gp delage case study - australian foundry institute … · 2016-11-07 · gp delage – case study...
TRANSCRIPT

GP Delage – Case Study
© PHIL GUILFOYLE 2016

GP Delage – Case Study
Background
Issues Addressed
Processes Used
Lessons Learned
Conclusions
Project Team
© PHIL GUILFOYLE 2016

GP Delage – Case Study
In 1914, Delage developed a revolutionary new racing car.
the Delage Type S
At the heart of this automotive masterpiece was the engine.
Indianapolis 1916
© PHIL GUILFOYLE 2016

GP Delage – Case Study
today, only one survives.
French Grand Prix 1914
© PHIL GUILFOYLE 2016
Grand Prix De L’ACF - 1914

GP Delage – Case Study
After 100 years, the engine block casting cracked internally.
it was decided to reproduce a clone of the complete engine block.
cast iron engine block with integral head Combustion chamber failure
© PHIL GUILFOYLE 2016

GP Delage – Case Study
Issues To Be Addressed
• Cost Effective
• Provenance
• Unique
• Precision
• Authenticity
• Fit For Purpose
© PHIL GUILFOYLE 2016

GP Delage – Case Study
Processes Used
• Scan the Original Block
• Model a Virtual Block
• Design a Mould
• Sand Print the Mould
• Cast the Block
• Machine the Casting
© PHIL GUILFOYLE 2016

Project Team Mr Stuart Murdoch Owner of GP Delage
Phil Guilfoyle – Vintage Restoration Management
Project Management [email protected]
Up The Creek Workshop
Vintage Automotive Engineering www.upcreek.com.au
Keech 3D
Advanced Manufacturing Services Partner with CSIRO Lab 22
www.keech3d.com.au
WYSIWYG 3D Advanced 3D Scanning and Printing
www.wysiwyg3d.com.au
CSIRO Lab 22 Advanced Manufacturing Technology
www.csiro.au
Voxeljet AG 3D Printer Manufacture
www.voxeljet.de
Keech Australia Foundry and Metallurgical Engineering
www.keech.com.au

GP Delage – Case Study
Laser scanning and surface detail capture of the original block.
Scanning the engine block
The 3D surface model
© PHIL GUILFOYLE 2016
GP Delage – Case Study
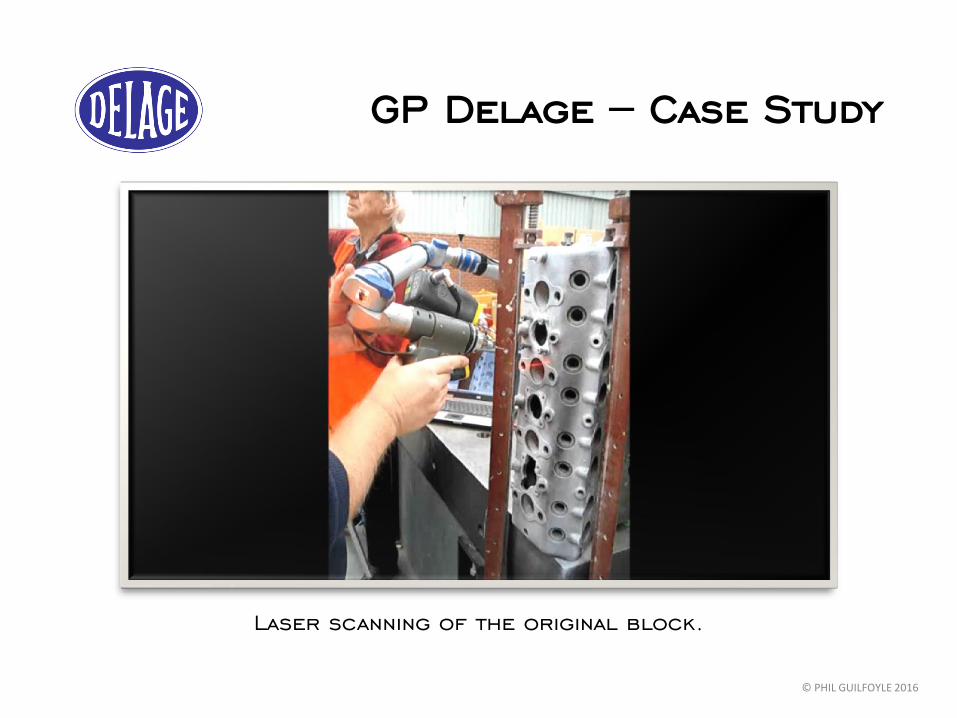
Laser scanning of the original block.
Scanning the engine block
© PHIL GUILFOYLE 2016

GP Delage – Case Study
Laser scanning of the original block.
Scanning the engine block
© PHIL GUILFOYLE 2016

3D model of surfaces
GP Delage – Case Study
All external and some internal surfaces were defined by scanned data. Internal features were solid modelled using partial scanned data.
Machining allowances were added and errors corrected.
Sectioned CAD model
© PHIL GUILFOYLE 2016
Surface detail
GP Delage – Case Study
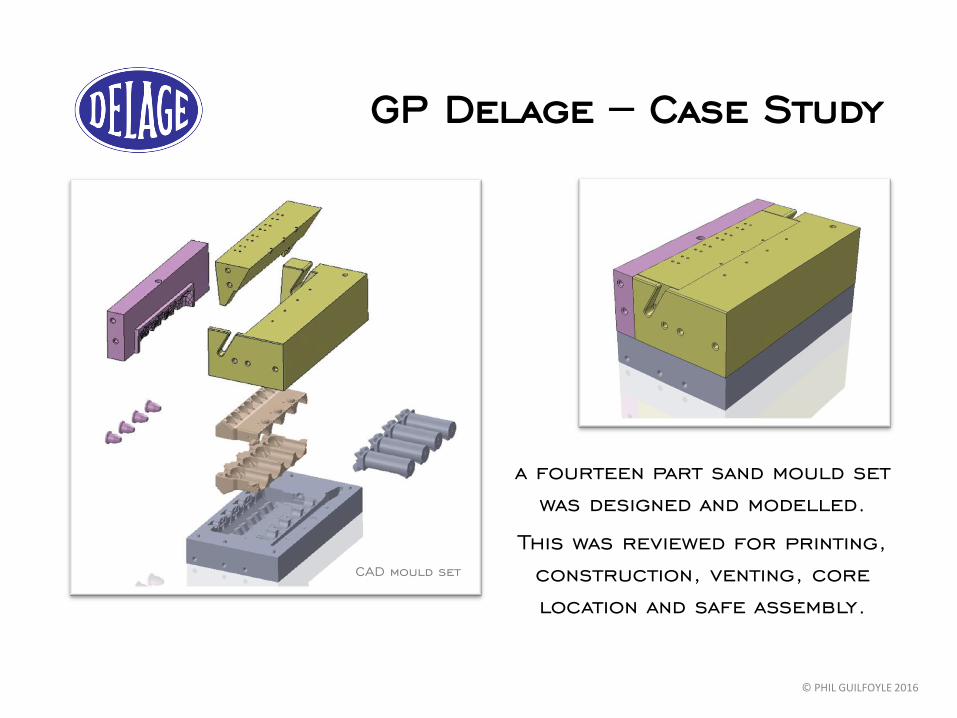
a fourteen part sand mould set was designed and modelled.
This was reviewed for printing, construction, venting, core location and safe assembly.
CAD mould set
© PHIL GUILFOYLE 2016

ProJet - ¼ scale model printed in calcium
Simulation of molten metal flow
GP Delage – Case Study
metal flow was simulated to validate mould specification.
A scale model of the mould was printed to rehearse mould assembly.
© PHIL GUILFOYLE 2016

GP Delage – Case Study
The model was exported to the Voxeljet VX-1000
at CSIRO Lab22. © PHIL GUILFOYLE 2016
Voxeljet – VX 1000 - 3D Sand Printer
Free sand removal
Mould cleaning
Print build

GP Delage – Case Study
A set of trial moulds was printed and finished.
© PHIL GUILFOYLE 2016

GP Delage – Case Study
The mould pieces were sealed and assembled.
© PHIL GUILFOYLE 2016

GP Delage – Case Study
Then poured in cast iron.
© PHIL GUILFOYLE 2016

GP Delage – Case Study
The result was excellent, with only minor changes required.
© PHIL GUILFOYLE 2016

GP Delage – Case Study
the trial block was sectioned to check every detail
and identify areas for improvement. © PHIL GUILFOYLE 2016

GP Delage – Case Study
Minor modifications were made to the mould design
before the production mould set was printed. © PHIL GUILFOYLE 2016
GP Delage – Case Study
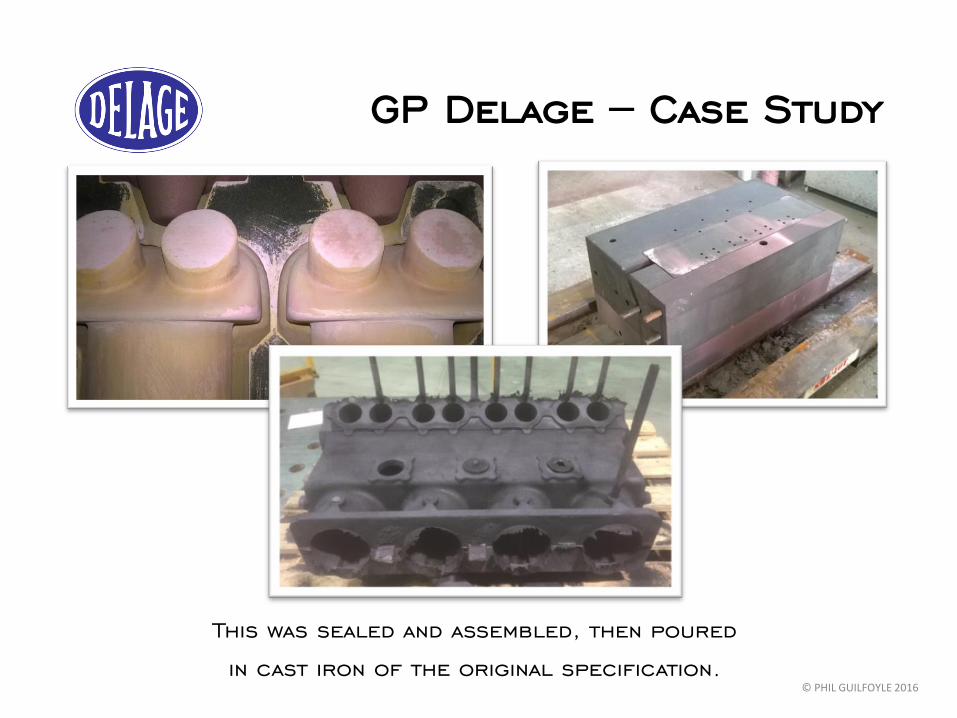
This was sealed and assembled, then poured
in cast iron of the original specification. © PHIL GUILFOYLE 2016

GP Delage – Case Study
The result is a near perfect reproduction casting
which was approved for final machining. © PHIL GUILFOYLE 2016

GP Delage – Case Study
Lessons Learned
• Manage the Gap
• Determine Precision Required
• Design to suit the Process
• Surface Finish
• Trial the Stages
© PHIL GUILFOYLE 2016

GP Delage – Case Study
Conclusions
• From Innovation to Standard Practice
• Economies of Scope
• Accuracy & Authenticity
© PHIL GUILFOYLE 2016

Project Team Mr Stuart Murdoch Owner of GP Delage
Phil Guilfoyle – Vintage Restoration Management
Project Management [email protected]
Up The Creek Workshop
Vintage Automotive Engineering www.upcreek.com.au
Keech 3D
Advanced Manufacturing Services Partner with CSIRO Lab 22
www.keech3d.com.au
WYSIWYG 3D Advanced 3D Scanning and Printing
www.wysiwyg3d.com.au
CSIRO Lab 22 Advanced Manufacturing Technology
www.csiro.au
Voxeljet AG 3D Printer Manufacture
www.voxeljet.de
Keech Australia Foundry and Metallurgical Engineering
www.keech.com.au

GP Delage – Case Study
© PHIL GUILFOYLE 2016
SCAN & CAD FILE SIZES
Block Scan Block - CAD Model Mould - CAD Model Mould - File Export
Scan data 1.03 GB 1.76 GB (SolidWorks) 400 MB (STL)
Compiled Mesh 214 MB 441 MB (Geomagic)
Note – Uncompressed file sizes.
DIMENSIONS – 1% Contraction Allowance.
Units mm Head Length Base Length Height Base Width Bore ø
Block (CAD) 622 565 350.5 134.4 93
Mould (CAD) 627.6 574 354 135.4 94.4
Mould Print 627.5 575 354 134.5 93.5
Casting 620.7 566.6 351.5 134 93
Note - Measurement of scanned surfaces, sand moulds and sand cast surfaces is difficult. Dimensions approximate.