hansong xue*, gang yang, di li, zhihui xing and fusheng
TRANSCRIPT

Hansong Xue*, Gang Yang, Di Li, Zhihui Xing and Fusheng Pan
Effects of Yttrium Addition on Microstructureand Mechanical Properties of AZ80–2SnMagnesium Alloys
Abstract: The effects of Y on microstructure and mechan-ical properties of as-cast AZ80–2Sn magnesium alloyswere investigated by optical microscopy, scanningelectron microscopy and X-ray diffraction. Y additionnot only changes the as-cast microstructure but alsoinfluences the mechanical properties of AZ80–2Sn alloy.Unmodified AZ80–2Sn alloys under casting state showthat Mg17Al12 eutectic phase is semicontinuous andreticulated shape and distributes mainly at grain bound-aries. Moreover, there are numerous Mg2Sn precipitateparticles dispersing in Mg17Al12 eutectic phases. Y addi-tion to as-cast AZ80–2Sn alloys has an importantinfluence on the precipitation phase. But there has noobvious effect on grain refinement with Y addition.The results show that the AZ80–2Sn alloys with variableY contents all contain Al2Y phase. By adding Y, theamount of Mg17Al12 is decreased and the dimension ofthat is reduced. Mg17Al12 eutectic phase turns to discon-tinuous, and the more disperse phases occur with theincrease of Y content. The tensile tests indicate that aminor addition of Y can contribute to the formation of thedispersed small polygonal Al2Y particles and the improve-ment in the room-temperature strength. However, exces-sive Y addition leads to the coarsening of Al2Y phases, andthus results in the decline of strength and ductility.
Keywords: magnesium alloy, yttrium, microstructure,mechanical properties
PACS. 81.05.Bx Metals, semimetals, and alloys
DOI 10.1515/htmp-2014-0095Received June 6, 2014; accepted November 3, 2014
Introduction
Magnesium alloys are the lightest constructional materialsowing to their low density, high specific strength, and hard-ness [1, 2]. Recently, there has been significant increase inthe usage of magnesium alloy for aerospace components,automobile, 3C products, etc. [3, 4]. However, commercialapplications of magnesium alloys to important structuralparts are still limited due to some undesirable properties.The strength and ductility of magnesium alloys are gener-ally poorer than those of competitive aluminium alloys. Inorder to meet the requirements of more applications, mag-nesium alloys with high strength and excellent room-tem-perature properties must be developed. Grain refinement isa promisingway to enhance yield strength (YS) based on theHall–Petch relationship [5, 6] and alloying is an effectivegrain refinement method for magnesium alloys. Someresearches show that improvement in microstructure andmechanical properties of the alloys can be achieved by theaddition of minor alloying element [7, 8]. Magnesium isusually alloyed with Al, Zn, Mn, Si, Sn and rare earth (RE)element. In particular, RE elements are important alloy ele-ments tomagnesium alloys, which can enhance the bindingforceofmagnesiumatoms, and reduce the diffusion velocityof atoms. Meanwhile, RE elements can form the high-melt-ing point compounds with other elements and refine thegrains, and thus they can effectively improve the heat resis-tance of magnesium alloy. There are some literatures thatdiscuss the effect of Y additions on the microstructure andmechanical properties of magnesium alloy. N. Kashefi et al.studied the microstructure and impression creep behaviourof cast AZ80 magnesium alloy with Y additions [9]. Tong etal. reported the effect of RE additions onmicrostructure andmechanical properties of AZ91magnesiumalloys [10].Wanget al. studied the microstructure and mechanical propertiesof AZ91 alloys by addition of Y [11]. Luo et al. reported theeffects of Y on microstructure and property of heat-treatedAZ91D magnesium alloy prepared by lost foam-castingprocess [12].
*Corresponding author: Hansong Xue, College of Materials Scienceand Engineering, Chongqing University, Chongqing 400044, China;National Engineering Research Center for Magnesium Alloys,Chongqing University, Chongqing 400044, China, E-mail:[email protected] Yang: E-mail: [email protected], Di Li: E-mail:[email protected], Zhihui Xing: E-mail: [email protected],College of Materials Science and Engineering, Chongqing University,Chongqing 400044, ChinaFusheng Pan, College of Materials Science and Engineering,Chongqing University, Chongqing 400044, China; NationalEngineering Research Center for Magnesium Alloys, ChongqingUniversity, Chongqing 400044, China, E-mail: [email protected]
High Temp. Mater. Proc. 2015; 34(8): 743–749

Recently, our research shows aminor addition of Sn cancontribute to the improvement of the mechanical propertiesofAZ80magnesiumalloys.However, there are few reports onthe effects of Y addition on the microstructure and mechan-ical properties of as-cast Sn-containing AZ80 magnesiumalloys. In this paper, microstructure of as-cast AZ80–2Snalloy by addition of Y has been discussed; the mechanicalproperties at room temperature were investigated.
Experimental procedures
High-purity Mg (>99.7%), Al (>99.7%), Zn (>99.6%), Sn(>99.8%), the Mg-5% Mn master alloy and the Mg-30% Ymaster alloy were used as raw materials. The additions ofY were 0, 0.50, 0.95 and 1.93 mass%. The chemicalcompositions of the studied alloys are shown in Table 1.
The experimental procedures are described as follows.The alloys were melted in a semicontinuous vacuuminduction melting furnace. The molten metal was heldfor about 20 min at 720℃, then poured into a columni-form iron mould with internal diameter of 85 mm andcooled rapidly by water. The melt was protected by amixture of SF6 and CO2 with the ratio of 1:100 duringthe melting and pouring stage. Microstructure and mor-phology were investigated by an optical microscopy (OM,NEISS NEOPHOT-30) and a scanning electron microscopy(SEM, TESCAN VEGA II). The specimens for OM and SEMwere prepared by standard technique of grinding with SiCabrasive and polishing with a diamond paste (2.5 μm).The specimens were etched by 4% oxalic acid, for about10 s before observed. The Oxford X-ray energy-dispersivespectroscopy (EDS) was employed to determine thephase’s chemical constitution of the specimens. The over-all phase constitutions of these alloys were analysed by aRigaku D/max-3C X-ray diffraction (XRD) instrument withCu Kα and a scanning rate of 0.01°/s.
Tensile tests at room temperature were performed onWE-10 materials test machine at a constant speed of 2mm/min. The ultimate tensile strength (UTS), YS and
elongation to rupture (Er) were the average values ofthree specimens. Fractographic observation was con-ducted on the SEM to clarify the fracture process.
Results
Effects of yttrium content on themicrostructure
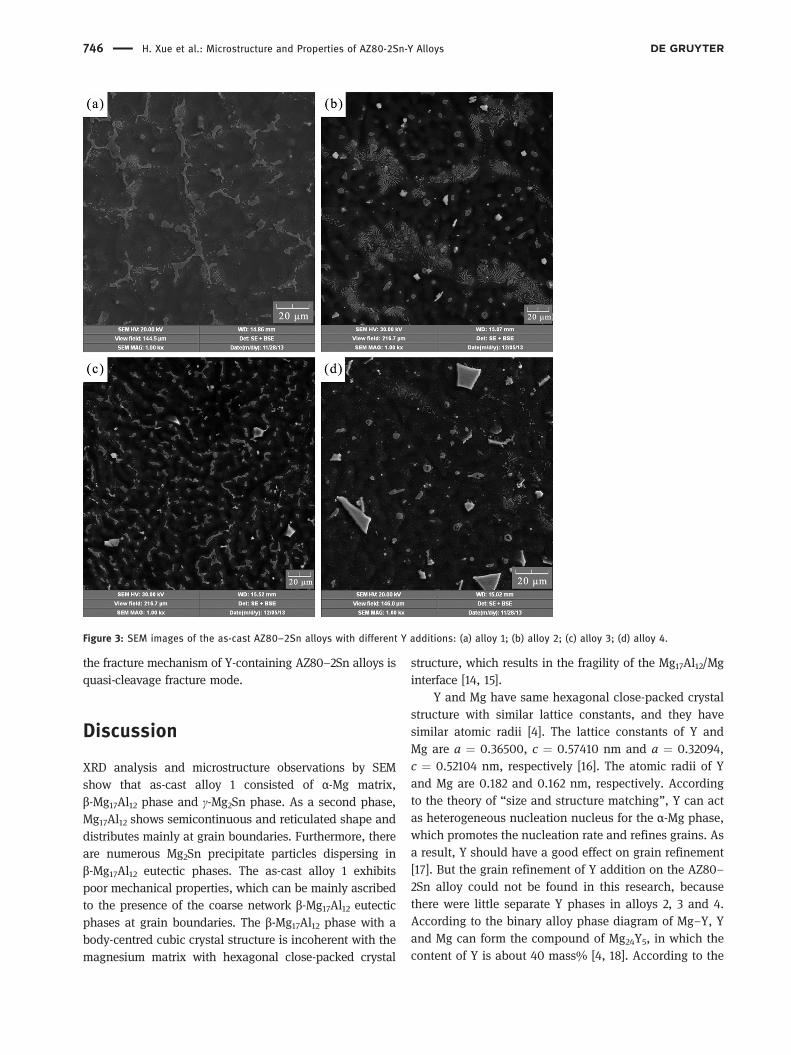
XRD analysis shows that the microstructure of as-castAZ80–2Sn alloy is mainly consisted of α-Mg phase,β-Mg17Al12 phase and Mg2Sn phase; additional diffractionpeaks of Al2Y phase emerge as a result of Y addition(Figure 1). The OM and SEM images of as-cast AZ80–2Snalloys with different Y contents are shown in Figures 2and 3, respectively. As shown in Figure 2, the microstruc-ture mainly shows dendrite morphology with the second-ary phases distributed in interdendritic spacing andalong grain boundaries. As seen from Figures 2(a) and 3(a), as-cast AZ80–2Sn alloy consisted of primary α-Mgmatrix and eutectic phase. These eutectic phases wereidentified to β-Mg17Al12 phase and γ-Mg2Sn phase by XRDand EDS analyses (Figure 4). As a second phase, Mg17Al12shows semicontinuous and reticulated shape and distri-butes mainly at grain boundaries. Furthermore, there arenumerous Mg2Sn precipitate particles dispersing inMg17Al12 eutectic phases. Figure 2(b)–(d) shows the metal-lographic structures of the as-cast alloys by additions of Yas 0.5, 0.95 and 1.93 mass%, respectively. It can be seenthat there have been significant effects on the metallo-graphic structure of alloys with Y addition. By adding Y,
Table 1: The chemical compositions of the studied alloys.
Alloy Compositions (mass %)
Mg Al Zn Mn Sn Y
Alloy 1 Bal. 8.29 0.75 0.29 2.01 0.00Alloy 2 Bal. 8.31 0.76 0.30 1.97 0.50Alloy 3 Bal. 8.30 0.75 0.30 1.93 0.95Alloy 4 Bal. 8.27 0.73 0.27 1.94 1.93
Figure 1: The XRD patterns of the as-cast AZ80–2Sn alloys withdifferent Y additions: (a) alloy 1; (b) alloy 2; (c) alloy 3; (d) alloy 4.
744 H. Xue et al.: Microstructure and Properties of AZ80-2Sn-Y Alloys

the amount of β-Mg17Al12 is decreased and the dimensionof that is reduced. Mg17Al12 eutectic phase turns to discon-tinuous, and the more disperse phases occur with theincrease of Y content. However, there has no obvious effecton grain refinement with Y addition, which is in agreementwith the previous work in the Mg-Zn-Al-Y alloy [13].
In addition, small polygonal particles are found inalloy 2 under SEM (Figure 3(b)); its chemical formulawas identified as Al2Y (2Al þ Y ¼ Al2Y) by EDS analysis(Figure 5). As shown in Figure 1, the XRD also shows theweak peaks of Al2Y phase. Further addition of Y elementleads to the rapid increment of Al2Y particles in the alloy.Once the content of Y exceeds 0.5 mass%, Al2Y phase parti-cles become more and more coarsening (Figure 3(c)–(d)).
Effects of yttrium content on theroom-temperature mechanical properties
The results of the tensile tests of the investigated alloys atroom temperature are shown in Figure 6. It can be seenthat the tensile strength and elongation of the AZ80–2Snalloys are improved with the addition of Y. Alloy 2 showsthe optimal mechanical property compared with alloy 1,where the tensile strength is improved by 18.65%, but theimprovement of YS seems unobvious. The further incre-ment of Y content leads to the decline of UTS and YS. The
elongation attains the maximum value of 8.23% when thecontent of Y reaches to 0.5 mass%, but further incrementof Y content leads to the rupture elongation thatdecreased slightly.
Figure 7 shows the SEM images of tensile fracturemorphology of the investigated alloys at room temperature.The fracture pattern of alloy 1 (Figure 7(a)) indicates quasi-cleavage steps and tear ridges, with the quasi-cleavagebeing the main characteristic. Alloy 1 with the charac-teristic of brittle fracture has low elongation value. Whenthe content of Y increases to 0.5 mass%, some dimples canbe observed on the fracture morphology, as shown inFigure 7(b), and the corresponding elongation is 8.23%.When the content of Y is up to 0.95 mass%, the fracturemorphology of the alloy 3 clearly shows a few local dim-ples, tear ridges and the formation of quasi-cleavage frac-ture characteristic (Figure 7(c)). When the content of Y is upto 1.93 mass%, the fracture morphology of alloy 4 demon-strates more brittle fracture models with tear ridge andcleavage step, as shown in Figure 7(d). In addition, somecoarse polygonal particles can be seen in alloys 3 and 4.Based on the above analyses, it can be found that thefracture mechanism of the investigated alloys has notbeen changed with the addition of Y, the fracture morphol-ogies mainly consist of some dimples and tear ridges, andsome secondary micro-cracks are also observed on thefracture morphology (Figure 7(d)). This demonstrates that
Figure 2: Metallographic structure of the as-cast AZ80–2Sn alloys with different Y additions: (a) alloy 1; (b) alloy 2; (c) alloy 3; (d) alloy 4.
H. Xue et al.: Microstructure and Properties of AZ80-2Sn-Y Alloys 745
the fracture mechanism of Y-containing AZ80–2Sn alloys isquasi-cleavage fracture mode.
Discussion
XRD analysis and microstructure observations by SEMshow that as-cast alloy 1 consisted of α-Mg matrix,β-Mg17Al12 phase and γ-Mg2Sn phase. As a second phase,Mg17Al12 shows semicontinuous and reticulated shape anddistributes mainly at grain boundaries. Furthermore, thereare numerous Mg2Sn precipitate particles dispersing inβ-Mg17Al12 eutectic phases. The as-cast alloy 1 exhibitspoor mechanical properties, which can be mainly ascribedto the presence of the coarse network β-Mg17Al12 eutecticphases at grain boundaries. The β-Mg17Al12 phase with abody-centred cubic crystal structure is incoherent with themagnesium matrix with hexagonal close-packed crystal
structure, which results in the fragility of the Mg17Al12/Mginterface [14, 15].
Y and Mg have same hexagonal close-packed crystalstructure with similar lattice constants, and they havesimilar atomic radii [4]. The lattice constants of Y andMg are a ¼ 0.36500, c ¼ 0.57410 nm and a ¼ 0.32094,c ¼ 0.52104 nm, respectively [16]. The atomic radii of Yand Mg are 0.182 and 0.162 nm, respectively. Accordingto the theory of “size and structure matching”, Y can actas heterogeneous nucleation nucleus for the α-Mg phase,which promotes the nucleation rate and refines grains. Asa result, Y should have a good effect on grain refinement[17]. But the grain refinement of Y addition on the AZ80–2Sn alloy could not be found in this research, becausethere were little separate Y phases in alloys 2, 3 and 4.According to the binary alloy phase diagram of Mg–Y, Yand Mg can form the compound of Mg24Y5, in which thecontent of Y is about 40 mass% [4, 18]. According to the
Figure 3: SEM images of the as-cast AZ80–2Sn alloys with different Y additions: (a) alloy 1; (b) alloy 2; (c) alloy 3; (d) alloy 4.
746 H. Xue et al.: Microstructure and Properties of AZ80-2Sn-Y Alloys

ternary alloy phase diagram of Mg–Al–Y, Al and Y canform compounds of Al2Y and Al3Y, in which the contentof Y is about 27% and 32 mass%, respectively [4, 18]. Inthis research, the Al2Y compound was identified, but any
binary compounds of Mg–Y and ternary compounds ofMg–Al–Y were not found. The melting point of Al2Y is1485℃ [19] and the crystallization temperature of Al2Y(980℃) is much higher than the eutectic reaction
Figure 4: SEM image and EDS results of as-cast alloy 1. (a) SEM microstructure, and (b) and (c) EDS spectra detected from phases A and B in (a).
Figure 5: SEM image and EDS result of as-cast alloy 2. (a) SEM microstructure and (b) EDS result of Y-containing intermetallic compounds.
H. Xue et al.: Microstructure and Properties of AZ80-2Sn-Y Alloys 747

temperature of L (450℃) →α-Mg þ Mg17Al12. Thus, Al2Yphase will preferentially form and concentrates at thefront edge of α-Mg phase. Obviously, during the solidifi-cation process, Al2Y phase is difficult to act as heteroge-neous nucleation nucleus for the α-Mg phase due to its
cubic crystal structure and large lattice constant (a ¼0.786 nm). Therefore, this can explain why there has noobvious effect on grain refinement with Y addition.
As shown in Figure 6, the tensile strength and elonga-tion of the AZ80–2Sn alloys are improved with the
Figure 6: The typical stress–strain curves (ⅰ) and tensile properties (ⅱ) of the as-cast AZ80–2Sn alloys with different Y additions tested at RT.(a) Alloy 1; (b) alloy 2; (c) alloy 3; (d) alloy 4.
Figure 7: The SEM images of the tensile fracture morphology of the investigated alloys: (a) alloy 1; (b) alloy 2; (c) alloy 3; (d) alloy 4.
748 H. Xue et al.: Microstructure and Properties of AZ80-2Sn-Y Alloys

addition of Y. The improvement of tensile strength ismainly ascribed to the refinement of Mg17Al12 phase andthe dispersion strengthening. During the solidification pro-cess, a majority of the Al in Y-containing AZ80–2Sn alloyis depleted because of the formation of Al2Y, which canreduce the volume fraction of Mg17Al12 phases. Thedecrease in the volume fraction of Mg17Al12 phase alsoleads to the increase in tensile strength [14, 15]. Duringthe process of further cooling, the growth of Mg17Al12phase is restricted greatly due to the enrichment of Yatoms in solid–liquid interface. Therefore, Mg17Al12 phaseis modified from semicontinuous network to fine dispersedphases. The fine Mg17Al12 phases and Al2Y phases canhinder the slippage of dislocation, which can improvethe room-temperature properties of experimental alloy.Similarly, the improvement of elongation may be attribu-ted to the refinement of Mg17Al12 phase. Research ondeformation mechanism in squeeze-cast AZ91–X (Y, Ndand Sr) alloys indicates that micro-crack originates fromthe interface between the coarse network Mg17Al12 eutecticphase and α-matrix [13]. By adding Y, the amount ofMg17Al12 is decreased and the dimension of that is reduced.Thus, the elongation of experimental alloy is slightlyimproved when the content of Y reaches to 0.5 mass%.
However, the mechanical properties of experimentalalloys are decreased at room temperature when the con-tent of Y exceeds 0.5 mass%. The decreases are ascribedto the following reasons. When the content of Y exceeds0.5 mass%, Al2Y phase becomes coarsening. There arelarge amounts of coarse polygonal Al2Y phases that appearin the alloys and weaken the dispersion strengtheningeffect. In addition, the coarse polygonal intermetallicphase particles have been found to have significant impacton the micro-cracks formation and the flaws propagation.This point can be supported by the fracture morphologyobservation of alloys 3 and 4 (Figure 7(c)–(d)); somecoarse polygonal particles can be observed lying inthe dimple, and these polygonal particles are proved tobe Al2Y phase by EDS analysis. This indicates that somemicro-cracks originate from the interface between the hardAl2Y phases and α-matrix in the case of severe strains.Thus, all of these factors can contribute to decreasedductility and strength of alloys 3 and 4.
Conclusions
(1) Mg17Al12 eutectic phase in as-cast AZ80–2Sn alloyshows semicontinuous and reticulated shape and dis-tributes mainly at grain boundaries. Furthermore,there are numerous Mg2Sn precipitate particles
dispersing in Mg17Al12 eutectic phases. The AZ80–2Snalloys with variable Y contents all contain Al2Y phase.By adding Y, the amount of Mg17Al12 is decreased andthe dimension of that is reduced. But there has noobvious effect on grain refinement with Y addition.
(2) The tensile tests at room temperature indicate thatthe best comprehensive properties are obtainedwhen the addition of Y is 0.5 mass%. When thecontent of Y is above 0.5 mass%, the tensile strengthand elongation become decreasing.
(3) The improvement of tensile strength is mainlyascribed to the refinement of Mg17Al12 phase andthe dispersion strengthening. The decrease isascribed to the coarsening of Al2Y phases when thecontent of Y exceeds 0.5 mass%.
Funding: This work was financially supported by theNational Basic Research Program of China (2013CB632200)and the sharing fund of Chongqing University’s large-scaleequipment (20131063009).
References
1. Mordike BL, Ebert T. Mater Sci Eng A 2001;302:37–45.2. Kojima Y. Platform science and technology for advanced mag-
nesium alloys. In: Kojima Y, Aizawa T, Kamado S, editors.Magnesium Alloys 2000. Zurich-Uetikon: Trans TechPublications Ltd, 2000:3–17.
3. Yang MB, Cheng L, Sheng J, Pan FS. Rare Met 2009;28:576–81.4. Pan FS, Chen MB, Wang JF, Peng J, Tang AT. Trans Nonferrous
Met Soc China 2008;18:1–6.5. Mukai T, Higashi K. Scr Mater 2001;44:1493–6.6. Kim HK, Lee YI, Chung CS. Scr Mater 2005;52:473–7.7. Zhou JX, Wang J, Wang J, Yang YS. Trans Nonferrous Met Soc
China 2010;20:331–5.8. Li DQ, Wang QD, Ding WJ. Rare Met 2011;30:131–6.9. Kashefi N, Mahmudi R. Mater Des 2012;39:200–10.10. Tong GD, Liu HF, Liu YH. Trans Nonferrous Met Soc China
2010;20:336–40.11. Wang SR, Guo PQ, Yang LY, Wang YJ. J Mater Eng Perform
2009;18:137–44.12. Luo Q, Cai QZ, Fan ZT, Zhao Z. Int J Cast Metals Res 2012;25:
341–6.13. Zou HH, Zeng XQ, Zhai CQ. Mater Sci Eng A 2005;402:142–8.14. Lu YZ, Wang QD, Ding WJ, Zeng XQ, Zhu YP. Mater Lett
2000;44:265–8.15. Srinivasan A, Swaminathan J, Pillai UTS, Guguloth K, Pai BC,
Guguloth K, et al. Mater Sci Eng A 2008;485:86–91.16. Guo XT, He LJ, Li PJ, Zeng DB. J Rare Earths 2004;22:277–81.17. Wang MX, Zhou H, Wang L. J Rare Earths 2007;25:233–7.18. Liu CM, Zhu XR. Phase diagrams for magnesium alloys. In: Liu
CM, Zhu XR, editors. Changsha: Central South University Press,2006:61–62, 152–154. (in Chinese).
19. Socjusz-Podosek M, Litynska L. Mater Chem Phys 2003;80:472–5.
H. Xue et al.: Microstructure and Properties of AZ80-2Sn-Y Alloys 749