gtc-3-0509 - cg composites€¦ · gtc-3-0509 - 5. material selection 14 5.1 resin matrix 14 5.1.1...
TRANSCRIPT


GTC-3-0509 - �
Contents
1. Introduction 4
1.1 Basiccompositetheory 4
1.2 Polymermatrixcomposites 4
2. Designingwithcomposites 6
2.1 Loading 6
2.1.1 Tension 6
2.1.2 Compression 6
2.1.3 Shear 7
2.1.4 Flexure 7
2.2 Stressorstrain? 7
2.3 Fibreorientation 10
2.4 FatigueResistance 10
3. Monolithiclaminates 10
3.1 Ruleofmixtures 10
3.2 Laminatetheory 12
3.3 Laminatenotation 13
4. Sandwichpanels 13

GTC-3-0509 - �
5. Materialselection 14
5.1 Resinmatrix 14
5.1.1 PolyesterResins 15
5.1.2 VinylesterResins 18
5.1.3 EpoxyResins 19
5.1.4 ComparisonofResinProperties 20
5.1.5 OtherResinSystemsusedinComposites 23
5.2 Fibres 24
5.2.1 BasicPropertiesofFibresandOtherEngineeringMaterials 25
5.2.2 FibreTypes 28
5.3 Fabrictypes 33
5.3.1 UnidirectionalFabrics 33
5.3.2 0/90°Fabrics 34
5.3.3 WovenFabrics 34
5.3.4 MultiaxialFabrics 37
5.3.5 OtherFabrics 39
5.4 Corematerialsforsandwichconstruction 40
5.4.1 FoamCores 40
5.4.2 Honeycombs 42
5.4.3 Designconsiderations 45
6. Processingroute 46
6.1 SprayLay-up 47
6.2 WetLay-up/HandLay-up 48
6.3 VacuumBagging 49
6.4 FilamentWinding 50
6.5 Pultrusion 51
6.6 ResinTransferMoulding(RTM) 52
6.7 OtherInfusionProcesses-SCRIMP,RIFT,VARTMetc. 53
6.8 Autoclave 54
6.9 Oven 55
6.10 ResinFilmInfusion(RFI) 56

GTC-3-0509 - �
7. Secondarybonding 57
7.1 Scienceofadhesion 57
7.1.1 Mechanicalinterlocking 58
7.1.2 Diffusiontheory 58
7.1.3 Adsorptiontheory 58
7.1.4 WeakBoundaryLayers 58
7.2 Pre–treatmentpriortobonding 59
7.3 Adhesiveselection 60
7.3.1 Epoxiesandtoughenedepoxies 60
7.3.2 Polyurethanes 60
7.3.3 Acrylicsandmethacrylatesstructuraladhesives 61
7.3.4 Polyesters 61
7.3.5 Urethane-acrylates 61
7.3.6 Heatstableadhesives:Bismaleimides,polyimides,cyanateesters 61
7.3.7 Anaerobicsandcyanoacrylates 62
7.4 Jointdesign 62
8. Gelation,curing&postcuring 63
9. Inspectionandtesting 63
9.1 Nondestructivetesting 64
9.1.1 Visualinspection 64
9.1.2 Taptesting 64
9.1.3 Ultrasonics 64
9.1.4 ComputedTomography 65
9.1.5 Shearography 65
9.1.6 Thermography 65
9.1.7 LambWaveSensing 66
9.1.8 Radiography 66
9.2 Destructivetesting 66
9.2.1 Mechanicaltesting 67

GTC-3-0509 - �
GuidetoStructuralCompositesIntroduction
Tofullyappreciatetheroleandapplicationofcompositematerialstoastructure,anunderstandingisrequiredofthecomponentmaterialsthemselvesandofthewaysinwhichtheycanbeprocessed.Thisguidelooksatbasiccompositetheory,propertiesofmaterialsusedandthenthevariousprocessingtechniquescommonlyfoundfortheconversionofmaterialsintofinishedstructures.
1.1BasicCompositeTheory
In itsmostbasic formacompositematerial isone,which iscomposedofat leasttwoelementsworking together toproducematerialproperties thataredifferent tothepropertiesofthoseelementsontheirown.Inpractice,mostcompositesconsistofabulkmaterial(the‘matrix’),andareinforcementofsomekind,addedprimarilytoincreasethestrengthandstiffnessofthematrix.Thisreinforcementisusuallyinfibreform.Today,themostcommonman-madecompositescanbedividedintothreemaingroups:
PolymerMatrixComposites(PMC’s)–Thesearethemostcommonandwillbedis-cussedhere.AlsoknownasFRP-FibreReinforcedPolymers(orPlastics)-thesematerialsuseapolymer-basedresinasthematrix,andavarietyoffibressuchasglass,carbonandaramidasthereinforcement.
MetalMatrixComposites(MMC’s)-Increasinglyfoundintheautomotiveindustry,thesematerialsuseametalsuchasaluminiumasthematrix,andreinforceitwithfibres,orparticles,suchassiliconcarbide.
CeramicMatrixComposites(CMC’s)-Usedinveryhightemperatureenvironments,thesematerialsuseaceramicasthematrixandreinforceitwithshortfibres,orwhisk-erssuchasthosemadefromsiliconcarbideandboronnitride.
1.2 Polymermatrixcomposites
Resinsystemssuchasepoxiesandpolyestershavelimiteduseforthemanufactureofstructuresontheirown,sincetheirmechanicalpropertiesarenotveryhighwhencomparedto,forexample,mostmetals.However,theyhavedesirableproperties,mostnotablytheirabilitytobeeasilyformedintocomplexshapes.
Materialssuchasglass,aramidandboronhaveextremelyhightensileandcompressivestrengthbutin‘solidform’thesepropertiesarenotreadilyapparent.Thisisduetothefactthatwhenstressed,randomsurfaceflawswillcauseeachmaterialtocrackandfailwellbelowitstheoretical‘breakingpoint’.Toovercomethisproblem,thematerialisproducedinfibreform,sothat,althoughthesamenumberofrandomflawswilloccur,theywillberestrictedtoasmallnumberoffibreswiththeremainderexhibitingthematerial’stheoreticalstrength.Thereforeabundleoffibreswillreflectmoreaccuratelytheoptimumperformanceofthematerial.However,fibresalonecanonlyexhibittensilepropertiesalongthefibre’slength,inthesamewayasfibresinarope.

GTC-3-0509 - �
Itiswhentheresinsystemsarecombinedwithreinforcingfibressuchasglass,carbonandaramid,thatexceptionalpropertiescanbeobtained.Theresinmatrixspreadstheloadappliedtothecompositebetweeneachoftheindividualfibresandalsoprotectsthefibresfromdamagecausedbyabrasionandimpact.Highstrengthsandstiffnesses,easeofmouldingcomplexshapes,highenvironmentalresistanceallcoupledwithlowdensities,maketheresultantcompositesuperiortometalsformanyapplications.
Since PMC’s combine a resin system and reinforcing fibres, the properties of theresultingcompositematerialwillcombinesomethingofthepropertiesoftheresinonitsownwiththatofthefibresontheirown.
Overall,thepropertiesofthecompositearedeterminedby:
i) Thepropertiesofthefibre
ii) Thepropertiesoftheresin
iii) Theratiooffibretoresininthecomposite(FibreVolumeFraction)
iv) Thegeometryandorientationofthefibresinthecomposite
Thefirsttwowillbedealtwithinmoredetaillater.Theratioofthefibretoresinderiveslargelyfromthemanufacturingprocessusedtocombineresinwithfibre,aswillbedescribedinthesectiononmanufacturingprocesses.However,itisalsoinfluencedbythetypeofresinsystemused,andtheforminwhichthefibresareincorporated.Ingeneral,sincethemechanicalpropertiesoffibresaremuchhigherthanthoseofresins,thehigherthefibrevolumefractionthehigherwillbethemechanicalpropertiesoftheresultantcomposite.Inpracticetherearelimitstothis,sincethefibresneedtobefullycoatedinresintobeeffective,andtherewillbeanoptimumpackingofthegenerallycircularcross-sectionfibres.Inaddition,themanufacturingprocessusedtocombinefibrewithresinleadstovaryingamountsofimperfectionsandairinclusions.Typically,withacommonhandlay-upprocessaswidelyusedintheboat-buildingindustry,alimit forFVF isapproximately30-40%. With thehigherquality,moresophisticatedandpreciseprocessesusedintheaerospaceindustry,FVF’sapproaching70%canbesuccessfullyobtained.

GTC-3-0509 - �
Thegeometryof thefibresinacomposite isalso importantsincefibreshavetheirhighestmechanicalpropertiesalong their lengths, rather thanacross theirwidths.Thisleadstothehighlyanisotropicpropertiesofcomposites,where,unlikemetals,themechanicalpropertiesofthecompositearelikelytobeverydifferentwhentestedindifferentdirections.Thismeansthatitisveryimportantwhenconsideringtheuseofcompositestounderstandatthedesignstage,boththemagnitudeandthedirectionoftheappliedloads.Whencorrectlyaccountedfor,theseanisotropicpropertiescanbeveryadvantageoussinceitisonlynecessarytoputmaterialwhereloadswillbeapplied,andthusredundantmaterialisavoided.
Itisalsoimportanttonotethatwithmetalsthepropertiesofthematerialsarelargelydeterminedbythematerialsupplier,andthepersonwhofabricatesthematerialsintoafinishedstructurecandoalmostnothingtochangethose‘in-built’properties.How-ever,acompositematerialisformedatthesametimeasthestructureisitselfbeingfabricated.This isaFUNDAMENTALdistinctionofcompositematerialsandMUSTalwaysbeconsideredduringdesignandmanufacturingstages.
2Designingwithcomposites
2.1Loading
Therearefourmaindirectloadsthatanymaterialinastructurehastowithstand:ten-sion,compression,shearandflexure.
2.1.1TensionFig.2showsatensileloadappliedtoacomposite.Theresponseofacompositetotensileloadsisverydependentonthetensilestiffnessandstrengthpropertiesofthereinforcementfibres,sincethesearefarhigherthantheresinsystemonitsown.
Figure1–Tensileloading
2.1.2Compression
Figure2showsacompositeunderacompressiveload.Here,theadhesiveandstiff-nesspropertiesoftheresinsystemarecrucial,asitistheroleoftheresintomaintainthefibresasstraightcolumnsandtopreventthemfrombuckling.
Figure2–Compressiveloading

GTC-3-0509 - �
2.1.3Shear
Figure3showsacompositeexperiencingashearload.Thisloadistryingtoslideadjacentlayersoffibresovereachother.Undershearloadstheresinplaysthemajorrole,transferringthestressesacrossthecomposite.Forthecompositetoperformwellundershearloadstheresinelementmustnotonlyexhibitgoodmechanicalpropertiesbutmustalsohavehighadhesiontothereinforcementfibre.Theinterlaminarshearstrength(ILSS)ofacompositeisoftenusedtoindicatethispropertyinamulti-layercomposite(‘laminate’).
Figure3–Shearloading
2.1.4Flexure
Flexuralloadsarereallyacombinationoftensile,compressionandshearloads.Whenloadedasshown,theupperfaceisputintocompression,thelowerfaceintotensionandthecentralportionofthelaminateexperiencesshear.
Figure4–Flexuralloading
2.2Stressorstrain?
Thestrengthofalaminateisusuallythoughtofintermsofhowmuchloaditcanwith-standbeforeitsufferscompletefailure.Thisultimateorbreakingstrengthisthepointitwhichtheresinexhibitscatastrophicbreakdownandthefibrereinforcementsbreak.
However,beforethisultimatestrengthisachieved,thelaminatewillreachastresslevelwheretheresinwillbegintocrackawayfromthosefibrereinforcementsnotalignedwiththeappliedload,andthesecrackswillspreadthroughtheresinmatrix.Thisisknownas‘transversemicro-cracking’and,althoughthelaminatehasnotcompletelyfailedatthispoint,thebreakdownprocesshascommenced.Consequently,engineerswhowantalong-lastingstructuremustensurethattheirlaminatesdonotexceedthispointunderregularserviceloads.

GTC-3-0509 - �
Figure5–TypicalFRPstress/straingraph
Thestrainthatalaminatecanreachbeforemicrocrackingdependsstronglyonthetoughnessandadhesivepropertiesoftheresinsystem.Forbrittleresinsystems,suchasmostpolyesters,thispointoccursalongwaybeforelaminatefailure,andsoseverelylimitsthestrainstowhichsuchlaminatescanbesubjected.Asanexample,testshaveshownthatforapolyester/glasswovenrovinglaminate,micro-crackingtypicallyoccursatabout0.2%strainwithultimatefailurenotoccurringuntil2.0%strain.Thisequatestoausablestrengthofonly10%oftheultimatestrength.
Astheultimatestrengthofalaminateintensionisgovernedbythestrengthofthefibres,theseresinmicro-cracksdonotimmediatelyreducetheultimatepropertiesofthelaminate.However,inanenvironmentsuchaswaterormoistair,themicro-crackedlaminatewillabsorbconsiderablymorewaterthananuncrackedlaminate.Thiswillthenleadtoanincreaseinweight,moistureattackontheresinandfibresizingagents,lossofstiffnessand,withtime,aneventualdropinultimateproperties.
Increasedresin/fibreadhesion isgenerallyderivedfromboth theresin’schemistryanditscompatibilitywiththechemicalsurfacetreatmentsappliedtofibres.Herethewell-knownadhesivepropertiesofepoxyhelplaminatesachievehighermicrocrackingstrains.Resintoughnesscanbehardtomeasure,butisbroadlyindicatedbyitsultimatestraintofailure.AcomparisonbetweenvariousresinsystemsisshowninFigure6

GTC-3-0509 - �
Figure6-TypicalResinStress/StrainCurves(Post-Curedfor5hrs@80°C
Itshouldalsobenotedthatwhenacompositeisloadedintension,forthefullme-chanicalpropertiesofthefibrecomponenttobeachieved,theresinmustbeabletodeformtoatleastthesameextentasthefibre.Figure7givesthestraintofailureforE-glass,S-glass,aramidandhigh-strengthgradecarbonfibresontheirown(i.e.notinacompositeform).Hereitcanbeseenthat,forexample,theS-glassfibre,withanelongationtobreakof5.3%,willrequirearesinwithanelongationtobreakofatleastthisvaluetoachievemaximumtensileproperties.
Figure7–Typicalstrainstofailure

GTC-3-0509 - �0
2.3 Fibreorientation
Itisrareforfibresinacompositelaminatetobeperfectlyaligned.Wovenfabricsin-troduceacrimptofibreswhichcausesmisalignmentofloadpaths.Evennonwovenfabricscansufferfromsomecrimpingaroundstitchpoints.Themisalignmentoffibrescausesdramaticlossofmechanicalproperties,particularlyincompression,duetoincreasedlikelihoodofbuckling.
Whenusingunidirectionalfabrics,tapesortows,itbecomescriticaltoensureaccuratealignmentoffibresduringcomponentmanufacturetoensureloadsaretransferredefficientlyandtomaximizetheadvantagesofutilizingcompositematerials.
2.4 FatigueResistance
Generallycompositesshowexcellentfatigueresistancewhencomparedwithmostmetals.However,sincefatiguefailuretendstoresultfromthegradualaccumulationofsmallamountsofdamage,thefatiguebehaviourofanycompositewillbeinfluencedbythetoughnessoftheresin,itsresistancetomicrocracking,andthequantityofvoidsandotherdefectswhichoccurduringmanufacture.Asaresult,epoxy-basedlaminatestendtoshowverygoodfatigueresistancewhencomparedwithbothpolyesterandvinylester,thisbeingoneofthemainreasonsfortheiruseinaircraftstructures.
3.MonolithiclaminatesMostcompositestructuresarebuiltupintousefulsectionsbystackingpliesoffibreorfabricontoeachother.Sincetheorientationofthefibrescanbevaried,thepropertiesofthelaminatearenotconsistentthroughthethicknessofthepart,andareconsideredhighlyanisotropicinall3planes.
3.1 Ruleofmixtures
Whilstdeformationofhomogeneous,isotropicmaterialscanbedescribedrelativelysimplybyuseofYoungsandShearmoduli,whicharebulkpropertiesof the rawmaterialsimplepropertiesofcompositematerialscanbeestimatedbasedon thecontributionofeachpartofthecomposite.Thismethodisreferredtoastheruleofmixtures(RoM).
Fora2componentcomposite:
Vf +Vm =1
where Vf =Volumefractionfibre
Vm=Volumefractionmatrix

GTC-3-0509 - ��
BasedonRoMacompositeproperty,Pc,canbeestimatedby:
Pc =Pf Vf+ P+ PPPmVm= P= PPPfVVf+ P+ PPPm(1-V(1-Vf)
wherePf&Pm=Thepropertyoffibre
Forexampleelasticmodulus,E1,paralleltofibredirectioncanbecalculatedbasedontheYoungsmodulusofeachoftheconstituentmaterials:
E1 =Ef Vf+EEm Vm
Thisequationiseasilyunderstoodbyconsideringtheanalogyofcalculatingthestiff-nessof2springsconnectedinparallel:
Figure8–RoMmodelforlongitudinalproperties
Fortheelasticmodulusperpendiculartofibredirectionthecalculationbecomesalit-tlemoresophisticated,dependantonthefibreshapeandfibrecontent,butaagoodestimatecanbeobtainedusingthemodeloftwospringsconnectedinseries:
Figure9–RoMmodelfortransverseproperties
Withthismodel,thetotaldeformationatapointofloadapplicationinadirectionper-pendiculartofibredirectionisthesumofthedeflectionsinthefibreandthematrix.Theresultingexpressionfortransversemodulusis:
1 Vf Vm
E2=
Ef+
Em
Unitvolume Stiffnessrepresentation
Unitvolume Stiffnessrepresentation
Matrix-Fibre-Matrix

GTC-3-0509 - ��
3.2 Laminatetheory
RoMformulaeandmodelsareusefulforcalculatingthepropertiesofsinglelayersbutmorecomplexmethodologiesarerequiredtoenablecharacterisationofmultipliedlaminates.LaminatePlateTheory(LPT) isacomplexbutwellestablishedandac-ceptedapproach.WhilsttoocomplicatedtodescribeindetailhereLPTdescribesthedeformationofalaminateunderexternalloadingbasedonthepropertiesofthefibre,matrixandthe%ofeachineachaxisofloading.Itislogicalandeasilyautomatedforincorporationintoengineeringmodels.
Itisquiteobviousthatmechanicalpropertiesofaplywithinthelaminatearedepend-antonthealignmentandorientationof thefibrewithin theply.Howthepropertiesvarydependsonthetypeoffibre.CarbonforexampleismoresensitivetoloadingdirectionthanKevlar.
Figure 10 shows how the primary mechanical properties, Youngs modulus, shearmodulusandpoisson’sratiovarywithplyangle:
Figure10–Typicaleffectofplyangleoncarbonlaminate
FurtherinformationonLPTcanbefoundinanycompositematerialtextbook.Agoodinitialtextis:
An introduction to composite materials
Derek Hull
Cambridge solid state series
ISBN 0 521 28392 2

GTC-3-0509 - ��
3.3 Laminatenotation
Consideringalaminatemanufacturedusingunidirectional(UD)plies,thelayupnota-tionisdescribedasshownbelow:
Startingatthetopsurface(0/+45/-45/90/-45/+45/0)
Figure11–Stackingsequenceexample
WhendesigningalaminateitisimportanttoconsiderthestackingsequenceofpliesandtobeawareofSYMMETRYandBALANCEofthestack.Thestackaboveisbothsymmetric(aboutthemidplane)whichhelpstoeliminateanytendencytobendorwarp,andbalancedmeaningthatthereisanequalnumberof+45°&-45°plies,whichreducesshearcoupling.
4. SandwichpanelsSingleskinlaminates,madefromglass,carbon,aramid,orotherfibersmaybestrong,buttheycanlackstiffnessduetotheirrelativelylowthickness.Traditionallythestiffnessofthesepanelshasbeenincreasedbytheadditionofmultipleframesandstiffeners,addingweightandconstructioncomplexity.
Asandwichstructureconsistsoftwohighstrengthskinsseparatedbyacorematerial.Insertingacoreintothelaminateisawayofincreasingitsthicknesswithoutincurringtheweightpenaltythatcomesfromaddingextralaminatelayers.Ineffectthecoreacts likethewebinanI-beam,wherethewebprovidesthelightweight ‘separator’betweenthe load-bearingflanges. InanI-beamtheflangescarry themain tensileandcompressiveloadsandsothewebcanberelativelylightweight.Corematerialsinasandwichstructurearesimilarlylowinweightcomparedtothematerialsintheskinlaminates.
Engineeringtheoryshowsthattheflexuralstiffnessofanypanelisproportionaltothecubeofitsthickness.Thepurposeofacoreinacompositelaminateisthereforetoincreasethelaminate’sstiffnessbyeffectively‘thickening’itwithalow-densitycorematerial. Thiscanprovideadramatic increase instiffness for very littleadditionalweight.
0o
+45o
-45o
90o
-45o
+45o
0o
GTC-3-0509 - ��
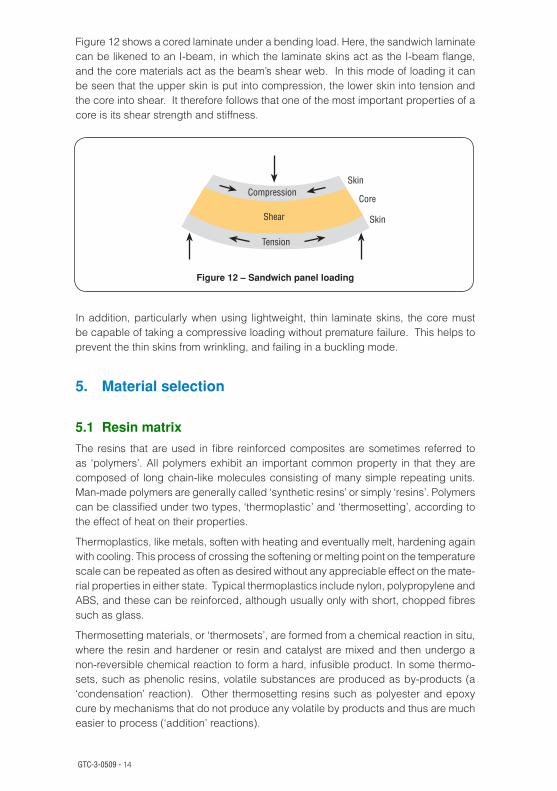
Figure12showsacoredlaminateunderabendingload.Here,thesandwichlaminatecanbelikenedtoanI-beam,inwhichthelaminateskinsactastheI-beamflange,andthecorematerialsactasthebeam’sshearweb.Inthismodeofloadingitcanbeseenthattheupperskinisputintocompression,thelowerskinintotensionandthecoreintoshear.Itthereforefollowsthatoneofthemostimportantpropertiesofacoreisitsshearstrengthandstiffness.
Figure12–Sandwichpanelloading
Inaddition,particularlywhenusing lightweight, thin laminateskins, thecoremustbecapableoftakingacompressiveloadingwithoutprematurefailure.Thishelpstopreventthethinskinsfromwrinkling,andfailinginabucklingmode.
5. Materialselection
5.1 Resinmatrix
The resins thatareused infibre reinforcedcompositesaresometimes referred toas ‘polymers’.Allpolymersexhibitan importantcommonproperty in that theyarecomposedof longchain-likemoleculesconsistingofmanysimplerepeatingunits.Man-madepolymersaregenerallycalled‘syntheticresins’orsimply‘resins’.Polymerscanbeclassifiedundertwotypes,‘thermoplastic’and‘thermosetting’,accordingtotheeffectofheatontheirproperties.
Thermoplastics,likemetals,softenwithheatingandeventuallymelt,hardeningagainwithcooling.Thisprocessofcrossingthesofteningormeltingpointonthetemperaturescalecanberepeatedasoftenasdesiredwithoutanyappreciableeffectonthemate-rialpropertiesineitherstate.Typicalthermoplasticsincludenylon,polypropyleneandABS,andthesecanbereinforced,althoughusuallyonlywithshort,choppedfibressuchasglass.
Thermosettingmaterials,or‘thermosets’,areformedfromachemicalreactioninsitu,wheretheresinandhardenerorresinandcatalystaremixedandthenundergoanon-reversiblechemicalreactiontoformahard,infusibleproduct.Insomethermo-sets,suchasphenolicresins,volatilesubstancesareproducedasby-products(a‘condensation’ reaction). Other thermosettingresinssuchaspolyesterandepoxycurebymechanismsthatdonotproduceanyvolatilebyproductsandthusaremucheasiertoprocess(‘addition’reactions).

GTC-3-0509 - ��
Oncecured,thermosetswillnotbecomeliquidagainifheated,althoughaboveacertaintemperaturetheirmechanicalpropertieswillchangesignificantly.ThistemperatureisknownastheGlassTransitionTemperature(Tg),andvarieswidelyaccordingtotheparticularresinsystemused,itsdegreeofcureandwhetheritwasmixedcorrectly.AbovetheTg,themolecularstructureofthethermosetchangesfromthatofarigidcrystallinepolymertoamoreflexible,amorphouspolymer.ThischangeisreversibleoncoolingbackbelowtheTg.AbovetheTgpropertiessuchasresinmodulus(stiffness)dropsharply,andasaresultthecompressiveandshearstrengthofthecompositedoestoo.Otherpropertiessuchaswaterresistanceandcolourstabilityalsoreducemarkedlyabovetheresin’sTg.
Althoughtherearemanydifferenttypesofresininuseinthecompositeindustry,themajorityofstructuralpartsaremadewiththreemaintypes,namelypolyester,vinylesterandepoxy.
5.1.1 PolyesterResins
Polyesterresinsarethemostwidelyusedresinsystems,particularly in themarineindustry.Byfarthemajorityofdinghies,yachtsandwork-boatsbuiltincompositesmakeuseofthisresinsystem.
Polyesterresinssuchastheseareofthe‘unsaturated’type.Unsaturatedpolyesterresinisathermoset,capableofbeingcuredfromaliquidorsolidstatewhensubjectto therightconditions.Anunsaturatedpolyesterdiffers fromasaturatedpolyestersuchasTerylene™whichcannotbecuredinthisway.Itisusual,however,torefertounsaturatedpolyesterresinsas‘polyesterresins’,orsimplyas‘polyesters’.
Inchemistrythereactionofabasewithanacidproducesasalt.Similarly,inorganicchemistrythereactionofanalcoholwithanorganicacidproducesanesterandwater.Byusingspecialalcohols,suchasaglycol,inareactionwithdi-basicacids,apolyesterandwaterwillbeproduced.Thisreaction,togetherwiththeadditionofcompoundssuchassaturateddi-basicacidsandcross-linkingmonomers,formsthebasicprocessofpolyestermanufacture.Asaresultthereisawholerangeofpolyestersmadefromdifferentacids,glycolsandmonomers,allhavingvaryingproperties.
Therearetwoprincipletypesofpolyesterresinusedasstandardlaminatingsystemsinthecompositesindustry.Orthophthalicpolyesterresinisthestandardeconomicresinusedbymanypeople.Isophthalicpolyesterresinisnowbecomingthepreferredmate-rialinindustriessuchasmarinewhereitssuperiorwaterresistanceisdesirable.
Figure 13 shows the idealised chemical structure of a typical polyester. Note thepositionsoftheestergroups(CO-O-C)andthereactivesites(C*=C*)withinthemolecularchain.
Figure13–IdealisedchemicalstructureoftypicalIsophthalicpolyester

GTC-3-0509 - ��
Mostpolyesterresinsareviscous,palecolouredliquidsconsistingofasolutionofapolyesterinamonomerwhichisusuallystyrene.Theadditionofstyreneinamountsofupto50%helpstomaketheresineasiertohandlebyreducingitsviscosity.Thestyrenealsoperformsthevitalfunctionofenablingtheresintocurefromaliquidtoasolidby‘cross-linking’themolecularchainsofthepolyester,withouttheevolutionofanyby-products.Theseresinscanthereforebemouldedwithouttheuseofpressureandarecalled‘contact’or‘lowpressure’resins.Polyesterresinshavealimitedstoragelifeastheywillsetor‘gel’ontheirownoveralongperiodoftime.Oftensmallquantitiesofinhibitorareaddedduringtheresinmanufacturetoslowthisgellingaction.
Foruseinmoulding,apolyesterresinrequirestheadditionofseveralancillaryprod-ucts.Theseproductsaregenerally:
■ Catalyst
■ Accelerator
■ Additives: Thixotropic Pigment Filler Chemical/fireresistance
Amanufacturermaysupplytheresininitsbasicformorwithanyoftheaboveaddi-tivesalreadyincluded.Resinscanbeformulatedtothemoulder’srequirementsreadysimplyfortheadditionofthecatalystpriortomoulding.Ashasbeenmentioned,givenenoughtimeanunsaturatedpolyesterresinwillsetbyitself.Thisrateofpolymerisationistooslowforpracticalpurposesandthereforecatalystsandacceleratorsareusedtoachievethepolymerisationoftheresinwithinapracticaltimeperiod.Catalystsareaddedtotheresinsystemshortlybeforeusetoinitiatethepolymerisationreaction.Thecatalystdoesnottakepartinthechemicalreactionbutsimplyactivatestheprocess.Anacceleratorisaddedtothecatalysedresintoenablethereactiontoproceedatworkshoptemperatureand/oratagreaterrate.Sinceacceleratorshavelittleinfluenceontheresinintheabsenceofacatalysttheyaresometimesaddedtotheresinbythepolyestermanufacturertocreatea‘pre-accelerated’resin.
Themolecularchainsofthepolyestercanberepresentedasfollows,where‘B’indicatesthereactivesitesinthemolecule.
Figure14-SchematicRepresentationofPolyesterResin(Uncured)
Withtheadditionofstyrene‘S‘,andinthepresenceofacatalyst,thestyrenecross-linksthepolymerchainsateachofthereactivesitestoformahighlycomplexthree-dimensionalnetworkasfollows:
ABA B ABA

GTC-3-0509 - ��
Figure15-SchematicRepresentationofPolyesterResin(Cured)
Thepolyesterresin isthensaidtobe‘cured’. It isnowachemicallyresistant(andusually)hardsolid.Thecross-linkingorcuringprocessiscalled‘polymerisation’.Itisanon-reversiblechemicalreaction.The‘side-by-side’natureofthiscross-linkingofthemolecularchainstendstomeansthatpolyesterlaminatessufferfrombrittlenesswhenshockloadingsareapplied.
Greatcareisneededinthepreparationoftheresinmixpriortomoulding.Theresinandanyadditivesmustbecarefullystirredtodisperseallthecomponentsevenlybeforethecatalystisadded.Thisstirringmustbethoroughandcarefulasanyairintroducedintotheresinmixaffectsthequalityofthefinalmoulding.Thisisespeciallysowhenlaminatingwith layersofreinforcingmaterialsasairbubblescanbeformedwithintheresultantlaminatewhichcanweakenthestructure.Itisalsoimportanttoaddtheacceleratorandcatalystincarefullymeasuredamountstocontrolthepolymerisationreactiontogivethebestmaterialproperties.Toomuchcatalystwillcausetoorapidagelationtime,whereastoolittlecatalystwillresultinunder-cure.
Colouringoftheresinmixcanbecarriedoutwithpigments.Thechoiceofasuitablepigmentmaterial,eventhoughonlyaddedatabout3%resinweight,mustbecarefullyconsideredasitiseasytoaffectthecuringreactionanddegradethefinallaminatebyuseofunsuitablepigments.
Filler materials are used extensively with polyester resins for a variety of reasonsincluding:
■ Toreducethecostofthemoulding
■ Tofacilitatethemouldingprocess
■ Toimpartspecificpropertiestothemoulding
Fillersareoftenaddedinquantitiesupto50%oftheresinweightalthoughsuchaddi-tionlevelswillaffecttheflexuralandtensilestrengthofthelaminate.Theuseoffillerscanbebeneficialinthelaminatingorcastingofthickcomponentswhereotherwiseconsiderableexothermicheatingcanoccur.Additionofcertainfillerscanalsocon-tributetoincreasingthefire-resistanceofthelaminate.
ABA B A BA
ABA B A BA
S S S

GTC-3-0509 - ��
5.1.2VinylesterResins
Vinylesterresinsaresimilarintheirmolecularstructuretopolyesters,butdifferprimarilyinthelocationoftheirreactivesites,thesebeingpositionedonlyattheendsofthemolecularchains.Asthewholelengthofthemolecularchainisavailabletoabsorbshockloadingsthismakesvinylesterresinstougherandmoreresilientthanpolyesters.Thevinylestermoleculealsofeaturesfewerestergroups.Theseestergroupsaresus-ceptibletowaterdegradationbyhydrolysiswhichmeansthatvinylestersexhibitbetterresistancetowaterandmanyotherchemicalsthantheirpolyestercounterparts,andarefrequentlyfoundinapplicationssuchaspipelinesandchemicalstoragetanks.
Thefigurebelowshowstheidealisedchemicalstructureofatypicalvinylester.Notethepositionsoftheestergroupsandthereactivesites(C*=C*)withinthemolecularchain.
Figure16-IdealisedChemicalStructureofaTypicalEpoxyBasedVinylester
Themolecularchainsofvinylester,representedbelow,canbecomparedtothesche-maticrepresentationofpolyestershownpreviouslywherethedifferenceinthelocationofthereactivesitescanbeclearlyseen:
Figure17-SchematicRepresentationofVinylesterResin(Uncured)
Withthereducednumberofestergroupsinavinylesterwhencomparedtoapolyester,theresinislesspronetodamagebyhydrolysis.Thematerialisthereforesometimesusedasabarrieror‘skin’coatforapolyesterlaminatethatistobeimmersedinwater,suchasinaboathull.Thecuredmolecularstructureofthevinylesteralsomeansthatittendstobetougherthanapolyester,althoughtoreallyachievethesepropertiestheresinusuallyneedstohaveanelevatedtemperaturepostcure.
Figure18-SchematicRepresentationofVinylesterResin(Cured)
BAA A A AB
B A A A A A B
B A A A A A B B A A A A A B
S S

GTC-3-0509 - ��
5.1.3EpoxyResins
Thelargefamilyofepoxyresinsrepresentsomeofthehighestperformanceresinsofthoseavailableatthistime.Epoxiesgenerallyout-performmostotherresintypesintermsofmechanicalpropertiesandresistancetoenvironmentaldegradation,whichleadstotheiralmostexclusiveuseinaircraftcomponents.Asalaminatingresintheirincreasedadhesivepropertiesandresistancetowaterdegradationmaketheseresinsidealforuseinapplicationssuchasboatbuilding.Hereepoxiesarewidelyusedasaprimaryconstructionmaterialforhigh-performanceboatsorasasecondaryapplicationtosheathahullorreplacewater-degradedpolyesterresinsandgelcoats.
Theterm‘epoxy’referstoachemicalgroupconsistingofanoxygenatombondedtotwocarbonatomsthatarealreadybondedinsomeway.Thesimplestepoxyisathree-memberringstructureknownbytheterm‘alpha-epoxy’or‘1,2-epoxy’.Theide-alisedchemicalstructureisshowninthefigurebelowandisthemosteasilyidentifiedcharacteristicofanymorecomplexepoxymolecule.
Figure19-IdealisedChemicalStructureofaSimpleEpoxy(EthyleneOxide)
Usually identifiableby theircharacteristicamberorbrowncolouring,epoxy resinshaveanumberofusefulproperties.Boththeliquidresinandthecuringagentsformlowviscosityeasilyprocessedsystems.Epoxyresinsareeasilyandquicklycuredatanytemperaturefrom5°Cto150°C,dependingonthechoiceofcuringagent.Oneof themostadvantageouspropertiesofepoxies is their lowshrinkageduringcurewhichminimisesfabric‘print-through’andinternalstresses.Highadhesivestrengthandhighmechanicalpropertiesarealsoenhancedbyhighelectricalinsulationandgoodchemical resistance.Epoxiesfindusesasadhesives,caulkingcompounds,castingcompounds,sealants,varnishesandpaints,aswellaslaminatingresinsforavarietyofindustrialapplications.
Epoxyresinsareformedfromalongchainmolecularstructuresimilartovinylesterwithreactivesitesateitherend.Intheepoxyresin,however,thesereactivesitesareformedbyepoxygroupsinsteadofestergroups.Theabsenceofestergroupsmeansthattheepoxyresinhasparticularlygoodwaterresistance.Theepoxymoleculealsocontainstworinggroupsatitscentrewhichareabletoabsorbbothmechanicalandthermalstressesbetter than lineargroupsand thereforegive theepoxyresinverygoodstiffness,toughnessandheatresistantproperties.
Thefigurebelowshowstheidealisedchemicalstructureofatypicalepoxy.Notetheabsenceoftheestergroupswithinthemolecularchain.
Figure20-IdealisedChemicalStructureofaTypicalEpoxy(DiglycidylEtherofBisphenol-A)
0
CH2–CH–

GTC-3-0509 - �0
Epoxiesdifferfrompolyesterresinsinthattheyarecuredbya‘hardener’ratherthanacatalyst.Thehardener,oftenanamine,isusedtocuretheepoxybyan‘additionreaction’wherebothmaterials takeplace in thechemical reaction.Thechemistryofthisreactionmeansthatthereareusuallytwoepoxysitesbindingtoeachaminesite.Thisformsacomplexthree-dimensionalmolecularstructurewhichisillustratedinFigure21:
Figure21-SchematicRepresentationofEpoxyResin(Cured3-DStructure)
Sincetheaminemolecules‘co-react’withtheepoxymoleculesinafixedratio,itisessentialthatthecorrectmixratioisobtainedbetweenresinandhardenertoensurethatacompletereactiontakesplace.Ifamineandepoxyarenotmixedinthecorrectratios,unreactedresinorhardenerwillremainwithinthematrixwhichwillaffectthefinalpropertiesaftercure.Toassistwiththeaccuratemixingoftheresinandhardener,manufacturersusuallyformulatethecomponentstogiveasimplemixratiowhichiseasilyachievedbymeasuringoutbyweightorvolume.
5.1.4ComparisonofResinProperties
Thechoiceofaresinsystemforuseinanycomponentdependsonanumberofitscharacteristics,withthefollowingprobablybeingthemostimportantformostcom-positestructures:
1 AdhesiveProperties
2 MechanicalProperties
3 DegradationFromWaterIngress
5.1.4.1 AdhesiveProperties
Ithasalreadybeendiscussedhowtheadhesivepropertiesoftheresinsystemareimportantinrealisingthefullmechanicalpropertiesofacomposite.Theadhesionoftheresinmatrixtothefibrereinforcementortoacorematerialinasandwichconstructionareimportant.Polyesterresinsgenerallyhavethelowestadhesivepropertiesofthethreesystemsdescribedhere.Vinylesterresinshowsimprovedadhesivepropertiesoverpolyesterbutepoxysystemsofferthebestperformanceofall,andarethereforefrequentlyfoundinmanyhigh-strengthadhesives.Thisisduetotheirchemicalcom-positionandthepresenceofpolarhydroxylandethergroups.Asepoxiescurewith

GTC-3-0509 - ��
lowshrinkagethevarioussurfacecontactssetupbetweentheliquidresinandtheadherendsarenotdisturbedduringthecure.Theadhesivepropertiesofepoxyareespeciallyusefulintheconstructionofhoneycomb-coredlaminateswherethesmallbondingsurfaceareameansthatmaximumadhesionisrequired.
Thestrengthofthebondbetweenresinandfibreisnotsolelydependentontheadhe-sivepropertiesoftheresinsystembutisalsoaffectedbythesurfacecoatingonthereinforcementfibres.This‘sizing’isdiscussedlaterinsection5.2.2.5.
5.1.4.2 MechanicalProperties
Twoimportantmechanicalpropertiesofanyresinsystemareitstensilestrengthandstiffness.Figure22showsresultsfortestscarriedoutoncommerciallyavailablepoly-ester,vinylesterandepoxyresinsystemscuredat20°Cand80°C.
Figure22–Comparisonofresintensilestrength&modulus
Afteracureperiodofsevendaysatroomtemperatureitcanbeseenthatatypicalepoxy will have higher properties than a typical polyester and vinylester for bothstrengthandstiffness.Thebeneficialeffectofapostcureat80°Cforfivehourscanalsobeseen.
Alsoofimportancetothecompositedesignerandbuilderistheamountofshrinkagethatoccursinaresinduringandfollowingitscureperiod.Shrinkageisduetotheresinmolecules rearrangingand re-orientating themselves in the liquidandsemi-gelledphase.Polyesterandvinylesters requireconsiderablemolecular rearrangement toreachtheircuredstateandcanshowshrinkageofupto8%.Thedifferentnatureoftheepoxyreaction,however,leadstoverylittlerearrangementandwithnovolatilebi-productsbeingevolved,typicalshrinkageofanepoxyisreducedtoaround2%.Theabsenceofshrinkageis,inpart,responsiblefortheimprovedmechanicalpropertiesofepoxiesoverpolyester,asshrinkageisassociatedwithbuilt-instressesthatcanweaken thematerial. Furthermore, shrinkage through the thicknessof a laminateleadsto‘print-through’ofthepatternofthereinforcingfibres,acosmeticdefectthatisdifficultandexpensivetoeliminate.
GTC-3-0509 - ��
5.1.4.3DegradationfromWaterIngress
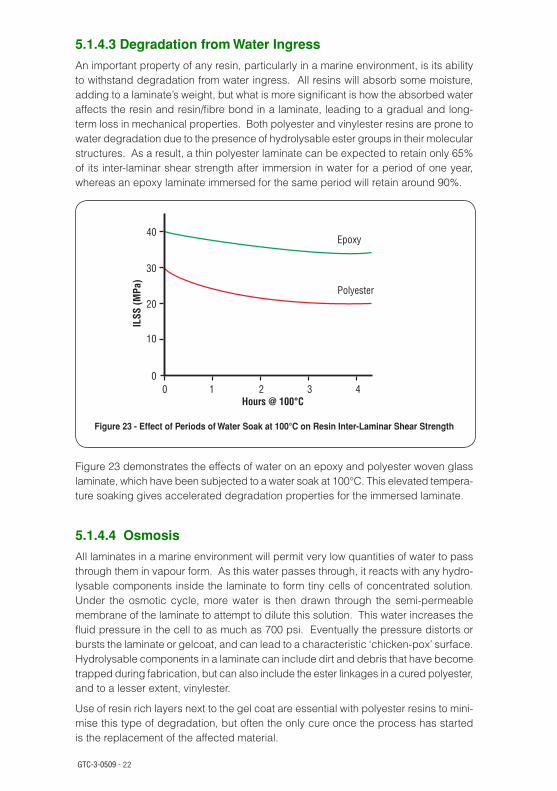
Animportantpropertyofanyresin,particularlyinamarineenvironment,isitsabilitytowithstanddegradationfromwateringress.Allresinswillabsorbsomemoisture,addingtoalaminate’sweight,butwhatismoresignificantishowtheabsorbedwateraffectstheresinandresin/fibrebondinalaminate,leadingtoagradualandlong-termlossinmechanicalproperties.Bothpolyesterandvinylesterresinsarepronetowaterdegradationduetothepresenceofhydrolysableestergroupsintheirmolecularstructures.Asaresult,athinpolyesterlaminatecanbeexpectedtoretainonly65%ofitsinter-laminarshearstrengthafterimmersioninwaterforaperiodofoneyear,whereasanepoxylaminateimmersedforthesameperiodwillretainaround90%.
Figure23-EffectofPeriodsofWaterSoakat100°ConResinInter-LaminarShearStrength
Figure23demonstratestheeffectsofwateronanepoxyandpolyesterwovenglasslaminate,whichhavebeensubjectedtoawatersoakat100°C.Thiselevatedtempera-turesoakinggivesaccelerateddegradationpropertiesfortheimmersedlaminate.
5.1.4.4Osmosis
Alllaminatesinamarineenvironmentwillpermitverylowquantitiesofwatertopassthroughtheminvapourform.Asthiswaterpassesthrough,itreactswithanyhydro-lysablecomponentsinsidethelaminatetoformtinycellsofconcentratedsolution.Under the osmotic cycle, more water is then drawn through the semi-permeablemembraneofthelaminatetoattempttodilutethissolution.Thiswaterincreasesthefluidpressureinthecelltoasmuchas700psi.Eventuallythepressuredistortsorburststhelaminateorgelcoat,andcanleadtoacharacteristic‘chicken-pox’surface.Hydrolysablecomponentsinalaminatecanincludedirtanddebristhathavebecometrappedduringfabrication,butcanalsoincludetheesterlinkagesinacuredpolyester,andtoalesserextent,vinylester.
Useofresinrichlayersnexttothegelcoatareessentialwithpolyesterresinstomini-misethistypeofdegradation,butoftentheonlycureoncetheprocesshasstartedisthereplacementoftheaffectedmaterial.

GTC-3-0509 - ��
Topreventtheonsetofosmosisfromthestart,itisnecessarytousearesinwhichhasbothalowwatertransmissionrateandahighresistancetoattackbywater.Whenusedwithreinforcementswithsimilarlyresistantsurfacetreatmentandlaminatedtoaveryhighstandard,blisteringcanthenbevirtuallyeliminated.Apolymerchainhavinganepoxybackboneissubstantiallybetterthanmanyotherresinsystemsatresistingtheeffectsofwater.Suchsystemshavebeenshowntoconferexcellentchemicalandwaterresistance,lowwatertransmissionrateandverygoodmechanicalpropertiestothepolymer.
5.1.5 OtherResinSystemsusedinComposites
Besidespolyesters,vinylestersandepoxiesthereareanumberofotherspecialisedresinsystemsthatareusedwheretheiruniquepropertiesarerequired:
5.1.5.1 Phenolics
Primarilyusedwherehighfire-resistanceisrequired,phenolicsalsoretaintheirproper-tieswellatelevatedtemperatures.Forroom-temperaturecuringmaterials,corrosiveacidsareusedwhichleadstounpleasanthandling.Thecondensationnatureoftheircuringprocess tends to lead to the inclusionofmanyvoidsandsurfacedefects,andtheresinstendtobebrittleanddonothavehighmechanicalproperties.Typicalcosts:£2-4/kg.
5.1.5.2 CyanateEsters
Primarilyusedintheaerospaceindustry.Thematerial’sexcellentdielectricpropertiesmakeitverysuitableforusewithlowdielectricfibressuchasquartzforthemanu-factureofradomes.Thematerialalsohastemperaturestabilityuptoaround200°Cwet.Typicalcosts:£40/kg.
5.1.5.3 Silicones
Syntheticresinusingsiliconasthebackboneratherthanthecarbonoforganicpoly-mers.Goodfire-resistantproperties,andabletowithstandelevatedtemperatures.Hightemperaturecuresneeded.Usedinmissileapplications.Typicalcosts:>£15/kg.
5.1.5.4 Polyurethanes
Hightoughnessmaterials,sometimeshybridisedwithotherresins,duetorelativelylowlaminatemechanicalproperties incompression. Usesharmful isocyanatesascuringagent.Typicalcosts:£2-8/kg
5.1.5.5 Bismaleimides(BMI)
Primarilyusedinaircraftcompositeswhereoperationathighertemperatures(230°Cwet/250°C dry) is required. e.g. engine inlets, high speed aircraft flight surfaces.Typicalcosts:>£50/kg.

GTC-3-0509 - ��
5.1.5.6Polyimides
Usedwhereoperationathighertemperaturesthanbismaleimidescanstandisrequired(useupto250°Cwet/300°Cdry).Typicalapplicationsincludemissileandaero-enginecomponents.Extremelyexpensiveresin(>£80/kg),whichusestoxicrawmaterialsinitsmanufacture.Polyimidesalsotendtobehardtoprocessduetotheircondensationreactionemittingwaterduringcure,andarerelativelybrittlewhencured.PMR15andLaRC160aretwoofthemostcommonlyusedpolyimidesforcomposites.
5.2 Fibres
Themechanicalpropertiesofmostreinforcingfibresareconsiderablyhigherthanthoseofun-reinforcedresinsystems.Themechanicalpropertiesofthefibre/resincompositearethereforedominatedbythecontributionofthefibretothecomposite.
Thefourmainfactorsthatgovernthefibre’scontributionare:
1. Thebasicmechanicalpropertiesofthefibreitself.
2. Thesurfaceinteractionoffibreandresin(the‘interface’).
3. Theamountoffibreinthecomposite(‘FibreVolumeFraction’).
4. Theorientationofthefibresinthecomposite.
Thebasicmechanicalpropertiesofthemostcommonlyusedfibresaregiveninthefollowingtable.Thesurfaceinteractionoffibreandresiniscontrolledbythedegreeofbondingthatexistsbetweenthetwo.Thisisheavilyinfluencedbythetreatmentgiventothefibresurface,andadescriptionofthedifferentsurfacetreatmentsand‘finishes’isalsogivenhere.
Theamountoffibreinthecompositeislargelygovernedbythemanufacturingproc-essused. However, reinforcing fabricswithcloselypackedfibreswillgivehigherFibreVolumeFractions(FVF)inalaminatethanwillthosefabricswhicharemadewithcoarserfibres,orwhichhavelargegapsbetweenthefibrebundles.Fibrediameterisanimportantfactorherewiththemoreexpensivesmallerdiameterfibresprovidinghigherfibresurfaceareas,spreadingthefibre/matrixinterfacialloads.Asageneralrule,thestiffnessandstrengthofalaminatewillincreaseinproportiontotheamountoffibrepresent.However,aboveabout60-70%FVF(dependingonthewayinwhichthe fibres pack together) although tensile stiffness may continue to increase, thelaminate’sstrengthwillreachapeakandthenbegintodecreaseduetothelackofsufficientresintoholdthefibrestogetherproperly.
Finally,sincereinforcingfibresaredesignedtobeloadedalongtheirlength,andnotacrosstheirwidth,theorientationofthefibrescreateshighly‘direction-specific’prop-ertiesinthecomposite.This‘anisotropic’featureofcompositescanbeusedtogoodadvantageindesigns,withthemajorityoffibresbeingplacedalongtheorientationofthemainloadpaths.Thisminimisestheamountofparasiticmaterialthatisputinorientationswherethereislittleornoload.

GTC-3-0509 - ��
5.2.1BasicPropertiesofFibresandOtherEngineeringMaterials
Material Type Tensile Str. Tensile Modulus Typical Density Specific (MPa) (GPa) (g/cc) Modulus
Carbon HS 3500 160 - 270 1.8 90 - 150
Carbon IM 5300 270 - 325 1.8 150 - 180 Carbon HM 3500 325 - 440 1.8 180 - 240 Carbon UHM 2000 440+ 2.0 200+
Aramid LM 3600 60 1.45 40
Aramid HM 3100 120 1.45 80
Aramid UHM 3400 180 1.47 120
Glass - E glass 2400 69 2.5 27
Glass - S2 glass 3450 86 2.5 34
Glass - quartz 3700 69 2.2 31
Aluminium Alloy (7020) 400 1069 2.7 26
Titanium 950 110 4.5 24
Mild Steel (55 Grade) 450 205 7.8 26
Stainless Steel (A5-80) 800 196 7.8 25
HS Steel (17/4 H900) 1241 197 7.8 25
Table1-BasicPropertiesofFibresandOtherEngineeringMaterials
5.2.1.1LaminateMechanicalPropertiesThepropertiesofthefibresgivenaboveonlyshowspartofthepicture.Thepropertiesofthecompositewillderivefromthoseofthefibre,butalsothewayitinteractswiththeresinsystemused,theresinpropertiesitself,thevolumeoffibreinthecompositeanditsorientation.Thefollowingdiagramsshowabasiccomparisonofthemainfibretypeswhenusedinatypicalhigh-performanceunidirectionalepoxyprepreg,atthefibrevolumefractionsthatarecommonlyachievedinaerospacecomponents.

GTC-3-0509 - ��
Figure24-Fibrestrengths&strains
Thesegraphsshowthestrengthsandmaximumstrainsofthedifferentcompositesatfailure.Thegradientofeachgraphalsoindicatesthestiffness(modulus)ofthecomposite;thesteeperthegradient,thehigheritsstiffness.Thegraphsalsoshowhowsomefibres,suchasaramid,displayverydifferentpropertieswhenloadedincompression,comparedwithloadingintension.
5.2.1.2LaminateImpactStrength
Figure25-ComparisonofLaminateImpactStrength
Impactdamagecanposeparticularproblemswhenusinghighstiffnessfibresinverythinlaminates.Insomestructures,wherecoresareused,laminateskinscanbelessthan0.3mmthick.Althoughotherfactorssuchasweavestyleandfibreorientationcansignificantlyaffect impact resistance, in impact-criticalapplications,carbon isoftenfoundincombinationwithoneoftheotherfibres.Thiscanbeintheformofahybridfabricwheremorethanonefibretypeisusedinthefabricconstruction.Thesearedescribedinmoredetaillater.
TensilePropertiesofU/DPrepregLaminate CompressivePropertiesofU/DPrepregLaminates
0
50
100
150
200
250
300
E-Glass S-GlassYarn 6781
Aramid HS Carbon
Impa
ct S
tren
gth
(Ft.
lbs/
in2 )

GTC-3-0509 - ��
Figure26-Comparativefibrecost(woven)
Thefiguresabovearecalculatedonatypicalpriceofa300gwovenfabric.Mostfibrepricesareconsiderablyhigherforthesmallbundlesize(tex)usedinsuchlightweightfabrics.Whereheavierbundlesoffibrecanbeused,suchasinunidirectionalfabrics,thecostcomparisonisslightlydifferent.
Figure27–Comparativefibrecost(UD)
5.2.1.3 Fibrecost
0
5
10
15
20
15
30
35
40
45
50
E-GlassRoving
E-GlassYarn 7781
S-GlassYarn 6781
Aramid HMStyle 900
HSCarbon
IMCarbon
Typi
cal C
ost o
f ~30
0g/m
2 Wov
en F
abri
c (£
/m2 )
25
E-Glass1200 tex
S-Glass410 tex
Aramid 252 tex
HS CarbonT700-12k
IM CarbonT800-12k
Typi
cal C
ost o
f ~30
0g/m
2 U/D
(£/m
2 )
0
5
10
15
20

GTC-3-0509 - ��
5.2.2 FibreTypes
5.2.2.1 Glass
Byblendingquarryproducts(sand,kaolin,limestone,colemanite)at1,600°C,liquidglassisformed.Theliquidispassedthroughmicro-finebushingsandsimultaneouslycooledtoproduceglassfibrefilamentsfrom5-24µmindiameter.Thefilamentsaredrawntogetherintoastrand(closelyassociated)orroving(looselyassociated),andcoatedwitha“size”toprovidefilamentcohesionandprotecttheglassfromabrasion.
Byvariationofthe“recipe”,differenttypesofglasscanbeproduced.Thetypesusedforstructuralreinforcementsareasfollows:
a. E-glass(electrical)-loweralkalicontentandstrongerthanAglass(alkali).Goodtensileandcompressivestrengthandstiffness,goodelectricalpropertiesandrelativelylowcost,butimpactresistancerelativelypoor.DependingonthetypeofEglassthepricerangesfromabout£1-2/kg.E-glassisthemostcommonformofreinforcingfibreusedinpolymermatrixcomposites.
b. C-glass(chemical)-bestresistancetochemicalattack.Mainlyusedintheformofsurfacetissueintheouterlayeroflaminatesusedinchemicalandwaterpipesandtanks.
c. R,SorT-glass–manufacturerstradenamesforequivalentfibreshavinghighertensilestrengthandmodulusthanEglass,withbetterwetstrengthretention.HigherILSSandwetoutpropertiesareachievedthroughsmallerfilamentdiameter.S-glassisproducedintheUSAbyOCF,R-glassinEuropebyVetrotexandT-glassbyNittoboinJapan.Developedforaerospaceanddefenceindustries,andusedinsomehardballisticarmourapplications.Thisfactor,andlowproductionvolumesmeanrelativelyhighprice.DependingonthetypeofRorSglassthepricerangesfromabout£12-20/kg.
EGlassfibreisavailableinthefollowingforms:
a. strand-acompactlyassociatedbundleoffilaments.Strandsarerarelyseencommerciallyandareusuallytwistedtogethertogiveyarns.
b. yarns-acloselyassociatedbundleoftwistedfila-mentsorstrands.Eachfilamentdiameterinayarnisthesame,andisusuallybetween4-13µm.Yarnshave varying weights described by their ‘tex’ (theweightingrammesof1000linearmetres)ordenier(theweightinlbsof10,000yards),withthetypicaltexrangeusuallybeingbetween5and400.
c. rovings-a looselyassociatedbundleofuntwistedfilamentsorstrands.Eachfilamentdiameterinarovingisthesame,andisusuallybetween13-24µm.Rov-ingsalsohavevaryingweightsandthetexrangeisusuallybetween300and4800.Wherefilamentsaregatheredtogetherdirectlyafterthemeltingprocess,theresultantfibrebundleisknownasadirectroving.Severalstrandscanalsobebroughttogetherseparatelyaftermanufactureoftheglass,togivewhatisknownasanassembledroving.

GTC-3-0509 - ��
Assembledrovingsusuallyhavesmallerfilamentdiametersthandirectrovings,givingbetterwet-outandmechanicalproperties,buttheycansufferfromcatenaryproblems(unequalstrandtension),andareusuallyhigherincostbecauseofthemoreinvolvedmanufacturingprocesses.
Itisalsopossibletoobtainlongfibresofglassfromshortfibresbyspinningthem.Thesespunyarnfibreshavehighersurfaceareasandaremoreabletoabsorbresin,buttheyhavelowerstructuralpropertiesthantheequivalentcontinuouslydrawnfibres.
5.2.2.2AramidAramidfibreisaman-madeorganicpolymer(anaromaticpolyamide)producedbyspinningasolidfibrefromaliq-uidchemicalblend. Thebrightgoldenyellowfilamentsproducedcanhavea rangeofproperties,but all havehigh strengthand lowdensitygiving veryhigh specificstrength.Allgradeshavegoodresistancetoimpact,andlowermodulusgradesareusedextensivelyinballisticap-plications.Compressivestrength,however,isonlysimilartothatofEglass.
AlthoughmostcommonlyknownunderitsDuponttradename‘Kevlar’,therearenowanumberofsuppliersofthefibre,mostnotablyAkzoNobelwith‘Twaron’.Eachsupplieroffersseveralgradesofaramidwithvariouscombinationsofmodulusandsurfacefinishtosuitvariousapplications.Aswellasthehighstrengthproperties,thefibresalsooffergoodresistancetoabrasion,andchemicalandthermaldegradation.However,thefibrecandegradeslowlywhenexposedtoultravioletlight.
Aramidfibresareusuallyavailableintheformofrovings,withtexesrangingfromabout20to800.Typicallythepriceofthehighmodulustyperangesfrom£15-to£25perkg.
5.2.2.3 Carbon
Carbon fibre is produced by the controlled oxidation,carbonisationandgraphitisationofcarbon-richorganicprecursorswhicharealreadyinfibreform.Themostcom-monprecursorispolyacrylonitrile(PAN),becauseitgivesthebestcarbonfibreproperties,butfibrescanalsobemadefrompitchorcellulose.Variationofthegraphitisationprocessproduceseitherhighstrengthfibres(@~2,600°C)orhighmodulusfibres(@~3,000°C)withothertypesinbetween.Onceformed,thecarbonfibrehasasurfacetreatmentapplied to improvematrixbondingandchemicalsizingwhichserves toprotectitduringhandling.
Whencarbonfibrewasfirstproducedinthelatesixtiesthepriceforthebasichighstrengthgradewasabout£200/kg.By1996theannualworldwidecapacityhadin-creasedtoabout7,000tonnesandthepricefortheequivalent(highstrength)gradewas£15-40/kg.Carbonfibresareusuallygroupedaccordingtothemodulusbandinwhichtheirpropertiesfall.Thesebandsarecommonlyreferredtoas:highstrength

GTC-3-0509 - �0
(HS),intermediatemodulus(IM),highmodulus(HM)andultrahighmodulus(UHM).Thefilamentdiameterofmost types isabout5-7µm.Carbonfibrehas thehighestspecificstiffnessofanycommerciallyavailablefibre,veryhighstrengthinbothten-sionandcompressionandahighresistancetocorrosion,creepandfatigue.Theirimpactstrength,however,islowerthaneitherglassoraramid,withparticularlybrittlecharacteristicsbeingexhibitedbyHMandUHMfibres.
StrengthandModulusFiguresforCommercialPAN-basedCarbonFibres:
Grade Tensile Modulus Tensile Strength Country (GPa) (GPa) of Manufacture
StandardModulus(<265GPa)(alsoknownas‘HighStrength’)
T300 230 3.53 France/JapanT700 235 5.3 JapanHTA 238 3.95 GermanyUTS 240 4.8 Japan34-700 234 4.5 Japan/USAAS4 241 4.0 USAT650-35 241 4.55 USAPanex 33 228 3.6 USA/HungaryF3C 228 3.8 USATR50S 235 4.83 JapanTR30S 234 4.41 Japan
IntermediateModulus(265-320GPa)
T800 294 5.94 France/JapanM30S 294 5.49 FranceIMS 295 4.12/5.5 JapanMR40/MR50 289 4.4/5.1 JapanIM6/IM7 303 5.1/5.3 USAIM9 310 5.3 USAT650-42 290 4.82 USAT40 290 5.65 USA
HighModulus(320-440GPa)
M40 392 2.74 JapanM40J 377 4.41 France/JapanHMA 358 3.0 JapanUMS2526 395 4.56 JapanMS40 340 4.8 JapanHR40 381 4.8 Japan
UltraHighModulus(~440GPa)
M46J 436 4.21 JapanUMS3536 435 4.5 JapanHS40 441 4.4 JapanUHMS 441 3.45 USA
Table2–PANbasedfibreproperties(informationfrommanufacturer’sdatasheets)

GTC-3-0509 - ��
5.2.2.4 OtherFibres
Thereareavarietyofotherfibreswhichcanbeusedinadvancedcompositestructuresbuttheiruseisnotwidespread.Theseinclude:
Polyester
Alowdensity,hightenacityfibrewithgoodimpactresistancebutlowmodulus.Itslackofstiffnessusuallyprecludesit frominclusioninacompositecomponent,butit isusefulwherelowweight,highimpactorabrasionresistance,andlowcostarerequired.Itismainlyusedasasurfacingmaterial,asitcanbeverysmooth,keepsweightdownandworkswellwithmostresintypes.
Polyethylene
Inrandomorientation,ultra-highmolecularweightpolyethylenemoleculesgiveverylowmechanicalproperties.However,ifdissolvedanddrawnfromsolutionintoafilamentbyaprocesscalledgel-spinning,themoleculesbecomedisentangledandalignedinthedirectionofthefilament.Themolecularalignmentpromotesveryhightensilestrengthtothefilamentandtheresultingfibre.CoupledwiththeirlowS.G.(<1.0),thesefibreshavethehighestspecificstrengthofthefibresdescribedhere.However,thefibre’stensilemodulusandultimatestrengthareonlyslightlybetterthanE-glassandlessthanthatofaramidorcarbon.Thefibrealsodemonstratesverylowcompressivestrengthinlaminateform.Thesefactors,coupledwithhighprice,andmoreimportantly,thedifficultyincreatingagoodfibre/matrixbondmeansthatpolyethylenefibresarenotoftenusedinisolationforcompositecomponents.
Quartz
Averyhighsilicaversionofglasswithmuchhighermechanicalpropertiesandexcellentresistancetohightemperatures(1,000°C+).However,themanufacturingprocessandlowvolumeproductionleadtoaveryhighprice(14µm-£74/kg,9µm-£120/kg).
Boron
Carbonormetalfibresarecoatedwithalayerofborontoimprovetheoverallfibreproperties.Theextremelyhighcostofthisfibrerestrictsitusetohightemperatureaerospaceapplicationsandinspecialisedsportingequipment.Aboron/carbonhybrid,composedofcarbonfibresinterspersedamong80-100µmboronfibres,inanepoxymatrix,canachievepropertiesgreaterthaneitherfibrealone,withflexuralstrengthandstiffnesstwicethatofHScarbonand1.4timesthatofboron,andshearstrengthexceedingthatofeitherfibre.
Ceramics
Ceramicfibres,usuallyintheformofveryshort‘whiskers’aremainlyusedinareasrequiringhightemperatureresistance.Theyaremorefrequentlyassociatedwithnon-polymermatricessuchasmetalalloys.
Natural
Attheotherendofthescaleitispossibletousefibrousplantmaterialssuchasjuteandsisalasreinforcementsin‘low-tech’applications.Intheseapplications,thefibres’lowS.G.(typically0.5-0.6)meanthatfairlyhighspecificstrengthscanbeachieved.

GTC-3-0509 - ��
5.2.2.5 FibreFinishes
Surfacefinishesarenearlyalwaysappliedtofibresbothtoallowhandlingwithmini-mumdamageandtopromotefibre/matrixinterfacialbondstrength.Withcarbonandaramidfibres foruse incompositeapplications, thesurfacefinishor sizeappliedusuallyperformsbothfunctions.Thefinishisappliedtothefibreatthepointoffibremanufactureandthisfinishremainsonthefibrethroughouttheconversionprocessintofabric.Withglassfibrethereisachoiceofapproachinthesurfacefinishthatcanbeapplied.
GlassFibreFinishes
Glass fibre rovings that are to be used in direct fibreprocessessuchasprepregging,pultrusionandfilamentwinding,aretreatedwitha‘dual-function’finishatthepointoffibremanufacture.
Glass fibre yarns, however, when used for weaving aretreatedintwostages.Thefirstfinishisappliedatthepointoffibremanufactureatquiteahighlevelandispurelyforprotection of the fibre against damage during handlingandtheweavingprocessitself.Thisprotectivefinish,whichisoftenstarchbased,iscleanedoffor‘scoured’aftertheweavingprocesseitherbyheatorwithchemicals.Thescouredwovenfabricisthenseparatelytreatedwithadifferentmatrix-compatiblefinishspecificallydesignedtooptimisefibretoresininterfacialcharacteristicssuchasbondstrength,waterresistanceandopticalclarity.
CarbonFibreFinishes
Finishes,orsizes,forcarbonfibresusedinstructuralcompositesaregenerallyepoxybased,withvaryinglevelsbeinguseddependingontheenduseofthefibre.Forweavingthesizelevelisabout1-2%byweightwhereasfortapeprepreggingorfilamentwinding(orsimilarsingle-fibreprocesses),thesizelevelisabout0.5-1%.Thechemistryandlevelofthesizeareimportantnotonlyforprotectionandmatrixcompatibilitybutalsobecausetheyeffectthedegreeofspreadofthefibre.Fibrescanalsobesuppliedunsizedbutthesewillbepronetobrokenfilamentscausedbygeneralhandling.Mostcarbonfibresuppliersoffer3-4levelsofsizeforeachgradeoffibre.
AramidFibreFinishes
Aramidfibresaretreatedwithafinishatthepointofmanufactureprimarilyformatrixcompatibility.Thisisbecausearamidfibresrequirefarlessprotectionfromdamagecausedbyfibrehandling. Themain typesoffibre treatmentarecompositefinish,rubbercompatiblefinish(beltsandtyres)andwaterprooffinish(ballisticsoftarmour).Likethecarbonfibrefinishes,therearedifferinglevelsofcompositeapplicationfinishdependingonthetypeofprocessinwhichthefibrewillbeused.

GTC-3-0509 - ��
5.3 Fabrictypes
Inpolymericcompositeterms,afabricisdefinedasamanufacturedassemblyoflongfibresofcarbon,aramidorglass,oracombinationofthese,toproduceaflatsheetofoneormorelayersoffibres.Theselayersareheldtogethereitherbymechanicalinterlockingofthefibresthemselvesorwithasecondarymaterialtobindthesefibrestogetherandholdtheminplace,givingtheassemblysufficientintegritytobehandled.
Fabrictypesarecategorisedbytheorientationofthefibresused,andbythevariousconstructionmethodsusedtoholdthefibrestogether.
Thefourmainfibreorientationcategoriesare:Unidirectional,0/90°,Multiaxial,andOther/random.Thesearedescribedbelow.
5.3.1UnidirectionalFabrics
Aunidirectional(UD)fabricisoneinwhichthemajorityoffibresruninonedirectiononly.Asmallamountoffibreorothermaterialmayruninotherdirectionswiththemainintentionbeingtoholdtheprimaryfibresinposition,althoughtheotherfibresmayalsooffersomestructuralproperties. Whilesomeweaversof0/90°fabricstermafabricwithonly75%ofitsweightinonedirectionasaunidirectional,atGurittheunidirectionaldesignationonlyapplies to those fabricswithmorethan90%ofthefibreweightinonedirection.Unidi-rectionalsusuallyhavetheirprimaryfibresinthe0°direction(alongtheroll–awarpUD)butcanalsohavethemat90°totherolllength(aweftUD).
Trueunidirectional fabricsoffer theability toplacefibre in thecomponentexactlywhereitisrequired,andintheoptimumquantity(nomoreorlessthanrequired).Aswellasthis,UDfibresarestraightanduncrimped.Thisresultsinthehighestpossiblefibrepropertiesfromafabricincompositecomponentconstruction.Formechanicalproperties,unidirectionalfabricscanonlybeimprovedonbyprepregunidirectionaltape,wherethereisnosecondarymaterialatallholdingtheunidirectionalfibresinplace.Intheseprepregproductsonlytheresinsystemholdsthefibresinplace.
5.3.1.1UnidirectionalConstruction
Therearevariousmethodsofmaintainingtheprimaryfibresinpositioninaunidirec-tional includingweaving,stitching,andbonding.Aswithotherfabrics,thesurfacequalityofaunidirectionalfabricisdeterminedbytwomainfactors:thecombinationoftexandthreadcountoftheprimaryfibreandtheamountandtypeofthesecondaryfibre.Thedrape,surfacesmoothnessandstabilityofafabricarecontrolledprimarilybytheconstructionstyle,whiletheareaweight,porosityand(toalesserdegree)wetoutaredeterminedbyselectingtheappropriatecombinationoffibretexandnumbersoffibrespercm.
Warporweftunidirectionalscanbemadebythestitchingprocess(seeinformationinthe‘Multiaxial’sectionofthispublication).However,inordertogainadequatestability,itisusuallynecessarytoaddamatortissuetothefaceofthefabric.

GTC-3-0509 - ��
Therefore,togetherwiththestitchingthreadrequiredtoassemblethefibres,thereisarelativelylargeamountofsecondary,parasiticmaterialinthistypeofUDfabric,whichtendstoreducethelaminateproperties.Furthermorethehighcostofsetupofthe0°layerofastitchinglineandtherelativelyslowspeedofproductionmeansthatthesefabricscanberelativelyexpensive.
5.3.20/90°Fabrics
Forapplicationswheremorethanonefibreorientationisrequired,afabriccombining0°and90°fibreorientationsisuseful.Themajorityofthesearewovenproducts.0/90°fabricscanbeproducedbystitchingratherthanaweavingprocessandadescriptionofthisstitchingtechnologyisgivenbelowunder‘MultiaxialFabrics’.
5.3.3WovenFabrics
Wovenfabricsareproducedbytheinterlacingofwarp(0°)fibresandweft(90°)fibresinaregularpatternorweavestyle.Thefabric’sintegrityismaintainedbythemechani-calinterlockingofthefibres.Drape(theabilityofafabrictoconformtoacomplexsurface),surfacesmoothnessandstabilityofafabricarecontrolledprimarilybytheweavestyle.Theareaweight,porosityand(toalesserdegree)wetoutaredeterminedbyselectingthecorrectcombinationoffibretexandthenumberoffibres/cm2.Thefollowingisadescriptionofsomeofthemorecommonlyfoundweavestyles:
5.3.3.1Plain
Each warp fibre passes alternately under and over eachweftfibre.Thefabricissymmetrical,withgoodstabilityandreasonableporosity.However,itisthemostdifficultoftheweavestodrape,andthehighleveloffibrecrimpimpartsrelativelylowmechanicalpropertiescomparedwiththeotherweavestyles.Withlargefibres(hightex)thisweavestylegivesexcessivecrimpandthereforeittendsnottobeusedforveryheavyfabrics.
5.3.3.2Twill
Oneormorewarpfibresalternatelyweaveoverandundertwoormoreweftfibresinaregularrepeatedmanner.Thisproducesthevisualeffectofastraightorbrokendiagonal‘rib’tothefabric.Superiorwetoutanddrapeisseeninthetwillweaveovertheplainweavewithonlyasmallreductioninstability.Withreducedcrimp,thefabricalsohasasmoothersurfaceandslightlyhighermechanicalproperties.

GTC-3-0509 - ��
5.3.3.3 Satin
Satinweavesare fundamentally twillweavesmodified toproducefewerintersectionsofwarpandweft.The‘harness’numberusedinthedesignation(typically4,5and8)isthetotalnumberoffibrescrossedandpassedunder,beforethefibrerepeatsthepattern.A‘crowsfoot’weaveisaformofsatinweavewithadifferentstaggerintherepeatpattern.Satinweavesareveryflat,havegoodwetoutandahighdegreeofdrape.Thelowcrimpgivesgoodmechanicalproperties.Satinweavesallowfibres tobewoven in theclosestproximityandcanproduce fabricswithaclose ‘tight’weave. However, thestyle’slowstabilityandasymmetryneedstobeconsidered.Theasymmetrycausesonefaceofthefabrictohavefibrerunningpredominantlyinthewarpdirectionwhiletheotherfacehasfibresrunningpredominantlyintheweftdirection.Caremustbetakeninassemblingmultiplelayersofthesefabricstoensurethatstressesarenotbuiltintothecomponentthroughthisasymmetriceffect.
5.3.3.4BasketBasketweave is fundamentally thesameasplainweaveexceptthattwoormorewarpfibresalternatelyinterlacewithtwoormoreweftfibres.Anarrangementoftwowarpscross-ingtwoweftsisdesignated2x2basket,butthearrangementoffibreneednotbesymmetrical.Thereforeitispossibletohave8x2,5x4,etc.Basketweaveisflatter,and,throughlesscrimp,strongerthanaplainweave,butlessstable.Itmustbeusedonheavyweightfabricsmadewiththick(hightex)fibrestoavoidexcessivecrimping.
5.3.3.5 Leno
Lenoweaveimprovesthestabilityin‘open’fabricswhichhavealowfibrecount.
Aformofplainweaveinwhichadjacentwarpfibresaretwistedaroundconsecutiveweftfibrestoformaspiralpair,effectively ‘locking’ eachweft inplace. Fabrics in lenoweavearenormallyusedinconjunctionwithotherweavestyles because if used alone their openness could notproduceaneffectivecompositecomponent.
5.3.3.6MockLeno
Aversionofplainweaveinwhichoccasionalwarpfibres,atregularintervalsbutusuallyseveralfibresapart,devi-atefromthealternateunder-overinterlacingandinsteadinterlace every two or more fibres. This happens withsimilarfrequencyintheweftdirection,andtheoverallef-fectisafabricwithincreasedthickness,roughersurface,andadditionalporosity.

GTC-3-0509 - ��
5.3.3.7 WovenGlassYarnFabricsvsWovenRovings
Yarn-basedfabricsgenerallygivehigherstrengthsperunitweightthanroving,andbeinggenerallyfiner,producefabricsatthelighterendoftheavailableweightrange.Wovenrovingsarelessexpensivetoproduceandcanwetoutmoreeffectively.How-ever,sincetheyareavailableonlyinheaviertexes,theycanonlyproducefabricsatthemediumtoheavyendoftheavailableweightrange,andarethusmoresuitableforthick,heavierlaminates.
5.3.3.8 Stitched0/90oFabrics
0/90°fabricscanalsobemadebyastitchingprocess,whicheffectivelycombinestwolayersofunidirectionalmaterialintoonefabric.Stitched0/90°fabricscanoffermechanical performance increases of up to 20% in some properties over wovenfabrics,duetothefollowingfactors:
(i) Parallelnon-crimpfibresbearthestrainimmediatelyuponbeingloaded.
(ii) Stresspointsfoundattheintersectionofwarpandweftfibresinwovenfabricsareeliminated.
(iii) Ahigherdensityoffibrecanbepackedintoalaminatecomparedwithawoven.Inthisrespectthefabricbehavesmorelikelayersofunidirectional.
Otherbenefitscomparedwithwovenfabricsinclude:
1. Heavyfabricscanbeeasilyproducedwithmorethan1kg/sqmoffibre.
2. Increasepackingofthefibrecanreducethequantityofresinrequired.
5.3.3.9 HybridFabrics
Thetermhybridreferstoafabricthathasmorethanonetypeofstructuralfibreinitsconstruction.Inamulti-layerlaminateifthepropertiesofmorethanonetypeoffibrearerequired,thenitwouldbepossibletoprovidethiswithtwofabrics,eachcontainingthefibretypeneeded.
However,iflowweightorextremelythinlaminatesarerequired,ahybridfabricwillallowthetwofibrestobepresentedinjustonelayeroffabricinsteadoftwo.

GTC-3-0509 - ��
Itwouldbepossibleinawovenhybridtohaveonefibrerunningintheweftdirectionandthesecondfibrerunninginthewarpdirection,butitismorecommontofindalternatingthreadsofeachfibreineachwarp/weftdirection.Althoughhybridsaremostcommonlyfoundin0/90°wovenfabrics,theprincipleisalsousedin0/90°stitched,unidirectionalandmultiaxialfabrics.Themostusualhybridcombinationsare:
Carbon/Aramid
Thehigh impactresistanceandtensilestrengthof thearamidfibrecombineswithhighthecompressiveandtensilestrengthofcarbon.Bothfibreshave lowdensitybutrelativelyhighcost.
Aramid/Glass
Thelowdensity,highimpactresistanceandtensilestrengthofaramidfibrecombineswiththegoodcompressiveandtensilestrengthofglass,coupledwithitslowercost.
Carbon/Glass
Carbonfibrecontributeshightensilecompressivestrengthandstiffnessandreducesthedensity,whileglassreducesthecost.
5.3.4MultiaxialFabrics
In recent yearsmultiaxial fabricshavebegun to find favour in theconstructionofcompositecomponents.Thesefabricsconsistofoneormorelayersoflongfibresheldinplacebyasecondarynon-structuralstitchingtread.Themainfibrescanbeanyofthestructuralfibresavailableinanycombination.Thestitchingthreadisusu-allypolyesterduetoitscombinationofappropriatefibreproperties(forbindingthefabrictogether)andcost.Thestitchingprocessallowsavarietyoffibreorientations,beyondthesimple0/90°ofwovenfabrics,tobecombinedintoonefabric.Multiaxialfabricshavethefollowingmaincharacteristics:
Advantages
Thetwokeyimprovementswithstitchedmultiaxialfabricsoverwoventypesare:
(i) Bettermechanicalproperties,primarilyfromthefactthatthefibresarealwaysstraightandnon-crimped,andthatmoreorientationsoffibreareavailablefromtheincreasednumberoflayersoffabric.
(ii) Improvedcomponentbuildspeedbasedonthefactthatfabricscanbemadethickerandwithmultiplefibreorientationssothatfewerlayersneedtobeincludedinthelaminatesequence.
Disadvantages
Polyesterfibredoesnotbondverywelltosomeresinsystemsandsothestitchingcanbeastartingpointforwickingorotherfailureinitiation.Thefabricproductionprocesscanalsobeslowandthecostofthemachineryhigh.This,togetherwiththefactthatthemoreexpensive,lowtexfibresarerequiredtogetgoodsurfacecoverageforthelowweightfabrics,meansthecostofgoodquality,stitchedfabricscanberelativelyhigh compared to wovens. Extremely heavy weight fabrics, while enabling largequantitiesoffibretobeincorporatedrapidlyintothecomponent,canalsobedifficulttoimpregnatewithresinwithoutsomeautomatedprocess.Finally,thestitchingprocess,unlesscarefullycontrolledasintheGuritfabricstyles,canbunchtogetherthefibres,particularlyinthe0°direction,creatingresin-richareasinthelaminate.

GTC-3-0509 - ��
5.3.4.1 Weave&Stitch
Withthe‘Weave&Stitch’methodthe+45°and-45°layerscanbemadebyweavingweftUnidirectionalsandthenskewingthefabric,onaspecialmachine, to45°. Awarpunidirectionaloraweftunidirectionalcanalsobeusedunskewedtomakea0°and90°layerIfboth0°and90°layersarepresentinamulti-layerstitchedfabricthenthiscanbeprovidedbyaconventional0/90°wovenfabric.Duetothefactthatheavyrovingscanbeusedtomakeeachlayertheweavingprocessisrelativelyfast,asisthesubsequentstitchingtogetherofthelayersviaasimplestitchingframe.
Tomakeaquadraxial(four-layer:+45°,0°,90°,-45°)fabricbythismethod,aweftunidirectionalwouldbewovenandskewedinonedirectiontomakethe+45°layer,andintheothertomakethe-45°layer.The0°and90°layerswouldappearasasinglewovenfabric.Thesethreeelementswouldthenbestitchedtogetheronastitchingframetoproducethefinalfour-axisfabric.
5.3.4.2 SimultaneousStitch
Simultaneousstitchmanufacture iscarriedoutonspecialmachinesbasedon theknittingprocess,suchasthosemadebyLiba,Malimo,Mayer,etc.Eachmachinevariesintheprecisionwithwhichthefibresarelaiddown,particularlywithreferencetokeepingthefibresparallel.
Thesetypesofmachinehaveaframewhichsimultaneouslydrawsinfibresforeachaxis/layer, until the required layershavebeenassembled,and thenstitches themtogether,asshowninthediagrambelow.
WeftUnidirectional
Layer1
Layer2
Skewto45oStitchtheskewed
layerstogether
-45o
+45o
±45ofabric
CourtesyLibaMaschinenfabrickGMBH

GTC-3-0509 - ��
5.3.5 OtherFabrics
5.3.5.1 ChoppedStrandMat
Chopped strand mat (CSM) is a non-woven material which, as its name implies,
consistsofrandomlyorientatedchoppedstrandsofglasswhichareheldtogether
-formarineapplications-byaPVAemulsionorapowderbinder.Despitethefact
thatPVAimpartssuperiordrapinghandlingandwettingoutcharacteristicsusersin
amarineenvironmentshouldbewaryofitsuseasitisaffectedbymoistureandcan
leadtoosmosislikeblisters.
Today,choppedstrandmatisrarelyusedinhighperformancecompositecomponents
asitisimpossibletoproducealaminatewithahighfibrecontentand,bydefinition,
ahighstrength-to-weightratio.
5.3.5.2 Tissues
Tissuesaremadewithcontinuousfilamentsoffibrespreaduniformlybutrandomly
overaflatsurface.Theseare thenchemicallybound togetherwithorganicbased
bindingagentssuchasPVA,polyester,etc.Havingrelativelylowstrengththeyare
notprimarilyusedasreinforcements,butassurfacinglayersonlaminatesinorderto
provideasmoothfinish.Tissuesareusuallymanufacturedwithareaweightsofbetween
5and50g/sqm.Glasstissuesarecommonlyusedtocreateacorrosionresistantbar-
rierthroughresinenrichmentatthesurface.Thesameenrichmentprocesscanalso
preventprint-throughofhighlycrimpedfabricsingelcoatsurfaces.
5.3.5.3 Braids
Braidsareproducedbyinterlacingfibresinaspiralna-
turetoformatubularfabric.Thediameterofthetubeis
controlledbythenumberoffibresinthetube’scircumfer-
ence,theangleofthefibresinthespiral,thenumberof
intersectionsoffibreperunitlengthofthetubeandthe
size(tex)ofthefibresintheassembly.Theinterlacingcan
varyinstyle(plain,twill,etc.)aswith0/90°wovenfabrics.
Tubediameterisnormallygivenforafibreangleof±45°
butthebraidingprocessallowsthefibrestomovebetweenanglesofabout25°and
75°,dependingonthenumberandtexofthefibres.Thenarrowanglegivesasmall
diameterwhereasthewideranglegivesalargediameter.Thereforealongthelength
ofonetubeitispossibletochangethediameterbyvariationofthefibreangle-a
smallerangle(relativetozero)givingasmallerdiameterandviceversa.Braidscan
befoundinsuchcompositecomponentsasmasts,antennae,driveshaftsandother
tubularstructuresthatrequiretorsionalstrength.

GTC-3-0509 - �0
5.4 Corematerialsforsandwichconstruction
5.4.1FoamCores
Foamsareoneofthemostcommonformsofcoremateri-al.Theycanbemanufacturedfromavarietyofsyntheticpolymersincludingpolyvinylchloride(PVC),polystyrene(PS), polyurethane (PU), polymethyl methacrylamide(acrylic),polyetherimide (PEI)andstyreneacrylonitrile(SAN).Theycanbesuppliedindensitiesrangingfromlessthan30kg/m3tomorethan300kg/m3,althoughthemostuseddensitiesforcompositestructuresrangefrom40to200kg/m3.Theyarealsoavailableinavarietyofthicknesses,typicallyfrom5mmto50mm.
5.4.1.1PVCFoam
Closed-cellpolyvinylchloride(PVC)foamsareoneofthemostcommonlyusedcorematerials for theconstructionofhighperformancesandwichstructures. AlthoughstrictlytheyareachemicalhybridofPVCandpolyurethane,theytendtobereferredtosimplyas‘PVCfoams’.
PVCfoamsofferabalancedcombinationofstaticanddynamicpropertiesandgoodresistancetowaterabsorption.Theyalsohavealargeoperatingtemperaturerangeoftypically-240°Cto+80°C(-400°Fto+180°F),andareresistanttomanychemicals.AlthoughPVCfoamsaregenerallyflammable,therearefire-retardantgradesthatcanbeusedinmanyfire-criticalapplications,suchastraincomponents.WhenusedasacoreforsandwichconstructionwithFRPskins,itsreasonableresistancetostyrenemeansthatitcanbeusedsafelywithpolyesterresinsanditisthereforepopularinmanyindustries.Itisnormallysuppliedinsheetform,eitherplain,orgrid-scoredtoalloweasyformingtoshape.
TherearetwomaintypesofPVCfoam:crosslinkedanduncrosslinkedwiththeun-crosslinkedfoamssometimesbeingreferredtoas‘linear’.Theuncrosslinkedfoams(suchasAirexR63.80)aretougherandmoreflexible,andareeasiertoheat-formaroundcurves.However,theyhavesomelowermechanicalpropertiesthananequivalentdensityofcross-linkedPVC,anda lower resistance toelevated temperaturesandstyrene.Theircross-linkedcounterpartsareharderbutmorebrittleandwillproduceastifferpanel,lesssusceptibletosofteningorcreepinginhotclimates.Typicalcross-linkedPVCproductsincludetheHerexC-seriesoffoams,DivinycellHandHPgradesandPolimexKlegecellandTermantoproducts.
AnewgenerationoftoughenedPVCfoamsisnowalsobecomingavailablewhichtradesomeofthebasicmechanicalpropertiesofthecross-linkedPVCfoamsforsomeoftheimprovedtoughnessofthelinearfoams.
OwingtothenatureofthePVC/polyurethanechemistryincross-linkedPVCfoams,thesematerialsneedtobethoroughlysealedwitharesincoatingbeforetheycanbesafelyusedwithlow-temperaturecuringprepregs.Althoughspecialheatstabilisationtreatmentsareavailableforthesefoams,thesetreatmentsareprimarilydesignedtoimprovethedimensionalstabilityofthefoam,andreducetheamountofgassingthatisgivenoffduringelevatedtemperatureprocessing.

GTC-3-0509 - ��
5.4.1.2PolystyreneFoams
Althoughpolystyrenefoamsareusedextensivelyinsailandsurfboardmanufacture,wheretheirlightweight(40kg/m3),lowcostandeasytosandcharacteristicsareofprimeimportance,theyarerarelyemployedinhighperformancecomponentconstruc-tionbecauseoftheirlowmechanicalproperties.Theycannotbeusedinconjunctionwithpolyesterresinsystemsbecausetheywillbedissolvedbythestyrenepresentintheresin.
5.4.1.3PolyurethaneFoams
Polyurethanefoamsexhibitonlymoderatemechanicalpropertiesandhaveatendencyforthefoamsurfaceattheresin/coreinterfacetodeterioratewithage,leadingtoskindelamination.Theirstructuralapplicationsarethereforenormallylimitedtothepro-ductionofformerstocreateframesorstringersforstiffeningcomponents.However,polyurethanefoamscanbeusedinlightlyloadedsandwichpanels,withthesepanelsbeingwidelyusedforthermalinsulation.Thefoamalsohasreasonableelevatedservicetemperatureproperties(150°C/300°F),andgoodacousticabsorption.Thefoamcanreadilybecutandmachinedtorequiredshapesorprofiles.
5.4.1.4 PolymethylmethacrylamideFoams
For a given density, polymethyl methacrylamide (acrylic) foams such as Rohacelloffersomeofthehighestoverallstrengthsandstiffnessesoffoamcores.Theirhighdimensionalstabilityalsomakesthemuniqueinthattheycanreadilybeusedwithconventionalelevated temperaturecuringprepregs.However, theyareexpensive,whichmeansthattheirusetendstobelimitedtoaerospacecompositepartssuchashelicopterrotorblades,andaircraftflaps.
5.4.1.5 Styreneacrylonitrile(SAN)co-polymerFoams
SANfoamsbehaveinasimilarwaytotoughenedcross-linkedPVCfoams.Theyhavemostofthestaticpropertiesofcross-linkedPVCcores,yethavemuchhigherelonga-tionsandtoughness.TheyarethereforeabletoabsorbimpactlevelsthatwouldfracturebothconventionalandeventhetoughenedPVCfoams.However,unlikethetoughenedPVC’s,whichuseplasticizerstotoughenthepolymer,thetoughnesspropertiesofSANareinherentinthepolymeritself,andsodonotchangeappreciablywithage.
SANfoamsarereplacinglinearPVCfoamsinmanyapplicationssincetheyhavemuchofthelinearPVC’stoughnessandelongation,yethaveahighertemperatureperform-anceandbetterstaticproperties.However,theyarestillthermoformable,whichhelpsinthemanufactureofcurvedparts.Heat-stabilisedgradesofSANfoamscanalsobemoresimplyusedwithlow-temperaturecuringprepregs,sincetheydonothavetheinterferingchemistryinherentinthePVC’s.TypicalSANproductsincludeGurit’sCorecell®A-seriesfoams.

GTC-3-0509 - ��
5.4.1.6Otherthermoplastics
Asnewtechniquesdevelopfortheblowingoffoamsfromthermoplastics,therangeofexpandedmaterialsof this typecontinues to increase. Typical isPEI foam,anexpandedpolyetherimide/polyethersulphone,whichcombinesoutstandingfireper-formancewithhighservicetemperature.Althoughitisexpensive,thisfoamcanbeusedinstructural,thermalandfireprotectionapplicationsintheservicetemperaturerange-194°C(-320°F)to+180°C(+355°F).Itishighlysuitableforaircraftandtraininteriors,asitcanmeetsomeofthemoststringentfireresistantspecifications.
5.4.2Honeycombs
Honeycomb cores are available in a variety of materials for sandwich structures.Theserangefrompaperandcardforlowstrengthandstiffness,lowloadapplications(suchasdomesticinternaldoors)tohighstrengthandstiffness,extremelylightweightcomponentsforaircraftstructures.Honeycombscanbeprocessedintobothflatandcurvedcompositestructures,andcanbemadetoconformtocompoundcurveswithoutexcessivemechanicalforceorheating.
Thermoplastichoneycombsareusuallyproducedbyextrusion, followedbyslicingtothickness.Otherhoneycombs(suchasthosemadeofpaperandaluminium)aremadebyamulti-stageprocess.Inthesecaseslargethinsheetsofthematerial(usu-ally1.2x2.4m)areprintedwithalternating,parallel,thinstripesofadhesiveandthesheetsarethenstackedinaheatedpresswhiletheadhesivecures.Inthecaseofaluminiumhoneycombthestackofsheetsisthenslicedthroughitsthickness.Theslices(knownas‘blockform’)arelatergentlystretchedandexpandedtoformthesheetofcontinuoushexagonalcellshapes.
Inthecaseofpaperhoneycombs,thestackofbondedpapersheetsisgentlyexpandedtoformalargeblockofhoneycomb,severalfeetthick.Heldinitsexpandedform,thisfragilepaperhoneycombblockisthendippedinatankofresin,drainedandcuredinanoven.Oncethisdippingresinhascured,theblockhassufficientstrengthtobeslicedintothefinalthicknessesrequired.
Inbothcases,byvaryingthedegreeofpullintheexpansionprocess,regularhexa-gon-shapedcellsorover-expanded(elongated)cellscanbeproduced,eachwithdifferentmechanicalandhandling/drapeproperties.Duetothisbondedmethodofconstruction,ahoneycombwillhavedifferentmechanicalpropertiesinthe0°and90°directionsofthesheet.
WhileskinsareusuallyofFRP,theymaybealmostanysheetmaterialwiththeappropri-ateproperties,includingwood,thermoplastics(egmelamine)andsheetmetals,suchasaluminiumorsteel.Thecellsofthehoneycombstructurecanalsobefilledwitharigidfoam.Thisprovidesagreaterbondareafortheskins,increasesthemechanicalpropertiesofthecorebystabilisingthecellwallsandincreasesthermalandacousticinsulationproperties.

GTC-3-0509 - ��
Propertiesofhoneycombmaterialsdependonthesize(andthereforefrequency)ofthecellsandthethicknessandstrengthofthewebmaterial.Sheetscanrangefromtypically3-50mminthicknessandpaneldimensionsaretypically1200x2400mm,althoughitispossibletoproducesheetsupto3mx3m.
Honeycombcorescangivestiffandverylightlaminatesbutduetotheirverysmallbonding area they are almost exclusively used with high-performance resin sys-temssuchasepoxiessothatthenecessaryadhesiontothelaminateskinscanbeachieved.
5.4.2.1 Aluminiumhoneycomb
Aluminium honeycomb produces one of the highest strength/weight ratios of anystructuralmaterial.Therearevariousconfigurationsoftheadhesive-bondingofthealuminiumfoilwhichcanleadtoavarietyofgeometriccellshapes(usuallyhexago-nal).Propertiescanalsobecontrolledbyvaryingthefoilthicknessandcellsize.Thehoneycombisusuallysuppliedintheunexpandedblockformandisstretchedoutintoasheeton-site.
Despiteitsgoodmechanicalpropertiesandrelativelylowprice,aluminiumhoneycombhastobeusedwithcautioninsomeapplications,suchaslargemarinestructures,be-causeofthepotentialcorrosionproblemsinasalt-waterenvironment.Inthissituationcarealsohastobeexercisedtoensurethatthehoneycombdoesnotcomeintodirectcontactwithcarbonskinssincetheconductivitycanaggravategalvaniccorrosion.Aluminiumhoneycombalsohastheproblemthatithasno‘mechanicalmemory’.Onimpactofacoredlaminate,thehoneycombwilldeformirreversiblywhereastheFRPskins,beingresilient,willmovebacktotheiroriginalposition.Thiscanresultinanareawithanunbondedskinwithmuchreducedmechanicalproperties.
5.4.2.2 Nomexhoneycomb
NomexhoneycombismadefromNomexpaper-aformofpaperbasedonKevlar™,rather than cellulose fibres. The initial paper honeycomb is usually dipped in aphenolicresintoproduceahoneycombcorewithhighstrengthandverygoodfireresistance.Itiswidelyusedforlightweightinteriorpanelsforaircraftinconjunctionwithphenolicresinsintheskins.Specialgradesforuseinfireretardantapplications(egpublictransport interiors)canalsobemadewhichhavethehoneycombcellsfilledwithphenolicfoamforaddedbondareaandinsulation.
Nomexhoneycombisbecomingincreasinglyusedinhigh-performancenon-aerospacecomponentsduetoitshighmechanicalproperties,lowdensityandgoodlong-termstability.However,ascanbeseenfromFigure28,itisconsiderablymoreexpensivethanothercorematerials.

GTC-3-0509 - ��
Figure28–Comparativecorecosts
5.4.2.3 Thermoplastichoneycomb
Corematerialsmadeofotherthermoplasticsarelightinweight,offeringsomeusefulpropertiesandpossiblyalsomakingforeasierrecycling.Theirmaindisadvantageisthedifficultyofachievingagoodinterfacialbondbetweenthehoneycombandtheskinmaterial,andtheirrelativelylowstiffness.Althoughtheyarerarelyusedinhighlyloadedstructures, theycanbeuseful insimple interiorpanels.Themostcommonpolymersusedare:
ABS-forrigidity,impactstrength,toughness,surfacehardnessanddimensionalstability
Polycarbonate-forUV-stability,excellentlighttransmission,goodheatresistance&self-extinguishingproperties
Polypropylene-forgoodchemicalresistance
Polyethylene-ageneral-purposelow-costcorematerial
5.4.2.4Wood
Woodcanbedescribedas‘nature’shoneycomb’,asithasastructurethat,onami-croscopicscale,issimilartothecellularhexagonalstructureofsynthetichoneycomb.Whenusedinasandwichstructurewiththegrainrunningperpendiculartotheplaneoftheskins,theresultingcomponentshowspropertiessimilartothosemadewithman-madehoneycombs.However,despitevariouschemicaltreatmentsbeingavailable,allwoodcoresaresusceptibletomoistureattackandwillrotifnotwellsurroundedbylaminateorresin.
5.4.2.5Balsa
Themostcommonlyusedwoodcoreisend-grainbalsa.Balsawoodcoresfirstap-pearedinthe1940’sinflyingboathulls,whichwerealuminiumskinnedandbalsa-coredtowithstandtherepeatedimpactoflandingonwater.Thisperformanceledthemarineindustrytobeginusingend-grainbalsaasacorematerialinFRPconstruction.
Apart from its high compressive properties, its advantages include being a goodthermalinsulatorofferinggoodacousticabsorption.Thematerialwillnotdeformwhen
Fibre
FRP Composite
Resin
Strain
Tens
ile S
tres
s
Fig. v
SAN80 Kg/m3
PVC75 Kg/m3
Balsa100 Kg/m3
Al. Honeycomb50 Kg/m3
NomexH/c (48kg/m3)
Comparative Prices of Core Materials

GTC-3-0509 - ��
heatedandactsasaninsulatingandablativelayerinafire,withthecorecharringslowly,allowingthenon-exposedskintoremainstructurallysound.Italsooffersposi-tiveflotationandiseasilyworkedwithsimpletoolsandequipment.
Balsacoreisavailableascontouredend-grainsheets3to50mmthickonabackingfabric,andrigidend-grainsheetsupto100mmthick.Thesesheetscanbeprovidedreadyresin-coatedforvacuum-bagging,prepregorpressure-basedmanufacturingprocessessuchasRTM.Oneofthedisadvantagesofbalsaisitshighminimumdensity,with100kg/m3beingatypicalminimum.Thisproblemisexacerbatedbythefactthatbalsacanabsorblargequantitiesofresinduringlamination,althoughpre-sealingthefoamcanreducethis.Itsuseisthereforenormallyrestrictedtoprojectswhereoptimumweightsavingisnotrequiredorinlocallyhighlystressedareas.
5.4.2.6OtherCoreMaterials
Althoughnotusuallyregardedastruesandwichcores,thereareanumberofthin,low-density‘fabric-like’materialswhichcanbeusedtoslightlylowerthedensityofasingle-skinlaminate.MaterialssuchasCoremat™andSpheretex™consistofanon-woven‘felt-like’fabricfullofdensity-reducinghollowspheres.Theyareusuallyonly1-3mminthicknessandareusedlikeanotherlayerofreinforcementinthemiddleofalaminate,beingdesignedto‘wetout’withthelaminatingresinduringconstruction.However,thehollowspheresdisplaceresinandsotheresultantmiddlelayer,althoughmuchheavierthanafoamorhoneycombcore,islowerindensitythantheequivalentthicknessofglassfibrelaminate.Beingsothintheycanalsoconformeasilyto2-Dcurvature,andsoarequickandeasytouse.
5.4.3Designconsiderations
Asmightbeexpected,allthecoresshowanincreaseinpropertieswithincreasingdensity. However,other factors,besidesdensity,alsocome intoplaywhen look-ingattheweightofacoreinasandwichstructure.Forexample,lowdensityfoammaterials,whilecontributingvery little to theweightofasandwich laminate,oftenhaveaveryopensurfacecellstructurewhichcanmeanthatalargemassofresinisabsorbedintheirbondlines.Thelowerthedensityofthefoam,thelargerarethecellsandtheworseistheproblem.Honeycombs,ontheotherhand,canbeverygoodinthisrespectsinceawellformulatedadhesivewillformasmallbondingfilletonlyaroundthecellwalls.
Finally,considerationneedstobegiventotheformacoreisusedintoensurethatitfitsthecomponentwell.Theweightsavingsthatcorescanoffercanquicklybeusedupifcoresfitbadly,leavinglargegapsthatrequirefillingwithadhesive.Scrim-backedfoamorbalsa,wherelittlesquaresofthecorearesupportedonalightweightscrimcloth,canbeusedtohelpcoresconformbettertoacurvedsurface.Contour-cutfoam,whereslotsarecutpart-waythroughthecorefromoppositesidesachievesasimilareffect.However,boththesecoresstilltendtousequitelargeamountsofadhesivesincetheslotsbetweeneachfoamsquareneedfillingwithresintoproduceagoodstructure.
Inweight-criticalcomponentstheuseoffoamcoreswhicharethermoformableshouldbeconsidered.TheseincludethelinearPVC’sandtheSANfoamswhichcanallbeheatedtoabovetheirsofteningpointsandpre-curvedtofitamouldshape.
Forhoneycombs,over-expanded formsare themostwidelyusedwhenfitting thecoretoacompoundcurve,sincewithdifferentexpansionpatternsawiderangeofconformabilitycanbeachieved.

GTC-3-0509 - ��
6. Processingroute
Takingcompositematerialsasawhole,therearemanydifferentmaterialoptionsto
choosefromintheareasofresins,fibresandcores,allwiththeirownuniquesetof
propertiessuchasstrength,stiffness,toughness,heatresistance,cost,production
rateetc..However,theendpropertiesofacompositepartproducedfromthesediffer-
entmaterialsisnotonlyafunctionoftheindividualpropertiesoftheresinmatrixand
fibre(andinsandwichstructures,thecoreaswell),butisalsoafunctionofthewayin
whichthematerialsthemselvesaredesignedintothepartandalsothewayinwhich
theyareprocessed.Thissectioncomparesafewofthecommonlyusedcomposite
productionmethodsandpresentssomeofthefactorstobeborneinmindwitheach
differentprocess,includingtheinfluenceofeachprocessonmaterialsselection.

GTC-3-0509 - ��
6.1SprayLay-up
Description
Fibreischoppedinahand-heldgunandfedintoasprayofcatalysedresindirectedatthemould.Thedepositedmaterialsarelefttocureunderstandardatmosphericconditions.
MaterialsOptions:
Resins: Primarilypolyester.
Fibres: Glassrovingonly.
Cores: None.Thesehavetobeincorporatedseparately.
MainAdvantages:
i) Widelyusedformanyyears.
ii) Lowcostwayofquicklydepositingfibreandresin.
iii) Lowcosttooling.
MainDisadvantages:
i) Laminatestendtobeveryresin-richandthereforeexcessivelyheavy.
ii) Onlyshortfibresareincorporatedwhichseverelylimitsthemechanicalpropertiesofthelaminate.
iii) Resinsneedtobelowinviscositytobesprayable.Thisgenerallycompromisestheirmechanical/thermalproperties.
iv) Thehighstyrenecontentsofspraylay-upresinsgenerallymeansthattheyhavethepotentialtobemoreharmfulandtheirlowerviscositymeansthattheyhaveanincreasedtendencytopenetrateclothingetc.
(v) Limitingairbornestyreneconcentrationstolegislatedlevelsisbecoming increasinglydifficult.
TypicalApplications:
Simpleenclosures,lightlyloadedstructuralpanels,e.g.caravanbodies,truckfairings,bathtubs,showertrays,somesmalldinghies.

GTC-3-0509 - ��
6.2WetLay-up/HandLay-up
Description
Resinsareimpregnatedbyhandintofibreswhichareintheformofwoven,knitted,stitchedorbondedfabrics.Thisisusuallyaccomplishedbyrollersorbrushes,withanincreasinguseofnip-rollertypeimpregnatorsforforcingresinintothefabricsbymeansofrotatingrollersandabathofresin.Laminatesarelefttocureunderstandardatmosphericconditions.
MaterialsOptions:
Resins: Any,e.g.epoxy,polyester,vinylester,phenolic.
Fibres: Any,althoughheavyaramidfabricscanbehardtowet-outbyhand.
Cores: Any.
MainAdvantages:
i) Widelyusedformanyyears.
ii) Simpleprinciplestoteach.
iii) Lowcosttooling,ifroom-temperaturecureresinsareused.
iv) Widechoiceofsuppliersandmaterialtypes.
v) Higherfibrecontents,andlongerfibresthanwithspraylay-up.
MainDisadvantages:
i) Resinmixing,laminateresincontents,andlaminatequalityareverydependentontheskillsoflaminators.Lowresincontentlaminatescannotusuallybeachievedwithouttheincorporationofexcessivequantitiesofvoids.
ii) Healthandsafetyconsiderationsofresins.Thelowermolecularweightsofhandlay-upresinsgenerallymeansthattheyhavethepotentialtobemoreharmfulthanhighermolecularweightproducts.Thelowerviscosityoftheresinsalsomeansthattheyhaveanincreasedtendencytopenetrateclothingetc.
iii) Limitingairbornestyreneconcentrationstolegislatedlevelsfrompolyestersandvi-nylestersisbecomingincreasinglyhardwithoutexpensiveextractionsystems.
iv) Resinsneedtobelowinviscositytobeworkablebyhand.Thisgenerallycompromisestheirmechanical/thermalpropertiesduetotheneedforhigh diluent/styrenelevels.
TypicalApplications:
Standardwind-turbineblades,productionboats,architecturalmouldings.

GTC-3-0509 - ��
6.3VacuumBagging(WetLay-up)
Description
Thisisbasicallyanextensionofthewetlay-upprocessdescribedabovewherepres-sureisappliedtothelaminateoncelaid-upinordertoimproveitsconsolidation.Thisisachievedbysealingaplasticfilmoverthewetlaid-uplaminateandontothetool.Theairunderthebagisextractedbyavacuumpumpandthusuptooneatmosphereofpressurecanbeappliedtothelaminatetoconsolidateit.
MaterialsOptions:
Resins: Primarilyepoxyandphenolic.Polyestersandvinylestersmayhave problemsduetoexcessiveextractionofstyrenefromtheresinbythe vacuumpump.
Fibres: Theconsolidationpressuresmeanthatavarietyofheavyfabrics canbewet-out.
Cores: Any.
MainAdvantages:
i) Higherfibrecontentlaminatescanusuallybeachievedthanwithstandardwetlay-uptechniques.
ii) Lowervoidcontentsareachievedthanwithwetlay-up.
iii) Betterfibrewet-outduetopressureandresinflowthroughoutstructuralfibres,withexcessintobaggingmaterials.
iv) Healthandsafety: Thevacuumbag reduces theamountofvolatilesemittedduringcure.
MainDisadvantages:
i) Theextraprocessaddscostbothinlabourandindisposablebaggingmaterials
ii) Ahigherlevelofskillisrequiredbytheoperators
iii) Mixingandcontrolofresincontentstilllargelydeterminedbyoperatorskill
iv) Althoughvacuumbagsreducevolatiles,exposureisstillhigherthaninfusionorprepregprocessingtechniques.
TypicalApplications:
Large,one-offcruisingboats,racecarcomponents,core-bondinginproductionboats.

GTC-3-0509 - �0
6.4FilamentWinding
Description
Thisprocessisprimarilyusedforhollow,generallycircularorovalsectionedcomponents,suchaspipesandtanks.Fibretowsarepassedthrougharesinbathbeforebeingwoundontoamandrelinavarietyoforientations,controlledbythefibrefeedingmechanism,andrateofrotationofthemandrel.
MaterialsOptions:
Resins: Any,e.g.epoxy,polyester,vinylester,phenolic.
Fibres: Any.Thefibresareusedstraightfromacreelandnotwovenorstitched intoafabricform.
Cores: Any,althoughcomponentsareusuallysingleskin.
MainAdvantages:
i) Thiscanbeaveryfastandthereforeeconomicmethodoflayingmaterialdown.
ii) Resincontentcanbecontrolledbymeteringtheresinontoeachfibretowthroughnipsordies.
iii) Fibrecostisminimisedsincethereisnosecondaryprocesstoconvertfibreintofabricpriortouse.
iv) Structuralpropertiesoflaminatescanbeverygoodsincestraightfibrescanbelaidinacomplexpatterntomatchtheappliedloads.
MainDisadvantages:
i) Theprocessislimitedtoconvexshapedcomponents.
ii) Fibrecannoteasilybelaidexactlyalongthelengthofacomponent.
iii) Mandrelcostsforlargecomponentscanbehigh.
iv) Theexternalsurfaceofthecomponentisunmoulded,andthereforecosmeticallyunattractive.
v) Lowviscosityresinsusuallyneedtobeusedwiththeirattendantlowermechanicalandhealthandsafetyproperties.
TypicalApplications:
Chemicalstoragetanksandpipelines,gascylinders,fire-fightersbreathingtanks.

GTC-3-0509 - ��
6.5Pultrusion
Description
Fibresarepulledfromacreelthrougharesinbathandthenonthroughaheateddie.Thediecompletestheimpregnationofthefibre,controlstheresincontentandcuresthematerialintoitsfinalshapeasitpassesthroughthedie.Thiscuredprofileisthenautomaticallycuttolength.Fabricsmayalsobeintroducedintothedietoprovidefibredirectionotherthanat0°.Althoughpultrusionisacontinuousprocess,producingaprofileofconstantcross-section,avariantknownas‘pulforming’allowsforsomevaria-tiontobeintroducedintothecross-section.Theprocesspullsthematerialsthroughthedieforimpregnation,andthenclampstheminamouldforcuring.Thismakestheprocessnon-continuous,butaccommodatingofsmallchangesincross-section.
MaterialsOptions:
Resins: Generallyepoxy,polyester,vinylesterandphenolic.
Fibres: Any.
Cores: Notgenerallyused.
MainAdvantages:
i) Thiscanbeaveryfast,andthereforeeconomic,wayofimpregnatingandcuringmaterials.
ii) Resincontentcanbeaccuratelycontrolled.
iii) Fibrecostisminimisedsincethemajorityistakenfromacreel.
iv) Structuralpropertiesoflaminatescanbeverygoodsincetheprofileshaveverystraightfibresandhighfibrevolumefractionscanbeobtained.
v) Resinimpregnationareacanbeenclosedthuslimitingvolatileemissions.
MainDisadvantages:
i) Limitedtoconstantornearconstantcross-sectioncomponents
ii) Heateddiecostscanbehigh.
TypicalApplications:
Beamsandgirdersusedinroofstructures,bridges,ladders,frameworks.

GTC-3-0509 - ��
6.6ResinTransferMoulding(RTM)
Description
Fabricsarelaidupasadrystackofmaterials.Thesefabricsaresometimespre-pressedtothemouldshape,andheldtogetherbyabinder.These‘preforms’arethenmoreeasilylaidintothemouldtool.Asecondmouldtoolisthenclampedoverthefirst,andresinisinjectedintothecavity.Vacuumcanalsobeappliedtothemouldcavitytoassistresininbeingdrawnintothefabrics.ThisisknownasVacuumAs-sistedResinInjection(VARI).Onceallthefabriciswetout,theresininletsareclosed,andthelaminateisallowedtocure.Bothinjectionandcurecantakeplaceateitherambientorelevatedtemperature.
MaterialsOptions:
Resins: Generallyepoxy,polyester,vinylesterandphenolic,althoughhigh temperatureresinssuchasbismaleimidescanbeusedatelevated processtemperatures.
Fibres: Any.Stitchedmaterialsworkwellinthisprocesssincethegapsallowrapidresintransport.Somespeciallydevelopedfabricscanassistwithresinflow.
Cores: Nothoneycombs,sincecellswouldfillwithresin,andpressuresinvolvedcancrushsomefoams.
MainAdvantages:
i) Highfibrevolumelaminatescanbeobtainedwithverylowvoidcontents.
ii) Goodhealthandsafety,andenvironmentalcontrolduetoenclosureofresin.
iii) Possiblelabourreductions.
iv) Bothsidesofthecomponenthaveamouldedsurface.
MainDisadvantages:
i) Matchedtoolingisexpensive,andheavyinordertowithstandpressures.
ii) Generallylimitedtosmallercomponents.
iii) Unimpregnatedareascanoccurresultinginveryexpensivescrapparts.
TypicalApplications:
Smallcomplexaircraftandautomotivecomponents,trainseats.
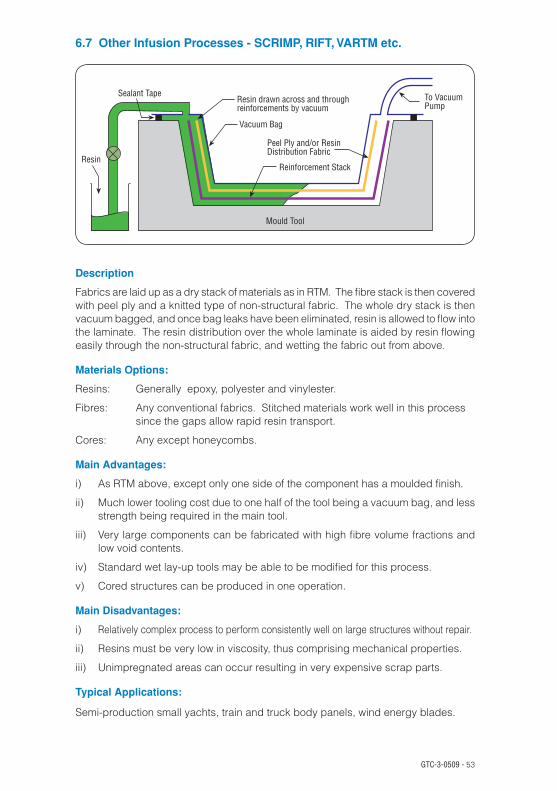
GTC-3-0509 - ��
6.7OtherInfusionProcesses-SCRIMP,RIFT,VARTMetc.
Description
FabricsarelaidupasadrystackofmaterialsasinRTM.Thefibrestackisthencoveredwithpeelplyandaknittedtypeofnon-structuralfabric.Thewholedrystackisthenvacuumbagged,andoncebagleakshavebeeneliminated,resinisallowedtoflowintothelaminate.Theresindistributionoverthewholelaminateisaidedbyresinflowingeasilythroughthenon-structuralfabric,andwettingthefabricoutfromabove.
MaterialsOptions:
Resins: Generallyepoxy,polyesterandvinylester.
Fibres: Anyconventionalfabrics.Stitchedmaterialsworkwellinthisprocess sincethegapsallowrapidresintransport.
Cores: Anyexcepthoneycombs.
MainAdvantages:
i) AsRTMabove,exceptonlyonesideofthecomponenthasamouldedfinish.
ii) Muchlowertoolingcostduetoonehalfofthetoolbeingavacuumbag,andlessstrengthbeingrequiredinthemaintool.
iii) Verylargecomponentscanbefabricatedwithhighfibrevolumefractionsandlowvoidcontents.
iv) Standardwetlay-uptoolsmaybeabletobemodifiedforthisprocess.
v) Coredstructurescanbeproducedinoneoperation.
MainDisadvantages:
i) Relativelycomplexprocesstoperformconsistentlywellonlargestructureswithoutrepair.
ii) Resinsmustbeverylowinviscosity,thuscomprisingmechanicalproperties.
iii) Unimpregnatedareascanoccurresultinginveryexpensivescrapparts.
TypicalApplications:
Semi-productionsmallyachts,trainandtruckbodypanels,windenergyblades.

GTC-3-0509 - ��
6.8Prepreg-Autoclave
Description
Fabricsandfibresarepre-impregnatedbythematerialsmanufacturer,underheatandpressureorwithsolvent,withapre-catalysedresin.Thecatalystislargelylatentatam-bienttemperaturesgivingthematerialsseveralweeks,orsometimesmonths,ofusefullifewhendefrosted.Howevertoprolongstoragelifethematerialsarestoredfrozen.Theprepregsarelaidupbyhandormachineontoamouldsurface,vacuumbaggedandthenheatedtotypically120-180°C.Thisallowstheresintoinitiallyreflowandeventuallytocure.Additionalpressureforthemouldingisusuallyprovidedbyanautoclave(effectivelyapressurisedoven)whichcanapplyupto5atmospherestothelaminate.
MaterialsOptions:
Resins: Generallyepoxy,polyester,phenolicandhightemperatureresinssuchaspolyimides,cyanateestersandbismaleimides.
Fibres: Any.Usedeitherdirectfromacreelorasanytypeoffabric.
Cores: Any,althoughspecialtypesoffoamneedtobeusedduetotheelevatedtemperaturesandpressuresinvolvedintheprocess.
MainAdvantages:
i) Resin/catalyst levels and the resin content in the fibre are accurately set by thematerialsmanufacturer.Highfibrecontentscanbesafelyachievedwithlowvoidcontents.
ii) Thematerialshaveexcellenthealthandsafetycharacteristicsandarecleantoworkwithandhavethepotentialforautomationandlaboursaving.
iii) Fibrecostisminimisedinunidirectionaltapessincethereisnosecondaryprocesstoconvertfibreintofabricpriortouse.
iv)Resinchemistrycanbeoptimisedformechanicalandthermalperformance,withthehighviscosityresinsbeingimpregnableduetothemanufacturingprocess.
v) Theextendedworking times (ofup toseveralmonthsat room temperatures)meansthatstructurallyoptimised,complexlay-upscanbereadilyachieved.
vi) Potentialforautomationandlaboursaving.
MainDisadvantages:
i) Materialscost ishigher forpreimpregnated fabricsbut for theseapplicationsexpensiveadvancedresinsareoftenrequired.
ii) Autoclavesareusuallyrequiredtocurethecomponent.Theseareexpensive,slowtooperateandlimitedinsize.
5-6 atmospherespressure

GTC-3-0509 - ��
iii) Toolingneedstobeabletowithstandtheprocesstemperaturesinvolvedandcorematerialsneedtobeabletowithstandtheprocesstemperaturesandpressures.
iv) Forthickerlaminatesprepregpliesneedtobewarm“debulked”duringthelay-upprocesstoensureremovalofairfrombetweentheplies.
TypicalApplications:
Aircraftstructuralcomponents(e.g.wingsandtailsections),F1racingcars.
6.9Prepreg-“OutofAutoclave”
Description
LowTemperatureCuringprepregsaremadeexactlyasconventionalautoclavepre-pregsbuthaveresinchemistriesthatallowcuretobeachievedattemperaturesfrom60-120°C.Forlowtemperaturecuring(60°C),theworkinglifeofthematerialmaybelimitedtoaslittleasaweek,butforhighertemperaturecatalysis(>80°C)workingtimescanbeaslongasseveralmonths.Theflowprofilesoftheresinsystemsallowfortheuseofvacuumbagpressuresalone,avoidingtheneedforautoclaves.
MaterialsOptions:
Resins: Generallyonlyepoxy.
Fibres: Any.Asforconventionalprepregs.
Cores: Any,althoughstandardPVCfoamneedsspecialcare.
MainAdvantages:
i) Alloftheadvantages((i)-(iv))associatedwiththeuseofconventionalprepregsareincorporatedinlow-temperaturecuringprepregs.
ii) Cheaper toolingmaterials,suchaswood,canbeuseddueto the lowercuretemperaturesinvolved.
iii) Largestructurescanbereadilymadesinceonlyvacuumbagpressureis required,andheatingtotheselowertemperaturescanbeachievedwith simplehot-aircirculatedovens,oftenbuiltin-situoverthecomponent.
iv) Conventionalfoamcorematerialscanbeused,providingcertainproceduresarefollowed.
v) Lowerenergycostthanautoclaveprocess.
vi) Robustprocessprovidingahighlevelofdimensiontoleranceandrepeatability.

GTC-3-0509 - ��
MainDisadvantages:
i) Materialscostisstillhigherthanfornon-preimpregnatedfabricsalthoughresincostsarelowerthanthoserequiredforaerospaceapplications.
ii) Tooling needs to be able to withstand higher temperatures than InfusionProcesses.(typically80-140°C).
TypicalApplications:
High-performance wind-turbine blades, large racing and cruising yachts, rescuecraft,traincomponents.
6.10SPRINT®/SparPregTM-“OutofAutoclave”
Description
Whenusingprepregmaterialsinthicklaminates(>3mm)itbecomesdifficulttoremoveentrappedairbetweenplies,andaroundlaminatedetailslikeplyoverlaps,duringthecuringprocess.Toovercomethisproblemintraditionalprepregmaterialsanumberofwarmdebulkingstagesareintroducedduringlay-uptoremovetrappedairwhichsignificantly increases manufacturing times. In recent years Gurit has patented anumberofmodifiedprepregproducts thatenable themanufactureofhighquality(lowvoidcontent)thicklaminatesinoneprocessingstep.SPRINT®materialsconsistofaresinfilmsandwichedbetweentwodryfibrelayers.Onceplacedinthemould,avacuumispulledtoextractalloftheairinthelaminate(monolithicand/orsandwich)beforeheatisappliedtoallowtheresintosoftenandimpregnatethedryfibrelayersandthencure.SparPregTMisamodifiedprepregthatenablesairtobeeasilyremovedfrombetweenadjacentpliesduringtheapplicationofvacuumandthesubsequentcuringprocess.
MaterialsOptions:
Resins: Mostcommonlyepoxybutotherresinsavailable.
Fibres: Any.
Cores: Most,althoughPVCfoamneedsspecialproceduresduetotheelevated temperaturesinvolvedintheprocess.

GTC-3-0509 - ��
MainAdvantages:
i) Highfibrevolumescanbeaccuratelyachievedwithlowvoidcontentsforverythicklaminates(100mm).
ii) Highresinmechanicalpropertiesduetosolidstateofinitialpolymermaterialandelevatedtemperaturecure.
iii) Enablestheuseoflowercostheavyweightmaterials(eg1600gsm)andallowsfastdepositionratesreducingcomponentmanufacturingcosts.
iv) Veryrobustandrepeatableprocessastheresincontentisaccuratelycontrolledandthecomplexityoftheinfusionprocessisverylow.
MainDisadvantages:
i) Materialscostisstillhigherthanfornon-peimpregnatedfabricsalthoughresincostsarelowerthanthoserequiredforaerospaceapplications.
ii) ToolingneedstobeabletowithstandhighertemperaturesthanInfusionProcesses(typically80-140°C).
TypicalApplications:
High-performancewind-turbineblades,largeracingandcruisingyachts,rescuecraft.
7. Secondarybonding
Sincecompositematerialsareoftenusedinweightcriticalapplications,itfollowsthatmethodsofjoiningandfasteningcomponentsshouldnotaddunnecessaryweighttoastructure.Forthisreasonbonding,orjoiningwithadhesives,ofcompositepartsiscommon.Otherreasonsforselectingadhesivebondingovermechanicalfasteningorotherjoiningmethodsinclude:
■ Cosmetic-designaesthetics
■ Technical-jointperformance,assemblycomplexity
■ Economic-costofassembly,reducedpartcount
7.1 Scienceofadhesion
Thefundamentalconceptsofadhesionarecomplexandthereare4mainmechanismsidentified:
■ MechanicalInterlocking
■ Diffusiontheory
■ Electronictheory
■ Adsorptiontheory
Afifthconcept,weakboundarylayers(WBL)hasbeenproposedwhichisamechanismwhichmayimpedetheformationofagoodbond.

GTC-3-0509 - ��
7.1.1Mechanicalinterlocking
Many users of adhesives will intuitively understand the importance of mechanicalinterlocking.Oftenreferredtoas“keying”asurfacepriortobonding,paintersandbondershave improvedadhesionbyusingmechanicalabrasionofsome form formany years. The benefits of this surface preparation include removal of surfacecontaminantsandincreasingtheeffectivesurfaceareaforbondingduetosurfacetopographyandroughness.
Many studies have been performed to correlate the relationship between surfaceroughnessandadhesionperformanceand,althoughthereisobviouslyalink,itisnotpossibletoexplainalladhesionphenomenabythismechanismalone.
7.1.2Diffusiontheory
Proposedintheearly1960’sbyVoyutskii,andbasedonaseriesofexperimentswhichrelatedadhesionbetweentwopolymerstotimeandtemperature,modelledonthebasisofadiffusionprocessusingFickslaw.Theinter-diffusionoftwopolymersrequiresadegreeofchainmobilityandmutualsolubility.
Thediffusiontheorycanbeusedtoexplaintheauto-adhesionofpolymers,andsolventweldingofamorphouspolymers,buthasnoplaceintheconsiderationofadhesionbetweenorganicandinorganicmaterialphases.
7.1.3Electronictheory
ThebasisoftheElectronictheoryisthatiftwomaterialswithdifferentelectronbandstructuresarebroughtintointimatecontact,therewillsometransferofelectrons,leadingtoelectronicinteractionofthemolecules.Thereismuchcontroversysurroundingthistheoryanditisnotgenerallyacceptedastheprimereasonforadhesion.
7.1.4Adsorptiontheory
Theadsorptiontheorystatesthatprovidedintimatecontactisobtainedbetweensub-strateandadhesive,adhesionwilloccurbecauseofintermolecularforcesthatoccurbetweenatoms,moleculesandionsofthetwophases.ThereareavarietyofbondtypesthatcanoccurbuthemostcommonisthoughttobeVanderWaalsforces.
7.1.5WeakBoundaryLayers
Theconceptofa“proper”jointisbasedoncohesivefailureoftheadhesiveorsub-strate.Anyjointthatfailsinterfaciallycanbeconsideredtobeimproper.Suchfailuresaresaidtobeduetoa“weakboundarylayer”.
ThesimplestWBL is thepresenceofa layerofcontamination (eggrease)on thesurfaceofasubstrate.HoweverWBLscanbeduetomanysourcessuchasincorrectpre-treatmentprocesses,segregationofcomponentswithintheadhesiveorsubstrate,orthedevelopmentofaweakenedlayerduetoexposuretoenvironmentalattack.

GTC-3-0509 - ��
7.2 Pre–treatmentpriortobonding
AdequatepreparationofsurfacesforbondingisCRITICALtoachievinganimmediatebond,andalso,moreimportantly,alongterm,durablebond.
Thesubjectofsurfacepreparationisamassiveone,andthemostimportantconcepttounderstand is thatsurfacepreparation techniquesmustbevalidatedwitheachsubstrateandadhesivecombinationpriortouseonanycomponent.
Techniquescaninclude,butarenotlimitedto:
Degreasing
■ Soap + waterSoap+water
■ Pressure washingPressurewashing
■ Ultrasonic cleaningUltrasoniccleaning
■ Solvent wipeSolventwipe
■ Vapour degreasingVapourdegreasing
Mechanicalabrasion
■ Handabrade
■ Handtools
■ Gritblasting
Chemicalcleaning
■ Alkalinecleaning
■ Acidetching
■ Conversioncoatings
■ Anodising(Sulphuric,ChromicorPhosphoricacid)
■ Organo-silaneadhesionpromotors
■ Proprietarypolymertreatments(egTetraEtch)
Gasphasetreatments
■ Flame
■ Coronadischarge
■ Plasma
Theidentificationofappropriatesurfacetreatmentdependsonthesubstrate,adhesiveandprocessingparametersaswellasthefinalapplicationandcriticalityofthebond.

GTC-3-0509 - �0
7.3 Adhesiveselection
Adhesives must be selected that are compatible with both adherends and meetperformanceanddesignrequirements.Thechoiceofadhesivetypesisvastbutforstructuralapplicationstheycanbebrokendownbychemistrygroup.
7.3.1Epoxiesandtoughenedepoxies
Theseformthelargestchemicalfamilyandcanbesuppliedas:
■ Singlecomponentheatcuringfilms■ Pasteadhesives,eitheronecomponentheatactivated(usuallyfrom130to
180°Cin20to60minutes)or2componentroomtemperaturecuring.
■ Syntacticorfoamingfilmadhesivesforgapfillingrequirements
Epoxyadhesivesdisplay:■ Highmechanicalresistance(25to40Mpashearresistance).
■ Excellentadhesiontomostmetals,composites,manyplastics,concrete,
glassandwood
■ Highchemicalresistance
■ Longtermdurability(someairplanepartsthatwerebondedwithepoxy
adhesivessome40yearsagoarestillingoodcondition).
■ Highrigidity(exceptthetoughenedepoxies),so,thereforepoorresistanceto peelandcleavage.
Epoxyadhesivesareoftenusedforaircraftmanufacturing, forpartswhichrequirehighmodulus,highstiffness(forinstanceflightcontrolsurfaces:flaps,rudders),forleadingandtrailingedges,enginenacelles,bondingofsandwichpanels,stringersandstiffenersonthefuselage,etc.
Theyarealsousedforwindturbineblades,bondingofindustrialandchemicalequip-ment(pipes,tanks),electronicequipmentandprintedcircuits,etc...
7.3.2Polyurethanes
TherearesemistructuralPUadhesives(shearresistancefrom6to20MPaaccordingtotheformulations)intheformofpastesthatprovideexcellentadhesiontocomposites,metals,plastics,glass,wood....Theyaremoreflexiblethanmostepoxies.
ThesePUadhesivescanbeonecomponentcured(withmoisture)or2componentscured(atroomtemperatureorlowtemperatures).Pricesaregenerallylowerthanepoxies.
Currentapplications include thebondingofpanels formass transportationequip-ment(buses),bondingofhatchesanddoorsforautomotives,constructionsandwichpanels,andFRPboats.Forexample,trams,trucksandrefrigeratedtruckbodiesarenowmadewithastructuralsteeloraluminiumframeonwhichGRPexteriorpanelsarebonded,usuallywithPU2componentsadhesives.

GTC-3-0509 - ��
7.3.3Acrylicsandmethacrylatesstructuraladhesives
2componentsadhesives,withvariousmixingratios,fastcuringatroomtemperature(from10minutesto2hours),highshearresistance(10to30MPa),excellentadhesiontoalmostallplasticsandcomposites,high impactstrengthandfatigueresistance(widely used for boat assembly which must resist to very frequent shocks on thewaves),goodresistancetowaterandchemicals,mediumprice.
Theseadhesivesaredevelopingfast,theymayreplacethepolyesteradhesivesandsomeepoxieswhenamoreflexiblebondisrequired.
7.3.4Polyesters
Polyesterresinmanufacturersareofferingsomeimprovedpolyesteradhesives,whichreactaftertheadditionofacatalyst.
Theseadhesivesaremostlyusedforbondingreinforcedpolyesterpartsinboatcon-struction,becausethis industry isaccustomedtomakereinforcedpolyesterparts.Theyarerigid,maybebrittle,buttheyhaveverygoodgapfillingproperties.
Shearresistanceisapproximately10MPa.Theymaybeusedfordecktohullassembly.Theyaregenerallylowcost.
7.3.5Urethane-acrylates
Highlyflexible,oftenstructuraladhesivesadhesives.Curebyadditionof2%catalystin1toseveralhoursatroomtemperature.Excellentadhesionwithplastics,metal,woodsubtstrates.
Reasonableshearresistance(10to15MPa),goodimpactresistanceandresistancetocrackpropagation.Theyalsohavegapfillingpropertiesupto10mm(withsomegrades)andgoodresistancetomoistureingress.
Theyaremostlyusedforboatconstructionandbondingofautomotivebodyparts.
7.3.6Heatstableadhesives:Bismaleimides,polyimides,cyanateesters
Theseareexpensiveadhesives,mostlydeliveredinfilms,whichresisttohightem-peratures,forinstanceservicetemperaturesof250to300°Cforpolyimides,200to250°Cfor thebismaleimides,Theyaredifficult tousebecausetheyrequirecuringunderhightemperatures(300°C)andhighpressures(15bars)–thereforeautoclaveorpressprocessingisarequisite.
Usuallyonlyusedinaerospaceapplicationstobondpartswhichareresistanttohightemperatures(forinstancesomepartsofthesurfaceofmilitarysupersonicaircraftsmayreach260°Cduringsomeflightconditions).

GTC-3-0509 - ��
7.3.7Anaerobicsandcyanoacrylates
Maybeusedtobondsmallpartsmadeofthermoplasticpolymers,formechanicalpartsandappliances.Butcyanoacrylatesmaybebrittle.Anaerobicshavegoodadhesiontomanythermoplasticsandthermosets.
7.4 Jointdesign
Inadditiontocorrectsurfacepreparationandmaterialselection,itiscriticallyimportantthatthejointiscorrectlydesignedandmanufactured.
Themainconsiderationwhendesigningbondedjointsisloadtransferpaths.Adhesivesworkwellincompressionandshearloadingbutarenotgenerallygoodintensileloadsituations.Applicationofpeelloadsshouldbeminimised,andavoidedcompletelywhereverpossible.Thestiffnessofsubstrates,andhowtheywilldeformunderloadingshouldalsobeconsidered.Itisnotuncommonforjointswhichappearwelldesignedtoinducehighpeelstresseswhenloaded.
SomesimpleexamplesofjointconsiderationareshowninFigure29
Figure29–Jointconfigurations

GTC-3-0509 - ��
8. Gelation,curing&postcuring
Onadditionofthecatalystorhardeneraresinwillbegintobecomemoreviscousuntilitreachesastatewhenitisnolongeraliquidandhaslostitsabilitytoflow.Thisisthe‘gelpoint’.Theresinwillcontinuetohardenafterithasgelled,until,atsometimelater,ithasobtaineditsfullhardnessandproperties.Thisreactionitselfisaccompaniedbythegenerationofexothermicheat,which,inturn,speedsthereaction.Thewholeprocessisknownasthe‘curing’oftheresin.Thespeedofcureiscontrolledbytheamountofacceleratorinapolyesterorvinylesterresinandbyvaryingthetype,notthequantity,ofhardener inanepoxy resin. Generallypolyester resinsproduceamoresevereexothermandafasterdevelopmentofinitialmechanicalpropertiesthanepoxiesofasimilarworkingtime.
Withbothresintypes,however,itispossibletoacceleratethecurebytheapplicationofheat,sothatthehigherthetemperaturethefasterthefinalhardeningwilloccur.Thiscanbemostusefulwhenthecurewouldotherwisetakeseveralhoursorevendaysatroomtemperature.Aquickruleofthumbfortheacceleratingeffectofheatonaresinisthata10°Cincreaseintemperaturewillroughlydoublethereactionrate.Thereforeifaresingelsinalaminatein25minutesat20°Citwillgelinabout12minutesat30°C,providingnoextraexothermoccurs.Curingatelevatedtemperatureshastheaddedadvantagethatitactuallyincreasestheendmechanicalpropertiesofthematerial,andmanyresinsystemswillnotreachtheirultimatemechanicalpropertiesunlesstheresinisgiventhis‘postcure’.
Thepostcureinvolvesincreasingthelaminatetemperatureaftertheinitialroomtem-peraturecure,whichincreasestheamountofcross-linkingofthemoleculesthatcantakeplace.Tosomedegreethispostcurewilloccurnaturallyatwarmroomtempera-tures,buthigherpropertiesandshorterpostcuretimeswillbeobtainedifelevatedtemperaturesareused.
Thisisparticularlytrueofthematerial’ssofteningpointorGlassTransitionTemperature(Tg),which,uptoapoint,increaseswithincreasingpostcuretemperature.
9. Inspectionandtesting
Sincetherawmaterial iseffectivelyprocessedat thesametimeasthecompositecomponent,therearemanyaspectswhichrequirevalidationtoensurequalityoffin-ishedparts.Assumingthemanufacturingprocess,componentdesignandmaterialselectionhavebeenadequatelyandcorrectlyspecified,visualandnon-destructivetestingformthefirststageofqualitycontrol.

GTC-3-0509 - ��
9.1 Nondestructivetesting
9.1.1Visualinspection
Delaminations,misplacedplies,excessresinbleed,dryfabric,porosity,toolingmarksandsurfacedefectsareamongstthemanydefectswhichcaneasilybeobservedbyvisualexamination.Inadditiontogeometricanddimensionalchecks,visualchecksofcompositequalitycanofteneasilyidentifyprocessingerrorsormaterialqualityproblems.
Sometimesdefectswillnotbevisibletothenakedeye,orwillbewithinthebulkofacomponentsomorecomplexnondestructiveexaminationisrequired:
9.1.2Taptesting
Tap-testingisacommonmethodfordeterminingvoidsanddefectsincuredlaminatesdue to it’scheap,efficientnature.Themethod involves tapping thesurfaceof thelaminatewithahardobject,usuallyacoin,andlisteningforachangeinthepitch/volumeofthenoiseproduced.
Advantages
■ Cheap, simple and quick techniqueCheap,simpleandquicktechnique
Disadvantages
■ Method relies heavily on userMethodreliesheavilyonuser
■ Uncured materials won’t have the necessary properties to transmit noise/ withUncuredmaterialswon’thavethenecessarypropertiestotransmitnoise/with standtheforceofimpact
9.1.3Ultrasonics
Ultrasonicsissimilartothetap-testmethoddescribedabove,exceptthatitdealswiththefrequencyofsoundthatisoutoftherangeofhumanhearing(ie.,greaterthan20,000Hz).Theultrasonicsignalistransmittedtotheparttobeinspectedviaatrans-ducer,andreceivedeitherbythesameunit(pulse-echomethods)orbyatransducerbehindthepart(through-thicknessmethods).Recentadvancesintechnologymeanthatair-coupledpulse-echoultrasonicunitsarenowcommerciallyavailable.
Advantages
■ Able to detect a wide range of defectsAbletodetectawiderangeofdefects
■ Can give information of 3-D location of defect within the laminateCangiveinformationof3-Dlocationofdefectwithinthelaminate
■ Can be slow- resolution dependent on speedCanbeslow-resolutiondependentonspeed
Disadvantages
■ Level of skill required to accurately interpretLevelofskillrequiredtoaccuratelyinterpret
■ Unsuitable for use on uncured materialUnsuitableforuseonuncuredmaterial

GTC-3-0509 - ��
9.1.4ComputedTomography
Computedtomography(CTscanning)passesx-raysthroughabodyofmaterial,andcollectsthemviaareceiverplacedbehindthepart.Thisisdonefrommultipleanglesaroundthebody,andtheresultstheninterpretedtobuildupa3-Dimageofthepart,showingthesizeandlocationofanydefectspresent.
Advantages
■ 3-D image gives accurate information about defect size/ location3-Dimagegivesaccurateinformationaboutdefectsize/location
■ High resolution of part achievableHighresolutionofpartachievable
Disadvantages
■ Very costly and time-consumingVerycostlyandtime-consuming
■ Health & safety considerationsHealth&safetyconsiderations
9.1.5Shearography
Inshearography,aspecimen isdeformedbyanexternallyapplied force,and theresultingout-of-planedisplacementsmeasuredusing laserspeckle interferometry.Theexpecteddeformationpattern isknown from theboundaryconditionsplaceduponthespecimenbytheloadingconfiguration,withanydifferencesfromthisbeingaresultofdamageinthespecimen.
Advantages
■ Effective in locating debonded areasEffectiveinlocatingdebondedareas
■ Gives accurate information on the size and shape of the defectGivesaccurateinformationonthesizeandshapeofthedefect
Disadvantages
■ Will only detect differences in displacementsWillonlydetectdifferencesindisplacements
■ The equipment is expensiveTheequipmentisexpensive
9.1.6Thermography
Inthermography,thesampleisheated,usuallyviaaflashgunorsimilar,andaninfraredcamerausedtoviewthethermalconductivityofthepart.Theresponsewillbedifferentwheretherearedefectspresentcomparedtothoseareaswheretherearenot.
Advantages
■ The method is quick to implement and can cover large areasThemethodisquicktoimplementandcancoverlargeareas
Disadvantages
■ Defects at a depth greater than 3x their diameter cannot be detectedDefectsatadepthgreaterthan3xtheirdiametercannotbedetected
■ The equipment is expensiveTheequipmentisexpensive

GTC-3-0509 - ��
9.1.7LambWaveSensing
LambwavesensinginvolvespropagatingLambwaves(aformofelasticwavesabletopropagatethroughasolidmaterial)throughasample,andusingatransducertopickuptheirsignal.Theamplitudeofthesignal isusedtodeterminethedamagepresent inthepart.Transducersneedtobestucktotheparttobothtransmitandreceivethewaves.
Advantages
■ Themethodcanbeusedoverlargeareasquickly
Disadvantages
■ Poordefectcharacterisation,withsomedefectsbeingundetectable
■ Waveswillnotpropagateinuncuredmaterial
9.1.8Radiography
Inradiography,X-raysarefiredatonesurfaceofthesample,andthencollectedbyareceiverontheotherside.Differentmaterialsabsorbdifferentamountsofradiationasthex-rayspassthroughthesample,andthusdefectsareseen.Toobservecracksordelaminations,itcanbenecessarytouseadye-penetrant;
Advantages
■ Simpleandquickmethodfordetection
■ Goodresolutionsystemsavailable
Disadvantages
■ X-rayequipmentisexpensive
■ Health&safetyconsiderations
9.2 Destructivetesting
Toprovidematerialallowablesduringdesignstage,andtoverifymanufacturingproc-essesandmaterialproperties,itiscommontoperformmechanicaltesting.

GTC-3-0509 - ��
9.2.1Mechanicaltesting
Thenumberoftestmethodsapplicabletocompositematerialsisalmostendless.Theappropriatetestmethodtobeappliedinanycasedependsonthematerialpropertyunderinvestigation,thematerialtypeandtheequipmentavailable.Inadditionthetestcondition(i.e.temperature,humidity)andthepre-testconditioningofsamplescandramaticallyaffectobservedresults.
Someofthecommonmethodsapplyingtolaminatetesting,andtherecommendedmethodarelistedinTable3:
Property&method Recommendedstandard
Tensileproperties
- Unidirectional
- Multiaxial
BSENISO527-5&1
BSENISO527-4&1
Compressiveproperties BSENISO14126
Flexuralproperties BSENISO14125
Interlaminarshearstrength BSENISO14130
In-planeshear BSENISO14129
Notched(hole)tensilestrength ISONWI(UKdraft)/ASTMD5766
Notched(hole)compressivestrength ISONWI(UKdraft)/ASTMD6484
Bearingproperties
- Pin
- Bolt
ISONWI(UKdraft)prEN6037
ASTMD5961
Fracturetoughness
- ModeI
- ModeII
ISO15024
ISONWIproposalfromVAMAS
Fatigueproperties ISO/CD13003
Fibre,resin&voidcontent
Glassfibre
Carbonfibre
ISO1172/ISO7822
ISO14127
Densityofplastics ISO1183
Hot/wetconditioning PrEN2823
Out-gassing ESA-PSS-01-722
Coefficientoflinearexpansion ISO11359-3
Table3–Commonlaminatemechanicaltests

GTC-3-0509 - ��
Forsandwichpanelstherearemanyothertestmethods,themostcommonofwhicharelistedbelow:
Property&method Recommendedstandard
Flexuralproperties
- 3pointbend
- 4pointbend
ASTMC393
ASTMC393
Shear ISO1922/ASTMC273
Climbingdrumpeel BSENISO5350C13/ASTMD1781
Flatwisetension BSENISO5350C6/ASTMC297
Edgewisecompression ASTMC364
Table4-commonsandwichpanelmechanicaltests
Theseareonlyafractionofthetestmethodsthatareusedtotestandcharacterisethemechanicalandphysicalpropertiesofcompositematerials.
Duringanytestorvalidationprogramme, it isvery important toconsiderwhat testmethodtouse,whattheoutputoftheresultisactuallyrevealingaboutthematerial,andwhataretheacceptablecriteria.Testingisexpensiveandisonlyaddingvalueifitisunderstood.

GTC-3-0509 - ��
EstimatingQuantitiesofFormulatedProducts
LaminatingResins
Resin/ Hardener Mix Required (g) = A x n x WF x R.C x 1.5* (1 - R.C.)
Where: A = Area of Laminate (sq.m) n = Number of plies WF = Fibre weight of each ply (g/sq.m) R.C. = Resin content by weight
Typical R.C.’s for hand layup manufacturing are: Glass - 0.46 Carbon - 0.55 Aramid - 0.61
GelcoatsandCoatings
SolventFree
Resin/ Hardener Mix Required (kg) = A x t x ρm x 1.5* 1000
SolventBased
Resin/ Hardener Mix Required (kg) = A x t x ρm x 1.5* 10 x S.C.
Where A = Area to be coated (sq.m) t = Total finished thickness required (µm) ρm = Density of cured resin/hardener matrix (g/cm3) S.C. = Solids content of mix (%)
*Assuming 50% wastage, for resin residue left in mixing pots and on tools. This wastage figure is based on our experience of a wide variety of workshops, but should be adjusted to match local working practices.

GTC-3-0509 - �0
LaminateFormulaeFibreVolumeFractionFromDensities
FVF = (ρC - ρm) (assuming zero void content) (ρF - ρm)
FibreVolumeFractionfromFibreWeightFraction
FibreWeightFractionfromFibreVolumeFraction
CuredPlyThicknessfromPlyWeight
CPT (mm) = WF
ρF x FVF x 1000
Where FVF = Fibre Volume Fraction FWF = Fibre Weight Fraction ρc = Density of Composite (g/cm3) ρm = Density of Cured Resin/ Hardener Matrix (g/cm3) ρF = Density of Fibres ( g/cm3) WF = Fibre Area Weight of each Ply (g/sqm)

GTC-3-0509 - ��
Imperial/MetricConversionTables
The bold figures in the central columns can be read as either the metric or the British measure.Thus 1 inch = 25.4 millimetres: or 1 millimetre = 0.039 inches.
°C °F
-18 0 0 32 5 41 10 50 15 59 20 68 25 77 30 86 35 95 40 104 45 113 50 122 55 131 60 140 65 149 70 158 75 167 80 176 85 185 90 194 95 203 100 212 105 221 110 230
Mil(thou)Microns
(µM) 0.039 1 25.40 0.079 2 50.80 0.118 3 76.20 0.157 4 101.60 0.197 5 127.00 0.236 6 152.40 0.276 7 177.80 0.315 8 203.20 0.354 9 228.60
Inches mm
0.039 1 25.4 0.079 2 50.8 0.118 3 76.2 0.157 4 101.6 0.197 5 127.0 0.236 6 152.4 0.276 7 177.8 0.315 8 203.2
0.354 9 228.6
Pints Litres
1.760 1 0.568 3.520 2 1.137 5.279 3 1.705 7.039 4 2.273 8.799 5 2.841 10.559 6 3.410 12.318 7 3.978 14.078 8 4.546 15.838 9 5.114
FeetMetres
3.281 1 0.305 6.562 2 0.610 9.843 3 0.914 13.123 4 1.219 16.404 5 1.524 19.685 6 1.829 22.966 7 2.134 26.247 8 2.438
29.528 9 2.743
USQuartsLitres
1.057 1 0.946 2.114 2 1.892 3.171 3 2.838 4.228 4 3.784 5.285 5 4.73 6.342 6 5.676 7.400 7 6.622 8.457 8 7.568 9.514 9 8.514
Yards Metres
1.094 1 0.914 2.187 2 1.829 3.281 3 2.743 4.374 4 3.658 5.468 5 4.572 6.562 6 5.486 7.655 7 6.401 8.749 8 7.315
9.843 9 8.230
USGal. Litres
0.264 1 3.785 0.528 2 7.570 0.792 3 11.355 1.056 4 15.140 1.32 5 18.925 1.584 6 22.710 1.848 7 26.495 2.112 8 30.280 2.376 9 34.065
Ounces Grams
0.035 1 28.350 0.071 2 56.699 0.106 3 85.048 0.141 4 113.398 0.176 5 141.748 0.212 6 170.097 0.247 7 198.446 0.282 8 226.796
0.317 9 255.146
Imp.Gal. Litres
0.220 1 4.546 0.440 2 9.092 0.660 3 13.638 0.880 4 18.184 1.100 5 22.730 1.320 6 27.277 1.540 7 31.823 1.760 8 36.369 1.980 9 40.915
Sq.ydsSq.metres
1.196 1 0.836 2.392 2 1.672 3.588 3 2.508 4.784 4 3.345 5.980 5 4.181 7.176 6 5.017 8.372 7 5.853 9.568 8 6.689 10.764 9 7.525
Miles Kilomtrs. 0.621 1 1.609 1.243 2 3.219 1.864 3 4.828 2.485 4 6.437 3.107 5 8.047 3.728 6 9.656 4.350 7 11.265 4.971 8 12.875 5.592 9 14.484
oz/sq.yd g/sq.m
0.029 1 33.9 0.059 2 67.9 0.088 3 101.8 0.118 4 135.8 0.147 5 169.7 0.177 6 203.6 0.206 7 237.6 0.236 8 271.5 0.265 9 305.5
lb/cu.ft kg/cu.m 0.062 1 16.0 0.125 2 32.1 0.187 3 48.1 0.250 4 64.1 0.312 5 80.2 0.374 6 96.2 0.437 7 112.2 0.499 8 128.2 0.561 9 144.3
Pounds Kilograms
2.205 1 0.454 4.409 2 0.907 6.614 3 1.361 8.818 4 1.814 11.023 5 2.268 13.228 6 2.722 15.432 7 3.175 17.637 8 3.629
19.842 9 4.082
USGal. Imp.Gal.
1.200 1 0.833 2.401 2 1.666 3.601 3 2.499 4.802 4 3.332 6.002 5 4.165 7.203 6 4.998 8.403 7 5.831 9.604 8 6.664 10.804 9 7.497
ksiN/mm2(MPa)
0.145 1 6.9 0.290 2 13.8 0.435 3 20.7 0.580 4 27.6 0.725 5 34.5 0.870 6 41.4 1.015 7 48.3 1.160 8 55.2 1.305 9 62.1
Msi Gpa
0.145 1 6.895 0.290 2 13.790 0.435 3 20.685 0.580 4 27.580 0.725 5 34.475 0.870 6 41.370 1.015 7 48.265 1.160 8 55.160 1.305 9 62.055
Cu.FeetCu.Metres
35.315 1 0.028 70.629 2 0.057 105.944 3 0.085 141.259 4 0.113 176.573 5 0.142 211.888 6 0.170 247.203 7 0.198 282.517 8 0.227 317.832 9 0.255
lb/cu.in g/cu.cm
0.036 1 27.7 0.029 0.8 22.1 0.031 0.85 23.5 0.033 0.9 24.9 0.034 0.95 26.3 0.038 1.05 29.1 0.040 1.1 30.4 0.042 1.15 31.8 0.043 1.2 33.2
°C °F
115 239 120 248 125 257 130 266 135 275 140 284 145 293 150 302 155 311 160 320 165 329 170 338 175 347 180 356 185 365 190 374 195 383 200 392 205 401 210 410 215 419 220 428 225 437 230 446
FluidOz. Litres
35.21 1 0.028 70.42 2 0.057 105.63 3 0.085 140.84 4 0.114 176.06 5 0.142 211.27 6 0.170 246.48 7 0.199 281.69 8 0.227 316.90 9 0.256

GTC-3-0509 - ��
Gurit Headquarters
Gurit Services AG
Schaffhauserstrasse ���
CH-�0�0 Zürich
T +�� �� ��� ���0
F +�� �� ��� ����
Gurit (UK) Ltd
St Cross Business Park
Newport, Isle of Wight
PO�0 �WU, UK
T +�� ���� ���000
F +�� ���� ����00
Gurit (Zullwil) AG
Fabrikweg ��
���� Zullwil, Switzerland
T +�� (0) �� ��� 0� 0�
F +�� (0) �� ��� 0� 0�
Gurit (Australia) Pty Ltd
Unit �A / �� Bassett Street
Mona Vale, ��0� NSW
Australia
T +�� (0) � ���� ����
F +�� (0) � ���� ����
Gurit (New Zealand) Ltd
Ground Floor,Unit D
Armstrong Road, Albany
Auckland, New Zealand
T + �� � ��� ���0
F + �� � ��� ����
Gurit (USA) Inc
Lauderdale Marine Center
�0�� SW �0th Street
Suite ���, Fort Lauderdale
Florida (USA), �����
T +� ��� ��� ���0
F +� ��� ��� ����
Gurit (Kassel) Gmbh
Otto-Hahn-Str. �, D-�����
Kassel, Germany
T +�� (0) ��� �� �� ��-0
F +�� (0) ��� �� �� ��-��
Gurit ( India) Private Ltd
Office No.�, �rd Floor
Business Avenue, D.P. Road
Aundh, Pune ��� 00�, India
T - 00�� �0 �00�����
F - 00�� �0 �00����0
Gurit (Tianjin) Ltd
No.� Hengtong Road
YSP, TEDA, Tianjin
P.R. China
T +�� �� ���0 ���0
F + �� �� ���0 ����
Gurit (Canada) Ltd
��� Rue Peladeau
Magog, Quebec
Canada, J�X �G�
T +� ��� ��� �� ��
F +� ��� ��� �� ��
Gurit (Spain) Ltd
Romica Business Park
Albacete, Spain
T +�� ��� ��� �0�
F +�� ��� ��� 00�
GlobalContactDetails
