heavy engineering corporation project report
TRANSCRIPT

HEAVY ENGINEERING CORPORATION
PROJECT REPORT ONCASTING, FORGING, HEAT TREATMENT & MACHINING
Name- Ashish RanjanAdmn No - 2012JE10136th Semester

Heavy Engineering Corporation
Foundry Forge Plant(FFP)
Heavy Machine Building Plant
(HMBP)
Heavy Machine Tool Plant
(HMTP)Pattern ShopGrey Iron FoundrySteel FoundryFettling Shop
Forge ShopMachine Shop
Turning, Boring, Facing, Grinding, Threading etc.Milling, Grinding, Gear Hobbing, Heat TreatmentCNC gas cutting, Sheet metal work, WeldingFabrication & Assembly
Machining OperationsAssembly of Machine Tools like CNC machine
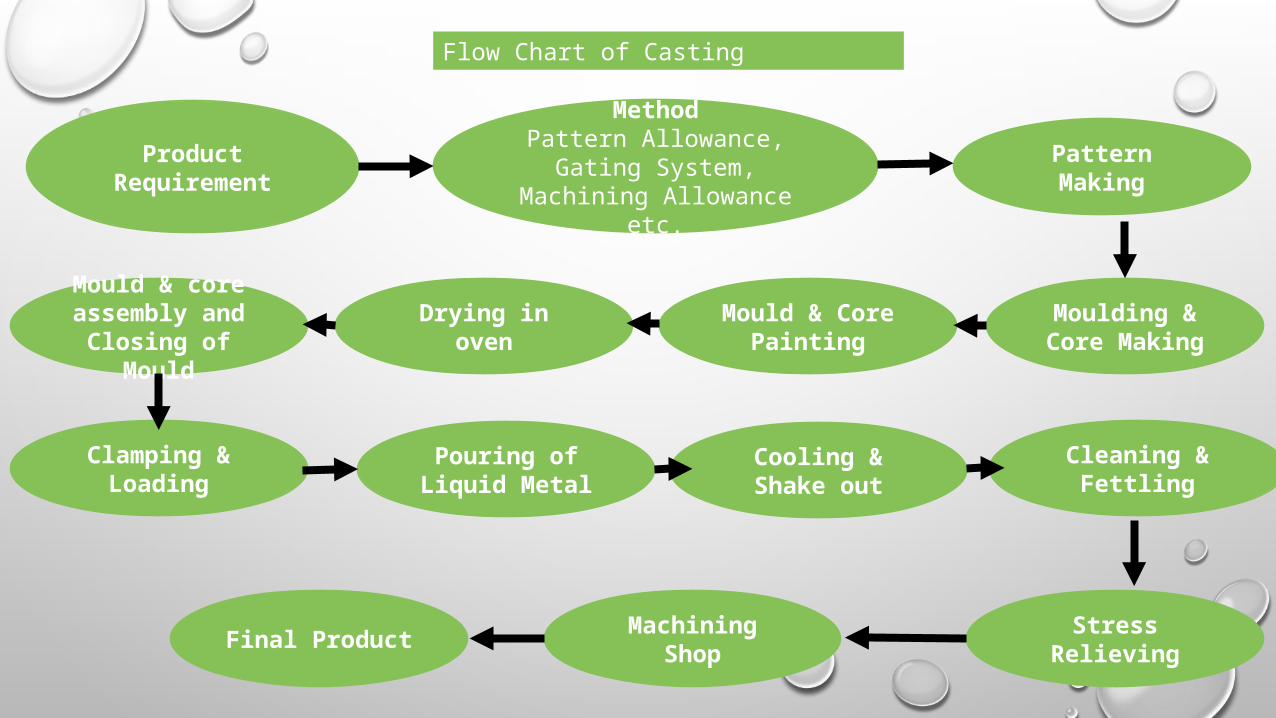
Product Requirement
Flow Chart of Casting
MethodPattern Allowance,
Gating System, Machining Allowance
etc.
Moulding & Core Making
Pattern Making
Mould & Core Painting
Mould & core assembly and
Closing of Mould
Drying in oven
Clamping & Loading
Pouring of Liquid Metal
Cooling & Shake out
Cleaning & Fettling
Stress Relieving
Machining ShopFinal Product
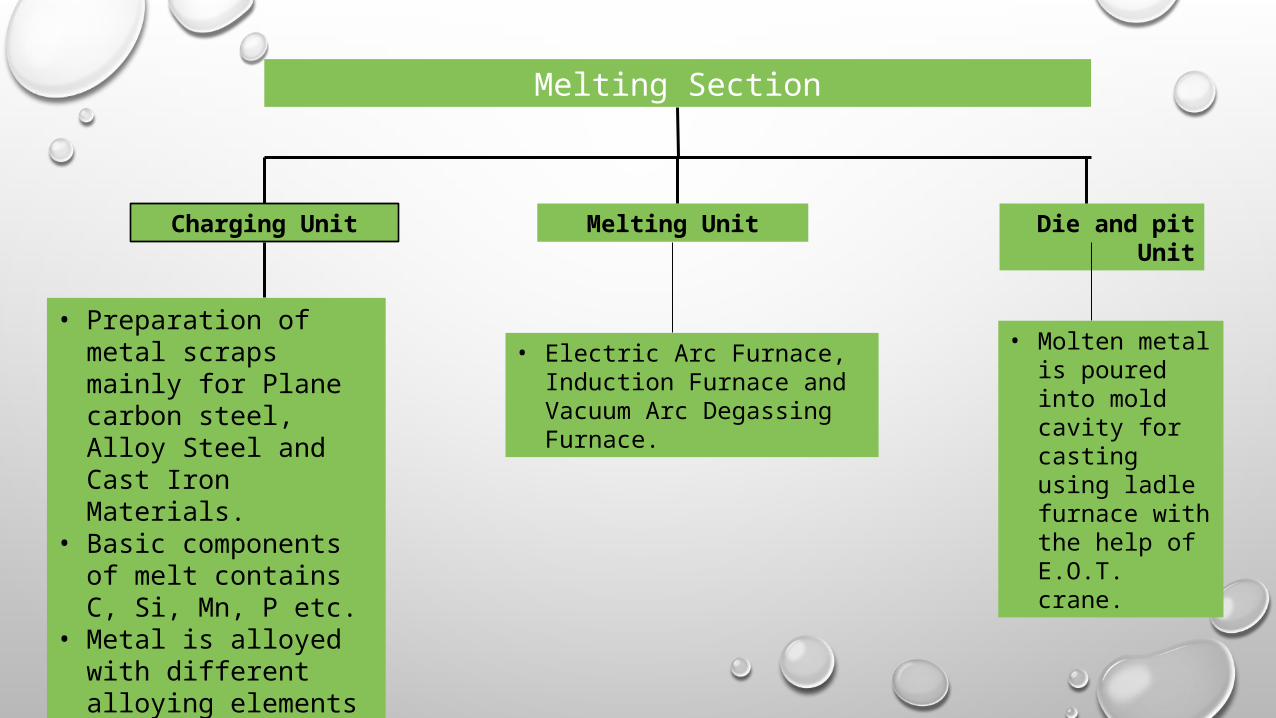
Melting Section
Charging Unit Melting Unit Die and pit Unit
• Preparation of metal scraps mainly for Plane carbon steel, Alloy Steel and Cast Iron Materials.
• Basic components of melt contains C, Si, Mn, P etc.
• Metal is alloyed with different alloying elements Cr, Ni,Mo,V etc.
• Electric Arc Furnace, Induction Furnace and Vacuum Arc Degassing Furnace.
• Molten metal is poured into mold cavity for casting using ladle furnace with the help of E.O.T. crane.

Furnaces
Induction Furnace
Electric Arc Furnace
Vacuum Arc Degasing Furnace (VAD)
Vacuum Degasing Furnace (VD)

ELECTRIC ARC FURNACE
• It is powered by a 3 phase electrical system and has three electrodes.• Arc is formed between the charged metal and the electrode.• The charge is heated both by current passing through the charge and by
the radiant energy evolved by the arc.• Electrodes can move up and down automatically for regulation of the arc.• To protect the transformer from heat, it is installed in a vault.• It is cooled via pumped oil exchanging heat with the plants water cooling
systems.• It is built on a tilting platform to pour molten metal into another vessel for
transport.

Ladle
• It is not used for metal melting, metal addition & degassing purpose.• This Furnace is used to reserve molten metal for pouring and degasing
process.• It is of three type.a) Casting Ladle: For pouring of molten metal into mold.b) Transfer Ladle: Transfer of molten metal from one process to other.c) Treatment Ladle: Process to take place within the ladle to change
some aspect of molten metal

VACUUM ARC DEGASING FURNACE
• The VAD is used for purification of molten metal.
• It is equipped with bottom plugs for argon bubbling.
• To achieve a homogeneous bath temperature and composition, the steel in the ladle is often stirred by means of argon gas bubbling.
• Hydrogen and oxygen gas is removed.
• Aluminium, ferromanganese is added for the removal of oxygen gas due to affinity for oxygen is more than carbon

Fettling Shop
• Process of cleaning of casting object from sand & gating elements i.e. Runner, riser, Sprue basin & gates.
• Maximum sand is removed by pneumatic chipping hammer (operating press. 4 to 7 kg/cm2 ).
• Runner, Riser, Sprue basin and other extra metal is removed by gas cutting (Lancing).
• Some extra metal is removed by Fettle Torch.( Graphite electrode for steel & general purpose electrode is used for cast iron).

Heat Treatment Process
• Annealing
• Normalising
• Quenching
• Induction
Hardening
Controlled heating & cooling of materials for the purpose of altering their structures and properties

Annealing
• In this process, hypoeutectoid steels (less than 0.77 % C) are heated to 30o to 60oC above the upper recrystallization temperature held for sufficient time to convert the structure to homogeneous single phase austonite of uniform composition and slowly cooled at a controlled rate through the lower crystallization tem.
• Cooling is done in the furnace by decreasing the tem by 10oC to 30oC per hour to at least 30oc below 727oC.
• After that metal can be cooled at room tem.• Annealing produce softer material.

Normalizing
• The steel is heated to 60°C (100°F) above the upper
recrystallization Temp (hypoeutectoid) or lower recrystallization
Temp (hypereutectoid) , held at this temperature to produce
uniform austenite.
• It is removed from the furnace and allowed to cool in still air.
• The resultant structures and properties will depend on the
subsequent cooling rate.
• Wide variations are possible, depending on the size and geometry
of the product, but fine pearlite with excess ferrite or cementite is
generally produced

HMBPMachining Processes
• Turning• Boring • Facing • Grinding • Vertical & Horizontal
Milling• Planning• Grooving • Threading• Parting• Slotting• Trepanning• Gear Hobbing,• Heat Treatment

Thank You