchesofindustry.
Theplantsconsistofthefollowingequipment:
1. strippreparationlines;
2. forming-weldinglines;
3. tubesizingandshapinglines;
4. cuttingandpackingline;
5. tubefinishingline.
www.eztm.ru
16
www.eztm.ru

TECHNICAL DATA
PARAMETERS CEWP
10-40
CEWP
20-76
AAW
20-76
CEWP
51-114
CEWP
73-220
CEWP
102-220
CEWP
203-530
Tubeouterdiameter,mm 10-40 20-76 20-76 51-114 89-219 102-219 203-530
Wallthickness,mm 0,5-2,5 1-4,5 1-4 1-5,5 1,5-6 1,5-6 3,5-10
Weldingspeed,m/min 30-90 40-90 0,8-1,5 40-90 10-50 45-80 45-60
Output,ths.t/y 40 upto120 1,5 170 upto180 300 650
Theequipmentoftheplantscanbearrangedindifferent
waysdependingontheCustomer’sneed.
AttheCustomer’srequestitispossibletoequiptheplants
withdevicesforproductionofshapedtubes.
Theplantcanincludeastretch-reducingmillwhichextends
itsdesignflexibility.
All tube-forming and tube-welding processes are fully
automated.
www.eztm.ru www.eztm.ru
17

cOntInuOus tuBE ELEctRIc WELDInG PLAnt FOR PRODuctIOn OF tuBEs 102-220 MM OD (cEWP-102-220)
tubeelectricweldingplantCEWP-102-220 is intended
forproductionofelectricweldedoilandgas-supplypipes
102-220mmOD.
CEWP-102-220 CONSISTS OF THE
FOLLOWING EQUIPMENT:
1. Strip preparation line:
Magnet-typeuncoiler is intendedfor feedingofcoils into
uncoiler,stripingitsfrontendandthreadingitintopulling
rolls.
Plateflatteningmachineisintendedforflattingofuncoiled
plate.
Butt welding machine is intended for butt welding of a
previouscoilbottomendwithafrontendofthefollowing
one.
Weldingmethodsareelectricresistance,fusionorshielded
gasarcwelding.
Strip receiver is intended for storingof stripduringcoils
buttwelding.
Stripreceiverisspiralwithhorizontaltable.
www.eztm.ru
18
www.eztm.ru

2. Tube forming and welding line:
Formingmillisintendedforformingofastripintoaround
billet. The mill consists of horizontal drive stands and
verticalnon-drivestands.
Tubewelderisintendedfortubesinductionwelding.The
welder is 2-high one. Flash formed during the welding
processisbrokenbydeseamingmachine.
Seamcoolingmachine is intended for coolingof seams
withair-and-watermixture.
Sizingmillisintendedfortubefinalsizing.Themillconsists
ofhorizontaldrivestandsandverticalnon-drivestands.
Tubecuttingflyingmachineisintendedforcuttingtolength
ofcontinuousandmovingtube.
3. Tube finishing line:
Tube straightener with cross rolls is intended for tube
straightening.
Tubebuttingsawisintendedformachiningoftubeends
forfuturewelding.
Hydraulicpressisintendedfortubehydraulictesting.
TECHNICAL DATA
Tubeouterdiameter,mm 102-220
Wallthickness,mm 2-6
Length,m 10-12
Weldingspeed,m/min 40-70
High-frequencygeneratorcapacity,kW 600
Currentfrequency,kHz 440
Totalelectricdrivescapacity,kW 2220
Output,ths.t/y 90-300
ELECTRIC DRIVE AND AUTOMATION
Hydraulic, pneumatic and electromechanical drives are
used.ItispossibletousebothDCandACelectromechanical
drives.
Electric drivesmaintaining constant speeds or positions
are equipped with pulse rotary velocity transducers
(encoders).
Encoders are used as digital speed transducers. To fix
mechanismsandtubespositionitispossibletousenon-
contactinductiveopticalmagnetostrictivetransducers.
TEWP control system combined with electric drives
comprisesautomaticprocesscontrolsystem.
www.eztm.ru www.eztm.ru
19

cOLD ROLLInG tuBE MILLs
coldrollingtubemillsaredesignedtoproduceseamless
coldrolledhigh-accuracytubesfromdifferentsteelgrades
andtitanium,copperandaluminum-basedalloys.
Tubesrolledbysuchmethodhavehigh-precisionsizesof
wall thickness,outerandinnerdiameters,high-qualityof
outerandinnersurfacesandmetalfavorablestructure.
Such tubes are mainly used in atomic and energetic
industries,incosmicandairtechniques,shipbuilding,oil-
chemistry and chemistry industries and other sectors of
machinerybuilding.
EZTM,JSCproducesmillsofmorethan50modifications
to manufacture tubes from 4 to 450 mm in diameter
considering use of optimal technology and production
conditionsattheCustomersite:
• Mills can have side or butt end load of billet with
continuousworkingschemeorwithstopsforreloading.
• Mills can be producedwith different stand type:with
forced movable housing, with movable cassette and
forcedhousingwithsupportskid,withmovablecassette
andsupportrollsandstationaryforcedhousing.Stands
can be equippedwith different type of passes - ring
type, U-shaped, semi-disks or rollers with constant
grooveprofile.
• Millsarepresentedinonestrandortwostranddesign.
• Billetlengthisfrom1,5to15meters.
• Millsaresuppliedwithoutlettablestoreceivetubesin
straightlengthsaftertheircuttinginthemilltrainorwith
coilingoffinishedtubesafterrolling.
Useofnewrollingscheduleswithapplicationofnewpower
machines provides the manufacture of high-precision
cold-deformed tubes which correspond to international
standards.
Useofdevicesforbalancingofdynamicandstaticloadsin
thedisplacementdriveoftheworkingstandprovideshigh
speed of mills and minimum power expenditures when
operatingtheequipment.
New arrangement of machines provides minimum
foundation depth of the equipment which considerably
reduces construction and erection costs. Increased
monthlyandannualaverageoutputisachievedasaresult
of time reduction for auxiliaryworks and the equipment
repair.
www.eztm.ru
20
www.eztm.ru

COLD ROLLING TUBE MILLS (CRTM) SPECIFICATIONS
PARAMETERS
Mill Billet
diameter,mm
Finishedtube
diameter,mm
Finishedtubewall
thickness,mm
Stand
stroke,mm
#ofstand
strokepermin
Capacity,
m/h
Power,
kW
CRTM 20 20 6-15 0,3-2 300 260 50-200 50
CRTM 40 40 8-25 0,3-3 500 220 30-400 80
CRTM 60 60 16-40 0,4-5 700 180 30-400 150
CRTM 80 80 20-60 0,6-10 800 160 30-300 200
CRTM 110 110 40-90 1-12 1080 120 30-250 300
CRTM 150 150 80-120 1,5-15 1200 80 30-200 450
CRTM 200 200 100-180 2-20 1400 70 30-200 800
CRTM 280 280 140-260 3-30 1480 60 30-150 1000
CRTM 500 500 180-450 3-30 1300 40 20-100 1300
CRTM2-40 40 8-25 0,5-3 600 160 200-1200 100
CRTM2-70 70 20-55 0,8-4 800 120 150-1000 210
CRTM2-110 110 40-90 2-6 1080 90 150-800 400
Whenorderingtheequipmentpleaseindicatethefollowing:
- material and dimensions of a billet; finished tube
dimensions;
- billetdimensionalaccuracyandrequiredaccuracyofa
finishedtube;
- requiredcapacity.
www.eztm.ru www.eztm.ru
21

A unique cold rollingmill CRTM350-8 is designed for
cold rolling of seamless tubeswith outer diameter from
140mm to 325mm from carbon, alloyed and stainless
steelwithultimatestrengthininitialstateupto1000MPa.
Such tubes have highly precise sizes, wall thickness,
outerandinnerdiameters,highqualityofouterandinner
surfacesandfavorablemetalstructure.
The tubes are typically used in space and aircraft
engineering, shipbuilding, petrochemical and chemical
industries,andothersectorsofmachinerybuilding.
PRODUCTION PROCESS
CRTM350-8millisdesignedforfrontchargingofabillet
withitsfeedingtothedeformationzonebypressingitto
theend,withfrontdrivelocationofleft(orright)design.
Rollingprocessiscarriedoutinreciprocatingdieswitha
variableprofileonacone-shapedorcurvedmandrelfixed
inaxialdirection.Whenrollsapproachtheirendpositions
atubeisreleasedfromthegrooves.Feedingandturning
ofthetubeisperformedinendrearandfrontpositionsof
thestand.
Theequipmentconsistsofasetofmachinesthatcarryout
themajoroperationsinthecourseofthetubeproduction:
• standdrive;
• three-rollworkingstand;
• leverage;
• feedareaequipment;
• intermediatechuck;
• frontchuck;
• chargingtable;
• finishedtubesreceivingtable;
• oilandgreaselubricationsystems;
• safetydevices;
• hydraulicsystem;
• lubricationsystem;
• electricalequipment.
cOLD ROLLInG tuBE MILL 350-8
www.eztm.ru
22
www.eztm.ru

ADVANTAGES
1. Highaccuracyandqualityofrolledtubes.
2. Wide technological capacities are double feed/turn
rolling, feed and turn value alteration at each end
positionofthestandcanbevariedatthewholerange
andcanbealteredfromthecontroldesk
3. Intermittently rotated transmission mechanisms are
excludedfromtheequipment.Itincreasesmillreliability
andoperationlife.
4. Rollingwithmaxcoincidentofeffectivestanddiameter
with effective diameter of rolling schedule due to
adjustmentofthedrivesystem.
5. Highreliabilityandservicelifeofthemillmechanisms
duetouseoftime-proveddesign.
TECHNICAL SPECIFICATIONS
№ ITEM UM INDEX
1 Maxshellouterdiameterwithplustolerance,notmore mm 360
2 Shellwallthickness mm 5-40
3 Shelllength m 2,5-8
4 Toleranceforbilletouterdiameter % ±1.0
5 Toleranceforbilletwallthickness,notmore % ±12.5
6 Billetcamber mm/m 2
7 Finishedtubeouterdiameter mm 140-325
8 Finishedtubewallthickness mm 3-32
9 Finishedtubemaximumlength m 25
10 FinishedtubesurfacecleanlinessRa μm 0,8
11 Toleranceforfinishedtubewallthickness,notmore % ±6,0
12 Toleranceforfinishedtubeouterdiameter
mm ±0.7
% ±0,2-0,3
13
Workstandstrokelength
mm
1600-1700
Workcartridgestrokelength 1100
14 Rollinggaugeworkingzone mm 950
15 Standmaximumspeed,notmore dbl.stroke/min 45
15.1 Standrollingspeed dbl.stroke/min 30
16 Feedvalueperpulse mm 0-20
17 Feedsquantitypercycle 2
18 Turningangle,degree ° 23-35
19 Turnsquantitypercycle 2
www.eztm.ru www.eztm.ru
23
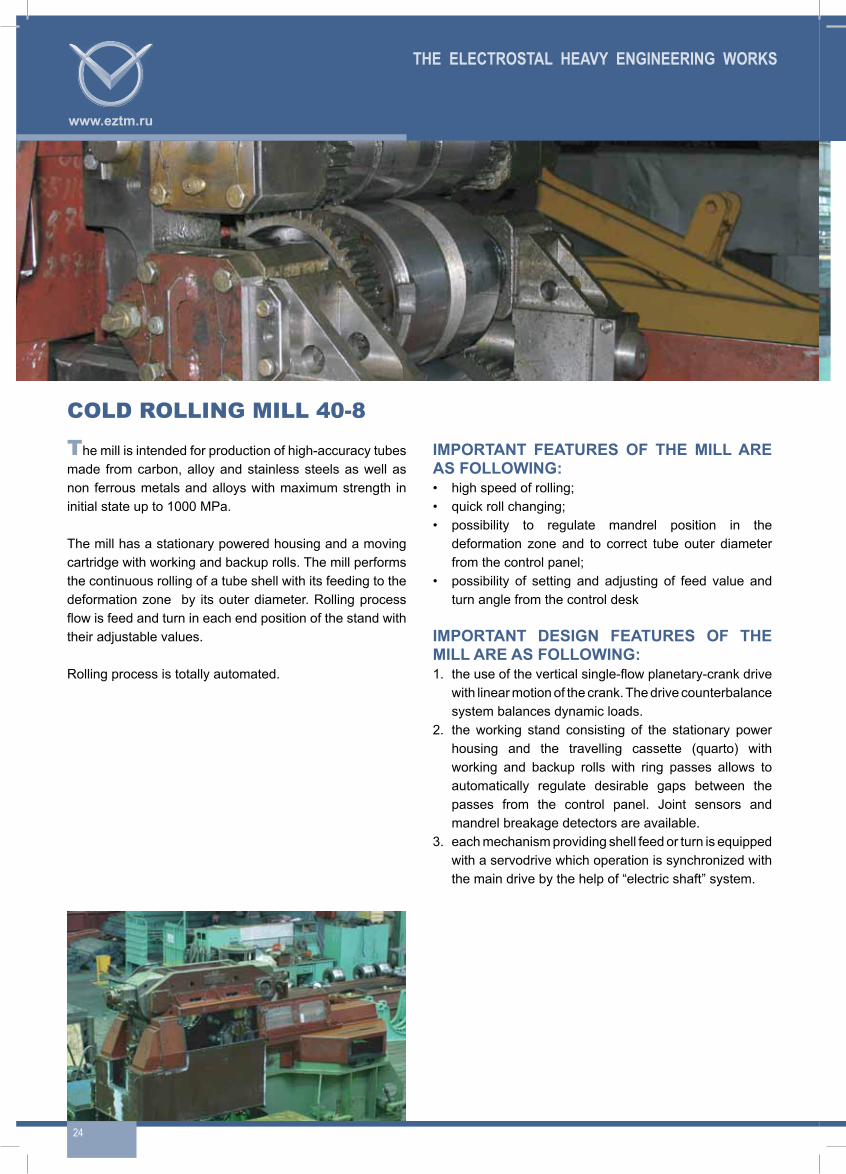
themillisintendedforproductionofhigh-accuracytubes
made fromcarbon,alloyandstainlesssteelsaswellas
non ferrousmetalsandalloyswithmaximumstrength in
initialstateupto1000MPa.
Themillhasastationarypoweredhousingandamoving
cartridgewithworkingandbackuprolls.Themillperforms
thecontinuousrollingofatubeshellwithitsfeedingtothe
deformationzone by itsouterdiameter.Rollingprocess
flowisfeedandturnineachendpositionofthestandwith
theiradjustablevalues.
Rollingprocessistotallyautomated.
IMPORTANT FEATURES OF THE MILL ARE
AS FOLLOWING:
• highspeedofrolling;
• quickrollchanging;
• possibility to regulate mandrel position in the
deformation zone and to correct tube outer diameter
fromthecontrolpanel;
• possibility of setting and adjusting of feed value and
turnanglefromthecontroldesk
IMPORTANT DESIGN FEATURES OF THE
MILL ARE AS FOLLOWING:
1. theuseoftheverticalsingle-flowplanetary-crankdrive
withlinearmotionofthecrank.Thedrivecounterbalance
systembalancesdynamicloads.
2. theworking stand consisting of the stationary power
housing and the travelling cassette (quarto) with
working and backup rolls with ring passes allows to
automatically regulate desirable gaps between the
passes from the control panel. Joint sensors and
mandrelbreakagedetectorsareavailable.
3. eachmechanismprovidingshellfeedorturnisequipped
withaservodrivewhichoperationissynchronizedwith
themaindrivebythehelpof“electricshaft”system.
cOLD ROLLInG MILL 40-8
www.eztm.ru
24
www.eztm.ru

TECHNICAL DATA
SHELL:
outerdiameter,mm 16–42
wallthickness,mm 1–8
length,m 2–8
FINISHED TUBE:
outerdiameter,mm 10–35
wallthickness,mm 0,5–6
Cartridgestrokelength,mm 600
Diesworkingzone,mm 500
Cartridgestrokenumberpermin,notmorethan 230
Feedperpulse,mm 0–10
Verticalforceofrolling,kN,upto 550
Maxreductionofcross-section,%,upto 85
Electricdrivesinstalledpower,kW,upto 220
Output,m/h,upto 350
www.eztm.ru www.eztm.ru
25

cOLD ROLLInG tuBE MILL (cRtM L 25-4)
coldrollingtubepilgermillCRTML25-4isintendedfor
thecold rollingofhighprecision thin-walled tubesmade
of different steel grades with the strength value in the
initialstateofupto1000MPa.Themillequippedwitha
three-rollerstandallowstorollverythin-walledtubesand
special-purposed tubes including ribbed and hexagonal
ones.Rollingprocessistotallyautomated.
TECHNICAL CHARACTERISTICS
TWO-HIGH STAND ROLLER STAND
SHELL:
Outerdiameter,mm 10-26 6-17
Wallthickness,mm 0.5-3 Notmorethan3
Length,m 1.5-4.0(5.5)* 1.5-4.0(5.5)*
Finishedtube:
Outerdiameter,mm 5-20 4-15
Wallthickness,mm 0.2-2.0 0.08-2.0
Length,m 3.5-12
TECHNICAL PARAMETERS:
Ringdiediameter,mm 110-120 ---
Rollerdiameter,mm --- 60
Supporttrunniondiameter,mm 75 30
Standhousingstrokelength,mm 500 500
Cartridgestrokelength,mm 320 320
Dieworkingarea,mmnotmorethan 250 250
Workingstandstrokenumberperminute 30-220 30-160
Rollingforce,kN,notmore 150 50
Feedvalueperpulse,mm 0-6 0-6
Feedvaluepercycle,mm 0-10 0-10
Turningangleperpulse,degree 0-90(35-51rec) 0-90
Crosssectionreduction,%notmorethan 80 75
Productivitym/haccordingtotherollingscheduleandfinishedtube
requirements40-250 30-150
Electricdrivesratedcapacity,kW,notmore 110
www.eztm.ru
26
www.eztm.ru

EQUIPMENT ARRANGEMENT:
1. working stand with a drive, including:
• fixedhousing
• movablepoweredhousingoftherollstand
• rollcartridge–2nos
• movablepoweredhousingoftherollerstand
• three-rollercartridge–2nos
• leversystemofcartridgedisplacement
• workingstanddisplacementdrive
• frontchuck
• intermediatechuck
• processlubricantfeedingdevice(coolant)
• preliminarycoolantdegreasingdeviceafterrolling
• protectivedevices
2. feed section equipment including:
• feedandturnmechanism
• twoshellchuckswithguides
• twobarchuckswithmandrelpositioningmechanism,
feedingandcenteringdevicesbetweenthem
• device for lubricant feeding onto the shell inner
surfaceforthebarwiththediameterofnotlessthan
14mm(optional)
3. charging table including:
4. finished tubes receiving table including:
5. Hydraulic system
6. lubrication equipment including:
• processlubricationsystemT1forcoolantfeedingto
theworkingcone,standslideguides,rack-rollgear
catching
• process lubrication systemT2 for coolant feeding
onto the shell inner surface for the bar of the
diameternotlessthan14mm(optional)
• circularlubricationsystemЖ1
• working temperature maintenance system for T1
andЖ1
7. electric equipment
CRTML25-4millequippedwith theshellend(axial)
chargingwithoutastopforre-charging.
PROCESS FLOW DIAGRAM
Deformation process is performed at roll rolling in the
reciprocal movements of rolls with a variable groove
profile on the mandrel of conic or curvilinear shape;
at roller rolling in the reciprocal movements of rollers
with a uniform groove profile on the support plates on
themandrels having uniform cross section along their
lengths.
Atapproachingofrollstotheendpositionsthetubeand
theshellare released from thecontactwithdiegrooves
andfeedandturnofthetubeandtheshellareperformed.
Rollingprocesswithfeedandturnperformedinanyone
standpositionispossible.
Theappliedsystemofseparateservodrivesforfeedand
turn mechanisms allow to adjust their values in a wide
range.
Optimaleffectiverollorrollerradiuscorrespondingtothe
rollingscheduleisachievedbyleversystemadjustment.
The effective radius for roll rolling is variable as for the
workingcone,thisallowstoreduceaxialforcesandmakes
itpossibletorolltubeswithsmallerwallthickness.
www.eztm.ru www.eztm.ru
27

cOLD ROLLInG tuBE MILL 2-40Btwo-strand universal cold rolling mill 2-40B is intended for cold rolling of high quality tubes from steels, non ferrous metals and alloys with maximum strength in initial state up to 800 MPa.The mill 2-40B has a working stand with a moving power housing and two pairs of working rolls with vertical rolling strands. The axial charging of the shell is carried out on the mill with its feeding to the deformation area by the pusher abut to the end. The shell feeding is performed in the end rear position of the stand and its turn – in the end front position. The mill runs nonstop even when new shells are loaded on the rolling axis and when finished tubes are cut to length. Balancing of force moments on the crank shaft of a drive mechanism leads to balance of inertial force of the working stand moving reciprocatingly. A feeding device has a tube clamp moving reciprocatingly per each double stroke of the stand. Tube, shell and mandrel bar turn is performed by front and intermediate chucks. The mill has vertical working rolls arrangement. Working rolls changing is performed by pairs. Die changing is performed out of the mill.
TECHNICAL CAPABILITIES OF THE MILL:1. continuous rolling of tubes made from different steels
and alloys in the automatic mode;2. high accuracy of rolled tubes which meets modern
international standards;3. wall thickness, feed, number of working stand strokes
are measured nonstop from the control panel extending design flexibility of the mill. All parameters are displayed on the screen of the panel.
MILL RELIABILITY IS GUARANTEED BY THE FOLLOWING DESIGN FEATURES:1. intermittently rotated transmission mechanisms are
excluded from the equipment. It increases mill reliability and operation life;
2. counterweight balance of the working stand inertial force on the crank shaft of the drive gear provides high number of the working stand strokes under low energy consumption.
www.eztm.ru
28
www.eztm.ru

TECHNICAL DATA
Tube dimensions
Shell
outerdiameter,mm 32÷63,5
wallthickness,mm 2÷12
length,m 2÷5
Finished tube
outerdiameter,mm 16÷42
wallthickness,mm 0,5÷10
Technological parameters
reductionofbilletcross-section,%,upto
-coldrollingofcarbonandalloysteels 80
-coldrollingofstainlesssteels 70
workingnumberofstanddoublestrokesperminute,upto 120
feed,mm 2÷20
tuberotationangleperdoublestroke,deg.,notmorethan 60
Design parameters
standstrokelength,mm 722
dieworkingarealength,mm 620
diebarreldiameter,mm 300;330
General data
maindrivemotorpower,kW 185
millmotoroverallpower,kW 273
outputdependingonrolledtubes,m/h 200÷600
www.eztm.ru www.eztm.ru
29

cOLD ROLLInG tuBE MILL 60-160
universal cold pilger mill 60-160 is intended for production of high precision light wall tubes of cylindrical, hexagonal or square section from high strength hardly deformed materials such as stainless and heatproof steels, titanium, zirconium and their alloys for different branches of power and mechanical engineering, chemical production.
THE MILL CAN OPERATE IN TWO ROLLING PATTERNS:• feed and turn in the rear end position of the stand• feed and turn in each end position of the stand.
TO EXTEND TECHNOLOGICAL POSSIBILITIES OF THE MILL IT IS POSSIBLE TO EQUIP IT WITH THE FOLLOWING INTERCHANGEABLE WORKING STANDS:• 3-high stand with ring dies having variable groove
section is intended for production of high precision cylindrical tubes;
• 3-high stand is intended for production of hexagonal or cylindrical tubes
• 4-high stand is intended for production of square tubes.
THE MILL CONSISTS OF THE FOLLOWING
EQUIPMENT:
1. Equipmentofaworkingstandwithadrive
- three-rollerworkingstand;
- four-rollerworkingstand;
- workingstanddisplacementdrive;
- housing;
- leversystem;
- intermediatechuck;
- frontchuck;
- protectiondevices;
- devicesforrollinglubricantfeedandcollection.
2. Feedsectionequipment
- frontchuckwithguides;
- mandrelbarfixingmechanism;
- guides,rests,shellchuck;
- lubricationfeedingdevice.
3. Chargingtable
4. Finishedtubesreceivingtable
5. Hydrosystem
6. Lubricationsystem
7. Electricalfacilities
TECHNICAL DATA
Shelldiameter,mm 60-160
Finishedtubediameter,mm
round50-155
hexagon≤132
square≤113,5
Finishedtubewallthickness,mm 0,4-4
Workingrollstravel,mm,upto 800
Workingstandstrokenumber,upto 50
Feedperpulse,mm 1-10
Turningangleoftheshell,degree 51,60,90
Electricdrivespower,
kW,upto200
www.eztm.ru
30
www.eztm.ru

cRtM AnD cRtM L MILLs REVAMPInG
Recently beside the cold rolling tube mills of a new generation developing, the specialists of our company have prepared and implemented the revamping program for CRTM 32, CRTM 55 and CRTM 90 produced by our company before.
A wide range of variants designed for various revamping levels has been developed beginning from the replacement of the separate unit or a group of units to the reconstruction including the replacement of the control system, arrangement change and process flow alteration.Nowadays various types of revamping of these mills have been applied at the plants of Russia, Ukraine and India.
EZTM, JSC revamps roller mills CRTM 8-15, CRTM 15-30 and CRTM R30-60 by their conversion to roll rolling and a new process flow at which the feed and turn of the shell is carried out at each end position of the stand.
www.eztm.ru www.eztm.ru
31

sEctIOn MILLs
Equipment for section mills is one of EZTM, JSC most important products. The following table highlights technical capabilities of several section mills.
Parameters Mill type
350/250
Iight-section-wire
mill
450
medium section mill
650
heavy section mill
700 medium section-
beam mill
1 2 3 4 5
Designation Themillisintended
formanufacturing
ofrolledproductsof
roundandsquare
crosssectionandstrip
Themillisintended
formanufacturingof
awiderangeofrolled
productsofround
crosssectionand
profiles
Themillisintended
formanufacturing
ofrolledproductsof
roundandsquare
crosssectionand
profiles
Themillisintended
formanufacturingofa
widerangeofprofiles
includingbroadIight-
weightbeamsand
beamswithparallel
flanges;rollingof
flangeprofilesisalso
provided
Initialblank: fromhigh-alloyed
andhightemperature
steels
continuouscasting
fromcarbonandlow
alloyedsteels
continuouscasting continuouscasting
fromcarbonsteels
Crosssection Ø70–90
(mm)
150x150–200x200
(mmxmm)
150x150
200x200
250x250
250x360
(mmxmm)
150x150–260x335
(mmxmm)
Length,mm,max 3000 2000–6000 2900–6000 6000–10000
Weight,kg,max 150 350–2000 600–4200 1000–6500
www.eztm.ru
32
www.eztm.ru

1 2 3 4 5
Finished products:
round,dia,mm 6–14:14–50 30–80 80–150 –
square,mmxmm 8x8÷45x45 – 60x60-100x100 –
strip,mmxmm 6–25÷20–50 – – 70–150x10–20
I-beams,mm – 80–120 160–300 80–300
channels,mm – 50–120 180–300 100–300
anglesteel,mm – 50x50x5–90x90x8 140x140x9–
200x200x12
70x70x11–
130x130x12
length,m,max 6–12 6–12 6–24 6–24
batchoverall
dimensions,mm
300x300–500x500 300x300–600x700 300x300–600x700 300x300–600x700
batchweight,t 5 10 10 10
maximumrolling
speedinfinishing
stand,m/s
20 10 10 12
Rolling equipment
coggingstand three-highofscrew
-rolling
reversingrollingstand
680
two-highreversing
900three-highrolling
800(2pcs)
reversingrollingstand
1000
roughinggroup horizontal-vertical
stands(7pcs)
stands530 two-highnon-
reversingstand730
two-highreversing
stand730
stands800
prefinishinggroup horizontal-vertical
stands(2pcs)
stands480 universalreversing
stand
horizontalstands
630(5pcs)
verticalstand450
combinedstand450
finishinggroup horizontal-vertical
stands(16pcs)
horizontalstands480 universal
nonreversingstand
horizontalstands
630(4pcs)
combinedstands
450(2pcs)
coolingdevices Coolingbedfor
receivingofrolled
productsinbarsand
coilersforreceivingof
rolledproductsandfor
itswindingintocoils
installedinthemill
line
Coolingbedforprofile
andsectionrolled
products66x9m
Coolingbedforblanks
(18x20m)andcooling
bedforprofileand
sectionrolledproducts
(72x28m)installedin
themillline
Coolingbedfor
sectionrolledproducts
2(120x28m)
notes Theschemeof
arrangementof
finishingstands
permitstorollallsizes
ofoneprofilewithout
rollchanging.
Therolledproducts
finishingprocesses
aremechanized
completely.
Cuttingoffinished
rolledproducts
isperformedin
accordancewith
thetechnological
requirements:
preliminary-inhot
statebyhotsaws,
finished–incoldstate
bycoldshears.
Processesof
rolledproducts
straightening,
stackingandbundling
aremechanized
completely.
Cuttingoffinished
rolledproducts
isperformedin
accordancewith
thetechnological
requirements:inhot
statebyhotsawsand
incoldstatebycold
shears.
Processesof
rolledproducts
straightening,
stackingandbundling
aremechanized
completely.
Whenrollingofflange
profilesuniversal
standsareinstalled
ontheplaceofthe
horizontalstands.
www.eztm.ru www.eztm.ru
33

MexicoMexico
KazakhstanKazakhstan
AREARE
www.eztm.ru www.eztm.ru

MexicoMexico
KazakhstanKazakhstan
AREARE
www.eztm.ru www.eztm.ru

EZtM REPREsEntAtIVE OFFIcEs
Singapore
183TanjongRhuRd,11-01,436923,Singapore
tel.:+65-91899565
e-mail:[email protected]
China
China,100083,BeijingCity,
HaidianDistrict,JinmaPlaza,
“A”Tower,908
tel.:+86-10-82838546
fax:+86-10-82838179
e-mail:[email protected]
Ukraine
ul.Chkalova,44,office509,
DnepropetrovskCity,Ukraine,49000
tel.:+380562314281,+380562362660
fax.+380562314280
e-mail:[email protected]
UK
54WatermanWay,London
E1W2QW,UnitedKingdom
tel.:+4407768073917
e-mail:[email protected]
India
EP-15DiplomaticEnclave
Chanakyapuri
NewDelhi-110021,India
tel./fax:+911126889098
mob.+919560690303
e-mail:[email protected],[email protected]
www.eztm.ru