handhållna maskiner och ergonomi1026710/fulltext01.pdf · the assessment was based on declared...
TRANSCRIPT

EXAMENSARBETE2006:087 CIV
JENNY NILSSONKRISTINA ÖHRNER
Handhållna maskineroch ergonomi
En arbetsplatsstudie med fokus på vibrationer
CIVILINGENJÖRSPROGRAMMETErgonomisk design och produktion
Luleå tekniska universitetInstitutionen för Arbetsvetenskap
Avdelningen för Ljud och vibrationer
2006:087 CIV • ISSN: 1402 - 1617 • ISRN: LTU - EX - - 06/87 - - SE

Förord I första hand vill vi rikta vår tacksamhet till Scania CV i Södertälje, främst till företagshälsovården och motormonteringen, som gav oss möjligheten att genomföra det här examensarbetet. Ett speciellt tack till våra handledare Anders Rundgren, skyddsingenjör, Helena Börjesson, ergonom/sjukgymnast, Anne Clausén, ergonom/sjukgymnast samt Anders Ågren, professor i teknisk akustik vid Luleå tekniska universitet. Ett stort tack till alla montörer på D12-line som svarat på våra frågor och tillåtit att vi studerat deras arbete, alla produktionsledare och alla produktionstekniker som bidragit till vårt arbete på olika sätt. Vi vill även tacka Lars Skogsberg, chef över konstruktionsstöd och ergonomi på Atlas Copco, som tillhandahöll information och tog emot oss på studiebesök, Ingrid Svensson på Saab för svar på frågor kring ergonomiutvärderingsverktyget BUMS, Pär Friberg på Arbetsmiljöverket för svar på frågor kring föreskriften Vibrationer (AFS 2005:15) samt Lars Oxelmark för att han bidragit med sina expertkunskaper inom åtdragningsteknik. Eftersom det är många som hjälpt oss under arbetets gång finns även ett antal personer omnämnda i ”Tack till” i rapportens slut. ___________________________ ___________________________ Jenny Nilsson Kristina Öhrner

Läsanvisningar De som läser rapporten har olika förkunskaper och olika intressen av rapporten. Anvisningarna nedan är tänkta som hjälp för att hitta rätt information. Oinvigda läsare De läsare som önskar full förståelse för arbetet rekommenderas att läsa hela rapporten. Läsare med förkunskaper Alla läsare bör oavsett förkunskap läsa Sammanfattning, kapitel 5 Resultat, 6 Diskussion samt 7 Slutsatser och rekommendationer. Läsaren rekommenderas att läsa de delar ur kapitel 2 Teori och bakgrundsfakta där förkunskaper saknas. Saknas kunskaper kring arbetet på Scania är kapitel 3 Nulägesbeskrivning samt 4.2.1 BUMS viktiga för förståelsen av resultatet. Övriga delar ur 4 Metod och genomförande kan läsas i den mån förståelse för arbetsmetodiken önskas. Insatta läsare De läsare som väl känner till arbetet på motormonteringen och främst är intresserade av de resultat som tagits fram, kan inrikta sig på Sammanfattning, kapitel 5 Resultat, 6 Diskussion samt 7 Slutsatser och rekommendationer. Kapitel 2 Teori och bakgrundsfakta samt 4 Metod och genomförande kan användas som uppslagsverk i den mån kunskap önskas.

Abstract The goal of this work has been to investigate and map vibrations from handheld machinery on the D12-line, one of the assembly lines at Scania, the truck manufacturer. The work was focused on production area 4. The project also aims to investigate how the work posture influences the absorption of vibrations, focusing on hand, wrist, arm and shoulder. The purpose of the mapping was to investigate if the daily exposure to vibration, on the department of engine assembly, fulfils the new law demands that came in to force the 1st of July 2005 (AFS 2005:15). The exposure to vibration has been estimated by the risk assessment method described in the AFS. The assessment was based on declared vibration values from the supplier, correction and security factor 1.5 and the user time. Most machines in the engine assembly unit have a declared vibration value at 2.5 m/s2, which means that they may be used 3.5 hours per 8-hour working day or 1 minute and 45 seconds per 4-minute working cycle. The investigations show that the whole D12-line meets the demands of the law regarding daily vibration exposure. One production area, number 5, is in the risk zone to exceed the limitations. One should be aware that this is only a rough estimation, which only hints towards the real state of things. No consideration has been taken for individual differences in work technique due to lack of time. The energy absorption of vibrations to the body depends on the user. For example: through individual factors such as the force used to press the machine against the work piece and grip on the machine handle. The ergonomics of the area have been analysed by an evaluation tool called BUMS, which originates from the car manufacturer Saab. The result from production area 4 shows that of nine stations: two are green (goal zone), three stations became yellow (norm zone) and the remaining four were classed as red (action zone). Generally you could say that the largest problems in area 4 are heavy lifting, angled wrists and poor work postures. Worth noting is that the proper education on this evaluation tool (BUMS) hadn’t been received before usage. A Guide for risk assessment of hand-arm vibrations has been created. It contains two parts. The first part is used to calculate the daily exposure to vibrations. The second part is used when observing factors that make the body’s absorption of vibrations larger. Among possible causes of these factors is the reaction torque of machines, poor work posture and extensions that are loose. Some of these factors were observed at area 4. To facilitate the purchase of new equipment, a Checklist for choice and evaluation of handheld machines has been created. This exam project deals with more ergonomics and less vibration than originally planned. The reason is that during the project the conclusion was made that the biggest problem in the production unit is ergonomics, not vibration. Improper method of working is the cause of most of the physical problems of the personnel. We recommend intensified work with ergonomics, using BUMS, to reduce sick day-costs and increase wellbeing. The assembly personnel should get an education in ergonomics to be able to evaluate their own and other’s methods of working. This education should also give the personnel the necessary knowledge to correct ergonomic flaws in the work place and thus improve the work environment. Support from the management is necessary to create a suitable environment to work with these issues.
Sammanfattning Arbetet gick ut på att undersöka och kartlägga vibrationer från handhållna monteringsmaskiner. Arbetsställningens inverkan på vibrationsupptaget undersöktes, främst med avseende på hand, handled, arm och skuldra. Projektet utfördes på D12-line, en av lastbilstillverkaren Scanias motormonteringslinor. Fokus lades på område 4. Kartläggningen syftar till att undersöka om den dagliga vibrationsexponeringen, på Scanias motormontering, uppfyller de nya lagkraven som började gälla från 1 juli 2005 (AFS 2005:15). Med hjälp av den riskbedömningsmetod som beskrivs i denna AFS har vibrationsexponeringen uppskattats. Uppskattningen har gjorts med hjälp av deklarerade vibrationsvärden från leverantör, en korrektions- och säkerhetsfaktor på 1,5 samt tidtagning av användningstid. De flesta maskiner på motormonteringen har ett deklarerat vibrationsvärde på 2,5 m/s2, vilket innebär att de får användas 3,5 h per 8 h arbetsdag eller 1 min och 45 s per 4 minuters takt. Undersökningar visar att hela D12-line uppfyller lagkraven gällande daglig vibrationsexponering. Område 5 ligger dock i riskzonen för att överskrida kraven. Man bör vara medveten om att detta är en väldigt grov uppskattning, som bara ger en fingervisning om verkliga förhållanden. Detta eftersom hänsyn till individuella skillnader i arbetsteknik har ej undersökts på grund av tidsbrist. Kroppens energiupptag av vibrationer är beroende av användaren genom t.ex. individuella faktorer, matningskraft samt grepp om maskinen. Ergonomin har undersökts med hjälp BUMS, belastningsergonomisk utvärderingsmall Saab. Resultatet av undersökningen visar att av område 4:s nio arbetsstationer bedöms två som gröna (målzon), tre av stationerna blev gula (normzon) och de övriga fyra klassas som röda (åtgärdszon). Generellt kan man se att de största problemen på område 4 är tunga lyft, vinklade handleder samt dåliga arbetsställningar. Något som kan vara värt att notera är att utbildningen som bör genomgås innan användning av BUMS inte varit tillgänglig. En Guide för riskbedömning av hand-arm vibrationer har tagits fram, den kommer att finnas i Scanias arbetsmiljöhandbok. Guiden består av två delar. Den första används för att beräkna daglig vibrationsexponering. Den andra delen används vid observationer av förvärrande faktorer, till exempel ryck som inte tas upp av mothåll, dålig arbetsställning och glappande hylsa. På område 4 observerades en del av dessa faktorer, vilka kan förvärra kroppens upptag av vibrationer. Även en Checklista för val och bedömning av handhållna maskiner har tagits fram för att underlätta vid köp av ny utrustning. Checklistan ska införas i Scanias TFP, tekniska föreskrifter för produktionsutrustning. Examensarbetet kom att handla mer om ergonomi och mindre om vibrationer än vad som var tänkt vid projektets början. Detta eftersom det framkom under arbetets gång att det inte är vibrationerna som är det största problemet inom produktionen utan att det är ergonomin, då främst felaktigt arbetssätt, som ger de flesta fysiska besvären hos montörerna. Montörerna arbetar fel på grund av okunskap om ergonomi men även på grund av dåligt utformade stationer. Vi rekommenderar ett intensifierat arbete med ergonomi, med hjälp av BUMS, för att minska sjukskrivningskostnaderna och öka trivseln. Montörerna bör utbildas inom ergonomi för att kunna utvärdera sitt eget och andras arbetssätt. Utbildningen bör ge personalen den nödvändiga kunskapen för att kunna förbättra sin arbetsmiljö genom att åtgärda ergonomiska brister på arbetsplatsen. Uppmuntran från ledningen krävs för att skapa ett lämpligt klimat för att kunna jobba med dessa frågor.

Innehållsförteckning
1 INLEDNING............................................................................................................. 8
1.1 Bakgrund ......................................................................................................................................................... 8
1.2 Syfte.................................................................................................................................................................. 8
1.3 Mål.................................................................................................................................................................... 8
1.4 Företagspresentation....................................................................................................................................... 9 1.4.1 Scania ........................................................................................................................................................ 9 1.4.2 Motortillverkning ...................................................................................................................................... 9
1.5 Antaganden och avgränsningar ..................................................................................................................... 9
2 TEORI OCH BAKGRUNDSFAKTA ...................................................................... 11
2.1 Ergonomi ....................................................................................................................................................... 11 2.1.1 BUMS ..................................................................................................................................................... 11 2.1.2 Arbetsställning ........................................................................................................................................ 11 2.1.3 Handens och armens ergonomi ............................................................................................................... 14 2.1.4 Arbetsställning i förhållande till handhållen maskin ............................................................................... 19 2.1.5 Matningskraft och reaktionsmoment ....................................................................................................... 19 2.1.6 Handtagsutformning................................................................................................................................ 22
2.2 Vibrationer .................................................................................................................................................... 24 2.2.1 Överföring av vibrationer till hand och arm............................................................................................ 24
2.3 Lagar och riktlinjer för kartläggning av hand-arm vibrationer............................................................... 25 2.3.1 Riskbedömning........................................................................................................................................ 25 2.3.2 Beräkning av daglig vibrationsexponering.............................................................................................. 26 2.3.3 Åtgärder för att minska vibrationsexponeringen ..................................................................................... 26 2.3.4 Vibrationsmätning på handhållna maskiner ............................................................................................ 26
2.4 Skador relaterade till handintensivt arbete ................................................................................................ 28 2.4.1 Cirkulationsstörningar ............................................................................................................................. 28 2.4.2 Nervfunktionsstörningar.......................................................................................................................... 29 2.4.3 Störningar i rörelseapparaten................................................................................................................... 30 2.4.4 Känsliga individer ................................................................................................................................... 33
2.5 Skillnader mellan kvinnor och män ............................................................................................................ 33
2.6 Handhållna monteringsmaskiner ................................................................................................................ 34 2.6.1 Ryck ........................................................................................................................................................ 34 2.6.2 Stöt .......................................................................................................................................................... 34 2.6.3 Maskintyper............................................................................................................................................. 35 2.6.4 Grepptyper............................................................................................................................................... 36
2.7 Exponeringsminskande åtgärder................................................................................................................. 38
2.8 Checklista för val och bedömning av handhållna maskiner...................................................................... 39
3 NULÄGESBESKRIVNING .................................................................................... 40
4 METOD OCH GENOMFÖRANDE ........................................................................ 41

4.1 Informationsinsamling.................................................................................................................................. 41 4.1.1 Statistik från företagshälsovård ............................................................................................................... 41 4.1.2 Litteratur.................................................................................................................................................. 41 4.1.3 Laborationslåda ....................................................................................................................................... 41 4.1.4 Intervjuer ................................................................................................................................................. 41 4.1.5 Ostrukturerade intervjuer ........................................................................................................................ 41 4.1.6 Observationer .......................................................................................................................................... 42 4.1.7 Kurser ...................................................................................................................................................... 42 4.1.8 Studiebesök, Saab.................................................................................................................................... 42 4.1.9 Studiebesök, Atlas Copco........................................................................................................................ 42 4.1.10 Studiebesök, Gjuteriet, Scania............................................................................................................... 42
4.2 Ergonomikartläggning.................................................................................................................................. 43 4.2.1 BUMS ..................................................................................................................................................... 43 4.2.2 Ergonomi - frågeformulär........................................................................................................................ 43
4.3 Vibrationskartläggning................................................................................................................................. 44 4.3.1 AFS 2005:15, Vibrationer ....................................................................................................................... 44 4.3.2 Allmän överblick..................................................................................................................................... 44 4.3.3 Grundlig riskbedömning.......................................................................................................................... 44 4.3.4 Grov riskbedömning................................................................................................................................ 45 4.3.5 Vibrationsmätning................................................................................................................................... 45
4.4 Guide för riskbedömning av hand-arm vibrationer .................................................................................. 46
4.5 Checklista för handhållna maskiner ........................................................................................................... 46
5 RESULTAT ........................................................................................................... 47
5.1 Hälsostatistik ................................................................................................................................................. 47 5.1.1 Besöksstatistik, företagshälsovården....................................................................................................... 47 5.1.2 Sjukfrånvaro ............................................................................................................................................ 48 5.1.3 Arbetsskador, handhållna maskiner......................................................................................................... 50
5.2 Ergonomi - frågeformulär............................................................................................................................ 51
5.3 Ergonomikartläggning.................................................................................................................................. 53 5.3.1 Arbetsstationens utformning ................................................................................................................... 53 5.3.2 Arbetsinnehåll ......................................................................................................................................... 60 5.3.3 Handhållna maskiner............................................................................................................................... 65 5.3.4 Allmänna förbättringsförslag................................................................................................................... 70
5.4 Vibrationskartläggning................................................................................................................................. 73 5.4.1 Allmän överblick..................................................................................................................................... 73 5.4.2 Grundlig riskbedömning, område 4......................................................................................................... 73 5.4.3 Grov riskbedömning, D12....................................................................................................................... 73
5.5 Vibrationsmätning ........................................................................................................................................ 75
5.6 Guide för riskbedömning av hand-arm vibrationer .................................................................................. 76
5.7 Checklista för handhållna maskiner ........................................................................................................... 77 5.7.1 Motivering till checklistans frågor .......................................................................................................... 77
6 DISKUSSION ........................................................................................................ 80
6.1 Hälsostatistik ................................................................................................................................................. 80

6.2 Ergonomikartläggning.................................................................................................................................. 80 6.2.1 BUMS ..................................................................................................................................................... 80 6.2.2. Ergonomi – Frågeformulär ..................................................................................................................... 80
6.3 Vibrationskartläggning................................................................................................................................. 81 6.3.1 Kartläggare, ”sakkunnig person”............................................................................................................. 81 6.3.2 Vibrationstal från leverantör.................................................................................................................... 81 6.3.3 Säkerhetsfaktor........................................................................................................................................ 81
6.4 Guide för riskbedömning av hand-arm vibrationer .................................................................................. 82
6.5 Checklista för handhållna maskiner ........................................................................................................... 82
7 SLUTSATSER OCH REKOMMENDATIONER..................................................... 83
TACK TILL ............................................................................................................... 84
REFERENSER ......................................................................................................... 85 BILAGOR Antal sidor Bilaga 1 – Intervju med Lottie Lord Johansson 1 Bilaga 2 – BUMS 2 Bilaga 3 – Skillnader mellan kvinnor och män 2 Bilaga 4 – Studiebesök, Gjuteriet, Scania 1 Bilaga 5 – Ergonomi – frågeformulär 1 Bilaga 6 – Beräkning av maximal användningstid 1 Bilaga 7 – Kommentarer från montörer på område 4 2 Bilaga 8 – Sammanställning av vibrationsvärden, D12 3 Bilaga 9 – Riskbedömning, område 4 2 Bilaga 10 – Kommentarer till riskbedömning, område 4 2 Bilaga 11 – Riskbedömning, D12 1 Bilaga 12 – Guide för riskbedömning av hand-arm vibrationer 5 Bilaga 13 – Checklista för handhållna maskiner 2

1 Inledning I detta kapitel beskrivs bakgrunden till examensarbetet, företagets historik och kort om den avdelningen arbetet utförts på. Examensarbetets syfte, mål och avgränsningar behandlas även.
1.1 Bakgrund Civilingenjörsutbildningen Ergonomisk Design och Produktion avslutas med ett examensarbete som omfattas av ett 20 veckors långt projektarbete. Ett krav på arbetet är att det innehåller fördjupning inom programmet samt att det behandlar väsentliga ergonomiska aspekter. Möjlighet gavs att utföra arbetet på Scania i Södertälje. Projektet utfördes på avdelningen för motormontering med stöd av handledare från företagshälsovården. Examensarbetet syftar till att undersöka vibrationer och ergonomi hos handhållna monteringsmaskiner. Bakgrunden till arbetet är att den 1 juli 2005 trädde en ny författningssamling från arbetsmiljöverket i kraft (AFS 2005:15). Skriften påvisar att arbetsgivaren ska genomföra en riskbedömning av den dagliga vibrationsexponeringen som arbetstagarna utsätts för. Om insatsvärdena överskrids är arbetsgivaren skyldig att vidta tekniska och/eller organisatoriska åtgärder samt erbjuda medicinsk kontroll till personal som utsatts för denna vibrationsexponering. Arbetsgivaren ska även utbilda och informera arbetstagarna som utsätts för risker till följd av vibrationsexponering om de risker de utsätts för.1
1.2 Syfte Syftet med examensarbetet är att genomföra ett projekt för ett företag med handledning från universitet och arbetsgivare. Arbetet utförs på företaget vilket kräver självständigt arbete och planering, en bra förberedelse för arbetslivet. Företaget önskar att arbetet med vibrationskartläggning påbörjas och att en metod för det fortsatta arbetet tas fram. Vidare önskas en undersökning av hur arbetsställningen och ergonomin påverkar vibrationsupptaget hos operatören.
1.3 Mål Målet är att ta fram förslag till bättre arbetsförhållanden för montörer vid motormonteringen genom att minska skaderisken till följd av vibrationsexponering och förbättra de ergonomiska förutsättningarna. Företaget önskar få en kartläggning av handhållna monteringsmaskiners vibrationstal och en undersökning av ergonomin på D12-line. En mall utformad för hur kartläggningar ska utföras framöver önskas även. Även en checklista utformas för att erbjuda stöd och hjälp vid inköp av maskiner. Scania har som Hälso- och Arbetsmiljöpolicy att ligga väl under riktlinjer från myndigheter, se Arbetsmiljöhandbok, SAH-01-01 och önskar göra detta även när det gäller de nya vibrationsföreskrifterna (AFS 2005:15). 1 Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15.
8

1.4 Företagspresentation
1.4.1 Scania Scania har sedan början av 1950-talet utvecklats från att vara ett nationellt till att bli ett globalt företag. Scania tillverkar tunga lastbilar, bussar samt industri- och marinmotorer. Företaget erbjuder även kunden service, tjänster och finansiering. Scania finns i Europa, Latinamerika, Asien, Afrika och Australien. Företaget har ca 28 000 anställda över hela världen, varav cirka 12 000 finns i Sverige. De svenska produktionsenheterna finns i Södertälje, Falun, Luleå, Oskarshamn och Sibbhult. De flesta komponenterna för den europeiska lastbilstillverkningen produceras i Sverige. I Södertälje tillverkas motorer och växellådor, i Falun axlar, i Oskarshamn hytter, i Sibbhult växellådor samt retarder och i Luleå rambalkar samt bakaxelbryggor. I Södertälje finns dessutom huvudkontor och produktutveckling. Slutmontering, det vill säga när alla komponenter monteras ihop till en komplett lastbil, sker i Södertälje, Zwolle i Holland och Angers i Frankrike.
1.4.2 Motortillverkning I gjuteriet gjuts och bearbetas motorblock och cylinderhuvuden till Scanias motorer. Bearbetning sker av bl.a. motorblock, kamaxlar, cylinderhuvuden och vevaxlar. Monteringen av motorer för den europeiska marknaden är koncentrerad till Södertälje. På den del av motormonteringen som detta examensarbete utförts byggs 9-, 11- och 12-liters lastbils- och bussmotorer. Motorerna byggs enligt ett modulsystem, vilket innebär att samma komponenter används på olika motormodeller. Alla motorer har gjutna motorblock, våta cylinderfoder och separata cylinderhuvuden med fyra ventiler. Konstruktionen förenklar avsevärt vid underhåll och reparationer. Ventilmekanismen drivs av en högt monterad kamaxel och rullyftare. Samma ventilmekanism och motortransmission används till alla motorer.
1.5 Antaganden och avgränsningar Examensarbetet avgränsas tidsmässigt genom att det ska genomföras på tjugo veckor, en termins heltidsarbete. Endast D12-line på motormonteringen har undersökts för att få tillräckligt med djup på den korta tiden. Området med högst besöksstatistik på företagshälsovården valdes ut för noggrannare granskning av arbetsställningar och maskiners användningstid. Arbetet har dock fokuserats på undersökning av hand, handled, arm och axel ur belastningsergonomisk synvinkel. Hand- och armvibrationer har även studerats. Vid beräkning av den dagliga vibrationsexponeringen användes endast deklarerade vibrationsvärden från leverantör, värden framtagna i laboratorium. Vibrationsmätningar gjordes på ett fåtal maskiner för att kunna jämföra verkligheten med värden från leverantör. De flesta mätningarna gjordes för att få en snabb översikt, endast ett fåtal mätning gjordes enligt ISO-standard 5349-2.
9

I lagen (AFS 2005:15) står det att arbetsgivaren har skyldighet att erbjuda medicinska kontroller då insatsvärdet för daglig vibrationsexponering överskrids. Utsätts personal för risker till följd av vibrationsexponering ska arbetsgivaren informera och utbilda personalen angående detta. Ämnena har berörts i detta arbete, men det ansågs ligga utanför projektets avgränsningar och har därför inte studerats mer noggrant. Läkarna på företagshälsan arbetar med att ta fram riktlinjer för detta, se stycke 4.3.1 AFS 2005:15, Vibrationer och bilaga 1 - Intervju med Lottie Lord Johansson. Vibrationspåverkan är starkt beroende av ergonomiska aspekter och då särskilt handledsvinklar och armställning. Arbete med hand och arm är i sin tur beroende av hela kroppsställningen vilket resulterat i att ergonomiutredningen har tagit större del av arbetet än vad som planerades från början. Det ansågs viktigare att jobba med ergonomi, med fokus på det som direkt hänger samman med handmaskinsarbete, istället för att endast fokusera på förbättringsförslag kring vibrationer.
10
2 Teori och bakgrundsfakta Här sammanfattas den litteratur som legat till grund för arbetet. I kapitlen Metod och genomförande samt Resultat har det direkt hänvisats till avsnitt i detta kapitel.
2.1 Ergonomi Ergonomi är läran om människan i arbete; samspelet mellan människan och arbetsredskapen.
2.1.1 BUMS BUMS står för belastningsergonomisk utvärderingsmall Saab. Den är framtagen av Saab Hälsan i Trollhättan och den uppfyller väl de belastningsergonomiska krav som är ställda av General Motors International Organisation samt svensk lagstiftning inom området. Syftet med utvärderingsmallen är att den ska vara ett enkelt hjälpmedel för produktionstekniker, skyddsombud, operatörer och arbetsledare inom produktionen. I BUMS resulterar varje bedömning av arbetsmoment i en färg; grön, gul eller röd enligt nedan: Grönt: Målzon. Obetydlig risk för belastningsskada, utom möjligen för vissa särgrupper.
Acceptabelt. Gult: Normzon. Risk för belastningsskada för vissa arbetstagare. Möjligtvis oacceptabel.
Expertfunktion kan vid behov tillkallas för noggrannare värdering av den sammanlagda belastningen.
Rött: Åtgärdszon. Stor risk för belastningsskada för flertalet arbetstagare. Oacceptabelt. Krav på förändring, arbetsrotation bör införas fram till acceptabel lösning.
Tjugo enskilda punkter används till att utvärdera stationens olika arbetsmoment. Dessa punkter sammanställs och ger en total utvärdering av hela stationen. Denna helhetsbedömning får alltså också en färg. Se bilaga 2 – BUMS för exempel på hur mallen ser ut. BUMS första punkt handlar om antalet repetitioner per timme. Den besvaras med utgångspunkt från högsta antalet repetitioner oavsett typ av arbete. Punkterna som följer har två frågor parvis, den första gällande kroppsställning/arbetsmoment och den andra gällande dess repetivitet/varaktighet. Dessa frågor besvaras med utgångspunkt från den värsta kroppsställningen som förekommer, repetiviteten kommer här som följdfråga.2
2.1.2 Arbetsställning ”Människans kropp är gjord för rörelse. För att underhålla kroppens funktioner behövs en lagom blandning av rörelse, belastning och återhämtning.” 3 Att ha samma arbetsställning under en hel dag är inte att rekommendera, man måste kunna växla ställning ofta. Om arbetet kräver stor rörlighet, kraft och räckvidd bör det utföras stående. Står
2 BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion. 3 Belastningsergonomi. Arbetsmiljöverkets författningssamling, AFS 1998:1.
11

man still längre tidsperioder kan detta leda till risk för överbelastning på hjärta och blodcirkulation, samt på leder i fötter, ben och rygg. Genom att växla mellan sittande och rörligt arbete undviks detta. En omväxlande arbetsdag, där olika typer av fysiska aktiviteter varvas med avkoppling, är idealiskt för människan. Ett bra arbete, både för verkstads- och kontorspersonal, innebär alltså varierade arbetsuppgifter med olika kroppsställningar och belastningsnivåer. Arbetet ska vara innehållsrikt och utvecklande. Statisk belastning av en muskel innebär att muskeln spänns under längre perioder utan möjlighet till avslappning eller rörelse. Som exempel kan nämnas musklerna i skuldrorna som spänns för att hålla upp och ge stadga åt armarna när händerna arbetar. Om man då inte får tillfälle att vila, börjar mjölksyra bildas. Trötthet och värk uppstår, vilka är tecken på överbelastning. Får detta fortgå kan muskelfästen bli inflammerade och kroniska besvär kan till slut uppstå. Musklerna föredrar att arbeta dynamiskt, dvs. växla mellan spänt och avslappnat läge. Den statiska belastningen kan brytas med pausgymnastik för att öka blodcirkulationen. Rätt arbetshöjd, med möjlighet att till exempel vila underarmarna på bordsytan istället för att hålla dem i luften, minskar den statiska belastningen. Se figur 1 och 2. 4
Figur 1. Exempel på arbetsuppgifter som innebär Figur 2. Skuldermusklerna jobbar statisk belastning. statiskt om inte avlastning finns för armarna. Ensidigt upprepad belastning sker när samma kroppsdelar används på ungefär samma sätt under en längre tidsperiod utan vila eller variation. För att genomföra dessa arbetsrörelser tvingas omgivande muskler att arbeta nästintill statiskt för att stabilisera. Liksom statiskt arbete kan dessa repetitiva arbetsuppgifter ge upphov till besvär och efter tillräckligt lång tid leda till skador. Arbetsställningar med lederna i sina ytterlägen, kraftigt böjda, sträckta eller roterade, innebär större risk att skada dem. Musklerna utvecklar dessutom mindre kraft och arbetar med sämre koordination. Ibland kan det räcka med kroppens och kroppsdelarnas egentyngd för att utgöra tillräcklig belastning i speciella ställningar. En bra arbetsplats innebär att man större delen av tiden kan arbeta med sänkta axlar och överarmarna nära kroppen. Optimal arbetshöjd är i armbågshöjd, oavsett om arbetsställningen är
4 Belastningsergonomi. Arbetsmiljöverkets författningssamling, AFS 1998:1. Helland, J. Nack/ryggbesvär. Klinidk undersöknin av hals-, bröst- och ländrygg. Speling, L. Kvinnohandens ergonomi. Greppfunktion och krav på handverktyg..
12

stående eller sittande. Se figur 3. Om arbetsuppgiften kräver stor kraft så bör arbetshöjden vara något lägre än armbågshöjd, vid synkrävande arbete något högre. Se figur 4. Arbetstagaren bör kunna anpassa arbetshöjden efter den egna längden genom reglerbara bord och stolar. Att arbetshöjden är individuellt anpassad har stor betydelse för handens funktion, det är då lätt att arbeta utifrån handens funktionella utgångsläge, dvs. rak handled med lätt böjda, avslappnade fingrar.5
Figur 3. Lämpliga arbetshöjder för en liten respektive stor person.
Figur 4. Olika typer av arbeten kräver olika arbetshöjd. Armens räckvidd begränsar händernas yttre arbetsområde, medan merparten av händernas arbete bör ligga närmare kroppen inom det inre arbetsområdet. Se figur 5. Precisionskrävande arbete som tar lång tid bör utföras med avslappnade armar och axlar, nära och framför kroppen.
5 Belastningsergonomi. Arbetsmiljöverkets författningssamling, AFS 1998:1. Pheasant, S. och Haslegrave, C. M. Bodyspace. Anthropemetry, Ergonomics and the Design of Work. Speling, L. Kvinnohandens ergonomi. Greppfunktion och krav på handverktyg..
13

Figur 5. Händernas arbetsområden. Mått angivna i centimeter. Vid utformning av arbetsplatser finns en bra princip: ”se till att den lilla personen når och att den stora personen ryms”.6
2.1.3 Handens och armens ergonomi
2.1.3.1 Arbetsposition Handledens position bedöms i BUMS bedöms under en cykel eller en process enligt tabell 1. Att arbeta med handen i sitt ytterläge, bedöms som rött arbetsmoment, innebär att maximal greppstyrka inte kan utnyttjas. Vid 45˚ flexion kan endast 60 % av maximal greppstyrka utnyttjas och vid 65˚ flexion endast 45 %. Se figur 6 nedan för bild på handledens olika lägen; flexion (böjning mot handflatssidan), extension (sträckning mot handryggssidan), ulnar (böjning åt lillfingersidan) och radial (böjning åt tumsidan) avvikelse. Tabell 1. Handledens position. 7
0 - 20˚ flex/ext med 0 - 10˚ ulnar/radial avvikelse.
GRÖNT
20 - 45˚ flex/ext med 0 - 10˚ulnar/radial avvikelse.
GULT
>45˚ flex/ext eller >10˚ ulnar/radial avvikelse.
RÖTT
6 Belastningsergonomi. Arbetsmiljöverkets författningssamling, AFS 1998:1. 7 BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion.
14

Figur 6. Hand- och handledspositioner. 8 I BUMS bedöms positionen för arm/axel under en cykel eller process enligt tabell 2. Vid arbete med armarna ut framför eller åt sidan av kroppen ökar risken att få problem i skulderpartiet om vinkeln blir stor. Tabell 2. Position för arm/axel. 9
<45˚ överarmslyft. (flex./abd.)
GRÖNT
45˚ - 90˚ överarmslyft. (flex./abd.)
GULT
>90˚ överarmslyft.
RÖTT
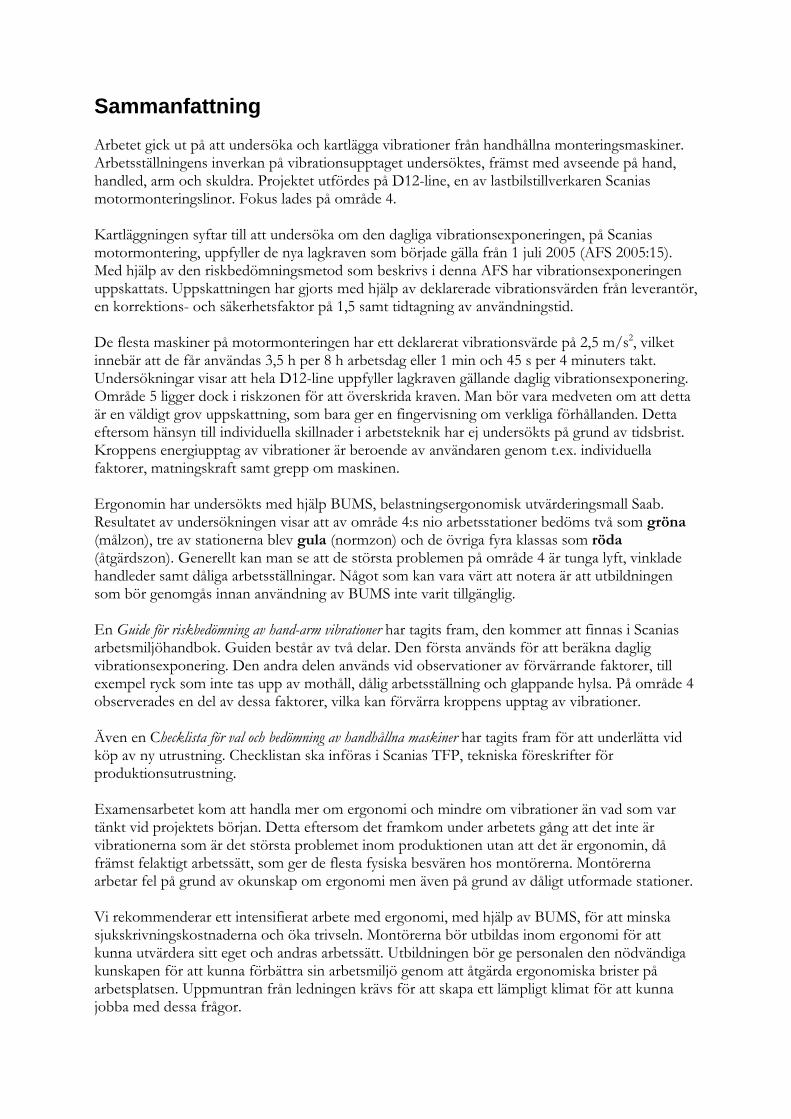
2.1.3.2 Grepp Greppstyrkan är som störst när handleden är i sin neutrala position. Kraften reduceras i takt med att vinkeln i handleden ökas genom flexion, extension, radial eller ulna avvikelse. Vid flexion i handleden är kraften som minst, detta eftersom musklerna i handen förkortas vilket gör det svårare att utveckla greppkraft. Se figur 6 ovan. Handledens neutrala position bibehålls om vinkeln mellan underarmen och ett cylindriskt verktygshandtag är 100-110˚. Skelettets ben i handflatan är olika långa vilket gör att just denna vinkel känns naturlig. Se figur 7.
8 Pheasant, S. och Haslegrave, C. M. Bodyspace. Anthropemetry, Ergonomics and the Design of Work. 9 BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion.
15
Figur 7. Handledens neutrala vinkel bibehålls om verktygets handtagsvinkel bildar en vinkel på 100-110° till underarmen.10
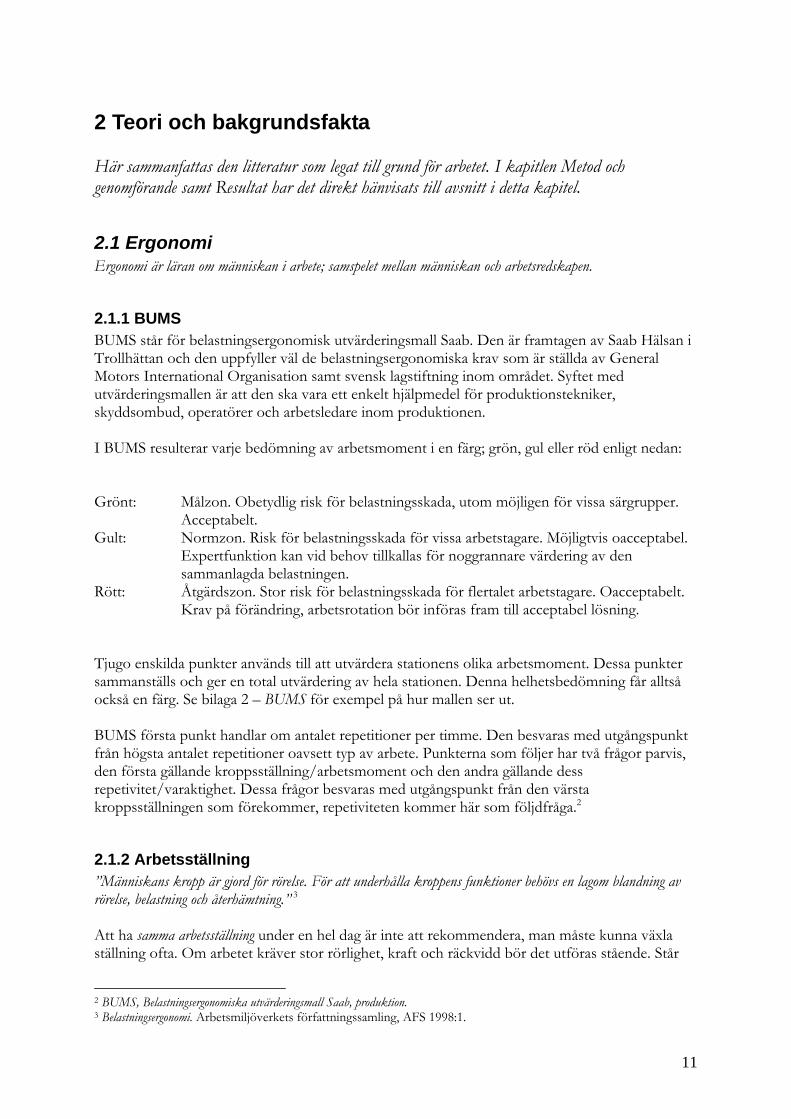
Kvinnor har i allmänhet mindre händer än män. Handverktyg har traditionellt sett anpassats efter typiska manliga eller kvinnliga arbetsuppgifter och yrken. När kvinnor tagit sig in i mansdominerade yrken har de fått överta männens verktyg. Se figur 8. 11
Figur 8. Samma grepp passar inte alla händer.12
Kvinnor kan utveckla 60-70 % av männens handkraft, vilket innebär att kvinnor måste jobba med en större kraftinsats än män för att utföra samma arbetsuppgifter. Vid mätning av kraftutvecklingen vid en finmotorisk arbetsuppgift använde kvinnorna 20-30 % av sin maximala kraft, männen 10-15 %. Hög belastning av de aktiva muskelfibrerna fås redan vid 10 % av muskelns maxkraft. Muskelns blodcirkulation försämras vid statiska belastningsnivåer från 20 % och uppåt, vilket kan leda till skador och besvär hos muskeln. Handstyrkan är som störst när personen är mellan 25 och 40 år, vid 70 års ålder har styrkan minskat med 25 %.13 Se figur 9 som beskriver hur greppstyrkan påverkas av faktorer som kön och ålder.
10 Pheasant, S. och Haslegrave, C. M. Bodyspace. Anthropemetry, Ergonomics and the Design of Work. 11 Speling, L. Kvinnohandens ergonomi. Greppfunktion och krav på handverktyg. 12 Belastningsergonomi. Arbetsmiljöverkets författningssamling, AFS 1998:1. 13 Speling, L. Kvinnohandens ergonomi. Greppfunktion och krav på handverktyg.
16

Figur 9. Greppstyrka beroende av kön och ålder.14
2.1.3.3 Hänthet Verktygsutformning kompliceras av det faktum att ca 10 % av befolkningen är vänsterhänta. Studier visar att vid utförande av motoriska uppgifter så tar det längre tid, upp till nästan dubbelt så lång tid i vissa fall, att utföra samma uppgift med den icke-dominanta handen som med den dominanta. Kvaliteten på arbetet är även den mycket sämre. Den icke-dominanta handen har 90-97 % av den dominanta handens styrka. Vänsterhänta kvinnor drabbas extra hårt av att olämpliga verktygsutformningar görs för att främst passa högerhänta män.15
2.1.3.4 Kyla Kyla försämrar finmotoriken genom att vävnader blir stelare på grund av avkylningen, men främst genom försämrad mottagning av känselintryck. Köldsmärta upplevs vid 15˚ C , känselbortfall vid 7˚ C och förfrysning vid 0˚ C, under förutsättning att detta är hudens yttemperatur under en längre tid. Metaller har hög värmeledningsförmåga och kyler därför av och skadar huden snabbare än t.ex. trä.16 Hudtemperaturen minskar fortare hos män jämfört med kvinnor.17
2.1.3.5 Styrka Trycka med finger bedöms i BUMS enligt nedanstående: Den högsta kraft som krävs för att sätta dit en detalj med hjälp av ett finger/fingertopp eller om detaljen hålls i handen med omslutande fingrar och tumme. Om operatören tvingas utföra arbetsuppgiften med handleden i ett ytterläge ska kolumnen för Flex/Ext handled användas. Se tabell 3.
14 Pheasant, S. och Haslegrave, C. M. Bodyspace. Anthropemetry, Ergonomics and the Design of Work. 15 Speling, L. Kvinnohandens ergonomi. Greppfunktion och krav på handverktyg. 16 Hägg, G. M. Handintensivt arbete - En belastningsergonomisk kunskapsöversikt gällande människans kapacitet och interaktion med verktyg och arbetsuppgifter. 17 Lindqvist, B. Verktygsergonomi- Utvärdering av industriverktyg.
17

Tabell 3. Trycka med finger. 18
Neutral handled
Flex/Ext handled
<10 N.
<5 N.
GRÖNT
10 - 45 N.
5 - 25 N.
GULT
>45 N.
>25 N.
RÖTT
Atlas Copco rekommenderar att maskiner som är tyngre än 2,5 kg bör hängas upp, avbalanseras eller ha två handtag. Enligt BUMS är det acceptabelt upp till 2 kg om maskinen lyfts med en hand och 3,4 kg vid lyft med två händer, gäller vid underarmsavstånd dvs. med armbågen i 90°, enligt tabell 4 och 5 nedan. Enhandslyft bedöms i BUMS enligt nedan: Vikten av objekt som lyfts eller hålls med en hand kan avläsas i tabell 4. Lyftet räknas som enhandslyft om den andra handen utför annat arbete t.ex. äntra skruv, hålla annan detalj etc. När vikter lyfts med en hand skapas en asymmetrisk belastning av kroppen, tvåhandsgrepp är att föredra. Tabell 4. Enhandslyft.
<2 kg.
GRÖNT
2 – 5 kg.
GULT
>5 kg eller överhandsgrepp >0,5 kg.
RÖTT
Tvåhandslyft bedöms i BUMS enligt: Lyftmomentet för tvåhandslyft kan avläsas i tabell 5. Momentet beräknas som det horisontella avståndet (m) × Vikt (kg) × 10 = Lyftmomentet. Det horisontella avståndet mäts mellan händerna och en tänkt linje mellan anklarna. Underarmsavstånd motsvarar 0,3 m, armlängdsavstånd ger ett horisontellt avstånd på 0,6 m och vid armlängdsavstånd och lätt framåtböjning av ryggen fås 0,8 m. Lyftmomentet kan även mätas med dynamometer. 19
18 BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion. 19 Lindqvist, B. Verktygsergonomi- Utvärdering av industriverktyg. BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion.
18

Tabell 5. Tvåhandslyft.
<10 Nm.
GRÖNT
10 – 35 Nm.
GULT
>35 Nm.
RÖTT
2.1.4 Arbetsställning i förhållande till handhållen maskin En handhållen maskins utformning får konsekvenser för användarens arbetsställning. Vid konstruktion bör hänsyn främst tas till rygg, överarm och handled. Maskinens utformning bör vara sådan att arbetstagaren inte behöver jobba med böjd och vriden rygg. Statiska positioner med överarmen lyft framåt eller åt sidan bör undvikas. Även om överarmen befinner sig nära kroppen bör inga höga krav på precision finnas, eftersom detta leder till en statisk belastning i muskulaturen. Som riskfaktorer för handledskador har arbetsställningar med extremt vinklade handleder identifierats, speciellt farligt är det om handleden vinklas mot lillfingersidan (ulna avvikelse).20 Se figur 6, stycke 2.1.3.1 Arbetsposition. För att minimera arbetstagarnas risker för belastningsbesvär bör arbetsgivaren förse dem med handhållna maskiner och verktyg som: • Har ett grepp som är anpassat efter den kraft och precision som krävs. • Har god friktion med greppkraften bra fördelat över handen utan olämpliga punkttryck pga.
vassa kanter eller rillor. • Passa olika individers handstorlek. • Går att använda med både höger och vänster hand. • Om det är möjligt tillåter att handen och armen hålls i neutral ställning (samma ställning som
när den vilar avslappnat på ett bord). • Ger god åtkomlighet och sikt till arbetsstycket. • Har rimliga avtryckarkrafter. • Vibrerar så lite som möjligt. • Har så låg vikt som funktionsmässigt möjligt. • Är välbalanserade.21
2.1.5 Matningskraft och reaktionsmoment Hur operatören påverkas av matningskraft och reaktionsmoment beror på verktygstyp, handtagsutformning och arbetets karaktär.
20 Pheasant, S. och Haslegrave, C. M. Bodyspace. Anthropemetry, Ergonomics and the Design of Work. 21 Belastningsergonomi. Arbetsmiljöverkets författningssamling, AFS 1998:1.
19

Figur 10. Bild 1 och 2 visar hur samma matningskraft belastar handleden olika beroende på arbetshöjden. Matningskraften, kraften som krävs för att trycka maskinen framåt, se figur 10, är i både bild 1 och 2 begränsad av operatörens muskelkapacitet. Beroende på arbetshöjden ger samma matningskraft olika belastningar i handleden. Situationen i bild 1 innebär att handleden utsätts för ett större böjmoment. En uppskattning av typiska matningskrafter för olika maskingrupper ger att mutterdragare och skruvdragare har en genomsnittlig matningskraft på 50 N, med en spridning på ±20 N. Krafterna ökar med ökad maskineffekt vilket spridningen indikerar. Om man tittar i BUMS så skulle matningskrafterna kunna tolkas som Skjuv- och dragkrafter, hela kroppen och enligt detta är krafter mindre än 50 N ett grönt arbetsmoment. Krafter mellan 50-110 N blir gult. Tittar man under rubriken Trycka med hand, arm är krafter upp till 45 N ett grönt arbetsmoment, medan 45-90 N är gult.
Figur 11. Bild 3 och 4 visar hur verktyget påverkar handleden med ett vridande moment. I slutet av en åtdragning genereras ett ryck, en reaktion på åtdragningen vilket kan leda till stora besvär i hand, arm, axel och skulderparti. Denna reaktionskrafts storlek och tidsåtgång påverkas av bland annat verktygsinställning, moment, rotationshastighet och typen av förband. Belastningen som rycket ger upphov till sker snabbt och operatören har ingen möjlighet att påverka utfallet. De verktyg som främst ger upphov till ryck är skruvdragare och vinkelmutterdragare. Reaktionskrafterna i pistolhandtaget i bild 3, se figur 11 kan orsaka ett moment som vill rotera operatörens underarm. Maximala tillåtna rotationsmoment hos dragaren bestäms alltså av underarmsmusklernas kapacitet att hålla emot momentet. Med en vinkelmutterdragare kan högre
20

rotationsmoment accepteras eftersom man då kan använda sig av de starkare överarmsmusklerna samt den längre hävarmen som ges av dragarens utformning. Se bild 4, figur 11. 22
Alla ryck är dåliga för kroppen eftersom den plötsliga belastningen kan ge upphov till mikroskopiska slitningar i vävnader, liknande träningsvärk. Skillnaden är att träning genomförs några gånger i veckan och mellan passen vilar musklerna. På arbetet ”tränar” musklerna åtta timmar i sträck, fem dagar i veckan. 23
2.1.5.1 Momentgräns för mothåll Enligt BUMS så rekommenderas gränserna i tabell 6 för moment. Maskinen ska ha ett mothåll när den bedöms som röd. Tabell 6. Gränser för moment. El.vinkel
Vinkel
Pistol
<20 Nm
<10 Nm
<2 Nm
GRÖNT
20 – 50 Nm
10 – 40 Nm
2 – 6 Nm
GULT
>50 Nm
>40 Nm
>6 Nm
RÖTT
Rak maskin >3 Nm utan mothåll
DUBBELRÖTT
Maskin försedd med mothåll
GRÖNT
Pulsmaskin
GRÖNT
Åtdragningsmoment är den vridkraft som en handmaskin måste ha för att åstadkomma specificerat åtdragningsmoment. Anledningen till att gränserna ligger högre för elektriska vinkelmaskiner är att de kan programmeras. Åtdragningsmoment och hastighet kan minskas i slutet av en åtdragning vilket ger ett skonsamt frånslag för operatören. Generellt kräver större moment större maskiner. Ökat moment ger också ökad frånslagskraft och mothåll måste användas. Vid användning av höga åtdragningsmoment och tunga maskiner eller vid användning över axelhöjd ska verktygens vikt utbalanseras.
22 Lindqvist, B. Verktygsergonomi- Utvärdering av industriverktyg. BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion. 23 Anne Clausén, ergonom/sjukgymnast, företagshälsovården Scania.
21

Vid tvåhandsgrepp, när maskinens grepp kräver två händer, ska detaljen som monteras kunna fixeras med en tredje-handen-lösning. Momentgränser för mothåll är samma som gränsen då verktyget bedöms som rött. 24
2.1.6 Handtagsutformning Bra handtagsutformning resulterar i naturliga arbetsställningar. Varje handtagstyp har olika för- och nackdelar. Vilket handtag som är optimalt beror på arbetsytan, kraften som krävs och arbetsuppgiften.
2.1.6.1 Diameter För cirkulära handtag rekommenderar Atlas Copco följande diameter: Vid kraftgrepp: Män, 38 mm. Kvinnor, 34 mm. Acceptabelt, 30–45 mm. Vid precisionsgrepp: 12 mm. Acceptabelt, 8–16 mm. 25
I BUMS så bedöms greppvänlighet med hjälp av diameter/tjocklek på artikel eller verktyg där handen greppar. Detta gäller inte fästelement och maskindrivet handverktyg. Se tabell 7. Tabell 7. Greppvänlighet.
Diameter/tjocklek 2 – 4 cm. Jämn och ej hal yta. Gott om utrymme för hand.
GRÖNT
Diameter/tjocklek 0,6 – 2 cm, eller 4 – 7 cm.
GULT
Diameter/tjocklek <0,6 eller >7 cm. Vassa kanter, hala eller heta ytor (över 55˚C). (Vassa kanter är ett undantag i de fall skärskyddshandskar används.)
RÖTT
I de fall ovanstående bedömningspunketer inte kan tillämpas bör följande kriterier användas:
24 BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion. 25 Lindqvist, B. Verktygsergonomi- Utvärdering av industriverktyg.
22

Tabell 8. Greppvänlighet. 26
Detaljen har sådan form att operatören bekvämt kan greppa om denna utan att glida eller riskera att skada sig.
GRÖNT
Operatörens fingrar bildar en rät vinkel med handflatan vid hantering av detaljen.
GULT
Hanteringen av detaljen sker med öppen hand. Skaderisk föreligger.
RÖTT
2.1.6.2 Längd Handtagslängden ska vara åtminstone 90 mm för att passa både män och kvinnor. Detta för att försäkra sig om att kraften fördelas över tillräckligt stor yta i handen. Om verktyget kräver stor matningskraft bör handtagslängden vara 100-130 mm. När åtkomligheten är viktig, så bör ett kort handtag väljas. Om handskar används bör längmåtten ökas med 13 mm. Om verktyget är speciellt avsett för kvinnliga operatörer, som generellt har mindre händer, så bör en kortare handtagslängd väljas. Optimal handtagslängd för kvinnor är 90–110 mm, inte kortare än 80 mm.27
26 BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion. 27 Lindqvist, B. Verktygsergonomi- Utvärdering av industriverktyg.
23

2.2 Vibrationer Vibrationer uppkommer när ett föremål svänger fram och tillbaka kring ett jämviktsläge, som exempel kan man ta en pendel i en klocka. För att beskriva vibrationen använder man sig av olika fysikaliska mått så som nivå, frekvens, varaktighet, vibrationstyp och vibrationsriktning. Svängningens storlek kan beskrivas av vibrationsnivån. Den vanligaste parametern för att beskriva vibrationers påverkan på människor är acceleration vilken mäts i m/s2. Oftast anges ett medelvärde över tiden, vibrationens effektivvärde, även kallat rms-värde (root mean square). Detta effektivvärde motsvarar vibrationens energiinnehåll per tidsenhet. Det finns olika typer av vibrationer. Om vibrationerna är kontinuerliga innebär det att de pågått under en längre tid utan avbrott. Oftast är vibrationer i arbetslivet en blandning mellan kontinuerliga vibrationer med liten amplitudvariation och stötformade vibrationer (transient vibration) med hög vibrationsnivå under kort tid. Se figur 12 och 13.
Figur 12. Periodisk vibration (sinus). Figur 13. Transient vibration. Frekvensen beskriver hur ofta vibrationens svängningar förekommer per sekund och mäts i Hz (Hertz). En vibration består av rörelse i flera riktningar samtidigt. Vibrationen har en bestämd riktning som beskrivs av en vektor i rymden. För att beskriva vektorn i 3D-rymden brukar värdena anges i ett vinkelrätt koordinatsystem med beteckningarna x, y och z på axlarna. Den tid som vibrationerna pågår, dvs. exponeringstid är en viktig faktor vid bedömning av människans påverkan. Daglig vibrationsexponering beräknas med hjälp av vibrationsnivå och daglig exponeringstid.
2.2.1 Överföring av vibrationer till hand och arm Det finns en rad faktorer som påverkar överförandet av vibrationer från handhållna maskiner till hand och arm. För att nämna några faktorer; frekvens, handledens vinkel, armens arbetsställning, kroppsbyggnad samt den grip- och matningskraft som kan uppbringas. Generellt kan man säga att vibrationer med låga frekvenser överförs till hela handen och armen. Vid högre frekvens minskar överföringen och vid ca 700 Hz når endast ett fåtal procent så långt som till knogen. Överföringen av vibrationer från maskin till människa är egentligen en transport av energi. Mängden vibrationsenergi som tas upp är beroende av en rad faktorer, bl.a. frekvens, intensitet, varaktighet och riktning. Energiupptaget kommer även att påverkas av användaren, t ex genom individuella skillnader, hur hårt personen trycker maskinen mot arbetstycket eller greppet om maskinhandtaget. 28
28 Burström, L., Lundström, R. och Sörensson, A. Kunskapsunderlag för åtgärder mot skador och besvär i arbetet med handhållna vibrerande maskiner – Tekniska aspekter.
24

2.3 Lagar och riktlinjer för kartläggning av hand-arm vibrationer Definitionen på hand/arm vibrationer: ”Vibrationer som överförs från utrustningen som hålls, styrs eller stöds av hand eller arm och medför risker för ohälsa och olycksfall, särskilt kärlskador, skelett-/ledskador eller nerv- och muskelrelaterade skador.” 29
I Arbetsmiljöverkets författningssamling, AFS 2005:15, som trädde i kraft 1 juli 2005 finns lagar och riktlinjer för hur en kartläggning av vibrationer ska utföras på en arbetsplats. Nedanstående stycken innehåller delar av författningssamlingens rekommendationer samt de riktlinjer som man valt att arbeta efter på Scania.
2.3.1 Riskbedömning Enligt AFS 2005:15 är arbetsgivaren skyldig att undersöka förhållandena på arbetsplatsen och bedöma de risker som kan uppkomma vid hand- och armvibrationer. En uppskattning av den dagliga vibrationsexponeringen ska utföras av sakkunnig person. Vibrationsmätningar skall utföras i den omfattning som behövs för att klarlägga exponeringsförhållandena. Som alternativ till mätning får vibrationernas storlek uppskattas genom observation av arbetsmoment samt med hjälp av deklarerade vibrationsvärden hämtade från tillverkare/leverantör. 30 Det deklarerade värdet ska multipliceras med en säkerhetsfaktor på 1,5 för att kompensera för att detta är ett värde uppmätt i laboratorium. När det deklarerade värdet från leverantör är mindre än 2,5 m/s2 ska värdet 2,5 m/s2 användas. Alternativt kan vibrationsmätningar utföras om vibrationsvärden saknas. 31
Säkerhetsfaktorn 1,5 samt justeringen till 2,5 m/s2 kommer från den pågående diskussionen i det internationella standardiseringsarbetet. En grupp inom CEN (Comité Européen de Normalisation, standardiseringskommitén) arbetar på en teknisk rapport som beskriver hur vibrationsexponering ska bedömas. För tillfället kan bara mycket allmänna förslag ges. Orsaken till rekommendationen att använda 2,5 m/s2 istället för deklarerade värden under 2,5 m/s2 är att maskiner med mycket låga deklarerade värden i många fall ger betydligt högre värden vid verklig användning.32 I en bok som Arbetsmiljöverket gav ut nyligen står det att en säkerhetsfaktor på 2 ska användas.33
Riskbedömningen ska även inkludera vibrationens varaktighet och typ, exempelvis ange om vibrationer innehåller stötar. Påfrestande arbetsställningar för hand och arm vid användandet av handhållna monteringsmaskiner ska undersökas. Särskilda arbetsförhållanden som t.ex. nerkylda händer och individuella skillnader i vibrationskänslighet ska också beaktas. 34 Riskbedömning ska genomföras regelbundet och uppdateras vid relevanta förändringar i verksamheten. Dokumentation ska finnas över bedömningen för att uppgifterna ska kunna användas vid senare tidpunkt.
29Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15. 30 Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15. 31 Rundgren, A. Utkast: Scanias arbetsmiljöhandbok, riktlinjer för vibrationer – hand-arm. 32 Utvärdering av vibrationsexponering för industriverktyg. Pocketguide från Atlas Copco. 33 Vibrationer –hur du minskar risken för skador. Annika Hellberg (red.). 34 Rundgren, A. Utkast: Scanias arbetsmiljöhandbok, riktlinjer för vibrationer – hand-arm.
25

2.3.2 Beräkning av daglig vibrationsexponering Exponeringen för hand- och armvibrationer uppskattas med hjälp av A(8), den dagliga vibrationsexponeringen under en representativ arbetsdag. A(8) beräknas som ett slags medelnivå för den totala frekvensvägda accelerationen, av under en 8-timmars arbetsdag. av i sin tur kan uppskattas genom mätning eller genom att uppgifter om vibrationsvärden tillhandahålls av tillverkare/leverantör. T är maskinens användningstid mätt i timmar. Om flera maskiner med olika vibrationsvärden används under en arbetsdag summeras exponeringsbidragen enligt följande: ________________ A(8) = √ 1/8 · ∑n
i = 1 · avi2 Ti Formel 1
2.3.3 Åtgärder för att minska vibrationsexponeringen För hand-och armvibrationer gäller följande riktvärden för daglig vibrationsexponering A(8): Insatsvärde 2,5 m/s2
Gränsvärde 5,0 m/s2
Tekniska och/eller organisatoriska åtgärder ska vidtas om den dagliga vibrationsexponeringen överstiger insatsvärdet eller om riskbedömningen motiverar detta.35 Enligt AFS 2005:15, Vibrationer så måste omedelbara åtgärder vidtas om gränsvärdet överskrids. Åtgärderna ska minska vibrationsexponeringen under gränsvärdet. På Scania gäller strängare regler, vibrationsexponeringen ska då minskas under insatsvärdet. Orsaken till överträdelsen ska undersökas och åtgärdas så att gränsvärdet inte överskrids igen. Det är även arbetsgivarens ansvar att informera och utbilda personal som utsätts för risker till följd av vibrationsexponering. Arbetstagaren ska även erbjudas medicinska kontroller om denne exponerats för vibrationer som överstiger insatsvärdena.
2.3.4 Vibrationsmätning på handhållna maskiner Scanias riktlinjer för vibrationer ger att vid mätningar av vibrationer från handhållna maskiner kan stickprovsundersökning användas, men den måste vara representativ för exponeringen.36 Enligt AFS 2005:15 ska mätningar göras på båda handtagen på maskiner som hålls med två händer, exponeringen beräknas då med hjälp av det högre värdet. Mätningarna ska utföras enligt svensk standard SS-EN ISO 5349-2, utgåva 1 (2001).37
Vibrationsmätningar är svåra att genomföra i laborationsmiljö och ännu svårare och kostsammare i en verklig verkstadsmiljö. I verkstadsmiljö placeras tre givare i olika riktningar på handtaget. Det tar lång tid att utföra mätningarna vilket gör att det kostar pengar. Det är även en komplicerad procedur, vilket innebär att personen som utför mätningarna måste ha rätt kopetens.
35 Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15. 36 Rundgren, A. Utkast: Scanias arbetsmiljöhandbok, riktlinjer för vibrationer – hand-arm. 37 Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15.
26

Allt detta gör det mest praktiskt att använda sig av leverantörernas vibrationsvärden vid riskbedömningen. Det finns dock några faktorer som påverkar säkerheten hos dessa värden. Standarden för laborationsmätningar kräver endast att en givare placeras på handtaget fast värdet kan variera med en faktor 5 längs handtaget. Värdena erhålls med hjälp av konstgjord belastning av maskinen. Endast en översiktlig bedömning kan alltså göras med dessa vibrationsvärden från tillverkare.38
För att få mer rättvisande siffror ska vibrationstalet från leverantör multipliceras med en säkerhetsfaktor 1,5 för att kompensera för mätvärdenas osäkerhet.39
38 Lindqvist, B. Verktygsergonomi- Utvärdering av industriverktyg. Utvärdering av vibrationsexponering för industriverktyg. Pocketguide från Atlas Copco. Anders Rundgren, skyddsingenjör, företagshälsovården Scania. 39 Utvärdering av vibrationsexponering för industriverktyg. Pocketguide från Atlas Copco.
27

2.4 Skador relaterade till handintensivt arbete Skador som sätts i samband med arbete med vibrerande maskiner kan indelas i tre typer:
• Cirkulationsstörningar i fingerhuden. • Nervfunktionsstörningar i hand och fingrar. • Störningar i rörelseapparaten.
När man talar om cirkulationsstörningar är det i synnerhet vita fingrar som åsyftas, det vanligaste besväret bland personer som länge arbetat med handhållna vibrerande maskiner. Det är också vanligt bland vibrationsexponerade personer att nervfunktionerna förändras, vilket kan leda till att man upplever obehag i form av känselbortfall, stickningar eller domningar. Störningar i rörelseapparaten bland vibrationsexponerade förekommer också men de är sådana som sammanhänger med tungt, repetitivt eller statiskt arbete.
2.4.1 Cirkulationsstörningar I laboratorietester visade det sig att blodkärlen i fingerhuden drog sig samman vid vibrationsexponering. Det bör dock noteras att låga frekvenser kan ha motsatt verkan och istället stimulera blodflödet. Om försökspersonen samtidigt utsattes för kyla, buller eller statiskt arbete blev effekten av blodkärlens sammandragning förvärrad.
2.4.1.1 Vita fingrar (Raynaud - fenomen) Benämningen vita fingrar kommer av att det är just så symptomet visar sig. Fingerhuden bleknar lokalt med en tydlig avgränsning till omgivande hud. Utbredningen över handen visar i stort de områden där vibrationsexponeringen varit kraftigast. Fingrarnas färg försvinner då blodflödet stoppas, detta på grund av att muskelcellerna i fingrarnas blodkärl krampar och dras samman onormalt kraftigt. Besvären visar sig plötsligt vid omgivningskyla utan att vibrationer för tillfället behöver förekomma, kyla får perifera blodkärl att dra sig samman. Obehag kan bidra till att framkalla reaktionen. Känselreceptorerna kan inte fungera utan blodtillförsel vilket gör att de vita hudområdena domnar och känseln försvinner. Huden återfår sin naturliga färg först då hela kroppen blivit uppvärmd. Enligt flera studier kan man åtminstone delvis bli av med besvär av vita fingrar. Det hävdas även att de kan vara helt och hållet reversibla om vibrationsexponeringen minskas eller upphör. Graden av förbättring för individen är beroende av flera faktorer; ålder, symptomens svårighetsgrad, exponeringens varaktighet, typen av maskin som använts och personens individuella känslighet. Möjligheten till förbättring kan vara större hos icke-rökare och personer utan andra cirkulationsrelaterade åkommor som högt blodtryck, hjärtsjukdom, kärlkramp i benen och diabetes. Primär Raynaud kallas en sjukdom vars symptom är väldigt lika de som vibrationsexponerade kan drabbas av (sekundär Raynaud). Primär Raynaud drabbar ofta samtliga fingrar medan den sekundära drabbar de områden som utsatts för kraftigast vibrationer. Tummen brukar sällan vitna och tappa färgen hos vibrationsskadade. Den individuella känsligheten för vibrationer och kyla är möjligen den största orsaken till de stora skillnader som upptäckts bland personer drabbade av vita fingrar inom samma yrkesgrupp. Förutom de individuella faktorerna kan stressorer som t.ex. buller, kyla och tungt kroppsarbete bidra till att utlösa vita fingrar. Vita fingrar har visats förekomma oftare hos personer som röker
28

eller snusar. Nikotionkonsumption kan utlösa kärlsammandragningar som kan ha betydelse för symptomförekomst bland vibrationsexponerade. Vita fingrar påverkar inte bara arbetslivet utan också fritiden eftersom man kan tvingas avstå från aktiviteter där det finns risk att bli nedkyld. Kvinnor är känsligare på så sätt att de utvecklar vita fingrar snabbare än män. 40
2.4.2 Nervfunktionsstörningar Upplevelsen av vibrationer sänks tillfälligt vid vibrationsexponering men återgår när vibrationerna upphör. Tiden det tar för kroppen att återhämta sig varierar från någon minut upp till några timmar beroende av vibrationernas karaktär och personens känslighet. Det är vanligt att nervfunktioner förändras bland vibrationsexponerade, utan yttre påverkan kan man då uppleva stickningar, sockerdrickskänsla eller smärta i fingrarna. Det är också vanligt att nervsinnet försvagas på ett sådant sätt att känsel- och temperatursinnet delvis, och i värsta fall totalt, faller bort. Fingrarna kan då beskrivas som bortdomnade av den drabbade. Den grad av stimulus som måste uppnås för att upplevelsen av beröring eller värme ska upplevas är ofta förhöjd. Nervfunktionsstörningar kan förutom obehag leda till fumlighet och försämring av finmotoriken, liksom vita fingrar påverkar det inte bara arbete utan också vardagslivet.
2.4.2.1 Karpaltunnelsyndrom
Karpaltunnelsyndrom är en skada i nerv-kärlsystemet som kan orsakas av vibrationer, repetivitet, grepp som kräver stor kraft och arbete i extrema handledsvinklar. De dominerande faktorerna är mest troligt andra än vibrationer även om dessa i flera fall kan förvärra situationen. Medianusnerven kallas en nerv som ger motoriska impulser till muskler i tummen, men även sensoriska impulser till centrala nervsystemet från vissa fingrar. Nerven passerar genom en tunnel i handleden (karpaltunneln) tillsammans med ett flertal fingerböjarsenor. Vid klämning av medianusnerven uppstår risk för karpaltunnelsyndrom. Se bild 14.
40 Gemne, G. och Lundström, R. Kunskapsunderlag för åtgärder mot skador och besvär i arbete med handhållna vibrerande maskiner – Medicinska aspekter. Gemne, G., Lundström, R. och Hansson, J-E. Skador och besvär av arbete med handhållna vibrerande maskiner – kunskapsöversikt för kriteriedokumentation. Bylund, S., Burström L. och Knutsson A. En deskriptiv studie av vibrationsskadade kvinnor.
29

Figur 14 Medianusnerven. Utrymmet i karpaltunneln är begränsat och kan inte vidgas. En väsentlig orsak till karpaltunnelsyndrom är mest troligt repetitiv handledsböjning och handledssträckning. Vid inflammation och uppsvullnad av höljet till fingerböjarsenorna kan det bli trångt om utrymme i karpaltunneln varav medianusnerven blir klämd. Vibrerande maskiner kan kräva kraftiga grepp och därmed stor spänning av fingerböjsenorna, något som kan påverka medianusnervens utrymme. Det hävdas att vibrationer kan leda till vätskeutgjutning kring nervfibergrupper vilket skulle kunna vara en annan orsak till ökat tryck på medianusnerven. Skador på medianusnerven visar sig genom att fingrarna domnar. Ofta inträffar detta på natten vilket kan leda till sömnstörningar. Det akuta obehaget försvinner då handen och armen hållits i rörelse en stund. Den skadade kan i värsta fall även uppleva smärta i hand och underarm liksom försämring av motorik. Karpaltunnelsyndrom kan påverkas av hormonell status, ledsjukdomar, diabetes, kön, ålder och övervikt.
2.4.3 Störningar i rörelseapparaten Problem med händernas och armarnas muskler, senor, leder och skelett bland vibrationsexponerade brukar sammanhänga med arbete som medför tungt, repetitivt eller statiskt arbete. Muskelsvaghet, ledförslitning och benskador i handskelett nämns som möjliga följder av vibrationsexponering trots att forskning på området inte säger mycket om specifika samband. 41
41 Gemne, G. och Lundström, R. Kunskapsunderlag för åtgärder mot skador och besvär i arbete med handhållna vibrerande maskiner – Medicinska aspekter. Bylund, S., Burström L. och Knutsson A. En deskriptiv studie av vibrationsskadade kvinnor.
30

Nedan beskrivs några belastningsskador som kan kopplas till handintensivt arbete. Vibrationer kan möjligen förvärra skadorna men de ses inte som ensam orsak till problemen.
2.4.3.1 Triggerfinger (senskideinflammation) Ett finger som under lång tid utsatts för tryck mot insidan kan drabbas av inflammation i böjarsenan. Senan får ojämnheter som gör att den fastnar i senskidan i vissa lägen, böjs fingret tillräckligt mycket släpps senan fri och fingret kan återgå till sitt ursprungsläge.42
2.4.3.2 Artros Artros, förslitning i led, kan oberoende av vibrationsförekomst orsakas av tungt manuellt arbete där lederna överbelastas. Vibrationer kan dock leda till ökad belastning genom att muskulaturen reflexmässigt dras samman mer än vid frånvaro av vibrationer.43 En något höjd risk för artros i handled och armbågsled har påträffats bland personer som arbetar med handhållna vibrerande maskiner av slående typ.44
2.4.3.3 Tennisarmbåge Tennisarmbåge kallas en mikroskopisk skada på sträckarmuskelns (extensormuskelns) fäste. Den skadade upplever smärta på utsidan av armbågen men det kan även stråla ut i underarmen. Handkirurger har svårt att med säkerhet avgöra om det handlar om slitage eller inflammation i muskelfästena vid armbågen. Rörelser med tätt upprepade vridande rörelser och rörelser som kräver handgrepp med stor kraft kan ge upphov till skadan.45 Inflammerade muskelfästen (epicondylit) är för övrigt en typisk belastningsskada.46
2.4.3.4 Askungenfibernsyndrom De första muskelfibrerna som aktiveras vid en rörelse är också de sista som får vila då rörelsen avslutas, dessa fibrer slits ut och skadas om de inte får möjlighet till att återhämta sig. Precis som askungen, först upp och sist i säng, därav namnet. Monotona arbeten är farliga eftersom de aktiverar exakt samma muskler varje gång.47
2.4.3.5 Supraspinatustendinit Supraspinatustendinit är den vanligaste orsaken till axelbesvär. Supraspinatus är en muskel i axelleden, den övergår i sitt fäste på överarmsbenet till en lång sena. Vid långvarig belastning får denna lätt dålig näringstillförsel. Se figur 15.
42 Hägg, G. M. Handintensivt arbete - En belastningsergonomisk kunskapsöversikt gällande människans kapacitet och interaktion med verktyg och arbetsuppgifter. 43 Gemne, G. och Lundström, R. Kunskapsunderlag för åtgärder mot skador och besvär i arbete med handhållna vibrerande maskiner – Medicinska aspekter. 44 Gemne, G., Lundström, R. och Hansson, J-E. Skador och besvär av arbete med handhållna vibrerande maskiner – kunskapsöversikt för kriteriedokumentation. 45 Kroppen bit för bit. Enqvist, J. (red). 46 Verktygsergonomi och vibrationsföreskrifter. Pocketguide från Atlas Copco. 47 Helena Börjesson, ergonom/sjukgymnast, företagshälsovården Scania.
31

Figur 15. Supraspinatusmuskeln i axelleden. Det är en av de få muskler som är aktiva när man lyfter armen utåt (abduktion). Förutom inflammation kan skador som delvis eller fullständiga bristningar i senan uppträda. Den skadade upplever ingen smärta då armen hänger fritt utefter sidan men vid aktiv abduktion och i vissa fall i liggande ställning uppträder smärta i axelleden. Åkomman är vanligast bland män, hurvida detta faktum är kopplat till kroppens förutsättningar eller typen av arbeten som oftast utförs av män är oklart.48
2.4.3.6 Överbelastning Smärta i skuldror och nacke är en vanlig belastningsskada. Värken kan ofta sitta i den stora kraftiga kappmuskeln (trapezius) som bär upp hela armen och är mer eller mindre aktiv i allt armarbete. Värken i muskeln kan även bero på överbelastning i kringliggande muskler då kroppen kompenserar för att orka med. Se figur 16.
Figur 16. Trapeziusmuskeln.49
2.4.3.7 Fraktur Vibrerande verktyg kan orsaka frakturer i skelettet, äldre människor är känsligare för detta eftersom skelettet blir skörare med åren. Undersökningar bland skogsarbetare har visat att
48 Helland, J. Skulderbesvär – En klinisk översikt. 49 Eriksson A., Hagberg M., Hellström S. och Jonsson B. Armens deskriptiva och topografiska anatomi.
32

pneumatiska handverktyg orsakar förändringar främst i handrotslederna och handrotsbenen. Se figur 17.
Figur 17. Handens ben. Vibrationerna orsakar små, ständigt återkommande rörelser som leder till små uttröttningsfrakturer och sprickbildningar, i värsta fall leder det vidare till benets sönderfall och vävnadsdöd. Skador av den här typen påminner om de förändringar som i de flesta fall kommer av naturlig ålderdom.50
2.4.4 Känsliga individer Det är inte lämpligt att arbetstagare med dokumenterad grav vibrationsskada, cirkulationsstörningar eller nervskador exponeras för vibrationer.51
Medicinska tillstånd som ger ökad risk för nervskador är bl.a. diabetes, hypotyreos (bristande funktion hos sköldkörteln), alkoholöverkonsumption och B12-brist. Andra tillstånd som motiverar försiktighet med vibrationsexponering är primär och sekundär Raynaudsjukdom. Se kapitel 2.6.1.1 Vita fingrar (Raynaud-fenomen) Bindvävssjukdomar och medicinering med kärlsammandragande läkemedel kan också innebära ökade risker genom försämrad blodcirkulation.52
2.5 Skillnader mellan kvinnor och män Det finns en skillnad i vibrationsupptag mellan kvinnor och män, undersökningarna inom området är dock få. Den intresserade läsaren kan för fördjupning i detta ämne se bilaga 3 – Skillnader mellan kvinnor och män.
50 Kroppen bit för bit.. Enqvist, J. (red). 51 Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15. 52 Medicinska kontroller i arbetslivet. Arbetsmiljöverkets författningssamling, AFS 2005:6.
33

2.6 Handhållna monteringsmaskiner
2.6.1 Ryck I slutet av en åtdragning genereras ett reaktionsmoment som strävar efter att rotera verktyget. Inställningen av maskinen; moment, rotationshastighet och typen av förband påverkar reaktionsmomentets varaktighet och karaktär. Under vissa förhållande genereras ett ryck som kan vara skadligt för människokroppen. Hårda förband ger ett litet och mycket kortvarigt reaktionsmoment, vilket är mindre skadligt eftersom det är kortvarigt. Tröghetsmomentet i maskin och hand-arm tar då upp reaktionsmomentet. Det tar längre tid att bygga upp rätt moment i mjuka förband. I de fall förbanden är väldigt mjuka och tiden för reaktionsmomentet överstiger 300 ms kommer operatören ha tid att reagera. Operatören kan då hålla emot reaktionsmomentet med muskelkraft och hindra att maskinen roterar. Ryck upplevs inte. Förband som är varken väldigt mjuka eller hårda kan ge upphov till skadliga ryck. Belastningen sker under en kort tid (< 300 ms) och operatören har ingen möjlighet att påverka utfallet under tidsperioden. Reaktionsmomentet kan upplevas som ett ryck av operatören. Rycket kan leda till stora besvär i hand, arm, axel och skulderparti. Rycket kan minskas på olika sätt för pneumatiska- och elektriska verktyg. De pneumatiska är ofta utrustade med en mycket snabb koppling som ger en snabb avstängning och kortare varaktighet hos rycket. Elmaskinernas rotationshastighet kan justeras så att rycket upplevs mindre eller inte alls. En annan åtgärd är att använda ett mothåll så att operatören slipper ta upp rycket själv. Möjlighet att anpassa dragningen efter förband finns. Dels kan man ställa in åtdragningsmoment och dels hastighet. Förutom kontroll över förbandet kan detta användas till att göra åtdragningen skonsammare för montören, bl.a. gällande ryck. En operatör som är väl medveten om hur en maskin kommer att bete sig riskerar inte att drabbas av skador i samma utsträckning som en individ som blir överraskad. Åtdragningar av olika förband kan programmeras så att de upplevs lika, vilket kan vara skonsammare eftersom operatören då är beredd. Vid en vibrationsmätning registreras även rycket. Bidraget från rycket till vibrationsmätningen spelar dock litet roll. Detta eftersom rycket inte påverkar kroppen på samma sätt som vibrationer. Vibrationer påverkar blodkärl och nerver medan ryck ger slitningar av skelett och muskler. 53
2.6.2 Stöt Begreppet stöt syftar till vibrationer med stötinnehåll. Vid en vibrationsmätning syns eventuella stötar som pikar, höga toppar, vilka skiljer sig från medelvärdet. Se figur 13, kapitel 2.2 Vibrationer. 53 Pär Friberg, Arbetsmiljöverket. Hägg, G. M. Handintensivt arbete - En belastningsergonomisk kunskapsöversikt gällande människans kapacitet och interaktion med verktyg och arbetsuppgifter. Lindqvist, B. Verktygsergonomi- Utvärdering av industriverktyg. Lars Skogsberg, Atlas Copco.
34

Enligt AFS 2005:15, Vibrationer kan mätmetoden i standarden ISO 5349-1 medföra att risken för skada vid stötar underskattas. Anledningen till detta är att vid mätning läggs ett filter på som ska motsvara människans känslighet för vibrationer. Filtret tar bort höga frekvenser och därmed stötinnehåll. I de fall då vibrationsexponeringen innehåller kraftiga stötar bör försiktighet iakttas och en utredning göras. Eftersom det saknas vetenskapligt underlag för att utvärdera stötars inverkan på människan finns inga kvantitativa mått för att avgöra när det är skadligt. Detta gäller även för ryck. För att mäta stötar eller ryck finns några olika tillvägagångssätt. En metod finns beskriven i ISO 6544 ”Hand-held pneumatic assembly tools for installing threaded fasteners – Reaction torque and torque impulse measurements”. Metoden beskriver hur energiinnehållet i stöten kan bestämmas. Mätmetoden tar inte hänsyn till arbetsförhållanden eftersom den riggas upp i en fixtur. En annan metod nyttjar så kallade bromsbänkar. Dessa används för att genomföra CE-deklarering av olika handhållna maskiner. Standarderna finns beskrivna i ISO 8662. 54
2.6.3 Maskintyper
2.6.3.1 Slående maskin Slående pneumatiska verktyg utgör en risk för vibrationsskador. Överföringen av vibrationer förvärras av att det ofta krävs stora matningskrafter. Nithammare är ett slående verktyg som kräver stora matningskrafter, den totala arbetstiden per dag är dock i regel väldigt låg, vilket gör att även belastningen av verktyget blir låg. Verktygen saknar rotationsmoment och ger därför inga ryck. Slående mutterdragare används numera inte så ofta, de bullrar mycket och är inte särskilt noggranna. De fungerar dock bra till att lossa rostiga bultar och används därför i bilverkstäder. Anders Rundgrens erfarenheter från mätningar visar att slående maskiners vibrationstal ofta skiljer sig från leverantörens deklarerade värde.
2.6.3.2 Pulserande maskin En pulserande pneumatisk maskin har till skillnad från en slående maskin inte ett mekaniskt slag, istället överförs rotationsenergin till slagenergi via en hydraulisk kudde. Bullernivån är lägre och maskinen är noggrannare. Matningskrafterna är vanligtvis låga på den här typen av maskiner men vikten kan utgöra en risk. Handtaget placeras ofta så att det minimerar böjmomentet på handleden och upphängning kan ytterligare minska belastningen. Vridmomenten är låga vilket gör att maskinerna inte alstrar ryck. Handtaget innehåller inlopp för luft men eftersom åtdragningsförloppen ofta är korta hinner inte handtaget kylas ner.
2.6.3.3 Segdragande maskin Segdragande maskiner kan vara både elektriska och pneumatiska. Maskinerna har lägre bullernivå och högre noggrannhet jämfört med slående och pulserande maskiner. Vissa segdragande verktyg är försedda med två motorer för att effektivisera åtdragningstiden, en motor för snabb nedgängning och en långsammare för att dra slutmomentet.
54Lage Burström, Arbetslivsinstitutet. Pär Friberg, Arbetsmiljöverket. Svensk standard SS-EN ISO 5349-1. Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15.
35

För att montören ska slippa ta upp reaktionsmomentet från en segdragande maskin behövs ett mothåll. Dessa brukar vara specialtillverkade för varje maskin. Mothållet kan göra att maskinen blir framtung och operatören riskerar att utsättas för ett böjmoment i handleden. För att minska riskerna för belastningsbesvär orsakade av verktygen kan man hänga upp dem i balansblock eller reaktionsarmar. 55
2.6.4 Grepptyper De handhållna maskinerna kan utifrån greppets utformning indelas i tre olika typer:
• Rakt handtag • Pistolgrepp • Vinkelmaskin
Valet av verktyg avgörs av monteringssituation, ergonomi, moment, förband, åtkomlighet osv. Ett problem med roterande maskiner är att överföra maskinens roterande moment till användaren på ett skonsamt vis. Genom att greppet placeras långt från rotationscentrum får man en momentarm som hjälper till att ta upp kraften.
2.6.4.1 Rak skruvdragare Med en rak skruvdragare drar man små moment, den bör användas i vertikal led inom bekvämt räckhåll för att vara så skonsam som möjligt. Greppets ytstruktur, friktionen mellan hand och verktyg, är viktigt. Handtaget ska möjliggöra för användaren att arbeta utan att verktyget glider i handen då momentet uppnåtts, detta utan att behöva krama allt för hårt om verktyget och riskera överansträngning. Se figur 18.
Figur 18. Rak skruvdragare. Figur 19. Pistoldragare.
55 Lindqvist, B. Verktygsergonomi- Utvärdering av industriverktyg. Anders Rundgren, skyddsingenjör, företagshälsovården Scania.
36

2.6.4.2 Pistoldragare Pistolhandtag är avsedda för små till medelstora moment. De flesta används med en hand men där man behöver hjälp för att ta upp det vridande momentet kan två handtag användas. Se figur 19. 56
2.6.4.3 Vinkelmaskin Vinklade mutterdragare är tänkta att användas till stora skruvförband med höga moment. Maskinen ska användas med två händer för att händerna och armarnas arbetsställning ska bli så skonsam som möjligt. Handen närmast rotationscentrum tar upp ett böjmoment i slutet av åtdragningen medan den yttre tar upp ett vridmoment. Vid användning med endast en hand måste denna ta upp både böj och vridmomentet vilket kan vara skadligt. 57 Se figur 20.
Figur 20. Vinkledragare.
56 Göran M Hägg. Handintensivt arbete - En belastningsergonomisk kunskapsöversikt gällande människans kapacitet och interaktion med verktyg och arbetsuppgifter. 57 Lars Skogsberg, Atlas Copco.
37

2.7 Exponeringsminskande åtgärder Om den dagliga vibrationsexponeringen överstiger insatsvärdet 2,5 m/s2 bör orsakerna utredas och tekniska och/eller organisatoriska åtgärder vidtas. Nedanstående bör beaktas vid åtgärdsval:
• Ändra arbetsmetod för att minska vibrationsexponeringen genom att automatisera, robotisera eller fjärrstyra arbete som tidigare utförts med vibrerande handhållen maskin.
• Val av utrustning med ergonomisk utformning och minimal vibrationsexponering. En lätt
maskin kräver mindre kraft för att hanteras, vilket innebär att en mindre mängd vibrationer överförs till operatören samt lägre belastning av rörelseapparaten. Dessa fördelar kan dock elimineras av det faktum att lättare maskiner tenderar att vibrera mer samt att dålig maskinbalans kan öka vibrationsexponeringen. Vibrationsnivån kan även minskas vid omkonstruktion av vibrerande maskiner. Vid byte av maskin är det viktigt att den har likvärdig eller bättre prestanda. Detta för att inte få för lång exponeringstid.
• Tillgång till hjälpmedel som dämpar vibrationer, t.ex. vibrationsdämpande handtag.
• Det är viktigt med regelbunden service och underhåll av maskinerna. Tillbehören ska vara
anpassade till maskin och arbetsuppgift. Verktyg som borrar och mejslar ska vara skarpa.
• Utformning av arbetsplatser, god ergonomi minskar risken för vibrationsskador.
• Information och utbildning om hur arbetsutrustningen ska användas för att minska vibrationsexponeringen. Rätt arbetsteknik och att låta maskinen göra jobbet är viktigt. Detta minskar grepp- och matningskrafter vilket innebär att överföringen av vibrationer till kroppen minskar. Det är även viktigt att informera personalen om att maskinens hylsa inte bör hållas i samt hur val av verktyg och utrustning påverkar vibrationsexponeringen.
• Begränsa vibrationsexponeringens tid och styrka genom att t.ex. ändra arbetsstyckets
konstruktion eller byta till en kraftigare och effektivare maskin. Kontrollera även att tryckluftsinstallationen tillåter maximal effekt hos maskinen.
• Anpassa arbetstiden så att man hinner vila tillräckligt. Skaderisken kan även minskas med
pauser som avbrott i vibrationsexponeringen.
• Värma upp luften som används i de pneumatiska maskinerna samt isolera handtaget för att undvika nerkylning av händerna. Detta för att minska skadeeffekten vid vibrationsexponering.
• Går det inte att minska vibrationsexponeringen så att montören kan arbeta en hel dag bör
exponeringstiden minskas genom t.ex. arbetsrotation. Arbetsuppgifter som innebär vibrationsexponering varvas med arbetsmoment utan vibrationer.
Det bör påpekas att personer kan få vibrationsskador även om vibrationsvärdet ligger under insatsvärdet, detta beror på individuella skillnader i vibrationskänslighet.58
58 Gemne, G., Lundström, R. och Hansson, J-E. Skador och besvär av arbete med handhållna vibrerande maskiner – kunskapsöversikt för kriteriedokumentation. Utvärdering av vibrationsexponering för industriverktyg. Pocketguide från Atlas Copco. Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15.
38

2.8 Checklista för val och bedömning av handhållna maskiner Nedan sammanfattas en checklista framtagen av Lena Sperling: Grepp- och individanpassning Kan maskinen greppas på olika sätt för att passa individen och varierade arbetsuppgifter? Kan handtagsstorleken anpassas efter individen? Kan både vänster och höger hand användas? Kan maskinen hanteras på ett bra sätt med arbetshandskar på? Är maskinens vikt och dimensioner anpassade för personer med små kroppsmått och låg muskelstyrka? Skydd mot olycksfall Skyddar maskinens utformning mot olyckor? Kan man fastna i rörliga delar eller kan maskinen glida ur handen? Skydd mot belastningsbesvär Hur stor kraft behövs för att använda maskinen? Är greppfriktionen tillräcklig? Finns det skarpa kanter som kan skapa obehagliga tryck i handen? Är maskinen dåligt balanserad? Felplacerad tyngdpunkt kan leda till handledsbesvär. Behövs balansblock för att avlasta vid repetitivt arbete? Känns verktyget behagligt att använda? Greppkomfort Känns verktygets handtag behagligt i handen? Isolerar handtaget mot både värme och kyla? Kalla händer leder till sämre prestation och större risk för belastningsbesvär. Informationsergonomi Kan man se på maskinens utformning hur den ska användas på rätt sätt? Hygieniska aspekter Kommer maskinens ytstruktur och form att samla på sig smuts och damm? Hur lätt är maskinen att rengöra? Innehåller greppytorna krom eller nickel som kan orsaka allergier? Maskinspecifika behov Låg vibrationsnivå? Låg bullernivå? Lågt reaktionsmoment? Är det lätt att ställa om momentet, använda avtryckaren och backningsfunktionen? Är elsladd/luftslang kopplade på ett smidigt sätt? Är hylsor och batteripaket lätta att byta?59
Anders Rundgren, skyddsingenjör, företagshälsovården Scania. 59 Speling, L. Kvinnohandens ergonomi. Greppfunktion och krav på handverktyg.
39

3 Nulägesbeskrivning Här beskrivs det område av motormonteringen som har undersökts under projektet.
Figur 21. Översiktsbild på en del av område 4. På D12-line monteras 9-, 11- och 12-liters lastbils- och bussmotorer. Var 5:e minut är en ny motor klar. Montörerna jobbar två-skift, skiftlaget arbetar antingen förmiddags- eller eftermiddagsskift och byter en gång i veckan. D12-line är uppdelad i åtta områden och varje område är uppdelat i 6-10 arbetsstationer. Takttiden är fyra minuter, det vill säga montörerna har denna tid till förfogande på varje station till att montera. Motorn transporteras längs line, i början på line används en fast transportbana. På den senare delen av monteringslinan används handmanövrerade lastbärare, en typ av truckar. Se figur 21 för överskitsbild av område 4. På de flesta arbetsstationer används en eller flera olika typer av monteringsmaskiner, men även handverktyg för att fästa artiklarna på motorn. Montörerna genomför vid varje skiftbyte kontroll av maskinerna för att se till att hylsorna inte har flisor och att upphängningen inte har tagit skada. Handmaskingruppen på D12-line har ingen rutin för löpande underhåll av maskiner. En maskin som börjar vibrera mycket byts ut. Artiklarna som monteras är relativt tunga och otympliga. Arbetet är repetitivt, monotont och väldigt styrt. Varje station har en metodstandard som beskriver arbetets gång. I dagsläget saknas riktlinjer kring ergonomi i dessa. För att bredda montörernas arbete har alla en roll, t.ex. kvalitet, arbetsmiljö och säkerhet, stopptid mm. En gång i veckan samlas alla montörer från olika områden med samma roll och diskuterar vad som har hänt och hur olika problem ska lösas. Montörerna från samma område har också möte en gång i veckan där de olika rollinnehavarna rapporterar vad som hänt inom rollen. Diskussioner förs även om förbättringar inom det egna arbetsområdet. På område 4 finns det två arbetsmiljö- och säkerhetsansvariga, en på varje skift. Samtal med dessa har visat att det finns en medvetenhet på området om de ergonomiproblem som hittats under projektarbetets gång, se resultatavsnittet. Det framkom även att förbättringsgrupperna jobbar med att åtgärda flera av de funna problemen. Rollen som arbetsmiljöansvarig innebär att man jobbar med arbetsmiljö, tillbud och olyckor, ergonomi, säkerhet, buller osv. Rollen är alltså relativt bred och finns engagemanget kan mycket uträttas.
40

4 Metod och genomförande I det här kapitlet beskrivs vad som har utförts och vilka arbetssätt och metoder som använts.
4.1 Informationsinsamling
4.1.1 Statistik från företagshälsovård Med hjälp av statistik från företagshälsovården valdes ett område av motormonteringen ut. Detta för att få tillräckligt med djup i projektarbetet. Området som valdes stod för flest besök till företagshälsovården och låg dessutom högt i sjukfrånvaro.
4.1.2 Litteratur Omfattande litteraturstudier gjordes inom områdena; ergonomi, antropometri, vibrationer, vibrationsskador och handhållna monteringsmaskiner.
4.1.3 Laborationslåda På Scanias företagshälsovård finns en laborationslåda med olika övningar. Syftet med dessa övningar är att få kunskap om händer och ergonomi. En grundlig genomgång av laborationslådan gav bättre förståelse för den litteratur som studerats samt för projektarbetet. Häftet ”Behåll greppet” användes under dessa övningar.
4.1.4 Intervjuer Under arbetet har flera personer intervjuats utöver handledarna för att få bättre förståelse för respektive persons kompetensområde. De intervjuade är bland andra: Ingrid Svensson Sjukgymnast/ergonom på Saab. En av upphovsmännen till BUMS
(Belastningsergonomisk Utvärderingsmall Saab). Pär Friberg Arbetsmiljöverket. Projektledare under framtagandet av AFS
2005:15, Vibrationer, samt skriften Vibrationer – hur du minskar risken för skador.
Lars Skogsberg Chef över konstruktionsstöd och ergonomi på Atlas Copco. Lars Oxelmark Åtdragningsteknik på Scania. Lottie Lord Johansson Företagsläkare på Scania. Flera andra personer har rådfrågats via samtal, e-mail samt telefon, se hela namnlistan under stycket Tack till i slutet av rapporten.
4.1.5 Ostrukturerade intervjuer Med kunskap från civilingenjörsutbildningen Ergonomisk Design och Produktion, praktik i verkstadsmiljö, praktik på motormonteringen samt inhämtade kunskaper från litteraturstudier och intervjuer genomfördes ostrukturerade intervjuer med montörerna på D12-line.
41

Genom hela arbetets gång har det varit viktigt att prata med montörerna, detta för att få en rättvisande bild av verkligheten. De flesta samtal och frågor har varit spontana och ostrukturerade, ibland har bara någon eller några montörer tillfrågats, ibland båda skiftlagen.
4.1.6 Observationer Stor del av arbetet bygger på observationer gjorda ute på D12-line, område 4. Med hjälp av BUMS, se stycke 2.1.1 BUMS, har arbetsställningarna utvärderats. Hur montörens arbetsställning påverkas av monteringsinnehåll och arbetsstationens utformning har studerats. Det har observerats att montörernas arbetssätt skiljer sig mellan de olika individerna. Områdets samtliga maskiner har undersökts. Främst faktorer som förvärrar vibrationsexponering och som påverkar kroppen negativt, som t.ex. kyla, lösa hylsor och vinklade handleder, har undersökts.
4.1.7 Kurser Scania har ett brett utbud av interna kurser. Kurserna Ergonomi för montörer, Ergonomisk arbetsplatsutformning och Åtdragningsteknik har genomförts i studiesyfte för examensarbetet. Enligt montörernas utbildningsplan är kursen Ergonomi för montörer obligatorisk. Genom att delta i kursen konstaterades att innehållet är viktigt för alla montörer. Detta för att alla som jobbar fysisk behöver baskunskaper inom ergonomi. Frågor angående vilka som deltagit i kursen har ställts bland montörerna.
4.1.8 Studiebesök, Saab Saab har en del av sin motormontering i Södertälje. Mikael Joneving guidade runt på 850-line, den nyaste och mest ergonomiska linan i fabriken. Studiebesöket genomfördes i syfte att få nya idéer på lösningar genom att titta på hur andra löst liknande problem. Besöket gav även insikt i BUMS, se stycke 4.1.1 BUMS samt teoristycke 2.1.2 Arbetsställning, som utvecklats av Saab, enligt deras förutsättningar och som nu används på Scania.
4.1.9 Studiebesök, Atlas Copco Besöket hos Atlas Copcos ergonom Lars Skogsberg, chef över konstruktionsstöd och ergonomi, gav väldigt mycket information om vibrationsexponering och om hur detta bör undersökas. Atlas Copco hade dessutom utvecklat en egen metod för att kartlägga vibrationer. Dessa riktlinjer finns i en pocketguide från Atlas Copco som heter ”Utvärdering av vibrationsexponering för industriverktyg”. Dessa riktlinjer tillsammans med AFS 2005:15 samt övrig litteratur har lagt grunden till den guide för riskbedömning av hand-arm vibrationer som tagits fram. Se stycke 4.4 Guide för riskbedömning av hand-arm vibrationer.
4.1.10 Studiebesök, Gjuteriet, Scania Anna-Liisa Hautala gav oss en guidad tur på Scanias gjuteri. Syftet med besöket var att observera om metoden för vibrations- och ergonomikartläggning, som detta examensarbete syftar till att utforma, går att använda på samtliga avdelningar på Scania. Gjuteriet, främst då renseriet, studerades för att avdelningen anses vara värst på Scania ur vibrationssynpunkt. Den intresserade läsaren kan se bilaga 4 – Studiebesök, Gjuteriet, Scania för mer information.
42

4.2 Ergonomikartläggning
4.2.1 BUMS Se teoristycke 2.1.1 BUMS för mer information om hur utvärderingsmallen används. Se även bilaga 2 - BUMS som visar hur mallen ser ut. Innan användning av BUMS ska man enligt manualen genomgå en introduktion till arbetssättet eller själv studera BUMS-konceptet ingående. För det här arbetet valdes genomgång av Helena Börjesson, ergonom/sjukgymnast på Scanias företagshälsovård. Därefter genomfördes laborationer med utvärdering av olika filmer. Under arbetet med utvärderingen dök flera frågor upp och för att lösa problemen på bästa sätt kontaktades Ingrid Svensson på Saab som utvecklat verktyget. Scania har precis köpt in licens av BUMS. Verktyget har anpassats efter Scanias produktion och heter nu SES, Scania ergonomistandard. I det här arbetet har BUMS använts för att belysa bra och dålig utformning av arbetsstationer samt arbetsmetoder. Tidtagning, kraftmätning, uppmätning av dimensioner samt observationer och uppskattningar har genomförts på plats vid stationerna på line. Samtidigt har frågor ställts till montörerna. Flera montörer har iakttagits vid stationerna för att ta hänsyn till olika kroppsförutsättningar och arbetssätt. Montering av olika motortyper har också iakttagits för att bedömningen alltid ska utgå från värsta fallet. Resultatet från utvärderingen med hjälp av BUMS studerades i sin helhet, speciellt de delar som kunde kopplas till arbete med handhållna maskiner.
4.2.2 Ergonomi - frågeformulär Ett frågeformulär utformat av Autoliv har använts för att undersöka förekomsten av besvär i nacke, hand, arm och skuldra bland montörerna på område 4, D12-line. Se bilaga 5 – Ergonomi -frågeformulär. Upplevelsen av besväret; smärta, trötthet eller domning, orsak till skadan samt hur lång tid besväret förekommit efterfrågades. Frågeformuläret delades ut på området till båda skiftlagen. Svaren sammanställdes och utvärderades.
43

4.3 Vibrationskartläggning
4.3.1 AFS 2005:15, Vibrationer Under projektets gång har lagen, i form av skriften AFS 2005:15, Vibrationer studerats. Detta med utgångspunkt från hur arbetet ser ut på Scania. Skriften har använts när riskbedömningen på D12-line gjorts. Se teoristycke 2.3 Lagar och riktlinjer för kartläggning av hand-arm vibrationer för mer information om innehållet i AFS 2005:15, Vibrationer. De delar av lagen som handlar om information och utbildning samt medicinsk kontroll har undersökts vid en intervju med Lottie Lord Johansson, företagsläkare. Detta gav en överskådlig bild över innebörden av lagen samt förståelse för kopplingen mellan olika avdelningarnas arbeten med denna. En del av lagen handlar om hänsynstagande till känsliga individer. Även detta togs upp under intervjun. Den intresserade läsaren kan se bilaga 1 – Intervju med Lottie Lord Johansson för en sammanställning av intervjun.
4.3.2 Allmän överblick Information om alla handhållna monteringsmaskiner på D12-line samlades in. Modellbeteckning hämtades från line och underhållsavdelningen. Få vibrationstal fanns att tillgå på Scania vilket gjorde att leverantörerna Atlas Copco, URYU och Ingesoll-Rand kontaktades för värden. En sammanställning av samtliga monteringsmaskiners vibrationstal gjordes där man kan se vilka maskiner som riskerar att överskrida insatsvärdet. Den tillåtna dagliga vibrationsexponeringen räknades om i tillåten användningstid. Detta gjordes för att få en allmän uppfattning om hur länge maskinerna kunde användas per dag. De flesta dragare på Scanias D12-line, alla på område 4, har ett deklarerat vibrationsvärde från leverantör som är mindre än eller lika med 2,5 m/s2. För att få en säkerhetsmarginal användes värdet 2,5 m/s2 samt en säkerhetsfaktor på 1,5. Beräkningen gjordes genom att säkerhetsfaktorn 1,5 multiplicerades med 2,5 m/s2 vilket gav 3,75
m/s2. Detta korrigerade vibrationstal gav i sin tur att maximala användningstiden per dag är 3,5 h, beräknat enligt: ________________ A(8) = √ 1/8 · ∑n
i = 1 · avi2 Ti Formel 1
För ytterligare information se stycke 2.3.2 Beräkning av daglig vibrationsexponering samt bilaga 6 – Beräkning av maximal användningstid.
4.3.3 Grundlig riskbedömning På område 4 kartlades vibrationerna grundligt. Arbete med olika motortyper studerades och flera tidtagningar gjordes på varje station. Även påverkande faktorer studerades, t.ex. oergonomiska
44

arbetsställningar som kan höja skaderisken och glappande hylsor som kan förvärra vibrationerna. De resultat som denna grundliga kartläggning gav kunde sedan appliceras på hela D12. För att kompensera för att det av leverantör angivna vibrationsvärdet är uppmätt i laboratorium under konstgjorda förhållanden multipliceras vibrationsvärdet med 1,5. När det gäller specialbyggda maskiner, som saknar deklarerat vibrationsvärde, gjordes ett antagande om att maskinen har ett vibrationstal på 2,5 m/s2. Användningstiden uppskattades genom tidtagning av arbetsmomentet under normala arbetsförhållanden.
4.3.4 Grov riskbedömning Eftersom de deklarerade vibrationstalen från leverantör var kända på samtliga monteringsmaskiner på hela D12 väcktes nyfikenheten över hur område 4 låg i föhållande till hela D12-line. En grov riskbedömning genomfördes på samtliga områden på D12-line, förutom område 4. Endast en tidtagning gjordes på varje station. Ingen hänsyn till olika motortyper togs och arbetsställningen studerades inte. Denna riskbedömning är inte fullständig.
4.3.5 Vibrationsmätning Vibrationsmätningar utfördes tillsammans med Anders Rundgren och Stefan Karlsson som arbetar som skyddsingenjörer på företagshälsovården och besitter den nödvändiga expertisen. Syftet med mätningarna var att få en uppfattning om hur väl uppmätta värden stämmer överens med deklarerade vibrationsvärden från leverantör. Det undersöktes om säkerhetsfaktorn 1,5 är tillräcklig eller om en faktor 2 bör användas. Se teoriavsnitt 2.3.1 Riskbedömning. Det var även bra att göra mätningar för att få kännedom om hur en sådan går till. Litteraturen som ligger till grund för projektet säger att mätningar är tidskrävande, komplicerade och att de är osäkra, något som mätningarna kunde bekräfta. Mätningar utfördes dels enligt ISO-standarden 5349-2, givaren monteras då fast på verktyget. Mätningar utfördes även med en givare som placerades i handen på montören. Den sistnämnda metoden är inte enligt standarden men den är enklare att utföra. Skillnaden mellan de olika metoderna är att spridningen blir större då givaren inte skruvas fast utan sätts i handen. Medelvärdena tycks dock inte skilja sig så mycket från varandra om man jämför metoderna. Mätningarna utfördes vid verklig användning med flera olika montörer.
45

4.4 Guide för riskbedömning av hand-arm vibrationer Samtidigt som riskbedömningen utfördes arbetades en guide för framtida riskbedömningar fram. Riskbedömningsguiden är ett excelbaserat kalkylblad, som syftar till att underlätta för framtida vibrationskartläggningar. Guiden utformades med hjälp den kunskap som samlats in under arbetet med riskbedömningen, fakta från teorikapitlen samt med hjälp av en exponeringskalkylator från på Atlas Copco och en från arbetslivsinstitutet. Guiden användes för att sammanställa riskbedömningen på område 4. Den användes även för att beräkna den dagliga vibrationsexponeringen på övriga delar av D12-line.
4.5 Checklista för handhållna maskiner En checklista har utvecklats. Den består av ett antal frågor som syftar till att underlätta för produktionen att ställa krav hos leverantörerna när de ska köpa en ny handhållen monteringsmaskin. Frågorna har gjorts konkreta och mätbara för att undvika att leverantörerna kan lämna bedömningsbaserade svar och kringgå ställda krav. Frågorna ämnar täcka in flertalet krav på handhållen maskin som ställs vid inköp, framför allt med fokus på ergonomi och arbetsmiljö.
46
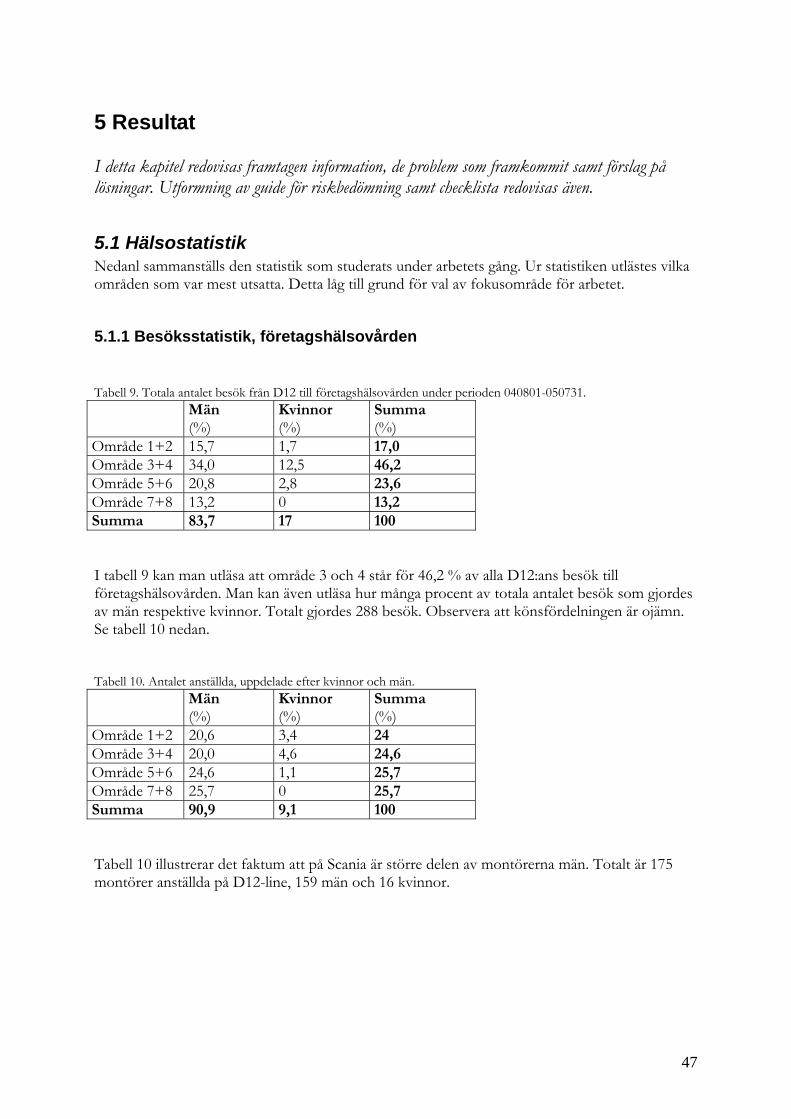
5 Resultat I detta kapitel redovisas framtagen information, de problem som framkommit samt förslag på lösningar. Utformning av guide för riskbedömning samt checklista redovisas även.
5.1 Hälsostatistik Nedanl sammanställs den statistik som studerats under arbetets gång. Ur statistiken utlästes vilka områden som var mest utsatta. Detta låg till grund för val av fokusområde för arbetet.
5.1.1 Besöksstatistik, företagshälsovården Tabell 9. Totala antalet besök från D12 till företagshälsovården under perioden 040801-050731. Män
(%) Kvinnor (%)
Summa (%)
Område 1+2 15,7 1,7 17,0 Område 3+4 34,0 12,5 46,2 Område 5+6 20,8 2,8 23,6 Område 7+8 13,2 0 13,2 Summa 83,7 17 100 I tabell 9 kan man utläsa att område 3 och 4 står för 46,2 % av alla D12:ans besök till företagshälsovården. Man kan även utläsa hur många procent av totala antalet besök som gjordes av män respektive kvinnor. Totalt gjordes 288 besök. Observera att könsfördelningen är ojämn. Se tabell 10 nedan. Tabell 10. Antalet anställda, uppdelade efter kvinnor och män. Män
(%) Kvinnor (%)
Summa (%)
Område 1+2 20,6 3,4 24 Område 3+4 20,0 4,6 24,6 Område 5+6 24,6 1,1 25,7 Område 7+8 25,7 0 25,7 Summa 90,9 9,1 100 Tabell 10 illustrerar det faktum att på Scania är större delen av montörerna män. Totalt är 175 montörer anställda på D12-line, 159 män och 16 kvinnor.
47

Tabell 11. Antalet besök/anställd, uppdelade efter kvinnor och män. Män
Kvinnor
Medel
Område 1+2 1,2 0,8 1,2 Område 3+4 2,8 4,4 3,1 Område 5+6 1,4 4 1,5 Område 7+8 0,8 - 0,8 Medel 1,5 3,1 1,6 Tabell 11 visar att antalet besök per anställd är högst bland både kvinnor och män på område 3 och 4. Observerbart är att kolumnen ”Medel” till höger följer männens medel, detta eftersom männen är så många till antalet. Tabell 12. Antal besök under perioden 040801-050731. Nacke/Bröstrygg Axel Arm Hand/Handled Summa
Område 1+2 2 3 0 1 6 Område 3+4 31 31 0 2 64 Område 5+6 13 4 2 2 21 Område 7+8 5 0 0 1 6 Summa 51 38 2 6 97 Tabell 12 visar att antalet besök för angivna besvär (nacke/bröstrygg, axel, arm och hand/handled) är 97 stycken. Totala antalet besök till företagshälsovården från D12 under tidsperioden 040801-050731 var 288 stycken. Ovanstående besvär utgör 33,7 % av totala antalet besök. Anledningen till att statistik över dessa besvär studerades är att de skulle kunna kopplas till arbete med handhållna vibrerande maskiner. Område 3 och 4 står för 64 av 97 besök till företagshälsovården med avseende på dessa besvär. De stora problemen på området utgörs av besvär med nacke/bröstrygg och axel. Det gick inte att skilja område 3 och 4 åt i besöksstatistiken. Endast denna statistik fanns tillgänglig vid tillfället för val av fokusområde. Eftersom en ergonomikartläggning redan var utförd på område 3 valdes område 4 som fokusområde för detta examensarbete.
5.1.2 Sjukfrånvaro Enligt Lars-Erik Andersson som arbetar som ekonom på företagshälsovården räknar man med att sjukfrånvaro kostar Scania 300 kr i timmen per anställd eller 0,5 miljoner kronor per år och anställd. I detta finns bland annat hänsyn tagen till överanställning, vikarier, övertid och justerkostnader. Med justerkostnader menar man kostnaden för att rätta till de fel som en nybörjare gör. Hela motors organisation (DE) ligger, jämfört med andra produktionsenheter på Scania, på en hög korttidssjukskrivning (3,8 %) samt en relativt låg långtidssjukskrivning (3 %).
48

Tabell 13 visar en sammanställning över sjukfrånvaro från januari 2005 t.o.m. november 2005. Alla verkstadsanställda på DE finns representerade, hela D12-monteringen liksom D12-monteringen områdesvis. Tabell 13. Verkstadsanställda inom DE, sjukfrånvaro i timmar från jan -05 t.o.m. nov -05. Område Korttid Långtid Totalt Kalendertid
Sjukfrånvaro
1-14 dagar % Sjukfrånvaro
>14 dagar % Sjukfrånvaro % Tänkt arbetstid
utan sjukfrånvaro
Omr 1+2 742 5,45 29 0,21 771 5,66 13622 Omr 1 1154 3,96 77 0,26 1231 4,22 29178 Omr 2 1146 3,08 777 2,09 1923 5,17 37183 Totalt 3042 3,8 883 1,1 3925 4,91 79983 Omr 3+4 1621 5,94 1275 4,67 2896 10,60 27309 Omr 3 1138 3,60 2479 7,84 3617 11,44 31618 Omr 4 1321 5,59 101 0,43 1422 6,02 23632 Totalt 4080 4,94 3855 4,67 7935 9,61 82559 Omr 5+6 680 5,35 112 0,88 792 6,23 12709 Omr 5 1218 4,06 824 2,75 2042 6,81 30000 Omr 6 1530 4,34 46 0,13 1576 4,47 35235 Totalt 3428 4,4 982 1,26 4410 5,66 77944 Omr 7+8 768 5,04 832 5,46 1600 10,51 15229 Omr 7 1447 4,08 1868 5,27 3315 9,36 35435 Omr 8 872 2,51 1967 5,66 2839 8,18 34727 Totalt 3087 3,62 4667 5,47 7754 9,08 85391 Tot. D12 13637 4,18 10387 3,19 24024 7,37 325877 Tot. DE 34358 3,87 28911 3,25 63269 7,12 888747 Område 1+2, 3+4, 5+6 och 7+8 står för statistiken från januari t.o.m. april. I maj skedde en organistionsförändring, de ovan nämnda områdena delas då upp. De uppdelade områdena står för statistiken från maj t.o.m. november. Kalendertid betyder den tid som området skulle ha arbetat om sjukfrånvaron varit noll. Område 3+4 har tillsammans störst andel sjukfrånvarotimmar från januari t.o.m. november med 9,61 %. Även område 7 och 8 ligger högt i sjukfrånvaro med 9,08 %. Under andra tidsperioden (maj t.o.m. november) ser man att det skiljer mycket mellan område 3 och 4. Område 3 har hela 11,44 % sjukfrånvaro under andra tidsperioden, vilket är högt jämfört med de andra siffrorna. Tittar man noggrannare på samma rad ser man att det är långtidssjukfrånvaron som är hög, 7,84 %, och att korttidsfrånvaron är relativt låg, 3,60 %. Område 4 har däremot hög korttidsfrånvaro jämfört med andra områden, 5,59 %. Denna statistik bekräftar det som besöksstatistiken visar, att område 3 och 4 är mest utsatta.
49

5.1.3 Arbetsskador, handhållna maskiner Vid samtal med företagsläkare Lottie Lord Johansson framkom det att hon på fem år har haft fem arbetsskadeanmälningar gällande vibrationsskador i form av vita fingrar. Se teoristycke 2.4.1.1 Vita fingrar (Raynaud - fenomen). Det är idag svårt att plocka fram statistik över vibrationsskador. Många skador påverkas av vibrationer men de är ofta inte enda orsaken till problemen. Ungefär tio personer har vid besök hos Lottie Lord Johansson tagit upp problem med de ryck som bildas i slutet av en åtdragning. Se teorikapital 2.1.5 Matningskraft och reaktionsmoment. Problemen har varit i muskler kring skulder- och nackpartiet.
50

5.2 Ergonomi - frågeformulär Ett frågeformulär angående ergonomi och besvärssymptom lämnades ut till montörerna. Se bilaga 5 – Ergonomi - frågeformulär. Formuläret delades ut för att undersöka om siffrorna i hälsostatistiken kan härledas till arbete med vibrerande handhållna monteringsmaskiner eller dålig ergonomi. Tabell 14 nedan visar resultatet av frågeformuläret som lämnades ut till båda skiftens personal. I denna undersökning deltog sju män och fem kvinnor, totalt 12 personer. Tabell 14. Resultatet av frågeformulär. Område 4, D12
Har inga besvär
Smärta
Trötthet
Domning Tror du orsaken är handhållna maskiner?
Nacken 8 3 1 • Annat. • Stn. 4:0, 4:1, 4:7. • Nej.
Höger hand, fingrar 11 1 Höger handled 11 1 • Stn. 4:0 .
• Stn. 4:0, 4:1, 4:7.Höger underarm 10 2 1 1 • 4:7 Höger armbåge 11 1 • Klicknyckel Höger överarm 10 2 • 4:7 Höger axel/skuldra
6 6 3 1 • Stn. 4:0, 4:1, 4:7. • Nej. • Stn. 3:7, 4:0, 4:3,
4:5, Q-zon. • Klicknyckel. • Möjligt.
Vänster hand, fingrar 11 1 1 Vänster handled
10 1 1 1 • 4:0. • Nej.
Vänster underarm 11 1 1 Vänster armbåge 11 1 Vänster överarm 11 1 Vänster axel/skuldra 10 2 • Annat.
• Nej. I tabell 14, kolumnen ”Tror du orsaken är handhållna monteringsmaskiner?” anger stationsnumren vid vilken station den besvärsframkallande maskinen finns. Sammanfattningsvis kan man ur tabellen se att det är främst höger sida som är drabbad av problem. Hälften av de tillfrågade montörerna anger att de har problem med höger axel/skuldra. Ett flertal anger även problem med nacken. Vid jämförelse med resultatet som framkom i stycke 5.1.1 Besöksstatistik, företagshälsovården syns att även där anges axel och nacke som de stora problemen.
51

Vid koppling av detta till teoriavsnitt 2.4.3 Störningar i rörelseapparaten syns det att problemen som framkommit i enkäten troligen hänger samman med tungt, repetitivt eller statiskt arbete. Smärta i skuldror och nacke är en vanlig belastningsskada som beror på överbelastning. En annan möjlig förklaring till axelbesvären kan vara supraspinatustendinit. Det kan även vara frågan om askungenfibersyndrom. Detta eftersom montören spänner armmusklerna statiskt i väntan på maskinens reaktionsmoment och dessa först aktiverade muskelfibrer får aldrig vila eftersom arbetet är relativt monotont. Ett fåtal operatörer har angett problem med domning vilket skulle kunna vara ett tecken på vibrationsskada enligt teoristycke 2.4.1 Cirkulationsstörningar och 2.4.2 Nervfunktionsstörningar. Underlaget är dock för litet för att kunna säkerställa några resultat. Det fanns även en fråga i enkäten om hur länge besväret förkommit. Detta redovisas inte eftersom det inte gick att dra några slutsatser av svaren. Kommentarer från montörer på område 4 samlades in dels genom detta frågeformulär och dels genom spontana, ostrukturerade intervjuer. Samtliga kommentarer finns i bilaga 7 – Kommentarer från montörer på område 4, de viktigaste för detta arbete var:
• Använder ej dragaren (station 3:7) för att dra 55 Nm då den rycker mycket (mothåll saknas).
• Tror att den stora Focus-maskinen på station 4:0 är orsaken till trötthet i båda handlederna.
• Dragaren (station 4:0, 4:7) gör att jag upplever smärta i nacken, höger handled och axel/skuldra. Jag har även ont i ryggen på grund av stationen.
• Dragaren (station 4:1) gör att jag upplever smärta i nacken, höger handled och axel/skuldra.
• Focus-maskinen på stationen (4:7) tror jag är orsaken till att jag upplever smärta i höger under- och överarm.
• Hela Q-zonen (kontrollstation) är dålig ur ergonomisk synvinkel. Beroende på om motorn är upphöjd på lyftbordet eller inte så är olika moment ergonomiskt olämpliga. Dragaren på Q-zonen borde vara stabilare då största momentet som dras är 67 Nm. Dragaren används för att justera felaktigt monterade artiklar, men detta sker relativt sällan.
• De flesta dragare på området är högerställda och det kan medföra att det gör ont i höger axel.
52

5.3 Ergonomikartläggning På område 4 bedömdes samtliga nio stationer med hjälp av BUMS, se tabell 15. Se även bilaga 2 – BUMS, kapitel 2.1.1 BUMS och 4.2.1 BUMS. Tabell 15. Bedömning av område 4 enligt BUMS. Bedömning Station
Grön 4:6 4:8 Gul 3:7 4:1 4:5 Röd 4:0 4:3 4:4 4:7 Nedan sammanfattas de viktigaste problem som framkommit under ergonomikartläggningen på område 4. Generellt kan man se att de största problemen på område 4 är tunga lyft, vinklade handleder samt dåliga arbetsställningar.
5.3.1 Arbetsstationens utformning
5.3.1.1 Fast bana Nuläge: Banan på område 4 är fast, det går inte att justera höjden på de olika stationerna om det inte finns ett lyftbord. Se figur 22. På slutdelen av line skruvas motorerna fast i en lastbärare, en typ av truckar. Detta innebär att det går att höja och sänka motorn, samt rotera denna. Se figur 23. Eftersom banan är fast uppkommer olika problem beroende på montörens längd. Arbetshöjden är ofta en kompromiss och det händer frekvent att handlederna får jobba i olämpliga vinklar på grund av felaktig arbetshöjd. En för låg arbetsställning ger ont i nacke och rygg, medan en för hög ger axel- och nackproblem. Arbetet på lastbärardelen ger större möjligheter till att anpassa arbetshöjden efter eget behov.
Figur 22. Motor på den fasta banan. Figur 23. Motor på lastbärare.
53

Ett konkret exempel på hur den fasta arbetshöjden påverkar montörernas arbetssituation finns på station 4:5. Där dras klammor fast relativt långt ner på motorn, vilket ger en låg arbetshöjd. Se bild 24 och 25. Som montör kan man endast påverka genom att har bra kunskaper om ergonomi och tänka på hur man står och jobbar.
Figur. 24 och 25. Dragning av kablageklamma. Förbättringsförslag:
• Bygg om banan så att den går att justera i höjdled, detta för att anpassa arbetshöjden till individen. Alternativet är att byta ut banan mot lastbärare. Se även teoristycke 2.1.2 Arbetsställning för information om lämplig arbetshöjd.
Nuläge: För att försöka förbättra arbetshöjden finns plattformar, t.ex. på station 4:7. Korta montörer kan ta hjälp av denna för att få en bättre arbetsställning. Om däremot en lång montör står på plattformen får han böja onödigt mycket på ryggen. Detta händer ibland när tid inte finns för att skjuta in plattformen. Se figur 26 och 27.
54

Figur 26. Lång montör på plattform. Figur 27. Lite kortare montör på plattform. Förbättringsförslag:
• Gör användningen av plattformar enklare och smidigare eller bygg om banan så att individanpassade inställningsmöjligheter av arbetshöjden erbjuds. Se även kapitel 2.1.2 Arbetsställning.
5.3.1.2 Materialplacering Ställagens uppbyggnad och artiklarnas placering gör att montörerna måste använda dåliga arbetsställningar för att nå materialet. Ofta lyfts artiklarna med överhandsgrepp (handryggen uppåt). Rekommenderad maxvikt vid överhandlyft är 0,5 kg, vilket frekvent överskrids på line, se teoriavsnitt 2.1.3.5 Styrka. Ur vissa pallar går det att lyfta med två händer, vilket är att föredra. Montören måste då tänka på att använda bra arbetssätt. Korta montörer tvingas ofta till att hämta material över axelhöjd på grund av högt placerade pallar. Se figur 28-31. När ergonomi diskuterades med arbetsmiljöansvarige framkom det att det största problemet antagligen är att montörerna jobbar på fel sätt trots att de inte behöver.
55
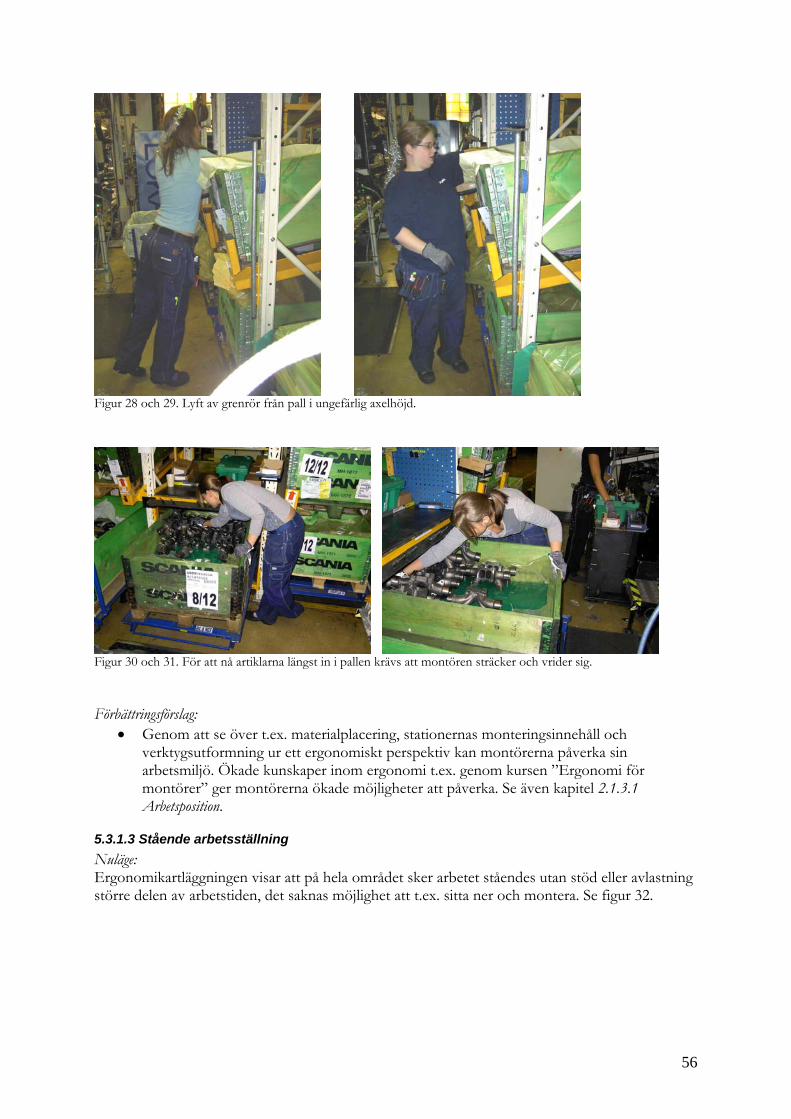
Figur 28 och 29. Lyft av grenrör från pall i ungefärlig axelhöjd.
Figur 30 och 31. För att nå artiklarna längst in i pallen krävs att montören sträcker och vrider sig. Förbättringsförslag:
• Genom att se över t.ex. materialplacering, stationernas monteringsinnehåll och verktygsutformning ur ett ergonomiskt perspektiv kan montörerna påverka sin arbetsmiljö. Ökade kunskaper inom ergonomi t.ex. genom kursen ”Ergonomi för montörer” ger montörerna ökade möjligheter att påverka. Se även kapitel 2.1.3.1 Arbetsposition.
5.3.1.3 Stående arbetsställning Nuläge: Ergonomikartläggningen visar att på hela området sker arbetet ståendes utan stöd eller avlastning större delen av arbetstiden, det saknas möjlighet att t.ex. sitta ner och montera. Se figur 32.
56

Figur 32. Stående arbetsställning på samtliga stationer på område 4. Förbättringsförslag:
• Ge montörerna möjlighet att inom området växla mellan olika arbetsställningar, sitta på en station, stå på en annan, montera vertikalt/horisontalt osv. Varierad arbetsställning under dagen är det bästa enligt teoristycke 2.1.2 Arbetsställning.
5.3.1.4 Utrymme saknas för att arbeta rätt Nuläge: Observationer har gjorts angående användning av vinkelmutterdragaren på station 4:1. När skruvarna på bränslelisten dras blir arbetshöjden relativt hög, dessutom håller de flesta montörer höger hand i ungerfärlig axelhöjd med utåtvinklad överarm. Handleden vinklas. Se bild 33 och 34. Eftersom den bekvämaste arbetsställningen med mest kraft är med överarmen nära överkroppen och armbågen i 90° vinkel väcktes nyfikenheten över varför en annan arbetsställningen föredrogs av montörerna. Svaren var många, bland annat ansågs kompressorn och ventilhuset vara hindrande. Andra åsikter var att ställaget och gallret för maskinen på station 4:2 var i vägen. Det saknas med andra ord utrymme för att jobba rätt.
Figur 33. Höger hand hålls högt upp och Figur 34. Höger hand arbetat relativt högt upp och är nästan i axelnivå. handleden vinklas.
57

Förbättringsförslag: • Byt plats på artiklar så att de artiklar som monteras på stationen ligger i samma
arbetshöjd. Det är inte väl genomtänkt att de två arbetsmomenten som utförs, ligger på så olika arbetshöjd på motorn. Det är ergonomiskt sett bättre att dra bränslelisten innan lyftbordet, eftersom arbetshöjden då är lägre, armbågen är för de flesta i ca 90 graders vinkel.
• Se över stationens utformning och artiklarna på motorn. Vad är det som hindrar montören att arbeta ergonomiskt?
Nuläge: På station 4:8 finns en stor låda (115 × 40 × 75 cm), ett skydd till lyftbordets motor. Denna låda måste montörerna hänga över för att nå fram till motorn då bränslerören kontrolldras. Se figur 35. En mycket bättre arbetsställning fås om montören kan stå så nära motorn som möjligt. Alternativet är att göra som montören på figur 36, kontrolldra utan att använda lyftbordet. Då fås en väldigt låg arbetsställning med böjd rygg och nacke.
Figur 35. Montören lutar sig över ”lådan” Figur 36. Kontrolldragning av bränslerör utan att använda för att nå fram till motorn. lyftbord. Förbättringsförslag:
• Ta bort lådan eller konstruera om den så att lämplig arbetshöjd och bra arbetsavstånd uppnås enligt nedan: I teoristycke 2.1.2 Arbetsställning kan man se att lämplig arbetshöjd ligger på en höjd av 100-110 cm enligt figur 3. I figur 36 är arbetshöjden 65 cm. I BUMS anges underarmsavståndet till 30 cm, se teoristycke 2.1.2 Arbetsställning. Detta mått anger rekommenderat avstånd till vertikal arbetsyta. Avståndet i figur 35 är ca 65 cm.
58

5.3.1.5 Motorns läge En del stationer skulle underlättas genom att motorns läge kunde ändras, t.ex. liggandes på sidan eller snedlutad. På vissa stationer skulle man då slippa hålla upp artiklarna som ska monteras. Turbohyllan på station 4:0 hålls idag uppe med vänster hand eller med knä, ett moment som kan undvikas med annat läge på motorn. Att tilta motorn skulle dessutom kunna möjliggöra ett bra arbetssätt med raka handleder vid dragning och bekväma arbetsställningar.
59

5.3.2 Arbetsinnehåll
5.3.2.1 Tunga lyft Nuläge: På station 4:0 är det främst artiklarnas vikt som är problemet. Turbohylla som väger upp till 6,5 kg samt grenrör, 2,7 kg, lyfts med överhandsgrepp ur pall. Överhandsgrepp innebär lyft med handryggen uppåt. Enligt BUMS är endast 0,5 kg tillåtet. Vissa av pallarna är dessutom placerade högt upp, i axelhöjd, se figur 28 och 29. Turbohyllan hålls sedan med en hand mot motorn medan andra handen gängar. För att underlätta använder vissa montörer knäet som avlastning för att kunna jobba med båda händerna, se figur 37. Detta leder till en arbetsställning där montören står och balanserar på ett ben. De tunga artiklarna ska monteras relativt lågt ner på motorn vilket kan leda till en böjd och olämplig arbetsställning om man är lång. Det är speciellt viktigt att arbetshöjden är den rätta när artiklarna är så tunga som dessa.
Figur 37. Balanserar turbohylla på knä. Förbättringsförslag:
• Se över ställagen, de tunga artiklarna bör placeras på en lägre höjd. Det är olämpligt att lyfta så tunga artiklar på hög höjd. Optimalt är ca 100-110 cm eller något lägre, enligt teoristycke 2.1.2 Arbetsställning.
• Ändra arbetssätt så att tunga artiklar lyfts med två händer och underhandsgrepp, det vill säga med handflatan uppåt.
• Utveckla en annan metod för att hålla upp turbohyllan vid montering. Genom t.ex.: - Styrpinnar. - Montera turbohyllan på pinnskruvar som skruvas direkt i blocket. - Bygga om så att motorn kan tiltas. Detta gör att materialet kan läggas på/mot motorn
60

och montören slipper hålla upp hela vikten själv. - Ändra packningarna till turbohyllan så att de hänger ihop i ett stycke, istället för att som i dagsläget använda sex stycken packningar. Monteringen blir enklare och snabbare, artiklarna behöver inte hållas upp lika länge.
• Bygg om så att arbetshöjden kan regleras för att passa individen.
Nuläge: På station 4:3 lyfts dragare och inloppsrör. Inloppsröret som väger 7,5 kg är ganska stort och otympligt. Detta ger dålig ryggställning vid uttag ur pall. Tvåhandslyftet av röret bedöms enligt BUMS som ett gult arbetsmoment. När röret ska gängas hålls artikeln mot motorn med ena handen och den andra lyfter upp en 2-2,5 kg tung pistoldragare. Denna är inte är upphängd i balansblock. För långa montörer kan den fasta arbetshöjden innebära vinklad handled. Se figur 38. Detta har bedömts som ett enhandslyft och är ett gult moment enligt BUMS. Se teoriavsnitt 2.1.3.5 Styrka.
Figur 38. Pistoldragaren vinklas för att ge den långa montören en bekvämare arbetsställning (mindre vinklad handled). Förbättringsförslag:
• Häng upp pistoldragaren på stationen i ett balansblock, se stycke 5.3.3.3 Maskinupphängning, för att operatören ska slippa lyfta dragarens hela vikt.
• Se över hanteringen av inloppsrören med avseende på ryggens arbetsställning samt tvåhandslyft.
61

5.3.2.2 Höga tryckkrafter Nuläge: På station 4:5 trycks bränslerör av plast in samt kablage fästs med klammor. Intryckningen av bränsleröret kräver stor kraft, hukande arbetsställning samt vinklade handleder. För att trycka in plaströren krävs en kraft på uppskattningsvis 50-100 N vilket är ett rött, eventuellt dubbelrött värde enligt BUMS. Kraften som krävs för att trycka ihop kablageklamman med tummens hjälp uppgår till 60 Nm vilket är ett rött moment. Förbättringsförslag:
• Placera intryckning av bränslerör på en arbetshöjd som medger bättre arbetshöjd och kraftutveckling. Bränslerören har under arbetet med ergonomibedömningen flyttats till station 4:1 vilket innebär en mycket bättre arbetshöjd.
• Det krävs stor kraft för att klämma ihop klämman med tummen. Åtgärda detta genom t.ex.: - Utarbeta ett nytt arbetssätt och att låta dragaren göra jobbet (trycka ihop klamman) när skruven dras. - Konstruera ett hjälpmedel att trycka med. Till exempel någon typ av tång. Det är viktigt att verktyget som tas fram ligger bra i handen och är lätt att använda.
5.3.2.3 Repetitioner Nuläge: Hela station 4:4 bedöms som röd enligt BUMS på grund av antalet repetitioner vid intryckande av gummipackning i ventilkåporna. Se figur 39 och 40. Antalet repetitioner när man trycket med fingrarna på packningarna uppgår till över 600 gånger per timme vilket ger ett dubbelrött värde och hela stationen bedöms som röd på grund av detta. Antalet tryckningar är dock mycket operatörsberoende. Kraften som krävs för att trycka ner packningarna uppgår till ca 10-20 N vilket är ett gult arbetsmoment.
Figur 39 och 40. Intryckning av packningar i ventilkåpor.
62

Förbättringsförslag: • Minska tryckningsfrekvensen på ventilkåpornas packningar t.ex. genom att förbättra
arbetstekniken.
Nuläge: Det stora antalet dragningar på inloppsröret, 360 dragningar per timme, station 4:3 är rött ur repetitionssynpunkt. Station 4:7 innehåller ett stort antal repetitioner när ventilkåpor ska dras fast, 540 dragningar görs per timme, även det är ett rött moment. Förbättringsförslag:
• Minska antalet dragningar genom konstruktionsförändring av artikeln eller inför en flerspindlig dragare som genom att dra flera skruvar samtidigt minskar totala antalet draganingar.
Nuläge: Åtdragning av bränslerör i metall görs på station 4:1. Det stora antalet repetitioner med momentnyckel, se figur 41, är dåligt. Arbetsmomentet kräver ca 500 repetitioner per timme, dessa ökar dessutom i belastning upp till 45 Nm. Åtdragningarna görs med vinklad handled och böjd rygg vilket ökar belastningen. Se figur 42 och 43 samt teoristycke 2.1.3.1 Arbetsposition och 2.1.3.2 Grepp.
Figur 41. Momentnyckel som används till bränslerör.
63

Figur 42 och 43. Åtdragning av bränslerör med hjälp av momentnyckel. Förbättringsförslag:
• Förbättra åtdragningen av bränslerör så att arbetsmomentet innebär mindre kraft och inte kräver vinklade handleder. Genom att t.ex.: - Konstruera en maskin som gör arbetet lika lätt och smidigt, men minskar behovet av kraft. - Minska stressen och muskelbelastningen på stationen genom att ge montören mer tid på stationen.
64

5.3.3 Handhållna maskiner
5.3.3.1 Handtagsutformning Nuläge: Specialdragaren på station 4:0 har ett handtag som ger vinklad handled mot lillfingersidan, se figur 44. Flertalet montörer har löst detta problem genom att hålla lösare i handtaget och vinkla handen så att handleden blir rak, se figur 45. Se även teoristycke 2.1.3.2 Grepp och 2.1.4 Arbetsställning i förhållande till handhållen maskin.
Figur 44. Vinklad handled på grund av Figur 45. Alternativ handfattning. maskinhandtagets utformning. Specialmaskinen på station 4:3 har även den ett handtag som medför att vänstra handleden vinklas. Flertalet montörer har dock utvecklat en teknik som bygger på att hålla löst i handtaget vilket ger en rak handled. Se figur 46 samt teoriavsnitt 2.1.3.2 Grepp och 2.1.4 Arbetsställning i förhållande till handhållen maskin.
Figur 46. Alternativt handgrepp. Förbättringsförslag:
• Se över specialdragarnas konstruktion. Vinkla om maskinens handtag eller köp en ny maskin. Vid användning av maskinen ska montörerna ha raka handleder. Byt ut dragaren mot en lättare och smidigare konstruktion om så är möjligt, för att minska montörernas muskelbelastning.
65

Nuläge: På station 4:0 används en rak dragare horisontellt trots att den endast är konstruerad för vertikal användning. Se även teoristycke 2.6.4.1 Rak skruvdragare. Användningssättet leder till en kraftigt vinklad handled. Se figur 47. Maskinen är inte heller upphängd vilket innebär att vid användning måste hela dragarens vikt lyftas med vinklad handled. På station 4:7 finns exempel på bra användning av dragare. Se bild 48 som visar ett exempel på en rak dragare som används på rätt sätt, det vill säga vertikalt. Jämför handledens vinkel på denna bild med handleden på bild 47.
Figur 47. Dragare som används felaktigt leder till Figur 48. Exempel på en rak dragare som används på rätt vinklad handled. sätt, vertikalt. Förbättringsförslag:
• En pistoldragare kan användas istället för den raka dragaren, vilket ger ett lämpligare grepp. För att slippa dragarens vikt kan denna hängas upp (i ett balansblock). Denna lösning förutsätter dock att arbetshöjden kan regleras efter individen, vilket innebär en ombyggnation av stationen. Denna lösning, med pistoldragare, fungerar inte i dagsläget eftersom den låga arbetshöjden skulle ge långa montörer en handled vinklad åt andra hållet, motsatt vinkel jämfört med den i figur 47. Dragaren som finns på stationen i dagsläget är den bästa kompromissen i nuvarande läge.
5.3.3.2 Mothåll Nuläge: På flertalet stationer på område 4 dras höga moment utan mothåll. Som exempel kan nämnas åtdragningen av nipplar på station 3:7. Dessa dras med ett moment på 35 Nm med hjälp av en elvinkeldragare, vilket är ett gult moment enligt BUMS. På station 4:6 dras en banjoskruv fast, med ett moment på 45 Nm. Detta moment utförs med hjälp av en vinkeldragare som måste hållas med en hand. Den andra handen används för att fixera bränsleröret som sitter fast i banjoskruven. Enligt BUMS så är 45 Nm med elvinkeldragare, utan mothåll, ett gult moment. Detta gränsvärde gäller endast då maskinen hålls med två händer. Vid jämförelse med en pistoldragare, som hålls med en hand, kräver BUMS mothåll över 6 Nm. Eftersom maskinen i arbetsmomenten ovan hålls med en hand ska bedömningen för enhandsgrepp användas. Även kablage dras på denna station. Momentet som dras på kablagets skruvar är 26 Nm utan mothåll, vilket är ett gult moment.
66

Förbättringsförslag: • Montera ett lämpligt mothåll för att ta upp reaktionsmomentet från dragaren så att
montörens kropp slipper ta upp detta. Detta gäller de maskiner som överskrider gränserna dvs. bedöms som röda moment enligt BUMS, se kapitel 2.1.5.1 Momentgränser för mothåll.
• Utforma en fixtur till banjoskruven, som fixerar bränsleslangen i rätt läge, så att montörerna har båda händerna fria. Om det inte är ekonomiskt försvarbart eftersom denna banjoskruv monteras relativt sällan, kanske man kan utveckla någon typ av underlättande arbetsteknik i samarbete med ergonom.
Figur 49 och 50 visar ett bra exempel på användning av mothåll. Den vita metallarmen tar upp reaktionsmomentet så att montörens kropp slipper detta. Se även teoristycke 2.6.1 Ryck samt 2.1.5 Matningskraft och reaktionsmoment för mer information.
Figur 49 och 50. Elvinkeldragare med mothållsarm. Den vita metallarmen tar upp reaktionsmomentet så att montörens kropp slipper ta upp detta.
5.3.3.3 Maskinupphängning Nuläge: Allmänt föreligger en risk att slå huvudet i dragare som är upphängda längs monteringsbanan. För att undvika detta justeras balansblocken så att dragarna hänger ganska högt upp, ca 2 m över golvet. Ergonomiskt sett innebär detta att montören måste, på varje station med en högt upphängd dragare, sträcka sig över huvudhöjd för att nå att dra ner dragaren. Detta påfrestar överarm. Ofta böjs nacken bakåt när montören tittar upp för att se var dragaren är. Detta är ett rött moment enligt BUMS eftersom armen lyfts mer än 90° ut från kroppen och för att nacken böjs bakåt. Se teoriavsnitt 2.1.3.1 Arbetsposition samt figur 51 och 52.
67

Figur 51. Nacken böjs bakåt och handen sträcks Figur 52. Bra exempel på hur ett snöre över huvudhöjd. används för att dra ned dragaren i lagom
arbetshöjd. Förbättringsförslag:
• Fäst snöre i maskinen för att underlätta nertagning av den, som i figur 52. Detta är en skonsammare arbetsteknik som rekommenderas.
• Ändra maskinernas upphängning.
• Se över balansblock, så att de inte är för hårt spända. Detta för att slippa påfresta musklerna i onödan. Se figur 53 och 54. Det finns även olika typer av balansblock, den sämre varianten som montören måste hålla emot hårdare ju längre ut balansblockets stållina dras ut och den bättre som har samma motstånd hela tiden. Balansblocket med konstant motstånd kan justeras så att den stannar på den höjd montören släpper maskinen på. Inställningen är bra ur den synpunkten att montören slipper den statiska muskelanspänningen som andra block kräver när maskinen dras ner mot motorn.
68

Figur 53. En pneumatisk Figur 54. En ofta förekommande typ av balansblock. pistoldragare hänger i balansblocket. Nuläge: När man krokar bort specialdragaren på station 4:3 efter användning måste man sträcka sig framåt. Se figur 55. Det är även tungt att skjuta maskinen i sidled eftersom upphängningen inte räcker till. Montören måste trycka maskinen i sidled, åt höger, för att nå längst ut. Detta beror på att maskinens upphängning krockar med andra upphängningar.
Figur 55. Montören måste sträcka sig och kroka i/ur dragaren i detta framåtlutade läge. Förbättringsförslag:
• Specialmaskinens upphängning bör ses över så att maskinen inte krockar med annat, se figur 55. Ett alternativ kan vara att hänga upp maskinen så att den hänger mitt över motorn, för att lättare nå. Ett annat förslag som framkom var att en magnet kunde användas för att fästa maskinen, en bit bort.
69

5.3.4 Allmänna förbättringsförslag
5.3.4.1 Arbetsteknik Nuläge: Observationer har gjorts under montörernas arbete och ett flertal arbetar felaktigt ur en ergonomisk synvinkel trots att arbetsstationen och/eller arbetsmomentet inte kräver detta. Det finns alltså möjlighet att jobba på ett bra och skonsamt sätt men kunskapen om detta saknas. Förbättringsförslag:
• För att kunna korrigera problemet med felaktigt arbetssätt föreslås att montörerna får ökade kunskaper om ergonomi genom att samtliga får möjlighet att gå Scanias internutbildning ”Ergonomi för montörer”. En rundfrågning bland område 4:s montörer visade att endast två personer av fjorton tillfrågade hade gått någon kurs med ergonomiinnehåll.
• Ergonomi är något som bör ingå i förbättingsgruppernas kontinuerliga arbete. Arbetsmiljöansvariga bör få ytterligare kunskaper och stöd genom någon lämplig expertfunktion, t.ex. ergonom eller sjukgymnast.
5.3.4.2 Konstruktionsfel Nuläge: Vid intryckning av avluftningsröret på station 4:7 finns endast en liten area att trycka på. Där fingrarna placeras finns dessutom skarpa plastkanter. Kraften som krävs för detta arbetsmoment ligger på gränsen mellan gult och rött, men i samband med de skarpa kanterna som till och med ger avtryck på fingrarna, bedöms detta moment som rött. Se figur 56 och 57 samt avsnitt 2.1 Ergonomi och 2.1.1 BUMS.
Figur 56. Avluftningsrör. Figur 57. Avluftningsröret monteras vid ventilkåporna. Förbättringsförslag:
• För att åtgärda de vassa kanterna på avluftningsröret bör konstruktionsavdelningen kontaktas. Fyller dessa vassa kanter någon funktion? Hur stor blir kostnaden för att åtgärda detta? Är det billigare att tillverka ett verktyg som hjälpmedel?
70

5.3.4.3 Praktiska ergonomitips för montörer Många frågor har ställts av montörerna under examensarbetets gång om hur man ska arbeta på ett bra och skonsamt sätt. Nedan ses en sammanställning av faktorer som är viktiga att tänka på när man jobbar som montör. Eventuellt kan informationen i punktlistan kompletteras med någon form av praktisk övning från sjukgymnast eller ergonom för att på ett tydligt sätt illustrera bra arbetsteknik. Företagshälsovården ställer gärna upp med expertkunskaperna för detta. Se även teoristycke 2.1 Ergonomi och 2.8.4 Grepptyper.
• Håll vinkeldragare med två händer. Vinkeldragare är konstruerade för att används med tvåhandsgrepp, inget annat.
• Rak handled! Undvik att använda lederna i sina ytterlägen. Muskelkraften minskar och risken för belastningsskada ökar. Tänk på att man kan trycka på avtryckarknappen med olika fingrar, t.ex. pekfinger eller tumme. Vilket finger ger en rak handled? Ska knappen flyttas?
• Bra arbetshöjd: Överarmen nära kroppen, armbågen i 90° vinkel. Se figur 3 stycke 2.1.2 Arbetsställning.
• Eldragare kan programmeras så att rycket i slutet av åtdragningen upplevs på olika sätt. Om någon dragare upplevs som obekväm, kontakta DynaMate för omprogrammering.
• För hårt spända balansblock kräver onödigt mycket kraft. Byt till balansblock med linjär fjäder. Justera inställningarna.
• Jobba inte i onödan genom att t.ex. stå och trycka ner maskinen på skruven. Låt maskinen göra jobbet istället!
• Lyft på rätt sätt! Använd underhandsgrepp (handflatan uppåt) framför överhandsgrepp (handryggen uppåt). Vid underhandsgrepp används starkare muskler. Nedanstående gränser gäller enligt BUMS. EN HAND: Mindre än 2 kg Grönt 2 – 5 kg Gult Över 5 kg, eller lyft med knogarna uppåt över 0,5 kg Rött TVÅ HÄNDER, underarmsavstånd: Mindre än 3,3 kg Grönt 3,3 kg – 11,8 kg Gult Över 11,8 kg Rött
• Ge och skapa möjlighet att variera arbetsställningen under dagen. Människokroppen mår bra när man varierar aktiviteter så som att gå, sitta, stå, använda musklerna och vila kroppen. Det är inte bra att göra samma typ av rörelser under en hel dag, att bara stå på en station eller sitta framför datorn hela dagen.
• Undvik arbete över axelhöjd och under knähöjd. • Lyft inte i onödan. Stå inte och håll artiklar i luften när t.ex. skyddsplasten tas av. Avlasta
istället genom att lägga upp på arbetsbord eller liknande. • Tänk på att alla är olika. Det som är bekvämt och lätt för dig kan vara jobbigt för någon
annan med andra förutsättningar. Respektera individen!
71

5.3.4.4 Metodstandard Scanias arbetsinstruktioner, metodstandarder, bör innehålla information om hur arbetsmomenten ska utföras med avseende på arbetsteknik. Metodstandarden bör beskriva hur artiklar ska lyftas och hur maskiner ska användas på ett skonsamt sätt för kroppen. Detta är något som förbättringsgrupperna i dagsläget jobbar med att ta fram.
5.3.4.5 Underhåll Förslagsvis bör underhåll av maskiner utförs på liknande sätt som man idag gör på gjuteriet. Eftersom maskinerna inte utsätts för samma påfrestningar som där behöver det inte ske lika ofta. På gjuteriet servar man maskinerna var 5-6 vecka, men då arbetar man även natt. Se bilaga 4 - Studiebesök, Gjuteriet, Scania.
72

5.4 Vibrationskartläggning
5.4.1 Allmän överblick De flesta handhållna monteringsmaskiner på D12-line har ett vibrationsvärde som ligger under 2,5 m/s2. Se bilaga 8 - Sammanställning av vibrationsvärden, D12. För maskiner med ett deklarerat vibrationsvärde på 2,5 m/s2, eller mindre, är den maximala tillåtna användningstiden 3,5 h på en hel arbetsdag. Detta innebär 1 min och 45 s per 4-minuters takt. Se bilaga 6 – Beräkning av maximal användningstid. Observera att tidsuppskattningen endast är till för att få en överblick över vibrationsexponeringen. Alla stationer på område 4 har en pådragstid som är kortare än 50 s per takt, vilket är väl under 1 min och 45 s. En grundlig riskbedömning gjordes dock där vibrationsexponeringen beräknades och observationer av förvärrande faktorer gjordes. Se kapitel 5.4.2 Grundlig riskbedömning , område 4. På övriga delar av D12-line upptäcktes vissa stationer som låg nära 1 min och 45 s per takt. En grov riskbedömning genomfördes för att få bättre kännedom om vibrationsexponeringen. Se stycke 5.4.3 Grov riskbedömning, D12, för resultat från denna.
5.4.2 Grundlig riskbedömning, område 4 För mer information om hur denna grundliga riskbedömning utförts, se metodkapitel 4.3.3 Grundlig riskbedömning. Resultatet från den grundliga riskbedömningen på område 4 har sammanställts i bilaga 9 – Riskbedömning, område 4. Vibrationsexponeringen och observationer av påverkande faktorer redovisas i varsin tabell. Vibrationskartläggningen visade en daglig vibrationsexponering på 1,2 m/s2. Värdet ligger långt under insatsvärdet på 2,5 m/s2 vilket medför att område 4 ser bra ut om man endast ser till vibrationer. Det har dock observerats förvärrande faktorer som höjer skaderisken och förvärrar vibrationerna på område 4. Se bilaga 10 – Kommentarer till riskbedömning, område 4 för förklaringar till det redovisade resultatet i bilaga 9 – Riskbedömning, område 4.
5.4.3 Grov riskbedömning, D12 För mer information om hur denna grova riskbedömning utförts, se metodkapitel 4.3.4 Grov riskbedömning. Se även bilaga 11 – Riskbedömning, D12 där resultaten av den grova riskbedömningen sammanställts. De slutsatser som kan dras av den grova riskbedömningen är att samtliga områden på D12-line ligger under insatsvärdet på 2,5 m/s2. Område 5 ligger dock i riskzonen för att överskrida med en daglig vibrationsexponering på 2,1 m/s2. Här ska försiktighet vidtas vid planer på förändringar. Störst risk utgör avdockningsstationen (5:0) och stationen där oljesumpen (5:5) monteras. Detta eftersom stationerna innehåller många skruvdragningar och därmed lång användningstid. Även station 5:6 och 5:1 har relativt långa användningstider. Avdockningsstationen bör åtgärdas genom
73

att de två montörerna som står på denna station delar upp dragningarna mellan sig, istället för att som i dagsläget en montör gör allt skruvande. På övriga områden används större delen av takttiden till att hämta artiklar och placera dessa på motorn. Monteringsmaskiner används endast en bråkdel av takttiden. Detta ledde till liten vibrationsexponering på dessa områden.
74

5.5 Vibrationsmätning Mätningarna som utfördes på område 4 visade att en säkerhetsfaktor behövs för att justera värdet från leverantör. Faktorn 1,5 räcker som säkerhet för de inköpta monteringsmaskinerna. De inköpta maskinerna hade deklarerade värden under 2,5 m/s2, multiplicerat med säkerhetsfaktorn 1,5 ger det 3,75 m/s2. De tre översta modellerna i tabellen nedan är inköpta maskiner och den fjärde är en maskin som tillverkats på Scania. Ingen av de inköpta maskinerna kommer upp i 3,75 m/s2. Se tabell 16. Tabell 16. Vibrationsmätningar. Modell
Vibrationsvärde Mätmetod Operatör
3, 1 m/s2 enl. ISO 5349-2 operatör 1 3,0 m/s2 ej enl. standard operatör 1
Uryu Alpha 60
3,6 m/s2 ej enl. standard operatör 2 1,8 m/s2 ej enl. standard operatör 1 2,7 m/s2 ej enl. standard operatör 2
Atlas Copco ETVS7-40-10CTADS (1)
1,9 m/s2 ej enl. standard operatör 3 2,5 m/s2 ej enl. standard operatör 2 Atlas Copco ETVS7-40-10CTADS (2) 3,1 m/s2 ej enl. standard operatör 3 4,2 m/s2 enl. ISO 5349-2 operatör 1 Tvåspindlig specialbyggd maskin 3,9 m/s2 enl. ISO 5349-2 operatör 2
Vibrationsvärdena är medelvärden av flera mätvärden, på Atlas Copco maskinerna kommer dock värdet på operatör 3 endast från en mätning. Mätningar utfördes även på en tvåspindlig specialbyggd maskin. Här visade siffrorna att 1,5 inte räcker som säkerhetsfaktor då ett vibrationstal på 2,5 m/s2 använts. Maskinen saknar deklarerat vibrationstal och för att få med maskinen i riskbedömningen användes ett värde på 2,5 m/s2. I fortsättningen bör man vara mer försiktig med dessa maskiner vid riskbedömning, mätningar bör göras på maskinerna innan de tas i bruk. I de fall information saknas måste man göra egna mätningar eller använda sig av en högre siffra än 2,5 m/s2. Vibrationsmätningarna visade att resultatet till stor del är beroende av operatören och arbetsteknik, av hur hårt man håller maskinen samt med vilket grepp. Detta är enligt Anders Rundgren en anledning till att mätningarna som tillverkare gör är standardiserade och utförs i rigg. En operatör som ger låga mätresultat tar förmodligen upp mer vibrationer med kroppen medan en operatör som ger höga mätresultat tar upp mindre med kroppen. En iakttagelse vid mätningarna var att Uryu maskinen var väldigt obalanserad i tomgång. Vid kontakt med skruvarna vibrerade maskinen mindre än då maskinen kördes i luften. För mer information om hur mätningarna utfördes se kapitel 4.3.5 Vibrationsmätning.
75

5.6 Guide för riskbedömning av hand-arm vibrationer Det framkom ganska snabbt önskemål på en guide för hur man utför en bra riskbedömning av handhållna maskiner gällande vibrationsexponering och ergonomi på ett arbetsområde. En guide för riskbedömning utformades därför till hjälp för den som ska utföra arbetet i framtiden. Se bilaga 12 – Guide för riskbedömning av hand-arm vibrationer. Denna kommer att föras in i Scanias Arbetsmiljöhandbok. Guiden består av två delar. Första delen används för att kartlägga verktygen och ta fram den dagliga vibrationsexponeringen på området. Man börjar med att notera på vilken station en maskin är placerad samt uppgifter om maskinens modell. Vibrationstal från leverantör används i första hand och saknas detta får man göra vibrationsmätningar. Användningstiden, det vill säga tiden pådragsknappen är intryckt, måste mätas och föras in. Slutligen kan vibrationsexponeringen på området beräknas och utvärderas. Om vibrationsexponeringen håller sig under 2,5 m/s2 visas detta genom en grön indikering. Mellan 2,5 m/s2 och upp till 5 m/s2 visas en gul indikering och över 5 m/s2 visas rött. Dessa siffror stämmer överens med exponeringsvärdena som är angivna i lagen, AFS 2005:15, Vibrationer. Se teoriavsnitt 2.3.3 Åtgärder för att minska vibrationsexponeringen. I guiden finns även skrivna instruktioner som beskriver hur riskbedömningen ska utföras och var värdena ska fyllas i. Den första delen har utformats med hjälp av inspiration av liknande exponeringskalkylatorer från Atlas Copco och Arbetslivsinstitutet. Teorikapitel 2.3. Lagar och riktlinjer för kartläggning av hand-arm vibrationer har även använts. I den andra delen av guiden undersöks ergonomi. Observationer måste göras på området för att se om det existerar några förvärrande faktorer. Dessa faktorer kan till exempel vara vinklade handleder, arbete i/över axelhöjd, kalluft mot hand/kallt handtag, ryck, vibrationer med stötinnehåll, skarp kant i hand, glappande förlängare/hylsa eller dålig upphängning. På område 4 där guiden användes för att sammanfatta riskbedömningen observerades en del av dessa faktorer, bl.a. ryck, få mothåll och dålig upphängning i form av hårda balansblock. Existerar dessa faktorer kan vibrationerna förvärras eller så blir kroppens skador vid vibrationsupptag större. Den andra delen av guiden har utformats med stöd från teoriavsnitt 2.1 Ergonomi, 2.2 Vibrationer, 2.6 Handhållna monteringsmaskiner och 2.7 Exponeringsminskande åtgärder. Information om upphängning är tagen ur resultatdelen, avsnitt 5.3.3.3 Maskinupphängning.
76

5.7 Checklista för handhållna maskiner Med hjälp av teoriavsnitt 2.1 Ergonomi samt 2.8 Checklista för val och bedömning av handhållna maskiner har en checklista utvecklas. Även Scanias TFP 2004, Tekniska föreskrifter för produktionsutrustning har använts vid utformningen. Syftet med denna checklista är att erbjuda ett underlag för att kunna ställa krav på en leverantör vid maskininköp av handhållna monteringsmaskiner. Frågorna har utformats så konkret som möjligt, luddiga ergonomiska frågor som t.ex. ”Är greppet bra?” har konkretiserats genom att ange rekommenderad handtagsdiameter, handtagslängd osv. Frågorna kan endast besvaras med ja eller nej (ja = GRÖNT, nej = RÖTT). Själva checklistan finns i bilaga 13 – Checklista för val och bedömning av handhållna maskiner.
5.7.1 Motivering till checklistans frågor Som mall till checklistans utformning samt grund till flertalet frågor ligger informationen i teoristycke 2.8 Checklista för val och bedömning av handhållna maskiner. Nedan motiveras hur värdena i checklistan, se bilaga 13 – Checklista för val och bedömning av handhållna maskiner, tagits fram.
1) Har handtaget en diameter som är 2 - 4 cm? Enligt BUMS, se teoristycke 2.1.2.6 Diameter gäller diametern som anges inte maskindrivet verktyg. Enligt Ingrid Svensson, ergonom och utvecklare av BUMS, är orsaken till detta att förbättringsgrupperna på Saab alltid fick röd bedömning på alla maskinhandtag. Saab försökte påverka leverantörerna, men misslyckades. Beslutet togs att stryka maskiner ur bedömningen. Vi tycker dock det är viktigt att påverka leverantörerna till att tillverka bättre maskiner. Måtten på diametern som redovisades i BUMS valdes framför Atlas Copcos värden. Detta eftersom BUMS mått tar hänsyn till kvinnors handstorlek. Vid konstruktion av grepp ska man anpassa diametern efter små händer. Detta eftersom det är svårare att hålla i ett verktyg med för stor greppdiameter än ett med för liten. Se teoristycke 2.1.3.2. Grepp.
2) Har handtaget en längd som är 100 – 140 mm? I teoristycke 2.1.6.2 Längd anger Atlas Copco att handtagets längd bör vara åtminstone 90 mm och att 13 mm bör läggas på vid användning av handskar. Övre längdgräns vid höga matningskrafter är 130 mm och även där bör 13 mm läggas till för handskar. Resultatet blir en rekommenderad längd på handtaget som ligger mellan 100-140 mm.
3) Kan både vänster- och högerhandsfattning användas? Se teorikapitel 2.1.3.3 Hänthet och 2.1.4 Arbetsställning i förhållande till handhållen maskin.
4) Är tyngdpunkten rätt placerad så att ett böjande moment inte uppkommer i handleden? Ur teoristycke 2.1.3.1 Arbetsposition, 2.1.4 Arbetsställning i förhållande till handhållen maskin och 2.8 Checklista för val och bedömning av handhållna maskiner kan man utläsa att det är olämpligt att arbeta med böjd handled vilket operatören tvingas till om tyngdpunkten är felplacerad och handleden inte orkar hålla emot maskinens vikt. Felplacerad tyngdpunkt gör att handleden måste uppbringa en viss kraft för att hålla emot maskinens tendens att
77
tippa, vilket innebär ett böjmoment i handleden.
5) Kan man använda maskinen med rak handled? Pistolmaskiners handtag bör ha en lutning på ca 70°. Se teoristycke 2.1.3 Handen och armens ergonomi och 2.1.4 Arbetsställning i förhållande till handhållen maskin.
6) Kan maskinen användas utan risk för att fastna i rörliga delar eller att maskinen glider ur handen? Se teoristycke 2.8 Checklista för val och bedömning av handhållna maskiner.
7) Kan man se på maskinens utformning hur den ska användas på rätt sätt? Se teoristycke 2.8 Checklista för val och bedömning av handhållna maskiner.
8) Är maskinhandtaget fritt från rillor (gropar för fingrarna) och skarpa kanter? Se teoristycke 2.8 Checklista för val och bedömning av handhållna maskiner, 2.1.4 Arbetsställning i förhållande till handhållen maskin.
9) Är greppytorna fria från krom eller nickel som kan orsaka allergier? Se teoristycke 2.8 Checklista för val och bedömning av handhållna maskiner.
10) Ligger pådragskraften (trycka in knappen - kraften) under 10 N (rak handled) eller 5 N (böjd handled)? Se teoristycke 2.1.3.5 Styrka där gränserna för ”trycka med finger” anges enligt BUMS samt 2.1.4 Arbetsställning i förhållande till handhållen maskin.
11) Har maskinen handtag som: - isolerar mot värme/kyla. - ger bra grepp. - dämpar vibrationer. Se teorikapitel 2.1.4 Arbetsställning i förhållande till handhållen maskin, 2.7 Exponeringsminskande åtgärder och 2.8 Checklista för val och bedömning av handhållna maskiner.
12) Har maskinen det mothåll som krävs? Mothåll krävs: Elektrisk vinkeldragare med åtdragningsmoment över 50 Nm, vinkeldragare (pneumatisk) över 40 Nm, pistoldragare över 6 Nm och rak maskin över 3 Nm. Teorikapitel 2.1.5.1 Momentgräns för mothåll anger olika värden, varvid rekommendationer från BUMS valts eftersom Scania köpt in mallen och tänker fortsätta arbeta.
13) Behövs balansblock installeras för att avlasta vid repetitivt arbete?
78

Balansblock krävs: Maskinvikt högre än 2 kg med enhandsgrepp eller 3,3 kg med tvåhandsgrepp och underarmsavstånd. I teoristycke 2.1.3.5 Styrka anges gränserna för enhands- och tvåhandslyft enligt BUMS. Dessa gränser har sedan applicerats på lyft av dragarens tyngd.
14) Är det deklarerade vibrationsvärdet från leverantör under 2,5 m/s2? (Maximal användningstid är 3,5 h/arbetsdag. Om maskin med högre vibrationsvärde köps in krävs kortare användningstid.) Kapitel 2.3 Lagar och riktlinje för kartläggning av hand-arm vibrationer beskriver vibrationsvärdet samt kapitel 4.3 Vibrationskartläggning behandlar användningstiden.
15) Är den deklarerade bullernivån under Leq 75 dB(A)? Enligt Scanias TFP 2004, Tekniska föreskrifter för produktionsutrustning, är det angivna värdet den högsta tillåtna ljudnivån.
16) Är maskinen CE-märkt, enligt: - MD 98/37/EEC - LVD 72/23/EEC - EMC 89/336/EEC Frågan är utformad enligt kapitel 2.8 Checklista för val och bedömning av handhållna maskiner samt uttalande av Anders Rundgren, skyddsingenjör på Scania med CE-märkning som ett expertområde.
79

6 Diskussion I det här kapitlet diskuteras de resultat som framtagits samt det fortsatta arbetet.
6.1 Hälsostatistik Det finns enstaka individer som påverkar statistiken mer än andra. Av 64 besök på område 3 och 4 med avseende på problem med nacke/bröstrygg, axel, arm samt hand/handled står två personer för 31 besök, detta påverkar utfallet. Område 3 och 4 står dock för 46 % av alla D12:ans sjukbesök. Orsaken till problemen på område 3 och 4 är troligtvis en följd av att banan är fast och att samma typ av montering sker på flera stationer efter varandra. Där statistiken över sjukfrånvaro på område 3 och 4 har kunnat hållas isär ser område 3 värre ut än område 4. Vi anser att område 3 är sämre än område 4 i det avseendet att det mesta arbetet sker i samma arbetshöjd. Kroppen får dåligt med variation av rörelser och samma muskler jobbar hela tiden. Det skulle vara intressant att se vad en undersökning som fokuserade på område 3 visade. Under arbetet har man på motormonteringen diskuterat att bygga en ny typ av bana som skulle vara höj- och sänkbar på område 3 och 4. Med tanke på de siffror statistiken visar tycker vi att den befintliga banan måste åtgärdas.
6.2 Ergonomikartläggning
6.2.1 BUMS Att utvärdera ergonomi är svårt eftersom uppfattningen om vad som är bra och dåligt varierar mycket mellan olika individer. Det har varit bra att använda en relativt objektiv utvärderingsmall som BUMS. Före utvärdering med BUMS ska en grundutbildning genomgås. Vi har inte haft tillgång till den utan har istället själva studerat materialet. Detta är något som kan ha påverkat resultatet. Punkt 2.5 Handgrepp i BUMS bedömer diameter/tjocklek på artiklar eller verktyg (ej fästelement och handmaskiner). Se bilaga 2 – BUMS. Grepp på handmaskiner fanns tidigare med i bedömningen men togs bort. Maskinhandtagens diameter blev ofta gula eller röda enligt BUMS, det var svårt att påverka leverantörerna och svårt att åtgärda problemet. Detta ledde till att handmaskinerna plockades bort ur bedömningen. Vi tycker att handmaskinerna ska vara med i bedömningen och att Scania på så sätt ska ställa krav på leverantörerna. I Checklista för handhållna maskiner som ska vara till hjälp vid inköp av maskiner finns därför dessa mått angivna. Se bilaga 13 – Checklista för handhållna maskiner.
6.2.2. Ergonomi – Frågeformulär Antalet medverkande som svarade på frågeformuläret om ergonomi var endast sju män och fem kvinnor. Det var svårt att utläsa något tydligt resultat eftersom underlaget var så litet. En tabell sammanfattar resultatet eftersom det var svårt att se någon skillnad mellan könen på en så liten grupp. Alla frågor som ställdes finns inte sammanställda i resultatet.
80

Eftersom det finns så lite forskning om hur dragares reaktionsmoment (ryck) påverkar människan kan bara spekulationer göras om att detta kan vara en orsak till montörernas axel/skulder problem som framkommit i ergonomi-frågeformuläret. Vi tror att felaktig arbetsställning i kombination med ryck kan vara en orsak till att axel/skulderpartiet tar stryk. Att det är främst höger sida som drabbas skulle kunna bero på att samtliga maskiner är upphängda så att de ska användas med höger hand som den mest kraftupptagande handen. Underlaget till enkäten är dock inte tillräckligt stort för att kunna dra några konkreta slutsatser av detta.
6.3 Vibrationskartläggning
6.3.1 Kartläggare, ”sakkunnig person” Enligt AFS 2005:15 ska det vara en ”sakkunnig person” som genomför riskbedömningen. Idag är det arbetsmiljöingenjörernas uppgift. Frågan är om det är realistiskt, med dagens bemanning, att de ska gå igenom alla avdelningar på Scania. Vi anser att vibrationskartläggningarna ska vara ett samarbete mellan skyddsingenjörerna och montörerna, det skulle ge bäst resultat och vara mest effektivt. Montörerna kan bidra med sin kännedom om arbetet på line och de maskiner som används.
6.3.2 Vibrationstal från leverantör Vibrationsmätningar är komplicerade, tidskrävande och inte alltid tillförlitliga. Därför har deklarerade vibrationsvärden från leverantör använts i detta arbete för att beräkna den dagliga vibrationsexponeringen. Värdena från leverantör är utförda i laboratorium och de erhålls med hjälp av konstgjord belastning. Dessa värden måste användas med förnuft eftersom de inte tar hänsyn till hur maskinen används i verkstaden.
6.3.3 Säkerhetsfaktor Vibrationstalet från leverantör har i detta arbete multiplicerats med en säkerhetsfaktor på 1,5 för att kompensera för laborationsvärdenas osäkerhet. Även faktorn 2 har testats. Detta resulterade i att ett av åtta områden (område 5) som tidigare var grönt översteg insatsvärdet. Arbetsmiljöverket gav ut en bok, Vibrationer – Hur du minskar risken för skador, kort efter det att lagen gällande vibrationer kom. I boken använder man sig av säkerhetsfaktorn 2 vid vibrationskartläggning men motivering till varför just denna siffra används saknas. I Atlas Copcos skrift, Utvärdering av vibrationsexponering för industriverktyg, används en säkerhetsfaktor på 1,5. Detta görs med hänvisning till pågående framtagning av en teknisk rapport i den europeiska standardiseringskommitén. Se kap 2.3.1 Riskbedömning. Eventuellt kommer en faktor på 2 att användas för mejselhammare. Anders Rundgren, skyddsingenjör på Scania talar om att använda olika säkerhetsfaktorer för montering och bearbetning. Erfarenhet från mätningar säger att maskiner som används vid bearbetningen ofta utsätts för större påfrestningar och slitage jämfört med monteringsmaskiner. Ett förslag är att använda faktorn 1,5 till montering och 2,5 till bearbetning. Vibrationsmätningarna som utfördes på plats visade att säkerhetsfaktorn 1,5 var tillräcklig på köpta monteringsmaskiner. Alla mätningar utfördes visserligen inte enligt ISO-standard 5349-2 men metoden som användes ansågs inte ge för låga värden.
81

6.4 Guide för riskbedömning av hand-arm vibrationer Guiden som tagits fram i dataprogrammet Excel kan förbättras och förenklas genom att mer programmeras och lämnas åt Excel att utföra. Risken med att programmera för mycket är att mallen blir svår att uppdatera för någon som inte utformat den från början. Diskussion har förts om att vikta de påverkande faktorerna i den andra delen av guiden mot varandra. Hur väl de olika faktorerna uppfylls av en enskild maskin bedöms sedan med ett värde. Det viktade värdet multiplicerat med bedömningen skulle ge ett tydligt resultat i sifferform. Den sämsta maskinen och den värsta påverkande faktorn får högst siffervärde. Tanken är bra men svår att genomföra. Vi kan endast vikta faktorerna utifrån egna åsikter eftersom det saknas teori att basera en sådan viktning på. Därför har vi valt att inte göra en viktning. En faktor det har varit svårt att hitta information om är rycket, reaktionsmomentet, som uppkommer i slutet av en åtdragning. Vi har inte hittat någon litteratur om hur kroppen påverkas av ryck, endast att det kan vara skadligt. Det finns metoder som beskriver hur rycket kan mätas men koppling till hur det påverkar kroppen saknas. En användbar metod för att mäta ryck ute i verkstaden saknas. Detta visar på att det finns ett behov av forskning om ryck och dess påverkan på kroppen. För tillfället pågår arbete på Saab med att föra in hänsyn till vibrationer i BUMS. Den andra delen av Guide för riskbedömning av hand-arm vibrationer skulle kunna ersättas av BUMS när detta arbete är färdigt. Det skulle vara önskvärt att ha guiden kopplad till DynaMates informationssystem. När individnumret fylls i så kommer automatiskt information om modell och vibrationstal upp. En förutsättning är att DynaMates listor över maskiner kompletteras med vibrationstal.
6.5 Checklista för handhållna maskiner Framtagningen av checklistan har varit svår eftersom vi ville ha konkreta frågor där svaret bara kan vara ja eller nej. Liknande checklistor för handverktyg finns, men dessa är ofta otydliga med luddiga frågor. Det visade sig vara svårt att sätta mätbara storheter på allt, ibland saknades fakta och ibland angav litteraturen olika mått.
82

7 Slutsatser och rekommendationer Det som framkommit i detta arbete är att vibrationerna inte är ett stort problem inom motormonteringen, D12-line. Resurserna bör läggas på ren belastningsergonomi framför vibrationer. Maskinerna som finns på line är generellt sett bra ur vibrationssynpunkt. Detta gäller när de deklarerade vibrationsvärdena från leverantör används samt en säkerhetsfaktor på 1,5. På de monteringsmaskiner som undersökts är 1,5 tillräckligt som säkerhetsfaktor. I dagsläget går större delen av takttiden åt till att hämta och förbereda material för montering. Själva tiden som ägnas åt att dra fast materialet är väldigt kort, oftast under 25 % av takttiden. Detta gör att vibrationsexponeringen pågår under för kort tid för att vara skadlig enligt lagens riktlinjer. I dagsläget ser resultatet relativt bra ut ur vibrationssynpunkt men vid förändringar är det viktigt att man har vibrationerna i åtanke. En hypotes som framkommit under arbetet är att det kan vara dragarnas reaktionsmoment som bidrar till område 4:s axel- och skulderproblem. Ytterligare en teori är att problemen hänger samman med tungt, repetitivt eller statiskt arbete. Smärta i skuldror och nacke är en vanlig skada som kan bero på överbelastning. Det är främst arbetsstationens utformning, stress och brist på kunskap om ergonomi som resulterar i felaktigt arbetssätt. Vi rekommenderar att D12:an intensifierar arbetet med ergonomi, med hjälp av BUMS. Det är bra, lättanvänt och tydligt till skillnad från andra hjälpmedel för utvärdering av ergonomi. En person på varje skift och område har arbetsmiljörollen. Rollen innebär att montören jobbar med arbetsmiljöfrågor vid sidan av sitt dagliga arbete. Vi anser att det är en god idé att arbetsmiljöansvarig person informerar sin grupp om ergonomi. Arbetsmiljöansvarig finns på plats, har god kännedom om sitt produktionsavsnitt och kan avgöra när det finns tid och behov. Det är bra när gruppen själva sitter på kompetensen eftersom kunskaperna blir lättare att tillämpa när de finns nära till hands. Alla med arbetsmiljörollen bör ha god kunskap om ergonomi, något som kan uppfyllas med hjälp av utbildning. En nackdel är att arbetsmiljörollen har mer att jobba med än ergonomi och det kan vara svårt att få tiden att räcka till. En bra idé är att utnyttja och ta hjälp av företagshälsovården för expertkunskaper och för att erhålla utbildning om ergonomiskt arbetssätt. Montörerna bör utbildas inom ergonomi för att kunna utvärdera sitt eget och andras arbetssätt. Enligt montörernas utbildningsplan är kursen ”Ergonomi för montörer” obligatorisk men få känner till den. Kursen är bra och viktig i förebyggande syfte för alla som arbetar i monteringen. Utbildningen ger personalen den nödvändiga kunskapen för att kunna förbättra sin arbetsmiljö genom att åtgärda ergonomiska brister på arbetsplatsen. Det är lämpligt att gå kursen efter att ha arbetat någon månad, det kan vara svårt att ta till sig kunskaperna om de kommer för tidigt. Ett alternativ är att använda sig av punktlistan i stycke 5.3.4.3 Praktiska ergonomitips för montörer för att snabbt påbörja arbetet med ergonomi. Uppmuntran från ledningen krävs för att skapa ett lämpligt klimat för att jobba med frågor kring ergonomi.
83

TACK TILL Alla montörer på D12-line samt all personal på motormonteringen, byggnad 150. Handledare: Helena Börjesson Ergonom/sjukgymnast, företagshälsovården Scania. Anne Clausén Ergonom/sjukgymnast, företagshälsovården Scania. Anders Rundgren Skyddsingenjör, företagshälsovården Scania. Anders Ågren Professor i teknisk akustik, Luleå Tekniska Universitet. Övriga: Lars-Erik Andersson Ekonom, företagshälsovården Scania. Kent Olof Bingmark DynaMate. Peter Boberg Produktionstekniker Scania. Lage Burström Arbetslivsinstitutet. Peter Carling Produktionstekniker Scania. Kristofer Eklund Produktionstekniker Scania. Lisa Fornell Produktionsledare Scania. Pär Friberg Arbetsmiljöverket Anna-Liisa Hautala Skyddsombud, gjuteriet Scania. Veio Hautala Verktygsunderhåll, gjuteriet Scania. Robert Höglund Gruppchef produktionsteknik/beredning. Lottie Johansson-Lord läkare, företagshälsovården Scania. Mikael Joneving Saab. Stefan Karlsson Skyddsingenjör, företagshälsovården Scania. Curt Larsson Atlas Copco. Torbjörn Mattson URYU. Anders Notander Gruppchef produktionsteknik/montering. Helena Olofsson Produktionsledare Scania. Michael Rumler AKAB, information om Ingersoll-Rand. Lars Oxelmark Åtdragningsteknik, Scania. Eino Santala Handmaskingruppen DynaMate. Lars Skogsberg Chef över konstruktionsstöd och ergonomi, Atlas Copco. Ingrid Svensson Upphovsman till BUMS. Tobias Ericsson Handmaskingruppen DynaMate.
84

Referenser ARBETE OCH HÄLSA – VETENSKAPLIG SKRIFTSERIE Burström, L. och Bylund, S. (1994) Samband mellan upptag av vibrationsenergi i handen och ergonomiska faktorer. Arbete och hälsa, vetenskaplig skriftserie, nr 1994:12. Stockholm: Arbetslivsinstitutet och författarna. ISBN 91-7045-257-1. Burström, L., Lundström, R. och Sörensson, A. (2000) Kunskapsunderlag för åtgärder mot skador och besvär i arbetet med handhållna vibrerande maskiner – Tekniska aspekter. Arbete och hälsa, vetenskaplig skriftserie, nr 2000:17. Stockholm: Arbetslivsinstitutet och författarna. ISBN 91-7045-573-2. Bylund, S. H. (1998) Skador och besvär av vibrationer – en jämförelse mellan kvinnor och män. Arbete och hälsa, vetenskaplig skriftserie, nr 1998:26. Stockholm: Arbetslivsinstitutet och författarna. ISBN 91-7045-499-x. Gemne, G. och Lundström, R. (2000) Kunskapsunderlag för åtgärder mot skador och besvär i arbete med handhållna vibrerande maskiner – Medicinska aspekter. Arbete och Hälsa, vetenskaplig skriftserie, nr 2000:18. Stockholm: Arbetslivsinstitutet och författarna. ISBN 91-7045-574-0. Gemne, G., Lundström, R. och Hansson, J-E. (1992) Skador och besvär av arbete med handhållna vibrerande maskiner – kunskapsöversikt för kriteriedokumentation. Arbete och hälsa, vetenskaplig skriftserie, nr 1992:49. Stockholm: Arbetslivsinstitutet och författarna. ISBN 91-7045-202-4. Hägg, G. M. (2001) Handintensivt arbete - En belastningsergonomisk kunskapsöversikt gällande människans kapacitet och interaktion med verktyg och arbetsuppgifter. Arbete och Hälsa, vetenskaplig skriftserie, nr 2001:9. Stockholm: Arbetslivsinstitutet och författarna. ISBN 91-7045-606-2. ARBETSMILJÖVERKETS FÖRFATTNINGSSAMLING Belastningsergonomi. (1998) Arbetsmiljöverkets författningssamling, AFS 1998:1. Stockholm: Arbetsmiljöverket. ISBN 91-7930-331-1. Vibrationer. (2005) Arbetsmiljöverkets författningssamling, AFS 2005:15. Stockholm: Arbetsmiljöverket. ISBN 91-7930-456-7. Medicinska kontroller i arbetslivet.(2005) Arbetsmiljöverkets författningssamling, AFS 2005:6. Arbetsmiljöverket. ISBN 91-7930-453-2. ARBETSLIVSRAPPORT (ARBETSLIVSINSTITUTET) Bylund, S., Burström L. och Knutsson A. (2000) En deskriptiv studie av vibrationsskadade kvinnor. Arbetslivsrapport, nr 2000:11. ISSN 1400-8211. STANDARD Svensk standard SS-EN ISO 5349-1. (2001) Stockholm: SIS Förlag AB. BÖCKER/HÄFTEN Eriksson, A., m.fl. (2002) Armens deskriptiva och topografiska anatomi. Lund: Författarna och studentlitteratur. ISBN 91-44-17781-X.
85

Helland, J. (1986) Nack/ryggbesvär. Klinidk undersöknin av hals-, bröst- och ländrygg. Södertälje: Astra-Syntex Scandinavia AB. ISBN 91-85630-10-1. Helland, J. (1983) Skulderbesvär – En klinisk översikt. Södertälje: Astra-Syntex Scandinavia AB. ISBN 91-8563-005-5. Kroppen bit för bit. (1996) Enqvist, J. (red) Stockholm: Arbetsmiljö/Föreningen för arbetarskydd. ISBN 91-86576-00-3. Pheasant, S. och Haslegrave, C. M. (2006) Bodyspace. Anthropemetry, Ergonomics and the Design of Work. Third edition. Boca Raton: Taylor & Francis Group. ISBN 0-415-28520-8. Speling, L. (1990) Kvinnohandens ergonomi. Greppfunktion och krav på handverktyg. Göteborg: AB Volvo. Vibrationer –hur du minskar risken för skador. (2005) Annika Hellberg (red.) Stockholm: Arbetsmiljöverket. ISBN 91-7464-457-2. INFORMATION FRÅN ATLAS COPCO Lindqvist, B. (1998) Verktygsergonomi- Utvärdering av industriverktyg. Helsingborg: Atlas Copco. ISBN 91-630-5217-2. Utvärdering av vibrationsexponering för industriverktyg. Pocketguide från Atlas Copco. Beställningsnr. 9833 1508 02. Sverige. Verktygsergonomi och vibrationsföreskrifter. Pocketguide från Atlas Copco. Sverige. INFORMATION FRÅN SCANIA Rundgren, A. (2005) Utkast: Scanias arbetsmiljöhandbok, riktlinjer för vibrationer – hand-arm. http://inline.scania.se (internt nätverk). Söderholm, M. (2004) TFP, Technical Regulations for Production Equipment. Scania BUMS, Belastningsergonomiska utvärderingsmall Saab, produktion. INTERNET www.scania.se Arbetslivsinstitutet: http://vibration.niwl.se PERSONER Lars-Erik Andersson, ekonom, företagshälsovården Scania. Helena Börjesson, ergonom/sjukgymnast, företagshälsovården Scania. Lage Burström, Arbetslivsinstitutet. Anne Clausén, ergonom/sjukgymnast, företagshälsovården Scania. Pär Friberg, Arbetsmiljöverket. Anders Rundgren, skyddsingenjör, företagshälsovården Scania. Lars Skogsberg, ergonom, Atlas Copco.
86

BILAGA 1 SID 1 (1)
Intervju med Lottie Lord Johansson Nedan sammanfattas en intervju som genomfördes med Lottie Lord Johansson, företagsläkare på Scania. Den kursiva stilen citerar lagen enligt AFS 2005:15, Vibrationer. Informera och utbilda ”Arbetsgivaren ska säkerställa att arbetstagare som utsätts för risker till följd av vibrationsexponering får information och utbildning rörande dessa risker.” För tillfället arbetar företagshälsovården med att ta fram instruktioner och rutiner för information och utbildning angående vibrationer. Liknande material finns redan inom andra områden. Medicinska kontroller ”Arbetsgivaren ska erbjuda medicinsk kontroll till de arbetstagare som exponeras för vibrationer som överstiger insatsvärdena.” En grundlig läkarundersökning med avseende på vibrationsskador tar ungefär 1 timme och 15 minuter att genomföra. En grov uppskattning ger att det skulle kunna vara 1500 personer som ska genomgå medicinsk kontroll. Det är dock svårt att uppskatta innan fler riskbedömningar är gjorda. Alla dessa läkarundersökningar kommer att bli svåra att genomföra med den arbetsstyrka man har idag på företagshälsovården. Känsliga individer ”Vid värdering av riskerna skall följande särskilt uppmärksammas: förhöjd risk för ohälsa och olycksfall hos arbetstagare som kan vara särskilt känsliga för vibrationer.” Det bör vara en läkare som avgör vem som är ”känslig individ”. Genom att svara på frågor angående sin hälsa och sina vanor kan svar erhållas på om personens känslighet. Det finns dock faktorer som kan påverka vibrationskänsligheten och som en person kan vara omedveten om att han/hon har. Vid nyanställning besvaras ett antal frågor varav några tar upp faktorer som påverkar vibrationskänsligheten. Frågeformuläret kommer eventuellt att utvecklas för att täcka in mer angående vibrationer. I och med detta kommer alla nyanställda att kontrolleras gällande vibrationskänslighet. Att ta hänsyn till känsliga individer bland redan anställd personal är svårare. Ett förslag är att dela ut en enkät där personalen själv fyller i ett antal frågor, på så vis skulle information om känsliga individer kunna tas fram. En sådan metod är inte heltäckande men ett alternativ eftersom det skulle bli väldigt resurskrävande att ta in alla anställda för undersökning.1
1 Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15. Lottie Lord Johansson.

BILAGA 2 SID 1 (2)
Utfärdare: namn, beteckning, tel Datum: Belastad kroppsdel
Arbetscykel/Station: Takttid/JPH: Färg, reultat från sid 2
1.1 Repetitioner (per timme)<150 rep. vad repeteras/antal Grönt rep per tim150 - 300 rep. Gult 1-150 150-300 >300>300 rep. Rött 1 2 3
DRV
2.1 Förekommande arbetställning del av cykeltid %Stå/sitt med stöd eller avlastning Grönt <30 30-60 >60Obekv. sitt. Stå/sitt u stöd el. avlastn. Gult 1 2 3Liggande, knästå, huksitt., halvligg., ett ben Rött
2.2 Åtkomlighet/ dold montering del av cykeltid %Ovandel el. front. Fritt tillträde inga hinder Grönt <30 30-60 >60Sidan. Hinder i arbetsvägen Gult 1 2 3Under el. bakom. Hela kroppen inne i kupé Rött
2.3 Frigång för hand/ finger, verktyg del av cykeltid %Hand Finger, verktyg <30 30-60 >60>2,5 cm > 1,0 cm Grönt 1 2 3<2,5 cm <1,0 cm Rött
2.4 Arbetsområde för hand del av cykeltid %I boxen Grönt <30 30-60 >60Utanför boxen Rött 1 2 3
2.5 Handgrepp >2-4 cm. Jämn och ej hal yta Grönt del av cykeltid %0,6-2 eller >4-7 cm Gult <30 30-60 >60< 0,6 eller >7 cm. Vassa kanter, hala/heta ytor Rött 1 2 3
2.6 Understödsyta, ytarea vid tryckFinger Handlov del av cykeltid %Ø> dia. 1,5 cm/A>1,7cm2 >Ø 3 cm/ A >7 cm2 Grönt <30 30-60 >60Ø< dia. 1,5 cm/A>1,7cm2 <Ø 3 cm/ A <7 cm2 Rött 1 2 3
2.7 Detaljens storlek/utbredning (längd+bredd+höjd)
<1000 mm Grönt del av cykeltid %1000-2000 mm Gult <30 30-60 >60>2000 mm Rött 1 2 3
2.8 Arbetsställning -Rygg del av cykeltid %0- 20° framåtböjn. med 0-20° vridn. Grönt <30 30-60 >6020 - 45° fr.böjn. med 0-20° vridning Gult 1 2 3> 45° framåtböjn. el. >20° vridning Rötteller bakåtböjning
2.9 Arbetsställning -Nacke del av cykeltid %0-20° fr.böjn. med 0-20° sidböj./ -vridn. Grönt <30 30-60 >6020-45° fr.böjn. med 0-20° sidböj./-vridn. Gult 1 2 3> 45° fr.böjn. eller >20° sidböjn. eller Rött> 20° sidvridn. eller bakåtböjn.
ange 1-3 anteckningar
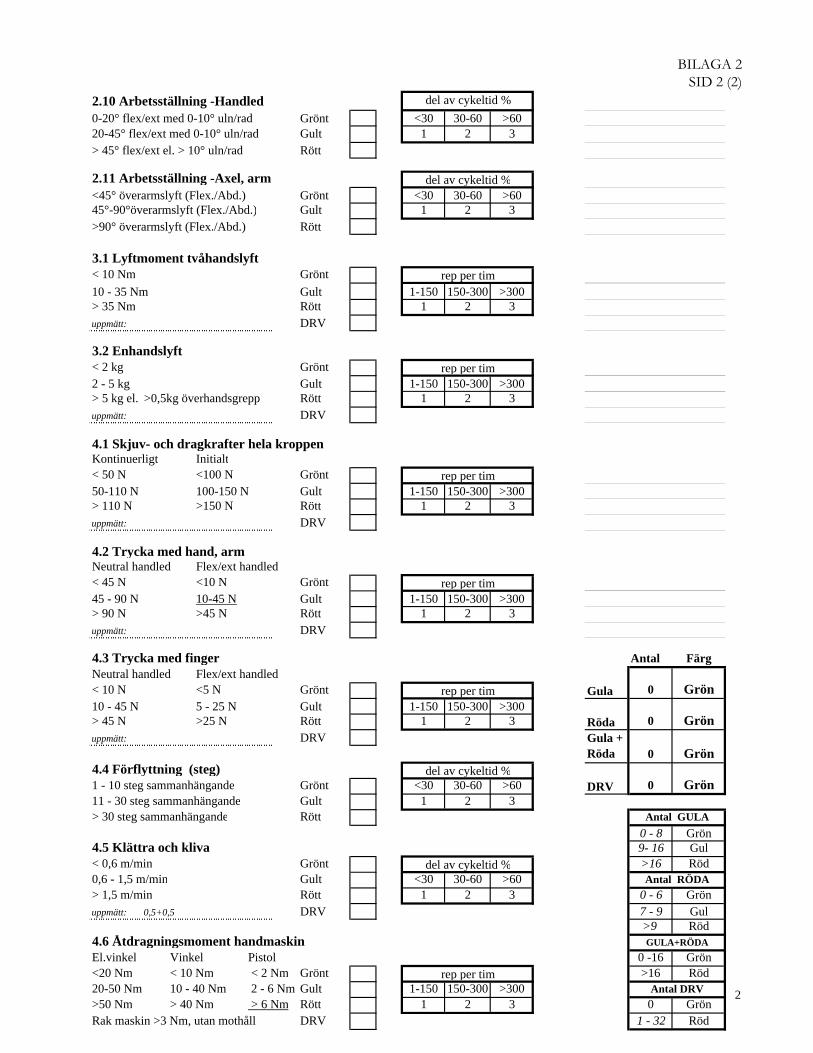
BILAGA 2 SID 2 (2)
2.10 Arbetsställning -Handled del av cykeltid %0-20° flex/ext med 0-10° uln/rad Grönt <30 30-60 >6020-45° flex/ext med 0-10° uln/rad Gult 1 2 3> 45° flex/ext el. > 10° uln/rad Rött
2.11 Arbetsställning -Axel, arm<45° överarmslyft (Flex./Abd.) Grönt <30 30-60 >6045°-90°överarmslyft (Flex./Abd.) Gult 1 2 3>90° överarmslyft (Flex./Abd.) Rött
3.1 Lyftmoment tvåhandslyft< 10 Nm Grönt10 - 35 Nm Gult 1-150 150-300 >300> 35 Nm Rött 1 2 3uppmätt: DRV
3.2 Enhandslyft< 2 kg Grönt2 - 5 kg Gult 1-150 150-300 >300> 5 kg el. >0,5kg överhandsgrepp Rött 1 2 3uppmätt: DRV
4.1 Skjuv- och dragkrafter hela kroppenKontinuerligt Initialt< 50 N <100 N Grönt50-110 N 100-150 N Gult 1-150 150-300 >300> 110 N >150 N Rött 1 2 3uppmätt: DRV
4.2 Trycka med hand, armNeutral handled Flex/ext handled < 45 N <10 N Grönt45 - 90 N 10-45 N Gult 1-150 150-300 >300> 90 N >45 N Rött 1 2 3uppmätt: DRV
4.3 Trycka med finger Antal FärgNeutral handled Flex/ext handled < 10 N <5 N Grönt Gula 0 Grön10 - 45 N 5 - 25 N Gult 1-150 150-300 >300> 45 N >25 N Rött 1 2 3 Röda 0 Grönuppmätt: DRV Gula +
Röda 0 Grön4.4 Förflyttning (steg)1 - 10 steg sammanhängande Grönt <30 30-60 >60 DRV 0 Grön11 - 30 steg sammanhängande Gult 1 2 3> 30 steg sammanhängande Rött Antal GULA
0 - 8 Grön4.5 Klättra och kliva 9- 16 Gul< 0,6 m/min Grönt >16 Röd0,6 - 1,5 m/min Gult <30 30-60 >60 Antal RÖDA> 1,5 m/min Rött 1 2 3 0 - 6 Grönuppmätt: 0,5+0,5 DRV 7 - 9 Gul
>9 Röd4.6 Åtdragningsmoment handmaskin GULA+RÖDAEl.vinkel Vinkel Pistol 0 -16 Grön<20 Nm < 10 Nm < 2 Nm Grönt >16 Röd20-50 Nm 10 - 40 Nm 2 - 6 Nm Gult 1-150 150-300 >300 Antal DRV>50 Nm > 40 Nm > 6 Nm Rött 1 2 3 0 GrönRak maskin >3 Nm, utan mothåll DRV 1 - 32 Röd
del av cykeltid %
rep per tim
rep per tim
rep per tim
rep per tim
rep per tim
rep per tim
del av cykeltid %
del av cykeltid %
2

BILAGA 3 SID 1 (2)
Skillnader mellan kvinnor och män När det gäller litteratur som behandlar skillnader mellan könen vid vibrationsexponering finns det väldigt lite undersökningar gjorda, vid en litteraturgenomgång av Sonya H Bylund, hittades endast ca 50 artiklar som behandlade ämnet. Resultat från olika studier visar att kvinnor arbetar kortare tid än män, när de utsätts för samma exponeringnivå, innan symptom på vibrationsskador uppkommer. Kvinnliga försökspersoner har visat sig få en kraftigare akut påverkan på känseln av vibrationer jämfört med manliga. Skillnad i känseltröskeln mellan kvinnor och män har även påvisats, men resultaten är inte entydiga. Det finns även resultat som visar att det inte finns någon skillnad i känselsinnet mellan vibrationsexponerade arbetare av olika kön. Nervinklämning vid handleden, karpaltunnelsyndrom, se stycke 2.4.2.1 Karpaltunnelsyndrom för mer information, är 3-4 ggr vanligare hos kvinnliga industriarbetare jämfört med manliga. Förklaringen är hormonella skillnader mellan könen, kvinnor som genomgått gynekologiska operationer samt gravida löper ännu större risk. När handens upptag av vibrationsenergi undersöktes framkom att individuella skillnader påverkade hur mycket energi som togs upp och därmed skaderisken. Det visade sig att kvinnor tar upp större mängd vibrationsenergi per volym kroppsmassa jämfört med män. Förklaringen är antropometriska och fysiologiska faktorer. I en studie av risker för arbetsskador och sjukskrivningar fann man att kvinnor i traditionellt manliga yrken, t.ex. verkstadsarbetare hade en överrisk för långtidssjukskrivning; 15,7 % jämfört med 5,5% för de manliga arbetarna. Arbetsuppgifter med lägre status ges ofta till kvinnor som arbetar inom industrin. Kvinnorna stannar sedan ofta kvar vid kortcykliga, enkla och repetitiva jobb medan männen byter till rörligare arbetsuppgifter eller avancerar. Den statiska belastningen som uppkommer vid denna typ av repetitivt arbete kan orsaka skador vilka kan drabba kvinnor hårdare än män eftersom de har mindre kraftresurser. Det är oftast kvinnor som tar det största ansvaret i hemmet, detta dubbelarbete ger mindre tid för återhämtning. I allmänhet är kvinnors inflytande över sin arbetssituation mindre och de ges färre utvecklingsmöjligheter. Att kvinnor skulle passa bättre för finmotoriskt arbete, att de har flinkare fingrar än män är en allmän uppfattning. Undersökningar har dock visat att fingerfärdighet är beroende av övning, båda könen har samma grundförutsättningar. Orsaken till att kvinnor oftast är flinkare i fingrarna än män beror på att de har haft mer finmotoriskt krävande arbetsuppgifter. Män har i medeltal 30% mer fysisk styrka jämfört med kvinnor i samma ålder. En studie visar att kvinnor endast har 52% av mannens styrka i de övre extremiteterna (hand, handled, under- och överarm, armbåge och axel/skuldra). Kvinnor har även en högre känslighet för tryck mot huden. Män och kvinnor skiljer sig även åt när det gäller syreupptagningsförmåga, hormonproduktion och som tidigare nämnt muskelstyrka, vilket borde påverka sannolikheten att drabbas av olika sjukdomar. Maskiner som vibrerar leder till att operatören omedvetet griper hårdare om handtaget, vilket i sin tur innebär att mer vibrationsenergi överförs till handen och risken för skador ökar. Eftersom

BILAGA 3 SID 2 (2)
kvinnor måste använda en större andel av sin kraft jämfört med männen är de speciellt utsatta för skaderisk. Vid användning av mer än 10 % av sin maximala kraft under längre tid ökar risken att få skador på grund av att blodcirkulationen i muskeln minskas. I yrken som innebär tunga lyft eller hantering av tunga maskiner missgynnar detta de kvinnliga arbetarna. Ytterligare en orsak till de kvinnliga arbetarnas arbetsskador kan vara att maskiner och arbetsplatser är konstruerade för att passa män. Enligt Sonya H. Bylund är de rekommendationer och riktlinjer som gäller för hand-armvibrationer samt komfortgränser vid helkroppsvibrationer baserade på undersökningar gjorda på enbart män. Förekomsten av stelhet i handled är högre bland vibrationsexponerade kvinnor än bland män. Enligt studier gjorda på vibrationsskadade kvinnor har rökare högre förekomst av skakningar i handen, domningar och värk i nacke/skuldra jämfört med icke rökare. En annan undersökning gjord på män visar att rökare hade högre förekomst av värk i handleden, domningar i händerna och värk i fingrar jämfört med icke rökare.1
1 Bylund, S. H. Skador och besvär av vibrationer – en jämförelse mellan kvinnor och män. Bylund, S., Burström L. och Knutsson A. En deskriptiv studie av vibrationsskadade kvinnor. Sperling, L. Kvinnohandens ergonomi. Greppfunktion och krav på handverktyg.

BILAGA 4 SID 1 (1)
Studiebesök, Gjuteriet, Scania På renseriet vibreras först den mesta av sanden bort ur blocket/cylinderhuvuden i en maskin och sedan slipas utvändiga kanter bort. Det manuella arbetet efter detta består i att slipa bort de kanter som maskinen inte klarar av att grada ner samt att avlägsna sandrester som fortfarande sitter kvar. Detta görs på arbetsstationer med handhållna monteringsmaskiner. Varje dag rensas 36-48 block och varje operatör arbetar en hel dag på stationen, 2-3 dagar i veckan. Övriga dagar sköter de maskiner eller kör truck. Under studiebesöket uppmättes den totala användningstiden på handmaskinerna till 42 s per block. Detta blir ca 35 minuters användningstid per dag. Operatörerna angav att just de blocken som de jobbade med för tillfället var väldigt bra och att det kan ta betydligt längre tid att utföra rensningen om blocken är av dålig kvalitet. På en annan arbetsstation rensades och kontrollerades cylinderhuvuden. Cylinderhuvuden väger 26 kg styck och vänds för hand med hjälp av rullar. En handhållen rak maskin används för att slipa ner ojämnheter inuti cylinderhuvudet, samt en vinkelslip utvändigt. En ficklampa används för att kontrollera. Operatören anger att han i snitt hinner med 300 cylinderhuvuden per dag och att han står på stationen 2-3 gånger i veckan. Han tycker att arbetet sliter på kroppen eftersom det är så ensidigt, det är vanligt att operatörer har känningar i handled, axlar och rygg. Momentet såg tungt ut ur belastningsergonomisk synvinkel. Tung manuell hantering, hög frekvens samt vibrerade handhållna maskiner bidrar till en hög kroppslig påfrestan. Även ett besök gjordes hos underhållsansvarige för luftmaskinerna, Veio Hautala. Han berättade att det som många gånger gav upphov till vibrationer var trasiga gummipackningar, maskindelar som det är glapp mellan eller som är för hårt sammanpressande. Det är även viktigt att man byter sliphuvudet när det får en skada, eftersom denna obalans i maskinen meddetsamma leder till ökade vibrationer. Service är viktigt och det är viktigt att man gör det på rätt sätt. Veio servar luftmaskinerna var 5 - 6:e vecka eftersom verksamheten på gjuteriet är igång dygnet runt. Deklarerade vibrationsvärden på en del maskiner slogs upp, de låg på mindre än 2,5 m/s2.

BILAGA 5 SID 1 (1)
Ergonomi - frågeformulär
Jag har jobbat på området i: år
Jag är: Kvinna ManSkift:
Smärta Trötthet Domningsenaste veckan
senaste månaden
senaste året
NackenHöger hand, fingrarHöger handledHöger underarmHöger armbågeHöger överarmHöger axel/skuldraVänster hand, fingrarVänster handledVänster underarmVänster armbågeVänster överarmVänster axel/skuldra
Hur länge har du haft besvären?
Om du sätter besvären i samband med ditt arbete, vilket/vilka
arbetsmoment/maskin tror du är orsaken? (Beskriv gärna mer på
baksidan)
Område:
Du har inga
besvär i…
Du har känt av besvär i form av:
Tror du orsaken är handhållna monteringsmaskiner?

BILAGA 6 SID 1 (1)
Beräkning av maximal användningstid Denna beräkning gäller för de flesta åtdragningsmaskiner på D12-line, undantag finns dock. A(8) = 2,5 m/s2. Den dagliga vibrationsexponeringen. Enligt AFS 2005:15 är insatsvärdet för en hel dags användning 2,5 m/s2, därför väljs att räkna med detta värde. avi = Det deklarerade vibrationsvärdet; 2,5 m/s2 multiplicerat med säkerhetsfaktorn 1,5 ger värdet 3,75 m/s2. Ti = Den efterfrågade maximala användningstiden. ________________ A(8) = √ 1/8 · ∑n
i = 1 · avi2 Ti Formel 11
Omvandling av formeln ger: T = A(8)2· 8 a2
Insättning av siffror ger: T = (2,52) · 8 = 3,556 h (3,752) Vid beräkning på en 8h lång arbetsdag utan raster och med en takttid på 4 min, dvs. 15 takter per timme, erhålls: T = 3,556 = 1 min och 45 s per 4-minuters takt. 8 · 15
1 Vibrationer. Arbetsmiljöverkets författningssamling, AFS 2005:15. Sid 12.

BILAGA 7 SID 1 (2)
Kommentarer från montörer på område 4 Dessa åsikter har samlats in med hjälp av kommentarerna från enkäten ”Ergonomi – frågeformulär” och genom muntliga intervjuer med montörerna under arbetet. Station 3:7
• Det är jobbigt att ta av plasten från de längre listerna. Det sliter på höger axel. • Ventilhusen till HPI motorernas bränslelist är tunga och sliter mycket i längden. • Använder ej dragaren för att dra 55 Nm då den rycker mycket (mothåll saknas).
Station 4:0
• Mycket tunga lyft under kort tid samt dålig arbetsställning när man äntrar på materialet. Sliter mycket på handled (vänster) och axlar/skuldror.
• Tror att det stora Focus-maskinen på stationen är orsaken till trötthet i båda handlederna. • Dragaren gör att jag upplever smärta i nacken, höger handled och axel/skuldra. Jag har
även ont i ryggen på grund av stationen. Station 4:1
• Tror att klicknyckeln på stationen som används för att dra bränslerör (HPI) är orsaken till smärta, trötthet och domning i höger axel/skuldra.
• Dragaren gör att jag upplever smärta i nacken, höger handled och axel/skuldra. Station 4:2 Helt automatiserad station. Station 4:3
• Axlar tas stryk när man drar ut inloppsröret från ställaget. Station 4:4 Inga kommentarer. Station 4:5
• Axlar, rygg och nacke gör ont om man montera bränslerör på PDE och DI motorerna om det kommer för många sådana på raken.
• Kan känna mig stel i korsryggen ibland. Tror det kommer från montering på denna station.
Station 4:6 Inga kommentarer. Station 4:7
• Focus-maskinen på stationen tror jag är orsaken till att jag upplever smärta höger under- och överarm.
• Dragaren gör att jag upplever smärta i nacken, höger handled och axel/skuldra. Jag har även ont i ryggen på grund av stationen.

BILAGA 7 SID 2 (2)
Q-zon
• Dragaren på Q-zonen borde vara stabilare då största momentet som dras är 67 Nm. (Dragaren används dock relativt sällan till reparations- och justeringsarbete.)
• Hela Q-zonen är oergonomisk. Beroende på om motorn är upphöjs på lyftbordet eller inte så är olika moment oergonomiska.
Exempel: • När motorn står på lyftbordet är det jobbigt att kontrollera motorns
övre delar så som inloppsrörets packningar, ventilkåpor, emissionsskylt, mm.
• När motorn står nedanför lyftbordet är motorns nedre delar svåra att kontrollera, som tryckrör (HPI), kompressorns o-ring, mm.
Övrigt
• Nacken gör mest ont på grund av att man får spänningar i axlar/skuldror. • De flesta dragare på området är högerställda och det kan medföra att det gör ont i höger
axel. • Klicknycklarna på station 4:1 och Q-zon gör att jag upplever smärta i höger armbåge.

BILAGA 8 Sammanställning av vibrationsvärden, D12
SID 1 (3)
Beteckning Antal Typ Fabrikat Vibrations Max Notering värde användningstid (a) m/s2 h/dag EP 5 4 Pneumatisk Atlas Copco <2,5 ≈3,6 Max användningstid 1 min och 45 s per takt EP 6 2 Pneumatisk Atlas Copco <2,5 ≈3,6 EP 7 2 Pneumatisk Atlas Copco <2,5 ≈3,6 EP 8 10 Pneumatisk Atlas Copco <2,5 ≈3,6 EP 10 PT HR-13 5 Pneumatisk Atlas Copco <2,5 ≈3,6 EP 10 TT HR 1 1 Pneumatisk Atlas Copco <2,5 ≈3,6 EP12 PT HR1 1 Pneumatisk Atlas Copco 3,3 ≈2 Station 5.1 EPP 8M55 HR 2 Pneumatisk Atlas Copco <2,5 ≈3,6 ETD F7-70-13 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETD S4-10-106 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETD S7-90-E1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETP S7 30 10 3 Elektrisk Atlas Copco <2,5 ≈3,6 ETP S7-50-S1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETP S7-50-B1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETP S7-90-E1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETP S7-90-13 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETP S7-120-1 3 Elektrisk Atlas Copco <2,5 ≈3,6 ETP S9-150-B 1 Elektrisk Atlas Copco <2,5 ≈3,6

BILAGA 8 SID 2 (3)
Beteckning Antal Typ Fabrikat Vibrations Max Notering värde användningstid (a) m/s2 h/dag ETV DS7-50-1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S4-10-10 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S7-30-10 2 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S7-40-10 7 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S7-50-10 24 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S7-50-13 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S7-70-13 4 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S7-100-1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S7.4-70-1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S9-50-E1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S9-100-1 1 Elektrisk Atlas Copco <2,5 ≈3,6 ETV S9-270-2 1 Elektrisk Atlas Copco <2,5 ≈3,6 LMS 56 HR 20 = 1 Pneumatisk Atlas Copco 4,3 ≈70 min Används när ramlager och cylinderhuvuden ej LMS 57 HR 20 går att dra med vanliga maskinen. LTV 008 R11-Q 1 Pneumatisk Atlas Copco <2,5 ≈3,6 LTV 27 SR 005-10 1 Pneumatisk Atlas Copco <2,5 ≈3,6LTV 28 R 5 Pneumatisk Atlas Copco <2,5 ≈3,6 LTV 28 XX 1 Pneumatisk Atlas Copco <2,5 ≈3,6 LUM 12 PR 1 Pneumatisk Atlas Copco <2,5 ≈3,6

BILAGA 8 SID 3 (3)
Beteckning Antal Typ Fabrikat Vibrations Max Notering värde användningstid (a) m/s2 h/dag LUM 21 HRF 0 2 Pneumatisk Atlas Copco <2,5 ≈3,6 LUM 21 HRF05-U 1 Pneumatisk Atlas Copco <2,5 ≈3,6LUM 21 HRX15-U 1 Pneumatisk Atlas Copco <2,5 ≈3,6LUM 21 PR04-P 1 Pneumatisk Atlas Copco <2,5 ≈3,6 LUM 25 13 Pneumatisk Atlas Copco <2,5 ≈3,6 QA 1L 08S1L 1 Pneumatisk Ingersol-Rand 1 ≈3,6 Vibrationsvärden <2,5 m/s2 sätts till 2,5 m/s2,
därav den beräknade maximala användningstiden.
Alpha T 80 1 Pneumatisk URYU 1,5 ≈3,6 ULT 60 1 Pneumatisk URYU 1,5 ≈3,6 UX 602 1 Pneumatisk URYU 1 ≈3,6 UX-ST 800 2 Pneumatisk URYU 1 ≈3,6 Nithammare: RRH 08P 1 Pneumatisk Atlas Copco <2,5 ≈3,6 Station 1:1RRH 04 1 Pneumatisk Atlas Copco <2,5 ≈3,6 Station 1:8

BILAGA 9 SID 1 (2)
1a. Kartläggning av vibrationer
- Handhållna monteringsmaskiner
Område: 4 Datum: 24/11- 05 Instruktioner finns på nästa blad, se siffror inom parantes!
Vibrationstal (1)
Station Maskinens Modell Fabrikat från uppmätt Användningstid Partiell vibrations-
Daglig vibrations-
individnr. leverantör på station per dag (2) exponering (3) exponering (4) (a) m/s² (a) m/s² (T) A(8) m/s² A(8) m/s² timmar minuter
3.7 E28-0478 ETV S7 50 10 Atlas C. 2,50 6,00 0,424.0 E17-2112 LUM21 Atlas C. 2,50 5,75 0,41 1,2 4.0 E15-4533 EP10 Atlas C. 2,50 0,75 0,15 4.0 Special Scania 2,50 5,00 0,38 4.0 E15-3924 Alfa T60 URYU 2,50 0,75 0,15 4.1 E27-5231 ETV S7 50 13 Atlas C. 2,50 4,50 0,36 4.3 E15-4475 EP 8PT HR10 Atlas C. 2,50 0,75 0,15 4.3 Special Scania 2,50 10,50 0,55 4.5 E28-0564 ETV S7 40 10 Atlas C. 2,50 2,50 0,27 4.6 E28-0539 ETV S7 40 10 Atlas C. 2,50 2,50 0,27 4.7 E28-0497 ETV S7 30 10 Atlas C. 2,50 7,25 0,46 4.7 E18-1899 LUM21BRO7 Atlas C. 2,50 3,25 0,31 4.7 E15-3842 EP 10 PTHR 13 Atlas C. 2,50 1,00 0,17

BILAGA 9 SID 2 (2)
2a. Observationer vid vibrationskartläggning
- Handhållna monteringsmakiner
Område: 4 Datum: 24/11 -05 Instruktioner finns på nästa blad, se siffror inom parantes!
Station Maskinens Högsta moment (Nm) (3) (1) individnr. (2)
Pist
ol
Rak
El.v
inke
l
Vink
el
Ann
at
Mot
håll
finns
Vink
lad
hand
led
(4)
Arb
etar
i/öv
er a
xelh
öjd
Kal
luft
mot
han
d/ka
llt
hand
tag
Ryc
k (5
)
Vibr
atio
ner m
ed
stöt
inne
håll
(6)
Skar
p ka
nt i
hand
Gla
ppan
de fö
rläng
are/
hyls
a
Dål
ig u
pphä
ngni
ng (7
)
Används felaktigt. Övrigt. (8) 3.7 E28-0478 35 x x 4.0 E17-2112 x x x x x Anv. horisontellt, äntring, ryck i botten 4.0 E15-3924 x x x 4.0 Specialbyggd 70 x x Stor belastning om man slinter 4.0 E15-4533 x x 4.1 E27-5231 50 x x x x 4.3 E15-4475 15-20 x x Äntrar, drar ej moment? Max 26 Nm 4.3 Specialbyggd 30 x x x Belastning om man slinter, otymplig 4.5 E28-0564 45 x x 45 Nm, ca 5 per skift. Annars 26 Nm 4.6 E28-0539 45 x Se raden ovan. 1 hand fast 2 handtag 4.7 E18-1899 3 x Äntrar endast 4.7 E15-3842 x 4.7 E28-0497 18 x

BILAGA 10 SID 1 (2)
Kommentarer till riskbedömningen, område 4 Tabell A. Kommentarer till bilaga 9 – Riskbedömning, område 4. Maskinens individnr.
Kommentarer
E28-0478 (Station 3:7)
Elvinkeldragaren, moment på 35 Nm, utan mothåll. Detta är gult enligt BUMS. Se avsnitt 2.1.5.1 Momentgränser för mothåll. Maskinen rycker i slutet av åtdragningen vilket höjer skaderisken.
E17-2112 (Station 4:0)
Rak äntringsdragare. Utformad för vertikal användning. Används horisontellt , handleden vinklas. Upphängning saknas, hela dragarens tyngd lyfts med vinklad handled. Skruvar äntras endast, dras aldrig ända i botten. Det är bra eftersom handleden inte behöver ta upp rycket.
E15-4533 (Station 4:0)
Pistoldragare till CCV-fästet. Balansblocket är hårt spänt. Onödigt hög muskelansträngning för montören.
Specialbyggd (Station 4:0)
Specialbyggda tvåspindlig dragare. Vibrationsvärde okänt. 2,5 m/s2 har använts. Det förekommer att maskinen slinter. Risk för skada eftersom mothåll försvinner. Dragarens handtag ger montören vinklad handled, förvärrat vibrationsupptag.
E15-3924 (Station 4:0)
Deklarerade värdet, Alfa T60 <2,5 m/s2. Vid mätning erhölls högre värden. Se avsnitt 5.5 Vibrationsmätning. Den glappande hylsan förvärrar vibrationerna.
E27-5231 (Station 4:1)
Elvinkeldragaren, max 45 Nm. Utan mothåll, ett gult moment enligt BUMS. Se avsnitt 2.1.5.1 Momentgränser för mothåll. Banjoskruv dras med 45 Nm. Banjoskruven till höger saknar fixtur. Montören håller i röret på banjoskruven. Reaktionsmomentet/rycket från dragaren måste hållas emot med endast en hand. Dragaren är utformad för tvåhandsfattning. Dragningar utförs i axelhöjd. Höger hand hålls högt eftersom bränslefilter och kompressor är i vägen. Dragaren har glappande hylsa/förlängare som förvärrar vibrationerna. Balansblocket är tungt att hålla emot när maskinen är långt ner.
E15-4475 (Station 4:3)
Pistoldragare, äntrar skruvar, saknar upphängning. Väger 2 - 2,5 kg, ett gult arbetsmoment enligt BUMS. Se avsnitt 2.1.3.5 Styrka. Minskad belastning om maskinen hängs upp i balansblock. Skruvarna dras ofta i botten, moment på 15-20 Nm. Enligt BUMS är moment över 6 Nm rött då mothåll saknas. Se avsnitt 2.1.5.1 Momentgränser för mothåll.

BILAGA 10 SID 2 (2)
Special (Station 4:3)
Specialbyggd tvåspindlig dragare, saknar vibrationsvärde, här har 2,5 m/s2. Vinkelmaskin finns upphängd på stationen, används inte. Bättre rörlighet om denna togs bort. I dagsläget hindrar den specialmaskinens rörlighet. Handtaget på specialmaskinen är utformat så att handleden måste vinklas när dragaren används, förvärrar vibrationsupptaget. Maskinen slinter lätt. Moment 30 Nm. Risk för skador eftersom mothålletfunktionen försvinner.
E28-0564 (Station 4:5)
Elvinkeldragare, mest frekventa moment, 26 Nm. 45 Nm förekommer. Enligt BUMS är momenten gula eftersom mothåll saknas. Se avsnitt 2.1.5.1 Momentgränser för mothåll. Dragaren rycker samt har en glappande hylsa/förlängare.
E28-0539 (Station 4:6)
Elvinkeldragare, mest frekventa moment, 26 Nm. 45 Nm förekommer. Enligt BUMS är momenten gula eftersom mothåll saknas. Vinkeldragaren hålls med en hand, moment 45 Nm. Maskinen är utformad för tvåhandsgrepp. Enhandsfattning ökar belastningen.
E18-1899 (Station 4:7)
Äntringsdragare. Maskinen är rak, moment på 2 - 3 Nm. För att undvika ryck i handleden, bör inte skruvarna äntras i botten. Alternativ lösning är att förse dragaren med mothåll eftersom momentet är nära gränsen för dubbelrött värde.
E15-3842 (Station 4:7)
Med maskinen drogs tidigare ett AC-fäste fast. Fästet var placerat långt ner på sidan av motorn. Många montörer arbetade med böjd rygg och vinklad handled.
E28-0497 (Station 4:7)
Arbetet är bra utformat men bättre justering av arbetshöjden behövs. I dagsläget finns två höjder och att ändra mellan dem är omständigt.
(Station 4:8) Endast en reparationsdragare. Den används sällan och tas därför inte med i riskbedömningen.

BILAGA 11 SID 1 (1)
Riskbedömning, D12 Tabellen visar en sammanställning av de områden på D12-line där en grov riskbedömning genomförts. Vid beräkning av vibrationsexponering har en säkerhetsfaktor på 1,5 använts. Några observationer av förvärrande faktorer har inte genomförts på dessa avsnitt. Tabell A. Grov riskbedömning, D12. Omr. Station Vibrationstal
m/s2
Användningstid
min
Partiell vib. exponering
min
Daglig vib. exponering
m/s2
1.1 2,5 4,8 0,4 1.5 2,5 5,6 0,4 1.6 2,5 8,0 0,5 1
1.8 2,5 0,5 0,1
0,7
2.3 2,5 11,3 0,6 2.6 2,5 28,7 0,9 2.8 2,5 12,3 0,6 2.9 2,5 16,7 0,7 2.10 2,5 15,3 0,7
2
2.11 2,5 9,0 0,5
1,7
3.1 2,5 12,7 0,6 3.2 2,5 25,3 0,9 3.3 2,5 9,0 0,5 3
3.5 2,5 21,7 0,8
1,4
5.0 2,5 42,3 1,1 5.1 2,5 1,7 0,3 5.1 2,5 14,7 0,7 5.3 2,5 24,3 0,8 5.4 2,5 8,7 0,5 5.5 2,5 27,3 0,9
5
5.6 2,5 27,7 0,9
2,1
6.1 2,5 11,2 0,6 6.2 2,5 16,0 0,7 6.4 2,5 20,8 0,8 6.6 2,5 12,8 0,6
6
6.7 2,5 11,6 0,6
1,5
7.1 2,5 15,6 0,7 7.2 2,5 8,8 0,5 7.3 2,5 1,6 0,2 7.4 2,5 9,0 0,5
7
7.7 2,5 7,6 0,5
1,1
8.1 2,5 15,8 0,7 8.2 2,5 3,4 0,3 8.4 2,5 8,5 0,5 8.5 2,5 14,5 0,7
8
8.6 2,5 20,9 0,8
1,4

BILAGA 12 SID 1 (5)
- Handhållna monteringsmaskiner
Del 1 a. Kartläggning av vibrationerb. Instruktioner
Del 2 a. Observationer vid vibrationskartläggningb. Instruktioner
Jenny Nilsson & Kristina Öhrner
Guide för riskbedömning av hand-arm vibrationer

BILAGA 12SID 2 (5)
1a. Kartläggning av vibrationer - Handhållna monteringsmaskiner
Område: Datum:
Instruktioner finns på nästa blad, se siffror inom parantes!
Vibrationstal (1)Station Maskinens Modell Fabrikat från uppmätt Användningstid Partiell vibrations- Daglig vibrations-
individnr. leverantör på station per dag (2) exponering (3) exponering (4)(a) m/s² (a) m/s² (T) A(8) m/s² A(8) m/s²
timmar minuter
0,000,000,000,00 00,000,000,00
0,000,000,000,000,00
0,0

BILAGA 12SID 3 (5)
1b. Instruktioner - Handhållna monteringsmaskiner
Fyll i den blå tabellen. Tryck enter eller flytta till annan cell för beräkning av Partiell vibrationsexponering och Daglig vibrationsexponering .
1. Vibrationstal Resultat: - Fyll endast i en av kolumnerna från leverantör och uppmätt på
station, ifyllnad av båda ger felaktigt resultatet. - Enligt AFS 2005:15, bilaga 3, är 2,5 m/s² insatsvärde och 5,0 - Sätt 2,5 m/s² på alla vibrationstal från leverantör som understiger gränsvärde. Med detta som grund har resultatet färgmarkerats.
värdet värdet 2,5 m/s². (Av säkerhetsskäl.) - Utför mätning vid station om: Under 2,5 m/s² → GRÖNT
1. Vibrationstal från leverantör saknas. 2,5 m/s² - mindre än 5,0 m/s² → GULT2. Två händer används till enhandsgrepp. 5,0 m/s² eller mer → RÖTT3. En hand används till tvåhandsgrepp.4. Maskinen är slående. - Enligt AFS 2005:15 ska arbetsgivaren om den dagliga vibrations-5. Maskinen upplevs vibrera mycket i förhållande till exponeringen överstiger insatsvärdet (2,5 m/s²) vidtaga åtgärder. vibrationstal och andra maskiner.
1. Orsaken ska utredas samt tekniska och/eller organisatoriska2. Användningstid per dag åtgärder ska vidtas. 8 § i AFS 2005:15. - Ta tid på hur länge avtryckaren hålls inne per takt/arbetscykel. 2. De arbetstagare som utsatts för exponeringen ska erbjudas
Multiplicera sedan med antalet takter/arbetscykler en operatör medicinsk kontroll. 12 § i AFS 2005:15.använder maskinen per dag. Räkna med 8 h arbetsdag.
3. Partiell vibrationsexponeringBeräknas av kalkylbladet enligt: A(8) = a × √ (T/8)I de fall där vibrationstal (a) från leverantör har använts har detautomatiskt multiplicerats med en säkerhetsfaktor på 1,5.
Partiell vibrationsexponering visar en maskins bidrag till Daglig vibrationsexponering . Värdet kan alltså användas till attlokalisera skadligt maskinarbete.
4. Daglig vibrationsexponeringBeräknas av kalkylbladet enligt: A(8)tot = √ (A(8)1²+A(8)2²+A(8)3²+…)
Daglig vibrationsexponering som visar gult eller rött
innebär att åtgärder måste vidtas för att det ska bli grönt!

BILAGA 12SID 4 (5)
2a. Kartläggning av vibrationer - Handhållna monteringsmakiner
Område: Datum:
Instruktioner finns på nästa blad, se siffror inom parantes!
Arb
etar
i/öv
er a
xelh
öjd
Kal
luft
mot
han
d/ka
llt h
andt
ag
Mot
håll
finns
Vink
lad
hand
led
(4)
Dål
ig u
pphä
ngni
ng (7
)
Används felaktigt. Övrigt. (8
)
Ryc
k (5
)
Gla
ppan
de fö
rläng
are/
hyls
a
Vibr
atio
ner m
ed s
tötin
nehå
ll (6
)
Skar
p ka
nt i
hand
Station (1) Maskinens Högsta moment (Nm) (3)individnr. (2)
Pist
ol
Rak
El.v
inke
l
Vink
el
0 00 00 00 00 00 00 00 00 00 00 00 0
Arb
etar
i/öv
er a
xelh
öjd
Kal
luft
mot
han
d/ka
llt h
andt
ag
Mot
håll
finns
Vink
lad
hand
led
(4)
Dål
ig u
pphä
ngni
ng (7
)
Används felaktigt. Övrigt. (8
)
Ryc
k (5
)
Gla
ppan
de fö
rläng
are/
hyls
a
Vibr
atio
ner m
ed s
tötin
nehå
ll (6
)
Skar
p ka
nt i
hand

BILAGA 12SID 5 (5)
2b. Instruktioner - Handhållna monteringsmakiner
1. Station 4. Vinklad handled - När kalkylblad 1a. Kartläggning av vibrationer fylls i överförs - Kryssa i rutan om montören tvingas arbeta med vinklad handled.
kolumnen station automatiskt till sida 2a .5. Ryck
2. Maskinens individnr. - Kryssa i rutan om åtdragningen avslutas med ett ryck som inte - När kalkylblad 1a. Kartläggning av vibrationer fylls i överförs tas upp av mothåll.
kolumnen Masinens individnummer automatiskt till sida 2a .6. Vibrationer med stötinnehåll
3. Högsta moment - Kryssa i rutan om vibrationerna innehåller upprepade stötar. - Fyll i högsta moment som dras med maskinen. - Med hjälp av gränsvärden från BUMS (Belastningsergonomisk 7. Dålig upphängning
utvärderingsmall SAAB) kan momenten utvärderas enligt - Kryssa i rutan om:en färgskala: 1. Fel typ av balansblock används.
2. Balansblocket är för hårt spänt.GRÖNT Okej, målzon. 3. Maskinen är felaktigt upphängd.GULT Risk för belastiningsskada för vissa arbetstagare, 4. Maskinen saknar upphängning.
normzon.RÖTT Stor risk för belastningsskada, åtgärdszon. 8. Används felaktigt. Övrigt.
- Notera här om montören tvingas arbeta med maskenen felaktigt, Använd värdena nedan till att bedöma riskerna. t.ex. om ett enhandsgrepp måste användas till en maskin som är
utformad för två händer. Notera även annat som är relevant.El. vinkel Vinkel Pistol
GRÖNT <20 Nm <10 Nm <2 NmGULT 20-50 Nm 10-40 Nm 2-6 NmRÖTT >50 Nm >40 Nm >6 Nm Resultat:
GRÖNT Pulsmaskin och maskin med mothåll - Utvärdera dina observationer och ta hjälp av operatörerna. Vad DUBBELRÖTT Rak maskin >3 Nm utan mothåll behöver åtgärdas?

BILAGA 13 SID 1 (2)
Checklista för handhållna maskiner GRÖNT RÖTT
1. Har handtaget en diameter som är 2 - 4 cm? O Ja O Nej
2. Har handtaget en längd som är 100 – 140 mm? O Ja O Nej
3. Kan både vänster- och högerhandsfattning användas? O Ja O Nej
4. Är tyngdpunkten rätt placerad så att ett böjande moment inte uppkommer i handleden? O Ja O Nej
5. Kan man använda maskinen med rak handled? O Ja O Nej Pistolmaskiners handtag bör ha en lutning på ca 70°.
6. Kan maskinen användas utan risk för att fastna i rörliga
delar eller att maskinen glider ur handen? O Ja O Nej
7. Kan man se på maskinens utformning hur den ska användas på rätt sätt? O Ja O Nej
8. Är maskinhandtaget fritt från rillor (gropar för fingrarna)
och skarpa kanter? O Ja O Nej
9. Är greppytorna fria från krom eller nickel som kan orsaka allergier? O Ja O Nej
10. Ligger pådragskraften (trycka in knappen-kraften) under
10 N (rak handled) eller 5 N (böjd handled)? O Ja O Nej
11. Har maskinen handtag som: O Ja O Nej - isolerar mot värme/kyla. - ger bra grepp. - dämpar vibrationer.
12. Har maskinen det mothåll som krävs? O Ja O Nej
Mothåll krävs: Elektrisk vinkeldragare med åtdragningsmoment över 50 Nm, vinkeldragare (pneumatisk) över 40 Nm, pistoldragare över 6 Nm och rak maskin över 3 Nm.
13. Behövs balansblock installeras för att avlasta vid repetitivt arbete? O Ja O Nej Balansblock krävs: Maskinvikt högre än 2 kg med enhandsgrepp eller 3,3 kg med tvåhandsgrepp och underarmsavstånd.

BILAGA 13 SID 2 (2)
14. Är det deklarerade vibrationsvärdet från leverantör
under 2,5 m/s2? O Ja O Nej (Maximal användningstid är 3,5 h/arbetsdag. Om maskin med högre vibrationsvärde köps in krävs kortare användningstid.)
15. Är den deklarerade bullernivån under Leq 75 dB(A)? O Ja O Nej
16. Är maskinen CE-märkt, enligt: O Ja O Nej
- MD 98/37/EEC - LVD 72/23/EEC - EMC 89/336/EEC