gráficos de control
TRANSCRIPT

1
Control estadístico del proceso
Carrera: Procesos industriales
Profesor: Edgar Mata Ortiz
Grupo: 3° A
Portafolio
“Gráficos de control” Por: Yesica Lizbeth Altamirano Morales.
Torreón Coahuila. 28 de julio de 2013
2
Índice
Gráficos de Control
1.-Introducción…………………………………………………………..3
2.-Graficos de control para variables…………………………………….4
2.1.- Definición…………………………………………………………4
2.2.-Ejemplo de gráficos de control:……………………………………5
2.3XR…………………………………………………………………...5
2.4 XS…………………………………………………………………...6
3.-Gráficos de control para atributos……………………………………..7
3.1.- Definición…………………………………………………………8
3.2.- Ejemplo de gráficos de control.......……………………………….9
3.3.-P…………………………………………………………………....9
3.4.-NP………………………………………………………………….10
3.5.-C…………………………………………………………………...11
3.6.- U…………………………………………………………………..13
4.-Gráficos de control especiales.
4.1.-Definición………………………………………………………….14
4.2.-Ejemplo de Gráficos de control “Cusum”…………………………15
5.- Teorema del límite central…………………………………………….17
6.- Bibliografía……………………………………………………………24
3
Introducción
En cualquier proceso productivo resulta conveniente conocer en todo momento hasta qué
punto nuestros productos cumplen con las especificaciones preestablecidas. Como ya
comentamos en el capítulo anterior, podemos decir que la calidad de un producto tiene dos
grandes “enemigos”: (1) las desviaciones con respecto al objetivo especificado (falta de
exactitud), y (2) una excesiva variabilidad respecto a los valores deseables (falta de
precisión).
La idea consiste en extraer muestras de un proceso productivo que se encuentra activo y, a
partir de las mismas, generar gráficos que nos permitan tanto estudiar la variabilidad del
mismo como comprobar si los productos obtenidos cumplen o no con las especificaciones
preestablecidas. En caso de apreciar en tales gráficos tendencias no aleatorias o bien
muestras que se sitúen más allá de los límites de control consideraremos que el proceso está
fuera de control. Si así ocurre, estaremos interesados en averiguar las causas especiales que
afectan al proceso.

4
GRÁFICOS DE CONTROL POR VARIABLES.
En un gráfico de control se representa gráficamente una característica de calidad T, medida
o calculada a partir de muestras del producto, en función de las diferentes muestras. La
gráfica tiene una línea central que simboliza el valor medio de la característica de calidad.
Finalmente, otras dos líneas (los límites superior e inferior de control) flanquean a la
anterior a una distancia determinada. Estos límites son escogidos de manera que si el
proceso está bajo control, casi la totalidad de los puntos muestrales se halle entre ellos. Así,
un punto que se encuentra fuera de los límites de control se interpreta como una evidencia
de que el proceso está fuera de control. Además, incluso si todos los puntos se hallan
comprendidos entre los límites de control, pero se comportan de manera sistemática o no
aleatoria, también tendríamos un proceso fuera de control (veremos cómo estudiar la
existencia de tales patrones no aleatorios mediante los llamados tests para causas
especiales).
La determinación de los límites de control se basa en conceptos y resultados estadísticos:
supongamos, p.e., que estamos interesados en “controlar” la media µ de una variable
aleatoria X cuya distribución tiene una desviación estándar σ (µ y σ constantes durante el
proceso). Sabemos (por el TCL) que, para un tamaño muestral n grande, la distribución de
las medias muestrales será aproximadamente normal con media igual a µ y desviación
estándar igual a σ/√n . De este hecho se deduce que aproximadamente el 99,7% de las
medias muestrales estarán contenidas en el intervalo µ ± 3 * σ/√n , intervalo que viene
definido por los límites de control. Este sencillo razonamiento es la base para la
construcción de todos los gráficos de control.
5
Observar que, como el intervalo anterior depende de n, si trabajamos con muestras de
distintos tamaños los límites de control no formarán una línea recta, pues la distancia que
les separa de la línea central aumentará conforme n disminuya (serán límites
“escalonados”).
III - 1 Control Estadístico de la Calidad con MINITAB
Si dejamos momentáneamente al margen el estudio de posibles patrones no aleatorios en el
gráfico de control, podemos considerar que éste no es más que un contraste de hipótesis en
el que podemos considerar como hipótesis nula Ho el hecho de que el proceso está bajo
control estadístico. El que un punto se ubique entre los límites de control es equivalente a
no poder rechazar la hipótesis nula Ho; por el contrario, el que un punto se ubique fuera de
los límites de control equivale al rechazo de la hipótesis del control estadístico.
Observar que la selección de los límites de control equivale pues a determinar la región
crítica para probar la hipótesis nula Ho de que el proceso está bajo control estadístico:
alejando dichos límites de la línea central se reduce α (o probabilidad de cometer un error
de tipo I, i.e.: que un punto caiga fuera de los límites de control sin que haya una causa
especial), si bien también se eleva con ello β (o riesgo de cometer un error tipo II, i.e.: que
un punto caiga entre dichos límites cuando el proceso se encuentra en realidad fuera de
control).
En general, para un α determinado, cuanto más grande sea el tamaño muestral n, tanto más
“sensible” será el gráfico a la hora de detectar pequeños cambios en el proceso (i.e., para α
fijo, a mayor n mayor será la potencia del contraste 1-β).
Podemos distinguir dos grandes clases de gráficos de control: los gráficos de control por
variables hacen uso de estadísticos obtenidos a partir de datos tales como la longitud o
grosor de un elemento, mientras que los gráficos de control por atributos se basan en
frecuencias tales como el número de unidades defectuosas. Así, en los gráficos de control
por variables es posible medir la característica de calidad a estudiar. En estos casos
conviene describir la característica de calidad mediante una medida de tendencia central
(usualmente la media muestral) y una medida de su variabilidad (usualmente el rango o la
desviación estándar).
Los gráficos de control por variables son más “sensibles” que los gráficos de control por
atributos, razón por la cual son capaces de “avisarnos” de posibles problemas de calidad
incluso antes de que éstos sean ya relevantes. Por su parte, los gráficos de control por
atributos tienen la ventaja de sintetizar de forma rápida toda la información referida a
diferentes aspectos de calidad de un producto, ya que permiten clasificar éste como
aceptable o inaceptable; además, no suelen necesitar de sistemas de medición muy
complejos y son más fácilmente entendibles por los no especialistas.

6
A continuación se agrupan los gráficos de control por variables según el tipo de datos de
que dispongamos:
7
IV. GRÁFICOS DE CONTROL POR ATRIBUTOS
Los diagramas de control por atributos constituyen la herramienta esencial utilizada para
controlar características de calidad cualitativas, esto es, características no cuantificables
numéricamente. Ejemplos de tales características no medibles son la fracción o porcentaje
de unidades defectuosas en la producción (P), el número de unidades defectuosas en la
producción (NP), el número de defectos por unidad producida (U), y el número de defectos
de todas las unidades producidas (C).
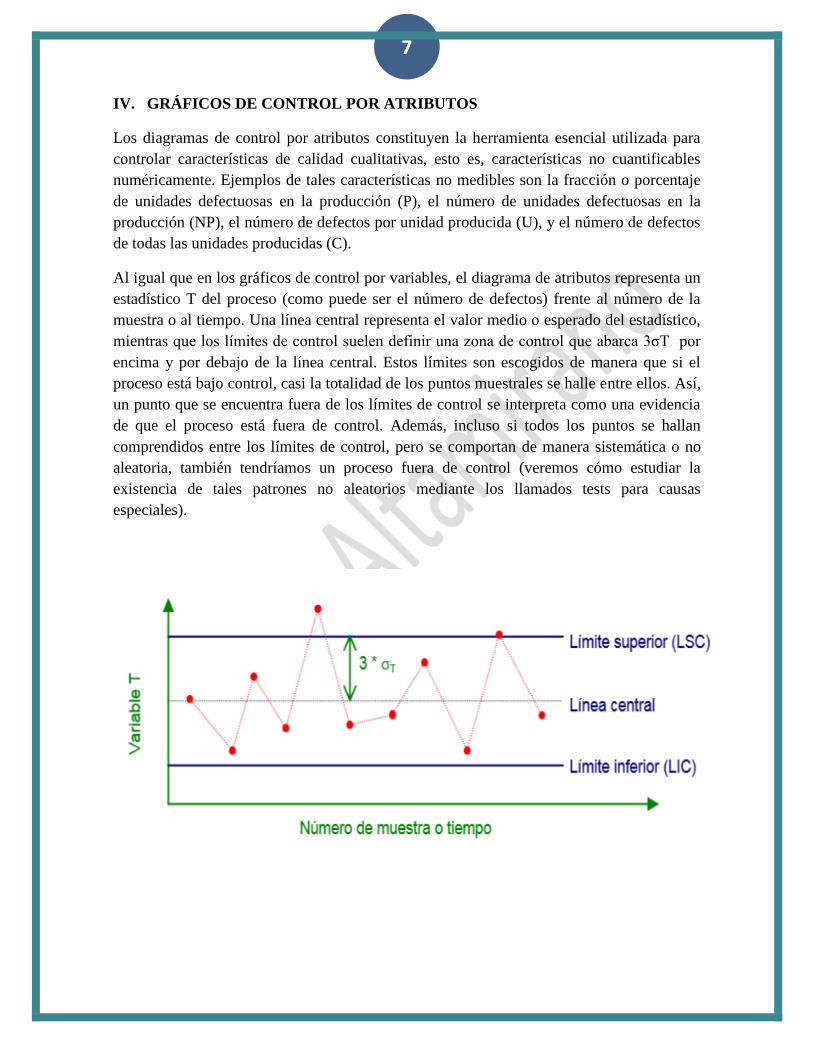
Al igual que en los gráficos de control por variables, el diagrama de atributos representa un
estadístico T del proceso (como puede ser el número de defectos) frente al número de la
muestra o al tiempo. Una línea central representa el valor medio o esperado del estadístico,
mientras que los límites de control suelen definir una zona de control que abarca 3σT por
encima y por debajo de la línea central. Estos límites son escogidos de manera que si el
proceso está bajo control, casi la totalidad de los puntos muestrales se halle entre ellos. Así,
un punto que se encuentra fuera de los límites de control se interpreta como una evidencia
de que el proceso está fuera de control. Además, incluso si todos los puntos se hallan
comprendidos entre los límites de control, pero se comportan de manera sistemática o no
aleatoria, también tendríamos un proceso fuera de control (veremos cómo estudiar la
existencia de tales patrones no aleatorios mediante los llamados tests para causas
especiales).

8
Este tipo de gráficos se suele aplicar en situaciones en las que el proceso es una operación
de montaje complicada, y la calidad del producto se mide en términos de la ocurrencia de
disconformidades, del funcionamiento exitoso o fallido del producto, etc.
Los diagramas de control por atributos tienen la ventaja de que hacen posible considerar
varias características de calidad al mismo tiempo y clasificar los productos como
disconformes si no satisfacen las especificaciones de cualquiera de las características.
Tenemos dos opciones a la hora de realizar un gráfico de control por atributos:
1. Podemos comparar un producto con un estándar y clasificarlo como defectuoso o no
(gráficos P y NP)
2. En el caso de productos complejos, la existencia de un defecto no necesariamente
conlleva a que el producto sea defectuoso. En tales casos, puede resultar conveniente
clasificar un producto según el número de defectos que presenta (gráficos C y U).
Es importante notar que los gráficos P, NP, y U permiten trabajar con muestras de tamaños
diferentes, mientras que los gráficos C están diseñados para muestras de igual tamaño.

9
GRÁFICO P
Un gráfico P es un gráfico de control del porcentaje o fracción de unidades defectuosas
(cociente entre el número de artículos defectuosos en una población y el número total de
artículos de dicha población).
Los principios estadísticos que sirven de base al diagrama de control P se basan en la
distribución Binomial: supóngase que el proceso de producción funciona de manera estable,
de tal forma que la probabilidad de que cualquier artículo no esté conforme con las
especificaciones es p, y que los artículos producidos sucesivamente son independientes;
entonces, si seleccionamos k muestras aleatorias de n artículos del producto cada una, y
representando por Xi al número de artículos defectuosos en la muestra i ésima, tendremos
que Xi ≈ B(n,p).
Debe advertirse que este diagrama de control se basa en el modelo probabilístico binomial,
en el cual se supone que la probabilidad de ocurrencia de un artículo con disconformidad es
constante, y que unidades sucesivas en la producción son independientes. Por otra parte,
hay que tener cuidado con la interpretación de los puntos del diagrama de control que se
hallan por debajo del límite inferior de control. Tales puntos no representan a menudo una
mejora real en la calidad del proceso. Frecuentemente son el resultado de errores en el
método de inspección o recogida de datos.
10
GRÁFICO NP
El diagrama NP está basado en el número de unidades defectuosas. Este tipo de gráficos
permite tanto analizar el número de artículos defectuosos como la posible existencia de
causas especiales en el proceso productivo. Los principios estadísticos que sirven de base al
diagrama de control NP se basan en la distribución Binomial:
Supóngase que el proceso de producción funciona de manera estable, de tal forma que la
probabilidad de que cualquier artículo no esté conforme con las especificaciones es p, y que
los artículos producidos sucesivamente son independientes; entonces, si seleccionamos k
muestras aleatorias de n artículos del producto cada una, y representando por Xi al número
de artículos defectuosos en la muestra i-ésima, tendremos que Xi ≈ B(n,p).
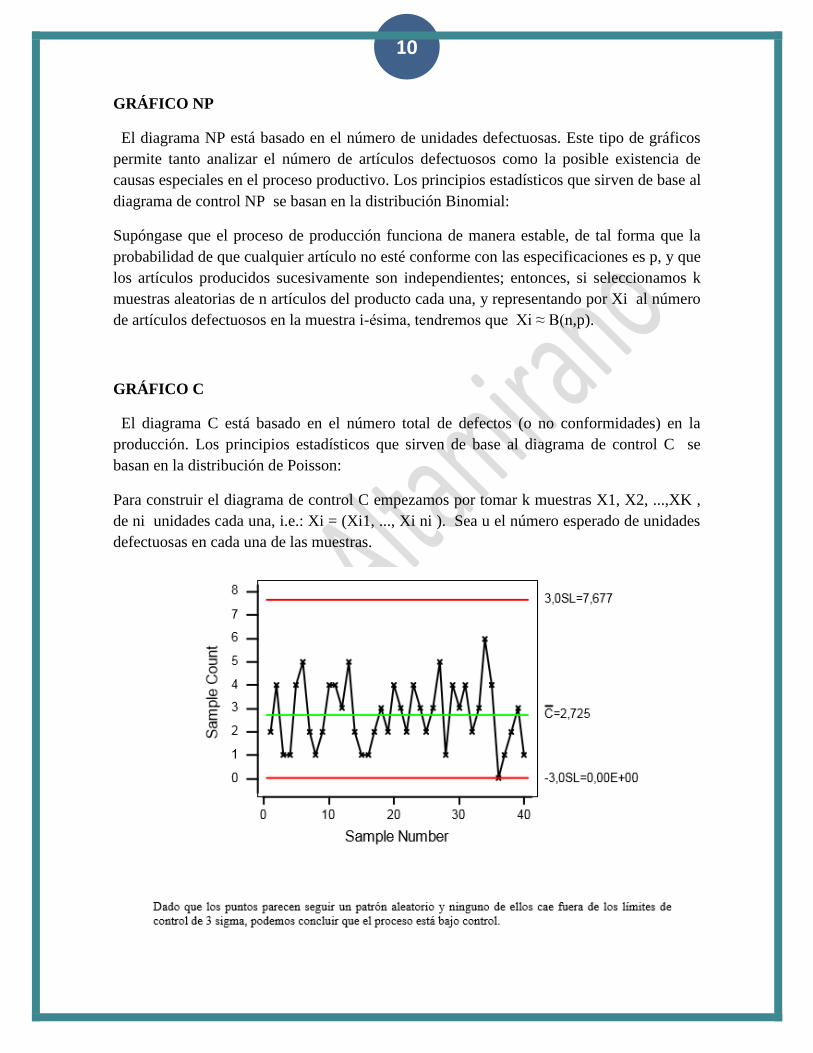
GRÁFICO C
El diagrama C está basado en el número total de defectos (o no conformidades) en la
producción. Los principios estadísticos que sirven de base al diagrama de control C se
basan en la distribución de Poisson:
Para construir el diagrama de control C empezamos por tomar k muestras X1, X2, ...,XK ,
de ni unidades cada una, i.e.: Xi = (Xi1, ..., Xi ni ). Sea u el número esperado de unidades
defectuosas en cada una de las muestras.
11
GRÁFICO U
El diagrama U está basado en el número de defectos por unidad de inspección producida.
Los principios estadísticos que sirven de base al diagrama de control U se basan en la
distribución de Poisson:
Para construir el diagrama de control U empezamos por tomar k muestras X1, X2, ...,XK ,
de ni unidades cada una, i.e.: Xi = (Xi1, ..., Xi ni ). Sea u el número esperado de unidades
defectuosas en cada una de las muestras.
EJEMPLOS DE APLICACIÓN
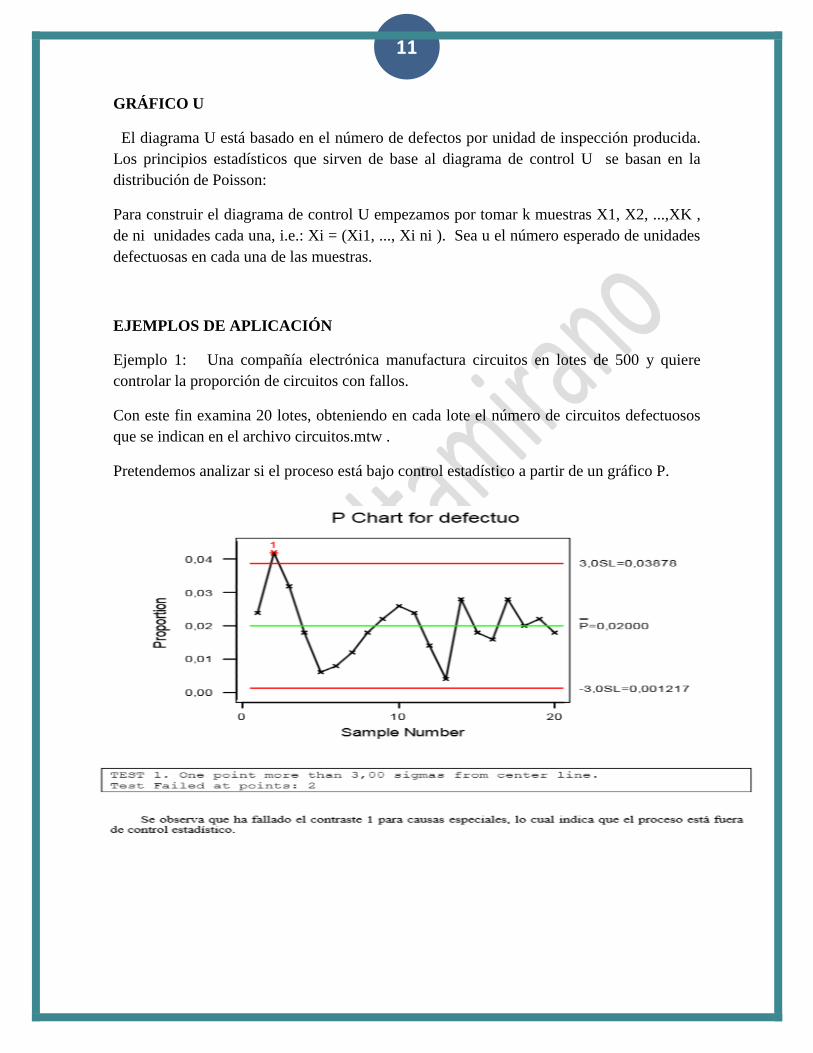
Ejemplo 1: Una compañía electrónica manufactura circuitos en lotes de 500 y quiere
controlar la proporción de circuitos con fallos.
Con este fin examina 20 lotes, obteniendo en cada lote el número de circuitos defectuosos
que se indican en el archivo circuitos.mtw .
Pretendemos analizar si el proceso está bajo control estadístico a partir de un gráfico P.
12
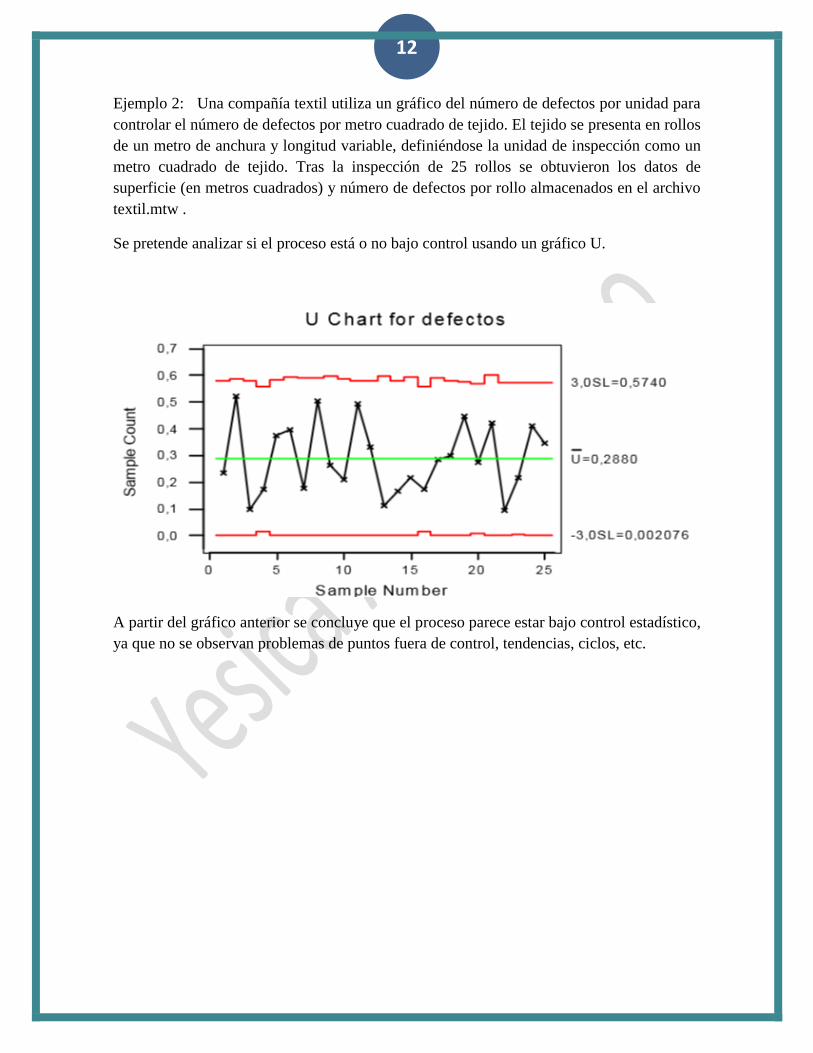
Ejemplo 2: Una compañía textil utiliza un gráfico del número de defectos por unidad para
controlar el número de defectos por metro cuadrado de tejido. El tejido se presenta en rollos
de un metro de anchura y longitud variable, definiéndose la unidad de inspección como un
metro cuadrado de tejido. Tras la inspección de 25 rollos se obtuvieron los datos de
superficie (en metros cuadrados) y número de defectos por rollo almacenados en el archivo
textil.mtw .
Se pretende analizar si el proceso está o no bajo control usando un gráfico U.
A partir del gráfico anterior se concluye que el proceso parece estar bajo control estadístico,
ya que no se observan problemas de puntos fuera de control, tendencias, ciclos, etc.

13
Ejemplo 3: Se utiliza un gráfico del número de defectos C para controlar el número de
automóviles con pintura defectuosa en nuevas series fabricadas recientemente. 20 series del
mismo modelo son inspeccionadas y el número de automóviles con pintura defectuosa se
ha registrado en el archivo autos. mtw . Estudiar si el proceso está o no bajo control.
A partir del gráfico anterior, se observa que el proceso no parece estar bajo control
estadístico.
I
14
GRÁFICOS DE CONTROL ESPECIALES.
La necesidad de mantener de forma continua el Aseguramiento de la Calidad ha llevado a
las empresas a adoptar métodos estadísticos para la monitorización de sus procesos. El
gráfico de control de Shewhart es la técnica más utilizada. Este gráfico utiliza la
información recogida en cada instan- te a través de una pequeña muestra o valor individual,
para decidir si el proceso está bajo control comprobando si la media de esa muestra está
dentro de los límites de con- trol. Estos gráficos son sencillos de construir y de rápida
interpretación pero son poco eficaces cuando el proceso sufre pequeñas variaciones. Por
esta razón, se han desarrollado otro tipo de gráficos de control que en cada instante utilizan
no sólo los valores obtenidos en ese momento sino toda la información anterior, de mane-
ra que son mucho más sensibles a cualquier pequeño cambio que se produzca. Estos
gráficos son: Gráficos de Medias Móviles, Gráficos de Medias Móviles Geo- métricas y
Gráficos Cusum. La primera descripción detallada de los procedimientos Cusum aparece en
1954 en el artículo Continuos Inspection Schemes, debido a Page. En los últimos años, han
tenido un gran desarrollo tanto en la base teórica de estos procedimientos como en su
utilización en distintos campos. La idea fundamental de estos gráficos es calcular para cada
observación, su desviación del medio objetivo, e ir acumulando estas desviaciones desde el
principio hasta el instante actual,
Observemos que si el proceso está bajo control la media es y las diferencias serán
pequeños valores positivos y negativos alrededor de cero de forma que su suma será un
valor próximo a cero. Cuando el proceso sale fuera de control porque, por ejemplo, ha
habido un aumento en la media, los valores observados serán, prácticamente, todos
mayores que, las diferencias serán positivas y al acumularlas veremos un claro aumento en
la pendiente. La figura muestra un gráfico Cusum para controlar la media de un proceso.
Ha habido un aumento en la media del proceso a partir de la observación 15. Este cambio
se detecta en el gráfico porque observamos un claro aumento en la pendiente de la gráfica a
partir de dicha observación.

15
Ésta es la primera forma de aplicación de los gráficos de sumas acumuladas: la V- máscara
que se obtiene situando una “más- cara en forma de V” en la última observa- ción obtenida.
Esta expresión gráfica tiene algunos inconvenientes para trabajar con ella numéricamente,
por ello, posterior- mente se ha desarrollado una fórmula numérica equivalente a la V-
máscaray cuya representación gráfica es más sencilla. Se trata del Intervalo de Decisión o
Gráfico Cusum H-K. Veamos, brevemente, cómo se construyen e interpretan estos dos
tipos de gráficos.
A partir de estos valores dibujaremos la V-máscara mediante las rectas:

16
Ventajas de los gráficos Cusum frente a los Shewhart
• Fijamos la magnitud del cambio que deseamos detectar como mínimo.
• Detecta los cambios de pequeña magnitud más rápido que otros gráficos.
.• Fijamos tanto la probabilidad de que se produzcan falsas alarmas como el tiempo medio
que tardamos en detectar un cambio.
• Detectamos el momento a partir del cual se produce el cambio. • Podemos estimar la
magnitud del sesgo producido.
Campos de aplicación
La especial eficacia de los gráficos Cusum para detectar rápidamente pequeñas
desviaciones hace que sean especialmente útiles en procesos de alta especialización como
los sanitarios, en donde se aplica con éxito tanto para el aseguramiento de la calidad de los
servicios médicos como para la detección rápida de señales en procedimientos médicos de
campos como la neurología o la cardiología. En su aplicación como detector rápido de
cambios es utilizado tanto en unidades de control sísmico como en departamentos de
análisis de series financieras. Como herramienta para el aseguramiento continuo de la
calidad está siendo muy utilizada en el campo de la informática. Prime- ro en el control de
fabricación de semiconductores o equipos técnicos y finalmente en el control de producción
de Software. Pero la aplicación más “curiosa” es la utilizada por los “detectives literarios”
en la Estereometría donde esta técnica, con algunas variaciones, se ha comprobado que es
un método objetivo y eficaz para la determinación del autor para textos no catalogados de
la literatura clásica o para el control de los plagios.

17
Teorema del límite central
El Teorema Central del Límite dice que si tenemos un grupo
numeroso de variables independientes y todas ellas siguen el mismo
modelo de distribución (cualquiera que éste sea), la suma de ellas se
distribuye según una distribución normal.
Ejemplo: la variable "tirar una moneda al aire" sigue la distribución de
Bernouilli. Si lanzamos la moneda al aire 50 veces, la suma de estas 50
variables (cada una independiente entre si) se distribuye según una
distribución normal.
Este teorema se aplica tanto a suma de variables discretas como de
variables continuas.
Los parámetros de la distribución normal son:
Media: n * m (media de la variable individual multiplicada por el
número de variables independientes)
Varianza: n * s2 (varianza de la variable individual multiplicada por el
número de variables individuales)
Veamos un ejemplo:
Se lanza una moneda al aire 100 veces, si sale cara le damos el valor 1
y si sale cruz el valor 0. Cada lanzamiento es una variable independiente
que se distribuye según el modelo de Bernouilli, con media 0,5 y
varianza 0,25.
Calcular la probabilidad de que en estos 100 lanzamientos salgan más
de 60 caras.
La variable suma de estas 100 variables independientes se distribuye,
por tanto, según una distribución normal.
Media = 100 * 0,5 = 50
Varianza = 100 * 0,25 = 25

18
Para ver la probabilidad de que salgan más de 60 caras calculamos la
variable normal tipificada equivalente:
(*) 5 es la raiz cuadrada de 25, o sea la desviación típica de esta
distribución
Por lo tanto:
P (X > 60) = P (Y > 2,0) = 1- P (Y < 2,0) = 1 - 0,9772 = 0,0228
Es decir, la probabilidad de que al tirar 100 veces la moneda salgan más
de 60 caras es tan sólo del 2,28%.

19
Six Sigma
Seis Sigma, es un enfoque revolucionario de gestión que mide y mejora
la Calidad, ha llegado a ser un método de referencia para, al mismo
tiempo, satisfacer las necesidades de los clientes y lograrlo con niveles
próximos a la perfección. Pero ¿qué es exactamente Seis Sigma?
Dicho en pocas palabras, es un método, basado en datos, para llevar la
Calidad hasta niveles próximos a la perfección, diferente de otros
enfoques ya que también corrige los problemas antes de que se
presenten. Más específicamente se trata de un esfuerzo disciplinado
para examinar los procesos repetitivos de las empresas.
Literalmente cualquier compañía puede beneficiarse del proceso Seis
Sigma. Diseño, comunicación, formación, producción, administración,
pérdidas, etc. Todo entra dentro del campo de Seis Sigma. Pero el
camino no es fácil. Las posibilidades de mejora y de ahorro de costes
son enormes, pero el proceso Seis Sigma requiere el compromiso de
tiempo, talento, dedicación, persistencia y, por supuesto, inversión
económica.
Un típico coste de no Calidad -errores, defectos y pérdidas en los
procesos- puede suponer el 20 ó 30 por 100 de las ventas. El campo es
amplio, incluso sin llegar al nivel Seis Sigma (3,4 errores o defectos por
millón de oportunidades), las posibilidades de mejorar
significativamente los resultados son ilimitadas. Solamente será
necesario que la organización ponga a disposición sus capacidades y
proceda de manera consistente con sus recursos.
El comienzo
Es esencial que el compromiso con el enfoque Seis Sigma comience y
permanezca en la alta dirección de la compañía. La experiencia
demuestra que cuando la dirección no expresa su visión de la compañía,
no transmite firmeza y entusiasmo, no evalúa los resultados y no
reconoce los esfuerzos, los programas de mejora se transforman en una
pérdida de recursos válidos.

20
El proceso Seis Sigma comienza con la sensibilización de los ejecutivos
para llegar a un entendimiento común del enfoque Seis Sigma y para
comprender los métodos que permitirán a la compañía alcanzar niveles
de Calidad hasta entonces insospechados
El paso siguiente consiste en la selección de los empleados,
profesionales con capacidad y responsabilidad en sus áreas o funciones
que van a ser intensivamente formados para liderar los proyectos de
mejora. Muchos de estos empleados tendrán que dedicar una parte
importante de su tiempo a los proyectos, si se pretenden resultados
significativos.
La formación de estos líderes tiene lugar en cuatro sesiones de cuatro
días cada una, a lo largo de un periodo de 12 semanas durante el cual
trabajarán en un proyecto concreto de mejora, que los capacitará como
candidatos a una nueva profesión, "black belts" como implantadores de
estas avanzadas iniciativas de Calidad. Esta formación, impartida por
expertos, incluye la selección de un proyecto en la primera semana y la
aplicación de lo aprendido a dicho proyecto antes de la sesión siguiente,
mediante un equipo de mejora.
Para alcanzar el nivel "black belt" los candidatos tienen que demostrar
los resultados conseguidos en el proyecto y éste nivel los capacita para
continuar liderando nuevos equipos para nuevos proyectos de mejora.
El método
El método Seis Sigma, conocido como DMAMC, consiste en la aplicación,
proyecto a proyecto, de un proceso estructurado en cinco fases.
En la fase de definición se identifican los posibles proyectos Seis Sigma,
que deben ser evaluados por la dirección para evitar la infrautilización
de recursos. Una vez seleccionado el proyecto se prepara su misión y se
selecciona el equipo más adecuado para el proyecto, asignándole la
prioridad necesaria.

21
La fase de medición consiste en la caracterización del proceso
identificando los requisitos clave de los clientes, las características clave
del producto (o variables del resultado) y los parámetros (variables de
entrada) que afectan al funcionamiento del proceso y a las
características o variables
clave. A partir de esta caracterización se define el sistema de medida y
se mide la capacidad del proceso.
En la tercera fase, análisis, el equipo analiza los datos de resultados
actuales e históricos. Se desarrollan y comprueban hipótesis sobre
posibles relaciones causa-efecto utilizando las herramientas estadísticas
pertinentes. De esta forma el equipo confirma los determinantes del
proceso, es decir las variables clave de entrada o "pocos vitales" que
afectan a las variables de respuesta del proceso.
En la fase de mejora el equipo trata de determinar la relación causa-
efecto (relación matemática entre las variables de entrada y la variable
de respuesta que interese) para predecir, mejorar y optimizar el
funcionamiento del proceso. Por último se determina el rango
operacional de los parámetros o variables de entrada del proceso.
La última fase, control, consiste en diseñar y documentar los controles
necesarios para asegurar que lo conseguido mediante el proyecto Seis
Sigma se mantenga una vez que se hayan implantado los cambios.
Cuando se han logrado los objetivos y la misión se dé por finalizada, el
equipo informa a la dirección y se disuelve.
Las herramientas
En los proyectos Seis Sigma se utilizan dos tipos de herramientas. Unas,
de tipo general como las 7 herramientas de Calidad, se emplean para la
recogida y tratamiento de datos; las otras, específicas de estos
proyectos, son herramientas estadísticas, entre las que cabe citar los
estudios de capacidad del proceso, análisis ANOVA, contraste de
hipótesis, diseño de experimentos y, también, algunas utilizadas en el
diseño de productos o servicios, como el QFD y AMFE.
22
Estas herramientas estadísticas que hace unos años estaban solamente
al alcance de especialistas, son hoy accesibles a personas sin grandes
conocimientos de estadística. La disponibilidad de aplicaciones
informáticas sencillas y rápidas, tanto para el procesamiento de datos
como para los cálculos necesarios para su análisis y explotación,
permiten utilizarlas con facilidad y soltura, concentrando los esfuerzos
de las personas en la interpretación de los resultados, no en la
realización de los complejos cálculos que antes eran necesarios.
Los resultados
Conceptualmente los resultados de los proyectos Seis Sigma se obtienen
por dos caminos. Los proyectos consiguen, por un lado, mejorar las
características del producto o servicio, permitiendo conseguir mayores
ingresos y, por otro, el ahorro de costes que se deriva de la disminución
de fallos o errores y de los menores tiempos de ciclo en los procesos.
Así, las experiencias de las compañías que han decidido implantar Seis
Sigma permiten indicar desde cifras globales de reducciones del 90 por
100 del tiempo de ciclo o 15 mil millones de dólares de ahorro en 11
años (Motorola), aumentos de productividad del 6 por 100 en dos años
(Allied Signal), hasta los más recientes de entre 750 y 1000 millones de
dólares de ahorro en un año (General Electric). Ciclo DMAIC: Definir
Medir Analizar Mejorar Verificar Mejora del Proceso 6 sigma:
Paso1: Definir el Problema
Paso 2: Observar el Problema
Paso 3: Analizar el Problema
Paso 4: Actuar sobre las causas
Paso 5: Estudiar los resultados
Paso 6: Estandarizar
Paso 7: Establecer conclusiones
Bibliografía
23
Bibliografía
http://es.wikipedia.org/wiki/Capacidad_del_proceso
E.L. Grant, R.S. Leavenworth, Statistical Quality Control, McGraw-Hill,
Inc., New York (1988)
D.L. Massart, B.G.M. Vandeginste, L.M.C. Buydens, S. De Jong, P.J.
Lewi, J.Smeyers-Verbeke, Handbook of Qualimetrics and Chemometrics.
Part A. Elsevier, Ámsterdam (1997)
http://www.quimica.urv.es/quimio
Escalona Moreno, Iván. Unidad Profesional Interdisciplinaria de
Ingeniería y Ciencias sociales y Administrativas (UPIICSA) del Instituto
Politécnico Nacional (I.P.N.), México (2002).
(1) Hawkins, D.M. & Olwell, D.H. (1998). Cumulative Sum Charts and Charting for
QualityImprovement. Springer.
(2) Montgomery D. C. (2001). Introduction toStatistical Quality Control. John Wiley &
Sons,Inc.
(3) Van Dobben de Bruyn, C.S. (1968). Cumulative Sum Test: Theory and Practice.
Griffin’s Statistical Monographs and Courses