h.c. langelaan, 04 dec 2013, slide 1 technology options for sustainable food processing stoa...
TRANSCRIPT
H.C. Langelaan, 04 Dec 2013, slide 1
Technology Options for Sustainable Food Processing
Klik op het pictogram als u een afbeelding wilt toevoegen
STOA workshop “How to feed the world in 2050?”
Ben Langelaan, 04 December 2013

H.C. Langelaan, 04 Dec 2013, slide 2
Scope of this study: Food Processing
The conversion of agro-raw materials with the purpose to:
● Make a sufficiently stable food product that is safe for human consumption (microbiologically and chemically)
● Give the product the required intrinsic quality aspects, e.g. digestibility, nutrient content, flavour, colour and texture
● Add value to the product on other aspects, e.g. convenience, lifestyle and marketing
Processor Carrier DC retailer RetailerConsumer
Grower

H.C. Langelaan, 04 Dec 2013, slide 3
Outline
Line 1
●Level 2
Line 2
●Level 2
●Level 2
●Level 3
●Level 3
Line 3
Line 4
Raw materials availability• Price volatility• Upcoming Bioeconomy• Climate Change
Demographic changes• World population
growth• Increasing wealth• Urbanization
Health and well-being• Ageing population• Malnutrition• Food and lifestyle
related diseases
Resource Efficiency• Water and energy use• Food loss , food waste• Emissions and losses
Economic crisis• Decreasing disposable
income• Limited investment
capacity
Trust in food system• Food scares• Enstrangement• Complexity /
transparancy
Major Challengesfor the EuropeanFood Processing
Industry
Industry weaknesses• Low innovation power• Scattered, % SME’s• Declining global
market share

H.C. Langelaan, 04 Dec 2013, slide 4
Technology options study Food Processing
Expert judgment for the potential of new and emerging technologies to enhance sustainability in the food processing sector
Sustainability as such is hardly a driver for innovation
A specific focus on technology options that support the competitiveness of the European food processing industry on the following areas:
● New and better food products
● Resource efficient manufacturing processes
● Integrated and transparent supply chains
● Enhanced innovation capacity
H.C. Langelaan, 04 Dec 2013, slide 5
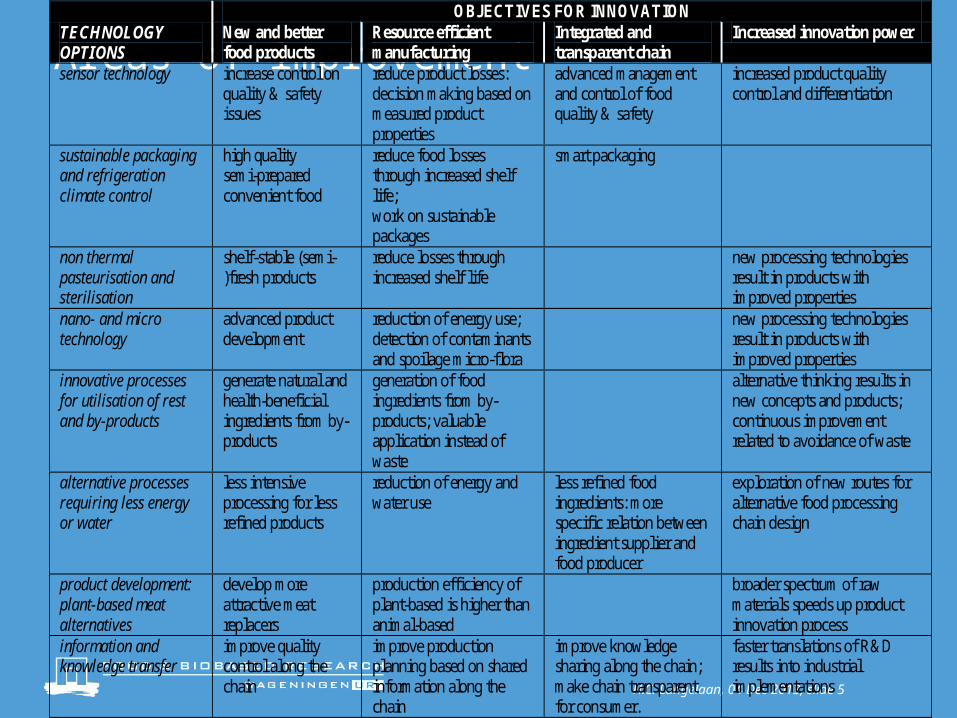
Areas of improvementTECHNOLOGY OPTIONS
OBJECTIVES FOR INNOVATION New and better food products
Resource efficient manufacturing
Integrated and transparent chain
Increased innovation power
sensor technology increase control on quality & safety issues
reduce product losses: decision making based on measured product properties
advanced management and control of food quality & safety
increased product quality control and differentiation
sustainable packaging and refrigeration climate control
high quality semi-prepared convenient food
reduce food losses through increased shelf life; work on sustainable packages
smart packaging
non thermal pasteurisation and sterilisation
shelf-stable (semi-)fresh products
reduce losses through increased shelf life
new processing technologies result in products with improved properties
nano- and micro technology
advanced product development
reduction of energy use; detection of contaminants and spoilage micro-flora
new processing technologies result in products with improved properties
innovative processes for utilisation of rest and by-products
generate natural and health-beneficial ingredients from by-products
generation of food ingredients from by-products; valuable application instead of waste
alternative thinking results in new concepts and products; continuous improvement related to avoidance of waste
alternative processes requiring less energy or water
less intensive processing for less refined products
reduction of energy and water use
less refined food ingredients: more specific relation between ingredient supplier and food producer
exploration of new routes for alternative food processing chain design
product development: plant-based meat alternatives
develop more attractive meat replacers
production efficiency of plant-based is higher than animal-based
broader spectrum of raw materials speeds up product innovation process
information and knowledge transfer
improve quality control along the chain
improve production planning based on shared information along the chain
improve knowledge sharing along the chain; make chain transparent for consumer.
faster translations of R&D results into industrial implementations

Improve shelf life, maintain fresh quality
Challenge Novel processing methods for the production and distribution of high-quality and safe foods
SolutionBuilding and leading this EU project with 37 public and private partnersDevelop and successfully demonstrate quality improving novel processing techniquesPoC, prototyping, implementation, including Packaging, QA and consumer testing
ResultNew mild preservation with improved food quality, same safety and similar shelf life3 validated and demonstrated novel processing techniques on real foodStrategic Novel technology Knowledge Chain
NovelQ keeps food delicious

Product innovation: Fresh & shelf life
Hoogesteger
‘sejuices’ Europe
Challenge Increase shelf life of fresh fruit juices
SolutionDevelopment of new, non-thermal, mild processing technique Implementation of unique full scale production line (8000 l/hr)
Result11 different juices, indistinguishable from fresh juice, with three weeks shelf life Similar productions costs due to less spillage and eased logisticsExpanding market from the Netherlands to Western Europe
One partner to convert a technique into an unique
production process and support the implementation.
Thanks Food & Biobased Research!
Michiel van ‘t Hek, General Manager Hoogesteger
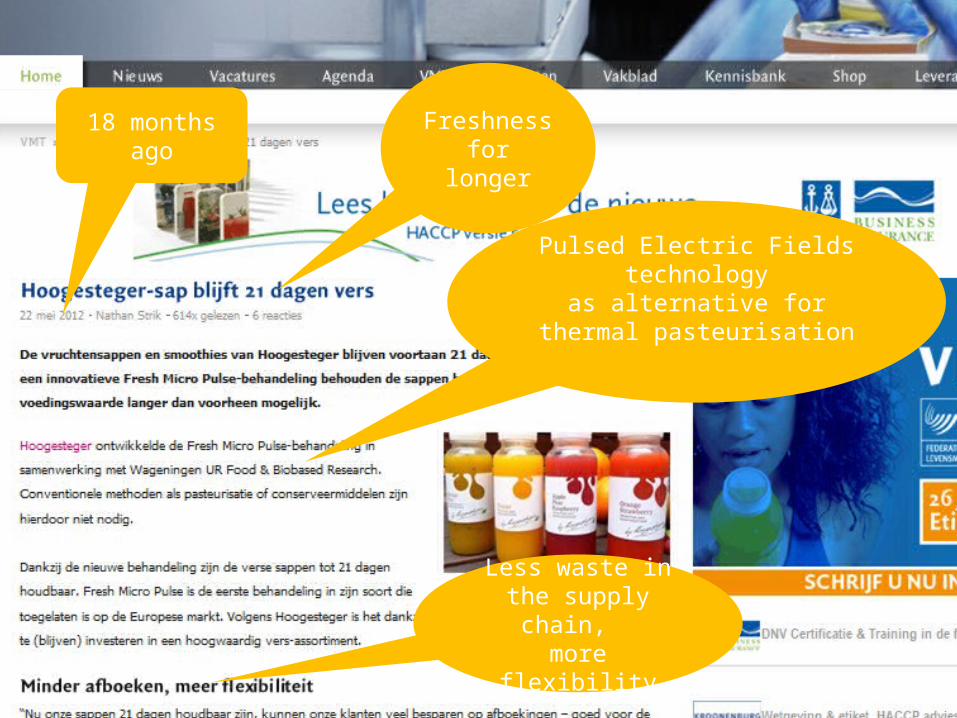
Freshness for longer
18 months ago
Pulsed Electric Fieldstechnology
as alternative for thermal pasteurisation
Less waste in the supply chain, more flexibility
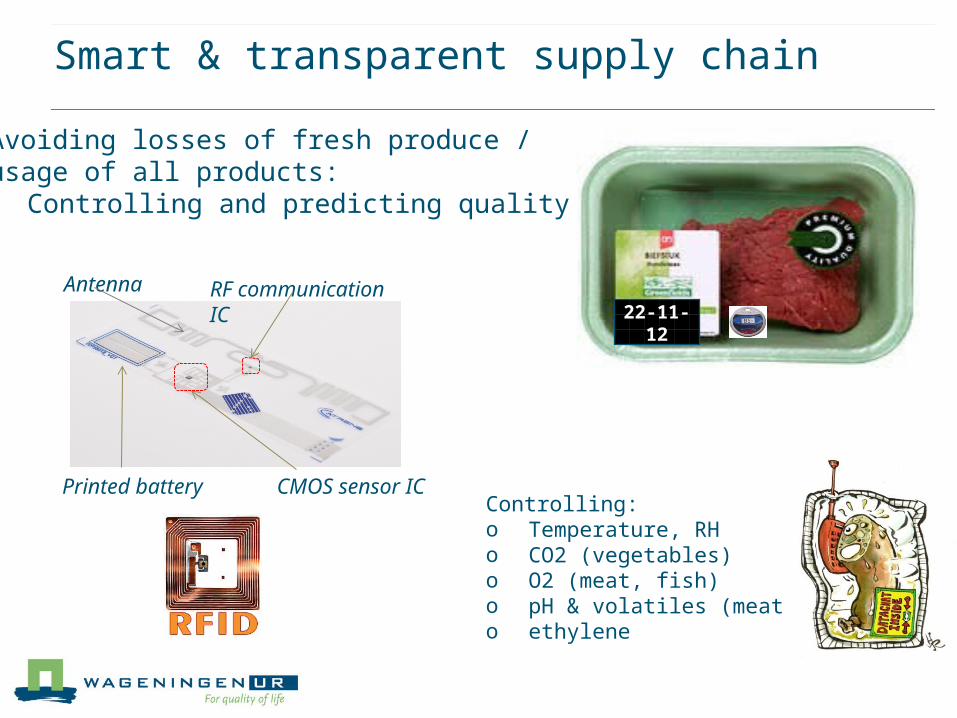
Controlling:o Temperature, RHo CO2 (vegetables)o O2 (meat, fish)o pH & volatiles (meat)o ethylene
Avoiding losses of fresh produce / usage of all products: Controlling and predicting quality
Smart Monitoring in the supply chain
22-11-12
Antenna RF communication IC
Printed battery CMOS sensor IC
Smart & transparent supply chain
QUEST – Energy reduction in reefer transport
Maersk Line refrigerates with a difference
ChallengeReduce energy consumption of reefer containers carrying perishable commodities such as fruit, flower bulbs and meat
Solution Cooling technology, ICT and quality attributes of fresh produce
Result65% energy savings without affecting qualityCO2 emissions reduced by 500.000 tonnes annuallyCompetitive advantage with long-term environmental strategy

Advanced product development
Ojah eat Plenti
Challenge Develop a meat substitute with a bite
SolutionDevelopment of new texturisation process and product Consumer acceptance testing
ResultChicken like product from only soymeal and waterSpin off company with own production facility

Process Efficiency
Wheat fractionation
Courtesy Atze Jan van der Goot, Remko Boom

Application functional fractions in products
Advantages:- more efficient use of raw materials- less drying required- functional fractions instead of “chemical” purity- optional: use of semi-dry ingredients instead of powders
Courtesy Atze Jan van der Goot, Remko Boom
H.C. Langelaan, 04 Dec 2013, slide 14
Technology options – conclusions (1)
Short term: stimulate eco-efficient processing, create direct savings, e.g., through operational excellence programmes, provision of benchmark data and advanced process control strategies
Further direct savings through implementation of more advanced technologies like:
●Adaptive refrigeration
●Dry processing routes
●Food microsystems)

H.C. Langelaan, 04 Dec 2013, slide 15
Technology options – conclusions (2)
Largest impact: technologies that address the main inefficiencies in the food processing sector:
●Food losses
●Suboptimal utilisation of by-products
●Unnecessary quality decay within the supply chain
Examples of such technologies:●Smart sensors and RFID tags that allow for quality
control over the entire supply chain
●Technologies for advanced product development (e.g., meat replacers)
●Mild preservation and separation technologies
Required: extension of the knowledge basis and easy access to pilot and demonstration equipment
