grupo abb 4 / 2006 pioneering spirits · 2018-05-09 · impacto tecnológico y comercial a medio...
TRANSCRIPT

4 / 2006
Revista técnica del Grupo ABB
www.abb.com/abbreview
RevistaABB
Pioneering spirits
A revolution in high dc current measurement
page 6
Team-mates: MultiMove functionality heralds a new era in robot applications
page 26
Best innovations 2004page 43
a
Las innovaciones más brillantes
Los robots desafían a la mano de obra baratapágina 6
Las mejores innovaciones de 2006página 15
Reflexionando sobre el colorpágina 40

Una idea se convierte en una innovación tras superar un proceso de investigación y desarrollo. En este número de Revista ABB ponemos en pri-mer plano productos y solucio-nes que han pasado por el proceso de desarrollo de ABB hasta alcanzar el estado de prototipos probados o produc-tos comercializados.

3Revista ABB 4/2006
Editorial
En ABB, el 70 por ciento de las ventas se consiguen con pro-ductos que no tienen más de cinco años de antigüedad, pero muchos de ellos deberán funcionar al menos durante 25 años. Comparemos esta situación con la del sector de telecomunica-ciones, cuya cartera de productos se renueva mucho más rápi-damente pero va emparejada a unas expectativas mucho más modestas de vida útil y de soporte del producto. De todas for-mas, independientemente del sector existen algunos factores comunes a todas las compañías y productos que han de man-tenerse competitivos. Algunos de estos factores son la adecua-da combinación de nuevas ideas y conceptos acreditados, el aumento de funcionalidad y unos precios atractivos. Y la inno-vación, precisamente, es lo que quiere destacar este número de Revista ABB. Nuestro equipo de dirección tecnológica ha seleccionado de una larga lista las que considera ‘Las mejores Innovaciones de 2006’. Para la selección se tuvo en cuenta el impacto tecnológico y comercial a medio plazo, la creatividad y la originalidad. El artículo principal está dedicado a un concepto innovador de fabricación ajustada y flexible. Conocido como FlexLean, permite fabricar numerosos productos en la misma cadena aplicando un concepto de células estandarizado pero flexible.Aunque ha sido concebido para el montaje de carrocerías de automóviles, creemos que también prestará un gran servicio en aquellas aplicaciones que requieren fabricar numerosos productos en una sola cadena de montaje.La colaboración entre los seres humanos y los robots ha sido un tema muy querido de muchos autores de ciencia ficción. Mencionemos ‘Yo, robot’ de Asimov en el campo de la litera-tura y R2D2 en la película ‘La guerra de las galaxias’. Aunque algunos robots tratan de emular al robot R2D2, la robótica industrial actual se ha mantenido lejos de estas imágenes, sobre todo por razones de seguridad humana, dado que un movimiento súbito de un robot puede ser muy peligroso. Una innovación de ABB –SafeMove– eliminará este peligro y permitirá a hombres y robots trabajar juntos, en equipo.En el sector de la electricidad, un objetivo muy deseado es conseguir diseñar redes eléctricas autocorrectoras. ABB Research acaba de dar un paso hacia este objetivo al desarro-llar las especificaciones funcionales y arquitectónicas de la infraestructura TI necesaria para soportar este tipo de red. El desarrollo de CEI 61850 como norma única y global para la comunicación de subestaciones es un tema de actualidad en todo el mundo. Esto ha conducido al desarrollo de varias innovaciones de ABB que se discuten en dos artículos de este número. El primero trata de guías de onda de tubo hueco para aparamenta de tensión media, utilizadas para distribuir los enormes flujos de datos necesarios para los equipos. Al tiem-po que aumenta la flexibilidad, esta tecnología reduce consi-derablemente el necesario cableado de aparamenta, de modo que la configuración general es más resistente a los errores de
conexión y a los problemas de compatibilidad electromagnéti-ca. Otras innovaciones derivadas de la norma (discutidas en el segundo artículo) son diversas herramientas ‘plug and play’ (enchufar y usar) para aplicaciones de automatización de sub-estaciones que simplifican la costosa ingeniería de proyectos. Un importante artículo, la primera de dos partes, sobre tecno-logía de semiconductores de potencia completa y concluye la parte de este número de Revista ABB dedicada a la energía. Como tecnología esencial de conmutación para redes eléctri-cas, la primera parte presenta el estado actual de la cuestión y prevé el desarrollo futuro. La parte segunda se publicará en nuestro primer número de 2007.Para muchos de nosotros es difícil clasificar los colores. Pero la medición del color es aún más difícil, especialmente si se ha de realizar en línea, en un entorno tan hostil como una máquina de papel y a velocidades superiores a 100 km/h. A partir de definiciones de color de aceptación general mos-tramos en una serie de artículos cómo se puede resolver este complejo problema y cómo un sistema de control avanzado puede reducir el consumo de tintes químicos en beneficio del cliente y del medio ambiente.El corte de gigantescas bobinas de papel en rollos más peque-ños, de acuerdo con las especificaciones de los clientes, no es tan sencillo como pudiera parecer. Para optimizar los rollos in-dividuales, el algoritmo de corte ha de tener en cuenta datos de calidad procedentes de sensores en línea, lo que requiere manejar gran cantidad de datos. Los dos artículos siguientes tratan de la optimización económi-ca y de la gestión de activos en las sedes de los clientes. La parte dedicada a la industria concluye con la descripción de un nuevo principio para la medición en línea del oxígeno, una aplicación corriente en muchos procesos industriales y en centrales eléctricas.Una correcta combinación de inteligencia e ingenio es funda-mental para moverse en los límites entre tirón comercial y empuje tecnológico. Para que una innovación tenga éxito se ha de tener un conocimiento claro de las necesidades y opor-tunidades actuales y futuras. Nuestras innovaciones más bri-llantes contribuyen a comunicar mejor nuestras ideas a nues-tros clientes y suministradores. Este diálogo permanente es vital para el éxito de todas las partes.
Le deseo que disfrute con la lectura.
Peter TerwieschChief Technology OfficerABB Ltd.
Las innovaciones más brillantes

4 Revista ABB 4/2006
Revista ABB 4/2006Las innovaciones más brillantes
Índice
Lo más brillante de la robótica
6FlexLeanLos robots pueden ser muy buenos en precision y capa-cidad de repetir operaciones, pero cuando se trata de la flexibilidad no tienen nada que hacer frente al trabajo manual. Excepto si se trata de las células robóticas FlexLean de ABB.
11SafeMoveLos robots son excelentes trabajadores, pero ¿es pru-dente dejarlos convivir con las personas? Con SafeMove sí, sin duda. El nuevo paquete de software de ABB hace posible que hombres y máquinas trabajen juntos con toda seguridad.
Las innovaciones más brillantes
15Las mejores innovaciones de 2006En estas 11 historias breves queremos transmitir lo esen-cial de las numerosas innovaciones de ABB durante el año 2006. Los artículos resaltan el ingenio de ABB en los cam-pos de la comunicación, la automatización y la seguridad.
Lo más brillante de la energía
21Una visión de red eléctrica autocorrectoraEn una red de transmisión puede haber problemas, pero la tecnología ABB se encarga de que un incidente no termine necesariamente en un apagón.
26Conducción de datos Un enlace por radio inmune a las interferencias, ¿un sueño inalcanzable? ABB ha llevado la idea un paso más allá.
30Más allá de la primera impresión Cómo establecer un nuevo estándar. Para los investigadores de ABB, la norma CEI 61850 es mucho más que un estándar de comunicación de subestaciones.
34Semiconductores de potencia Desde los accionamientos hasta las redes eléctricas, la innovación avanza gracias a los semiconductores de potencia.
Sensores y control
40Reflexionando sobre el color Para la mayoría de consumidores el papel no es nada más que una hoja en blanco. Para los fabricantes es el producto de un proceso de color.
44Cocina de color Colorantes, los ingredientes del color
46Poniendo en claro el color La medición del color del papel demuestra que blanco no siempre es igual a blanco.
5
6
17
40
68
49Control del color en tiempo realEl control de un proceso que a menudo se considera poco problemático
53El corte más avanzado ¿De cuántas maneras se puede cortar una bobina de papel? ¿Por qué es esto un problema?
59Rentabilidad del cemento Optimización, respuesta de ABB a la mayor competen-cia y a los menores márgenes en las industrias de procesos
63Conocimiento de los activos Un nuevo sistema de optimización de activos y de supervisión de estado de ABB ayuda a una empresa a convertir el tiempo perdido en acero.
68Microsistemas en funcionamientoEl nuevo sensor de oxígeno de ABB es una bocanada de aire fresco para al análisis continuo de gases. La mejora del rendimiento y la reducción del coste revolu-cionarán la medición de la concentración de oxígeno.
www.abb.com/abbreview
Revista ABB 4/2006

FlexLeanLos robots desafían la mano de obra barata Bernard Negre, Fabrice Legeleux
La industria de la automoción suele estar considerada como pionera en el uso de robots a gran escala. Los prolongados períodos de pro-ducción continua de automóviles idénticos eran un campo de aplica-ción ideal para estos incansables y fiables trabajadores. Hoy en día, el mercado presiona cada vez más a los fabricantes de automóviles para que ofrezcan a sus clientes más opciones de elección, reduciendo al mismo tiempo los costes de producción. Para satisfacer estas deman-das, aparentemente contradictorias, una cadena de montaje individual ha de poder producir una combinación de diferentes modelos y ha de ‘aprender’ a fabricar nuevos modelos sin necesidad de rediseñar total-mente sus equipos y, si es posible, sin siquiera detener la producción.
ABB ha dado cumplida respuesta a estas demandas construyendo células de robots más adaptables, más fáciles de instalar y que ocupan menos espacio. La nueva generación de células puede producir a un precio tan bajo que resulta competitiva con el trabajo manual en países de bajos costes, proporcionando así a los fabricantes una alternativa a la externalización de ciertos campos de la empresa y mejorando al mismo tiempo la calidad entregada a los mercados locales en dichos campos.
Lo más brillante de la robótica
6 Revista ABB 4/2006
Una moderna cadena de montaje de automóviles pequeños com-
pleta un vehículo cada 45 segundos, y esto durante las 24 horas de cada día. La estructura desnuda de la carrocería de un automóvil normal, la llamada ‘carrocería en blanco’ (BIW, body-in-white), consta de 200 a 400 piezas (inclusive las utilizadas en los subiste-mas). Esto significa que sólo la línea BIW (y sus líneas de montaje de sub-sistemas) consume esta cantidad de piezas cada 45 segundos. No se trata sólo de que los robots tengan que trabajar con la precisión de un reloj; además hará falta una logística avanza-da para el funcionamiento de la línea.
Otro problema de estas cadenas de montaje es la reutilización de los equipos. En el pasado, una cadena de montaje se diseñaba específicamente para un solo modelo de automóvil. En el momento de introducir un nuevo modelo había que diseñar y construir una nueva cadena. Esta solución exi-gía una gran inversión e implicaba mucho tiempo muerto.
ABB, en tanto que suministrador de robots e integrador de sistemas, siem-pre ha reconocido la importancia de conseguir que tales operaciones sean lo más uniformes y simples posible. Lo primero para ello es reducir costes

Lo más brillante de la robótica
7Revista ABB 4/2006
FlexLean
tiguo a uno nuevo, la flexibilidad per-mite producir una combinación de di-ferentes modelos en la misma cadena. Los costes de preparar la cadena para un nuevo modelo se reducen especta-cularmente y también, por consiguien-te, el riesgo para el fabricante de que un nuevo modelo no se venda según lo previsto.
El reto del ‘Extremo Oriente’En el mercado asiático, en pleno crecimiento, las instalaciones que operan manualmente siguen siendo la norma y sólo se utilizan robots cuando se requiere un funcionamiento de servicio pesado, continuo y preci-so. Un ejemplo de ello es FlexFramer, una estación de estructuración de automóviles, desarrollada por ABB, en la que dos robots manipulan el equipo de 500 kg usado para encerrar la carrocería y garantizar su geome-tría. Considerando la cadena comple-ta, sin embargo, este sistema no re-quiere muchos robots. ABB presenta ahora una solución estándar perfecta-mente competitiva con los talleres de chapa que operan manualmente: FlexLean. Gracias a Flexlean, el cliente puede obtener ahora la flexibilidad y fiabili-dad de una instalación robotizada al precio de una operada manualmente. Además, esta solución requiere hasta un 40 por ciento menos de superficie de suelo 1 ; la compacidad de la solu-ción modular es una ventaja de cali-dad y logística (suministro de piezas). Su escalabilidad también será una ventaja cuando se introduzcan futuros modelos de automóviles.
FlexleanEl concepto básico de Flexlean es muy simple. Se basa en el principio de la célula FlexiBase, aunque aumen-tando aún más su adaptabilidad. El término ‘lean’ que figura en su nom-bre refleja la simplicidad y el nivel de estandarización, que tienen como consecuencia la reducción de costes y le permiten competir con el trabajo manual en países de bajos costes y, con otras soluciones robóticas, en paí-ses con costes mayores. Fundamental para el concepto es el reconocimiento de que la personalización de las solu-ciones, las detalladas especificaciones técnicas y el software dedicado son
3 Robot montado sobre un elevador hueco. El módulo accionador está alojado en el eleva-dor para aprovechar el espacio. Obsérvese la ausencia de cables y tubos en el suelo.
1 Gran densidad de robots: además de ahorrar superficie de suelo, una disposición como ésta simplifica la logística (entrega de piezas).
2 Una célula de montaje y tres células de resoldadura. Estas células se consideran productos estándar y pueden ir equipadas con diferentes paquetes de procesos.
consiguiendo reutilizar la mayor canti-dad posible de equipo. Sin embargo, aunque la ‘transferencia’ de robots in-dividuales y otros componentes pueda ser relativamente simple, unos y otros han de pasar por los mismos ciclos de configuración y ensayos que el nuevo equipo. Para conseguir más reutiliza-ción, simplificando al mismo tiempo el proceso de configuración, ABB in-trodujo FlexiBase. FlexiBase es una célula modular en la que robots, con-troladores y cables son preinstalados en una plataforma. Ésta se configura y se prueba en la fábrica ABB y se entrega al cliente como un módulo de trabajo. Sólo requiere una configura-ción mínima antes de empezar a pro-ducir. Este ahorro se repite cuando se reutiliza la célula.
De este modo, la reutilización de ins-talaciones ha pasado de ser un bello deseo a convertirse en un asunto cen-tral. Varios modelos de automóviles lanzados recientemente se producen en cadenas de montaje ya antiguas. La ‘transferencia’ de estas instalaciones es un reto real para los integradores, especialmente cuando el nuevo mode-lo de automóvil se ha de montar en una cadena que ya está funcionando. En este caso, los preparativos de pro-ducción del nuevo modelo no pueden detener o reducir la producción de los otros modelos. Gracias a su experien-cia como proveedor de cadenas de montaje flexibles, ABB es para Renault una referencia en cuanto a operacio-nes de ‘transferencia’.
Por tanto, además de ‘transferir’ una cadena de montaje de un modelo an-

Controlador IRC5
Cuadro Componentes de Flexlean: Flexlean incorpora una amplia gama de nuevos productos robóticos.
IRB 6620
FlexPLP: polar FlexPLP: lineal
Con este sistema de control de robots (que integra la función Multimove), es posible controlar y coordinar varios manipuladores, además de ejes externos. Es la plataforma ideal para controlar los nuevos productos robóticos, como FlexPLP y FlexGrip.
Un estudio de los últimos proyectos de fabricantes de equipos originales que utilizan robots de ABB ha demostrado que la eficien-cia puede mejorar en un 20 por ciento. El IRB 6600 es un robot ‘genérico’ excelente pero su capacidad supera la necesaria para la soldadura por puntos. Por tanto se decidió especificar, en estrecha colaboración con la división de robótica de ABB en Suecia, un robot dedicado expresamente a soldar por puntos. El coste y el rendimiento de este nuevo robot se optimizaría para su trabajo: con él había nacido el IRB 6620. Este robot tiene un campo de trabajo de 2,2 metros y carga hasta 150 kg, suficiente para transpor-tar una pistola de soldadura por puntos. La optimización del diseño del brazo es tal que el peso total del robot podría reducirse casi a la mitad del IRB 6600. La compacidad del nuevo diseño permite aumentar la densidad de robots en una célula. Es de destacar especialmente que, a pesar de la simplifica-ción del diseño (por ejemplo, se omitió el mecanismo de equilibrio del peso), la optimi-zación no tuvo ningún efecto sobre las pres-taciones de movimientos: el nuevo IRB 6620 es tan rápido y tiene tanta repetibilidad como los robots de la serie IRB 6600.
(Flexible Programmable Lean Positioner) Este pequeño robot con tres ejes de posi-cionamiento se usa como posicionador pa-ra soportar la carrocería o las piezas de tra-bajo. Anteriormente se utilizaban plantillas para este fin, pero con la producción de diferentes modelos en la misma cadena de montaje, cada uno de los cuales requiere una plantilla distinta, se hizo evidente la ne-cesidad de una solución ajustable. Durante el trabajo, por regla general, la carrocería o pieza de trabajo puede estar soportada por cuatro o más FlexPLP. FlexPLP está dispo-nible en dos versiones. La versión polar requiere tres motores, cada uno de los cuales alimenta dos actuadores. La posición objetivo se describe mejor en coordenadas polares. En la versión lineal, más sencilla, los tres ejes se configuran para las coordenadas x, y, z de la posición objetivo.La versión lineal de esta plataforma de posi-cionamiento no es nueva, de hecho ya hay varios modelos disponibles en el mercado, pero esta tiene unas características muy peculiares. La unidad es modular y permite utilizar cada eje como producto autónomo, si así se desea. El diseño es también muy compacto y su motor está blindado para conseguir más protección.
Los cables del proceso se extienden dentro de los tres ejes de la unidad hasta su extre-midad, donde alimentan el actuador y reco-gen información de los sensores. No obstante, la ejecución de este diseño presentaba el problema de cómo proteger el interior de la guía deslizante del agresivo entorno de polvo, humos, salpicaduras de soldaduras, etc., propio del trabajo en una cadena de montaje BIW. Las soluciones convencionales usadas para proteger esta guía deslizante lineal influyen en la carrera, haciendo más incómoda la unidad. En su lugar, la protección tenía que conseguirse por medio del diseño. La forma de la sec-ción deslizante permite tender una cubierta de cable a través de ella, que garantiza una buena protección sin necesidad de utilizar los fuelles convencionales, que son frágiles y requieren más espacio. El cliente puede obtener considerables ven-tajas con esta tecnología: introducir un nue-vo modelo de automóvil en la cadena es tan sólo cuestión de programar las nuevas po-siciones para los localizadores. Esta opera-ción se puede conseguir fuera de línea con software de simulación (como el programa RobotStudio de ABB), con sólo una breve pausa en la producción para la puesta a punto final.
8 Revista ABB 4/2006
FlexLean
FlexGrip
FlexPLP resuelve el problema de flexibilidad de las herramientas, pero no el transporte robotizado de distintas piezas dentro y fuera de la cadena de montaje. Estas operaciones suelen requerir varios ejecutores terminales con cambiadores de herramientas, de modo que el robot deja su herramienta de sujeción
en un depósito y toma otra. Pero este méto-do necesita suelo libre para depositar las pinzas o dispositivos de agarre y afecta a la duración de los ciclos. La solución FlexGrip, que prescinde del cambiador de herramien-tas, consta de pinzas ajustables similares en principio a FlexPLP lineal. El módulo resul-tante está diseñado específicamente para ser transportado por un robot. Es ligero y las masas críticas (motores) están situadas en torno a la interfaz con el robot de transporte. Se pueden usar varias de estas unidades controladas por el IRC5 en el ejecutor termi-nal del robot para crear una ‘pinza’ progra-mable.
Lo más brillante de la robótica

9Revista ABB 4/2006
FlexLean
A medida que el cliente exige más flexibili-dad del taller de carrocería surge otro problema: ¿cómo trasladar subconjuntos o incluso la carrocería completa de un auto-móvil a través de la cadena de montaje sin perder flexibilidad? Actualmente, los trans-portadores usan herramientas o palets de modelos específicos para manejar las pie-zas durante el movimiento. Estos palets han de ser devueltos al principio del sistema transportador cuando están vacíos. Este circuito de retorno es tan molesto que ge-neralmente es un sistema aéreo situado en un entresuelo, lo que aumenta mucho su precio. Además, la coexistencia de varios modelos de automóviles en producción significa que existen varios tipos de palets que requieren diferente tratamiento. En estas condiciones, gestionar más de dos modelos de automóviles en la misma cadena de montaje es toda una pesadilla logística.
FlexTrackcausas importantes del aumento de los costes y de la incertidumbre técni-ca. La respuesta está en la tecnología de robots y en la estandarización: se ofrecen dos tipos de tales células 2 , una para montaje geométrico y otra para resoldadura1). Estas células se entregan con una serie de configura-ciones predefinidas: hay varios pro-gramas de procesos (como soldadura por puntos, encolado, ajuste de rodi-llos) disponibles para la célula de montaje. El número de robots en la célula de resoldadura es escalable de dos a seis.
Todo el equipo perteneciente a una célula Flexlean, inclusive los controla-dores, está situado en una base Flexi-Base (de armazón de acero). Esta base contiene todos los tubos y cables y ofrece una superficie limpia sobre la que se puede caminar sin peligro de tropezar. El compacto diseño se opti-miza aún más mediante elevadores huecos de robots de reciente diseño 3 que permiten situar el accionamiento del control IRC5 inmediatamente de-bajo del robot. Después del arranque y puesta en servicio en la instalación de ABB, cada célula se desconecta de la corriente y de las células contiguas y se transporta en camión hasta la planta del cliente, donde se monta la cadena en unas pocas horas.
Los componentes de Flexlean se ex-ponen en el Cuadro .
Flexibilidad de configuraciónEn una cadena de montaje con Flexlean, cada célula es un sistema autónomo. Durante el arranque y puesta en servicio, el personal puede trabajar en células aisladas, puesto que cada una de ellas está controlada por un conjunto completo de módulos de automatización, que incluyen un PLC y una interfaz hombre-máquina 4 . Estos módulos se comunican por me-dio de un sistema de buses de tres niveles: FieldBus para proceso en tiempo real
SafetyBus para entradas/salidas críticas
Ethernet para información genérica
La estandarización de los productos usados en la célula no sólo es venta-
Flexgrip en acción. Esta pinza variable tiene cuatro posicionadores lineales coordinados como una enorme ‘pinza’ robótica.
Carrocería de automóvil soportada por FlexPLP: a la izquierda los de tipo polar, a la derecha los de tipo lineal
Nota1) Resoldadura es el proceso de soldadura final, realizado tras las soldaduras iniciales para fijar las piezas en su
posición.
De nuevo, la solución está en unas herra-mientas flexibles con robots de tres ejes para posicionar los localizadores de piezas. Esta plantilla programable es transportada según una trayectoria rectilínea que, al igual que los robots, está gobernada por el controla-dor IRC5. FlexTrack fue desarrollado para aplicaciones que requieren compacidad, protección y rentabilidad. Su pequeña an-chura permite utilizar esquemas de montaje optimizados, donde los FlexPLP fijos están próximos a la trayectoria rectilínea. Todos los componentes internos de guiado y transmisión están protegidos contra la co-rrosión provocada por las soldaduras. Este movimiento lineal se puede usar también para transportar robots en varios procesos, como el encolado y la paletización.
Otra ventaja de este sistema de movimiento rectilíneo frente a un sistema transportador convencional es que cada carrocería se mueve individualmente, con gran precisión y repetibilidad, lo cual puede simplificar mu-cho ciertas etapas. El tiempo de transferen-cia se reduce drásticamente, a menos de 5 segundos para una distancia de 6 metros.
Lo más brillante de la robótica
10 Revista ABB 4/2006
FlexLean
josa para reducir los costes, también lo es para el sistema de control. Ya no se requieren complejas operaciones de programación de PLC: cada com-ponente de la célula es conocido y el código PLC requerido se escribe de una vez para siempre.
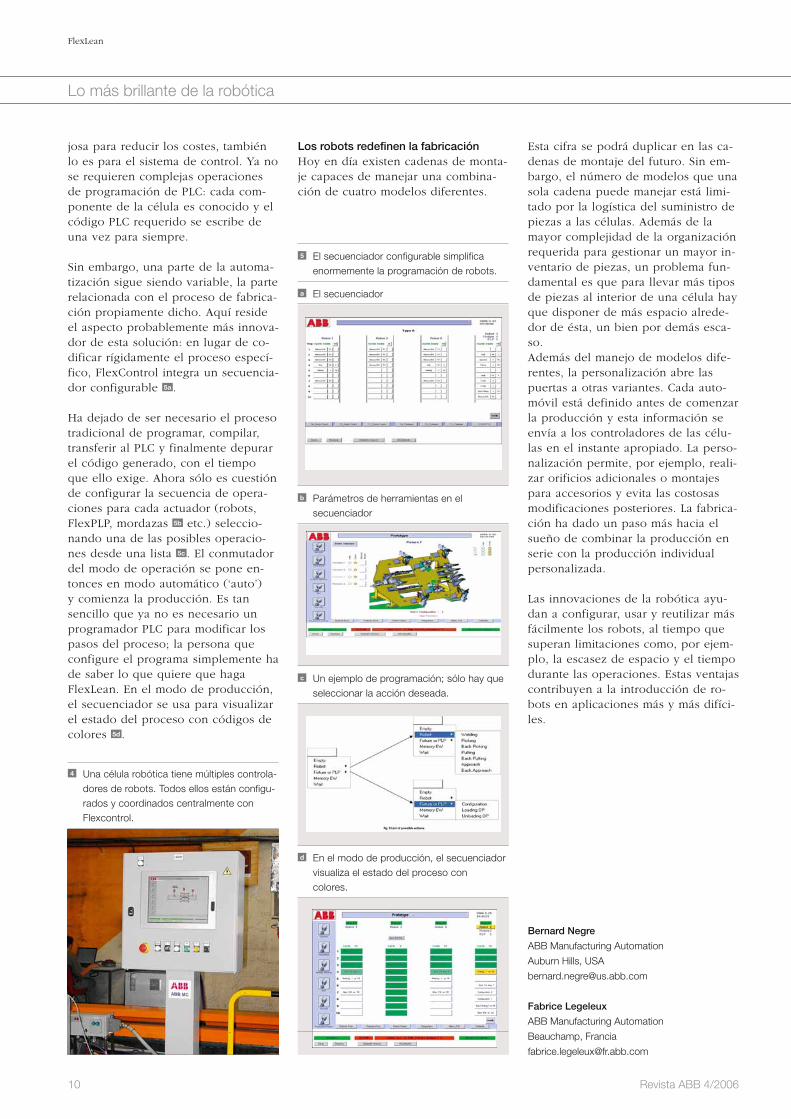
Sin embargo, una parte de la automa-tización sigue siendo variable, la parte relacionada con el proceso de fabrica-ción propiamente dicho. Aquí reside el aspecto probablemente más innova-dor de esta solución: en lugar de co-dificar rígidamente el proceso especí-fico, FlexControl integra un secuencia-dor configurable 5a .
Ha dejado de ser necesario el proceso tradicional de programar, compilar, transferir al PLC y finalmente depurar el código generado, con el tiempo que ello exige. Ahora sólo es cuestión de configurar la secuencia de opera-ciones para cada actuador (robots, FlexPLP, mordazas 5b etc.) seleccio-nando una de las posibles operacio-nes desde una lista 5c . El conmutador del modo de operación se pone en-tonces en modo automático (‘auto’) y comienza la producción. Es tan sencillo que ya no es necesario un programador PLC para modificar los pasos del proceso; la persona que configure el programa simplemente ha de saber lo que quiere que haga FlexLean. En el modo de producción, el secuenciador se usa para visualizar el estado del proceso con códigos de colores 5d .
Esta cifra se podrá duplicar en las ca-denas de montaje del futuro. Sin em-bargo, el número de modelos que una sola cadena puede manejar está limi-tado por la logística del suministro de piezas a las células. Además de la mayor complejidad de la organización requerida para gestionar un mayor in-ventario de piezas, un problema fun-damental es que para llevar más tipos de piezas al interior de una célula hay que disponer de más espacio alrede-dor de ésta, un bien por demás esca-so.Además del manejo de modelos dife-rentes, la personalización abre las puertas a otras variantes. Cada auto-móvil está definido antes de comenzar la producción y esta información se envía a los controladores de las célu-las en el instante apropiado. La perso-nalización permite, por ejemplo, reali-zar orificios adicionales o montajes para accesorios y evita las costosas modificaciones posteriores. La fabrica-ción ha dado un paso más hacia el sueño de combinar la producción en serie con la producción individual personalizada.
Las innovaciones de la robótica ayu-dan a configurar, usar y reutilizar más fácilmente los robots, al tiempo que superan limitaciones como, por ejem-plo, la escasez de espacio y el tiempo durante las operaciones. Estas ventajas contribuyen a la introducción de ro-bots en aplicaciones más y más difíci-les.
Bernard Negre
ABB Manufacturing Automation
Auburn Hills, USA
Fabrice Legeleux
ABB Manufacturing Automation
Beauchamp, Francia
4 Una célula robótica tiene múltiples controla-dores de robots. Todos ellos están configu-rados y coordinados centralmente con Flexcontrol.
5 El secuenciador configurable simplifica enormemente la programación de robots.
a El secuenciador
b Parámetros de herramientas en el secuenciador
c Un ejemplo de programación; sólo hay que seleccionar la acción deseada.
d En el modo de producción, el secuenciador visualiza el estado del proceso con colores.
Los robots redefinen la fabricaciónHoy en día existen cadenas de monta-je capaces de manejar una combina-ción de cuatro modelos diferentes.
Lo más brillante de la robótica

Dominio de los robotsMás seguridad sin barreras mayoresSoenke Kock, Jan Bredahl, Peter J. Eriksson, Mats Myhr, Kevin Behnisch
Los robots industriales actuales son criaturas con buen comportamiento –hacen solamente aquello para lo que están programados– siempre que nadie se interponga en su camino. Puesto que los robots se mueven a velocidades asombrosamente altas y transportan cargas de hasta 600 kg, las personas han de mantenerse a distancia de ellos. Los robots suelen estar aislados por barreras, como los tigres en un parque zoológico. Sin embargo, estos equipos de seguridad tradicionales tienen un alto coste, que está ralentizando el avance de la automatización con robots en países altamente industrializados. Actualmente, ABB ofrece una solu-ción que reduce el coste de las insta-laciones de robots sustituyendo los costosos equipos mecánicos de se-guridad por sistemas electrónicos y software especiales.
Lo más brillante de la robótica
Revista ABB 4/2006 11

12 Revista ABB 4/2006
Dominio de los robots
Según la reglamentación europea y norteamericana sobre higiene y
seguridad en el trabajo, se considera como riesgo a tener en cuenta incluso un posible fallo del hardware o soft-ware del controlador de un robot, aunque sea poco probable. Esto signi-fica que si, por cualquier motivo, se abre la puerta de una célula de robot, se ha de disparar un contacto y dete-ner inmediatamente la máquina. Para evitar incluso un fallo teórico de este dispositivo de seguridad se requieren interruptores y circuitos de doble ca-nal, como los existentes en todos los circuitos de seguridad de los controla-dores de robots de ABB. Para evitar accidentes causados por colisiones de robots se utilizan levas mecánicas para activar interruptores de posición instalados en los ejes del robot, limi-tando así la amplitud de movimientos del mismo. Estos métodos de automa-tización son caros y difíciles y limitan la eficiencia de una máquina proyec-tada originalmente para proporcionar una automatización flexible a un pre-cio razonable.
La seguridad laboral, ¿una desventaja competitiva?El hecho de que los accidentes con robots sean muy raros demuestra que ya se han implantado medidas ade-cuadas de seguridad. De hecho, algu-nos argumentan que la seguridad se ha llevado demasiado lejos y que la rigurosa reglamentación de Europa y Norteamérica hace perder competitivi-dad ante rivales sometidos a normas de seguridad menos exigentes. Otros se preguntan por qué los robots han de satisfacer requisitos de seguridad más estrictos que las grúas móviles, que mueven cargas mucho mayores que los robots y cuyo funcionamiento manual las hace sujetas al error huma-no; los robots realizan tareas repetiti-vas, previamente programadas, y generalmente no cometen errores.
La respuesta de ABB consiste en no comprometer la seguridad de sus pro-ductos robóticos y en proporcionar a sus clientes instalaciones de seguridad más rentables gracias a los últimos avances tecnológicos. Sustituyendo los caros equipos de protección mecánica por un sistema electrónico de seguri-dad de movimiento para robots, más eficiente y reconfigurable, el concepto
SafeMoveTM puede incluso aumentar la flexibilidad de los productos robóticos de ABB.
Seguridad de los robots de próxima generaciónSafeMove se basa en los últimos avan-ces en software redundante, en la tec-nología de seguridad electrónica y en las normas de seguridad (ISO 10218) más avanzadas. Esto hace posible la supervisión, fiable y tolerante a los fallos, de la velocidad y posición del robot y la detección de cualquier des-viación no deseada o sospechosa de la norma. Si se detecta un peligro pa-ra la seguridad, SafeMove ejecuta una parada de emergencia, deteniendo el robot en fracciones de segundos.
SafeMove también ofrece nuevas fun-ciones, como interruptores de posi-ción electrónicos, zonas de seguridad programables, límites seguros de velo-cidad, posiciones seguras de parada y una prueba de frenado automático que permite establecer configuracio-nes de seguridad más flexibles.
La zona de seguridad programable garantiza que el robot permanece fuera de las zonas de protección tridi-mensionales. Estas zonas pueden te-ner formas complejas, adaptadas para instalaciones específicas. Alternativa-mente, el robot puede quedar confi-nado dentro de espacios geométricos tridimensionales, lo que permite con-
seguir una importante reducción del tamaño de las instalaciones de robots. Las barreras pueden estar ahora mu-cho más cerca del robot, ahorrando valioso espacio.
Evidentemente, también es posible limitar las extensiones de ejes, simu-lando mediante software los interrup-tores de posición electromecánicos convencionales, de modo que el soft-ware ya no esté restringido a los tres ejes principales del robot, sino que queden limitados de forma segura los 6 ejes. Los límites de los ejes se pue-den combinar lógicamente y los posi-cionadores de piezas de trabajo, las pistas lineales y otros ejes externos pueden restringirse sin necesidad de trabajo extra.
En el modo de ‘parada segura’ se inhibe por completo el movimiento del robot, si bien todos los acciona-mientos están energizados y los moto-res controlados activamente. Este mo-do de operación tiene como finalidad permitir que el trabajador se acerque al robot con seguridad e incluso car-gue una pieza de trabajo en la pinza o lleve a cabo operaciones de manteni-miento en el equipo sin necesidad de apagar el robot. Esto no sólo reduce el tiempo de ciclo cuando se reanuda el funcionamiento, sino que además reduce el desgaste en los frenos y contactos necesarios para conseguir la parada.
Lo más brillante de la robótica

En el modo de ‘velocidad segura’, se puede permitir el movimiento comple-to o parcial del robot a una velocidad suficientemente baja, sin peligro algu-no para el trabajador, eliminando to-talmente la necesidad de barreras de separación. En combinación con otra supervisión como, por ejemplo, de espacio confinado, los trabajadores y robots pueden colaborar en tareas de fabricación, algo que hasta ahora no estaba permitido.
La seguridad de un robot depende finalmente de su capacidad para dete-nerse, o ser detenido, cuando se pro-duce una situación peligrosa. La capa-cidad de detención está determinada por la función de los frenos mecáni-cos en los motores del robot. SafeMove incluye, por consiguiente, un procedimiento automático de prue-ba de frenado, que comprueba perió-dicamente los frenos mecánicos del robot. Esto sería muy útil en un auto-móvil.
Solución técnicaSafeMove utiliza sensores que ya se emplean para el control de movimien-to con objeto de supervisar la posi-ción del motor. Seguidamente calcula la posición del robot en un ordenador que por razones de seguridad funcio-na independientemente del controla-dor del robot. Además se comprueba la validez de las señales del sensor. El nivel de seguridad (patente en trami-
tación) se eleva aún más gracias a un modelo aparte de la mecánica del ro-bot y a los cálculos adicionales sobre el comportamiento nominal del bucle de servocontrol. Aunque SafeMove es un ordenador independiente que se asienta en la caja del controlador del robot industrial de quinta generación de ABB, el IRC5, desde la perspectiva del usuario está plenamente integrado en el robot. Los sucesos, alarmas y cambios de estado se registran en el disco de memoria flash del controla-dor del robot con fines de diagnósti-co. El estado de las entradas y salidas, seguras, se puede leer exactamente igual que las entradas y salidas del ro-bot normal y utilizarlo en el programa del robot, aunque no exista cableado físico entre los sistemas de entrada/ salida. En su lugar, SafeMove y IRC5 se comunican por un enlace de red interno.
Finalmente, la sincronización entre el ordenador de seguridad y el controla-dor del robot debe comprobarse des-pués de un corte de alimentación eléctrica y al comienzo de cada turno. Esto se consigue mediante un simple interruptor instalado en la célula, don-de es fácilmente accesible para el ro-bot. El interruptor es visitado y activa-do regularmente por el robot, normal-mente cada 24 horas. Puesto que este procedimiento se puede combinar fá-cilmente con operaciones automáticas de servicio de herramientas como la
limpieza, el reajuste de conexiones o el corte de hilos, su duración normal-mente no se añade a la de la instala-ción.
Seguridad del procesoLos robots manejan a menudo equi-pos de proceso peligrosos, como pis-tolas de soldar, cabezas láser, pistolas de inyección de agua o incluso fuen-tes radiactivas. Estos equipos necesi-tan atención especial en caso de pro-ducirse un fallo. Puede ser necesario crear un recinto protector de toda la célula del robot, que resista la energía del proceso en caso de fallo del robot. Por ejemplo, imaginemos las consecuencias si un robot dirigiera horizontalmente un chorro de agua de presión ultraalta en vez de dirigirlo hacia abajo y el chorro se activara por accidente. Este es el tipo de escenario que es preciso considerar al planificar una célula de corte de chorro de agua. La función SafeMove permite ahora efectuar comprobaciones de se-guridad que garantizan que la orienta-ción y posición de la herramienta del robot estén dentro de una tolerancia definida antes de que se pueda activar la herramienta. Durante la operación, el robot es supervisado continuamen-te mientras la orientación de la herra-mienta permanece dentro de la banda de tolerancia. En cuanto se excede esta tolerancia, se inicia una parada segura del robot y del equipo del pro-ceso. Esto puede suponer una drástica reducción de costes para los recintos de protección.
Seguridad de accesoLa mayoría de los accidentes con ins-talaciones de máquinas son conse-cuencia de que un equipo de seguri-dad no está habilitado. La seguridad se considera a menudo un obstáculo para la productividad y los operarios tienden a veces a asumir riesgos calculados si con ello ganan tiempo. Por consiguiente, es del mayor interés para el trabajador y el empleador, es-pecialmente ahora que las funciones de seguridad se pueden trasladar del hardware al software, limitar el acceso a los datos de configuración. Esto puede hacerse permitiendo el acceso con contraseña sólo a personal autori-zado y debidamente formado. La prác-tica industrial muestra, sin embargo, que en los talleres es difícil mantener
13Revista ABB 4/2006
Dominio de los robots
Lo más brillante de la robótica

14 Revista ABB 4/2006
Dominio de los robots
secretas las contraseñas y esto deja el sistema abierto a la manipulación. Por consiguiente, los científicos e ingenie-ros de ABB han desarrollado y paten-tado un mecanismo que protege la configuración de seguridad de Safe-Move mediante la combinación de una herramienta de configuración de acceso restringido y de un código público de activación. Con este meca-nismo, la configuración de seguridad, muy cómoda de utilizar, es tan segura como una cuenta bancaria.
Seguro, compacto, rápido y flexibleAprovechando bien las características de SafeMove es posible reducir nota-blemente el número de dispositivos de seguridad empleados, entre ellos las cortinas de luz, los relés de seguri-dad, los interruptores mecánicos de posición, las barreras protectoras, etc. Sustituir los interruptores mecánicos de posición por robots y ejes adicio-nales permite prescindir de estos dis-positivos, que frecuentemente están expuestos a severas condiciones am-bientales y, por tanto, tienen un tiem-po de vida limitado. Esto permite que las células de los robots sean más compactas. La flexibilidad es mayor, ya que las configuraciones de seguri-dad se pueden reiniciar fácilmente mediante el software. La sustitución de robots averiados equipados con levas e interruptores de posición dedi-cados solía ser un procedimiento muy
trabajoso. Hoy día, la duración de estas reparaciones se ha reducido sig-nificativamente, ya que el manejo de los parámetros de seguridad corre por cuenta del controlador y ya no existen interruptores de fin de carrera. Esto puede permitir incluso reducir más el tamaño de los robots, ya que los ani-llos de levas utilizados hasta ahora ocupan bastante espacio; los robots sin interruptores de posición, además, tienen menores costes.
Planificación e ingeniería de seguridadABB ofrece RobotStudio, una herra-mienta de programación fuera de línea que permite visualizar, progra-mar y probar la instalación de un robot en un ordenador de oficina, y SafetyBuilder, una herramienta segura para establecer los parámetros del controlador SafeMove y activarlo. La combinación de estas potentes herra-mientas permite al ingeniero diseñar y probar las zonas de seguridad en un entorno virtual durante la fase de planificación y, más tarde, utilizar los datos para la ingeniería y puesta en servicio. Todas estas ventajas se pue-den explotar al máximo implementán-dolas en el concepto inicial de la cé-lula. Por supuesto, también es posible actualizar el controlador IRC5 con SafeMove, de modo que se pueden in-troducir nuevas funciones en las insta-laciones IRC5 existentes.
Fabricación flexibleEn el futuro, SafeMove implantará conceptos de fabricación completa-mente nuevos con robots de ABB. Puesto que los seres humanos y los robots pueden ahora trabajar muy próximos, actuarán en equipo hasta convertirse en verdaderos colegas. El potente robot podrá entregar pesa-das piezas de trabajo al operario y éste realizará tareas de difícil automa-tización. El trabajador también podrá cargar directamente en la pinza del robot piezas pequeñas desde de una caja contenedora, sin necesidad de plataformas giratorias de separación, instalaciones fijas de recepción o puertas de rodillos, y el robot podrá hacer más tarde el trabajo, posible-mente cooperando con otro robot u otro trabajador.
ABB colabora con diversos socios y usuarios finales en la elaboración de nuevos conceptos de fabricación flexi-ble de este tipo para traducir las ven-tajas tecnológicas de aplicaciones como SafeMove en un abaratamiento de la operación de los clientes. Mien-tras el mercado ya está aprovechando estas nuevas posibilidades, los investi-gadores y desarrolladores de ABB piensan en qué vendrá después.
Soenke Kock
ABB AB, Corporate Research
Västerås, Suecia
Jan Bredahl,
Peter J. Eriksson
Mats Myhr
ABB Automation Technologies AB
Västerås, Suecia
Kevin Behnisch
ABB Automation GmbH
Friedberg, Alemania
Lo más brillante de la robótica

2006
Robots seguros sin barreras más altasLos actuales robots industriales de alta velocidad pueden levantar y des-plazar cargas útiles de hasta 600 kilo-gramos; es necesario, por tanto, que sus frágiles colegas humanos se mantengan fuera de su camino.
Por esta razón es habitual aislar con barreras las estaciones de trabajo de
robots, una solución cara y poco flexi-ble. Ya disponemos de una forma mejor de asegurar los lugares de trabajo. Safe-Move de ABB es un paquete de soft-ware reconfigurable que reduce los cos-tes y aumenta la flexibilidad de las ins-talaciones de robots sin por ello sacrifi-car la seguridad.SafeMove se basa en los últimos avan-ces de software redundante, en la tec-nología electrónica de seguridad y en las normas de seguridad. El programa supervisa fiablemente la posición y
velocidad, detectando al instante des-viaciones no deseadas o sospechosas. Cuando detecta que un robot es un pe-ligro para la seguridad, SafeMove ejecu-ta una parada de emergencia y detiene la máquina en cuestión de milisegun-dos. SafeMove ofrece también otras nuevas funciones, entre ellas los inte-rruptores electrónicos de posición, las zonas de seguridad programables, los límites seguros de velocidad, las posi-ciones seguras de parada y las pruebas de frenado automático, que facilitan mucho la configuración de funciones de seguridad en los robots.Al eliminar los tradicionales recintos de seguridad, SafeMove permite reconfigu-rar los lugares de trabajo para que el hombre y la máquina puedan trabajar más próximos sin peligro.Un robot podría, por ejemplo, levantar y presentar un objeto pesado a un ope-rario humano para que éste realice en el objeto tareas difíciles de automatizar.Inversamente, un operario podría cargar piezas pequeñas directamente en la pinza del robot, eliminándose así la necesidad de plataformas giratorias de separación, instalaciones fijas de recep-ción o puertas de rodillos. El robot po-
ABB está a la vanguardia de la innovación técnica desde hace muchos años. La serie de historias breves que presentamos a continuación le permitirá a usted hacerse clara idea de los desarrollos de nuestra compañía durante 2006, que abarcan desde un nuevo sensor para medir concentraciones de oxígeno hasta un conmutador luminoso programable. Estas historias muestran el interés de ABB en la comunicación, automatización y seguridad y dejan claro por qué ABB disfruta de gran reputación por su capacidad innovadora.
15Revista ABB 4/2006
Las mejores innovaciones de 2006
dría entonces hacer el trabajo, en tán-dem con otro robot o con otro operario.Las configuraciones son infinitas. ABB está colaborando con diversos socios y clientes para crear conceptos de fabrica-ción flexible, que permitirán utilizar el programa SafeMove para reducir los costes para el cliente. ABB Robotics comercializará el programa SafeMove durante el primer trimestre de 2007.
Soenke Kock
Para más información sobre SafeMove véase ‘Domi-
nio de los robots’, en la página 11 de este número.

Las
mej
ore
s in
nova
ciones
de
2006
Nuevo récord de un sistema ABB de transmisión de datosLos operadores de redes eléctricas utilizan muchos canales de comuni-cación, entre ellos sus propias líneas de transmisión, para garantizar el flujo seguro e ininterrumpido de energía.
Las señales portadoras transmitidas por líneas de energía (PLC, Power
Line Carrier) constituyen un medio fiable y rentable de enviar grandes cantidades de datos a largas distancias.En una red de suministro de electricidad se intercambian señales vitales en tiem-po real entre muchos puntos esenciales para garantizar un control y protección óptimos de todo el sistema eléctrico. La infraestructura de comunicaciones que
soporta esta coordinación continua ha de ser, por tanto, rápida y fiable.El nuevo sistema PLC de ABB, el inno-vador ETL600, ha establecido un nuevo récord al conseguir una velocidad de transmisión de 320 kbits/s, muy próxima al límite teórico, por una línea eléctrica de alta tensión de 380 kV, a una distan-cia de más de 100 kilómetros y con un ancho de banda de 32 kHz.El sistema ETL600 no sólo es rápido, también ofrece una gran flexibilidad. El ruido eléctrico en las líneas de trans-misión de CA aumenta durante las tor-mentas, lluvias o nevadas y afecta a la calidad de los enlaces PLC. Por consi-guiente, muchos sistemas PLC han sido diseñados para las peores condiciones meteorológicas posibles y transmiten a bajas velocidades incluso con buen tiempo, lo que significa una gran pérdi-da de capacidad de comunicación. El sistema ETL600 de ABB se ajusta auto-máticamente a las condiciones meteoro-lógicas, lo que significa que siempre operará a la máxima velocidad posible y reducirá la velocidad sólo temporal-
Un indicador de tensión de ABB hace más seguro el lugar de trabajoVisiVolt es un indicador de tensión diseñado para minimizar el riesgo de electrocución de trabajadores en sistemas interiores y exteriores de tensión media.
Los accidentes eléctricos tienen muchas causas posibles; un equipo
en mal funcionamiento en un momento de distracción puede ser letal. Puede suceder que un operario poco forma-do se acerque a un panel de distribu-ción activo creyendo que está desco-nectado: las consecuencias pueden ser fatales.El indicador VisiVolt se puede instalar directamente en barras y conductores de corriente de forma permanente, utilizando sencillos accesorios. Este compacto dispositivo indica la exis-tencia de tensión visualizando en su pantalla de cristal líquido (LCD) un
símbolo grande y visible, un ‘rayo’ en forma de flecha, que advierte activa-mente sobre el peligro potencial de trabajar en sistemas eléctricos o cerca de ellos. Debido a su singular estructura –un desarrollo de ABB–, la pantalla LCD de VisiVolt actúa simultáneamente co-mo unidad de visualización y elemen-to sensor. La pantalla LCD detecta el campo eléctrico alrededor del conduc-tor en el que está instalada. El dispo-sitivo no requiere instalar circuitos electrónicos, de modo que es extre-madamente robusto y duradero. En el peligroso entorno de sistemas
de tensión media, VisiVolt advertirá a los operarios antes de que sea dema-siado tarde. VisiVolt también puede indicar el estado de tensión de cada parte de un sistema de distribución y por tanto ayuda a localizar averías. Este aparato es particularmente útil en sistemas donde raras veces se han usado indicadores de tensión, como en los paneles abiertos de aparamenta de conexión, tanto en interiores como a la intemperie.
Jan Czyzewski
16 Revista ABB 4/2006
mente, en respuesta al mal tiempo. ABB tiene más de 60 años de experien-cia en la transmisión de datos por líneas eléctricas. Actualmente, sus sistemas PLC se están utilizando en Rusia, en una línea de transmisión eléctrica de CA de 1.000 kV, y en Sudáfrica, en una línea de CC de 500 kV y 1.146 kilóme-tros de longitud. Dos nuevos récords.
Stefan Ramseier
Para más informaciones sobre el sistema ETL 600 véase ‘El canto de las líneas eléctricas’ en la página 50 de Revista ABB 2/2006.

Las
mej
ore
s in
nova
ciones
de
2006
Guía de ondas: comunicación sencilla, fiable y de bajo costeABB ha desarrollado un método inalámbrico, sencillo y fiable, de trans-misión de datos en instalaciones de distribución que es más económico y necesita menos mantenimiento que la comunicación clásica por cable.
El aparato de conexión protege los valiosos equipos eléctricos cortan-
do instantáneamente la corriente cuando se producen sobretensiones imprevistas. Una red fiable requiere aparatos de conexión con gran cali-dad de comunicación y esta guía de ondas (Waveguide) de ABB es una excelente opción para ello. Para transmitir datos, la guía de ondas de ABB utiliza ondas electromagnéticas de poca potencia dentro de un sistema
cerrado. Esto se realiza empleando un conductor hueco, una antena que recibe y transmite ondas electromagnéticas y una conexión coaxial para la unidad de protección y control. Waveguide mejora los sistemas tradicio-nales de comunicación evitando el uso de cables de cobre, sensibles a las inter-ferencias electromagnéticas, y de cables de fibra óptica, que tienen pobres pro-piedades mecánicas y son más comple-jos de instalar.El conductor rectangular de la guía de ondas es de aluminio y sus dimensiones están definidas por las ondas electro-magnéticas que se utilicen. Atrapar la señal dentro de un recinto evita las radiaciones e interferencias externas y es posible acceder fácilmente al campo insertando antenas dentro de la guía de ondas.La señal se transmite prácticamente sin pérdida, ya que es reflejada por dos superficies paralelas.La investigación demuestra que la guía de ondas puede transmitir hasta 22 veces más información que los cables, lo que la hace idónea para el nuevo estándar global de comunicación de subestacio-nes (CEI 61850).
Las señales inalámbricas en una guía de ondas están protegidas contra las inter-ferencias externas y el entorno está protegido contra las señales de radio. El sistema es fácil de instalar, no requie-re apenas mantenimiento y es lo sufi-cientemente robusto para resistir el severo entorno de una subestación.El concepto fue presentado con gran éxito en la Feria de Hannover de 2006.
Bernhard Deck
Para más información véase ‘Conducción de datos’
en la página 26 de este número.
Máquinas de precisión que sostienen cargas pesadasLa nueva máquina FlexPLP de ABB puede realizar trabajos de precisión sujetando objetos pesados dentro de los estrechos límites propios de una cadena de montaje.
FlexPLP (Flexible Programmable Lean Positioner) es una máquina distinta
a los robots industriales habituales, que tienen brazos extensibles y manejan diversos materiales a gran velocidad sobre largas distancias prefijadas. Estos robots tienen muchas aplicaciones pero ocupan un espacio considerable y, para muchos fines de producción, dos bra-zos son mejor que uno. Por esta razón ABB ha desarrollado FlexPLP, una máquina que proporcio-
na una manipulación precisa y es capaz de situar con precisión cargas pesadas en espacios reducidos.FlexPLP, que puede soportar el triple de su peso, es lo suficientemente pe-queña para operar en una cadena de montaje de automóviles. Podría hacer, por ejemplo, el delicado y preciso trabajo de colocar pasadores posicio-nadores y a continuación transportar el bastidor de un automóvil hasta el punto siguiente de la cadena de mon-taje. FlexPLP es en sí mismo un taller de chapa sumamente flexible.ABB se basó en la idea de máquinas cinemáticas paralelas (PKM) para crear
FlexPLP, un trabajo que duró 18 meses. Las máquinas PKM más conocidas, de-sarrolladas por ABB, son la Flexpicker, de tres brazos, y las plataformas simu-ladoras de movimiento Hexapods, de seis patas. FlexPLP fue diseñada para resolver el mayor inconveniente de las máquinas PKM: ocupan mucho espacio.Mediante una inteligente disposición de parejas de servocilindros de nuevo diseño, ABB ha creado un posiciona-dor modular para el movimiento a lo largo de tres ejes. A pesar de su in-usual aspecto, FlexPLP supera los conceptos de máquina de coste simi-lar en cuanto a carga útil, repetibili-dad y aprovechamiento del espacio. La industria del automóvil es la prime-ra de muchas posibles aplicaciones de estas versátiles máquinas, cuyo poten-cial permitirá mejorar la fabricación en cualquier sector industrial.
Soenke Kock
Más información sobre FlexPLP en el cuadro
informativo de página 8, en este número.
17Revista ABB 4/2006

ThemaLa
s m
ejore
s in
nova
ciones
de
2006
Menos pérdida de potencia y más flujo de energía gracias a un nuevo interruptorSe suelen utilizar baterías de conden-sadores para compensar la potencia reactiva en sistemas de distribución de tensión media. En su mayor parte son fijos o con interruptores y no es-tán sincronizados a la forma de onda de tensión o intensidad. Se ajustan sólo cada estación o, a lo sumo, cada semana.
En comparación, las baterías de condensadores para subtransmi-
sión suelen estar equipadas con con-mutación sincronizada que reduce las sobretensiones y se pueden conmutar cada día, o incluso cada hora. La solución ideal para las baterías de condensadores de nivel de distribu-
La baja intensidad de irrupción permi-te conectar baterías de condensadores en paralelo para operar sin reactores de limitación de la intensidad de irrup-ción. Ahora es posible compensar potencia reactiva usando en paralelo varias baterías de condensadores, más pequeñas, que funcionen por pasos, en vez de conmutar una gran batería. Finalmente, el conmutador evita los peligrosos arcos, lo que lo hace ideal para operaciones frecuentes de con-mutación cerca de la carga y, por tan-to, para optimizar el sistema.
Mikael Dahlgren
ción se ha de ajustar más frecuente-mente, igual que las de nivel de sub-transmisión. Una solución capaz de seguir las variaciones de la carga cada hora reduciría aún más las pérdidas de potencia y aumentaría el flujo máximo de energía en el sistema de distribución. Sin embargo, ésta no es la práctica actual, ya que los interrup-tores no están diseñados para un gran número de operaciones de conmuta-ción. Además, la solución actual pue-de causar sobretensiones y altas irrup-ciones de intensidad en aplicaciones cuyo mal funcionamiento puede cos-tar muy caro.ABB ha desarrollado y patentado re-cientemente un nuevo e ingenioso mecanismo de conmutación para bate-rías de condensadores controlables por pasos. Consta de diodos, contac-tos giratorios, accionamiento de motor y sistema de control. El conmutador está libre de arcos eléctricos e incluye apertura y cierre de contactos sincro-nizados. Mantiene más de un millón de operaciones y permite frecuentes operaciones de conmutación con so-bretensiones y tensiones de irrupción despreciables.
Revolución en la medición de oxígenoHartmann & Braun, empresa que pasó a pertenecer a ABB Alemania en 1998, ha desarrollado con éxito sensores paramagnéticos de oxígeno durante más de 40 años. Ahora ha vuelto al tablero de dibujo para mejorar los sensores de oxígeno clásicos.
Estos dispositivos, montados ma-nualmente, constan de un módulo
electromecánico y un sistema óptico de lectura. Su rendimiento es bueno, pero los dispositivos son mejorables.En respuesta a este reto, ABB ha desarrollado un nuevo e innovador sensor que en el futuro ampliará el rango de aplicación de los analizado-res de gases.
El nuevo sensor usa un avanzado microchip electromecánico de silicio, desarrollado en el Centro Corporate Research de ABB en Ladenburg (Ale-mania). El chip va encapsulado en un contenedor cerámico con componen-tes electro-ópticos integrados y excita-ción magnética optimizada.
La principal ventaja del chip frente a la solución clásica es la drástica re-ducción de volumen de la cámara del sensor, que acorta el tiempo de res-puesta de tres segundos a uno solo. Este es un importante avance para aquellos mercados en que la veloci-
dad es esencial, como es el caso de la supervisión de motores de combustión.El chip sensor plano, una característi-ca fundamental de la estructura de capas del sensor, hace posible la fa-bricación en serie rentable y el montaje automatizado. El sensor es también muy resistente a los gases corrosivos y tiene una sensibilidad despreciable a gases distintos del oxígeno. Gracias a sus bajos costes de produc-ción y a su mayor rapidez de respues-ta, es de esperar que el nuevo sensor cambiará la forma de medir el oxígeno. Compite en precio y prestaciones con los sensores paramagnéticos clásicos de gran rendimiento y con los disposi-tivos electroquímicos de bajo coste.
Peter Krippner
Para más información sobre este nuevo disposi-
tivo véase ‘Microsistemas en funcionamiento’, en
la página 68 de este número.
18 Revista ABB 4/2006

Thema
Las
mej
ore
s in
nova
ciones
de
2006
Control variable de luz con un solo interruptor El interruptor Busch Comfort permite controlar varios modos de ilumina-ción, desde el manual hasta el total-mente automático.
El interruptor, que se instala encaja-do en la pared, está equipado con
un detector de movimiento por infra-rrojos que proporciona cuatro modos de operación, desde el modo manual básico hasta el totalmente automático.
El interruptor permite programar otros ajustes para que se enciendan las lu-ces automáticamente –en respuesta al detector de movimiento– y permanez-can encendidas hasta que se apaguen
manualmente. Otra alternativa es en-cender la luz manualmente para que se apague automáticamente tras un tiempo predeterminado sin que se detecten movimientos. En el modo ‘máximo confort’, la luz se enciende si el sensor de infrarrojo detecta un movimiento y se apaga después de un tiempo prefijado.
Cada modo y tiempo prefijado se pue-den ajustar por medio de potencióme-tros situados en la parte posterior del sensor del interruptor. El modo ma-nual se indica mediante la activación de un diodo emisor de luz (LED) inte-
grado en el interruptor. Este LED ayu-da también a los usuarios a localizar el interruptor en la oscuridad.El interruptor Busch Comfort utiliza tecnología bifilar combinada con una entrada externa, de modo que es inte-grable en cualquier conexión bilateral o cruzada, algo especialmente útil para las restauraciones. Se puede combinar con lámparas incandescen-tes o con lámparas halógenas de alta y baja tensión.
El sensor de movimiento tiene un rango de detección de más de 170 °, lo que garantiza la detección inmedia-ta de cualquiera que entre en una habitación. El interruptor es idóneo tanto para áreas privadas como públi-cas, por ejemplo cuartos de baño, bodegas, vestíbulos y escaleras.
Christian Heite
Herramienta de compatibilidad para unas redes más fiablesABB ha desarrollado una herramienta sencilla de software que comprueba si los dispositivos y sistemas de automatización de subestaciones cumplen una nueva norma global.
Los dispositivos de automa-tización de subestaciones
son semejantes a fusibles que protegen la red eléctrica y garantizan un suministro fiable de energía. Se comunican con un protocolo –o lenguaje– elegido por el fabricante. Hasta ahora había muchos lenguajes distintos, pero la situación ha cambiado con la llegada de un nuevo lenguaje global, el estándar CEI 61850.
Como integrador de sistemas, ABB ha de garantizar la armo-nía de funcionamiento de to-
dos los dispositivos que miden los pará metros básicos de calidad y de-mostrar que los sistemas cumplen las especificaciones requeridas. A partir de la experiencia conseguida durante la implementación de la norma CEI 61850, ABB ha desarrollado un conjunto de herramientas de apoyo al ensayo y puesta en servicio de siste-mas que cumplen la norma tiva.
El software permite a los ingenieros de automatización de subestaciones analizar de forma rápida y fiable sistemas basados en la norma 61850,
sin más que conectar un ordenador portátil a una red de comunicación de la subestación. El programa busca los dispositivos de automatización que existan en la red, revisa la confi-guración de los mismos y estudia el tráfico en la red. La herramienta ayu-da a detectar problemas en la red y revisa la implementación del protoco-lo 61850. El software contrasta los datos técnicos con los datos reales cargados en dispositivos físicos, comprobando si entre ellos hay incoherencias que pueden manifestar-se al activar un sistema de automatiza-
ción de subestaciones o tras dicha activación.
Claus Vetter
19Revista ABB 4/2006

ThemaLa
s m
ejore
s in
nova
ciones
de
2006
Accionamiento de control ABB con Ethernet industrial y PROFINET IOEn el mundo de la automatización del control se han hecho imprescindibles los protocolos industriales Ethernet de bajo coste, capaces de manejar grandes cantidades de datos a altísi-mas velocidades.
PROFINET IO es un importante es-tándar abierto de comunicaciones
Ethernet. Este estándar se centra en el intercambio de datos de controla-dores programables y se conecta con sistemas de control de orden superior.ABB presenta ahora el controlador ACS 350, el primer accionamiento
de maquinaria general utilizar las avanzadas funciones de diagnóstico y los programas básicos de ingeniería disponibles en la tecnología de redes.
PROFINET IO, especialmente impor-tante para el mercado europeo, satis-face los requisitos de numerosos cam-pos de aplicación. Ha sido concebido para aplicaciones en tiempo real y los controladores disponibles operan ge-neralmente con tiempos de ciclo muy cortos, del orden de un milisegundo. Se pueden usar herramientas estándar de gestión y de ingeniería para confi-gurar y mantener todos los dispositi-vos de cualquier vendedor. Esto hace que la solución ACS 350 con perfil PROFIdrive, desarrollada por ABB, sea aún más atractiva para los clientes.
Trygve Harvei
compacto de maquinaria general con soporte PROFINET IO. Sobre el proto-colo PROFINET IO de accionamiento corre un perfil PROFIdrive, ambos según las normas de Profibus Interna-tional. PROFIdrive es una interfaz común para aplicaciones de acciona-mientos que permite seguir métodos unificados de acceso a dispositivos con independencia de cuál sea el accionamiento físico empleado.
El módulo de comunicación Ethernet de ABB permite a un accionamiento
ABB, la mezcla correcta para fá-bricas de cementoEl sistema dosificador de la mezcla de materias primas (RMP, Raw Mix Proportioning) es fundamental para el control de calidad de una moderna planta de cemento. El sistema RMP define las proporciones de las principales materias pri-mas para fabricar el cemen-to (caliza, arcilla, arena y mineral de hierro). RMP, la solución de optimización de ABB, es cada día más cono-cida.
El objetivo es garantizar la correcta composición
química de la mezcla resul-tante (materia cruda) y redu-cir al mínimo posible el cos-te de los materiales. Esto es esencial, ya que las variacio-nes de composición química de la materia cruda pueden
aumentar el consumo de combustible y menoscabar la calidad del cemento. Las diferencias de composición química de los minerales dificultan la tarea del control RMP. Para resolver el proble-ma, ABB ha desarrollado una solución avanzada e innovadora. La solución es parte del paquete Opti-mize IT Expert Optimizer. Este progra-ma controla en línea los alimentado-res del horno de cemento, donde se almacenan las distintas materias pri-mas, y compensa óptimamente las
desviaciones respecto de los objetivos de calidad y de coste de los materia-les. El algoritmo de control del sistema se basa en las más modernas tecnologías de control, como el control basado en modelos, que simulan el comporta-miento dinámico de la planta con mo-delos matemáticos de los alimentado-res, cintas transportadoras, molinos, silos, etc. Esto permite prever el efec-to de diferentes acciones de control y tomar las medidas apropiadas. La
mezcla, una operación cru-cial, deja de ser meramente reactiva para hacerse predic-tiva. ABB fue la primera compañía en presentar una aplicación avanzada, basada en modelos, para el proceso RMP. Una acertada instalación piloto ha hecho llegar docenas de pedi-dos de cementeras de todo el mundo.
Dario Castagnoli
Véase también ‘Rentabilidad del cemento’
en la página 59 de este número.
20 Revista ABB 4/2006

21Revista ABB 4/2006
Thema
Una visión de red eléctrica autocorrectoraKhosrow Moslehi, Ranjit Kumar
Los recientes apagones producidos en todo el mundo han puesto de actualidad la fiabilidad de los siste-mas eléctricos. El coste económico y social de estas averías puede ascen-der a miles de millones de dólares anuales. Como corresponde a la era digital, la industria busca unos proce-sos de fabricación más eficientes, gobernados por ordenadores y elec-trónica de potencia. El porcentaje de energía eléctrica del total de energía consumida sigue creciendo y cada día es más importante la fiabilidad de los sistemas eléctricos. Este artículo presenta un conjunto de soluciones avanzadas que hacen más fiables los sistemas eléctricos gracias a un con-trol sincronizado y coordinado global-mente.
La probabilidad de que se produzca un apagón es cada vez mayor de-
bido a varios factores físicos y econó-micos, entre ellos (1) la demanda de transferencia de más energía a distan-cias más largas, (2) la insuficiencia de las inversiones en el sistema de transmisión, agravada por el continuo aumento de la carga, (3) las enormes oscilaciones de los patrones del flujo de energía de un día a otro, que hacen ineficaces los tradicionales es-tudios de planificación fuera de línea y (4) la consolidación de entidades operativas, que tienen como resultado un aumento de las áreas a controlar y de las exigencias al operador, que ha de trabajar con menores márgenes de error y decidir más rápidamente. Estas circunstancias han empujado los siste-mas eléctricos hasta sus límites físicos
y reducido la fiabilidad del entorno de operación. Este entorno requiere aná-lisis en línea más profundos para co-ordinar mejor los controles en toda la red. Las herramientas de supervisión y control de áreas extensas como, por ejemplo, las unidades de medición de fasores (PMU) y los sistemas flexibles de transmisión de CA (FACTS), y los equipos distribuidos de generación y almacenaje de energía son las princi-pales tecnologías con las que se abor-dan estos problemas. La función de los dispositivos FACTS en las medicio-nes para evitar apagones está descrita en [1]. ABB es uno de los principales provee-dores de las compañías eléctricas, a las que suministra este tipo de productos y servicios innovadores, que son pro-bados in situ. Este artículo presenta
los resultados de una investigación realizada por los autores (con la cola-boración del consorcio EPRI IntelliGrid) sobre los requisitos de la próxima ge-neración de tecnologías de supervi-sión y control de sistemas eléctricos. Previsiblemente, la evolución de estas tecnologías llevará a la realización de redes eléctricas autocorrectoras. Una red autocorrectora ha de responder a amenazas, fallos de materiales y otras influencias desestabilizadoras, evitan-do o reduciendo la propagación de las perturbaciones [2]. Para ello se re-quieren las siguientes capacidades: Reconocimiento temprano de problemas inminentes
Redespliegue de recursos para minimizar efectos adversos
Respuesta rápida y coordinada a perturbaciones evolutivas
Lo más brillante de la energía

22 Revista ABB 4/2006
Lo más brillante de la energía
Infraestructura para una red autocorrectoraPara conseguir una red autocorrectora es esencial abordar un amplio conjun-to de problemas operativos (en condi-ciones normales y no normales) sobre la mejora de prestaciones, la idonei-dad de recursos (abastecimientos del mercado, etc.) y los límites operacio-nales de equipos y sistemas (estabili-dad, oscilaciones mantenidas, etc.), así como sobre la protección primaria y auxiliar de sistemas y componentes.Se estima que las capacidades analíti-cas en línea actuales seguirán desem-peñando sus funciones en la infraes-tructura propuesta para tratar los problemas operativos. Además, las actuales capacidades fuera de línea (por ejemplo, la previsión, el análisis dinámico, el análisis de capacidades de transmisión) emigrarán al entorno en línea. Los detalles de su implemen-tación diferirán, así como las interde-pendencias en cada una de las áreas de adquisición de datos y manteni-miento, supervisión, mejora del rendimiento y medidas de control. Estas áreas funcionales han de pro-porcionar un servicio ininterrumpido en los siguientes aspectos: Tener conocimiento de la situación en toda la red
Prever, evitar y reducir problemas
Imponer planes operativos y márge-nes requeridos
Ayudar al restablecimiento del siste-ma.
Estas capacidades requieren el uso de herramientas de soporte de decisiones en línea, con exigentes requisitos de cálculo y comunicación. La infraes-tructura prevista exige un sistema dis-tribuido en el que los emplazamientos de hardware, software y datos sean transparentes para el usuario. Así, agentes inteligentes y autónomos, distribuidos por todo el sistema, po-drán ejecutar las funciones requeridas y soportarán procesos locales, globa-les y/o cooperativos gracias al acceso a una información oportuna y eficaz en todo el sistema.
ArquitecturaLa infraestructura TI requerida 1 ha de ser modular, flexible y escalable para satisfacer las necesidades opera-cionales globales y permitir la imple-mentación evolutiva a escala conti-nental.
Los sistemas de cálculo y comunica-ción de la infraestructura soportan un gran número de ordenadores y proce-sadores integrados, dispersos por todo el sistema. Éstos han de comunicarse entre sí por redes con interfaces es-tandarizadas que utilicen programas estándar orientados a mensajes y servicios web. La red se dedicaría al intercambio local y global de datos y a los procesos de decisión recurriendo a bases de datos distribuidas e inte-gradas a través de interfaces abiertas. El sistema estaría construido con componentes de hardware y software plug-and-play.
La infraestructura soporta un conjunto complejo de aplicaciones, incluidos los agentes inteligentes autónomos distribuidos por todo el sistema en una jerarquía virtual. Éstos se adaptan a eventos y entornos y actúan de forma competitiva y cooperadora en bien de todo el sistema. Los agentes pueden mejorar la actuación de con-trol respondiendo a los problemas más rápidamente que el operador hu-mano [5]. Así pues, el sistema soporta más inteligencia en todos los niveles, especialmente en niveles inferiores, como las subestaciones, para propor-
Minimización de la pérdida de servi-cio bajo cualquier circunstancia
Minimización del tiempo necesario para reconfigurar y restablecer el servicio
Para realizar una red autocorrectora, será necesaria una infraestructura TI de alto rendimiento que cubra las deficiencias de las prácticas actuales de coordinación geográfica y temporal en la supervisión y control del sistema eléctrico. Las prácticas actuales son manifiestamente mejorables en cuanto a la coordinación de las medidas de control adoptadas en diversos niveles jerárquicos como las subestaciones, las áreas de control, las regiones y la red total. La coordinación temporal mejorará al adaptar los controles, más rápidos y frecuentemente locales, a los controles globales, más lentos.
ABB ha desarrollado las especificacio-nes funcionales y arquitectónicas de la infraestructura TI necesaria para soportar una red autocorrectora, inclusive una evaluación de su viabilidad técnica y financiera [3,4]. El resto de este artículo resume brevemente los resultados del trabajo.
Una visión de red eléctrica autocorrectora
Reg
ione
s
1 Infraestructura para agentes inteligentes y autónomos distribuidos
Agente funcional
inteligente para F1
Función Fi
Función F2
Función F1(p.ej. estabilidad de la tensión)
Agente funcional
inteligente para F1
Red
Región R1 Región Ri
Áre
as d
e co
ntro
l
Área de control C1 Área de control Ck
Sub
esta
cion
es
Agente funcional
inteligente para F1
Subestación S1 Subestación Sn
Actuador
Agente funcional
inteligente para F1
Agente funcional
inteligente para F1
Actuador Actuador
Agente funcional
inteligente para F1
Agente funcional
inteligente para F1
Agente funcional
inteligente para F1
Men
saje
s /
Dat
os in
tegr
ados

23Revista ABB 4/2006
Lo más brillante de la energía
cionar respuestas de control oportu-nas y precisas. Los agentes se reparten en un sistema tridimensional teniendo en cuenta la distribución geográfica y la jerarquía de control del sistema eléctrico, así como la diversidad de áreas funciona-les. Varios usuarios y componentes de software situados en diferentes puntos acceden a los datos (estáticos y diná-micos), distribuidos por todo el siste-ma en bases de datos relacionales virtuales, y se encargan del manteni-miento de los mismos. Determinar el grado de autonomía en cada nivel y establecer los protocolos para resolver conflictos entre niveles
puede ser un difícil problema de dise-ño. Generalmente, el software utiliza-do en el nivel superior necesita consi-derar datos para una parte mayor del sistema eléctrico. El software de nivel inferior puede proporcionar una reac-ción oportuna y dar rápida respuesta a la información local, de acuerdo con las últimas indicaciones de los niveles superiores.Algunos de los sistemas actuales de protección especial y programas de medidas correctoras (SPS/RAS, Special Protection Systems/Remedial Action Schemes) pueden considerarse precur-sores de los agentes inteligentes. Se espera mejorar la eficacia de los agen-
tes mediante una frecuente puesta a punto desde un nivel superior y con mejores análisis locales.
Coordinación de tareas por medio de ciclos de ejecución Existe también una dimensión tempo-ral, basada en las escalas de tiempo del fenómeno físico pertinente en el sistema eléctrico, en la que se pueden distribuir las diversas tareas de los agentes. Esta coordinación temporal se puede llevar a cabo por medio de varios ciclos de ejecución. (Un ciclo de ejecución comprende un conjunto de tareas relacionadas y ejecutadas con coordinación temporal.) Los ciclos de ejecución y sus períodos se definen según las necesidades de operación y los criterios técnicos. Cada ciclo se puede ajustar para los tiempos de respuesta de control, volumen de cálculos y procedimientos
Ciclo Propósito
1 hora antes Garantizar los recursos adecuados Identificar los cuellos de botella del sistema5 minutos Garantizar fiabilidad y eficiencia Actualizar parámetros y límites de control Preanálisis (10 a 20 minutos aprox.) Avisar al operador del sistema y/o al ciclo de una hora antes1 minuto Mantener la eficiencia y fiabilidad, según el ciclo de 5 minutos. Adaptar los modelos más recientes 2 segundos Recoger/validar datos para uso del área de control o interconexión, inclusive los datos adquiridos en el ciclo de 10 milisegundos (PMUs) Realizar controles de bucle cerrado (Control de Generación de Áreas, etc.) Adaptar parámetros y límites de control para ciclos más rápidos1 segundo Controlar transitorios extendidos (control de tensión secundaria, etc.) Adaptar parámetros y límites de control para ciclos más rápidos100 milisegundos Controlar inestabilidades inminentes del sistema incluyendo la ejecución de Programas inteligentes de Protección Especial (iSPS) basados en modelos adaptativos o criterios identificados por ciclos más lentos. 10 milisegundos Ejecutar acciones inteligentes y más rápidas de protección (desconexión total o parcial de la carga, rechazo de generación eléctrica, separación del sistema)
Cuadro Ciclos de ejecución para la coordinación temporal
Agentes inteligentes autónomos
En informática, un agente de software actúa ‘de parte de’ un usuario o de un programa intermediando con autoridad para decidir cuándo (y si) es apropiado emprender una acción. La idea es que los agentes no sean requeridos estrictamente para una tarea, sino que puedan activarse dependiendo del contexto percibido.
Los agentes pueden ser inteligentes, es decir, poseer facultades de aprendizaje y razonamiento, y autónomos, con capacidad para adaptarse sin intervención humana a la forma en que consiguen sus objetivos. Pue-den estar distribuidos en máquinas física-mente distintas, de acuerdo con las necesi-dades, y podrían ser móviles, de modo que su ejecución podría transferirse a diferentes procesadores. Los sistemas de múltiples agentes constan de agentes distribuidos que alcanzan un objetivo actuando en coopera-ción. Pueden ejecutar sus tareas de forma síncrona o asíncrona y, si es necesario, ac-ceder a bases de datos descentralizadas.
El diseño de sistemas basados en agentes debe considerar el medio de proporcionar la capacidad para a) priorizar, programar y/o sincronizar tareas, b) facilitar la comunica-ción y colaboración, teniendo una naturale-za apropiada para representar conocimien-tos y metadatos organizados jerárquica-mente y c) detectar todos los posibles cambios en el entorno y responder a ellos.
Una visión de red eléctrica autocorrectora
2 Organización e interacciones de ciclos de ejecución
Ciclo una hora antes
Ciclo 5 minutos
Ciclo 1 minuto
Ciclo 2 segundos Ciclo
1 segundoCiclo 100 mili-
segundosCiclo 10 mili-
segundos
Ciclos largos, 2 seg o másCiclos cortos, menos de 2 seg
Sistema de energíaInclusive dispositivos de control, medición y protección
Planes de avance, programas, con-troles de pautas, mensajes
Datos de reserva, violaciones, aler-tas, mensajes

24 Revista ABB 4/2006
históricos requeridos. Los períodos y actividades específicas de los ciclos de ejecución se pueden configurar de acuerdo con los aspectos operati-vos pertinentes. Estos ciclos cubren escalas de tiempo que varían desde 10 milisegundos a una hora. Los pe-ríodos exactos de los ciclos pueden ser diferentes en cada implementa-ción. El Cuadro de la página 23 mues-tra un conjunto representativo de ci-clos de ejecución.
Basados en la latencia de la adquisi-ción de datos en tiempo real, los ciclos se pueden clasificar en lentos o rápidos. En un futuro previsible, la tecnología de las comunicaciones impondrá duraciones de ciclos de unos 2 segundos 2 .
Los ciclos más lentos realizan los complejos cálculos requeridos para los controles coordinados, la optimi-zación del rendimiento y las estrate-gias de control a nivel de sistema. Los ciclos más rápidos se ocupan de las necesidades analíticas locales (sub-estación e inmediaciones) para res-ponder a rápidos sucesos aplicando las estrategias de control desarrolladas por los ciclos más lentos. La inteligen-cia del nivel superior predomina más en los ciclos más lentos, mientras que la inteligencia del nivel inferior domi-na en los ciclos más rápidos. Los ciclos de ejecución interaccionan entre sí a través del intercambio de disparos de sucesos, parámetros de control, indi-cadores de problemas, avisos de incidencias, etc. Cada ciclo de ejecución incluye varios agentes funcionales. Cada agente fun-cional está compuesto por bloques funcionales o módulos que sólo hay que enchufar (plug-and-play), llama-dos componentes, que se pueden reutilizar en otros contextos.
Estimación de estados: un requisito previo para las capacidades de autocorrección En los centros de control actuales, la mayoría de las funciones analíticas se limitan a ciclos lentos. Por ejemplo, el estimador de estados (SE) es una fun-ción esencial que proporciona una instantánea perfeccionada de la condi-ción de funcionamiento permanente, minimizando los efectos de los errores en los datos disponibles. Los resulta-
dos de un estimador de estados son usados no sólo por el operador, sino también por varias funciones analíti-cas en los ciclos más lentos. Estas funciones analíticas necesitan solucio-nes para redes cada vez mayores con poco desfase de tiempo para soportar las necesidades emergentes en opera-ciones comerciales, además de satis-facer los requisitos tradicionales de fiabilidad. Necesidades similares surgen en ciclos más rápidos para proporcio-nar capacidades de autocorrección.
Para satisfacer estas necesidades emergentes, el estimador de estados SE debe implementarse como una so-lución de cooperación mediante agen-tes distribuidos. Cada agente puede informar a otros agentes del estado de su propia parte del sistema eléctrico en un momento especificado, con una precisión de algunos milisegundos.
Un agente SE en una subestación recupera datos de la misma y de otras situadas en un área ‘eléctrica’ vecina, definidas en tiempo real por un agen-te en un nivel superior.
Un agente SE en un área de control recibe durante un tiempo prescrito datos de todos los agentes de las subestaciones del área y ensambla una solución para esa área. Ello requiere gestionar aspectos de coordinación geográfica y temporal en las fronteras
de las diferentes áreas. Análogamente, los agentes SE en niveles regionales y superiores han de coordinar soluciones desde las diversas áreas de control.
Esta implementación de la función SE como solución cooperadora limita los desfases de tiempo a algunos milise-gundos, con independencia de la magnitud del sistema (asumiendo que se usan PMUs para todas las medicio-nes). La capacidad SE inferior a un segundo es esencial para soportar el control local (es decir, subestación, etc.) más rápido requerido. La valida-ción SE local mejora la calidad de las soluciones SE en los niveles superiores.
La visualización efectiva de informa-ción debe permitir al operador cono-cer el estado del sistema de un vistazo y responder puntualmente. Este cono-cimiento de la situación es una parte integrante del análisis y control. Ade-más del estado actual, deben visuali-zarse proyecciones de tendencias, cambios previstos y escenarios antici-pados. Pueden ser necesarias varias vistas del mismo objeto para presentar diferentes aspectos del sistema a numerosos usuarios con necesidades diversas.
Los gráficos perfeccionados deben combinar sin fisuras la navegación y la presentación de informaciones usando capacidades de animación y
Puntos de vista predominantes en la prevención de apagones
Lo fundamental en una red autocorrectora es su capacidad para evitar o reducir perturbaciones graves en el suministro de energía eléctrica y restablecer la situación solucionando temprana-mente los problemas. En principio dominan tres puntos de vista sobre las perturbaciones impor-tantes y los esfuerzos para reducirlas [6].
Seguramente habrá más
desastres: Las perturbacio-nes de los sistemas eléctricos son simplemente sucesos aleatorios que no se pueden controlar mediante interven-ción humana.
Reforzar el punto más débil: Cada perturbación ataca al ‘eslabón más débil’ del siste-ma en el momento de la ocu-rrencia. Una vez reforzado dicho enlace, la siguiente per-
turbación deberá ser de mayor mag nitud y atacará al siguiente ‘enlace más débil’, repitiéndo-se así el ciclo.
Evitar o reducir los problemas
con una ingeniería mejor: Los que defienden este punto de vista creen que es posible gestionar la complejidad del sistema eléctrico para predecir y evitar (o reducir) los proble-mas antes de que sean dema-siado graves.
Lo más brillante de la energía
Una visión de red eléctrica autocorrectora

25Revista ABB 4/2006
tridimensionales. Con el tiempo, tales características pueden evolucionar para crear un entorno de ‘realidad virtual’.
ConclusionesDe acuerdo con el planteamiento de corregir problemas por medio de una
mejor ingeniería, el marco concebido requiere el despliegue de agentes fun-cionales inteligentes y autónomos a través de un sistema genérico de in-terconexiones para apoyar una red eléctrica autocorrectora. Esto permiti-ría al sistema adaptarse a las condicio-nes variables de operación del sistema para analizar y mantener su fiabilidad en tiempo real y en el futuro próximo. Las interacciones entre los componen-tes inteligentes de la infraestructura estarían orquestadas a través de un conjunto de ciclos de ejecución, adap-tados a los fenómenos físicos y a los problemas operativos del sistema eléctrico.
Capacidades más potentes de super-visión y control obtenidas mediante controles locales y globales coordina-dos proporcionan la elasticidad necesaria para prestar un servicio ininterrumpido y un mayor grado de automatización. Las decisiones de control local, adoptadas en fracciones de segundo en condiciones de emer-gencia extremas, serían más rápidas y consistentes que si sólo se emplearan los operadores o controles de nivel superior.
Esta nueva infraestructura se puede realizar usando las tecnologías exis-tentes. Todas las posibles tecnologías requeridas se están utilizando o pro-bando conceptualmente. La mayoría de las técnicas analíticas necesarias se están usando ya en varios procesos de diseño fuera de línea y en línea, por ejemplo, en sistemas de protección, controles de generadores y límites de operación de sistemas, aunque se re-querirán ciertas mejoras en la veloci-dad, el grado de automatización y el nivel de distribución y coordinación.
El sistema propuesto podría imple-mentarse de forma evolutiva empe-zando con la realización de capacida-
des de autocorrección para la ‘colum-na vertebral’ de la red. Estas capacida-des podrían luego ampliarse a partes adicionales del sistema de transmi-sión, en la medida en que necesida-des comerciales y limitaciones presu-puestarias lo permitan. El desarrollo de la función de estimación de esta-dos antes descrita serviría de base para la realización global de la infra-estructura requerida.
Nuestro trabajo en este campo ha ana-lizado la viabilidad funcional, arqui-tectónica y financiera de la infraes-tructura propuesta. Los autores han desarrollado una metodología para evaluar el rendimiento del capital invertido para esta infraestructura, considerando los costes relativos al hardware y el software. Los beneficios inmediatos son una mayor economía, resultado de una menor congestión y la minimización de la energía no ser-vida, ampliando los límites operacio-nales y reduciendo las interrupciones. ABB seguirá esforzándose en perfec-cionar sus productos y tecnologías para mejorar la fiabilidad de los sistemas eléctricos y hacer avanzar el sector hasta conseguir una red eléctrica autocorrectora.
Khosrow Moslehi
ABB Network Management
Santa Clara, California
Ranjit Kumar
Project Consultant
ABB Network Management
Santa Clara, California
Bibliografía
[1] Pourbeik, P., Bahrman, M., John, E., and Wong, W. (2006). Modern Countermeasures to Blackouts, IEEE Power & Energy Magazine, 4 (5), pp. 36–45.
[2] Amin, M., S. and Wollenberg, B. (2005). Toward a Smart Grid, IEEE Power & Energy Magazine, 3 (5), pp. 34–41.
[3] Moslehi K., Kumar, R., Chiang, H-D., Laufenberg, M., Bose, A., Hirsch, P., and Beard, L. (2004). Control Approach for Self-Healing Power Systems: A Conceptual Over-
view, Presented at the Electricity Transmission in Deregulated Markets: Challenges, Opportunities, and Necessary R&D, Carnegie Mellon University, Dec. 15–16, 2004
[4] Moslehi K., Kumar, R., Hirsch, P. (2006). Feasibility of a Self-Healing Grid – Part I Methodology and Cost Models, Part II Benefit Models and Analysis, Presented at IEEE
PES General Meeting – Montreal, June 2006.
[5] Rehtanz, C. (2003) Autonomous Systems and Intelligent Agents in Power System Control and Operation. Springer-Verlag, New York.
[6] Fairley, P. (2004) The Unruly Power Grid, IEEE Spectrum, Aug 2004, pp. 22–27.
Lo más brillante de la energía
Productos ABB de gestión de redes
ABB es uno de los principales proveedores de equipos, sistemas y servicios eléctricos de avanzada tecnología destinados a mejorar la fiabilidad de los sistemas de suministro de ener gía eléctrica. Un avanzado sistema de supervisión y control es fundamental para me-jorar la fiabilidad y aumentar la rentabilidad de los sistemas eléctricos.
Unidades de negocio ABB para la
gestión de redes y automatización de
subestaciones
Estas unidades de negocio suministran dis-positivos y sistemas llave en mano para las funciones de supervisión y control. Estas unidades de ABB están a la vanguardia del desarrollo de sistemas TI para facilitar la integración sin fisuras de las operaciones de transmisión y distribución (T&D). La platafor-ma integrada resultante soporta funciones de distribución y gestión de averías, sistemas SCADA (control supervisor y adquisición de datos) y de gestión de energía, así como un sistema de explotación del mercado de la energía. Esta plataforma incluye un conjunto de avanzadas tecnologías para sistemas de supervisión de áreas extensas (WAMS). WAMS utiliza las lecturas de medición de fasores que determinan las condiciones de la red en puntos estratégicos de una amplia zona. Usando medidas de tiempo precisas en sus puntos de origen, las lecturas pueden proporcionar una imagen precisa de la red, mucho más allá de cualquier área de control individual, y soportar acciones coordinadas de control más rápidas.
Una visión de red eléctrica autocorrectora

La aparamenta de conexión funciona en un entorno muy desafiante desde el punto de vista de la compatibilidad electromagnética. Sin embargo, el correcto funcionamiento de los equi-pos depende de que sus componen-tes puedan comunicarse fiablemente entre sí. Los cables de cobre son propensos a sufrir interferencias elec-
tromagnéticas, mientras que la fibra óptica es frágil y cara de instalar. Las dos opciones conllevan el riesgo de cometer errores de cableado. Como alternativa, ABB propone un sistema de comunicación por radio de banda ancha utilizando conductores metáli-cos huecos, las guías de ondas. Las señales de radio se transmiten por
estos conductores, donde son inmu-nes a las interferencias externas y no interfieren con otros dispositivos. Además, tales conductores pueden ser usados simultáneamente por múltiples canales de comunicación y son robustos y fáciles de instalar.
Conducción de datosTecnología de transmisión para la comunicación enaparamenta de tensión mediaKornel Scherrer, Bernhard Deck, Andreas Reimüller
Lo más brillante de la energía
26 Revista ABB 4/2006

27Revista ABB 4/2006
La radiotecnología es parte indispensa-ble de la vida moderna desde hace mu-cho tiempo. Apenas hay áreas en las que no se transmitan datos a través del aire. La tecnología de comunicación sin
hilos se utiliza en todas partes, para la radio misma, la televisión, el teléfono y la conexión de redes. El estado actual de la tecnología de sistemas de trans-misión para todas estas aplicaciones es
la red inalámbrica digital. La primera señal de radio fue transmitida ya en 1886 por Heinrich Hertz utilizando un descargador a distancia dis-ruptiva. A lo largo del tiem-po, el desarrollo de las ante-nas ha permitido prescindir las chispas, pero el término ‘sparks’ sigue utilizándose co-mo apodo de los operadores de radio.
Para que las señales de radio se propaguen en una guía de ondas con baja atenuación se han de cumplir algunas con-diciones sencillas. Por ejem-plo, las dimensiones del con-ductor y la frecuencia de la señal de radio han de estar en consonancia. Esto significa que las señales sólo se trans-miten con baja atenuación cuando se supera cierta fre-cuencia límite. La longitud de onda y la frecuencia son in-versamente proporcionales y, por tanto, la longitud de on-da λ ha de ser menor que la longitud de onda límite λ
Límite.
La fórmula siguiente sirve pa-ra determinar la dimensión del sistema:
λ ≤ λLímite
= 2·x, (1)
donde x es la anchura de la guía de ondas.
Estado actual de la tecnología En los actuales aparatos de conexión, los enlaces de co-municaciones internas (bus de subestaciones) se estable-cen normalmente de un pa-nel a otro, independiente-mente de si se han de trans-mitir señales en serie o bina-rias. Con cableado en parale-lo, la forma apropiada es utilizar líneas en bucle que se conectan a la regleta de ter-minales de cada panel. De-pendiendo del tamaño de la
Considerando la entrada en vigor de la serie de normas CEI 61850, ABB
considera que ha llegado el momento de promover un cambio de modelo para los canales de comunicación de la aparamenta de conexión. Este cambio no afectará sólo al me-dio de transmisión. La solución propuesta es un sistema cerra-do de comunicación de banda ancha y de baja potencia por medio de guías de onda.
Radiotecnología inalámbrica LAN en combinación con CEI 61850El mundo de los estándares ha evolucionado mucho durante los últimos años. Las últimas innovaciones importantes apa-recieron en el mercado con CEI 61850 y se espera que con CEI 62271-1 lleguen más. La serie de normas CEI 61850, ‘Redes y Sistemas de Comuni-cación en Subestaciones’ está siendo adoptada rápidamente por el mercado mundial de la ingeniería eléctrica. Ya hay en marcha proyectos pilotos –si bien limitados en alcance– para implantar estas normas. Además, está teniendo lugar un extenso intercambio de ex-periencias sobre las soluciones actuales y limitaciones estas normas. Habrá mucho que re-flexionar en el futuro.El esfuerzo conjunto de desa-rrollo de varias divisiones de ABB ha permitido establecer un método innovador (aunque ya probado en otros sectores industriales) de transmisión de datos. Este método permitirá transmitir datos en el interior de las instalaciones de co-nexión con gran fiabilidad y sencillez. El planteamiento se basa en el uso de ondas elec-tromagnéticas de alta frecuen-cia y baja potencia en un siste-ma cerrado. El principio es sencillo y versátil. Lo que se necesita es una guía de onda de dimensiones correctas, una sonda receptora y emisora y una conexión coaxial para el dispositivo de protección y control utilizado (véase foto-grafía pequeña y figura 1 ).
2 Cuando se acoplan secciones de guías de ondas se utiliza un manguito estrecho. De este modo se garantiza un aislamiento eléctrico con dimensiones que no menoscaban la transmisión.
1 Las guías de ondas están destinadas a ser parte integrante de la aparamenta de tensión media.
Lo más brillante de la energía
Conducción de datos

28 Revista ABB 4/2006
instalación, de la complejidad del siste-ma de enclavamiento y de la necesidad del operador de disponer de funciones e información de control, esto puede suponer haces de cables con más de 60 núcleos individuales. La adición o mo-dificación de señales en las líneas en bucle implica inmediatamente una compleja reconexión de los cables. El trabajo necesario para ello, inclusive las pruebas correspondientes, supone altos costes para el operador. Sólo el uso de técnicas de comunicación en serie per-mite reducir el número de núcleos de líneas en bucle. Con este método de transmisión, las señales y los valores de los datos medidos se transmiten por regla general en serie a un punto cen-tral. Además, los comandos de control se pueden transmitir a los paneles de
tensión a través del medio pertinente.Respondiendo a diversas influencias ambientales sobre las aplicaciones de aparamenta de conexión, la fibra óptica (guías de onda ópticas) se ha estableci-do como medio de transmisión. A diferencia de las aleaciones de cobre, los cables de fibra óptica son insensi-bles a las interferencias electromagnéti-cas, pero también son mucho más ca-ros por sus peores propiedades mecá-nicas, por el mayor coste de su montaje (por ejemplo, colocación de enchufes, tendido protegido en conductos) y por la necesidad de contar con herramien-tas especializadas y personal bien for-mado.
Aparamenta de interior con guías de ondaLa exigencia de fiabilidad y durabilidad de los sistemas no deja de crecer. Por esta razón, ABB se marcó como objeti-vo encontrar un medio más adecuado de transmisión para la comunicación entre paneles, un medio que cumpliera los criterios indicados y al mismo tiem-po fuera fácil de usar. Además, este medio ha de satisfacer los nuevos re-quisitos de la serie de normas CEI 61850. El ancho de banda factible tenía que ser semejante al de una guía de ondas óptica (cable de fibra óptica), pero la instalación tenía que ser mucho más simple. El nuevo sistema tenía que conservar la ventaja del aislamiento eléctrico entre transmisores y recepto-res de datos, que está garantizada por el material de las guías de onda ópti-cas, pero no por los conductores de cobre.
El principio de guía de onda es muy sencillo y su aplicación muy versátil. Análogamente a lo que sucede con la guía de ondas óptica se requiere la reflexión desde una, mejor dicho, desde dos superficies limítrofes parale-las para transmitir casi sin pérdida de señal. Para conseguir esto, las dos pa-redes (superficies limítrofes) han de es-tar separadas una distancia definida que se calcula a partir de la longitud de onda utilizada (véase ecuación 1). La entrada y salida de las señales tienen lugar por antenas esféricas. Se usa cable coaxial apantallado para cubrir las cortas distancias entre los dis-positivos de protección y de control y la guía de ondas. En el Cuadro se comparan los diversos medios de transmisión.
La energía eléctrica que se inyecta en una guía de onda por medio de una antena (sonda) crea una onda electro-magnética con campos E y H (eléctrico y magnético) dentro del conductor. Tan pronto como se excede la frecuencia límite del sistema en cuestión, en la guía de onda se propaga una onda electromagnética casi a la velocidad de la luz. En la entrada se crea un campo E, que a su vez origina un campo H. Las antenas de la guía de ondas son, en principio, reversibles, es decir, se pue-den utilizar tanto para transmitir como para recibir energía de alta frecuencia (HF). Si la guía de onda está dimensio-
Lo más brillante de la energía
Conducción de datos
3 Soluciones de guías de ondas: a actuales, b futuras.a
Presente IEC 60870-5-101IEC 60870-5-104
λHL λHL
λ Coa
x
λ Coa
x
IEC
618
50-8
-1
IEC
618
50-8
-1
IED IED
Bus de estación
Bud de proceso Hilos de cobre Cable coaxial Guía de onda
Antena
b
Futuro IEC 60870-5-104IEC 61850-(Futuro)
λHL λHL
λ Coa
x
λ Coa
x
IED IED
Bus de estaciónBud de proceso
Cable coaxial Guía de onda
Antena
IEC
618
50-9
-2
IEC
618
50
IEC
618
50-9
-2
IEC
618
50

29Revista ABB 4/2006
nada correctamente, las ondas electro-magnéticas se propagan casi sin pérdi-das (atenuación aproximada de 2 dB/km). Con la forma seleccionada se usa una señal de 5 GHz de baja potencia. La tecnología empleada corresponde a la de los modernos sistemas inalámbri-cos LAN de red de área local. Utilizan-do una guía de onda, las señales de radio están protegidas óptimamente contra las interferencias externas y, a la inversa, el entorno queda protegido contra las señales de radio.
Los segmentos de guía de ondas están dispuestos en los compartimentos de baja tensión de la aparamenta de co-nexión de tal modo que se interconec-tan automáticamente al instalar los pa-neles. Utilizando tecnología de guías de ondas, el trabajo de establecer las co-nexiones entre paneles durante la insta-lación local de un sistema de aparatos de conexión es mínimo en compara-ción con el de los sistemas convencio-nales de líneas en bucle (generalmente hasta 60 núcleos). Cuando los paneles están interconectados, las secciones de la guía de ondas están todas ellas ali-neadas. Las pequeñas separaciones en-tre las secciones de la guía de ondas de cada unidad de panel están selladas herméticamente con manguitos 2 para que no penetre la contaminación exte-rior en el conductor. Para la longitud de onda utilizada, la separación no tiene efectos negativos sobre la atenua-ción del sistema de transmisión. En comparación directa con una línea con-vencional Ethernet apantallada, la guía de ondas tiene más resistencia mecáni-
ca, está aislada contra las interferencias de alta frecuencia y, a diferencia de los cables, está aislada eléctricamente pa-nel por panel (análogamente a una co-nexión de guía de ondas óptica). Con este sistema ‘plug and play’ (enchufar y listo) se puede probar fácilmente todo el sistema de comunicaciones durante la inspección en la fábrica.
Dos sistemas de guías de ondas separa-dos por unos pocos metros, como pue-de suceder en una aparamenta de co-nexión instalada en lados opuestos de una subestación, pueden estar conecta-dos por medio de un sistema pasivo compuesto por antenas y cables coaxia-les. Desde el punto de vista de la topo-logía de la red, una red redundante tendría que estar estructurada para po-der tolerar el fallo de un interruptor o de la conexión (principio n-1). En ana-logía directa con los sistemas de comu-nicaciones con cables de cobre o con guías de ondas ópticas, este problema se reduce a duplicar el punto de acceso a la guía de ondas, ya que en este caso puede asumirse que el enlace de co-municaciones a través del conductor hueco es muy robusto y seguro frente a las averías. A este respecto, es posible conseguir una red cuasi redundante con un coste relativamente bajo 3 .
PerspectivasLa nueva serie de normas CEI 61850 no sólo describe una sencilla interfaz de comunicaciones basada en un bus de subestación. También describe un bus de proceso que permite conectar dis-positivos primarios inteligentes, por
ejemplo sensores o transformadores de tensión y corriente, o dispositivos de conmutación, que tienen una interfaz de comunicaciones acorde con CEI 61850. Un enlace robusto de comunica-ciones es de vital importancia cuando se han de transmitir en tiempo real me-diciones de intensidad y tensión (valo-res de mediciones muestreadas) según CEI 61850-9-2:2004-04 [9, 10] desde el sensor/transformador del instrumento hasta el dispositivo electrónico inteli-gente (IED, Intelligent Electronic Devi-ce), o si se han de distribuir horizontal-mente entre los IED en una subestación (por ejemplo, para proteger las barras colectoras). Además se ha de garantizar que la conexión física proporcione sufi-ciente ancho de banda para una trans-misión rápida, sin demora alguna, la cual podría perjudicar al sistema de protección. Utilizando una conexión de guía de onda se consigue un gran an-cho de banda mediante tecnología mul-ticanal. De este modo, se pueden co-nectar a la guía de onda hasta 24 cana-les independientes, de 56 Mbit/s cada uno. Este diseño no sólo permite trans-mitir información vertical y horizontal según CEI 61850, sino que permite ade-más implementar otros servicios con el sistema. Mencionemos, por ejemplo, la posibilidad de leer a través de la guía de onda los contadores instalados en la aparamenta, o los servicios posibles vía Internet. El acoplamiento de otros com-ponentes activos se puede conseguir mediante el correspondiente converti-dor de medios. Especialmente para va-lores de mediciones muestreadas, la guía de ondas proporciona una co-nexión que satisface las demandas de seguridad de un sistema de protección y cumple los requisitos técnicos de CEI 61850-9-2:2004-04 [9, 10].
Kornel Scherrer
ABB Management Services Ltd.
Zúrich, Suiza
Bernhard Deck
ABB Medium Voltage
Baden-Dättwil, Suiza
Andreas Reimüller
ABB AG, Calor Emag Medium Voltage Products
Ratingen, Alemania
Lo más brillante de la energía
Conducción de datos
Cuadro Guía de ondas en comparación con otros medios
Conexión eléctrica(par trenzado CAT 5, RJ 45)
Fibra óptica(multimodo 2G 62,5/125 µm)
Guía de onda
Medio
Disponib
ilidad
del sis
tema
+
EMC
Elastic
idad té
rmica
Elastic
idad m
ecán
ica
Instal
ación
Ampliabilid
ad
+
++
-
+
+
+
0
+
+
-
++
0
-
+
0
-
++

Más allá de la primera impresiónIEC 61850, más que una mera norma de comunicaciónChristian Frei, Tatjana Kostic
En un entorno energético TI típico, ¿cómo se consigue que diversos componentes y dispositivos de diferentes fabricantes funcionen juntos sin problemas? La respuesta está en una rentable interfaz estándar de comunicaciones, que hace posi-bles infraestructuras abiertas e intero-perabilidad de los dispositivos.
Un estándar de este tipo, el CEI 61850, está considerado como una importante norma internacional para sistemas de automatización de subestaciones, ya que define la comunicación entre los dispositivos de la subestación, así como los co-rrespondientes requisitos del sistema y el modelo de subyacente de datos.
ABB Corporate Research está apro-vechando estas características de CEI 61850 para proporcionar tecnolo-gía ‘plug and play’ para aplicaciones de automatización de subestaciones.
Lo más brillante de la energía
Revista ABB 4/2006 30

31Revista ABB 4/2006
Las subestaciones eléctricas son sistemas distribuidos
complejos –contienen equipos primarios heterogéneos como, por ejemplo, aparamenta de conexión, transformadores o líneas– y están controladas por sistemas de automatización de subestaciones (SAS). Un sistema SAS consta de todo el equipo electrónico1) necesario para controlar, supervisar y proteger de forma permanente la red. Este equipo está interconectado y ha de comunicarse a diferen-tes niveles dentro y fuera de la subestación (por ejemplo, hacia el centro de control de la red). Tradicionalmente, el trabajo de ingeniería y configuración de un sistema SAS ha sido consi-derable. Estos esfuerzos tam-bién han demostrado ser caros, ya que (a) los costes de las entregas a los clientes están condicionados por la falta de configuraciones estandarizadas entre dispositivos de diferentes vende-dores, y (b) los costes del desarrollo de productos dependen del número de pro-tocolos de comunicaciones privados o semiestándar que han de ser soportados.Gracias a la norma CEI 61850, reciente-mente adoptada [1], y en particular a dos características singulares de la nor-ma, los costes de ingeniería y configura-ción se han reducido notablemente. Es-tas características singulares compren-den la autodescripción de dispositivos electrónicos inteligentes (IED)2) en tiem-po de ejecución (debido a sus modelos de datos y servicios de comunicaciones) y un lenguaje estandarizado de configu-ración de subestaciones (SCL).Estas dos características permiten a ABB emplear un sistema ‘plug and play’3) (enchufar y listo) para aplicaciones de automatización de subestaciones desti-nado a reducir la costosa ingeniería de proyectos para muchos clientes.
La norma CEI 61850CEI 618504) es una norma de comunica-ciones para la automatización de subes-taciones. Su objetivo principal es permi-tir la interoperabilidad sin fisuras de dis-positivos IED (especialmente de diferen-tes fabricantes de equipo original) den-tro de la subestación. Se divide en 10 partes y trata cuatro aspectos princi-pales: un modelo funcional del dominio de aplicación de la automatización de
subestaciones (Parte 5), un modelo de datos para SAS (Parte 7), protocolos de comunicaciones y sus servicios (Partes 7, 8 y 9) y un lenguaje descriptivo de la configuración de subestaciones (SCL - Parte 6), basado en XML [2]. En general, un modelo proporciona determinadas informaciones sobre un componente de equipo o sobre un pro-ceso. En la comunicación de subestacio-nes, un modelo que, por ejemplo, lista los datos de entrada y salida de un transformador, se conoce como modelo de datos; CEI 61850 tiene un modelo de datos para cada función. Un dato ele-mental tiene un nombre compuesto por tres partes normalizadas5), a saber, el nodo lógico (LN), el objeto de datos y el atributo.Puesto que la norma CEI 61850 define el modelo de datos completo en un for-mato de texto y tabla, el modelo formal
[4,5] del mismo se ha desarro-llado en lenguaje UML (Uni-fied Modelling Language)6) [3]. En este artículo nos referire-mos a él como modelo UML.En un sistema de automatiza-ción de subestaciones hay dos tipos de intercambio de datos: intercambio de datos de apli-caciones en tiempo de ejecu-ción e intercambio (fuera de línea) de datos de configura-ción. El intercambio de datos en tiempo de ejecución tiene lugar a través de servicios de comunicaciones. La parte 7-2 de CEI 61850 define un conjunto de servicios abstrac-tos de comunicaciones (ACSI) que abordan los requisitos bá-sicos del proceso de intercam-bio de información. Estos ser-vicios se pueden implementar
como interfaz de programación de apli-caciones (API, Application Programming Interface), especificada en un lenguaje de programación dado, y/o como servi-cios de la capa de aplicación de una pila determinada de comunicaciones. Como ejemplos de este tipo de inter-cambio mencionemos la lectura de la posición actual de un interruptor, un co-mando de operador o el disparo de una función de protección para cambiar la posición del interruptor en tiempo de ejecución. Estos servicios y la imple-mentación de los mismos son el ‘medio’ para el intercambio de datos.El segundo tipo de intercambio de da-tos, que se refiere a los datos de confi-guración de todas las aplicaciones y dis-positivos SA, se realiza usando archivos XML (eXtensible Markup Language), que siguen el lenguaje SCL7), descrito en la norma. Estos archivos XML –en la fi-
Notas1) Según la norma CEI 61850, un sistema SAS consta generalmente de dispositivos electrónicos inteligentes
(IED) conectados por una red de comunicaciones. 2) Por autodescripción de un IED se entiende la capacidad de éste para proporcionar cierta información, como
los datos de estado del proceso o los datos de configuración de entornos de protección (este último tipo de datos no suele estar disponible en las normas anteriores SA sobre comunicación).
3) Una aplicación se denomina ‘plug and play’ cuando es capaz de encontrar la funcionalidad de uno o más dispositivos IED en tiempo de ejecución sin necesidad de configuración alguna y, a continuación, generar la correspondiente interfaz gráfica de usuario a partir de dicha funcionalidad.
4) ABB participa muy activamente en la definición y mantenimiento de la norma CEI 61850 (varios redactores de dicha norma son empleados de ABB) y, en consecuencia, es uno de los principales proveedores en este cam-po. Esto es fundamental actualmente, ya que muchos nuevos proyectos, especialmente en China e India, requieren su uso.
5) El nodo lógico, el objeto de datos y el atributo se ilustran mediante el ejemplo de un interruptor. El estado del interruptor –en la terminología CEI 61850– se denomina XCBR.Pos.stVal, donde XCBR (el interruptor) es el nodo lógico, Pos (posición del interruptor) es el objeto de datos y stVal (estado intermedio, conexión, desco-nexión, estado incorrecto) es el atributo.
6) El estándar de modelación de facto en ingeniería de software
Lo más brillante de la energía
Más allá de la primera impresión
1 Arquitectura simplificada de una aplicación ‘plug and play’ basada en CEI 61850. Los números entre paréntesis indican la parte correspon-diente de la norma. Un ejemplo de estas aplicaciones son los siste-mas básicos de supervisión o control.
Aplicación 1 Aplicación 2
Máquina con objetos significativos
Servidor ACSI(7-2, 8-1)
Servidor ACSI(7-2, 8-1)
Servidor ACSI(7-2, 8-1)
IED
IED
IED
Servidor MMS
Ordenador
ASCI (7-2)API
MMS APIsobre TCP/IP

32 Revista ABB 4/2006
gura se puede ver uno de ellos, resumi-do– describen la configuración de los dispositivos IED en términos de funcio-nalidad (por ejemplo, control, medicio-nes y valores de estado de los interrup-tores), direcciones y medios de comuni-caciones (por ejemplo, mensajes rápidos a numerosos destinatarios, presentación de informes), así como la distribución de la subestación y su relación con las funciones implementadas en los disposi-tivos IED.
Aplicaciones inteligentes ‘plug and play’En los párrafos siguientes se supone un IED que cumple totalmente la norma CEI 61850, concretamente, que debe proporcionar para sus datos una interfaz conforme con ACSI.
Las aplicaciones inteligentes ‘plug and play’ pueden depender de las caracterís-ticas de interoperabilidad normalizadas por CEI 61850. El descubrimiento y la recuperación de valores reales para los datos del proceso y de confi-guración se realizan del modo siguiente:
1. Enchufar el ordenador con la aplicación de ejecución en la red CEI 61850.
2. Proporcionar la dirección IP del servidor residente en un IED. (Este paso es el único que no tiene totalmente ca-rácter ‘plug and play’)
3. La aplicación recupera las variables utilizando servi-cios de directorio ACSI.
4. La interfaz de usuario de la aplicación se genera auto-máticamente de acuerdo con estas variables y su se-mántica.
5. La aplicación adquiere valo-res actuales para todas las variables de interés.
6. Si se necesitan valores ac-tualizados de datos del pro-ceso, la aplicación se suscri-be a eventos adecuados.
Los pasos (2) a (6) se pueden repetir tantas veces como sea necesario. Puesto que el paso (2) no se considera por com-pleto ‘plug and play’ se puede realizar escanear la red para detectar varios servidores –que responden a un puerto
pre definido- siempre que lo permitan los mecanismos de seguridad en cada IED.La figura 1 muestra esquemáticamente la arquitectura de un sistema ‘plug and play’. Los servidores ACSI proporcionan servicios definidos (Parte 7-2 de la nor-ma) y permiten la abstracción de los servicios con independencia de su im-plementación específica. También per-miten la ‘navegación’ de variables, la re-cuperación y ajuste (donde proceda) de ciertos valores y, finalmente, la recep-ción de datos actualizados del proceso a través de un mecanismo de registro de eventos. El motor es la interfaz ‘semánti-ca’ entre ACSI y la aplicación, y se ocu-pa de convertir nombres de variables MMS8) en objetos significativos de con-formidad con las Partes 7-4 y 7-3. Los derechos de acceso -lectura, escritura o lectura/escritura– son identificados auto-máticamente para cada atributo de da-tos. El motor es también responsable de registrar cualquier evento que propor-
cione datos reales (en vivo) del proceso y, más tarde, también de actualizar los valores correspondientes. Una aplica-ción, por ejemplo un sistema básico de supervisión, depende del motor para adquirir el contenido de los servidores y obtener y establecer valores. Puesto que el tipo de datos se identifica claramente, el motor puede proporcionar vistas para datos del proceso (valores actuales, ana-lógicos o digitales) o parametrización (de funciones de protección). Además se pueden registrar eventos y visualizar-los para el usuario; algunos pueden in-cluso ser interpretados automáticamente como alarmas. Más abajo describimos brevemente algu-nas aplicaciones prototipo9) desarrolla-das en el centro de investigación corpo-rativa de ABB en Suiza en el marco del proyecto ‘Zero-Configuration Substation Monitoring System’.
Navegador CEI 61850 ‘plug and play’ En la figura 2 presentamos una imagen
de pantalla de un navegador CEI 61850 ‘plug and play’. Es posible crear un sistema de su-pervisión elemental utilizando únicamente la dirección (o di-recciones) IP del dispositivo (o dispositi-vos). Provisto de esta dirección IP, un usuario puede acceder automática y autónomamente al contenido del IED, es decir, sin configurar previamente el software. En el ejemplo presen-tado en 2 se muestra el conte-nido del nodo lógico QA1X-CBR3 (que refleja la informa-ción de un interruptor), junto con su objeto de datos Pos (posición del interruptor) y los atributos de los datos (nom-bres, tipos, valores y otras propiedades) correspondientes a ese objeto. Ninguna de estas propiedades está codificada en hardware, se generan a partir de la información semántica procedente del modelo formal de datos expresado con el modelo UML y que se encuen-tran disponibles en la aplica-ción.
Comparador ‘plug and play’ de configuraciones IED Otra aplicación inmediata, inte-grada en el motor, es un com-
2 Un navegador CEI 61850: aplicación que no necesita configuración alguna pero puede descubrir el contenido de un dispositivo IED, analizarlo semánticamente y autogenerar la visualización.
Lo más brillante de la energía
Más allá de la primera impresión

33Revista ABB 4/2006
parador de configuraciones IED ‘plug and play’. Esta aplicación compara el contenido real de un dispositivo IED con su configuración descrita en el co-rrespondiente archivo SCL. La utilidad de esta herramienta se observa especial-mente durante la puesta en servicio o el mantenimiento, cuando el ingeniero ne-cesita verificar que la configuración IED real coincide con la proporcionada por el correspondiente archivo SCL.
Generador ‘plug and play’ de configuraciones IED Normalmente, los archivos SCL son ge-nerados por la herramienta de ingenie-ría, pero también es posible generar automáticamente un archivo SCL. Esto es especialmente útil durante la actuali-zación del sistema, ya que la mayoría de los sistemas usuales de automatización de subestaciones no tienen un archivo SCL que las describa (y si lo tienen, puede estar anticuado). El archivo SCL generado se puede importar más tarde desde la herramienta de ingeniería para los procesos posteriores, evitando así un trabajo pesado y susceptible de errores.Las aplicaciones descritas a modo de ejemplos ilustran la posibilidad de crear aplicaciones ‘plug and play’ basadas en la capacidad de autodescripción de dis-positivos IED en tiempo de ejecución, utilizando como entrada únicamente la dirección IP (o un rango de ellas). Des-de una perspectiva sistémica, sin embar-go, está limitada la posibilidad de utili-zar únicamente el modelo de datos y servicios ACSI (definidos en la Parte 7 del estándar), que se refieren a disposi-tivos IED individuales. En consecuencia, es imposible vincular las funciones des-cubiertas automáticamente (es decir, nodos lógicos) al equipo primario, ni se puede deducir la distribución de la subestación, ni siquiera analizar la red de comunicaciones entre dispositivos.
En otras palabras, si sólo se dispone de la dirección IP (de su rango), sólo es posible crear un sistema de supervisión muy elemental centrado en dispositivos IED individuales.
Gracias a la norma CEI 61850 de comunicación para la automatización de susbestaciones, los cos-tes SAS de ingeniería y configuración se han reducido notablemente.
Para ampliar las capacidades del sistema de supervisión se requiere un archivo adicional SCL, completo y actualizado, para hacer comprensible en conjunto el sistema de automatización de la subesta-ción. Una aplicación que exija que el usuario le proporcione este fichero ya no puede considerarse por ‘plug and play’. Una solución posible consiste en alojar el archivo SCL adicional en una dirección predefinida en una pasarela. En este caso será posible la aplicación que describimos a continuación.
Sistema (básico) ‘plug and play’ de supervisión de subestaciones El navegador CEI 61850 descrito puede descubrir una configuración de automa-tización de uno o más dispositivos IED en una subestación. Gracias al modelo de datos definido en el estándar es fácil identificar los puntos de datos de esta-dos y mediciones y, por consiguiente, crear automáticamente una interfaz de usuario para visualizar todos los datos de proceso (de estado y medición). Por otro lado, se puede realizar automá-ticamente la suscripción a un servicio de registro de eventos que proporcione valores actualizados. Además, si se
proporciona un archivo SCL con la descripción del patio de maniobras (es decir, una sección de la subesta-ción), se podrá crear y visualizar un sencillo diagrama monofilar con los da-tos del proceso.
ConclusiónA pesar de su nombre, CEI 61850 es mucho más que un mero estándar de comunicaciones, ya que también define un modelo de datos y los servicios para operar con estos datos. ABB‘s Corporate Research ha aprovechado estas caracte-rísticas para desarrollar la tecnología subyacente que permite utilizar aplica-ciones ‘plug and play’ (por ejemplo, deducir automáticamente la configura-ción de un IED). Evidentemente, siste-mas tan complejos como SCADA nunca llegarán a tener pleno carácter ‘plug and play’ y requerirán cierto trabajo de inge-niería. Sin embargo, este trabajo será más simple gracias a los planteamientos propuestos y reducirá el número de pruebas de aceptación en fábrica, el tiempo de puesta en funcionamiento y el mantenimiento.Los componentes esenciales de la arquitectura ‘plug and play’ se están convirtiendo en parte integrante de los productos SAS de ABB. Este hecho, unido a la complejidad y a la creciente importancia de la norma CEI 61850, ha dado un nuevo impulso al desarrollo conjunto de herramientas en ABB.
Christian Frei
Tatjana Kostic
ABB Corporate Research
Baden-Dättwil, Suiza
Publicaciones de ABB sobre la norma CEI 61850:
http://www.abb.com/cawp/seitp202/C1256A8C0049
9292C1256D4100388F27.aspx
Notas7) El lenguaje SCL define la interrelación del equipo de la subestación entre sí y con la propia subestación.8) Manufacturing Message Specification: ISO 9506-1 e ISO 9506-2: Sistemas de automatización industrial, especificación de mensajes para la fabricación; primera edición,
15-08-20009) Algunas de estas aplicaciones están actualmente en proceso de transferencia a unidades de negocio de ABB para la integración de productos.
Bibliografía
[1] IEC 61850: Communications Networks and Systems in Substations, International Standard, 2003.
[2] O. Preiss and A. Wegmann, ‘Towards a Composition Model Problem Based on IEC 61850’, The Journal of Systems and Software, Vol. 65/3, Elsevier Science, 2003,
pp. 227–236.
[3] OMG, Unified Modelling Language Specification, Version 2.0, July 2005. http://www.omg.org/uml
[4] T. Kostic and O. Preiss, ‘UML model of the IEC 61850 (v6, May 2004) and the data mappings between CIM 10 and IEC 61850’. Not yet published (contact authors).
[5] T. Kostic, O. Preiss, C. Frei, ‘Understanding and Using the IEC 61850: A Case for Meta-Modelling,’ Elsevier Journal of Computer Standards & Interfaces, vol. 27/6,
pp. 679–695, 2005.
Lo más brillante de la energía
Más allá de la primera impresión

Semiconductores de potenciaPrimera parte: Bases y aplicaciones Stefan Linder
Durante los últimos 10 a 15 años, y a raíz del rápido progreso alcanzado en la tecnología de semiconductores, los interruptores de potencia de silicio se han convertido en dispositivos muy eficientes, fiables y de cómoda aplicación. Estos dispositivos han arraigado firmemente en aplicaciones de alta tensión y alta intensidad para controlar potencias de salida de entre un megavatio y varios gigavatios. Los dispositivos semiconductores de potencia han puesto en marcha una revolución tranquila, en el curso de la
cual se están perfeccionando solucio-nes electromecánicas mediante la adición de electrónica de potencia, o incluso son sustituidas por completo por sistemas electrónicos de potencia.
Este artículo, dirigido a lectores con ciertos conocimientos de este tema, es la primera de dos partes que Revista ABB dedicará a los semicon-ductores de alta potencia. En esta parte presentamos diferentes clases de dispositivos, especialmente el IGBT e IGCT. Comparamos sus venta-
jas y desventajas específicas, así como algunos aspectos importantes relativos a su aplicación. En la segun-da parte analizaremos aspectos tér-micos y cuestiones relativas al diseño del encapsulado. Además, intentamos hacer un pro-nóstico sobre los desarrollos futuros y sobre la importancia que tendrán en este campo de la alta potencia mate-riales de ‘amplio salto de banda’ como el SiC (carburo de silicio), el GaN (nitruro de galio) y el diamante.
Lo más brillante de la energía
34 Revista ABB 4/2006

35Revista ABB 4/2006
La introducción de la tecnología de transmutación de neutrones en los
años setenta del pasado siglo hizo posible la fabricación de dispositivos se-miconductores de potencia con tensio-nes de bloqueo de más de 1.000 V. Sólo esta técnica permite producir silicio con la homogeneidad de dopado requerida. Por aquel entonces, en esta categoría de tensiones el tiristor era el único disposi-tivo cuya tecnología se dominaba co-rrectamente. Sin embargo, el número de aplicaciones era muy limitado, ya que este dispositivo no permitía el corte de corriente en un instante cualquiera. En los años ochenta y noventa se unieron al tiristor varios dispositivos con capaci-dad de corte: el tiristor de corte de puerta o GTO (Gate Turn-Off Thyristor) y, posteriormente, el transistor bipolar con puerta aislada o IGBT (Insulated Gate Bipolar Transistor) y el tiristor con-mutado con puerta integrada o IGCT (Integrated Gate Commutated Thyristor). Estos dispositivos incrementaron nota-blemente el espectro de definiciones de tareas explotables eficientemente. Gracias a estos dispositivos, los acciona-mientos eléctricos de velocidad variable en el rango de megavatios representan hoy día la más avanzada tecnología y sería imposible imaginar la transmisión de energía eléctrica y los sectores de estabilización de redes, donde las apli-caciones alcanzan sobradamente el ran-go de los gigavatios, sin la existencia de soluciones basadas en componentes se-miconductores de potencia.
Durante los diez últimos años, el IGBT y el IGCT (que sustituyeron al GTO) han sido perfeccionados en cuanto a pérdi-das, resistencia a la tensión, capacidad de transporte de corriente (SOA = Safe Operating Area, área de funcionamiento seguro) y facilidad de uso. En conse-
cuencia ha perdido vigencia el viejo pa-radigma, admitido todavía a finales de los noventa, según el cual los IGBT son adecuados para salidas de ‘pequeña’ po-tencia y los IGCT para potencias mayo-res. Los IGBT se usan ahora con exce-lentes resultados en aplicaciones con sa-lida superior a 300 MW [1]. Sin embargo, de esto no se puede concluir que el IGCT perderá su razón de ser como re-sultado del avance del IGBT, como lo demuestra el fuerte crecimiento de apli-caciones de éste, sobre todo en el rango de tensiones medias. La decisión acerca de cuál es el componente más adecuado para una aplicación deseada depende de diversos factores técnicos, que se aclararán en cierta medida en este artí-culo. No obstante, en este contexto no debe subestimarse el know-how y la ex-periencia del usuario al hacer la selec-ción correcta. Dado que la eficiencia y fiabilidad de los dispositivos semicon-ductores depende estrechamente de las condiciones de servicio y del diseño físi-co del sistema (eléctrico, térmico, mecá-nico), los usuarios, siempre que sea po-sible, utilizarán plataformas con las que tienen abundante experiencia.
Ha perdido vigencia el viejo paradigma según el cual los IGBT son ade-cuados para salidas de ‘pequeña’ potencia y los IGCT para potencias mayores.
Objetivos del diseño del IGBT y del IGCT
IntroducciónEl dopado del cuerpo de silicio de los semiconductores de potencia, es decir,
la conductividad del sustrato, ha de re-ducirse continuamente conforme aumenta la tensión de ruptura buscada. En consecuencia, componentes que en estado activo pueden confiar en la con-ductividad de su substrato (los compo-nentes unipolares o de portadores ma-yoritarios, como el MOSFET de potencia y el diodo Schottky), presentan capaci-dades de bloqueo superiores a 200-1.000 V en estado de conducción, de-masiado altas para funcionar económi-camente (el límite depende del tipo de componente y de la aplicación). Conse-cuentemente, los semiconductores de potencia de silicio de más de 600 V se suelen diseñar como dispositivos modu-lados por conductividad (plasma). El in-terior de un dispositivo de este tipo está saturado con un gran número de porta-dores de cargas positivas y negativas
Los semiconductores se han hecho omnipresentes en una amplia gama de aplicaciones, entre ellas la transmisión de energía a las aplicaciones de tracción b b y los accionamientos industriales c
a b c
Lo más brillante de la energía
Semiconductores de potencia
1 Estructuras de componentes y zonas de dopado del IGCT y del IGBT a y compara-ción cualitativa de las distribuciones de plasma en estado de conducción b
Con
cent
raci
ón
Dopado
IGCT (estructura de tiristor)G
KA
Cátodo Ánodo
G
EC
IGBT
ppn
n-
n- ppn
n-
ppn
a
b
plasma del IGCT
plasma del IGBT
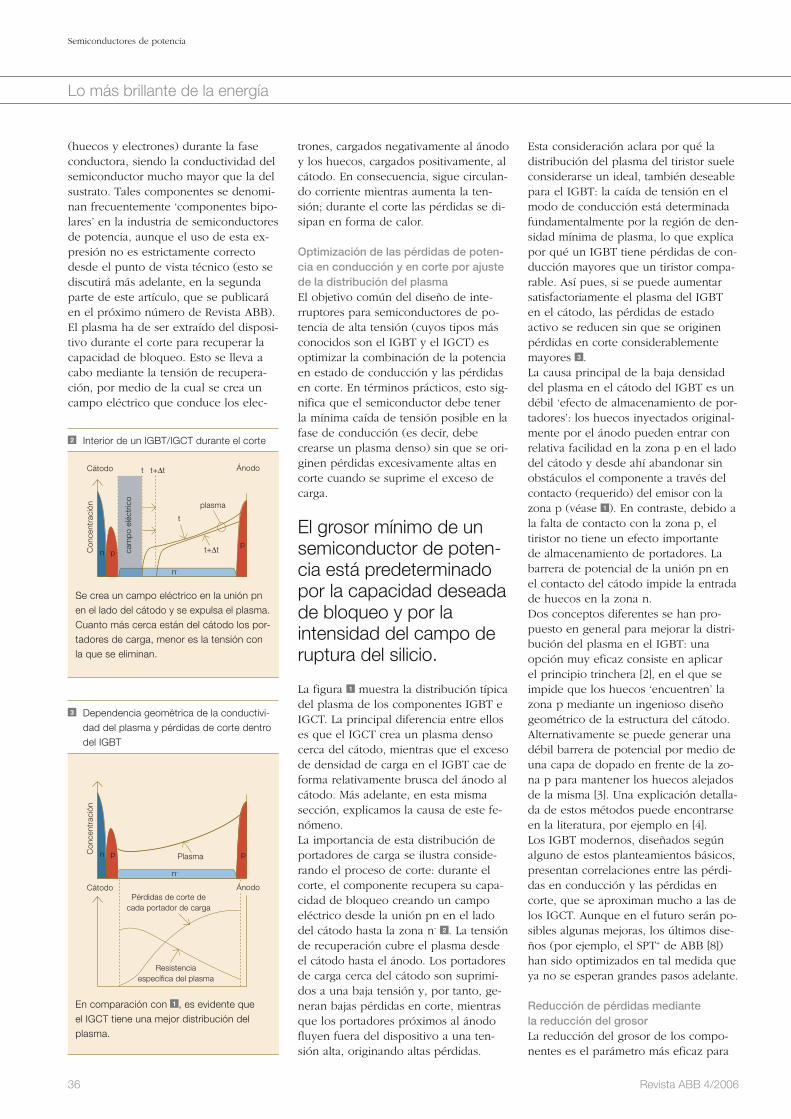
36 Revista ABB 4/2006
(huecos y electrones) durante la fase conductora, siendo la conductividad del semiconductor mucho mayor que la del sustrato. Tales componentes se denomi-nan frecuentemente ‘componentes bipo-lares’ en la industria de semiconductores de potencia, aunque el uso de esta ex-presión no es estrictamente correcto desde el punto de vista técnico (esto se discutirá más adelante, en la segunda parte de este artículo, que se publicará en el próximo número de Revista ABB).El plasma ha de ser extraído del disposi-tivo durante el corte para recuperar la capacidad de bloqueo. Esto se lleva a cabo mediante la tensión de recupera-ción, por medio de la cual se crea un campo eléctrico que conduce los elec-
trones, cargados negativamente al ánodo y los huecos, cargados positivamente, al cátodo. En consecuencia, sigue circulan-do corriente mientras aumenta la ten-sión; durante el corte las pérdidas se di-sipan en forma de calor.
Optimización de las pérdidas de poten-cia en conducción y en corte por ajuste de la distribución del plasmaEl objetivo común del diseño de inte-rruptores para semiconductores de po-tencia de alta tensión (cuyos tipos más conocidos son el IGBT y el IGCT) es optimizar la combinación de la potencia en estado de conducción y las pérdidas en corte. En términos prácticos, esto sig-nifica que el semiconductor debe tener la mínima caída de tensión posible en la fase de conducción (es decir, debe crearse un plasma denso) sin que se ori-ginen pérdidas excesivamente altas en corte cuando se suprime el exceso de carga.
El grosor mínimo de un semiconductor de poten-cia está predeterminado por la capacidad deseada de bloqueo y por la intensidad del campo de ruptura del silicio.
La figura 1 muestra la distribución típica del plasma de los componentes IGBT e IGCT. La principal diferencia entre ellos es que el IGCT crea un plasma denso cerca del cátodo, mientras que el exceso de densidad de carga en el IGBT cae de forma relativamente brusca del ánodo al cátodo. Más adelante, en esta misma sección, explicamos la causa de este fe-nómeno.La importancia de esta distribución de portadores de carga se ilustra conside-rando el proceso de corte: durante el corte, el componente recupera su capa-cidad de bloqueo creando un campo eléctrico desde la unión pn en el lado del cátodo hasta la zona n- 2 . La tensión de recuperación cubre el plasma desde el cátodo hasta el ánodo. Los portadores de carga cerca del cátodo son suprimi-dos a una baja tensión y, por tanto, ge-neran bajas pérdidas en corte, mientras que los portadores próximos al ánodo fluyen fuera del dispositivo a una ten-sión alta, originando altas pérdidas.
Esta consideración aclara por qué la distribución del plasma del tiristor suele considerarse un ideal, también deseable para el IGBT: la caída de tensión en el modo de conducción está determinada fundamentalmente por la región de den-sidad mínima de plasma, lo que explica por qué un IGBT tiene pérdidas de con-ducción mayores que un tiristor compa-rable. Así pues, si se puede aumentar satisfactoriamente el plasma del IGBT en el cátodo, las pérdidas de estado activo se reducen sin que se originen pérdidas en corte considerablemente mayores 3 .La causa principal de la baja densidad del plasma en el cátodo del IGBT es un débil ‘efecto de almacenamiento de por-tadores’: los huecos inyectados original-mente por el ánodo pueden entrar con relativa facilidad en la zona p en el lado del cátodo y desde ahí abandonar sin obstáculos el componente a través del contacto (requerido) del emisor con la zona p (véase 1 ). En contraste, debido a la falta de contacto con la zona p, el tiristor no tiene un efecto importante de almacenamiento de portadores. La barrera de potencial de la unión pn en el contacto del cátodo impide la entrada de huecos en la zona n.Dos conceptos diferentes se han pro-puesto en general para mejorar la distri-bución del plasma en el IGBT: una opción muy eficaz consiste en aplicar el principio trinchera [2], en el que se impide que los huecos ‘encuentren’ la zona p mediante un ingenioso diseño geométrico de la estructura del cátodo. Alternativamente se puede generar una débil barrera de potencial por medio de una capa de dopado en frente de la zo-na p para mantener los huecos alejados de la misma [3]. Una explicación detalla-da de estos métodos puede encontrarse en la literatura, por ejemplo en [4].Los IGBT modernos, diseñados según alguno de estos planteamientos básicos, presentan correlaciones entre las pérdi-das en conducción y las pérdidas en corte, que se aproximan mucho a las de los IGCT. Aunque en el futuro serán po-sibles algunas mejoras, los últimos dise-ños (por ejemplo, el SPT+ de ABB [8]) han sido optimizados en tal medida que ya no se esperan grandes pasos adelante.
Reducción de pérdidas mediante la reducción del grosorLa reducción del grosor de los compo-nentes es el parámetro más eficaz para
Lo más brillante de la energía
Semiconductores de potencia
2 Interior de un IGBT/IGCT durante el corte
ÁnodoCátodo
Con
cent
raci
ón plasma
p
n-
n p
t
t+Δt
Se crea un campo eléctrico en la unión pn en el lado del cátodo y se expulsa el plasma. Cuanto más cerca están del cátodo los por-tadores de carga, menor es la tensión con la que se eliminan.
cam
po e
léct
rico
t+Δtt
3 Dependencia geométrica de la conductivi-dad del plasma y pérdidas de corte dentro del IGBT
ÁnodoCátodo
Con
cent
raci
ón
Plasma
Pérdidas de corte de cada portador de carga
Resistencia específica del plasma
En comparación con 1 , es evidente que el IGCT tiene una mejor distribución del plasma.
n p
n-
p

37Revista ABB 4/2006
reducir las pérdidas totales. Las razones son sencillas: la resistencia del dispositi-vo en estado de conducción decrece co-mo consecuencia del menor grosor y, al mismo tiempo, hay menos plasma glo-bal en el dispositivo durante la fase con-ductora, razón por la que se producen menos pérdidas durante el corte.El grosor mínimo de un semiconductor de potencia está predeterminado por la capacidad deseada de bloqueo y por la intensidad del campo de ruptura del sili-cio. En 4 se muestran dos dispositivos diferentes diseñados agresivamente con la misma capacidad de bloqueo:Es evidente que la máxima capacidad de bloqueo para un elemento de grosor dado se obtiene con una distribución de intensidad de campo lo más próxima posible al límite de ruptura en todo el grosor.
El gradiente de la intensidad de campo dE/dx 1 se puede ajustar por medio de la concentración de dopado en el silicio.En la práctica existen límites para el di-seño agresivo de la distribución de la in-tensidad de campo y, por consiguiente, para el grosor mínimo de los dispositi-vos:1. Si la concentración de dopado del semiconductor es muy baja, el campo eléctrico se extiende sobre todo el gro-sor del componente, incluso a baja ten-sión. Por tanto, todo el plasma puede ser eliminado a una tensión más baja durante el corte. Aunque teóricamente esto es deseable (puesto que las pérdi-das de corte disminuyen), también hace que la corriente se interrumpa brusca-mente al alcanzar una cierta tensión (el punto en el que se elimina el plasma del dispositivo). Este efecto se conoce como ruptura brusca (snap-off). La alta variación di/dt genera sobretensiones en inductancias parásitas y puede iniciar oscilaciones no deseadas en combina-ción con las capacitancias. La figura 5 muestra ejemplos de un corte de ali-mentación deseable (‘suave’) y una forma de onda desfavorable (‘dura’).La inductancia parásita difiere mucho más en semiconductores de potencia para altas intensidades que en pequeños componentes discretos. En primer lugar, la inductancia de fuga es mayor debido a los conjuntos, físicamente mayores y, en segundo término, el semiconductor experimenta una solicitación mucho ma-yor a través de una inductancia parásita dada. Para ilustrar esto se compara un
hipotético chip IGBT discreto de 50 A con un módulo de 1.000 A ensamblado con 20 chips discretos de 50 A. Se supo-ne que la inductancia parásita en el cir-cuito con el chip discreto es de 20 nH, y la del módulo 100 nH. El cálculo de la energía inductiva almacenada (E
ind =
LI2/2) muestra que, con la intensidad nominal, cada chip del módulo experi-menta una carga inductiva 100 veces mayor que la del chip discreto (2,5 mJ frente a 25 µJ). Esto indica que los com-ponentes utilizados para altas salidas de potencia se han de dimensionar para un comportamiento de conmutación mucho más suave que los chips empleados pa-ra pequeños montaje de circuitos impre-sos. En términos prácticos, los ingenie-ros han de hacer los componentes más gruesos de lo que teóricamente sería ne-cesario. Esto implica naturalmente pérdi-das adicionales, según se muestra en el ejemplo de 5 .
El semiconductor debe tener la mínima caída de tensión posible en la fase de conducción sin que se originen pérdidas excesi-vamente altas en corte cuando se suprime el exceso de carga.
Además de la concepción con un cierto grosor adicional, la ruptura brusca se puede reducir mediante una hábil distri-bución de dopados en el lado del ánodo del componente. Los fabricantes emplean diferentes nombres para con-ceptos que son similares (al menos en su acción), por ejemplo, SPT (Soft Punch Through, Suave Perforación) [5] o FS (Field Stop, Parada de Campo) [6].Debe señalarse también que para los usuarios es más importante que nunca limitar en lo posible las inductancias pa-rásitas en sus sistemas, debido al diseño más agresivo de los componentes mo-dernos.
2. La segunda limitación es atribuible a la radiación cósmica. Si una partícula nuclear del espacio con alta energía, por ejemplo, un protón, choca contra un nú-cleo de silicio, la energía liberada gene-ra una altísima cantidad de electrones y huecos. Si el dispositivo está en modo
de bloqueo a alta tensión, estos porta-dores se multiplican a modo de avalan-cha debido a la alta intensidad de cam-po en el componente. Esto causa una ruptura muy localizada del componente, que puede dañar el dispositivo de forma irreparable. Por consiguiente, los fabri-cantes han desarrollado normas para el dimensionado, según las cuales los componentes se han de diseñar con res-pecto al grosor y la distribución de la intensidad de campo, para que la proba-
Lo más brillante de la energía
Semiconductores de potencia
4 Diferentes diseños verticales de un semiconductor de potencia en el ejemplo de estructura de tiristor
n-
G
KA
G
K n-A
Tipo A
Tipo B
Límite de falloC
ampo
elé
ctric
o (E
)
pn-
Tipo B
La tensión a través del dispositivo es pro- porcional al área situada bajo el campo eléc-trico. La sección central (n-) se suele deno-minar zona de deriva en componentes uni-polares y base n- en componentes bipolares.
ppn
pnn
p
ppn
n
Tipo A
5 Efecto de la ruptura brusca durante el corte de un gran módulo IGBT de 3,3 kV/1.500 A bajo la influencia de una alta inductancia parásita
Ten
sión
[kV
], In
tens
idad
[kA
] 3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Tiempo [μs]0 1 2 3 4
Tipo 1 (delgado)
Lσ = 300 nH
El ‘Tipo 1’ de IGBT es considerablemente menos grueso que el ‘Tipo 2’ (340 µm frente a 380 µm, véase también 6 ).
Tipo 2 (grueso)

38 Revista ABB 4/2006
bilidad de destrucción por radiación cósmica se limite a un grado aceptable. Esta norma especifica aproximadamente 1-3 FIT (fallos por unidad de tiempo) por cm2 de área superficial de compo-nente, que corresponde a entre 1 y 3 fa-llos por cada mil millones de horas de operación y cm2. La prueba de la tasa de fallos de nuevos componentes se suele obtener hoy día mediante bombar-
deo de protones o neutrones en acelera-dores, que simula con suficiente exacti-tud el efecto de la radiación cósmica na-tural.Los componentes de alta tensión de últi-ma generación están ya cerca de los lí-mites prácticos en cuanto a grosor. En 6 se ilustra la posición de los últimos componentes en relación con los límites teóricos calculados. Aunque teóricamen-te sería posible una nueva reducción del grosor por debajo del nivel actual, sería a expensas de una ruptura brusca más severa o de pérdidas en corte considera-blemente superiores. Actualmente, pare-ce dudoso que los usuarios lleguen a aceptar tales dispositivos.
Aumento de la capacidad de corte (Safe Operating Area, SOA)La intensidad de salida útil de un semi-conductor de potencia está limitada por la capacidad de la tecnología de encap-sulado para disipar pérdidas de potencia y por la máxima intensidad que puede controlarse con seguridad durante el corte. La segunda parte de este artículo tratará con detalle la tecnología de en-capsulado, mientras que aquí se tratarán los aspectos SOA.
Durante los años 90 se daba por senta-do que un evento de ruptura por ava-lancha dinámica representaba una con-dición de funcionamiento poco seguro. Tal ruptura se produce si la densidad de potencia (calculada como la intensidad a desconectar multiplicada por la ten-sión del enlace de CC) alcanza aproxi-madamente 150 kW/cm2.
A partir de consideraciones teóricas no es posible mantener la conclusión de que la ruptura por avalancha dinámica es insegura. Por el contrario, el efecto es autolimitante [4] y, por tanto, puede considerarse inofensivo. En consecuen-cia, para los fabricantes tiene sentido elevar el límite de destrucción de los componentes al máximo nivel posible. Ya se han demostrado con éxito densi-dades de potencia de más de 1 mW/cm2 en todos los componentes modernos (IGCT, IGBT y diodos). Un ejemplo, que demuestra que grandes componentes pueden controlar con seguridad poten-cias muy altas de salida, se muestra en 7 .Debido a las limitaciones térmicas, hoy en día apenas es posible operar con componentes a una potencia eficaz de más de unos 100 kW/cm2. Sin embargo,
está justificada la cuestión de si un mar-gen SOA superior a este límite tiene im-portancia práctica. La respuesta es afir-mativa por las razones siguientes: En dispositivos semiconductores de potencia de gran superficie no se puede asumir que la corriente fluye uniformemente por el semiconductor. Irregularidades en la refrigeración, di-ferentes inductancias de acoplamiento y propiedades ligeramente distintas de los semiconductores pueden originar diferencias importantes de temperatu-ra y cargas eléctricas no homogéneas, estas últimas especialmente durante la conexión y desconexión [7]. Los már-genes grandes de potencia pueden evitar el fallo de los componentes en tales condiciones. Varios grandes fa-bricantes de equipos pudieron probar una relación causal entre los márge-nes de potencia y la fiabilidad del campo, incluso con los componentes operando en condiciones nominales, dentro de los límites de las especifica-ciones.
Una gran tolerancia para la ruptura por avalancha dinámica evita que sur-jan sobretensiones más allá de las ten-siones nominales especificadas (véase 7 ).
Un margen grande de potencia SOA puede servir para afrontar condiciones de sobrecarga muy poco frecuentes (por ejemplo, condiciones de averías). Generalmente, las grandes cargas disi-padas durante tales sucesos pueden tolerarse, ya que el corte sólo suele ocurrir una vez.
Aumento de la máxima temperatura de la uniónLa ampliación de los límites de tempera-tura está estrechamente relacionada con las propiedades de la tecnología de en-capsulado, que se discuten con más de-talle en la segunda parte de este artículo.
Comparativa IGCT e IGBTLa menor potencia de conducción del IGBT se suele citar como una ventaja esencial de este dispositivo en compara-ción con el IGCT. La diferencia en po-tencia de conducción es atribuible al he-cho de que el IGBT está controlado por una entrada MOS, mientras que el IGCT es un dispositivo controlado por la in-tensidad. En la práctica, sin embargo, la necesidad de diferente potencia sólo es crucial en un pequeño número de apli-caciones, dado que la potencia de con-ducción es lo bastante baja como para
Lo más brillante de la energía
Semiconductores de potencia
6 Comparación de grosores teóricos mínimos calculados para el componente
Esp
esor
del
ele
men
to [μ
m]
800
700
600
500
400
300
200
100
Tensión de ruptura especificada [kV]
0 1 2 3 4 5 6 7
1200
V
1700
V
2500
V
3300
V
4500
V
6500
V
Límite teóricoLímite técnicoComponentes avanzados
Suponiendo que no existe un grosor adicio-nal y que la ruptura se produce a tempera-tura ambiente, los grosores técnicos míni-mos aproximados (valores factibles prácti-camente, sin considerar el comportamiento eléctrico) y los grosores de componentes avanzados (las áreas rojas representan los diferentes valores de varios fabricantes).
0 2 4 6 8 10
7 Desconexión de un IGCT con un área activa de 40 cm2 bajo condiciones SOA, sin circuito de protección
Tiempo [μs]
‘Autofijación’
Ruptura por avalancha dinámica
La densidad de potencia de conmutación es superior a 500 kW/cm2. La ruptura por ava-lancha reduce en primer lugar la pendiente de la rampa de tensión y a continuación limita automáticamente la sobretensión.
6
5
4
3
2
1
0
Ten
sión
[kV
], In
tens
idad
[kA
]
39Revista ABB 4/2006
obtenerla con un esfuerzo aceptable.Por otro lado, la diferencia más impor-tante entre un IGCT y un IGBT desde el punto de vista de la aplicación está en el hecho de que el IGBT puede ser con-trolado por la tensión de puerta durante la conexión/desconexión, mientras que los transitorios de conmutación en el IGCT están gobernados únicamente por la dinámica interna del componente. Esta diferencia, que puede parecer poco importante a primera vista, tiene conse-cuencias trascendentales para la topolo-gía del circuito y para aplicaciones que exigen la conexión en paralelo y/o en serie.
Diferencias en topología de circuitosDebido a la estructura interna del tiristor IGCT, el dispositivo genera corriente muy rápidamente durante el encendido, es decir produce una acusada variación di/dt que genera una solicitación in-aceptable en los diodos auxiliares. Debi-do a ello, es preciso restringir siempre la variación di/dt en circuitos IGCT por medio de un circuito limitador. En inver-sores de fuente de tensión, esta solución suele consistir en una pequeña induc-tancia en serie con el interruptor 8 . Aunque ello aumenta la complejidad del circuito, tiene varias ventajas:
1. En inversores de fuente de tensión sin limitación di/dt externa (como los circui-tos típicos IGBT), dicha limitación ha de tener lugar mediante control del propio dispositivo de conmutación, lo que cau-sa pérdidas sustanciales de conexión. En inversores con altas tensiones, la combi-nación de las pérdidas de conexión del interruptor y las pérdidas de recupera-ción del diodo constituyen entre el 40 y 60 por ciento de las pérdidas totales del inversor, dependiendo de la frecuencia de conmutación. Pérdidas de conexión notablemente menores tienen lugar en un interruptor de silicio utilizado con un limitador di/dt pasivo, liberando al dis-positivo de carga térmica y, en conse-cuencia, permitiendo en principio una mayor potencia de salida para el inver-sor. Sin embargo, debe señalarse que a pesar de todo se producen pérdidas, dado que se transfieren al circuito de circulación libre del limitador de di/dt (ocurren en la resistencia R
i y en el
diodo Di de 8 ). La interpretación de que
un inversor con un circuito limitador di/dt genera siempre menos pérdidas totales que un inversor IGBT convencio-nal es, por tanto, incorrecta.
En dispositivos semicon-ductores de potencia de gran superficie no se puede asumir que la co-rriente fluye uniformemen-te por el semiconductor.
2. La segunda ventaja es que, como re-sultado de la limitación di/dt pasiva, la intensidad sólo puede aumentar con re-lativa lentitud cuando se produce una avería (por ejemplo, un cortocircuito en el puente inversor o en la carga). Por consiguiente, existen dos estrategias efectivas para afrontar tales sucesos: (a) Si la avería se detecta a tiempo, es posi-ble hacer una desconexión normal; (b) La energía almacenada en el enlace de
CC se puede descargar activando todos los interruptores y dispersarla en todos los semiconductores (se puede dimen-sionar la inductancia L
i para mantener la
intensidad de cortocircuito dentro de límites seguros).
Conexión en paralelo y en serieDado que no se puede influir externa-mente en los transitorios de conmuta-ción de un IGCT, el circuito de control de puerta ha de accionar el conjunto del dispositivo de forma simultánea para ga-rantizar un proceso de desconexión ho-mogéneo y, por tanto, seguro. La dife-rencia de tiempo tolerable es inferior a 100 ns, lo que significa que los IGCT sólo se pueden operar en paralelo o en serie con un esfuerzo relativamente grande. En ambos casos, los circuitos amortiguadores, activos o pasivos, han de compensar incluso las diferencias más pequeñas de tiempos de conmuta-ción entre los IGCT (causadas por los errores de tiempo de control y por con-diciones locales como la temperatura). Si no se consigue esto, se pueden so-brecargar los dispositivos IGCT indivi-duales. El coste y la complejidad de es-tos circuitos amortiguadores son, gene-ralmente, demasiado altos en compara-ción con los de la alternativa IGBT. Para finalizar, los IGCT funcionan mejor en aplicaciones en las que cada función de conmutación es realizada por un solo dispositivo.En la segunda parte de este artículo so-bre semiconductores de alta potencia, que se publicará en Revista ABB 1/2007, trataremos diversos aspectos del diseño de encapsulados. Además estudiaremos el potencial de los materiales de ‘amplio salto de banda’.
Stefan Linder
ABB Switzerland Ltd, Semiconductors
Lenzburg, Suiza
Bibliografía
[1] K. Eriksson: ‘HVDC LightTM and Development of Voltage Source Converters’. Proc. IEEE/PES T&D Latin American Conf., Sao Paolo, 2002
[2] T. Laska, F. Pfirsch, F. Hirler, J. Niedermeyr, C. Schaeffer, T. Schmidt: ‘1200V-Trench-IGBT Study with Short Circuit SOA’. Proc. ISPSD’98, 433–436, Kyoto, 1998
[3] M. Mori, Y. Uchino, J. Sakano, H. Kobayashi: ‘A Novel High-Conductivity IGBT (HiGT) with a Short Circuit Capability’. Proc. ISPSD’98, 429–432, Kyoto, 1998
[4] Linder, Stefan: Power Semiconductors. EPFL Press / CRC Press, 2006. ISBN 2-940222-09-6 (EPFL Press) oder 0-8247–2569-7 (CRC Press).
[5] S. Dewar et al.: ‘Soft Punch Through (SPT) – Setting new Standards in 1200V IGBT’. Proc. PCIM Nuremberg, 2000
[6] T. Laska et al.: ‘The Field Stop IGBT (FS IG-BT) – A New Power Device Concept with a Great Improvement Potential’. Proc. ISPSD’2000, 355–358, Toulouse, 2000.
[7] D. Cottet et al.: ‘Numerical Simulations for Electromagnetic Power Module Design’. Proc. ISPSD’06, 209–212, Naples, 2006
[8] M. Rahimo, A. Kopta, S. Eicher: ‘Next Generation Planar IGBTs with SPT+ ’. Power Electronics Europe, Ausgabe 06, 2005.
Lo más brillante de la energía
Semiconductores de potencia
8 Circuito de prueba de fase de un IGCT
di/dt circuito limitante
VDC
Ri
Di
Li
IGCT
+
-
El gradiente de intensidad máximo permiti-do por el inductor Li durante la activación es di/dtmax = UDC/Li. Los elementos Di y Ri for-man un circuito de circulación libre para Li y limitan la sobretensión durante el corte del IGCT.
Dcirc. libre
Lcarga

Reflexionando sobre el colorTecnología de control del color para fabricantes de papelAnthony Byatt, Steve Sturm
Para un fabricante de papel, obtener el color correcto del producto es muy im-portante como garantía de calidad. Los clientes esperan que un tenga el mismo color que el papel de escribir y que el papel que compran hoy tenga el mismo color que los sobres que compraron hace meses o incluso años. Para conse-guir colores idénticos pueden ser necesarias distintas clases de papel fabrica-do con diferentes ajustes de máquina. Contemple, por ejemplo, este número de Revista ABB: el papel de la cubierta es algo más grueso que el de las páginas interiores, pero los colores son idénticos.
Reproducir el color, una tarea nada fácil, no sería posible sin los avanzados algoritmos de control del color y los instrumentos de alta sensibilidad de que disponemos. Estos instrumentos han de ofrecer una gran sensibilidad, pero además han de funcionar en condiciones muy duras, con altos niveles de humedad y a merced de fuertes sacudidas mecánicas y choques térmicos.
En la fabricación del papel, incluso una hoja en blanco tiene algo que contar. En éste y en los próximos artículos exponemos la asombrosa historia de cómo se ha llegado a controlar el color del papel.
Sensores y control
40 Revista ABB 4/2006

41Revista ABB 4/2006
Las tiendas de venta de televisores suelen tener expuestos aparatos de
muy distintos tipos. La electrónica de un televisor de color es, en el mundo de los electrodomésticos, la máxima expresión del uso de la tecnología de altas prestaciones y bajo coste. Un observador no dejará de asombrarse por el brillo de los colores que puede ver en una pantalla. Pero si da unos pasos atrás y observa el conjunto de televisores expuestos, advertirá sutiles diferencias de color –en algunos casos más que sutiles– entre televisores a primera vista idénticos.
Para mayor complicación, el color no es algo absoluto: la percepción del color se ve afectada por la biología del individuo (ceguera a los colores, daltonismo) y por otros factores. De hecho, los colores que percibimos son el resultado de una fuente de luz, de la reflectancia de un objeto y de la sensibilidad óptica del observador.Si conseguir consistencia cromática en un televisor de alta tecnología, diseñado específicamente para repro-ducir fielmente el color, es tan difícil, se comprenderá fácilmente las gran-des dificultades de alcanzar la consis-tencia en un producto como el papel, que aparentemente no exige una tecnología avanzada.
En la fabricación del papel es funda-mental el control del color, que casi siempre ha de ser blanco. La variación cromática continua del tinte en el pa-pel producido durante un periodo de varias horas puede ser imperceptible para el observador humano, pero la diferencia de color puede ser muy llamativa cuando se comparan dos hojas, una del comienzo y otra del final del lote de producción. Sería muy desafortunado que estas hojas terminaran por ser páginas adyacentes en un libro. El aspecto del papel –co-lor, luminosidad, blancura, opacidad y brillo– se ha convertido cada vez más en el parámetro diferenciador de la calidad en productos de papel.Los fabricantes, por consiguiente, hacen grandes esfuerzos por controlar el color de su producto. ABB, por su parte, les proporciona la tecnología para conseguirlo: sensores cromáticos avanzados y software en línea para controlar la adición de colorantes al proceso.
san una dispersión difusa. Una super-ficie que refleje difusamente, por igual, todas las longitudes de onda se percibe como blanca, mientras que una superficie que absorba por igual todas las longitudes de onda la perci-biremos como negra. Además de esta
Sensores y control
Cuantificación de la apariencia cromáticaEl color se percibe a partir de los co-lores primarios rojo, verde y azul que estimulan el ojo (triestímulo) 1 . La descripción del color no es intuitiva y, por tanto, está sujeta a un riguroso estándar científico CIE1): L*, a*, b*. Hay muchas formas de cuantificar la apariencia del color, pero L*, a*, b* es uno de los esquemas más extendidos.
Los tres parámetros del modelo repre-sentan la claridad del color L* (donde L*=0 corresponde al negro y L*=100 al blanco), su posición a* entre el ma-genta y el verde (los valores negativos indican verde, mientras que los valo-res positivos indican magenta) y su posición b* entre el amarillo y el azul (los valores negativos indican azul, los valores positivos indican amarillo.La luz que incide sobre una superficie puede reflejarse, ser absorbida o dis-persarse. Las superficies lisas reflejan la luz y las superficies desiguales cau-
Nota1) CIE (Commission Internationale de l‘Eclairage,
Comisión Internacional de la Iluminación) es una
organización científica con sede en Viena reconoci-
da en casi todo el mundo como la mayor autoridad
en materia de luz, iluminación, color y espacios en
color.
1 Percepción del color
Abs
orba
ncia
nor
mal
izad
a (%
)
violeta azul cian verde amarillo rojo 400 500 600 700
100
50
0
Longitud de onda (nm)
La retina humana tiene tres tipos de células sensibles al color (conocidas como células cono). Cada uno de estos tipos de células es sensible a un rango distinto de longitu-des de onda, cuyos valores máximos co-rresponden aproximadamente a 440, 544 y 580 nm (luz azul, verde y roja, respectiva-mente). Existe un considerable solapamien-to a entre los rangos, de modo que la reti-na es sensible a todas las frecuencias com-prendidas entre 400 y 700 nm.
Una célula cono individual sólo reacciona a la intensidad de la estimulación. No puede determinar la longitud de onda exacta de la luz estimulante ni puede diferenciar entre luz monocromática (de una sola longitud de onda) y luz policromática (combinación de varias longitudes de onda). La visión tiene, por tanto, una diferencia fundamental res-pecto de la audición. En este último caso, el ser humano puede distinguir longitudes de onda con considerable precisión, y un oído entrenado puede incluso determinar cada nota de un acorde musical. A pesar de esto, el ser humano puede dis-tinguir una gran variedad de colores gracias a la corteza cerebral (el área del cerebro re-lacionada con la visión), que combina las señales de los tres tipos de células cono re-tinales e interpreta cada combinación como un color diferente.
A diferencia de este sistema de color perci-bido, el espacio de color L*, a*, b* repre-senta el color real de un objeto. L* es la cla-ridad y a* y b* correlacionan la variabilidad magenta-verde y amarillo-azul respectiva-mente b .La figura 1a procede de la enciclopedia Wikipedia y está sujeta a la licencia de documentación gratuita GNU.
a Absorción espectral de los tres tipos de células cono de la retina humana y de células bastón (línea punteada).
b Representación del espacio de color L* a* b*. En el eje L*, la claridad varía desde el negro hasta el blanco.
-a*
-b*
+b*
+a*
+L*
-L*
Reflexionando sobre el color

42 Revista ABB 4/2006
reflexión difusa se puede producir reflexión especular (como en un espejo). Un buen espejo refleja todas las longitudes de onda por ig-ual, pero no se percibe como color blanco debido a su lisura. Análogamente, un ob-jeto negro puede reflejar luz si tiene un acabado pulido.
Éste es, pues, el campo en que se mueve el sistema de control cromático en línea producido por el centro de excelencia de control de ca-lidad de ABB, perteneciente a la unidad de negocio Pa-pel y que tiene su sede en Dundalk (Irlanda). Esta uni-dad está especializa en la medición en línea de las propiedades del papel y en la implementación de com-plejos esquemas de control para optimizar automática-mente dichas propiedades. La medición del color es un conocido método de control en línea que se utiliza en el 40 por ciento de todos los sistemas de control de cali-dad vendidos por nuestra compañía.
Diseño de instrumentos avanzadosLos instrumentos de color utilizados en los laboratorios de control de calidad se han refinado extremadamente durante los últimos 15 años. Casi todos los instrumentos de alta calidad miden espec-tros de reflectancias de muestras presentadas al sen-sor. Esto requiere general-mente una fuente estable de radiación visible y un siste-ma óptico complejo para re-coger la energía reflejada.
Los instrumentos de color de los laboratorios son manejados por técni-cos, los cuales verifican la calibración, seleccionan el tipo de coordenadas de color requeridas, alinean muestras y recogen datos colorimétricos. Estos técnicos realizan esta tarea cada hora aproximadamente, en un entorno favorable de laboratorio, donde los
peraturas de 60 °C y con una humedad del 100 por ciento. En ocasiones, el paquete del instrumento parece desvane-cerse en una nube de vapor de agua que baña la hoja. Ca-da cuatro horas, el instrumen-to pasa algunos minutos fuera de la hoja, en un entorno sú-bitamente 15 °C más frío, para probarlo y calibrarlo. Además es normal que se produzcan sacudidas de hasta 4g (4 veces la fuerza de la gravedad) a lo largo de cualquier eje y se han de tolerar vibraciones equivalentes a 2g entre 5 y 500 Hz.
Estas sacudidas en ‘cualquier eje’ equivalen a la que produ-ce un técnico de laboratorio saltando sobre un suelo em-baldosado desde una altura de unos 390 mm. Pero a pesar de esto seguimos esperando medidas de calidad.
Medición del color, un brillante campo de ABBAceptado este desafío, los ex-pertos en metrología de ABB han encontrado formas de aplicar los principios de me-dición en entornos demasiado duros para que el hombre es-té permanentemente presente ellos. Los instrumentos no sólo han de sobrevivir es es-tos entornos, además han de funcionar continuamente y proporcionar datos tan exac-tos y precisos como los de los instrumentos de laboratorio.
Anthony Byatt
ABB Ltd.
Dundalk, Irlanda
Steve Sturm
ABB Automation Technologies
Westerville, Ohio, USA
2 La plataforma de escaneo
Sensores y control
instrumentos, y naturalmente los técnicos, apenas sufren vibraciones o golpes.
Los clientes de ABB esperan similar precisión, fiabilidad y facilidad de uso de los instrumentos en línea de ABB 2 . Estos instrumentos han de operar sin el concurso de un técnico durante las 24 horas de cada día del año, a tem-
Reflexionando sobre el color

La complejidad del color está sobra-damente demostrada por el llamado efecto Land. Este efecto fue descrito por Edwin Land, muy conocido como inventor de la cámara Pola-roid, en 1977.
El ser humano interpreta los objetos como poseedores de un color constante, con inde-pendencia de la luz incidente (luz diurna, luz artificial, etc.). La hierba, por ejemplo, que bajo una intensa luz solar se nos aparece como verde, durante la noche conserva su color verde bajo el alum-brado público, a pesar de que las dos fuentes de luz tienen diferente intensidad y compo-sición espectral. Land postuló que nuestra percepción del color de un objeto se basa en la comparación de la entrada ‘triestímulo’ de su reflectancia (véase también la figura 1 en la página 41) con la de los objetos contiguos.
En la fotografía 1 se ven varios colores, ¿pero están realmente ahí? En realidad se trata de una imagen roja mo-nocroma con una superposi-ción de blanco y negro. El único color ‘real’ presente es el rojo. Sin embargo, el cerebro introduce otros colo-res, entre ellos diversos tonos de verde y marrón. (La foto-grafía se ve mejor con luz
artificial, ligeramente amarilla). Land demostró1) este efecto sacando dos fotografías de la misma escena 2a con película transparente en blanco y negro, una de ellas con un filtro rojo ante el objetivo de la cámara 2b y la otra con un filtro verde 2c . Luego utilizó dos proyectores para superpo-ner las imágenes. Colocó un filtro rojo delante del proyector con la fotografía correspondiente 2d , pero dejó la foto-grafía hecha en blanco y negro con filtro verde 2e . La proyección resultan-
te se muestra en 2f . Aunque ninguna de las figuras tiene verde, este color parece estar contenido en la figura final. La apariencia de los colores puede ajustarse fina-mente con las intensidades relativas de los proyectores 2g . La percepción de las escenas es distinta en fun-ción de la luz con la que se ven.
El efecto Land ilustra de forma llamativa la facilidad con que el cerebro es ‘enga-ñado’ al percibir los colores y subraya la importancia de un sistema absoluto de medición del color.
Nota1) Actualmente es mucho más sencillo
recrear este experimento utilizando
las funciones de mezcla de programas
informáticos como Adobe Photoshop
(como en este caso).
1 ¿Qué colores contiene esta imagen? El efecto Land
Sensores y control
2 Fases de creación de la figura 1
a
b c
d e
f
g
43Revista ABB 4/2006

El color del papel se ajusta por adición de diversos colorantes durante el proceso de producción. Se trata de tintes, agentes blanquea-dores fluorescentes y pigmentos. Para permitir la exacta reproducción del color y mantener la variabilidad del mismo dentro de límites rigurosa-mente definidos es necesario dispo-ner de un sistema de control de alto rendimiento. Su implementación resulta dificultada por los largos tiempos de demora y por las varias etapas del proceso que pueden afectar al color del producto final.
Cocina de colorRetos cromáticos en la fabricación de papelAnthony Byatt, Shih-Chin Chen
El color del papel es resultado de las reacciones químicas entre
fibras y colorantes; el grado de reac-ción determina el tono y la profundi-dad del color. Esto, a su vez, depende del color base de la guarnición de fibra, del agente de retención de la fibra, del grado de acidez (pH) del agua de transporte y de otros factores químicos en la circulación del extremo húmedo. La fluctuaciones o cambios de estas condiciones suelen provocar per-turbaciones imprevistas en la uniformi-dad de los tonos de color del papel.
En la figura 1 se muestra una planta típica de proceso de color. La canti-dad de colorante por cantidad unitaria de fibra –la relación de tinte entre colorante y fibra– es el factor determi-
44 Revista ABB 4/2006
Sensores y control
1 Proceso de coloración en la fabricación de papel
automáticocolor
controlsistema
Cuba mach
Cuba mezc.
PartidosGuarnición
Depósito mezclador
Refinadores
Bomba ventilador
Caja de cabeza
Dinámica de sistema de extremo húmedo
Retardo del transporte
Carga base de tintes
Medición on-line del color
Peso/humedad
OBS/FWA
ObjetivoLab
Auv
rojo azul amarillo OBS/FWA
Adición de colorante en
extremo húmedo

45Revista ABB 4/2006
nante del color del papel. Los colo-rantes se pueden añadir en distintas etapas del proceso de fabricación del papel. Para obtener un tono muy pro-fundo, la mayor parte de los coloran-tes se cargan en la cuba de mezcla para conseguir más tiempo de unión de los colorantes con las fibras del papel. Esta operación se denomina carga de base y generalmente no está automatizada.
Para ajustar el color del papel, los colorantes se suelen añadir en algún punto entre la entrada a la bomba de aireación y la adición de recubrimien-to en la hoja, destinada a compensar las alteraciones de color. Este ‘ajuste fino o dosificación de color’ se mide con precisión para conseguir toda la sutileza del tono de color.
Cocina de colorUn elemento básico para todo el proceso de tintado es la cocina de co-lor 2 3 , donde se almacenan, prepa-ran, miden y entregan los colorantes. La cocina de color suele estar situada tan alejada –aguas arriba– del proceso de formación del papel, que la res-puesta del colorante tiene grandes retrasos y una dinámica lenta, lo cual dificulta el control manual. El reto para los operarios es todavía más duro por el hecho de que pueden aparecer perturbaciones del color en cualquier punto de la máquina de papel y porque la química del extre-mo húmedo, la prensa encoladora y los materiales de recubrimiento influ-yen en varias etapas sobre la reacción
de coloración. Importantes aspectos de estos retos son la dinámica transi-toria del cambio de calidad, el cambio de velocidad y el cambio de tono, que inducen variaciones adicionales del tono de color.
Un sistema automatizado de control del color con medición de color en línea es hoy en día imprescindible en los modernos procesos de coloración del papel.
Objetivos del control del colorPara conseguir un tono uniforme de color se necesita una aplicación preci-sa de los colorantes. Los objetivos esenciales buscados con la automati-zación de un proceso de coloración son la reducción de las variaciones de tono de una bobina a otra, la reduc-
Cuadro Metamerismo
Metamerismo es el fenómeno por el que dos muestras parecen tener el mismo color bajo una fuente luminosa, pero diferente bajo otras fuentes. El metamerismo está causado por diferentes tintes, distintos niveles de agentes de blanqueo fluorescen-te, tipos de fibra y relleno, etc., y es la segunda causa principal de rechazo de los clientes.
Casi siempre hay posibilidad de metameris-mo entre dos ciclos de producción. Cuanto mejor se controlen las variables que contri-buyen al metamerismo, tanto más consis-tentes serán los productos de papel.
2 Cocina de color 3 Las válvulas y conexiones bien marcadas o codificadas con color son intuitivas, de ajuste rápido, y reducen el peligro de cometer errores.
ción de los desperdicios por color du-rante los cambios de tono y arranques y durante la producción normal, y la reducción del consumo de tinte y de los costes originados por la adapta-ción de un tono fijado como objetivo durante la producción (es decir, reducir el metamerismo Cuadro y la bilateralidad,1), sin necesidad de mu-chos tanteos).
Para conseguir plenamente estos obje-tivos, el sistema de control automati-zado necesita modelar claramente la respuesta dinámica de la dosificación de colorante e implementar un esque-ma completo de control anticipativo y de realimentación multivariable.
Anthony Byatt
ABB Ltd.
Dundalk, Irlanda
Shih-Chin Chen
ABB Automation Technologies
Westerville, OH, USA
Nota1) El término bilateralidad se usa para referirse a las
diferencias de grosor o consistencia del recubri-
miento en las dos caras de la hoja.
Sensores y control
Cocina de color

En teoría, la medición del color consiste en hacer incidir sobre el papel una luz con espectro conocido y observar el espectro de la luz refle-jada. Sin embargo, en un entorno de producción real, el sensor funciona en condiciones nada favorables, con suciedad y humedad ambiental y variaciones de temperatura, además de golpes y vibraciones. El instrumen-to de medida ha de resistir en lo posible estas condiciones proporcio-nando, no obstante, resultados de máxima precisión.
Poniendo en claro el colorDetectar lo que quieren los clientesSteve Sturm
Revista ABB 4/2006
Sensores y control
46

47Revista ABB 4/2006
La radiación de referencia de la lám-para se determina en dos mediciones separadas con la ayuda de dos detec-tores filtrados: uno mide la intensidad de la lámpara en la parte roja del es-pectro, el otro en la parte azul. Estas señales normalizan las señales detec-tadas para la variación de la tempera-tura de color y la variación de la in-tensidad de la fuente entre una des-carga y la siguiente. Este método se denomina espectrómetro de doble haz ‘reducido’.
Las tensiones capturadas en la matriz de fotodiodos 2o son desviadas en se-rie a un convertidor analógico/digital donde se almacenan en forma de ma-triz de 256 valores digitalizados. Estos valores son corregidos en longitud de onda mediante la evaluación de líneas de emisión de xenón cuyas longitudes de onda centrales son conocidas. De esta forma, los valores son corregidos para la intensidad y temperatura de color del iluminador y normalizados sobre la base de mediciones de reflec-
La complejidad de la percepción del color se aprecia en el sensor
que ha de medirlo. En 1 y en 2 se muestra un esquema de los principios del sensor de color de ABB. La fuente de radiación óptica es una lámpara de xenón 2b . Unos 5,6 julios de ener-gía se liberan en una descarga de 400 microsegundos, lo que produce un flujo luminoso equivalente a una lámpara de 14 kW irradiando a una temperatura de color entre 6.500 °K y 7.000 °K. El iluminador proporciona un breve impulso, de alta intensidad, de casi toda la radiación visible y ultravioleta. Ésta se recoge en cavida-des de integración 2c . La apertura de salida de la cavidad inferior se con-centra en la hoja por medio del espe-jo toroidad 2e , proporcionando un foco homogéneo de 12 mm de diáme-tro para iluminar el proceso 2i .
La radiación se refleja desde el proce-so en todas direcciones, detectándose la parte perpendicular de la misma. La óptica de detección consta de un espejo angular 2f , una lente de coli-mación y un dispositivo captador de fibra óptica. La energía recogida se entrega a un espectrómetro de imáge-nes 2l . El sistema óptico incorpora una rejilla de difracción holográfica 2n que dispersa en el espacio la radia-ción detectada de acuerdo con la longitud de onda (desde 340 nm a 780 nm), repartiéndola sobre una matriz de fotodiodos lineales de 256 elementos 2o .
1 Vista interior de un sensor de color
Sensores y control
Poniendo en claro el color
2 Principio de medición del color en línea de ABB
a Control de descargab Fuente de xenónc Cavidades de reflectanciad Filtro UVe Espejo toroidalf Espejo angularg Ventana con tratamiento altirreflexiónh Purga de airei Procesoj Haz de fibra óptica (medición)k Haz de fibra óptica (referencia)l Espectrómetro de imágenes
m Ranuran Rejilla de difracción holográficao Matriz de fotodiodos de alta resoluciónp Entrada/salidaq Microprocesador
a
bc
d
eg
h
i
m
k
j
n
o
l
p
q
f

48 Revista ABB 4/2006
tancia estándar hechas ante-riormente. La matriz proce-sada representa con exacti-tud el espectro de la reflec-tancia del proceso.Las características colorimé-tricas se calculan a partir del espectro medido. Se basan en mediciones psicofísicas de la forma en que el cere-bro humano interpreta los colores. En 3 se muestra una representación del es-pectro de reflectancia de la tez humana. Este espectro es muy diferente del que inter-preta el cerebro humano. Véanse también los cuadros informativos sobre la per-cepción del color (pág. 41) y sobre el efecto Land (pág.43).
El azulejo auxiliarEl módulo sensor de color se sitúa en la parte superior o inferior de la hoja (o en ambas) mientras que un mó-dulo con azulejos auxiliares se sitúa en la cara opuesta de la misma 4 . Este módulo mantiene mecánicamente la hoja en el plano focal del módulo de color. El módulo permite también a uno de sus azulejos situarse detrás de la hoja durante la medi-ción o, cuando el instrumento está fuera de la hoja, en el plano focal para la calibración automática.Durante la medición en línea se utili-zan un azulejo negro y después un
el modo habitual en que el cliente ‘ve’ el producto.Los otros azulejos del carrusel se utilizan para normalizar el espectrómetro respecto a la influencia del polvo en la ventana del sensor (orificio negro), a la calibración de reflectancia (azulejo de estan-darización), a la variación de la posición exacta del plano focal (azulejo AutoFocus) y a la lectura de un azulejo cerá-mico de color conocido (azulejo azul).
Manejando algebráicamente los espectros de reflectancia medidos se obtienen muchas características cromáticas dis-tintas de la hoja. Algunas de ellas se muestran en el Cuadro .
De esta manera, el sensor de color en línea de ABB obtiene las características colorimétri-cas del proceso basadas en la medición de espectros de re-flectancia de alta resolución. La exactitud y precisión de estas mediciones compiten con los modernos instrumen-tos de laboratorio, pero ope-ran permanentemente en en-tornos muy severos.Los instrumentos han sido adaptados para requisitos
cambiantes: tiempo atrás, la medición de tonos oscuros representaba el 80 por ciento del negocio de sensores de color de ABB, pero hoy día son los tonos blancos los que alcanzan este porcentaje. Las nuevas exigencias de los clientes han hecho preciso el trata-miento de compensación del agente de blanqueo fluorescente.Pero la medición, por muy sofisticada que sea, es sólo una parte del proble-ma. El uso al que han de servir estas mediciones es una parte igualmente importante del problema del control de la máquina de papel. Esto se anali-zará con más detalle en el artículo si-guiente.
Steve Sturm
ABB Automation Technologies
Westerville, OH, USA
3 Espectro del color de la tez humana
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0.00
Ref
lect
anci
a
400 450 500 550 600 650 700 nm
Cuadro Es posible calcular algunas características cromáticas:
CIELAB L*, a*, b* o L* u*, v* Hunter L, a, b DWL, pureza de excitación e Y Triestímulo, X Y Z Blancura CIE Brillo exclusive ultravioleta, TAPPI o ISO Brillo inclusive ultravioleta, TAPPI o ISO Brillo ultravioleta (emisión debida a
agentes de blanqueo fluorescentes) Discordancia metamérica con el objetivo Diferencia de color en dE*, CMC,
FMC y otros Opacidad, TAPPI o PRINTERS
azulejo blanco como elementos auxi-liares. A partir de los dos espectros resultantes se calcula un espectro para la hoja como si ésta fuera infinitamen-te gruesa (una pila de hojas). Esto es necesario, ya que el laboratorio QC de clientes caracteriza sus productos midiendo pilas de hojas con medicio-nes de grosores individuales. Éste es
Poniendo en claro el color
Sensores y control
4 Módulo de azulejos de soporte, carrusel y azulejos
Azulejo estandarizado
Hueco negro
Azulejo auto-focus
Azulejo negro
Muestra para prueba interna
Azulejo auxiliar

En los artículos previos de esta sec-ción, Revista ABB examina los retos propios de la medición y corrección del color del papel. La descripción de la coloración, de los tintes añadidos y de su efecto se hace con métodos científicos rigurosos. En este artículo, Revista ABB presenta algunas de las notaciones matemáticas pertinentes y examina su uso en los procesos de producción.
Control del color en tiempo realModelar respuestas de colorantesShih-Chin Chen, Anthony Byatt
La dosificación de colorantes cam-bia la reflectancia de la hoja de
papel final. Eso puede expresarse en forma de cambios [L*, a*, b*]T. La relación causa-efecto entre la medi-ción del color [L*, a*, b*]T y los por-centajes de tinte u de todos los colo-rantes se cuantifica del modo siguiente:
[L*, a*, b*]T = g(u) (1)
donde g es una función vectorial no lineal determinada por la coordenada
del color seleccionado, el observador estándar, el iluminante estándar y las características del colorante. Para una pequeña variación del porcentaje de tinte δu, el cambio de color [δL*, δa*, δb*]T en la hoja de papel se aproxima según el modelo de perturbación de (1) de acuerdo con la expresión:
[δL*, δa*, δb*]T = Gδu (2)
En una máquina típica de papel se suelen usar de uno a tres tintes dife-
rentes para controlar el color del pa-pel. Por consiguiente, si se usan tres tintes para controlar el color, G es una matriz de 3×3 elementos:
G = E[∂R/∂ (k/s)] [∂ (k/s)/ ∂u] (3)
Donde: E es una matriz de los coeficientes combinados del observador estándar y del iluminante. R es un conjunto de valores de la reflectancia en cada lon-gitud de onda del espectro medido.
49Revista ABB 4/2006
Sensores y control

50 Revista ABB 4/2006
[∂R/∂(k/s)] es la derivada parcial de la reflectancia con respecto a k/s, evalua-da a la reflectancia del color objetivo.
[∂ (k/s)/ ∂u], conocida también como matriz de coeficientes de tintes, es la derivada parcial de k/s con respecto a los porcentajes de tinte, evaluada para cada longitud de onda del espectro medido.
k/s se define como la relación entre la absorción de luz y la dispersión y está relacionada con la reflectancia según la fórmula de Kubelka-Munk:
k/s = (1–R)2 / (2R) (4) [∂ (k/s)/ ∂u] expresa la forma en que los colorantes cambian la reflectancia de la hoja y se puede obtener con un conjunto de hojas estándar conocidas como muestras de tinte, donde cada hoja de muestra está hecha con un porcentaje de tinte preciso. Para cada
colorante se crean de dos a diez hojas de muestras de tinte, con porcentajes de tinte que varían generalmente en-tre el 0,01 y el 2 por ciento. La medi-ción de estas hojas genera una familia de curvas de reflectancia, según se indica en 1a . Las curvas k/s correspon-dientes se muestran en 1b . La reflectancia y la relación k/s como funciones del porcentaje de tinte a determinadas longitudes de onda se muestran en 1c y d , respectivamente. Evidentemente, la relación mostrada en 1d es casi lineal y puede aproxi-marse fácilmente con un polinomio de orden bajo. Además, el término [∂ (k/s)/ ∂u] de la ecuación (3) en ca-da longitud de onda puede evaluarse fácilmente a partir de 1d . Para automa-tizar un sistema de control de color es necesario crear una biblioteca completa de coeficientes de tintes [∂ (k/s)/ ∂u]. De este modo, desde esta biblioteca se puede calcular la matriz G para cualquier tono de papel.
Dinámica de los sistemas de entrega de colorantesEn un proceso de coloración conti-nuo, las adiciones de colorantes se han de medir y entregar de forma precisa en las etapas apropiadas del proceso, normalmente mediante bombas volumétricas, rotatorias o peristálticas.Los colorantes se suelen transportar con un flujo constante de agua a tra-vés de un tanque de mezclado y tube-rías, antes de introducirlos en el flujo de fibra. Los volúmenes del tanque de mezclado y del agua de transporte de-ben minimizarse para reducir los tiem-pos de respuesta y las demoras. En el colorante se han de evitar las pulsa-ciones en la medida de lo posible. Los colorantes entregados en diferen-tes puntos del proceso de coloración pueden presentar diferentes respues-tas dinámicas y demoras. La dinámica de la adición de cada colorante al proceso se puede modelar como una
Sensores y control
Control del color en tiempo real
1 Calibración de características del tinte
9
8
7
6
5
4
3
2
1
35 40 45 50 55 60 65 70 75
Ref
lect
anci
a R
Longitud de onda (nm)
Reflectancia de la muestra de tinte9
8
7
6
5
4
3
2
1
0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
Ref
lect
anci
a R
Porcentaje de tinte: (tinte wt)/(fibra)
Reflectancia frente a porcentaje de tinte
35 40 45 50 55 60 65 70 75
k/s
Longitud de onda (nm)
k/s de la muestra de tinte
0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
k/s
Porcentaje de tinte: (tinte wt)/(fibra)
k/s frente a porcentaje de tinte
Extremadamente no lineal
k/sλ = fλ (dr) con longitud de onda λ = 550 nm
∂(k/s)λ /∂dr = ∂(f λ(dr)) / ∂dr = gλ
a λ = 550 nm
4.0
3.0
2.0
1.0
0
4.5
3.5
2.5
1.5
0.5
4.0
3.0
2.0
1.0
0
4.5
3.5
2.5
1.5
0.5
a
b
c
d

51Revista ABB 4/2006
combinación de la demora de trans-porte (o tiempo muerto) y una res-puesta con órdenes apropiadas. La dinámica de un sistema de entrega de colorante se formula generalmente como una matriz diagonal D(s) con funciones de transferencia:
D(s) = diag(dj(s)e θjs (5)
donde dj(s) es la dinámica de primer
orden y θj es la demora de transporte
del punto de dosificación de colorante j-ésimo en el proceso.
Cada elemento de la matriz diagonal representa la dinámica de cada punto de dosificación de colorante en el pro-ceso de coloración. Puesto que los co-lorantes se entregan en varios puntos de un proceso de formación de la ho-ja, la dinámica de los colorantes se sue-le representar con grupos de demoras de transporte y constantes de tiempo.
Control de realimentación multivariableSegún la teoría de Kubelka-Munk, si los colorantes son fundamentalmente absorbentes de luz, la relación k/s de una hoja de papel es la suma de los valores k/s de cada colorante indivi-dual y del el valor k/s de la fibra base para cada longitud de onda. Esta rela-ción se ilustra en la ecuación siguien-te:
(k/s)product
= (k/s)base fiber
+ Σj (k/s)
j-th colorant
(6)
La fórmula (6) permite utilizar la res-puesta del colorante desde la fórmula (2) para implementar un sistema de realimentación multivariable de con-trol del color. La reflectancia del color objetivo se establece generalmente midiendo una hoja de muestra de un tono de color estándar, utilizando un sensor de color en línea. El objetivo del control es reducir la desviación entre la medición y el color objetivo, la cual se define como:
J = wL (L*-L*
target)2 + w
a(a*-a*
target)2
+ wb(b*-b*
target)2 (7)
donde wL, w
a y w
b son factores de
ponderación para priorizar la impor-tancia de cada medición de color en cada coordenada. En algunos casos, las desviaciones del color no son con-trolables bajo todas condiciones. Por ejemplo, si el color de la hoja es ya demasiado oscuro o demasiado verde, es imposible reducir simultáneamente las desviaciones de tono y claridad añadiendo nuevos tintes. En este caso, la alternativa entre desviaciones de claridad y de tono se puede conseguir ajustando los factores de ponderación correspondientes.Para implementar un sistema de reali-mentación multivariable de control del color, es preciso medir continuamente el color del papel con sensores en lí-nea. Las reflectancias medidas se con-vierten en valores de color [L*, a*, b*] y luego se comparan con el color ob-jetivo. Los ajustes requeridos de colo-
rantes se calculan desde el modelo del proceso de coloración (fórmulas 2 y 5) minimizando al mismo tiempo el objetivo del control (fórmula 7) y satisfaciendo todas las condiciones restrictivas de control.Las distancias de transporte entre los puntos de adición de colorante y el emplazamiento del sensor de color se manifiestan normalmente como demo-ras de tiempo muerto para un sistema de control de realimentación de color. Todo punto de adición de colorante puede presentar también un compor-tamiento diferente de respuesta diná-mica. Para adaptar las largas demoras de tiempo muerto y las múltiples res-puestas dinámicas, se implementa un programa de control basado en un modelo multivariable.
Compensación de control anticipativoEl rendimiento de la máquina de pa-pel puede variar como consecuencia de fluctuaciones en la consistencia de la pasta de papel, el caudal de la pas-ta y/o la velocidad de la máquina. Los flujos de colorante pueden variar tam-bién si varían la altura de impulsión de las bombas, las velocidades de control de medición o las consisten-cias de los colorantes. Para mantener los porcentajes de tintes en los niveles deseados, en necesario compensar to-dos estos cambios con un programa de control anticipativo. El control anti-cipado se integra con el control de realimentación, que ajusta los porcen-tajes de tinte para reducir las desvia-
2 Corrección de desviaciones de color después de un cambio de tono 3 Control de color estable durante un largo período de tiempo
Sensores y control
Control del color en tiempo real

52 Revista ABB 4/2006
ciones de color. El control an-ticipativo para regular el color se calcula con la fórmula si-guiente:
δua = (δu P) / (H
p S
s C
c K) (8)
Donde: δu
a representa los cambios
del punto de referencia deseado para las bom-bas o válvulas dosifica-doras de tinte;
P es la capacidad de pro-ducción de la máquina de papel;
Hp es la altura de impulsión de la
bomba dosificadora; S
s es la velocidad del eje que im-
pulsa las bombas dosificadoras;C
c es la concentración de colorante,
si está diluído;K es una constante de conversión
para correlacionar diferentes unidades.
Aspectos de la aplicación del sistema de control de colorHay varios aspectos prácticos esencia-les para la implementación de un sistema de control de color de bucle cerrado en aplicaciones de producción. Se trata de los siguientes aspectos:
Gestión de la información de tonos prototipo y de dosificación Para que una máquina de papel pue-da conseguir los tonos requeridos, en una base de datos se guardan prototi-pos de tonos apropiados. Estos proto-tipos se expresan como información de reflectancia, triestímulo, coordena-das de color y dosificación para los colorantes. El sistema automatizado de control de color recupera estos datos antes de efectuar un cambio de tono. La base de datos de tonos es crucial para la repetibilidad del tono. Las características de cada colorante se guardan también en una biblioteca de colorantes. Ambas bases de datos se usan también para obtener los modelos del proceso de coloración que implementa el sistema de control.
Coordinación y ejecución de cambio de tonosLa transición de cambio de tono es la operación más crítica en toda produc-ción de color. Sin coordinación, los fabricantes de papel pueden generar
fácilmente gran número de disconti-nuidades de color. Para coordinar un cambio de tono, se debe recuperar desde una base de datos la informa-ción del tono activo y del inmediato (preliminar) y visualizarla en una única pantalla de fácil uso para que los operadores examinen y efectúen ajustes antes de la ejecución de un cambio de tono.
Interfaces hombre-máquina y visualizaciónDe acuerdo con las respuestas de gran número de fábricas de papel encues-tadas, los operadores prefieren que toda la información del proceso, co-mo las tendencias de color, gráficos de coordenadas a–b, punto de refe-rencia y estado de las bombas, mensa-jes de alarma y puntos de entrada de operadores, aparezca visualizada en una pantalla. En 2 y 3 se muestran ejemplos de esta visualización. A primera vista, la visualización parece atestada de información. Sin embargo, una vez que el operador se familiariza con ella, esta pantalla se convierte en la interfaz principal que le permite gestionar todos los aspectos de la producción de color.
Resultados de aplicacionesUn sistema de medición y de control de color como el descrito ha sido im-plementado e instalado en muchas máquinas de papel. El rendimiento de este sistema de control se pone de manifiesto en los resultados de los ejemplos siguientes:
En 2 se ilustra un caso donde el con-trol del color se activó después de un cambio de tono. Las desviaciones de color fueron corregidas rápidamente
por el control, como se ve en las tendencias de color.
La figura 3 muestra las ten-dencias de color de un pro-ceso con y sin control auto-mático de color. La estabili-dad del color a largo plazo y la pequeña magnitud de las desviaciones de color ponen en evidencias las importan-tes mejoras conseguidas mediante el control.
Estadística de resultadosDe acuerdo con las estadísti-
cas de producción de máquinas con-troladas por el sistema descrito de control de color, el valor medio ΔE se redujo a menos de 0,5 para papel de tono oscuro y 0,1 para papel blanco o, lo que es lo mismo, se consiguió una reducción media de hasta el 70 por ciento. El tiempo medio de cam-bio de tono se redujo desde más de 40 minutos a menos de 20, es decir, más del 50 por ciento. La utilización de un sistema de control de color sue-le ser superior al 92 por ciento. Estos resultados se pueden mejorar aún más si el proceso y el controlador están ajustados con gran precisión.
Satisfacción con el colorEl avanzado sistema de detección y control del color descrito en este artí-culo se basa en la experiencia de más de un cuarto de siglo y ya ha sido su-ministrado a destacados fabricantes de papel de todo el mundo. En todos los casos, este sofisticado producto ha permitido al fabricante elevar notable-mente los niveles y la calidad de pro-ducción 4 . En algunos casos se han registrado incrementos de producción mes tras mes. Las ventas de estos productos y la satisfacción de los clientes son muy elocuentes.
Shih-Chin Chen
ABB Automation Technologies
Westerville, OH, USA
Anthony Byatt
ABB Ltd.
Dundalk, Ireland
4 Control de color reproducible y fiable
5.00
4.00
3.00
2.00
1.00
0.00
-1.00
-2.00
-3.00
-4.00
-5.0014:54 15:00 15:06 15:12 15:18 15:24 15:30 15:36 15:34 15:48
%
10.00
9.00
8.00
7.00
6.00
5.00
4.00
3.00
2.00
1.00
0.00
%
Tiempo
ΔE
ΔL, ΔA, ΔB
Sensores y control
Control del color en tiempo real

Es un hecho bien conocido que el éxito de las operaciones complejas depende en gran medida de la posibilidad de planificarlas con antelación. Por eso, una buena parte del trabajo de gestión está destinado a planificar detalladamente las actividades industriales. Aunque las herramientas informáticas de planificación están lejos de ser competitivas frente a la flexibilidad analítica del cerebro humano, los ordenadores realizan determinadas tareas tan bien o mejor que las personas.
En una fábrica de papel, las bobinas gigantes que salen de la máquina de papel se han de cortar en rollos más estrechos de acuerdo con los deseos de los clientes. Un operario humano que ha de encontrar la mejor manera de cortar la bobina necesita bastante tiempo para este trabajo y no tiene garantía alguna de haber encontrado la mejor solución, la que tiene menos pérdidas y ase-gura la calidad del producto. El problema es más complejo si además hay que desechar algunas zonas del papel por problemas de calidad. No existen dos tareas idénticas, las posibilidades son infinitas. ABB ofrece un paquete de software que determina la estrategia óptima de corte.
El corte más avanzadoEficiencia para el recorte de papel Iiro Harjunkoski, Simo Säynevirta
Sensores y control
Revista ABB 4/2006 53

54 Revista ABB 4/2006
En muchos procesos industriales to-davía existe un gran potencial de
reducción de costes que espera ser explotado simplemente con mejores estrategias de planificación del tiempo y de las materias primas. En este artí-culo discutimos una estrategia avanza-da de optimización que aúna la plani-ficación off-line con la mejora de la calidad on-line. La solución considera los perfiles de calidad de la bobina gigante y las exigencias que han de satisfacer los rollos cortados de ésta. El resultado es una solución geométri-ca completa para este problema, el llamado problema ‘trim-loss’. Este método conduce a soluciones ópti-mas, o casi óptimas, y consigue gran-des ahorros al abordar el problema de la pérdida de calidad, es decir, la pér-dida económica causada por la degra-dación de la calidad del producto. Entre las ventajas de este método es-tán la reducción del consumo de ener-gía y de materias primas (costes y car-ga medioambiental), la mejora de la fiabilidad para responder a las deman-das del cliente y el aumento de bene-ficios, gracias a una reducción general de los costes.
El corte de papelUna máquina de papel típica produce una lámina de diez metros de anchura a una velocidad de 120 km/h (o 33 m/s, es decir, papel suficiente para producir más de 5.200 hojas A4 por segundo). Con un gramaje típico de 80 g/m2, esta capacidad equivale a 97 toneladas por hora. La planificación de un proceso como éste afecta decisivamente al producto y a la eficiencia y rentabili-dad del proceso. ABB ya ofrece un sistema completo de gestión, total-
mente integrado, de la producción de papel, que cuenta con modernas herramientas de control de calidad (QCS1)) y de inspección óptica de la bobina (WIS). Además, el programa ABB de planificación de la produc-ción está considerado a menudo como la mejor solución. Por consiguiente, es natural que ABB esté buscando méto-dos que hagan aún mejores y más económicas las soluciones existentes. Esto garantizará que el papel necesa-rio se produce con la máxima eficien-cia posible y reduciendo los costes de producción, además de reducir la car-ga medioambiental por medio de un consumo óptimo de la energía y de los materiales.
El corte de estas ‘bobinas gigantes’ en otras más pequeñas tiene lugar en una bobinadora posconectada inmediata-mente a la máquina de papel. El obje-tivo principal para reducir los proble-mas en la producción de papel es mi-nimizar la pérdida de corte, es decir, el desperdicio que se produce cuando no se puede aprovechar toda la an-chura de la bobina gigante para pro-ducir los rollos buscados. Por ejem-plo, si se han de cortar rollos de 1,5 metros de anchura de una bobina gigante de diez metros de anchura, se desperdiciará una banda de 1,0 me-tros de anchura (10% del total). El problema de intentar combinar varias anchuras de rollos para reducir las pérdidas se conoce comúnmente como problema de minimización de pérdidas por corte o papel sobrante. Para resolver este problema se identi-fican patrones de corte que se aplican a continuación con una guillotina que tiene las cuchillas en las posiciones deseadas 1 . Los dos objetivos más comunes del problema son los si-guientes:
Determinar una estrategia de corte que produzca las anchuras de rollos requeridas usando la menor canti-dad posible de material, es decir, minimizando la pérdida por corte.
Minimizar el número de patrones diferentes y ordenarlos en secuencia para evitar ajustes innecesarios de cuchillas y maximizar la eficiencia de la producción.
El método adoptado para alcanzar es-tos objetivos, en ocasiones contradic-
torios, influye enormemente en la solución que finalmente se obtenga. Dado el amplio número de variables discretas, la optimización implica el uso de matemáticas complejas. A me-nudo existen millones de formas posi-bles de disponer en la bobina gigante los rollos buscados. Al analizarlas, en-seguida se hace evidente que no hay ninguna forma práctica de probar to-das las posibilidades, ni siquiera utili-zando un superordenador. La magni-tud del problema se desborda con el número de rollos, debido al gran nú-mero de estrategias posibles de corte. Aunque existen realmente muchos métodos heurísticos y matemáticos para resolver eficientemente un pro-blema de este tipo, ninguno de ellos garantiza un resultado global óptimo. Entre estos métodos están la heurísti-ca de redondeo, los métodos de gene-ración de columnas, la resolución par-cial de problemas y otros algoritmos de tipo mochila2), por citar tan sólo algunos. Viendo este conjunto de métodos conocidos, podría parecer que el problema es resoluble. Pero, ¿proporcionaría un método como és-tos, por sí solo, resultados adecuados para el problema del corte de papel?
La calidad del papelEn las modernas fábricas de papel, el problema de pérdidas por corte se resuelve habitualmente cuando se planifica la producción, mucho antes de fabricar realmente las bobinas gigantes.
Esta planificación avanzada sería total-mente adecuada si se pudiera suponer que el papel presenta una calidad uni-forme, es decir, es de óptima calidad de principio a fin. Desafortunadamen-te, eso no siempre es así, ya que pue-den producirse variaciones de calidad. Durante el proceso de fabricación del papel se recoge con varios dispositi-vos de medición y exploración en lí-nea gran cantidad de datos de calidad de acuerdo con diversos criterios, datos que luego se procesan y anali-zan detenidamente. Casi toda la infor-mación resultante está disponible poco después de haber finalizado la producción de la bobina gigante y antes de proceder al corte de la misma. En la figura 2 , las desviacio-nes de la calidad perseguida se repre-sentan por medio de colores.
Sensores y control
El corte más avanzado
1 Corte de la bobina gigante y problema de pérdidas por corte. ¿Cuál es la mejor forma de cortar una bobina gigante en rollos pequeños de dimensiones especificadas?
Bmax = anchura de la bobina gigantebi = anchura del rollonij = número de rollos i en el patrón j
bi
Bmax
nij = ?

55Revista ABB 4/2006
Al comparar la distribución real de la calidad con los patrones de corte planifica-dos de una bobina gigante, el plan de corte predetermi-nado puede estar lejos del óptimo. Por ejemplo, los rollos más valiosos para los clientes pueden haber sido asignados a las peores posi-ciones en la bobina gigante. Si el papel se cortara de esta forma habría que rechazar esas secciones. Los antiguos métodos de modelación para la optimi-zación del corte no soporta-ban la optimización basada en la calidad, ya que el pro-blema estándar de la pérdida por cor-te no tenía en cuenta la posición exacta de cada rollo en un patrón. El problema se centraba simplemente en las cantidades totales a producir, es decir, en cuántos rollos de un tipo dado contenía cada patrón de corte.
Un método matemático original de programaciónEl sistema de control de calidad (QCS) realiza exploraciones continuas a lo largo de la bobina de papel y registra información sobre la calidad de la misma. Algunas propiedades como la humedad, el grosor y el brillo se miden muy frecuentemente: en senti-do transversal generalmente cada 10-50 mm y en el sentido de la má-quina cada pocos centenares de me-tros, dependiendo de la velocidad de la máquina de papel y del tiempo que necesita el dispositivo de exploración para moverse a todo lo ancho del papel. En la práctica, esto significa que incluso una pequeña máquina de papel registrará miles de puntos de medición para cada criterio de calidad.
Otra tecnología de ABB es el sistema imaging web de la bobina de papel (WIS). En este sistema, varias cámaras buscan todos los defectos visuales (agujeros, grietas, pliegues); las imá-genes se analizan eficientemente con métodos basados en redes neuronales, lo que garantiza un proceso rápido y fiable de clasificación y determinación del tipo de defecto.Además de estos métodos en línea, que proporcionan información rápida y precisa, la calidad se analiza tam-
bién fuera de línea en laboratorios. Esta verificación consume mucho más tiempo y, por tanto, es más adecuada para rastrear tendencias generales de la calidad que para observar las varia-ciones a corto plazo. La supervisión se basa en muestras seleccionadas y puede conducir al rechazo de una bobina gigante completa.
Integrar estos aspectos de calidad en un modelo matemático estándar de la pérdida por corte aumentaría aún más su complejidad y llegaría a hacerlo irresoluble, ya que añadiría otras exi-gencias, no implementables, y muchas decisiones discretas. Se necesita un planteamiento alternativo de creación de modelos para conseguir una opti-mización del corte basada en la cali-dad. ABB ha desarrollado un original e ingenioso método matemático basa-do en la programación para el cálculo automático de una solución optimiza-da del problema de la pérdida por corte. El modelo asume un plan de
corte existente y puede cubrir los diversos perfiles de cali-dad de una bobina gigante por medio de una representa-ción geométrica al realizar un nuevo corte. Gobernado por requisitos de rendimiento muy estrictos, el modelo ma-temático en sí mismo es mo-dular y en un primer enfoque considera un patrón (o con-junto) de corte cada vez. Un nuevo posicionamiento de los rollos en el conjunto tiene en cuenta la posición geométrica exacta, así como la informa-ción sobre la calidad en toda la anchura de la bobina. Un segundo enfoque examina to-
da la bobina gigante con el propósito de establecer del mejor modo posible una nueva secuencia de los patrones fijos de corte. Más tarde, estos dos en-foques se pueden combinar arbitraria-mente con un algoritmo inteligente que también puede incluir patrones de todo el proceso de producción. También se tienen en cuenta implíci-tamente las zonas de rechazo y de empalme. Este planteamiento da como resultado soluciones óptimas o casi óptimas reduciendo significativamente la pérdida de calidad, es decir, la pér-dida económica causada por la degra-dación de la calidad. Esto aumenta la rentabilidad de la producción y ofrece más fiabilidad a los clientes: un mejor enfoque de la gestión de la calidad aumenta la satisfacción del cliente.
Dos pasos hacia el éxito Para hacer resoluble este importante y complejísimo problema, el nuevo planteamiento matemático incluye dos pasos principales. En el primero, la
2 Análisis de la calidad de una bobina gigante (Sistema CPM de ABB)
3 Dos métodos para encontrar la forma óptima de cortar la bobina gigante
a Método discreto: el algoritmo explora el papel, la solución considerada sólo puede variar en pasos discretos.
b Método continuo: las dimensiones son infinitamente variables. Este método es mucho más difícil de optimizar que el método discreto de a .
A A A A A A A A A A B B B B C C C C CA B C
3855 mm 1540 mm 2300 mm
Sensores y control
El corte más avanzado

56 Revista ABB 4/2006
bobina gigante se transforma en ele-mentos discretos dividiéndola en ‘tro-zos’ 3a . La calidad de cada trozo se correlaciona con los requisitos de los clientes. El modelo de optimización resultante se basa en una clasificación de la calidad, por ejemplo calidad A, B o C. La calidad final de cada rollo se calcula combinando la corre-lación de calidades con los requisitos básicos del rollo de producto. Este método, basado en la división en ele-mentos discretos, genera una buena aproximación a la solución óptima.
La solución se perfecciona en un se-gundo paso, que aplica un método continuo y exacto, garantizando la viabilidad de la solución final. Esto permite también un suave ajuste del borde de cada conjunto. El método continuo se basa en dividir la bobina gigante en zonas de calidad continua, o sectores, de acuerdo con las diver-sas clasificaciones de la calidad 3b de cada rollo. Cada sector se asocia a su respectiva calidad (de nuevo: A, B, C). Análogamente al primer paso, el cál-culo combina la correlación de la cali-dad con ciertos parámetros básicos del rollo de producto. El resultado de este paso es una estrategia óptima que tiene en cuenta la distribución de la calidad en la bobina gigante.
Ninguna de estas dos estrategias pue-de tratar problemas muy complejos de forma exacta y eficiente, pero este método de dos pasos es robusto y eficaz. Este planteamiento permite evitar la naturaleza no convergente del problema y garantiza rápidamente una solución casi óptima.
Matemáticas ocultasEl usuario no tiene que ocuparse de las matemáticas o algoritmos subya-centes al sistema. La funcionalidad puede integrarse completamente en el entorno existente; la solución trabaja-rá silenciosamente en la sombra, simplemente generando ventajas para los clientes. No obstante, a continua-ción examinamos algunas característi-cas principales del sistema para aque-llos lectores interesados en mirar detrás del escenario.El planteamiento comprende la reso-lución de programas lineales de nú-meros enteros mixtos (MILP) dentro de algoritmos especializados y utiliza
tecnologías robustas y probadas. Los modelos matemáticos tienen ciertas similitudes con la programación de la producción, ya que ambos incluyen decisiones lógicas esenciales. En la programación, el horizonte temporal se discretiza mediante un número fijo de puntos de cuadrícula que se asig-nan a trabajos por medio de variables binarias. En el contexto de optimiza-ción del recorte de papel, la anchura o la longitud de la bobina gigante ocupa el lugar de la variable del tiempo.
Centrémonos en el nuevo corte de un conjunto y supongamos que un rollo se representa con un índice r y cada ‘trozo’ discreto con un índice j. Enton-ces, la variable binaria (cero-uno) xd
rj
toma el valor uno en la posición de la bobina gigante j, en la que comienza el rollo r (borde izquierdo). Para reali-zar una optimización que maximice el valor total de un conjunto de corte se requiere también un coeficiente de costes, c
rj, que indica el valor del rollo
en la posición dada. La función obje-tivo es muy sencilla, ha de definir las posiciones de rollos r que maximicen el valor total de un conjunto de corte. Esto se expresa en la ecuación (1) siguiente:
(1)
Para que todo esté definido matemáti-camente de forma correcta, se intro-ducen ecuaciones que garantizan el no solapamiento de los rollos y que cada rollo se fabrique exactamente cuando corresponde. Tales ecuaciones pueden parecer triviales, pero en oca-siones resultan ser bastante complejas.El problema discretizado da como re-sultado un plan de corte óptimo con respecto a una densidad de cuadrícu-las elegida. Para bobinas gigantes con anchuras típicas de hasta 10.000 mm, una cuadrícula fina (1 mm) haría irre-soluble la magnitud del problema. Por consiguiente, se selecciona una cuadrícula más gruesa (10-20 mm). En este caso, las anchuras de los ro-llos se han de redondear por defecto para mantener la viabilidad del pro-blema (por ejemplo, 578 mm se con-vierten en 570 mm cuando se usa una cuadrícula de 10 mm). Estos errores de redondeo se corrigen en un paso continuo consecutivo.
El paso continuo se asemeja también a algunas estrategias de planificación, ya que divide la bobina gigante en es-pacios pequeños (slots). Estos slots se ordenan de izquierda a derecha, y los bordes entre ellos son continuamente variables, es decir, pueden adaptarse a las respectivas anchuras de rollos de clientes. A cada rollo se la asigna exactamente un slot y un sector de calidad utilizando variables binarias.
Sensores y control
El corte más avanzado
max Σ crj × xd
rjr, j
xdrj ∈{0,1}
4 Componentes de aplicación cruzada, al buscar un óptimo global se han de considerar muchos factores distintos.
LaboratorioGestión de cali-
dadWeb
imagingEspecificación de
corte y de producto
Organización bobina/datos del pedido
Modelo y algoritmo matemático

57Revista ABB 4/2006
En las ecuaciones (2)-(5), los slots se indican con la variable n y los secto-res con s. Así pues, una variable bina-ria x
rn toma el valor uno sólo si el
rollo r está asignado al slot n. Análo-gamente, la variable x
rs indica que el
rollo r está situado en el sector de ca-lidad s. W
r indica la anchura del rollo,
rrstart la posición del borde izquierdo
de un rollo, Wn
B y Wn
E las posiciones inicial y final de un slot y, finalmente, S
sB y S
sE las posiciones inicial y final
de los sectores.
(2) (3)
(4)
(5)
En resumen, la ecuación (2) ajusta la anchura de un slot de acuerdo con el rollo que se le ha asignado. El slot de-be empezar exactamente en el borde izquierdo del rollo, condición impues-ta en la ecuación (3). El hecho de que un rollo sólo pueda pertenecer a un sector de calidad se expresa en la ecuación (4), y finalmente el rollo ha de estar situado dentro de este sector, condición indicada por la ecuación (5). Éstas son tan sólo algunas limita-ciones básicas del problema que ilus-tran algunas de las principales depen-dencias matemáticas y lógicas.
Un algoritmo inteligente puede reducer al mínimo físico las pérdidas de calidad. Esto garantiza que la planificación tiene en cuenta todos los datos de calidad conocidos.
Un algoritmo para integrar todos los componentesLos componentes discutidos hasta ahora se visualizan en 4 . Más impor-tante que dominar los detalles mate-máticos del modelo es comprender cómo ensamblar los elementos para formar un concepto robusto y unifor-me. Para ilustrar esto vamos a ver de nuevo el problema original. Los as-pectos del modelado matemático an-tes expuestos, combinados con el planteamiento de dos pasos, permiten encontrar una solución del problema de recorte eficiente y basada en la calidad. La estrategia resultante se puede aplicar de varias formas: la reorganización se puede ejecutar con un conjunto cada vez 5a , o cambiando la secuencia de conjuntos en una bo-bina gigante 5b .En el caso anterior (enfocado a un conjunto de corte planificado), el con-junto se ajusta de modo que los rollos
se reposicionan para maximizar el va-lor total (rendimiento de la calidad), minimizando, por tanto, el efecto de las desviaciones de la calidad. Un ejemplo simplificado sería situar el rollo más valioso en una buena zona. En 5a , el color rojo indica que se debe rechazar el rollo y el color amarillo indica la existencia de desviaciones de la calidad poco importantes (calidad B).La misma técnica podría utilizarse también para reordenar la secuencia de los conjuntos en una bobina gigan-te 5b . Como consecuencia del princi-pio anterior, combinando la informa-ción sobre la distribución de la cali-dad con el plan de corte de la bobina gigante se puede mejorar el rendi-miento de la calidad. Esto se consigue situando los conjuntos en aquellas posiciones donde el valor total es máximo.
Un algoritmo inteligente que resuelva estos dos problemas en una secuencia dada puede reducir las pérdidas de calidad a un mínimo físico. Esto garantiza que la planificación actual tiene en cuenta todos los datos de calidad conocidos. También se pue-den implementar en la solución zonas de empalme y rechazo automáticos de la bobina gigante en sentido transver-sal, además de considerar patrones de todo el proceso de producción. Como conclusión, la aplicación cruzada en-tre planificación de la producción y gestión de la calidad ofrece posibili-dades adicionales para hacer más atractiva la producción, tanto desde el punto de vista económico como medioambiental.
Un ejemplo ilustrativo Seguidamente se discute un ejemplo simplificado. Se supone un conjunto de corte con las anchuras de rollos del Cuadro de la página 58.
La bobina gigante del ejemplo tiene una anchura de corte de 8.000 mm. La suma de las anchuras de los rollos a cortar es 7.915 mm, lo que origina una pérdida por corte de 85 mm. En este ejemplo, se supone que cada rollo tiene exactamente los mismos requisitos de calidad. Por consiguien-te, el ejemplo se puede simplificar dividiendo directamente la bobina gigante en varias zonas de calidad.
5 Métodos de optimización
a Ajuste de un conjunto
b Cambio de la secuencia de conjuntos
W En = W B
n + Σ x
rn . W
rr
rrstart = W B
n if x
rn = 1
Σ xrs = 1
sr
SBs
≤ rrstart ≤ SE
s if x
rs = 1
xrn
, x
rs ∈{0,1}
Sensores y control
Rollos de papel fuera de la máquina, listos para embalar
El corte más avanzado

58 Revista ABB 4/2006
100 por ciento del precio, calidad B (defectos poco importantes) = 70 por ciento del precio y calidad C (recha-zada) = 0 por ciento del precio.Sin optimización, simplemente orde-nando los rollos en el conjunto como se indica en el Cuadro , resultaría un beneficio total de 1.236 D. El algoritmo de recorte basado en la calidad halla una solución de 1.427 D 6b , que repre-senta una mejora en torno al 15 por ciento. La eficiencia de la optimiza-ción se puede ajustar y siempre hay una alternativa entre calidad y eficien-cia de la solución. Sin embargo, la estrategia combinada proporciona un buen resultado en un tiempo razona-ble.
Eliminación de pérdidasLa solución discutida no eliminará los problemas de calidad pero minimizará sus efectos garantizando que la plani-ficación esté siempre orientada hacia la opción más rentable, aprovechando al máximo la calidad real dada. Ade-más, un mejor conocimiento de la calidad también permite mejorar la
cultura general de planificación y reforzar la capacidad de identificar y analizar la eficiencia de la producción respecto de la calidad.
El objetivo principal en los problemas de corte es minimizar el desperdicio que se produce cuando no se puede aprovechar toda la anchura de la bobina gigante para pro-ducir los rollos buscados.
Menor pérdida de calidad significa: menores tiempos de producción menos reciclaje de rollos rechaza-dos
menor consumo de energía y mate-rias primas
mayor compromiso con los requisi-tos de calidad del cliente
fechas de entrega más fiables mínimo impacto medioambiental menores costes totales de produc-ción
menos reclamaciones por falta de calidad
más satisfacción del cliente
Estos aspectos pueden parecer trivia-les, pero, en realidad, la solución propuesta contribuye a integrar este punto de vista en el pensamiento de operación de cada día.
Iiro Harjunkoski
ABB Corporate Research
Ladenburg, Alemania
Simo Säynevirta
ABB Process Industries
Helsinki, Finlandia
Notas1) QCS: Sistema de Control de Calidad2) El problema de la mochila es una tarea de optimiza-
ción combinatoria, cuyo objetivo es identificar el
subconjunto de un determinado conjunto de obje-
tos de modo que la suma de sus valores esté lo
más cerca posible de un límite dado, sin superarlo.
El nombre proviene de un caso en el que hay que
colocar el mayor número posible de objetos dentro
de una mochila de tamaño limitado.
Si un rollo comprende varias zonas de calidad, se valora de acuerdo con la calidad peor. A efectos de ilustración se muestra una distribución de la cali-dad en 6a , donde ésta se divide en calidades A, B y C. Para los problemas de optimización indicados más abajo, el valor de cada rollo se calcula a par-tir de los supuestos siguientes: longi-tud del conjunto = 5.896 m, peso del papel = 80 g/m2, precio = 500 D/tone-lada, calidad A (calidad completa) =
Notación
xdrj = 1, si el rollo r comienza en el punto
de cuadrícula jc
rj = valor del rollo r en el punto de cuadrícula j
xrm
= 1, si el rollo r está asignado al slot nx
rs = 1, si el rollo r está situado en el sector s
rrstart = borde izquierdo del rollo r
Wr = anchura del rollo r
Wn
B = comienzo (borde izquierdo) del slot nW
nE = final (borde derecho) del slot n
SsB = comienzo (borde izquierdo) del sector
de calidad sS
sE = final (borde derecho) del sector
de calidad s
Cuadro Datos para el problema ejemplo (anchuras de rollo)
Rollo 1 2 3 4 5 6 7 8 9 10Anchura (mm) 1790 1100 825 485 770 750 650 580 580 385
385 1790 580 580 650 485 825 1100 750
6 Esquema de calidad de la bobina
a El problema
b El conjunto de corte resultante (calidades: A = blanco, B = amarillo, C = rojo)
1700 2345 1985 760
B A B AA
770
Sensores y control
El corte más avanzado
8000
10 1 9 8 7 4 3 2 65

La creciente competencia y el encarecimiento de los recursos están minando los márgenes de beneficio de muchas industrias de proce-sos de transformación. Estas industrias han de optimizarse para sobrevivir, pero la constante modernización de los procesos conlleva sus propios problemas para los operarios. Las herramientas de control de automatización pueden reducir estos problemas y ya se dispone de soluciones gracias a los avanzados algoritmos y a los superpotentes ordenadores de hoy día. ABB ha desarrollado Expert Optimizer V5, un sistema informatizado diseñado para controlar, estabilizar y optimizar procesos industriales. El sistema, que ha demostrado ser muy eficiente, se utiliza actualmente realizando procesos industriales en más de 300 instalaciones de referencia.
Rentabilidad del cementoHacia la optimización total de las plantas industriales de minerales y cementoDario Castagnoli, Michelle Kiener, Eduardo Gallestey
En respuesta a la creciente deman-da de eficiencia en los procesos
industriales, ABB ha aprovechado los últimos avances en algoritmos mate-máticos y en potencia de cálculo informático para crear una versátil herramienta de ingeniería capaz de combinar las necesidades de una óptima planificación de la producción con las del control avanzado clásico de procesos. Para garantizar el éxito comercial de esta herramienta y proporcionar a ABB una ventaja competitiva, se han integrado las características siguientes:
59Revista ABB 4/2006
Sensores y control

60 Revista ABB 4/2006
Los sistemas MLD generalizan un am-plio conjunto de modelos, sistemas hí-bridos entre ellos, en los que interac-cionan procesos discretos y continuos. En 2 se presenta un sistema MLD sim-ple en el optimizador Expert.
Un buen ejemplo de sistema híbrido es un termostato electrónico, en el cual la temperatura, una magnitud física, se modela como variable conti-nua, mientras que el estado del inte-rruptor del calefactor (on/off) se modela como variable discreta. La capacidad de modelar sistemas híbri-dos amplía notablemente el campo de aplicabilidad de Expert Optimizer (los sistemas híbridos son muy frecuentes en la industria de procesos de trans-formación). Además, a diferencia de los modelos industriales estándar, los sistemas MLD pueden modelar limita-ciones tales como las relaciones lógi-cas del tipo ‘si la unidad Uno está activada, la unidad Dos ha de estar desactivada’ y limitaciones de produc-ción como ‘o no hay producción o la producción ha de estar entre un míni-mo y un máximo’. Por último, aunque
no en importancia, los sistemas MLD manejan modelos matemáticos linea-les en el nivel de componentes. Esta es una buena alternativa entre la gran complejidad general de los modelos no lineales y la facilidad de uso de la teoría lineal.
Entre las ventajas del marco MLD está la existencia de un método estandari-zado para manejar el control predicti-vo de modelos (MPC), una técnica óptima de control muy conocida. La combinación de MLD y MPC propor-ciona la solución a problemas de optimización a gran escala, donde se minimiza un índice de costes-ingresos (función de costes) para un horizonte de predicción dado, cumpliendo al mismo tiempo las limitaciones de ope-ración. Dependiendo de los requisitos se puede aplicar el mismo marco co-mo una herramienta de toma de deci-siones (programación), de bucle abierto, o como una herramienta de rechazo de perturbaciones (reprogra-mación), de bucle cerrado [3].Flexibilidad de modelación, tiempos de computación aceptables y óptimo
rechazo de perturbaciones son las ventajas fundamenta-les del método.
Concepto de implantaciónEl inconveniente del método MLD-MPC, como ocurre con otras técnicas basadas en modelos, es la gran comple-jidad de la teoría, que hace difícil modelar y mantener sistemas industriales comple-jos. Un objetivo principal del desarrollo del nuevo Expert Optimizer era hacer accesi-ble la metodología MLD-MPC a usuarios no especia-listas, con la idea de conse-guir un estándar para pro-yectos de optimización basa-dos en modelos, tanto en ABB como para los clien-tes. Consideremos un proce-so traducible en componen-tes menores. Una central hidroeléctrica, por ejemplo, podría dividirse en el embal-se, la presa, la turbina, el generador, la red, etc. La idea es modelar cada parte independientemente de las otras en el marco MLD y re-
Compatibilidad total con todas las técnicas modernas de optimización;
Suficiente flexibilidad para gestio-nar aplicaciones en diversas indus-trias con diferentes objetivos;
Facilidad de operación, para permi-tir su uso por usuarios no especia-listas;
Modularidad, capacidad de reutili-zación y escalabilidad para acelerar el desarrollo
Expert Optimizer v5 con caja de herramientas de Sistemas HíbridosExpert Optimizer es un sistema infor-matizado diseñado para controlar, estabilizar y optimizar procesos indus-triales. Consigue sus objetivos con la más moderna tecnología de control, garantizando en todo momento la ejecución de las mejores acciones posibles de manera precisa, incansable y coherente. Sus éxitos comerciales se reflejan en más de 300 instalaciones de referencia en todo el mundo.
La visión de ABB, integrar en un pro-ducto todas las funciones necesarias para satisfacer las más diversas necesi-dades comerciales de solucio-nes de optimización, ha lleva-do al desarrollo de Expert Optimizer. La unidad de ABB, Minerals – Automation & IT Solutions, ha colaborado es-trechamente con el grupo de Control y Optimización de ABB Swiss Corporate Resear-ch. En 2004 se empezó a de-sarrollar una nueva funciona-lidad basada en modelos sin perder de vista los requisitos comerciales y tecnológicos ya mencionados.
Técnicas matemáticasEl entorno del nuevo Expert Optimizer, conocido como Herramienta de Sistemas Hí-bridos o HST (Hybrid Systems Toolbox) 1 , se basa en mode-los y adopta el tipo de mode-lación MLD (Mixed Logical Dynamical) [1]. Recientemente se han desarrollado sistemas MLD en el Laboratorio de Control Automático de las Escuela Politécnica Federal Suiza de Zürich (ETH), que colabora estratégicamente con ABB desde el año 2000 [2].
1 Esquema de caja de herramientas para sistemas híbridos
OptimizaciónSimulación
y visualización
Solucionadores MILPSolucionador
Datos
Modelo del proceso
Librerías Modelo de la planta
Arrastrar y soltar
DB
MLD
2 Un sistema MLD simple en Expert Optimizer
Sensores y control
Rentabilidad del cemento

61Revista ABB 4/2006
presentarla gráficamente como bloque que almacena las limitaciones y la di-námica del modelo; sus puertos de entrada y salida corresponden a las entradas y salidas del modelo MLD. A continuación, el modelo del proceso completo se obtiene gráficamente co-nectando los puertos de entrada/sali-da de los diversos bloques. La si-guiente innovación es representar la función de costes que define el pro-blema de control óptimo como un segundo bloque gráfico MLD. En el ejemplo de la central hidroeléctrica, el objetivo podría ser maximizar los be-neficios obtenidos de la venta de elec-tricidad. La salida del bloque del ge-nerador, que representa la energía producida, debe estar relacionada con el bloque de la función de costes, donde podrían almacenarse las dife-rentes tarifas horarias de electricidad. Merece la pena destacar que cada blo-que, inclusive la función de costes, es un sistema genérico MLD. El resultado es una flexibilidad completa para la creación de modelos.
La modularidad de este enfoque sim-plifica la fase de modelación y facilita el diseño, modificación y manteni-miento de los modelos. También permite crear bibliotecas de bloques estándar, que se pueden reutilizar en otros procesos sin más que arrastrar-los y bajarlos desde una biblioteca 3 .
Una vez que el usuario ha creado el modelo de planta, los complejos procedimientos de combinación de bloques del modelo MLD y la formu-lación y solución del problema de control óptimo se ejecutan automáti-camente en la sombra, invisibles para el usuario. Éste sólo ha de preocuparse de conectar bloques de la biblioteca o, en caso de nuevas aplicaciones, desarrollar nuevos bloques básicos.
Estas características hacen que la implantación de nuevas aplicaciones robustas sea más rápida que nunca. Un trabajo que hasta ahora requería varios meses, con Expert Optimizer v5 se realiza en unas pocas semanas.
Innovación continuaLos científicos del centro suizo ABB Corporate Research han contribuido activamente a desarrollar y perfeccio-
nar nuevas funciones de control y planificación avanzados en el marco MLD-MPC. La participación de este centro y las estrechas relaciones con el mundo académico garantizan que Expert Optimizer se mantenga al día con las últimas innovaciones.
Nuevas aplicaciones típicasDesde que se dispone de las nuevas capacidades de optimización basadas en modelos ya se han instalado varios proyectos Expert Optimizer en distin-tos campos, con excelentes resulta-dos. Los más significativos trabajan en el control de procesos de bucle cerra-do (mezcla de materias primas, con-trol de molinos e instalaciones de precalcinación), en la planificación y programación de la producción (pro-gramación de molinos de trituración de cemento, programación de produc-ción de dióxido de titanio y distribu-ción de agua) y en la optimización económica de procesos (gestión de combustibles alternativos y optimiza-ción de centrales térmicas).
Dosificación de mezcla originalEl módulo Raw Mix Proportioning (dosificación de mezcla original) de Expert Optimizer aplica nuevas capa-cidades basadas en modelos para ayudar a los fabricantes de cemento a mejorar la calidad de sus mezclas ori-ginales de materias primas y, por consiguiente, ahorrar dinero en las siguientes fases de proceso. La mezcla de los componentes se basa en varias importantes decisiones con gran im-pacto en las fases de proceso poste-riores. La corrección posterior de las desviaciones de calidad en la mezcla es costosa y provoca pérdidas de producción y un mayor consumo de energía.
El módulo de dosificación aplica siste-mas MPC y MLD, que permiten hacer predicciones sobre el proceso y la química del mismo. Para ello, el mo-delo predice la calidad del producto a la salida del molino y/o de los silos. A partir de la información de los ana-lizadores en línea y/o de toma de muestras, el modelo compara las pre-dicciones con los objetivos de optimi-zación de coste y calidad. A continua ción se selecciona una serie de ópti-mos ‘movimientos’, actuales y futuros, y se aplica la decisión. Finalmente, los
efectos de la imprevisibilidad y de la dinámica del proceso son absorbidos y suministrados al modelo para refinar las predicciones y decisiones. Véase en 4 una pantalla de este modelo de Expert Optimizer.
La toma de decisiones mirando hacia el futuro, y no hacia el pasado, tiene varias ventajas: óptimo balance entre objetivos de calidad y coste de los materiales
amortiguación temprana de pertur-baciones a medio y largo plazo
satisfacción de las condiciones para el uso maximizado de combustibles alternativos
compensación de los retrasos de las cintas transportadoras
gestión completa de la dinámica del proceso
minimización de movimientos de alimentadores
El módulo de dosificación de la mez-cla original no es una ‘caja negra’; el cliente puede modificar las priorida-des y la ponderación de varios pará-metros sin necesidad de intervención de la ingeniería de ABB.
Programación de la instalación trituradoraEl proceso de trituración final en la producción de cemento y el transpor-te de los cementos de diversas calida-des a los correspondientes silos de-pende de la cuidadosa programación del molino. Utilizando las previsiones de pedidos de clientes y del precio de la energía, Expert Optimizer puede contribuir en este caso ejecutando ite-raciones MPC periódicas, de modo que su salida sirve como programa de referencia para el funcionamiento de los molinos 5 . Aquí, la función de costes representa los costes asociados al consumo de electricidad y a la can-tidad producida de cemento de baja calidad (cemento producido durante el cambio de una calidad a otra). El
3 Biblioteca de bloques MLD (Atomic Mixed Logic Dynamical)
Sensores y control
Rentabilidad del cemento

62 Revista ABB 4/2006
coste de electricidad se re-duce asignando la produc-ción a los períodos de baja tarifa eléctrica y gestionando los molinos para que no se excedan los umbrales con-tratados de máxima potencia eléctrica. La producción de cemento de baja calidad se minimiza reduciendo el nú-mero de cambios en la pro-ducción.
Obsérvese que este ‘proble-ma de control’ está relacio-nado más estrechamente con la optimización económica del proceso que con el con-trol regulador: trata de ex-plotar grados de libertad para aumentar la rentabili-dad de la instalación.
ConclusionesEste trabajo de investigación y desarrollo ha dado resulta-dos excelentes: veinte años de experiencia en la indus-tria de procesos de transfor-mación con conocimientos de técnicas acreditadas de control, como lógica difusa, control basado en normas y Neuro-Fuzzy, se combinan ahora con las más modernas técnicas de optimización ba-sadas en modelos. Ahora es posible abordar con un solo producto aplicaciones com-plejas, reales, en los campos del control de procesos de bucle cerrado, del soporte de decisiones de bucle abierto, como la planificación y programación avan-zadas de la producción, y la optimiza-ción económica. Las capacidades de modelación, optimización y simula-ción son accesibles con la interfaz gráfica de Expert Optimizer. La com-plejidad es invisible para el usuario, cuya única tarea es modelar el proce-so. La flexibilidad se garantiza con la estructura modular y las bibliotecas de
componentes reutilizables.Las decisiones acerca de qué funcio-nes son necesarias para desarrollar una solución dependen del grado de conocimientos disponibles y de la comprensión del proceso. Gracias a la gran experiencia de sus ingenieros de procesos, ABB puede desarrollar el modelo y la estrategia de control ne-cesarios para optimizar el proceso di-námico; no obstante, los usuarios fi-
nales seguirán teniendo la op-ción de registrar sus propios conocimientos del proceso. La facilidad de uso de Expert Optimizer v5 y la amplia for-mación y el soporte de ABB, pueden ayudar a los usuarios finales a desarrollar e imple-mentar más rápidamente su propia aplicación.
La metodología desarrollada permitirá a un propietario ex-plotar el activo de forma ren-table y respetuosa con el me-dio ambiente. Gracias a esta herramienta ABB, el ingeniero de control está en condicio-nes de combinar estrategias de teoría de control óptimo con modelos econométricos de activos industriales.
Los resultados descritos en es-te artículo son fruto de la co-laboración a largo plazo entre ABB Minerals y ABB Corpora-te Research en el programa Control y Optimización, un claro ejemplo de las ventajas que resultan de unas estre-chas relaciones entre la in-dustria y los programas de investigación.
Dario Castagnoli
Michelle Kiener
Eduardo Gallestey
ABB Corporate Research,
Baden-Dättwil, Suiza
4 Estrategia de proporciones de mezcla
Bibliografía
[1] Bemporad, A. and Morari, M. (1999). Control of Systems Integrating Logic, Dynamics, and Constraints, Automatica 35, no. 3, 407–427.
[2] Poncet, A. and Morari, M. (2005). Dinero bien empleado, Revista ABB 4/2005
[3] Gallestey, E., Stothert, D., Castagnoli, D., Ferrari-Trecate, G. and Morari, M. (2002). Using model predictive control and hybrid systems for optimal scheduling of indus-
trial processes, Automatisierungstechnik 6, 285–293.
[4] Castagnoli, D. Gallestey, E. and Frei, C. (2003). Cement mills optimal (re)scheduling via MPC and MLD systems, Proceedings of conference on the Analysis and Design
of Hybrid Systems (ADHS 03), 82–87.
5 Programación de la instalación trituradora
Sensores y control
Rentabilidad del cemento

Los tiempos muertos imprevistos pue-den suponer un gran coste para una instalación de producción que funcio-na 24 horas cada día. Ni que decir tie-ne que un adecuado mantenimiento tiene una influencia enorme, no sólo en el rendimiento de producción, sino también en la calidad del producto. Por consiguiente es de suma importan-cia tener una clara estrategia de man-tenimiento que garantice gran fiabili-dad y disponibilidad del proceso.La clave para planificar mejor el mante-nimiento es conocer en tiempo real el
Conocimiento de los activosLaminador de Outokumpu Steckel, mantenimiento basado en el estado de los equipos Magnus Tunklev, Per-Olov Gelin, Anders Bohlin
‘estado de salud’ de cada activo, así como el tiempo estimado de buen fun-cionamiento. Obtener esta información en un sistema complejo no es sencillo. De hecho existen varios sistemas que supervisan el estado de un equipo y predicen el tiempo de vida restante, pero lo que ha faltado hasta ahora en el mercado es un paquete completo de soluciones basadas en una plataforma de software industrial y aplicables a cualquier tipo de activo.Ahora ya existe un sistema de este ti-po, que proviene de una estrecha cola-
boración entre ABB y la empresa de laminación Outokumpu Steckel de la localidad sueca de Avesta. El sistema proporciona la información necesaria sobre el desgaste de los equipos y el tiempo de vida residual de determina-dos activos críticos, como pueden ser los cojinetes en una cadena de pro-ducción. El sistema puede predecir el tiempo de buen funcionamiento de un activo y mejorar significativa-mente la planificación del manteni-miento total.
63Revista ABB 4/2006
Sensores y control

64 Revista ABB 4/2006
Durante muchos años, la optimiza-ción y puesta a punto ha estado to-
talmente generalizada en el control y automatización de procesos. Por eso, los márgenes de mejora en este campo son muy reducidos. Un mayor valor OEE1) se ha convertido rápidamente en esen-cial para la mayor parte de las fábricas. Puesto que los tiempos muertos impre-vistos resultan sumamente caros para cualquier instalación de producción, es necesario concentrarse en optimizar los activos y planificar el mantenimiento. Una eficiente organización del manteni-miento es vital para aumentar la rentabi-lidad del capital invertido (ROI).
El mantenimiento basado en el estado del equipo es un proceso automático que trata de identificar los fallos incipientes antes de que lleguen a ser críticos. Este proceso, a su vez, conduce a planificar con más precisión el manteni-miento preventivo.
El mantenimiento basado en el estado del equipo es un proceso automático que trata de identificar los fallos inci-pientes antes de que lleguen a ser críti-cos. Este proceso, a su vez, conduce a planificar con más precisión el manteni-miento preventivo. Existen varios siste-
mas diferentes para supervisar el estado de los equipos, unos basados en esta-dísticas de fallos y otros en la creación de modelos según principios básicos. Sin embargo, para el laminador Outo-kumpu2) Steckel de Avesta 1 , estas soluciones no cubrían la necesidad de disponer de un sistema completo de programas de supervisión de estado, operando en línea y aplicable a cual-quier activo de una fábrica para propor-cionar información sobre el estado, el desgaste acumulado y el tiempo de vida residual de dicho activo. El sistema tam-bién debía mejorar significativamente la planificación del mantenimiento para evitar los costosos tiempos muertos o un mantenimiento preventivo innecesa-rio. La compañía recurrió a ABB para desarrollar conjuntamente un sistema que satisface todos los requisitos ante-riores pero que, además, es completa-mente genérico y aplicable a cualquier planta industrial.
La solución de ABB y Outokumpu se basa en gran parte en el sistema de au-tomatización ampliada 800xA3) de la pla-taforma IndustrialIT de ABB, que permite una integración eficiente y sin fisuras de soluciones patentadas por ABB y de otras soluciones, ajenas, como los siste-mas CMMS (Computerized Maintenance Management Systems). La plataforma de control 800xA proporciona la funcionali-dad básica necesaria para un eficiente desarrollo e integración de soluciones para la supervisión automática del esta-do de equipos como complemento del tradicional control de procesos.
Los párrafos siguientes describen con mayor detalle esta solución de optimiza-ción y supervisión del estado de los ac-tivos.
Descripción general del sistemaLa solución global consta de una serie de aplicaciones listadas en el Cuadro . Además de integrar en ella herramientas de software de ABB ya existentes, se han desarrollado otras nuevas para de-terminar el desgaste y la vida útil de los activos. Este paquete de soluciones aporta las funciones siguientes: cálculo del desgaste acumulado de cojinetes, detección de averías de cojinetes, esti-mación del tiempo de vida residual, de-tección de anomalías de comportamien-to, diagnósticos de sensores y mensajes SMS y de correo electrónico.
Este sistema de optimi-zación de activos y de supervisión de estado es aplicable a cualquier planta industrial.
En la figura 2 vemos una instantánea típica (vista auxiliar, de subnivel) del es-tado de los activos. Todos los diagnósti-cos se basan en señales verdes (estado correcto), amarillas (aviso) o rojas (alar-ma) y el tiempo de vida restante de los activos se indica en horas de tiempo de ejecución. Si se presenta un problema, los datos se pueden ver y analizar en-trando en varios subniveles que contie-nen información más detallada. Una ca-racterística destacable de este sistema es la función que trata el desgaste acumu-lado. Es una función particular para pie-zas –como los rodillos de presión– que se desmontan por una razón u otra y se
Cuadro Componentes del sistema instalado en el laminador Outokumpu Steckel
800xA SV 3.1 Optimizador de activos con monitores de
activos InformIT
Sistema de aspectos de desgaste (nuevo) Sistema de aspectos de gravedad de
estado) (nuevo) DriveMonitor para el diagnóstico de cojinetes Argus CC4 para recogida de datos Servidor Argus OPC (nuevo) Herramienta modeladora PCA (novedad)
1 Laminador de Outokumpu Steckel en Avesta
Sensores y control
Conocimiento de los activos

65Revista ABB 4/2006
reinstalan en posiciones dife-rentes. El operador activa ma-nualmente una función de identificación (ID) de almace-naje para cada activo 3 desde el sistema de aspectos de des-gaste. Si un activo antiguo se instala en una nueva posición, se recuperará el desgaste ante-rior y el cálculo del desgaste continuará desde el punto don-de se detuvo.
Es importante entender cómo se determina el tiempo de vida de un activo. Hay varias formas diferentes de hacerlo, pero es fundamental la definición de fallo, que se define como el punto en el que normalmente se sustituye el activo debido al ruido, a las vibraciones o al mal funcionamiento, antes de la ro-tura mecánica.
El tiempo de vida residual se puede calcular si se conoce el índice de desgaste por tiempo de ejecución. Para estimar el tiempo de vida de un cojinete con una carga específica, se aplica la famosa teoría L10 [2] de desgaste de cojinetes de SKF. La parte más compleja es seguir el curso de las variacio-nes de la carga y de la veloci-dad de giro e integrar el des-gaste total acumulado a lo largo del tiempo.
En primer lugar, un sistema de registro de datos llamado Argus4) toma continua-mente muestras de la carga y velocidad de giro. Estos datos se entregan luego como valores OPC al sistema 800xA de ABB. El tiempo de vida residual calcula-do con el valor del desgaste acumulado sólo es una orientación aproximada so-bre el grado de desgaste cotidiano del activo. Esto se debe a que el valor abso-luto del desgaste de los cojinetes puede
no ser muy exacto, ya que depende de variables ambientales como desalinea-miento, corrientes, grietas y holgura de cojinetes.
Por razones prácticas, el desgaste de co-jinetes se divide en cuatro partes o inter-valos: prehistórico, antiguo, nuevo y predictivo 4 . El intervalo prehistórico se define como el tiempo previo al inicio del registro y se aplica en particular a cojinetes antiguos, ya muy utilizados an-
tes de la instalación del siste-ma. Un cojinete nuevo, insta-lado estando activo el sistema de registro, tendrá un tiempo prehistórico igual a cero. El intervalo antiguo comienza en el instante del registro y se extiende hasta el segundo úl-timo lote, el intervalo nuevo corresponde al último lote y, finalmente, el intervalo pre-dictivo estima el desgaste fu-turo a partir de promedios del desgaste actual.
Desgaste prehistóricoEs muy probable que muchos cojinetes lleven funcionando varios meses antes de imple-mentar el sistema de registro de datos para los cálculos de desgaste, y esto ha de tenerse en cuenta en los cálculos. En el sistema ABB/Outokumpu, el tiempo de funcionamiento antes del registro se represen-ta con el parámetro T0 en 3 . Los desgastes futuro y prehis-tórico se estiman entonces usando valores medios del in-tervalo antiguo. La razón de ello es que el desgaste puede variar notablemente de un lo-te a otro y es necesario que converja hacia un índice me-dio razonable. Los valores medios usados son el tiempo de ejecución por tiempo total, el desgaste por revolución y
la revolución por tiempo de ejecución. Puesto que los datos se recogen en el intervalo antiguo, los valores medios se actualizan continuamente en línea y convergirán al cabo de unas semanas5). El desgaste acumulado total se calcula sumando los diferentes intervalos. El tiempo de ejecución residual y el tiempo total residual se pueden calcular ahora a partir de los valores medios convergen-tes del intervalo antiguo.
3 Pantalla con la configuración del cojinete y selección de ID
2 Vista auxiliar del rodillo de presión superior con detección de fallos de cojinete y de anomalías, cálculo del desgaste y supervisión de sensores
Sensores y control
Conocimiento de los activos
Notas1) OEE (Overall Equipment Effectivesness): herramienta aceptada por la industria para medir y supervisar el rendimiento de la producción. 2) Outokumpu es una compañía internacional de fabricación de acero inoxidable y de tecnología establecida en Espoo (Finlandia).3) El sistema 800xA es una plataforma de automatización que integra el sistema básico de automatización en una planta (el sistema de control del proceso) con todas las demás
aplicaciones esenciales para la productividad y eficiencia de la planta, como son la ingeniería, documentación, control de calidad, seguridad, instrumentación inteligente, opti-
mización de activos y gestión de mantenimiento. Para más información véase http://www.abb.com. Seleccione Product Guide. En Control Systems seleccione 800xA.4) Argus ha sido desarrollada por ABB Service.5) Una breve parada al comienzo de la producción reducirá significativamente la media del tiempo de ejecución por tiempo total y afectará a los cálculos. Sin embargo, este
efecto dejará de apreciarse al cabo de unas semanas.

66 Revista ABB 4/2006
Detección de anomalíasLos sensores son los ojos y oídos del control del proceso y las fábricas modernas están muy atentas para observar ca-da aspecto de la actividad de la planta. Sin embargo, de he-cho se producen fallos muy poco frecuentes; si estos fa-llos, nuevos o extremadamen-te raros, no se localizan a tiempo y con suficiente preci-sión, surgen los problemas. Este aspecto ha de considerar-se en todo nuevo diseño de sistemas.
El método preferido para de-tectar las desviaciones consis-te en entrenar el sistema utili-zando datos normales. Para modelar el comportamiento normal se ha elegido un mé-todo de reducción variable lineal, el llamado Análisis de Componentes Principales (PCA)6). La herramienta del modelo PCA desarrollada en el proyecto es genérica y se puede aplicar a cualquier tipo de datos de proceso. En el la-minador de Outokumpu, esta herramienta se ha aplicado para los datos de vibraciones. Puesto que una avería evolu-ciona con el tiempo, la des-viación respecto al comporta-miento normal –en espacio PCA– se observa en el valor Q residual de los nuevos datos proyectados en el modelo PCA. Conforme aumenta el valor Q, la velocidad de cam-bio se puede usar para prede-cir el tiempo que ha de trans-currir antes de alcanzar un límite de alarma prefijado.
Si se aplica el modelo PCA a un cojinete nuevo, sin defec-tos, el tiempo de vida residual obtenido será infinito. Por tanto, el tiempo de vida resi-dual calculado a partir del va-lor del desgaste acumulado se toma como directriz. El mode-lo PCA determinará un valor realista sólo cuando se haya detectado un fallo. Cuando ocurre realmente un fallo, el valor del tiempo de vida resi-
dual se considera más fiable, ya que el modelo PCA es aprecia-do como un estimador mejor de la evolución de los fallos.
Detección del estado de los activosEs necesario configurar cada cojinete; las frecuencias de fa-llos específicos de cojinetes se calculan con la documentación del fabricante. Un módulo de diagnósticos llamado DriveMo-nitor [1] detecta el estado actual y real de los cojinetes (en buen estado o averiados). La solu-ción DriveMonitor detecta en línea los fallos de los anillos de rodadura exterior e interior y de los rodillos. Con esta herra-mienta se pueden configurar también algoritmos de detec-ción para otros activos. Por ejemplo, para detectar el fallo de sensores en los aceleróme-tros (véase 5 ) se calculan la va-riación y la desviación estándar de la señal. Dependiendo del resultado, se emite una alarma si se excede un nivel umbral prefijado. Para garantizar que se disparen las alarmas si se ex-ceden los niveles umbrales, se aplican monitores de activos directamente a algunas señales que quedan fuera del ámbito de la herramienta DriveMonitor (como las señales de los senso-res de carga y velocidad usadas para el cálculo del desgaste).
Resultados experimentalesEl sistema de optimización y supervisión del estado de los activos ha sido instalado en cuatro componentes del lami-nador: rodillo de presión supe-rior, rodillo de presión inferior, mesa de tres rodillos y ventila-dor extractor de aire7). El párra-fo siguiente examina los datos adquiridos (con el PC Argus) de los cojinetes de rodillos de presión superiores.
La duración del proceso para cada plancha de material es normalmente del orden de cin-co a siete minutos. Para las planchas de este ejemplo, las cargas de los cojinetes, que se
5 DriveMonitor visualizando un espectro FFT de aceleraciones del ventilador extractor con probable avería de cojinete en el lado de la hoja
Bobina de fleje terminada
Sensores y control
Conocimiento de los activos
4 Los diferentes intervalos de desgaste
Des
gast
e po
r re
volu
ción
Nuevo intervalo:Desgaste desde el último cálculo, añadido al último intervalo "viejo".
Tiempo
Instalación del cojinete
Comienzo del registro Expectativa de fallo
Intervalo prehistórico:antes de iniciar registro en el instante = T0.
Viejo intervalo:Desde el comienzo del registro hasta la segunda carga.
Intervalo de predicción:Desgaste futuro estimado a partir del desgaste medio ac-tual.

67Revista ABB 4/2006
Notas6) El análisis de los componentes principales o PCA (Principal Components Analysis) es una poderosa forma de identificar patrones en los datos y expresarlos destacando
sus similitudes y diferencias. Una vez encontrado un patrón, los datos se pueden comprimir sin gran pérdida de información. 7) Con lado de conducción y lado de no conducción inclusive.
Bibliografía
[1] Wnek, Maciej; Orkisz, Michal; Nowak, Jaroslaw; Legnani, Stefano; DriveMonitor: Embedded product intelligence that enhances lifecycle management and performance
in drive systems; http://www.abb.com
[2] SKF product documentation ‘SKF spherical roller bearings – setting a new standard for performance and reliability’
muestran en 6 , y las velocidades de giro fueron medidas con la unidad Argus y almacenadas en un archivo. A continua-ción, los datos del archivo fueron con-vertidos en una matriz OPC por el servi-dor OPC de Argus. Los pronunciados pi-cos de carga observados en 6 se produ-cen debido a que cada extremo de la plancha golpea el rodillo de presión cuando el lado que está enganchado es liberado del bobinador. Los ingenieros han calculado que si estos picos se re-dujeran a la mitad, es decir, a 1,2 × 105 N, el tiempo de vida del cojinete podría multiplicarse por cinco. El cálculo del desgaste acumulado muestra la diferen-cia de desgaste para diferentes planchas. Esto se debe, probablemente, al grosor de la plancha, al tiempo que se requiere para enrollarla y al material específico utilizado. Queda por estudiar con más detalle la influencia de diversas varia-bles.
Considerando los resultados obtenidos hasta ahora sería razonable ampliar el tiempo entre paradas de mantenimiento y tener más tiempo útil para la produc-ción. El algoritmo se probó en el lado de conducción (DS) del rodillo de pre-
sión superior (DS). El desgaste por lote es notablemente diferente y puede va-riar según un factor de hasta cinco. Esto afecta linealmente al tiempo de ejecu-ción restante. En 7 se muestra la ten-dencia Q usando la herramienta del mo-delo PCA en los datos de vibraciones del ventilador.
Todo el mundo gana Las soluciones de optimización y supervisión del estado de activos ofrecen a ABB nuevas y apasionantes oportunidades de negocio. Sin embargo, si el sistema se comercializa y vende só-lo en el ramo de laminadores, se estima que la inversión de ABB en desarrollo se amortiza en seis años. Anders Bohlin, jefe de proyectos en Outokumpu, afirma que el plazo de amortización para Outokumpu será muy corto si el sistema funciona de acuerdo con las expectati-vas.
Como ya hemos dicho, el sistema es ex-traordinario, ya que es completamente genérico para cualquier planta indus-trial, no sólo para trenes de laminación. Esto significa que el verdadero potencial comercial será mucho mayor si el siste-
ma se comercializa en otros sectores in-dustriales como el de la pulpa de papel y del papel, el petroquímico y minero y el del cemento, así como en los sectores alimentario y de bebidas, y en el farma-céutico.
Magnus Tunklev
ABB Corporate Research
Västeras, Suecia
Per-Olov Gelin
ABB Industrial Solutions
Västeras, Suecia
Anders Bohlin
Outokumpu Stainless
Avesta Works Steckel Mill
Avesta, Suecia
7 Una tendencia Q de los datos de vibración del ventilador, usando la herramienta del modelo PCA
6 Carga radial en los cojinetes de rodillos de presión superiores para el lado de conducción ( DS) y de no conducción ( NDS)
2.5
2
1.5
1
0.5
0
-0.50 50 100 150 200 250
Time (s)
Load
(N)
Radial loadx 105
Sensores y control
Conocimiento de los activos

Basada en 40 años de experiencia en el diseño y desarrollo de analizadores conti-nuos de gases, la compañía ABB ha desarrollado una solución más eficaz, más resistente y de menos coste partiendo de cero. Combinando nuevos materiales con la avanzada tecnología de microsistemas electromecánicos, la compañía ha conse-guido un sistema sensor radicalmente nuevo, plenamente competitivo en términos de prestaciones, durabilidad y coste.
Microsistemas en funcionamientoSensor rápido de oxígeno para el análisis continuo de gas Peter Krippner, Berthold Andres, Paul Szasz, Thomas Bauer, Manfred Wetzko
Sensores y control
68 Revista ABB 4/2006
Esta reducción de costes, debida en gran medida a la fabricación en serie del nuevo instrumento, al menor tiempo de respuesta y a la capacidad de tratar caudales variables de gas, tendrán una gran influencia en el futuro de la medición de la con-centración de oxígeno.

69Revista ABB 4/2006
1 Serie de analizadores continuos de gases Advance Optima
2 Campo típico de aplicación de los sensores de oxígeno: control de emisiones en centrales eléctricas
Los analizadores continuos de gases de ABB, las series Advance Optima
1 y EasyLine, utilizan tecnología de altas prestaciones para medir la con-centración de gases en diversos as-pectos de las industrias de transforma-ción. Estas mediciones son vitales para la protección medioambiental, la optimización de procesos, la garantía de calidad y la reducción de costes. Los analizadores se utilizan para la supervisión continua de emisiones de centrales eléctricas e incineradoras de basuras 2 y, entre otras aplicaciones, para garantizar la pureza de los gases en plantas de separación de aire, me-dir los gases inflamables en lugares peligrosos, proteger los filtros de pol-vo electrostático y optimizar los pro-cesos de combustión en entornos tan duros como las fábricas de cemento. Tanto los analizadores de gases Advance Optima como EasyLine se basan en la avanzada tecnología de analizadores modulares que utiliza la más avanzada electrónica, algoritmos inteligentes y una mejor tecnología de medición continua.
Un gas con gran interés en casi todos los procesos industriales es el oxíge-no. Su concentración se suele medir utilizando pilas electroquímicas o sen-sores paramagnéticos. Las pilas elec-troquímicas ofrecen una gran ventaja de coste en comparación con los sen-sores paramagnéticos, pero su tiempo de respuesta es mayor (más de 20 segun-dos) y su vida útil se reduce si están expuestas a gases secos. Su alta sensi-bilidad cruzada (sensibilidad a otros gases, distintos del oxígeno) y su baja compatibilidad con gases corrosivos
(por ejemplo, los compuestos de azu-fre, cloro y flúor) limitan, en general, su uso a aplicaciones en que se cono-cen bien los componentes de las mez-clas de gases. Los sensores paramag-néticos, a pesar de su coste, ofrecen varias ventajas frente a las pilas elec-troquímicas. En estos sensores, la in-teracción del gas con el sensor es físi-ca en vez de química, de modo que no se produce el envenenamiento tí-pico de los sensores electroquímicos. En atmósferas no corrosivas, los sen-sores paramagnéticos tienen, en prin-cipio, un tiempo de vida ilimitado. Pero incluso en atmósferas corrosivas es posible prolongar la vida útil si se eligen los materiales apropiados. Además, la sensibilidad cruzada de los sensores paramagnéticos es insignifi-cante. Superar los inconvenientes ac-
tuales de producción y potenciar el rendimiento de los sensores de oxíge-no paramagnéticos abrirá nuevos seg-mentos de mercado y permitirá au-mentar el volumen de producción.
Fundamentos de la medición paramagnética de oxígenoLos sensores de oxígeno paramagnéti-cos se utilizan para evaluar las propie-dades magnéticas de las mezclas de gases. A diferencia de casi todos los demás gases, las moléculas de oxíge-no presentan una susceptibilidad posi-tiva relativamente fuerte y son, por tanto, paramagnéticos. Puesto que casi todos los demás gases presentan una baja susceptibilidad diamagnética, la susceptibilidad magnética de una mezcla de gases depende estrecha-mente de su contenido de oxígeno.
Sensores y control
Microsistemas en funcionamiento
3 Disposición del cuerpo de desplazamiento en un sensor paramagnético
N
S
Cuerpo de despla-zamiento
Fotodetectores
Fuente luminosa
Bobina de compen-sación
Espejo
Concentrador de campo magnético
Concentrador de campo magnético

70 Revista ABB 4/2006
4 Sensor de oxígeno paramagnético convencional: los componentes se montan a mano
5 Núcleo del sensor convencional: la fabricación de este elemento exige un personal muy bien formado
Esta propiedad es aprovechada por los llamados sensores de oxígeno magnetomecánicos, que miden la sus-ceptibilidad magnética de una mezcla y determinan consecuentemente la proporción de oxígeno presente. Las mediciones se realizan con un cuerpo de desplazamiento situado en un fuer-te gradiente de campo magnético y una estructura de medición del par 3 . En resumen, el par generado en el cuerpo de la sonda en presencia de oxígeno es compensado por una pe-queña corriente en una bobina fijada al cuerpo mismo de la sonda. Para mantener esta compensación en equi-librio, una unidad de detección óptica mide la posición del cuerpo de la son-da. La electrónica del controlador del sensor elige la corriente de compensa-ción, de modo que la posición del cuerpo de la sonda se mantenga cons-tante en todo momento. La corriente necesaria para compensar el par gene-rado por el oxígeno es una medida directa de la concentración de oxígeno en la celda del sensor.
Sensores de oxígeno paramagnéticos convencionalesLa geometría de los elementos utiliza-dos en los sensores de oxígeno para-magnéticos convencionales se muestra en 4 . El sensor en sí consta de piezas mecanizadas clásicamente, que se montan manualmente. El núcleo del sensor, con cuerpo de prueba adelga-zado en el centro (de unos 2 mm de diámetro y 20 mm de longitud), se
representa en 5 . Para fabricar este ele-mento con suficiente reproducibilidad, se requiere personal altamente cualifi-cado. La construcción e instalación de las pequeñas ampollas de vidrio exige tiempo, y los materiales utilizados para los soportes de montaje no son com-patibles con gases muy corrosivos. No obstante, el rendimiento de los senso-res actuales es excelente para muchas aplicaciones, especialmente para super-visar emisiones en centrales eléctricas alimentadas por combustibles fósiles. Basándose en este principio paramag-nético, ABB ofrece un módulo para la medición de la concentración de oxígeno, que puede utilizarse en las series Advance Optima y EasyLine de analizadores de continuos de gases.
Las principales características de los sensores son las siguientes: Rango mínimo de medición de 0 .. 1 Vol% (volumen porcentual) de O
2
Límite de detección de 50 ppm de O2
Tiempo de respuesta de 3 s
Las sensibilidades cruzadas para otros gases se indican en el Cuadro informa-tivo. La tabla muestra el desplaza-miento del punto cero de la señal de salida cuando existen gases no dilui-dos. Los valores indican que esta des-viación del punto cero se debe a las propiedades magnéticas de los gases y son los inevitables errores remanen-tes –y, por tanto, admitidos– del punto cero para sensores de oxígeno paramagnéticos.
Cuadro Desplazamiento del punto cero (en vol% de O2) de la señal de salida del nuevo sensor en presencia de gases no diluidos (100 vol%)
Argón -0.26Monóxido de carbono -0.01Hidrógeno +0.28 Sulfuro de hidrógeno -0.45
Entre los inconvenientes de las presta-ciones de los sensores paramagnéticos clásicos están una compatibilidad in-suficiente con ciertos medios (por ejemplo, cloro o ácidos inorgánicos, como el clorhídrico) y el largo tiempo de respuesta causado por el gran volumen del sensor interno.
La evaluación de las pro-piedades magnéticas de las mezclas de gases se utiliza en los sensores para-magnéticos de oxígeno.
Cambio completo: materiales, geometría y fabricación ABB lleva más de 40 años perfeccio-nando los sensores paramagnéticos convencionales para obtener máximas prestaciones con costes mínimos. La compañía ha vuelto al tablero de di-bujo para iniciar un nuevo desarrollo desde cero, una empresa arriesgada
Sensores y control
Microsistemas en funcionamiento

71Revista ABB 4/2006
que deberá conseguir aún más mejoras. Este ejercicio te-nía como objetivo conseguir una notable reducción de los costes, mejorando al mismo tiempo las prestaciones de los sensores. Con estos presu-puestos, los desarrolladores modificaron tanto el elemento sensor como su celda circun-dante, manteniendo solamen-te el principio de detección. Las modificaciones fueron las siguientes:
Materiales utilizados (silicio y cerámica en lugar
de vidrio y acero) Geometría
(una estructura plana susti-tuye a una compleja dispo-sición tridimensional)
Fabricación (grabado químico de silicio
y proceso automatizado de producción por lotes, en lugar de mecanizado metáli-co y montaje manual)
El resultado de estos trabajos se muestra en 6 . Comparando este nuevo sensor con el sen-sor de corriente mostrado en 4 , es evidente que el nuevo diseño y tecnología utilizados representan un cambio de modelo en la detección para-magnética de oxígeno.
El ‘corazón’ de este nuevo sensor es un chip de silicio micromecanizado 7 que pro-porciona cortos tiempos de respuesta y una fabricación reproducible en grandes volú-menes de producción. La gran ventaja respecto del antiguo sensor es, obviamente, la au-sencia de estructura tridimen-sional de montaje manual. En lugar de ello hay un único chip plano. No obstante, este chip utiliza el mismo princi-pio de medición: transforma-ción de la concentración de oxígeno en un movimiento de rotación que es interpretado por un haz de luz.
La nueva configuración con-siste en un sistema de capas
sumamente compacto. El sensor comprende esencial-mente estructuras planas, unidas para formar la celda del sensor 8 . Se utilizan pie-zas cerámicas para conseguir estabilidad térmica y un alto grado de compatibilidad con distintos medios. En algunas de las piezas cerámicas se han integrado funciones eléctricas, como la preampli-ficación.
Rompiendo las reglas: medición de oxígeno con chip de silicioLa principal decisión tomada por los desarrolladores de ABB fue combinar un princi-pio de medición probado y bien conocido, con avanza-da tecnología de microsiste-mas electromecánicos (ME-MS) y aplicar la tecnología MEMS para un uso totalmen-te nuevo. La principal venta-ja en prestaciones de la so-lución del chip en compara-ción con la clásica solución paramagnética es la gran re-ducción del volumen de gas dentro del sensor. El resulta-do es un sensor mucho más rápido, con tiempos de res-puesta en torno a un segun-do, lo que representa una gran mejora frente a los tres segundos de tiempo de res-puesta de los sensores con-vencionales. Esta solución abre nuevos segmentos de mercado en los que la velo-cidad es esencial (por ejem-plo, la supervisión de moto-res de combustión).
El chip sensor de tipo plano se puede integrar fácilmente en la estructura de capas del sensor, permitiendo un mon-taje sencillo y automatizado, como se requiere para gran-des volúmenes de produc-ción a un coste admisible.
Pasar de la configuración tri-dimensional convencional a un chip plano fue posible gracias a una ingeniosa idea y a un gran esfuerzo de de-
6 El nuevo módulo sensor, altamente integrado, es un cambio de paradigma en el campo de sensores paramagnéticos de oxígeno.
Sensores y control
7 Nuevo sistema micro electromecánico (MEMS) plano de chip de sensor (volumen interno 100 mm3 aproximadamente)
Microsistemas en funcionamiento
8 El concepto de capas para crear una estructura tridimensional con componentes ‘bidimensionales’
a Circuito magnéticob Sistema de entrada de gasc Portador magnéticod Célula de sensor
a
b c
d
e
c
a
g
f
e Interfaz eléctricaf Chip de sensorg Sistema optoeléctrico

72 Revista ABB 4/2006
sarrollo de la tecnología de fabrica-ción de chips.
Estos trabajos han dado como resulta-do algunas características notables: Durabilidad en gases agresivos (de-bido a una estructura de silicio en su mayor parte, con pistas metálicas resistentes a la corrosión)
Alta reproducibilidad (debido al proceso de grabación utili-zado, sumamente preciso)
Rápido tiempo de respues-ta (en torno a un segundo, gracias al poco grosor del chip)
Importantes ventajas de costes en la fabricación en serie
Este desarrollo proporciona-rá a nuestros clientes un nuevo sensor paramagnético con excelente compatibili-dad con diversos medios y otras ventajas. Los largos pe-ríodos de servicio y la eco-nomía de los repuestos re-ducirán notablemente los costes del ciclo de vida. La mayor fiabilidad de las me-diciones de los parámetros de proceso en medios muy corrosivos mejorará la calidad y seguridad del producto.
El sensor está for-mado fundamental-mente por estruc-turas planas que consituyen la célula sensora.
Herramientas de desarrolloDejar de lado 40 años de ex-periencia e iniciar un nuevo desarrollo partiendo de cero sería imposible sin el uso de potentes herramientas de simulación para acelerar el trabajo. Durante el proceso de desarrollo se utilizaron herramientas de simulación numérica para optimizar las propiedades mecánicas, fluí-dicas, magnéticas, térmicas, eléctricas y ópticas del sen-sor.
El uso de la tecnología de chip plano fue posible gracias al desarrollo de un nuevo sistema de suspensión del cuerpo de desplazamiento. No hay una forma evidente de crear una es-tructura plana que gire fácilmente y que además sea relativamente resis-tente a la aceleración lineal. En 9 se muestra el comportamiento mecánico simulado del sistema de suspensión
recientemente desarrollado, incluido en el chip sensor de silicio.
Se perfeccionó expresamente una herramienta de simulación de campo magnético patentada por ABB para simular no sólo las distribuciones del campo, sino también su influencia sobre el cuerpo de desplazamiento teniendo en cuenta las propiedades
magnéticas del gas. El circuito magnético ha sido optimizado para generar un gradiente máximo de campo en la zona del cuerpo de desplazamien-to.
Las simulaciones de fluidez contribuyeron a conseguir el rápido tiempo de respuesta de los nuevos sensores. El problema consistía en llevar un gran flujo volumétrico (hasta 100 l/h) cerca del mi-crosensor y cambiar el gas dentro de la celda del sensor con la mayor rapidez posible. Al mismo tiempo había que minimizar la influencia del flujo de gas en el cuerpo de desplazamiento. La figura 10 muestra el resultado de simu-lar la distribución de veloci-dad de un flujo de gas en la célula del sensor.
La principal ventaja funcional de la solu-ción con chip es la gran reducción del volumen de gas dentro del sensor.
Tecnología de fabricación de chipsEl chip de silicio de los nue-vos sensores se fabrica en dos fases fundamentales. Pri-meramente, la bobina que compensa la fuerza generada por las moléculas de oxígeno se forma en la superficie de la oblea mediante deposición metálica y estructuración. En la segunda fase se lleva a ca-bo un profundo ataque quí-mico iónico reactivo (DRIE, Deep Reactive Ion Etching)
10 Simulación de la distribución de velocidad del gas en la célula del sensor
11 Oblea de silicio con sensores de oxígeno
9 Simulación del comportamiento mecánico del nuevo sistema de sus-pensión del sensor de silicio
Sensores y control
Microsistemas en funcionamiento

73Revista ABB 4/2006
para atravesar la oblea. El resultado de este proceso se muestra en 11. En comparación con los procesos DRIE estándar que se utilizan a menudo en la producción de giroscopios micro-mecánicos, los requisitos de esta apli-cación son bastante más especializa-dos.
Las simulaciones fluídicas contribuyen a conseguir la gran rapidez de respuesta de los nuevos sensores.
La estructura atacada químicamente forma el sistema de suspensión para el cuerpo de desplazamiento con una anchura mínima de unos 20 µm sobre el grosor total de la oblea, de varios cientos de micras. Puesto que las pa-redes laterales atacadas se utilizan también como espejo, para reflejar el haz luminoso, existen otros requisitos extremos de rugosidad. La optimiza-
ción del desarrollo y del diseño del proceso permitió conseguir una pared lateral suficientemente homogénea y perpendicular para fabricar el fino sis-tema de suspensión y el cuerpo de desplazamiento con su pared lateral reflectante, haciendo posible un pro-ceso rentable de ataque químico en un solo paso.
La compatibilidad del silicio y del óxi-do de silicio con distintos medios es suficiente para la mayoría de los ga-ses, incluso los que son muy corrosi-vos para otros materiales. Los puntos sensibles a la corrosión son las pistas metálicas de estos nuevos sensores. Utilizando metales resistentes a la co-rrosión, utilizados comúnmente en la tecnología MEMS (por ejemplo, alumi-nio y oro), y recubrimientos protecto-res especialmente adecuados en los hilos de conexión, se obtiene un sen-sor que puede resistir atmósferas hú-medas de cloro durante varios meses, en contraste con la vida útil, de me-nos de un día, de otros sensores ‘mo-dernos’.
El desarrollo de este nue-vo sensor paramagnético para medir la concentra-ción de oxígeno es un gran logro del análisis continuo de gases.
Características y prestacionesEl nuevo sistema sensor ofrece impor-tantes mejoras en cuanto a tiempo de respuesta y resistencia a la corrosión. El tiempo de respuesta (cambio de ni-trógeno a aire en un caudal de 60 l/h)
del nuevo sensor se redujo a 1,3 s (véase 12 ). Más importante aún que una rápida respuesta es la estabilidad de la señal en caso de caudal de gas variable ( 13 ). Un caudal de entre 20 y 60 l/h origina un desplazamiento del punto cero de sólo 150 ppm de O
2,
sin ninguna corrección de la señal ori-ginal.
Observaciones finalesEl desarrollo de este nuevo e ingenio-so sensor paramagnético para medir la concentración de oxígeno es un avan-ce importante en el campo del análisis continuo de gases. El nuevo sensor combina las altas prestaciones de los sensores paramagnéticos clásicos y los menores costes de los sensores elec-troquímicos. El nuevo sensor propor-cionará a ABB y a sus clientes una im-portante ventaja competitiva e influirá significativamente en el futuro de la medición de la concentración de oxí-geno.
Peter Krippner
Paul Szasz
Manfred Wetzko
ABB AG
Ladenburg, Alemania
Berthold Andres
Thomas Bauer
ABB Automation GmbH
Frankfurt, Alemania
Cuadro Patentes resultantes de este trabajo
Patente USA 20020075007Dispositivo de medición de la concentra-ción de oxígeno en gases.
Patente europea 1 202 051 Dispositivo para la medición de la concentración de oxígeno en gases por medio de un campo magnético no homogéneo.
Patente USA 20040108442 Dispositivo para la suspensión de un cuerpo de muestra.
Patente europea 1 424 553 Dispositivo para la suspensión de un cuerpo de muestra.
Sensores y control
Microsistemas en funcionamiento
12 Tiempo de respuesta del nuevo sensor
Tiempo [s]
Con
cent
raci
ón [v
ol%
O2]
4 4.5 5 5.5 6 6.5 7
25
20
15
10
5
0
90%
10%
T90-10 = 1.3 s
13 Error absoluto de medición como función del flujo de gas para el aire
Tasa de flujo de gas [l/h]
Err
or a
bsol
uto
[vol
% O
2]
20 25 30 35 40 45 50 55 60
0.005
0.000
-0.005
-0.010
-0.015

74 Revista ABB 4/2006
1/2006: Los retos de la fabricación actual
La ciencia de la fabricación 6
El ritmo de fabricación 12
Abróchense los cinturones de seguridad 16
Negocio sin riesgos 19
Explorando tierras desconocidas 23
El camino más corto a China 28
Fuerza motriz 30
La Línea Express 33
La fábrica de interruptores del futuro 36
Fabricación inteligente 39
Más colores, menos pérdidas 43
A punto 47
Excelencia operacional 52
La simplicidad recompensa 55
NÉMESIS 59
Éxito de la simulación 65
Ojo avizor 68
2/2006: Tecnologías de sistemas integrados
El reto de los sistemas integrados 6
Tendencias de los sistemas integrados 9
Tecnologías de sistemas integrados en ABB 14
Protección integrada de energía 18
Los motores del cambio 23
Laminación y control 26
Los sistemas integrados amplían la automatización 30
Control de accionamientos 35
Redes de sensores inalámbricos 39
Ethernet de alto rendimiento 43
Buses de campo para accionamientos 46
Medicina de motores 48
El canto de las líneas eléctricas 50
Ideas brillantes 54
Robótica do-it-yourself 58
Patrones de diseño 62
Energía inalámbrica en productos sin cables 66
Hacia la mayoría de edad 70
Procesamiento de señales en sistemas integrados 75
2 / 2006
Revista técnica del Grupo ABB
www.abb.com/abbreview
RevistaABB
Pioneering spirits
A revolution in high dc current measurement
page 6
Team-mates: MultiMove functionality heralds a new era in robot applications
page 26
Best innovations 2004page 43
a
Tecnologías de sistemas
integradosSoluciones de aplicación enlatadas
Tendencias de los sistemas integradospágina 9
Redes de sensores inalámbricospágina 39
El canto de las líneas eléctricaspágina 50
ÍNDICE 2006
1 / 2006
Revista técnicadel Grupo ABB
www.abb.com/abbreview
RevistaABB
Los retos de la fabricación
actual
La ciencia de la fabricaciónpágina 6
Explorando tierrasdesconocidas
página 23
NOKIA y ABB trabajan juntospágina 39
a
3/2006: Derroche de ingenio
Más alla del cielo 6
El Elefante de plata 10
Problemas especiales, soluciones usuales 14
Robots para los pacientes 21
La respiración, el Sherlock Holmes de la gastroenterología 25
Una nueva ola de energia renovable 29
Presa de Guri 32
La vía ‘costera’ hacia la energía limpia 37
El reto ártico 41
Electrificación de Londres 46
Nacido para adaptarse 49
El convertidor compacto 52
Grúas inteligentes 56
Elevación y tracción 60
Romper límites 64
Espectroscopia de gases 68
AquaMasterTM 75
Los hacedores de noticias 78
4/2006:Las innovaciones más brillantes
FlexLean 6
Dominio de los robots 11
Las mejores innovaciones de 2006 15
Una visión de red eléctrica autocorrectora 21
Conducción de datos 26
Más allá de la primera impresión 30
Semiconductores de potencia: primera parte 34
Reflexionando sobre el color 40
Cocina de color 44
Poniendo en claro el color 46
Control del color en tiempo real 49
El corte más avanzado 53
Rentabilidad del cemento 59
Conocimiento de los activos 63
Microsistemas en funcionamiento 68
Derroche de ingenio
3 / 2006
Revista técnica del Grupo ABB
www.abb.com/abbreview
RevistaABB
a
Más allá del cielopágina 6
Aplicaciones médicaspágina 21
El reto árticopágina 41
4 / 2006
Revista técnica del Grupo ABB
www.abb.com/abbreview
RevistaABB
Pioneering spirits
A revolution in high dc current measurement
page 6
Team-mates: MultiMove functionality heralds a new era in robot applications
page 26
Best innovations 2004page 43
a
Las innovaciones más brillantes
Los robots desafían a la mano de obra baratapágina 6
Las mejores innovaciones de 2006página 15
Reflexionando sobre el colorpágina 40

75Revista ABB 4/2006
Consejo editorial
Peter TerwieschGroup R&D and Technology
Adam RoscoeCorporate Communications
Ron PopperGroup Editorial ServicesCorporate Communications
Friedrich PinnekampGroup R&D and Technology
Nils LefflerChief [email protected]
EditorialABB Schweiz AGCorporate ResearchABB Review/REVCH-5405 Baden-DättwilSuiza
La Revista ABB se publica cuatro veces al año en inglés, francés, alemán, español, chino y ruso.La reproducción o reimpresión parcial está permitida a condición de citar la fuente. La reimpresión completa precisa del acuerdo por escrito del editor. Revista ABB es una publicación gratuita para todos los interesados en la tecnología y objetivos de ABB y para aquellas perso-nas que ocupan puestos directivos y nece-sitan estar informados sobre los últimos avances de la tecnología. Si usted desea una suscripción gratuita puede ponerse en contacto con la representación ABB más próxima o directamente con la editorial.
Editor © 2006ABB Ltd, Zurich/Suiza
ImpresiónVorarlberger Verlagsanstalt GmbH.AT-6850 Dornbirn/Austria
DesignDAVILLA Werbeagentur GmbHAT-6900 Bregenz/Austria
TraducciónBrugos ÜbersetzungenBerna, [email protected]
Exención de responsabilidad:Las informaciones contenidas en esta revis-ta reflejan el punto de vista de sus autores y tienen una finalidad puramente informativa. El lector no deberá actuar con base en las afirmaciones contenidas en esta revista sin contar con asesoramiento profesional. Nuestras publicaciones están a disposición de los lectores sobre la base de que no im-plican asesoramiento técnico o profesional de ningún tipo por parte de los autores, ni opiniones sobre materias o hechos específi-cos, y no asumimos responsabilidad alguna en relación con el uso de las mismas. Las empresas del Grupo ABB no garantizan ni aseguran, explícita o implícitamente, el contenido o la exactitud de los puntos de vista expresados en esta revista.
ISSN: 1013-3119
www.abb.com/abbreview
Avance 1/2007
El factor humano como parte de im-portantes sistemas es un tema de gran interés académico y práctico. En cier-tas aplicaciones de sistemas comple-jos, el factor humano puede ser el eslabón más débil y la mayor respon-sabilidad del sistema. En muchos siste-mas es intolerable que se produzcan averías por error humano, pues peli-graría el rendimiento de producción y, lo que es más grave, la vida humana. La primera categoría comprende la fabricación industrial y la generación y distribución de energía eléctrica. La última incluye cabinas de pilotos de avión, ciertos procesos industriales (por ejemplo, químicos o nucleares), diferentes tipos de sistemas de emer-gencia y sistemas de control de tráfico. Se han adoptado muchos métodos para minimizar el riesgo asociado a la intervención directa de la persona en el ciclo y, de hecho, para una socie-dad moderna es fundamental que es-tos sistemas funcionen de forma segu-ra y fiable. Cuanto más se automatizan estas aplicaciones, tanto más impor-tante es el factor humano. Los proce-sos muy rápidos, como los que se de-
sarrollan en las redes eléctricas, u otros mucho más lentos tienen com-plejidades específicas que se han de tratar adecuadamente.
Áreas de gran interés son el soporte de decisiones (inclusive la generación de alarmas inteligentes), la visualiza-ción de información y la presentación ergonómica de datos, así como la faci-lidad de uso, desde el diseño hasta la implementación. En el próximo núme-ro de Revista ABB, dedicado a ‘Human in the loop’ (Persona en el ciclo), ex-ploramos la investigación académica y la implantación práctica de las recien-tes innovaciones en estos campos. Es-tos temas son de gran relevancia para las actividades de ABB. Como destaca-da proveedora mundial de sistemas de automatización, nuestra compañía ha de estar siempre a la vanguardia del progreso.

Automation and control systems that boost productivityand reduce energy costs. Visit us www.abb.com
We help customers use
less energy to be more productive.
We help customers use
less energy to be more productive.
© 2005 ABB
a