h s removal technology “valkyrie™ – the next generation redox”
TRANSCRIPT
Streamline Innovations, Inc; All Rights Reserved (2019)
Information contained herein is strictly confidential. It is intended for use only by the recipient, then only to the extent necessary to consider a business relationship with Streamline Innovations, Inc., and for no other purpose. The recipient is notified that dissemination,
distribution, reproduction, or use in whole or in part, is prohibited without the prior written consent of Streamline Innovations, Inc.
“Valkyrie™ – The Next Generation REDOX” H2S Removal Technology
1

Streamline Innovations, Inc; All Rights Reserved (2019)
2

Streamline Innovations, Inc; All Rights Reserved (2019)
Treatment Options for Treating H2S
Sour Gas Wellor
Bio Gas Treat
Treat at Wellhead
Treat at Gathering Facility
Valkyrie™ Direct Treat Skid Unit
Scavenger Unit
Amine Plant
Traditional Redox Plant
Valkyrie™ Direct Treat Plant
Acid-Gas Injection Well
Flare
Acid Gas(Secondary) Treatment
Primary Treatment
No Treat
SRU (Claus Plant)
P&A
FlareSell Sour
Dilute
TGTU
Valkyrie™ Tail Gas Unit
Flare
Claus Tail-Gas (Tertiary) Treatment
SuperValkyrie™ High PSI Treating
Valkyrie™ Acid Gas Unit
The ValkyrieTM Process can be used to treat directly or as an acid gas/tail gas treater
3
UPSTREAM MIDSTREAM DOWNSTREAM

Streamline Innovations, Inc; All Rights Reserved (2019)
H2S Removal Technology Operating Range
0.1 1.0 10 100 100010 ppm
100 ppm
1000 ppm
1%
10%
100%
Scavenger
Valkyrie REDOX
SuperValkyrieAmine + REDOX
Amine + Claus
Gas Flow Rate (MMSCF/d)
H2S
Con
cent
ratio
n (P
PM)
Amine + Flare
40 LTPD Sulfur
0.2 LTPD Sulfur
4

Streamline Innovations, Inc; All Rights Reserved (2019)
OPEX
CA
PE
X
$100k
$1MM
$10 MM
$100 MM
$0.01 $0.10 $1.00 $10
Claus Plant
Scavenger
Amine Unit + AGI
REDOX Process
Technologies - OPEX vs CAPEX5

Streamline Innovations, Inc; All Rights Reserved (2019)
“Next Generation REDOX”Streamline - How we are different?
• Robust Chelant Formulation - Low Degradation Rate
• Custom Surfactant blend - control foaming and sulfur quality
• Advanced Control Technology
• Fee for Service - Turnkey Business Model
Streamline Innovations, Inc; All Rights Reserved (2020)
6

Streamline Innovations, Inc; All Rights Reserved (2019)
ValkyrieTM H2S Treatment Process7

Streamline Innovations, Inc; All Rights Reserved (2019)
SuperValkyrie™ Process 8

Streamline Innovations, Inc; All Rights Reserved (2019)
Valkyrie™ Treatment Sequence - Step 1 REDuction
Streamline Chemical, LLC; All Rights Reserved (2019)
H2S↑ + 2FeIII+ → 2H+ + S↓ + 2FeII+
9
Streamline Innovations, Inc; All Rights Reserved (2019)
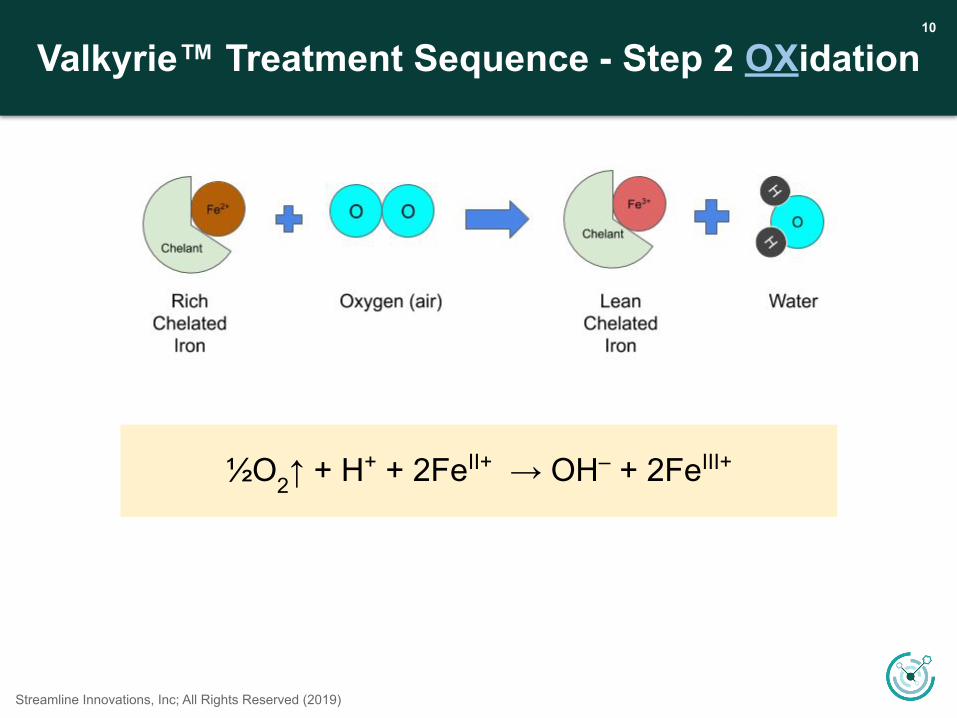
Valkyrie™ Treatment Sequence - Step 2 OXidation
Streamline Chemical, LLC; All Rights Reserved (2019)
½O2↑ + H+ + 2FeII+ → OH– + 2FeIII+
10

Streamline Innovations, Inc; All Rights Reserved (2019)
Valkyrie™ Treatment Sequence - Overall Reaction REDOX
H2S↑ + ½ O2↑ → H2O + S↓
H2S↑ + 2FeIII+ → 2H+ + S↓ + 2FeII+
½O2↑ + H+ + 2FeII+ → OH– + 2FeIII+
S H
H
Hydrogen Sulfide
O O
Oxygen (air)
S
SS S
SS
S
S
Elemental Sulfur
O
HH
Water
RED
OX
REDOX
11

Streamline Innovations, Inc; All Rights Reserved (2019)
Valkyrie™ - High Quality Sulfur
Streamline Chemical, LLC; All Rights Reserved (2019)
Elemental Sulfur From a Claus Plant is
crystalline
12
Elemental Sulfur From Valkyrie Process is
amorphous

Streamline Innovations, Inc; All Rights Reserved (2019)
Valkyrie™ - Sulfur Management
Streamline Chemical, LLC; All Rights Reserved (2019)
Elemental Sulfur is filtered and water washed by an automated filter press and dumped in a
roll-off box, hauled to landfill or reused for agricultural soil amendment.
13

Streamline Innovations, Inc; All Rights Reserved (2019)
CASE #1 Gen 2.0 - Well Pad Treating 0.75 LTPD
ValkyrieTM Case Studies
Design Basis:● 3 sites ● Total of 13 MMSCF/d of sour gas● Avg 1370 ppmv H2S - 5,000 ppm Peak
Goal: Replace triazine units Result: ● Reduction in LOE in treating costs from
$105,000 to $60,000 per month (43%)● 98% uptime with no lost time or HSE
incidents
Streamline Chemical, LLC; All Rights Reserved (2019)
14

Streamline Innovations, Inc; All Rights Reserved (2019)
CASE #2 Central Production Facility Plant 15.0 LTPD
ValkyrieTM Case Studies
Design Basis:● 25 MMSCF/d of sour gas● 16,000 ppmv H2S
Goal: ● Replace costly Triazine Units ● Prevent AGI from becoming
necessaryResult: ● PFD to Startup in 29 Weeks!● Operator found H2S Levels rise to
30,000 ppm and higher● Upgraded to 18.5 LTPD● 98% uptime ● Saved $4M / month opex
Streamline Chemical, LLC; All Rights Reserved (2019)
15

Streamline Innovations, Inc; All Rights Reserved (2019)
ValkyrieTM Case Studies
Design Basis:● 15 MMSCF/d of sour gas● 25,000 ppmv H2S
Goal: Prevent AGI from becoming necessaryResult: ● Unit was redeployed to a different client● Original design was greenfield,
relocated to crowded brownfield location
● Entire system set in 5 days (after groundwork)
● Field Install to startup in 9 weeks!
Streamline Chemical, LLC; All Rights Reserved (2019)
16
CASE #3 Central Production Facility Plant Expansion (Modular) 14.0 LTPD

Streamline Innovations, Inc; All Rights Reserved (2019)
ValkyrieTM Case Studies
Design Basis:● 7 MMSCF/d of sour gas● 5,000 ppmv H2S
Goal: ● Replace Triazine and Fixed Iron Bed
Scavenger● Eliminate flaring/SO2 Emissions
Result: ● 4 Units deployed to different clients● Quick Install and Startup ● Highly Efficient Operations
Streamline Chemical, LLC; All Rights Reserved (2019)
17
CASE #4 Gen 2.5 Well Pad Treating (Fully Modular Skid).5 to 1.0 LTPD
Streamline Innovations, Inc; All Rights Reserved (2019)
ValkyrieTM Case Studies
Streamline Chemical, LLC; All Rights Reserved (2019)
18
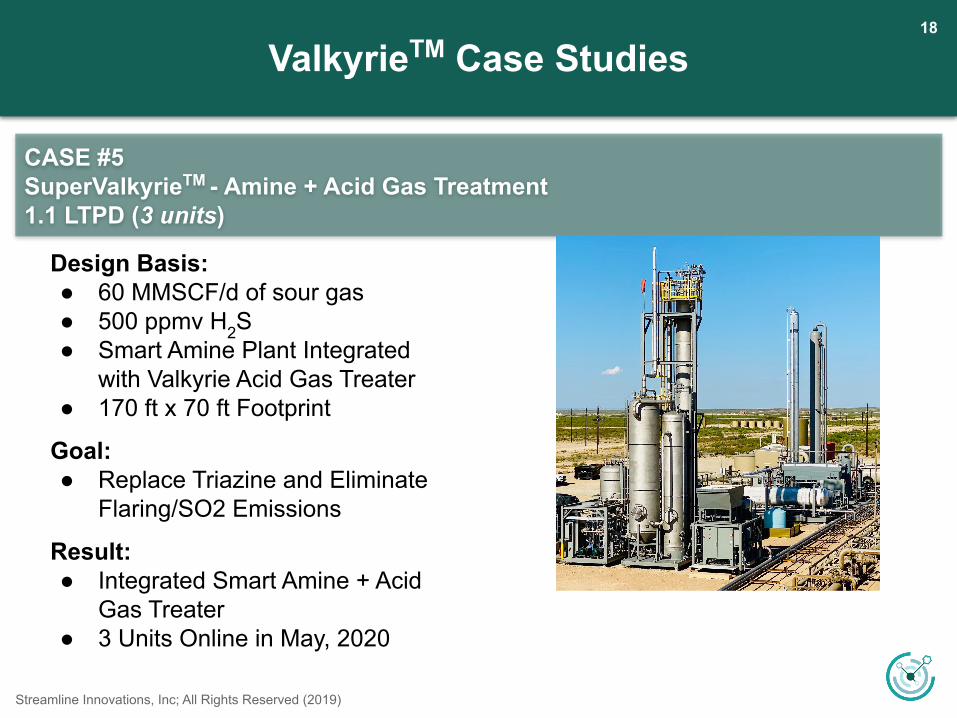
CASE #5 SuperValkyrieTM - Amine + Acid Gas Treatment1.1 LTPD (3 units)
Design Basis:● 60 MMSCF/d of sour gas● 500 ppmv H2S● Smart Amine Plant Integrated
with Valkyrie Acid Gas Treater● 170 ft x 70 ft Footprint
Goal: ● Replace Triazine and Eliminate
Flaring/SO2 Emissions
Result: ● Integrated Smart Amine + Acid
Gas Treater● 3 Units Online in May, 2020

Streamline Innovations, Inc; All Rights Reserved (2019)
Valkyrie™ Mobile Control
Streamline Chemical, LLC; All Rights Reserved (2019)
19

Streamline Innovations, Inc; All Rights Reserved (2019)
Valkyrie™ Automation
Streamline Chemical, LLC; All Rights Reserved (2019)
20
Streamline Innovations, Inc; All Rights Reserved (2019)
Chemical Benefits● Non-Hazardous, Patented, Biodegradable
Regenerative Chemistry● Highly Resistant to Degradation● Rapid Reaction Speed (Minimal NTU’s Required)● Virtually No Thiosulfate Formation● Removes Oxygen in Gas Stream
Operational Benefits● Higher Quality Wettable, Marketable Sulfur● No Melting Requirements, Sulfur Removed as Cake● Minimal Operating Requirements (managed by PLC)● Full Turnkey Operations by Streamline
Valkyrie™ Differentiators“Next Generation REDOX”
21

Streamline Innovations, Inc; All Rights Reserved (2019)
Questions?
Streamline Innovations, Inc; All Rights Reserved (2020)
22