handbook of commercial bio-based chemicalsorbichem.com/userfiles/world analyses subsforms/handbook...
TRANSCRIPT
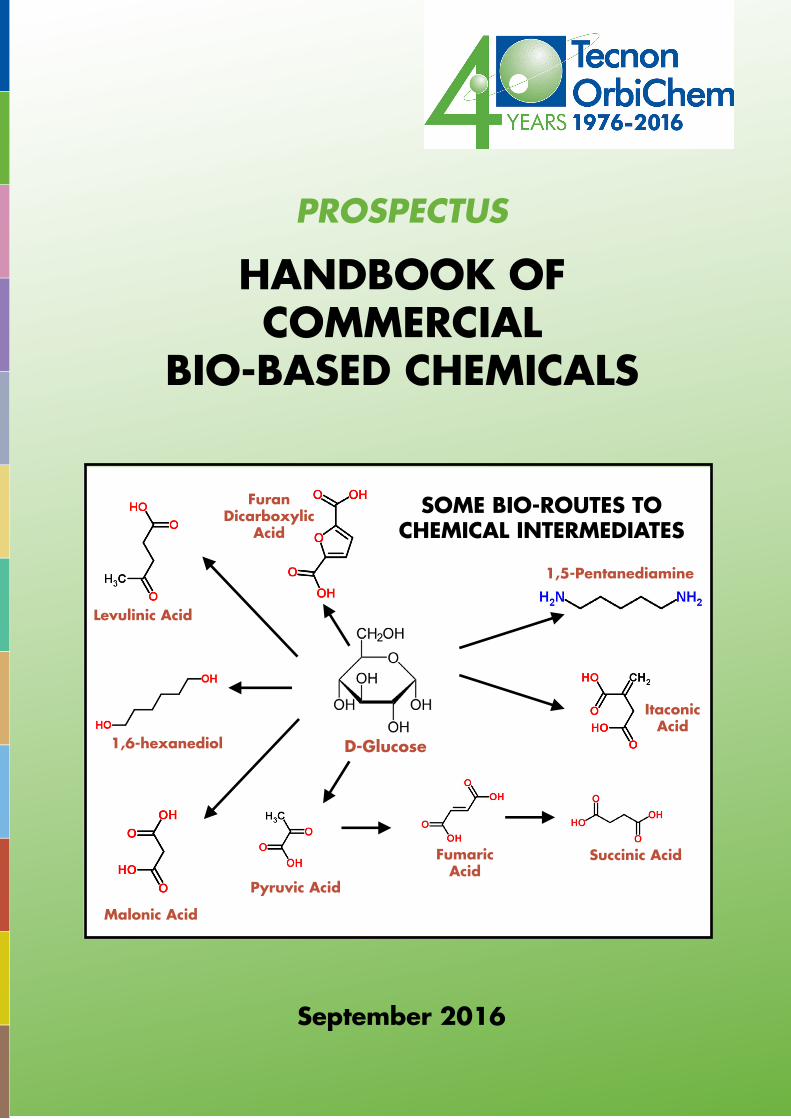
HANDBOOK OF COMMERCIAL
BIO-BASED CHEMICALS
Malonic Acid
D-Glucose
1,5-Pentanediamine
Pyruvic Acid
FumaricAcid
Succinic Acid
SOME BIO-ROUTES TO CHEMICAL INTERMEDIATES
Furan Dicarboxylic
Acid
ItaconicAcid
Levulinic Acid
1,6-hexanediol
September 2016
PROSPECTUS

2 Tecnon OrbiChem
HANDBOOK OF COMMERCIAL BIO-BASED CHEMICALS
INTRODUCTION
Tecnon OrbiChem has been producing monthly reports: “Bio-Materials & Intermediates”, in the Chemical Business Focus series, since September 2013. Each month we compile a profile on a particular chemical, that can be produced by both conventional and metabolic processes, comparing the different routes and commenting on the potential commercial viability of the bio-processes. Each profile is given the date of its compilation and readers should be aware that there may have been developments since that date. Although current low crude oil prices are delaying the time scale for the bio-processes to become competitive, many companies with vision are preparing for the days ahead when petroleum products return to their 2010-2012 price levels, and penalties related to carbon emissions become a serious burden on petro-products. This Handbook is a collection of the Profiles that we have compiled over the past three years. We hope it will serve the needs of people wishing to have an overview of the progress towards a world where bio-based chemicals can compete with and even supplant their petro-based homologues.
Some sample profiles now follow.....
3 Tecnon OrbiChem
HANDBOOK OF COMMERCIAL BIO-BASED CHEMICALS
CONTENTS of the handbook
Acetone Acrylic acid Adipic acid BTX Butadiene 1,4-Butanediol n-Butanol Epichlorohydrin Ethylene Ethylene oxide & MEG Fatty acids Fatty alcohols Glycerol 5-HMF/FDCAHexamethylene diamine Itaconic acid Levulinic acid Malonic acid Methanol Monoethyene glycol (MEG) Monopropylene glycol (MPG) 1,5-Pentane diamine (PDA) Polyamides Polybutylene adipate terephthalate Polybutylene succinate (PBS) Polybutylene terephthalate (PBT) Polycarbonate Polyethylene Polyethyene terephthalate (PET) Polyhydroxyalkanoates (PHA) Polylactic acid (PLA) Polyols Polystyrene Polyurethanes 1,3-Propanediol Propylene PTA Sebacic acid Succinic acid
4 Tecnon OrbiChem
LEVULINIC ACID
Introduction
Levulinic acid (LVLA) is a non-toxic organic compound with the following formula:
It has two reactive functional groups, a carboxylic acid group and a keto group. It exists as a white crystalline solid with a melting point of 33-35ºC. LVLA has been listed as one of the ‘Top Value Added Chemicals From Biomass’ by the US Department of Energy (DOE) in 2004. The bifunctionality of the keto and carboxylic acid groups makes levulinic acid a versatile chemical intermediate. It can also be converted to many other useful chemical products such as solvents, pesticides, herbicides, polymer resins, and cosmetics, and also to gasoline or diesel components.
Processing Technology
A significant amount of research has been conducted over the years to develop processes to manufacture levulinic acid (LVLA) at a cost that is competitive with alternative synthetic materials. These efforts have involved converting natural materials through the following five steps:
A. Breaking down biomass into lignin, cellulose and hemi-cellulose
B. Converting cellulose into glucose
C. Isomerising glucose to fructose
D. Converting fructose to 5-hydroxymethylfurfural (5-HMF)
E. Splitting 5-HMF into levulinic acid and formic acid
These steps are undertaken by chemical processes, not through the use of enzymes. The intermediates are not isolated. Usually two or three of these steps are undertaken in a single process, and indeed in some processes all five steps have been performed in a single reactor. In some test set-ups steps A and B have been eliminated and the starting material used is a sugar, which is taken through steps C, D and E. Figure 1 shows the chemical processes involved in steps C, D and E.

5 Tecnon OrbiChem
The use of a sugar entails an increase in cost that is not acceptable for a commercial process, however. Consequently, the aim is to use low cost biomass, such as corncobs or sugar cane bagasse, or even negative cost materials such as paper mill sludge. The first process to be used semi-commercially was the Biofine Process, developed by chemical engineer Stephen Fitzpatrick in the 1990s, which reduces the above five steps to a two-reactor process.
The Biofine process claims to convert essentially any ligno-cellulosic materials such as paper mill sludge, municipal solid waste, paper and wood wastes, and agricultural residues to LVLA using high temperature (150-220°C), dilute acid-catalysed hydrolysis in a continuous two-stage reactor system. In the first stage biomass is converted to soluble sugar monomers, namely hexoses (mainly glucose) and pentoses, with the hexoses immediately being converted to 5-hydroxymethyl-2-furfuraldehyde (5-HMF); in the second stage the 5-HMF is further hydrolysed to levulinic acid. The first stage is very rapid, taking a mere 20 seconds, while the second stage takes only about 20 minutes. The conversion rate has been suggested to be about 50% of the mass of 6-carbon sugars. Co-products include formic acid, furfural (coming from the pentoses), and ligneous char. Formic acid is a valuable co-product and is mainly used as a preservative and antibacterial agent in livestock feed as well as in the production of leather. Furfural is used to make thermosetting resins among other uses.
The process has been developed and brought to a semi-commercial stage by the company Biofine Technology LLC, initially with a mobile processing unit at Biofine’s demonstration plant in South Glens Falls, New York, and later in a 1 ton of dry feedstock per day demonstration plant in Gorham, Maine, USA. The process is said to be capable of using a wide range of types of biomass. In the case of feedstock consisting of hard wood the yield per dry tonne is:
Levulinic acid 250 kg
Formic acid 100 kg
Furfural 125 kg (but variable according to market demand)
Ligneous char 525 kg (3% ash)
O
O
H
HO
O
HO
HO
HO
HO OH
OHO
HOHO
HOHO
O
HO
HO
HO
HO
HO
O
OH
H
Pyranose form Furanose form
Glucose
Hydroxymethylfurfural
Formic acid
Fructose
OH
O
Levulinic acid
O
Note: In solution fructose is
68% pyranose: 32% furanose
+
Figure 1

6 Tecnon OrbiChem
Formic acid and furfural are useful by-products, which have a market value. The ligneous char will be used as in-plant fuel. More recently Biofine Technology’s interest has moved towards making ethyl levulinate as a diesel fuel component, as the quickest route to a commercially viable product. The first commercial plant is planned for New England, with an input capacity of 125 dry tons/day of waste cardboard or forest products, producing 8.1 million gal/year of levulinate ester and formic acid. CAPEX is expected to be $5.50 per annual gallon of liquid product (levulinic ester and formic acid), while OPEX is estimated at $2.44/gal of liquid product.
Italian Green Future s.r.l. has been attempting to produce levulinic acid on a commercial scale in what is claimed to be the world’s first commercial-scale plant in Caserta, Italy. According to Green Future, the Caserta plant has an annual capacity of 8,500 tons. The production process uses glucose derived from corn processing as feedstock. Glucose syrup is converted to levulinic acid and formic acid via acid hydrolysis by boiling with dilute acid such as hydrochloric acid and sulphuric acid. Evidence suggests that the Caserta plant was initially used as a demonstration site by Biofine Technology LLC to produce LVLA from cellulose gleaned from local tobacco bagasse and paper mill sludge through the Biofine Process, but major problems were encountered from clogging of the reactor by calcium salts and humins deposition (tars). It is not clear that these problems have been overcome and the plant is no longer in operation.
Segetis Inc. has been operating a pilot plant facility to produce levulinic acid in Golden Valley, Minnesota since 2013, demonstrating the viability of its proprietary process to convert biomass to levulinic acid. The pilot plant has a nameplate capacity of 80 metric tons/year and currently uses corn sugar as feedstock, although the company says its process has broad capability and is intended to be used to explore many other feedstocks as Segetis’s technology develops.
Segetis has been very active in the production and marketing of levulinic ketals. Prior to the start-up of its own levulinc plant, Segetis had been sourcing levulinc acid from China to make ketals. Segetis produces levulinic ketals using its highly selective process combining esters of levulinic acid with alcohols derived from vegetable oils. The properties of levulinic ketals are modified and tailored through the R1 and R2 functionalities, allowing the compounds to be used alone or as a building block. Segetis currently has a demonstration facility under toll manufacturing, which is capable of producing over 3m pounds/year of levulinic ketals-based solvents and plasticizer products. Segetis also has a 250,000 lb/year pilot plant that has been online since 2009 in Minneapolis that is used for process validation for its levulinic ketals and derivatives. Segetis is planning for a commercial facility (most likely for levulinic ketals and downstream derivatives) by around 2015/2016. The company’s portfolio of partners includes Arkema, PolyOne, and Georgia Gulf in bio-based plasticizers, while DSM and SABIC are also Segetis investors.
The companies mentioned above use dilute acid, usually hydrochloric acid, to promote the hydrolysis reactions. However, there have been many studies on achieving higher conversions of cellulose to levulinic acid by using other homogeneous catalysts (e.g. phosphoric acid), and also by using heterogeneous catalysts. A heterogeneous catalyst that has been used by several research groups is a macro-porous, cationic ion-exchange resin, such as Amberlyst 70, which has proved effective for conversion of the water soluble sugars into HMF, levulinic acid and formic acid. Also the zeolite catalyst ZSM-5 and the ionomer Nafion have been shown to give good results. Noble metal coordination compounds have also been used as catalysts. A research group at Pisa University, Italy, has achieved improved conversion of sugars to levulinic acid through the use of niobium phosphate. Heterogeneous catalysts must be used with soluble sugars rather than cellulose, in order that the catalyst can be recovered easily.
Pre-treatment of cellulose prior to thermal hydrolysis can improve yields. In the DIABNET programme, coordinated by the University of Limerick, Eire, improved yields have been achieved by pre-treatment of the cellulose with hydrogen peroxide, and also pre-treatment of cellulose with a commercial cellulase enzyme mix has given better yields.
7 Tecnon OrbiChem
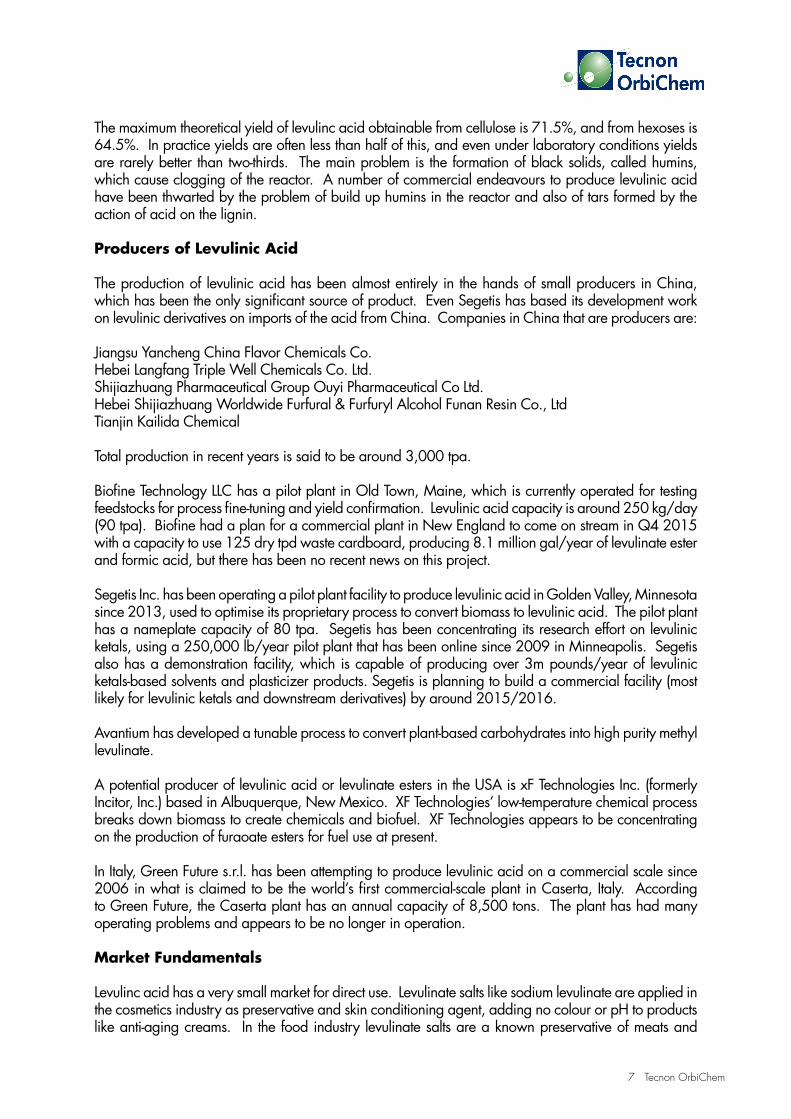
The maximum theoretical yield of levulinc acid obtainable from cellulose is 71.5%, and from hexoses is 64.5%. In practice yields are often less than half of this, and even under laboratory conditions yields are rarely better than two-thirds. The main problem is the formation of black solids, called humins, which cause clogging of the reactor. A number of commercial endeavours to produce levulinic acid have been thwarted by the problem of build up humins in the reactor and also of tars formed by the action of acid on the lignin.
Producers of Levulinic Acid
The production of levulinic acid has been almost entirely in the hands of small producers in China, which has been the only significant source of product. Even Segetis has based its development work on levulinic derivatives on imports of the acid from China. Companies in China that are producers are:
Jiangsu Yancheng China Flavor Chemicals Co. Hebei Langfang Triple Well Chemicals Co. Ltd. Shijiazhuang Pharmaceutical Group Ouyi Pharmaceutical Co Ltd. Hebei Shijiazhuang Worldwide Furfural & Furfuryl Alcohol Funan Resin Co., Ltd Tianjin Kailida Chemical
Total production in recent years is said to be around 3,000 tpa.
Biofine Technology LLC has a pilot plant in Old Town, Maine, which is currently operated for testing feedstocks for process fine-tuning and yield confirmation. Levulinic acid capacity is around 250 kg/day (90 tpa). Biofine had a plan for a commercial plant in New England to come on stream in Q4 2015 with a capacity to use 125 dry tpd waste cardboard, producing 8.1 million gal/year of levulinate ester and formic acid, but there has been no recent news on this project.
Segetis Inc. has been operating a pilot plant facility to produce levulinic acid in Golden Valley, Minnesota since 2013, used to optimise its proprietary process to convert biomass to levulinic acid. The pilot plant has a nameplate capacity of 80 tpa. Segetis has been concentrating its research effort on levulinic ketals, using a 250,000 lb/year pilot plant that has been online since 2009 in Minneapolis. Segetis also has a demonstration facility, which is capable of producing over 3m pounds/year of levulinic ketals-based solvents and plasticizer products. Segetis is planning to build a commercial facility (most likely for levulinic ketals and downstream derivatives) by around 2015/2016.
Avantium has developed a tunable process to convert plant-based carbohydrates into high purity methyl levulinate.
A potential producer of levulinic acid or levulinate esters in the USA is xF Technologies Inc. (formerly Incitor, Inc.) based in Albuquerque, New Mexico. XF Technologies’ low-temperature chemical process breaks down biomass to create chemicals and biofuel. XF Technologies appears to be concentrating on the production of furaoate esters for fuel use at present.
In Italy, Green Future s.r.l. has been attempting to produce levulinic acid on a commercial scale since 2006 in what is claimed to be the world’s first commercial-scale plant in Caserta, Italy. According to Green Future, the Caserta plant has an annual capacity of 8,500 tons. The plant has had many operating problems and appears to be no longer in operation.
Market Fundamentals
Levulinc acid has a very small market for direct use. Levulinate salts like sodium levulinate are applied in the cosmetics industry as preservative and skin conditioning agent, adding no colour or pH to products like anti-aging creams. In the food industry levulinate salts are a known preservative of meats and
8 Tecnon OrbiChem
other foodstuffs, significantly reducing the growth of aerobic microorganisms. Calcium levulinate is a pharmaceutical product used as a calcium supplement and food nutrition enhancer.
As a platform chemical, LVLA can be converted to a wide range of compounds that have the potential to penetrate a number of large volume chemical markets.
Levulinate esters, mainly methyl-, ethyl- and butyl-levulinate have numerous potential applications. They can be used as plasticisers for PVC, with use of the traditional phthalates becoming increasingly under suspicion due to endocrine disruptor effects. Levulinate esters can be used as additives for diesel fuel or gasoline. Levulinate esters can be made by esterification of levulinic acid with alcohols, using acid catalysis, but better yields are obtained using solid catalysts such as zeolites or sulphated zirconia. It is also possible to covert biomass or sugars directly to levulinate esters. Ethyl levulinate has been proposed as a sustainable diesel fuel that is superior to fatty acid methyl esters (FAME). Levulinates have lower cloud-point and a lower gel-point than FAME biodiesel, resulting in better general cold flow properties. Levulinates have greater miscibility with petrochemical fuels than either soy diesel or ethanol. Thus, unlike ethanol, mixtures of levulinate and gasoline can be pipelined instead of having to be splash blended at the pump.
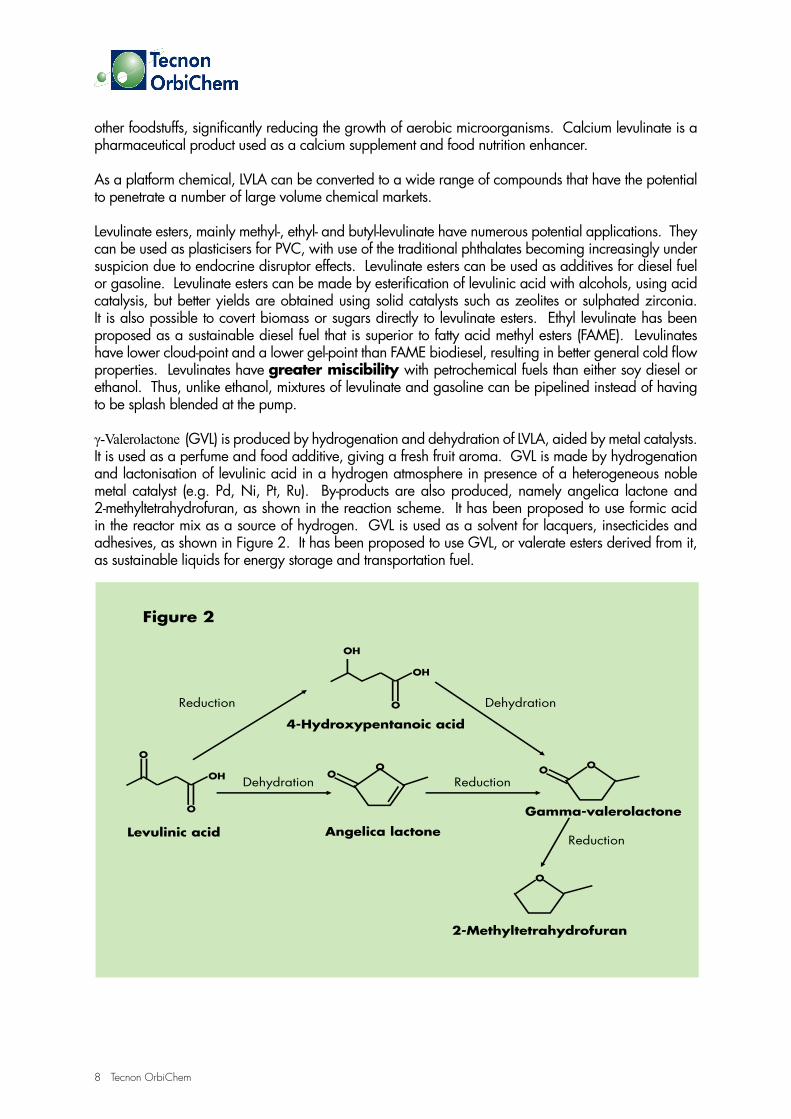
γ-Valerolactone (GVL) is produced by hydrogenation and dehydration of LVLA, aided by metal catalysts. It is used as a perfume and food additive, giving a fresh fruit aroma. GVL is made by hydrogenation and lactonisation of levulinic acid in a hydrogen atmosphere in presence of a heterogeneous noble metal catalyst (e.g. Pd, Ni, Pt, Ru). By-products are also produced, namely angelica lactone and 2-methyltetrahydrofuran, as shown in the reaction scheme. It has been proposed to use formic acid in the reactor mix as a source of hydrogen. GVL is used as a solvent for lacquers, insecticides and adhesives, as shown in Figure 2. It has been proposed to use GVL, or valerate esters derived from it, as sustainable liquids for energy storage and transportation fuel.
OH
OH
OH
OO
Reduction Dehydration
Reduction
Reduction
Dehydration
Levulinic acid
2-Methyltetrahydrofuran
Gamma-valerolactone
Angelica lactone
4-Hydroxypentanoic acid
O
O
Figure 2
O
O
9 Tecnon OrbiChem
α-Angelica lactone is a flavour chemical, used in oral care formulations to round out mint notes and in coffee flavours.
Delta-amino levulinic acid (DALA) is a natural component of plants regulating the chlorophyll growth. It can be used as a biodegradable herbicide with a large potential market if its production cost could be reduced. DALA acts by accelerating the chlorophyll growth in plants to toxic levels, so it can be used as a defoliant on plants prior to harvesting such as picking cotton and apples. DALA is applied in medical applications as photosensitizing agents, for example in skin treatment for sunspots and is approved for photodynamic therapy use for the treatment of skin cancer.
Diphenolic acid (DPA) or 4,4-bis-(4’-hydroxyphenyl)pentanoic acid is of particular interest as an alternative to bisphenol A (BPA), which is used in polymers such as polycarbonates. The use of BPA in plastics that come into contact with food is coming under increasing scrutiny, and indeed use of polycarbonate resin has been prohibited for babies’ bottles. Substitution by DPA could permit the manufacture of BPA-free polycarbonates.
MTHF (2-methyl tetrahydrofuran) is obtained through reduction of γ-valerolactone. Besides being applicable as a fuel component, MTHF has attractive solvent properties. MTHF has a higher boiling point and limited water miscibility compared to THF (tetrahydrofuran). These two attributes result in higher reaction speeds, higher selectivity and better yields, making MTHF an attractive sustainable alternative to THF as a solvent for use in chemical reactions.
Valeric Acid (Penatanoic Acid) can be obtained from conversion of levulinic acid. Valeric acid, usually produced from valerian root extract, is a chemical intermediate applied in pharmaceuticals, fragrances, aromas, plasticisers, crop protection and lubricants.
Levulinic ketals based on levulinic acid esters have been developed by Segetis. These compounds are claimed to have a wide range of applications such as non-toxic biodegradable solvents, phthalate-free plasticizers and polyols for polyurethane foams. The solvent and plasticizer products are already being sold on the market.
Other chemicals that can be made from levulinic acid include β-acetacrylic acid (used for new acrylate polymers), 1,4-pentanediol (used for new polyesters), N-methyl pyrrolidone (NMP), and 2-methylindole-3-acetic acid.
Derivatives that have potential for fuel use include methyl tetrahydrofuran (MTHF) and levulinate esters, which can be used to address fuel markets as gasoline and biodiesel additives. These will, however, have to prove competitive with ethanol production costs in order to penetrate the transportation fuel additive market.
Prices
According to Guangzhou CCM Chemicals, in 2008 the market price of LVLA was approximately $3.50/kg. Today, levulinic acid supplied by Hebei Shijiazhuang Worldwide Furfural & Furfuryl Alcohol Funan Resin Co., Ltd., is sold at Rmb38000/ton ($6180/ton) for orders above 100 tons on Alibaba. Levulinic acid (99%), supplied by Tianjin Kailida Chemical, is sold at a similar price at Rmb33/kg ($5300/ton) for orders above 200 kg on Alibaba.
Research & Development
The production of levulinic acid from cellulose encounters problems from fouling of the equipment from tars and humins. There is continuing effort to try to eliminate the hold-ups to production that result from the need to stop the production process and clean the equipment. One approach is to produce levulinate esters or levulinate ketals rather than levulinic acid, via processes that have a lower propensity to build up of encrustations.

10 Tecnon OrbiChem
Many types of biomass have been tried as raw materials, often with success, but there is ongoing research to identify suitable low cost or even negative cost organic materials, often discarded residues from agricultural crops. Segetis is currently pursuing a number of paths to develop processes to convert cost-effective feedstock such as woody biomass to levulinic acid.
An alternative approach is to use sugars rather than cellulose as the raw material, though clearly there is an increase in cost which, it is hoped, will be mitigated by the absence of equipment fouling.
In a press release on 17 February, two companies in Italy, Bio-on SpA and Eridania Sadam SpA, announced that they have agreed to work on a joint research programme to optimise the production of levulinic acid. In this project, Bio-on will be researching new methods of producing levulinic acid on an industrial scale. By-products of the sugar industry will be converted into levulinic acid, optimising new innovative processes that are environmentally sustainable and cut down production costs. Eridania Sadam plans to invest €1.8m in the joint venture.
US start-up company Reluceo/XL Terra, a spin-off from Segetis has developed a biomass-based polymer called xylitol-levulinic polyester ketal (PXLK) as an alternative to polycarbonate and polymethacrylate. PXLK is thermo-chemically produced by combining industrial grade xylitol and levulinic acid esters. It is claimed to have superior tensile strength, heat deflection and thermostability characteristics compared to existing bioplastics such as PLA and PHB. In addition, the increasing health concern regarding the potential endocrine disruptor bisphenol A (BPA) and its recent ban on use in baby bottles by the FDA is expected to make PXLK an attractive safe alternative.
PUBLISHED: 27TH FEBRUARY 2015

11 Tecnon OrbiChem
ADDENDUM TO THE PROFILE ON LEVULINIC ACID
The following information on levulinic acid has become available since publication of the February issue of BioMaterials & Intermediates.
A New Company Aims for Commercial Production of Levulinic Acid
GFBiochemicals is the name of a new company whose first target is to start commercial production of levulinic acid later this year. GFBiochemicals has assembled an experienced team of managers and bio-engineers, some of whom have extensive prior experience of biomaterials production with DSM. GFBiochemicals Group acquired Green Future s.r.l. in 2014.
According to a spokesman for GFBiochemicals, the company has retrofitted and adapted the existing Green Future production facility in Caserta. The starting material will be corn-based biomass. GFBiochemicals aims to switch to cellulosic biomass in 2016. GFBiochemicals has developed a new process that is still based on catalysed thermo-chemical conversion of cellulose. However, GFBiochemicals’ technology enables commercial-scale production of levulinic acid directly from biomass. From the beginning, Green Future proposed and developed fundamentally different technology from the original Biofine technology. GFBiochemicals’ new technology is significantly distanced from the original process design. GFBiochemicals has retrofitted and adapted the existing production facility and infrastructure in Caserta to test and demonstrate the new process and to produce levulinic acid with its unique proprietary technology. The new technology will avoid the build-up of humins that was one of the problems of the original plant at Caserta. Production was to begin in the summer of 2015. The commercial-scale plant has been retrofitted with new and modified conversion, recovery and purification technology. Production capacity will initially be 2,000 tons per year of levulinic acid, but the company aims to expand to the full capacity of the Caserta plant of 8 ktpa in due course.
Update on Levulinic Acid Capacity in China
There are four major levulinic acid producers in China, namely:
Langfang Triple Well Chemicals Co., Ltd. Hebei Yanuo Chemical Industry Co., Ltd. Shandong Zibo Shuangyu Chemical Co., Ltd. Zibo Changlin Chemical Co., Ltd.
Chinese levulinic acid producers use the processing technology via furfuryl alcohol, either by outsourcing furfuryl alcohol or producing furfuryl alcohol by themselves. These producers have a similar capacity for levulinic acid production of around 1,000 ton/year each, though their output is not fixed but depends on the demand situation. It is difficult to track the total output of levulinic acid in China, though one market source mentions it may be less than 3,000 tons per year.
Current prices for levulinic acid in China are in a range of Rmb24,000– Rmb30,000/ton (99% concentration), equivalent to $3275 – 4100/ton before VAT, with the high-end prices applying to good quality material only.
It is understood that levulinic acid or levulinates applications in China have not yet been developed very far. The export market is quite important for some Chinese producers, who have regular overseas customers.
PUBLISHED: 30TH APRIL 2015
12 Tecnon OrbiChem
FURTHER ADDENDUM TO THE PROFILE ON LEVULINIC ACID
Levulinic acid updates: GFBiochemicals acquires Segetis
Italy-based levulinic acid producer, GFBiochemicals, announced this month that it has acquired all assets and intellectual properties (IPs) of Minnesota, US-based levulinic acid derivatives producer, Segetis, which will significantly expand GFBiochemicals’ levulinic acid applications portfolio.
Segetis is already producing and marketing levulinic ketals, a combination of levulinic acid esters and alcohols derived from vegetable oils such as glycerol, under the brand JAVELIN™ for application such as solvents and plasticisers. Segetis has a 113 tpa pilot plant in operation since 2009 in Golden Valley, Minnesota, and has a 1.36 ktpa demonstration facility, which started in 2012 under toll manufacturing also located in Minnesota. It was believed that Segetis has been sourcing its levulinic acid from China.
Segetis has been planning to build a commercial-scale plant in Hoyt Lakes, Minnesota, that would produce levulinic acid and convert a portion of that output into plasticisers. The facility was expected to have an annual levulinic acid capacity of 22 million lbs and 35 million lbs of plasticiser production capacity.
Segetis’ portfolio of partners in developing bio-based plasticisers includes Arkema, PolyOne, and Georgia Gulf. Its investors included DSM, Sabic, Malaysian Life Sciences Capital Fund, Khosla Ventures and PNB Equity Resources Sdn Bhd.
Segetis is considered a premium levulinic acid derivatives producer with several proprietary applications including fragrances, plasticisers for PVC & biopolymers, personal care, household & industrial cleaners, agrochemicals formulations and coating/adhesive stripper industries – coming from years of research and market development. GFBiochemicals said it will continue to look for further potential acquisitions of levulinic acid’s derivative technologies, as well as creating high-value partnerships with major companies.
GFBiochemicals’ acquisition of Segetis will bring unique know-how and expertise, including over 250 patents applications worldwide. The company has acquired Segetis’ production plant based in Minnesota, and will establish a direct presence in the US market under GFBiochemicals Americas.
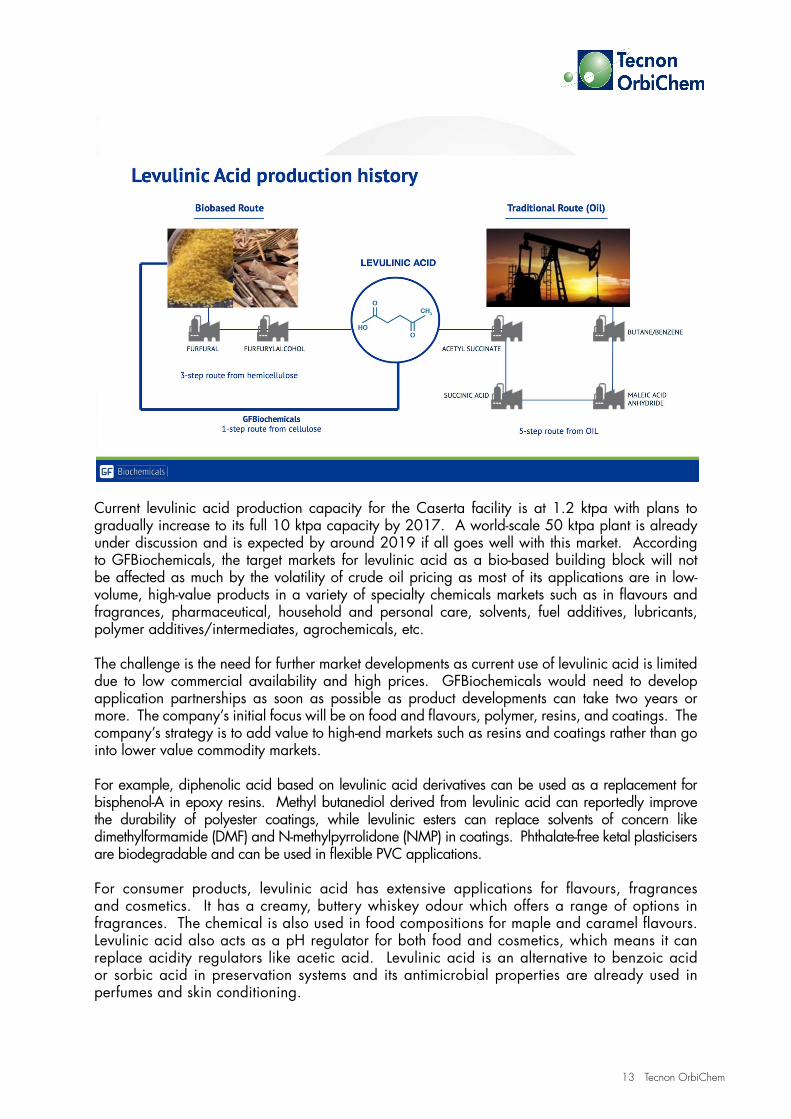
GFBiochemicals started operations of its levulinic acid plant located in Caserta, Italy, in July 2015 using cornstarch feedstock for now, but plans to switch to wood waste feedstock this year. The company’s facility uses thermochemical conversion to produce levulinic acid. Biomass pre-treatment involves acid hydrolysis for the conversion into C5 and C6 sugars. Co-products include formic acid, furfural and char although there will be significantly less furfural production with the use of wood waste feedstock. For the moment, GFBiochemicals does not recover and purify formic acid but there will be plans to do this and sell it into the market in the future. The char is currently being used for energy. The process runs continuously with an overall yield of between 45% and 65%, although the company is aiming for a yield of 70%.
13 Tecnon OrbiChem
Current levulinic acid production capacity for the Caserta facility is at 1.2 ktpa with plans to gradually increase to its full 10 ktpa capacity by 2017. A world-scale 50 ktpa plant is already under discussion and is expected by around 2019 if all goes well with this market. According to GFBiochemicals, the target markets for levulinic acid as a bio-based building block will not be affected as much by the volatility of crude oil pricing as most of its applications are in low-volume, high-value products in a variety of specialty chemicals markets such as in flavours and fragrances, pharmaceutical, household and personal care, solvents, fuel additives, lubricants, polymer additives/intermediates, agrochemicals, etc.
The challenge is the need for further market developments as current use of levulinic acid is limited due to low commercial availability and high prices. GFBiochemicals would need to develop application partnerships as soon as possible as product developments can take two years or more. The company’s initial focus will be on food and flavours, polymer, resins, and coatings. The company’s strategy is to add value to high-end markets such as resins and coatings rather than go into lower value commodity markets.
For example, diphenolic acid based on levulinic acid derivatives can be used as a replacement for bisphenol-A in epoxy resins. Methyl butanediol derived from levulinic acid can reportedly improve the durability of polyester coatings, while levulinic esters can replace solvents of concern like dimethylformamide (DMF) and N-methylpyrrolidone (NMP) in coatings. Phthalate-free ketal plasticisers are biodegradable and can be used in flexible PVC applications.
For consumer products, levulinic acid has extensive applications for flavours, fragrances and cosmetics. It has a creamy, buttery whiskey odour which offers a range of options in fragrances. The chemical is also used in food compositions for maple and caramel flavours. Levulinic acid also acts as a pH regulator for both food and cosmetics, which means it can replace acidity regulators like acetic acid. Levulinic acid is an alternative to benzoic acid or sorbic acid in preservation systems and its antimicrobial properties are already used in perfumes and skin conditioning.

14 Tecnon OrbiChem
It also demonstrates a range of property opportunities for short and middle chain length polyhydroxyalkanoates (PHA). This could enable durable PHBV products for film, fibre, injection moulding and extrusion applications. Such PHBV products have advantages compared to PHB such as improved fermentation yield, enhanced toughness and elongation properties. A wider processing window is also possible due to the lower melt temperature and crystallinity control enabled by levulinic acid.
The company is offering a more sustainably-produced and a much lower levulinic acid price compared to incumbent products currently manufactured mostly in China. The global market volume for levulinic acid is currently estimated at around 2-3 ktpa. Levulinic acid prices for product from China are estimated at around $4-5/kg. Industry analysts expect GFBiochemicals to achieve a cost of between $1.10-1.60/kg at full capacity.
Companies involved in levulinic acid
Company Location Status Langfang Triple Well Chemicals Co. Ltd China Producer Hebei Yanuo Chemical Industry Co. Ltd China Producer Shandong Zibo Shuangyu Chemical Co. Ltd China Producer Zibo Changlin Chemical Co. Ltd China Producer Arzeda USA R&D Biofine Technology USA R&D (demo plant) Glucan Biorenewables USA R&D on furfurals Mercurius Biorefining USA R&D Reluceo/XL Terra USA R&D (levulinic derivatives) Segetis USA Derivatives producer GFBiochemicals Italy Producer Bio-on SpA/Eridania Sadam SpA Italy R&D DIBANET Project Ireland R&D (pilot plant) LIFE + WALEVA Spain R&D (pilot plant to start in 2016) Source: Tecnon OrbiChem

15 Tecnon OrbiChem
The market opportunity for levulinic acid is estimated at $30 billion, which could be attained within 10 years with expanded commercial production. GFBiochemicals expects its first commercial shipments from the Caserta facility to start in the first quarter of 2016 using industry standard shipping via 2-litre drum packaging. The company has no revenue at this point but it expects to break even by the time it increases its capacity to 4.5 ktpa next year.
GFBiochemicals has also started discussions for commercial expansion with potential partners, citing Brazil and Southeast Asia as possible locations. CAPEX needed for a greenfield 10 ktpa facility is around $80-200 million, which is reportedly a typical investment required for this type of chemical production. GFBiochemicals’ Caserta facility is previously owned by Green Future S.r.l., which has been also developing its own levulinic acid process. GFBiochemicals fully acquired the Caserta facility in 2014, which lowered its CAPEX costs despite the required overhauling of the plant in order to install GFBiochemicals’ much improved production process. Start-up problems were also not as challenging as might have been expected since the Caserta facility is originally geared toward levulinic acid production.
In terms of business strategies down the road, GFBiochemicals is not averse to licensing its technology, although the company prefers a partnership approach in terms of production and downstream applications.
PUBLISHED: 29TH FEBRUARY 2016
16 Tecnon OrbiChem
ETHYLENE OXIDE AND MEG
Introduction
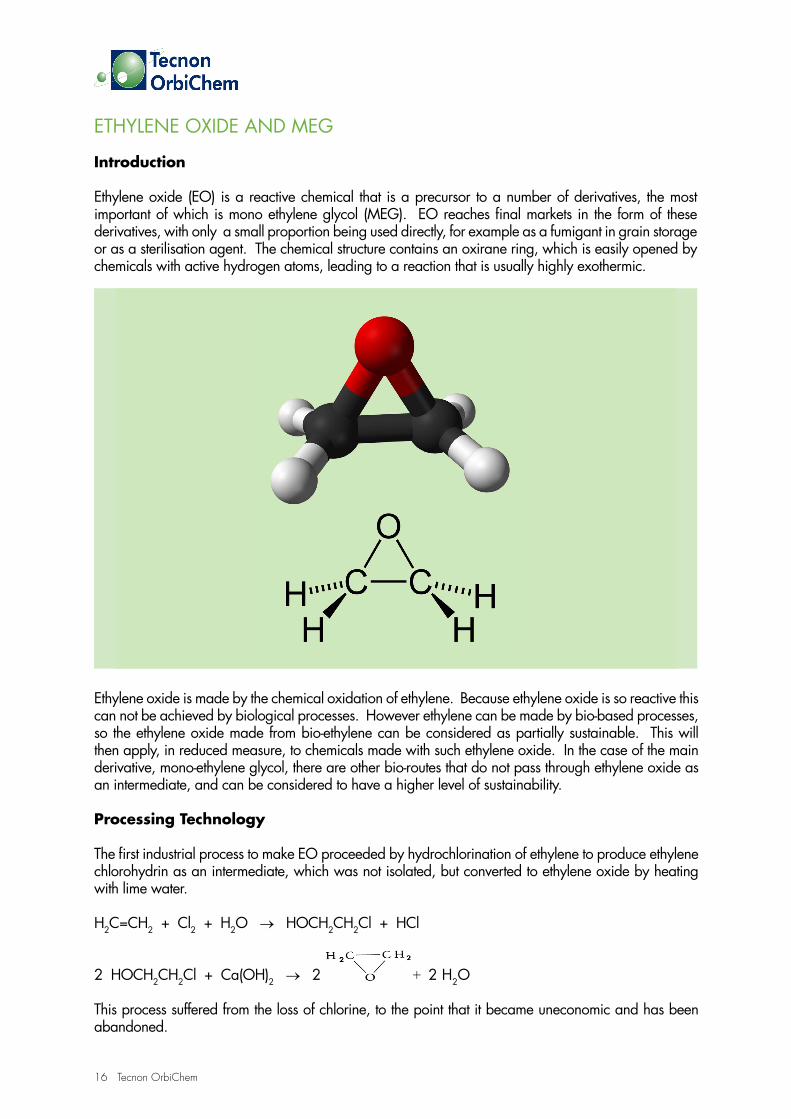
Ethylene oxide (EO) is a reactive chemical that is a precursor to a number of derivatives, the most important of which is mono ethylene glycol (MEG). EO reaches final markets in the form of these derivatives, with only a small proportion being used directly, for example as a fumigant in grain storage or as a sterilisation agent. The chemical structure contains an oxirane ring, which is easily opened by chemicals with active hydrogen atoms, leading to a reaction that is usually highly exothermic.
Ethylene oxide is made by the chemical oxidation of ethylene. Because ethylene oxide is so reactive this can not be achieved by biological processes. However ethylene can be made by bio-based processes, so the ethylene oxide made from bio-ethylene can be considered as partially sustainable. This will then apply, in reduced measure, to chemicals made with such ethylene oxide. In the case of the main derivative, mono-ethylene glycol, there are other bio-routes that do not pass through ethylene oxide as an intermediate, and can be considered to have a higher level of sustainability.
Processing Technology
The first industrial process to make EO proceeded by hydrochlorination of ethylene to produce ethylene chlorohydrin as an intermediate, which was not isolated, but converted to ethylene oxide by heating with lime water.
H2C=CH2 + Cl2 + H2O → HOCH2CH2Cl + HCl
2 HOCH2CH2Cl + Ca(OH)2 → 2 + 2 H2O
This process suffered from the loss of chlorine, to the point that it became uneconomic and has been abandoned.

17 Tecnon OrbiChem
Today, EO is made by the oxidation of ethylene. This can be done using air as the source of oxygen, or else pure oxygen. In either case the catalyst used is based on silver. The main reaction is partial oxidation of ethylene:
H2C=CH2 + ½ O2 →
But there are two subsidiary reactions, namely the complete combustion of ethylene and further oxidation of EO:
H2C=CH2 + 3 O2 → 2 CO2 + 2 H2O
+ 2.5 O2 → 2 CO2 + 2 H2O
Industrial processes achieve a selectivity to ethylene of 65--75% with the air oxidation process and 70--80% with the oxygen oxidation process. Because of the mode of action of the silver catalyst the maximum selectivity is 80%, so ultimately 20% of the ethylene is converted to carbon dioxide and lost to the desired reaction. There have been many attempts to avoid this problem. No other catalyst other than silver has proved successful. However, success has been achieved by adding rubidium or cesium halides as co-catalysts, which alter the reaction mechanism, allowing selectivity of over 80% to be achieved, with even 94% having been reported.
Because of the better conversion rates with the use of oxygen, this has become the main process used. Typical reaction conditions are 10-20 bar and 250-300 oC.
Bio-based Processes to Make EO and MEG
Companies wishing to make bio-based EO must concentrate their activities in making ethylene from renewable resources, since the conversion of ethylene to EO is inevitably an industrial chemical process.
Ethylene can be made sustainably by dehydrogenation of ethanol that has been roduced by a fermentation process. This was one of the first ways of making ethylene, but it has been replaced in industrial countries by the cracking of hydrocarbon feedstocks. However, dehydration of fermenatation ethanol has continued to be used in developing countries with rich agriculature resources, such as Brazil, India and China, and has been given a boost in recent years by the use of such bio-ethylene to make MEG, which is then used to make PET resin of claimed 30% renewable content.
Ethanol is catalytically dehydrated to produce ethylene according to the following chemical reaction:
C2 H5OH ↔ C2 H4 + H2O
Traditionally the agent used for the dehydrogenation was sulphuric acid, but later solid catalysts were developed, such as aluminium oxide or molecular sieves. The reaction is endothermic. Also the reaction is reversible with the equilibrium being favoured by higher temperatures and hindered by higher pressures and water vapour in the feed. As recovery of unconverted ethanol for recycle is energy and capital intensive, reaction conditions enabling 99% + conversion of ethanol are usually preferred.
18 Tecnon OrbiChem
Production Process and Feedstock
The first step in bio-ethylene production is the creation of bio-ethanol from biomass feedstock. This is a well known process as bio-ethanol is extensively used as a transportation fuel. Three types of biomass can be used: sucrose, starchy biomass and lignocellulosic feedstock.
Sucrose, which can be derived from sugarcane, sugar beets and sweet sorghum, is relatively easy to break down as sucrose is a disaccharide, which can be directly fermented into bio-ethanol by yeast. Starchy biomass, such as wheat, corn and barley, contains cellulose polysaccharides (i.e. long chains of D-glucose monomers), which must first be converted into a glucose syrup by either enzymatic or acidic hydrolysis. Glucose is then fermented and distilled into bio-ethanol. Currently, most starch-based bio-ethanol is produced in the United States, from corn (maize). Ligno-cellulosic biomass, such as wood, straw, and grasses, consists mostly of three natural polymers: cellulose, hemicelluloses and lignin. Ligno-cellulosic biomass forms the largest potential source of bio-ethanol because it is widespread and largely available at low cost. It can also be grown as a perennial crop on low-quality land. However, the conversion of ligno-cellulosic feedstock into bio-ethanol is difficult and costly. Lignin forms highly branched structures that are strongly bound to cellulose and are hard to break down by microbial systems. This makes the hydrolysis process and the final bio-ethanol relatively expensive.
Once bio-ethanol has been produced and purified to chemical grade, it is converted to bio-ethylene by an alumina or zeolite (silica-alumina) catalyst. One ton of bio-ethylene requires 1.74 tons of (hydrated) bio-ethanol. Conversion yields of 99% with 97% selectivity to ethylene are claimed. The reaction is endothermic and requires a minimum theoretical energy use of 1.6 GJ per ton of bio-ethylene. While the ethanol-to-ethylene (ETE) process is relatively simple, it is competitive only if the bio-ethanol is available cheaply. The current production capacity is about 535 ktpa, of which 200 ktpa are used for producing bio-PE, 60 ktpa to produce VCM/PVC and 275 ktpa for producing bio-based ethylene glycols (EG).
The bio-ethylene used to make EG is first converted to ethylene oxide (EO) by the industrial chemical processes described earlier. The EO is not isolated, but is converted to EG on site.
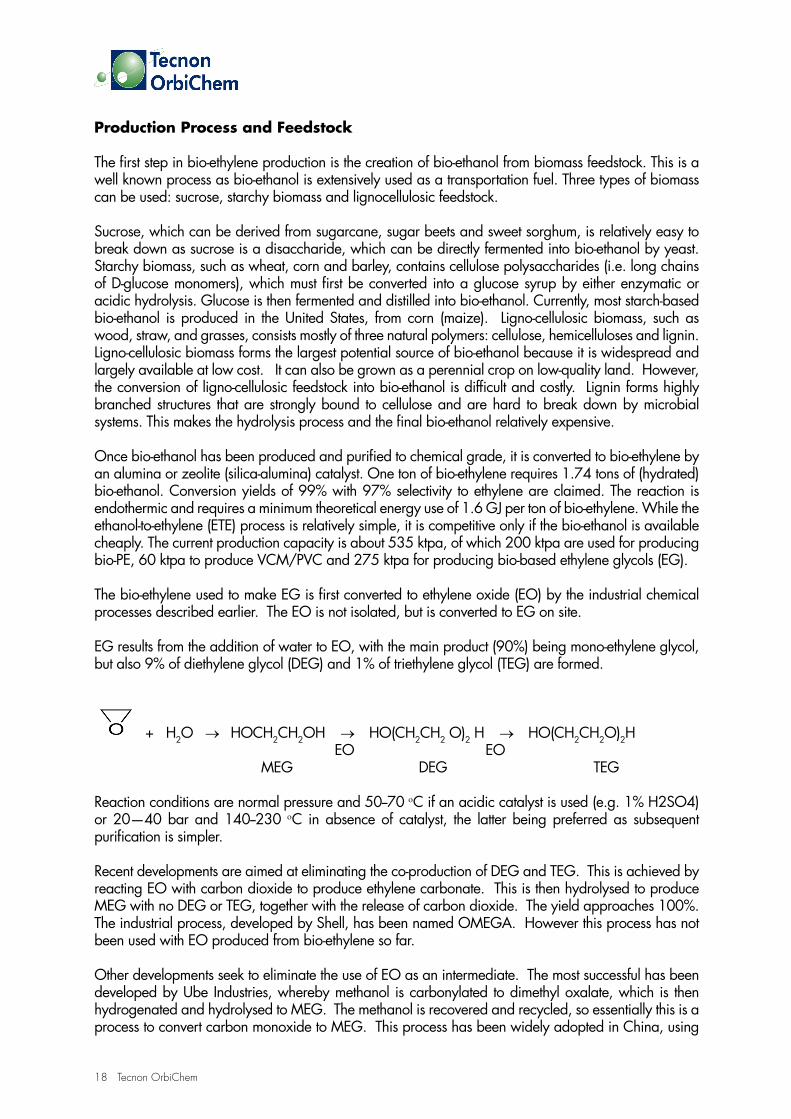
EG results from the addition of water to EO, with the main product (90%) being mono-ethylene glycol, but also 9% of diethylene glycol (DEG) and 1% of triethylene glycol (TEG) are formed.
+ H2O → HOCH2CH2OH → HO(CH2CH2 O)2 H → HO(CH2CH2O)2H EO EO MEG DEG TEG
Reaction conditions are normal pressure and 50--70 oC if an acidic catalyst is used (e.g. 1% H2SO4) or 20—40 bar and 140--230 oC in absence of catalyst, the latter being preferred as subsequent purification is simpler.
Recent developments are aimed at eliminating the co-production of DEG and TEG. This is achieved by reacting EO with carbon dioxide to produce ethylene carbonate. This is then hydrolysed to produce MEG with no DEG or TEG, together with the release of carbon dioxide. The yield approaches 100%. The industrial process, developed by Shell, has been named OMEGA. However this process has not been used with EO produced from bio-ethylene so far.
Other developments seek to eliminate the use of EO as an intermediate. The most successful has been developed by Ube Industries, whereby methanol is carbonylated to dimethyl oxalate, which is then hydrogenated and hydrolysed to MEG. The methanol is recovered and recycled, so essentially this is a process to convert carbon monoxide to MEG. This process has been widely adopted in China, using
19 Tecnon OrbiChem
carbon monoxide derived from coal. However, there would be the possibility of generating the carbon monoxide from biomass in future.
Producers of Bio-derived EO and MEG
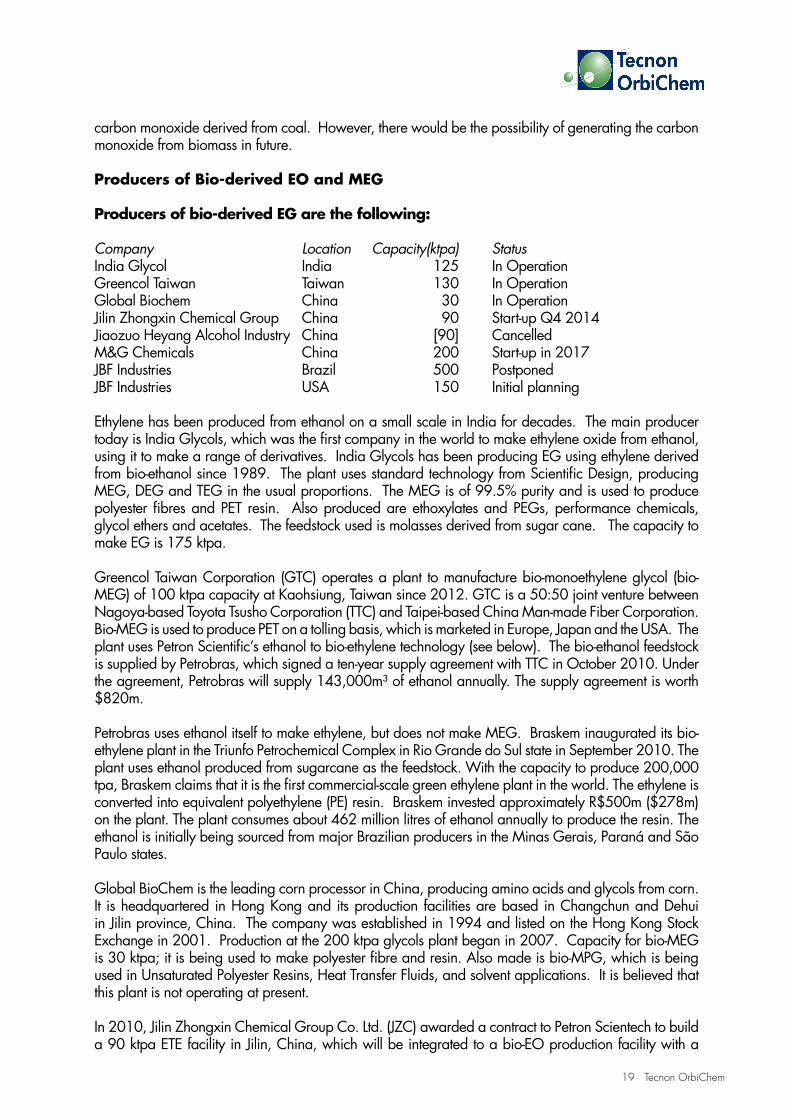
Producers of bio-derived EG are the following:
Company Location Capacity(ktpa) Status India Glycol India 125 In Operation Greencol Taiwan Taiwan 130 In Operation Global Biochem China 30 In Operation Jilin Zhongxin Chemical Group China 90 Start-up Q4 2014 Jiaozuo Heyang Alcohol Industry China [90] Cancelled M&G Chemicals China 200 Start-up in 2017 JBF Industries Brazil 500 Postponed JBF Industries USA 150 Initial planning
Ethylene has been produced from ethanol on a small scale in India for decades. The main producer today is India Glycols, which was the first company in the world to make ethylene oxide from ethanol, using it to make a range of derivatives. India Glycols has been producing EG using ethylene derived from bio-ethanol since 1989. The plant uses standard technology from Scientific Design, producing MEG, DEG and TEG in the usual proportions. The MEG is of 99.5% purity and is used to produce polyester fibres and PET resin. Also produced are ethoxylates and PEGs, performance chemicals, glycol ethers and acetates. The feedstock used is molasses derived from sugar cane. The capacity to make EG is 175 ktpa.
Greencol Taiwan Corporation (GTC) operates a plant to manufacture bio-monoethylene glycol (bio-MEG) of 100 ktpa capacity at Kaohsiung, Taiwan since 2012. GTC is a 50:50 joint venture between Nagoya-based Toyota Tsusho Corporation (TTC) and Taipei-based China Man-made Fiber Corporation. Bio-MEG is used to produce PET on a tolling basis, which is marketed in Europe, Japan and the USA. The plant uses Petron Scientific’s ethanol to bio-ethylene technology (see below). The bio-ethanol feedstock is supplied by Petrobras, which signed a ten-year supply agreement with TTC in October 2010. Under the agreement, Petrobras will supply 143,000m³ of ethanol annually. The supply agreement is worth $820m.
Petrobras uses ethanol itself to make ethylene, but does not make MEG. Braskem inaugurated its bio-ethylene plant in the Triunfo Petrochemical Complex in Rio Grande do Sul state in September 2010. The plant uses ethanol produced from sugarcane as the feedstock. With the capacity to produce 200,000 tpa, Braskem claims that it is the first commercial-scale green ethylene plant in the world. The ethylene is converted into equivalent polyethylene (PE) resin. Braskem invested approximately R$500m ($278m) on the plant. The plant consumes about 462 million litres of ethanol annually to produce the resin. The ethanol is initially being sourced from major Brazilian producers in the Minas Gerais, Paraná and São Paulo states.
Global BioChem is the leading corn processor in China, producing amino acids and glycols from corn. It is headquartered in Hong Kong and its production facilities are based in Changchun and Dehui in Jilin province, China. The company was established in 1994 and listed on the Hong Kong Stock Exchange in 2001. Production at the 200 ktpa glycols plant began in 2007. Capacity for bio-MEG is 30 ktpa; it is being used to make polyester fibre and resin. Also made is bio-MPG, which is being used in Unsaturated Polyester Resins, Heat Transfer Fluids, and solvent applications. It is believed that this plant is not operating at present.
In 2010, Jilin Zhongxin Chemical Group Co. Ltd. (JZC) awarded a contract to Petron Scientech to build a 90 ktpa ETE facility in Jilin, China, which will be integrated to a bio-EO production facility with a

20 Tecnon OrbiChem
capacity of 120 ktpa, and producing bio-MEG as a by-product. The facilities uses waste corn cobs for feedstock in the production of bio-ethanol.
UK-based specialty chemicals company, Croda, announced early this year its plans to build a bio-based ethylene oxide (EO) production facility near to its Atlas Point manufacturing site in New Castle, Delaware, US. Some industry players in the surfactants market were distinctly puzzled, doubting the ability of higher-priced EO from bioethanol to compete with petro-EO based on cheap ethylene feedstock in the US. Croda did not disclose any capacity figures but noted that it will be small enough to fulfil its surfactants requirements in the USA. The facility will use corn-based ethanol for feedstock that will be delivered via railcars or tank trucks. It is expected to start operation by 2017. In an interview, Croda confirmed that it will not produce any ethanol-based MEG at the facility. The project will provide for on-site production of EO that will replace the company’s current purchases of EO. Croda pointed out that it is getting harder and harder for EO consumers who are not near the Gulf Coast to source EO supply via railcars because of the hazards associated with transporting it. A number of surfactants players not vertically integrated with EO production have announced plans to move their surfactant operations to the Gulf Coast where several EO producers have announced investment plans for new/additional capacity led by cheaper shale gas-based ethylene feedstock.
There are a number of projects for bio-EO and bio-MEG which, however, may well be slowed down or cancelled as a result of the recent fall in hydrocarbon and energy costs.
M&G Chemicals, a unit of Italy’s Gruppo Mossi & Ghisolfi, plans to build a $500 million biorefinery in China to make ethanol and MEG from biomass. The facility in Fuyang, Anhui Province, China, is being built in a joint venture, with M&G holding 70% and the Guozhen Group, a Chinese energy and real estate conglomerate, holding 30%. The total joint venture investment is estimated to be around US$325 million, and will be the largest cellulosic (i.e. using non food biomass) bio-refinery in the world. The Fuyang refinery, which will use PROESA technology from Beta Renewables, will convert 970-1,300 ktpa of agricultural residues into cellulosic ethanol, glycols and by-products such as lignin. The biomass will be supplied by Guozhen and the enzymes for the conversion of the biomass will be supplied by Novozymes. Beta Renewables was established at the end of 2011 as a joint venture between Biochemtex, a company of the Mossi Ghisolfi Group, and the U.S. fund TPG (Texas Pacific Group) with a total investment of 250 million Euro (350 million dollars at that time); Novozymes later became a shareholder.
The India-based producer JBF, working with US -based Cooper River Partners, has plans for a new bio-PET facility to produce 438 ktpa of consumer grade PET , which is expected to consume around 151 ktpa of MEG that will also be produced at the site. The MEG facility will use sugarcane ethanol as feedstock for an ETE unit. The MEG production will proceed via EO, some of which might go into storage for subsequent shipment offsite. JBF had a bio-MEG project in Brazil but this has been dropped.
Another project in China that planned to use Petron Scientech’s ETE technology is a 90 ktpa bio-EO /MEG plant announced by Jiaozuo Heyang Alcohol Industry Co. Ltd. in 2010. The company is engaged in the production of food-grade ethanol. However, the ETE and EGs project has been cancelled.
Technology Providers
US -based engineering, licensing and processing technology firm Petron Scientech has been involved in R&D of ETE technology in the last 15 years, and claims to be the only licensor with proven technology that provides integration to the downstream applications such as EO and MEG. Netherlands-based Global Industrial Dynamics has been collaborating with Petron Scientech, in promoting Petron’s Ethanol-to-Ethylene (ETE ) technology worldwide and is the exclusive representative of Petron Scientech in Europe, some parts of Asia, Middle East and Australia.
21 Tecnon OrbiChem
Petron Scientech and G.I. Dynamics are currently working on an ongoing ETE /bio-MEG project with a capacity of between 300-500 ktpa in an undisclosed location. An industry source points India-based JBF Industries as the most probable company involved in this project given that Petron Scientech had been contracted by JBF Industries for its planned 500 ktpa bio-MEG facility in Brazil, which, hower, has been postponed until further notice. JBF is also looking at a site in South Carolina, USA, for a possible bio-MEG production facility.
Petron’s ETE technology available in the market usually has a 99.9% conversion rate and 99% selectivity of the main-ethylene derived bio-products produced.
Chematur Engineering Group, Sweden, has a long history in providing ETE technology. The capacities designed cover the range of 5 to 200 ktpa. The first plant was designed and built for Electro Cloro (a subsidiary of the Solvay group of Brazil). It was designed to produce 20 MT/day (about 6700 tpa) of vinyl chloride monomer grade ethylene. Since the start of operations in 1960 the plant has been expanded and the ethylene produced has also been used as feed to a polyethylene plant.
Other companies currently offering their own ETE technology include Scientific Design; BP, which recently announced the offering of its new Hummingbird™ ethanol dehydration technology; and the collaboration between Total Petrochemicals, IFP Energies Nouvelles (IFPEN ) and Axens on their Atol™ advanced ethanol dehydration technology.
Technology to convert ethylene to EO and EGs has been offered by many years by Shell and Scientific Design and most plants in the world use these technologies. Dow offers similar technology, which was the originator of silver catalysed conversion through its Union Carbide subsidiary, and recently Dow has been offering its improved METEOR technology. A development of recent years has been Shell’s OMEGA process, involving conversion of EO to MEG alone, through use of ethylene carbonate as an intermediate.
Market Fundamentals
Beverage maker Coca-Cola has introduced bio-material into packaging with the development of renewably-sourced bottles, among them its PlantBottle™ packaging made from PET incorporating bio-MEG. Coca-Cola currently buys ethanol-based ethylene glycol from India Glycols to make this PET. bottle. Coca-Cola has formed a partnership with India’s JBF Industries to build a 500 ktpa bio-ethylene glycol plant in Brazil, but this project is on hold.
Coca-Cola clearly believes that some customers will be attracted by its environmentally friendly approach. However, many packaging producers believe that most consumers are unwilling to pay higher costs for bioplastics compared to petro-based materials.
At the same time, there is a slew of new ethylene and derivatives plants that are planned in the USA based on low-cost natural gas, including some EG units. The potential competition from low cost petro-MEG is causing some rethinking about the viability of bio-MEG, certainly in the USA, but also in China. In fact even the M&G project in China appears to have slowed down.
JBF and Coca-Cola announced their partnership in September 2012 for the supply of bio-MEG for use in Coca-Cola’s PlantBottle™ packaging. Coca-Cola’s only current source of bio-MEG is India Glycols, which has a capacity to produce 125 ktpa of sugarcane ethanol-based MEG in Garakhpur, India, for Coca-Cola’s use. Bio-MEG from India Glycols is sent directly to the USA , Taiwan, the U.K., Mexico, and Indonesia.

22 Tecnon OrbiChem
Prices
According to a report by the International Renewable Energy Agency (IRENA) in 2012, the production costs of sugarcane bio-ethylene are very low in Brazil and India (i.e. around USD 1,200/t bio-ethylene). Chinese production based on sweet sorghum is estimated at about USD 1,700/t. Higher costs are reported in the United States (from corn) and in the European Union (from sugar beets) at about USD 2,000/t and USD 2,600/t, respectively. At present, the cost of ligno-cellulose-based production is estimated at USD 1,900-2,000/t in the U.S. In comparison, the cost of petrochemical ethylene is substantially lower (i.e. USD 600-1,300/t), depending on the region with a global average of USD 1,100/t. The current production cost of bio-ethylene is between 1.1-2.3 times higher than the global average petrochemical ethylene, but ligno-cellulosic bio-ethylene is expected to reduce the gap in the near future. The disadvantage of bio-ethylene is likely to have increased today, given the fall in costs of naphtha, as well as the on-going low cost of ethane in the Middle East and the USA.
This inevitably means high costs and prices for bio-MEG. It is not possible to obtain pricing for bio-MEG, since it is being bought by so few consumers. We estimate that its price is considerably higher than petro-MEG, but buyers such as Coca-Cola are willing to pay higher prices for a certain period as an investment in building up a base of loyal supporters who will prioritize enviromental issues in the longer term.
PUBLISHED: 29TH MAY 2015

23 Tecnon OrbiChem
Information contained in this report is obtained from sources believed to be reliable, however no responsibility nor liability will be accepted by Tecnon OrbiChem for commercial decisions claimed to have been based on the content of the report.
Reproduction of any part of this work by any process whatsoever without written permission of Tecnon OrbiChem is strictly forbidden.
Tecnon OrbiChem LtdLansdowne Building2 Lonsdowne RoadCroydon CR9 2ER
Tel: +44 20 7924 3955Fax: +44 20 7978 5307 Email: [email protected]: www.orbichem.com
PLEASE COMPLETE THIS FORM AND SEND TO: [email protected]
PLEASE FOLLOW US ON:
linkedin.com/company/tecnon-orbichem
twitter.com/TecnonOrbiChemMore information about Tecnon OrbiChem servicescan be found on our website www.orbichem.com
order formPlease invoice me for the purchase of Tecnon OrbiChem’s Handbook of Commercial Bio-Based Chemicals.
I am an existing subscriber to Tecnon OrbiChem's Bio-Materials & Intermediates Business Focus and I am entitled to a 50% discount.
All users must be employees of the subscribing company or subsidiaries in which the holding is 60% or higher.
Retransmission of the pdf version or photocopying of substantial extracts from the handbook are strictly prohibited.
PETROC
HEM
ICA
LS MA
RKETING
AN
D PLA
NN
ING
CO
NSU
LTING
SERVICES
TECN
ON
ORBIC
HEM
HANDBOOK OF COMMERCIAL
Name Position
Company
Address
VAT Number
Telephone
Date Signature
Linkedin Twitter
Payment by American Express*
Card Number Expiry Date
*For payments using Amex there is a 3.5% administration charge
We would like to contact you with offers and opportunities but if you prefer not to receive them, please tick here: �
UK£280 pdf copy UK£320 printed copy including postage� �
Please invoice me for UK£ net of all taxes, bank charges and other charges.
�
_____________________
(EU countries only)
BIO-BASED CHEMICALS
Printed copy of the Handbook to be sent to:
Name
Address
(zero-rating of books in UK)
Electronic copy of the Handbook to be sent to: