gc europe n.v. researchpark haasrode-leuven 1240...
TRANSCRIPT

GC EUROPE N.V. Researchpark Haasrode-Leuven 1240 Interleuvenlaan 33B - 3001 LeuvenTel: +32.16.74.10.00Fax: [email protected] http://www.gceurope.com GC GERMANY GmbH Seifgrundstrasse 2D - 61348 Bad HomburgTel.: +49.61.72.99.59.60Fax: +49.61.72.99.59.66.6 [email protected] http://germany.gceurope.com GC ITALIA S.r.l. Via Calabria 1 I - 20098 San Giuliano Milanese Tel. +39.02.98.28.20.68 Fax. +39.02.98.28.21.00 [email protected] http://italy.gceurope.com GC UNITED KINGDOM Ltd. 12-15, Coopers Court Newport Pagnell UK - Bucks. MK16 8JS Tel. +44.1908.218.999 Fax. +44.1908.218.900 [email protected] http://uk.gceurope.com GC FRANCE s.a.s. 9 bis, Avenue du Bouton d’Or – BP 166 F - 94384 Bonneuil sur Marne Cedex Tel. +33.1.49.80.37.91 Fax. +33.1.49.80.37.90 [email protected] http://france.gceurope.com
GC IBÉRICADental Products, S.L.Edificio Codesa 2Playa de las Americas, 2, 1°, Of. 4ES - 28230 Las Rozas, MadridTel. +34.916.364.340Fax. [email protected]://spain.gceurope.com GC AUSTRIA GmbH Tallak 124 A - 8103 Rein bei Graz Tel. +43.3124.54020 Fax. +43.3124.54020.40 [email protected] http://austria.gceurope.com GC BENELUX B.V. Edisonbaan 12 NL - 3439 MN Nieuwegein Tel. +31.30.630.85.00 Fax. +31.30.605.59.86 [email protected] http://benelux.gceurope.com
GC EUROPE N.V. East European Office ̌Siget 19BHR - 10020 Zagreb Tel. +385.1.46.78.474 Fax. +385.1.46.78.473 [email protected] http://eeo.gceurope.com GC NORDIC AB Finnish Branch Vanha Hommaksentie 11B FIN - 02430 Masala Tel. & Fax. +358.9.221.82.59 [email protected] http://finland.gceurope.com GC NORDIC AB Danish Branch Broparken 21DK - 2680 Solrød StrandTel.: +45.56.14.40.39 [email protected] http://denmark.gceurope.com
GC NORDIC AB Kungsporten 4 A S - 427 50 Billdal Tel. +46.31.939553 Fax. +46.31.914246 [email protected] http://nordic.gceurope.com GC AUSTRIA GmbH Swiss Office Bergstrasse 31CH - 8890 FlumsTel.: +41.81.734.02.70Fax: [email protected] http://switzerland.gceurope.com
GC America Inc. 3737 West 127th Street USA - Alsip, Illinois 60803 Tel. +1.800.323.7063 Fax. +1.708.371.5103 [email protected] http://gcamerica.com
GC Asia Dental Pte. Ltd. 19 Loyang Way #06-27 SINGAPORE 508724 Tel. +65.6546.7588 Fax. +65.6546.7577 [email protected] http://www.gcasia.info

GC FUJIVEST® PREMIUMPhosPhate bonded investment (tyPe i) Class 1&2
PhosPhatgebundene einbettmasse (tyP i) Klasse 1 und 2
Revetement a liant PhosPhate (tyPe i) Classe 1&2
Rivestimento a legante fosfatiCo (tiPo i) Classe 1&1
fosfaatgebonden inbedmassa (tyPe i) Klasse 1 en 2
Revestimiento de base de fosfato (tiPo i) Clase 1 y 1
fosfatbunden inbäddningsmassa (tyP i) Klass 1&2
fosfatbunden indstøbningsmasse (tyPe i) Klasse 1&2
fosfaattisidonnainen valumassa (tyyPPi i) luoKKa 1&2
S8305/0310
REVISED MARCH 2010

en PhosPhate bonded investment 4
de PhosPhatgebundene einbettmasse 7
fR Revetement a liant PhosPhate 10
it Rivestimento a legante fosfatiCo 13
nl fosfaatgebonden inbedmassa 16
es Revestimiento de base de fosfato 19
sv fosfatbunden inbäddningsmassa 22
da fosfatbunden indstøbningsmasse 25
fi fosfaattisidonnainen valumassa 28
GC FUJIVEST® PREMIUM
Table of content

Dear customer,
We thank you for purchasing a high quality GC product.This Instruction For Use gives you a clear summary of each working stage and is based on the results of numerous lab tests carried out by our Research and Development Department.If you have any further questions on the use of this product, please contact your local GC representative.For more information on GC products please visit our website www.gceurope.com.
General remarkAll information included in this Instruction For Use is based on extensive testing and an extended range of casting trials. However, because of different working methods and equipment (e.g. waxes, resins, casting liner, mixing equipment, etc.), different end-results may be obtained.
GC FUJIVEST® PREMIUM is a carbon-free phosphate bonded investment for Crowns & Bridges,for use in both quick and step-heating procedure. Suitable for all dental alloys with special attention to non-precious alloys.
GC FUJIVEST® PREMIUM offers you a number of advantages:
• Suitableforalldentalalloyswithspecialattentiontonon-preciouscastings• Ringlesstechniquespossibleinbothheating-upprocedures(quick&slow)• Totalexpansionupto3.5%• Perfectexpansioncontrolbyliquiddilution• Highfluidity• Robust&stronginvestmentbuteasydevesting
PHYSICAL DATA (typical data)
ISO/DIN9694.2;Measuredat23°Cwith100%Expansionliquid 20’ setting 120’ setting
Settingexpansion 2.00% 2.50%Thermalexpansion 1.00% 1.00%Totalexpansion(Linear) 3.00% 3.50%Initial setting time 9 min. 9 min.Compressive strength 7,5MPa 7,5MPaWorking time 6 min. 6 min.Flow 13,4cm 13,4cm
INSTRUCTIONS FOR USE
1. Storage
Storepowderandliquidatnormalroomtemperature(23°C).Storageandworkingtemperatureofinvestmentpowderandliquidareanimportantfactorindeterminingthesettingtimeandexpansion,andhencethefitandthesurfaceroughnessofthecastings.i Protect the liquid against low temperatures! Donotstorebelow5°C.
Once frozen, the liquid can not be used anymore.Be careful with winter deliveries.
2. Working temperature
Useat±23°Croomtemperature(19°Cminimum).i Higherworkingtemperaturesslightlyreduceworkingtimebutimprovethesurfacesmoothness.
Lowertemperaturesprolongsettingtimeandcouldresultinsurfaceroughness.
3. Preparations before investing
UseGCMultiSepasawaxseparator,whichleavesnooilyfilmonthediesurface.Usea1mmthickdrycastingliner,GCNewCastingLiner.Seal the borders of the liner with a thin layer of vaseline.i Openorwetlinerscanchangetheliquidcontentofthemixtureandthusaffecttheexpansion.
Be sure that the total inner surface of the metal ring is covered with casting liner.Ensurethatthelinerisflushwiththeupperrimofthemetalring,sonodirectcontactof investment with the metal ring.X3ringsize=1layerofGCNewCastingLinerX6ringsize=2layersofGCNewCastingLinerX9ringsize=2layersofGCNewCastingLiner
i GC FUJIVEST®PREMIUMisaveryfluidinvestment,whichcanbeusedwithoutanywettingagents.Nevertheless,ifawettingagentisused,besuretototallydrythewaxsurfacepriortoinvesting.
4. Ring sizes
Quick-heating & step-heating method.Quick heating and slow heating method can be used with ring and ringless techniques.i Possibletousewith:X1,X3,X6,X9forringtechniqueandX1,X3,X6forringlesstechniquei WithringsizeX1careshouldbetaken.Duetosmalleramountofmaterial,meaninglessexothermic reactionduringsetting,smallercastingscouldresult.Temperaturesbelow23°Cmayresultinroughsurfaces.
RingsizeX3givesthebestresults.
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C Temperature (°C)
Thermal Expansion
after120’
setting
after20’
setting
EN
4

5. Powder/liquid ratio
Ringsize Powder LiquidX1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i StandardP/Lratio=100g/22mlExactpowder/liquidmeasurementisnecessarytoobtainstableresults.
Use adapted measure equipment such as electric balance, liquid measuring cup, pipette.
6. Expansion
Basic info on liquid concentration:Theusedconcentrationoftheexpansionliquiddependsonvariousparameters:• storagetemperatureoftheinvestment(powderandliquid)• mixingtime• settingunderpressure• theamountofmixturei Pureliquidgivesthemaximumsettingexpansion,meaningthelargestcasting.
Purewatergivestheminimumsettingexpansion,meaningthesmallestcasting. Use only distilled water to dilute
Liquid dilution chart
Type of Alloy Liquid/waterratio%
Ringsize:Liquid/water
X1 / 60g 90g X3/150g X6/300g X9 / 420g
HighPrecious>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
SemiPrecious<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Pd-base 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Non-precious alloy NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
HighPreciousceramicalloy 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Semi Precious ceramic alloy 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Pd-base ceramic alloy 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Non-precious ceramic alloy NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlNOTEAllinformationincludedinthisInstructionForUseisbasedonextensivetestingandawholeseriesofcastingtrials.However,becauseofdifferentworkingmethodsandequipment(e.g.waxes,resins,castingliner,mixingequipment,etc.)different end-results may be obtained.Allfittestshavebeencarriedoutwiththequickheatingmethod(20min.setting).120 min. setting will result in a somewhat wider casting.
7. Mixing
1.Pre-mixpowderandliquidthoroughlybyhandwithaspatula.i Besureallpowderiswettedoutbytheliquidtogiveauniformmixture.
2.Placethemixtureundervacuumfor15secondswithoutmixing.i To reach optimal degassing.
3.Mixfor60secondsundervacuum(320-420rpm).i Alwaysusecleanmixingbowlandcheckvacuumlevel.Insufficientvacuum
leadstodifferencesinfitandair-bubblesinthecastings.
8. Working time
Atleast6minutespouringtimeatroomtemperature(23°C).i Working time / pouring time depends on the temperature of powder & liquid
andonroomtemperature.Highertemperaturesshortentheworkingtime.
9. Investing
Investundergentlevibration(lowfrequency).i GC FUJIVEST®PREMIUMisveryfluid,sostrongvibrationisnotnecessary
andnotadvisable.Fromthemomenttheringistotallyfilled, stop vibration immediately and do not touch the investment until set.
5

10. Setting time
1.Leavetosetfor20 min from start of mixing.i Longersettingispossible.
Best results are obtained by putting immediately into a preheated furnace after 20 min.
2. Scrape the top surface of the investment ring with a sharp knife. i Diamond disks for trimmers are damaged by the quartz and cristobalite particles of the investment.
11. Heating up - Burn Out Procedure
Quick heating Conventional Step heatingInsertion temperature Pre-heated furnace at
700-750°C/1290-1380°FforAu-alloys800-850°C*/1470-1560°F*forCeramicalloys900°C/1650°FforNon-preciousalloys
Room temperature
Step 1 Roomtemperature(23°C)to260°C/500°FHeatrate3°C/37°Fpermin.
Step 2 Holdingtimeat260°C/500°F40-90min.
Step 3 Risetemperaturefrom260°C/500°Fto580°C/1076°FHeatrate6°C/43°Fpermin.
Step 4 Holdingtimeat580°C/1076°F20-50min.
Step 5 Risetemperaturefrom580°C/1076°Fto750°C/1380°FforAu-AlloysRisetemperaturefrom580°C/1076°Fto800-850°C*/1470-1560°F*for
Ceramic Alloys Risetemperaturefrom580°C/1076°Fto900°C/1650°FforNon-preciousAlloys
Heatrate9°C/48°Fpermin.
Holding time X 1 40 min. at end temperature X130min.atendtemperatureX350min.atendtemperature X340min.atendtemperatureX 6 60 min. at end temperature X650min.atendtemperatureX 9 90 min. at end temperature X 9 60 min. at end temperature
Due to aggressive burning out, do not open the furnace during heating-up.Incaseofvacuumpressurecasting,raisetheendtemperatureby50°C/122°F.*850°C/1560°F:forcasting-ontechniqueofpre-fabricatedmetalparts.When several investment rings are put into the furnace at the same time, prolong the heating period.
12. Casting
Cast in the usual manner: centrifugal casting, vacuum-pressure casting, etc.Take care with the positioning of the casting ring in the casting device.Cast as soon as possible after removing the ring from the furnace.
13. Cooling
Cool down the casting as slowly as possible.e.g. insert into cold furnace and close the door.Place the ring upside down for cooling down.
Notes1. Clean bowl, spatula, etc. carefully after use. The chemical composition of the residual
GC FUJIVEST® PREMIUM will delay the setting time of gypsum products.2. Itisrecommendedthatmixingbowlsarestoredinwaterbetweenuses.3. Storepowder&liquidatroomtemperature(+/-23°C/73°F).
Safety recommendations and hazard warnings1. Investment materials contain quartz.
Do not inhale dust!Riskoflungdamage(Silicosis,lungcancer).Advise: wear protection mask Type FFP 2 – EN 149:2001.Opentheinvestmentmaterialbagwithscissorsandavoidtheformationofdustwhenfillingintothemixingbowl.Rinse the empty investment material bag with water before disposal.
2. Remove dust from your working place only when it is wet.3. Toavoidtheformationofdustwhenremovingtheinvestmentmaterialfromthecastingring,placethecooledcastingringintowater
for a short time.4. Whensandblastingthecastobject,alwaysuseafine-dustfilterextractionsystem.
PackagesPowder: 6kgbox(60gpackx100) 6kgbox(90gpackx67) 6kgbox(150gpackx40)Liquid: 900mlbottleExpirydate:2yearsfromthemanufacturingdate
6

Lieber Kunde,
vielen Dank für den Kauf dieser hochqualitativen GC Einbettmasse. Diese Verarbeitungsanleitung erklärt jeden Verarbeitungsschritt, basierend auf vielen Tests der Forschungs- und Entwicklungsabteilung von GC. Weitergehende Fragen beantwortet Ihnen Ihre lokale GC Niederlassung natürlich gerne; außerdem sind Produktinformationen und Sicherheitsdatenblätter unter www.gcgermany.de abrufbar.
HINWEISAlle Informationen in dieser Gebrauchsanleitung basieren auf intensiven Tests und vielen Serien von Gießversuchen. Da jeder Techniker eine andere Arbeitsweise, bzw. andere Geräte hat (z.B. Wachse, Kunststoffe, Muffelringeinlagen, Vakkuumrührgerät usw.), können unterschiedliche Endresultate erzielt werden.
GC FUJIVEST® PREMIUM ist eine kohlenstofffreie, phosphatgebundene Einbettmasse für Kronen und Brücken, für schnelle und langsame Aufheizverfahren.VerwendbarfüralleLegierungenmitFokusaufNEM.
GC FUJIVEST® PREMIUM bietet Ihnen viele Vorteile:
• VerwendbarfüralleLegierungenmitFokusaufNEM• RingloseTechnikistbeischnellemundlangsamemAufheizverfahrenmöglich• Gesamtexpansion3.5%• PerfekteExpansionskontrolledurchvariableFlüssigkeitsverdünnung.• HoheFließfähigkeit• Robustundwiederstandsfähig
PHYSIKALISCHE DATEN (Standardwerte)
ISO/DIN9694.2;BeiRaumtemperaturvon23°C und100%Flüssigkeitskonzentration nach 20’ nach 120’
Abbinde-Expansion 2.00% 2.50%ThermischeExpansion 1.00% 1.00%Gesamtexpansion(Linear) 3.00% 3.50%Initiale Abbindezeit 9 min. 9 min.Druckfestigkeit 7,5MPa 7,5MPaVerarbeitungszeit 6 min. 6 min.Fließweg 13,4cm 13,4cm
GEBRAUCHSANLEITUNG
1. Lagerung
PulverundFlüssigkeitbeinormalerRaumtemperatur(23°C)lagern.DieLagerungs-undArbeitstemperaturdesEinbettpulversundderEinbettflüssigkeitbeeinflussendieAbbindezeitundExpansion,undfolglichauchdiePassungunddieOberflächenrauhigkeitderGüsse,undistdahervongroßerBedeutung.i DieFlüssigkeitmußvorniedrigenTemperaturengeschütztwerden! Nichtunter5°Clagern Einmal gefrorene Flüssigkeit kann nicht mehr verwendet werden; Vorsicht bei Anlieferung im Winter!
2. Arbeitstemperatur
BenutzenSiedieEinbettmassebei+/-23°CRaumtemperatur(mindestens19°C).i HöhereArbeitstemperaturenverringerndieArbeitszeitgeringfügig,sieverbessernjedochdieOberflächenglattheit. NiedrigereTemperaturenverlängerndieAbbindezeitundkönnenzuOberflächenrauhigkeitführen.
3. Vorbereitungen vor dem Einbetten
EinWachstrennmittelverwenden,daskeinenÖlfilmaufderOberflächederGußformhinterläßt (z.B.GCMultiSep).VerwendenSieein1mmdickes,trockenesVlies(GCNewCastingLiner). Dichten Sie die Kanten des Vlieses mit einer dünnen Schicht Vaseline ab.i OffeneodernasseVliesekönnendenFlüssigkeitsgehaltderMischungändernunddadurch dieExpansionbeeinträchtigen. Sicherstellen,daßdiegesamteinnereFlächedesMuffelringsmitVliesausgekleidetist.
DasVliesmußmitderOberkantedesMetallringsaufeinerHöhesein, um den direkten Kontakt von Einbettmasse mit dem Metallring zu verhindern. X3Muffelringgroße=1LageGCNewCastingLinerX6Muffelringgroße=2LagenGCNewCastingLinerX9Muffelringgroße=2LagenGCNewCastingLiner
i GC FUJIVEST®PREMIUMisteinedünnflüssigeEinbettmasse,dieohneBenetzungsmittelvewendetwerdenkann.FallsSieeinBenetzungsmittelverwenden,sorgenSiedafür,daßdieOberflächevöllig trocken ist, bevor Sie mit dem Einbetten beginnen.
4. Muffelringgrößen
Schnelle und langsame Aufheizverfahren. SchnellaufheizungalsauchschrittweisesAufheizenistmitundohneRingmöglich.i VerwendbarmitRing(X1,X3,X6,X9)undohneRing(X1,X3,X6)i VorsichtbeiMuffelringgrößeX1: BeigeringenMaterialmengenkönnen–bedingtdurchdiegeringereexothermischeReaktion– kleinere Güsse anfallen. Temperaturenvonunter23°CkönnenzurauhenOberflächenführen. DiebestenErgebnisseerzieltmanmitMuffelringgrößeX3.
DE
7
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C Temperatur (°C)
Thermische Expansion
nach120’
nach20’

5. Verhältnis Pulver / Flüssigkeit
Muffelringgröße Pulver FlüssigkeitX1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i StandardverhältnisPulver/Flüssigkeit=100gr./22ml EinegenaueAbmessungderPulver/Flüssigkeitsmengenisterforderlich,umexakteErgebnissezuerzielen. ZumAbmessenbittegeeichteGeräte(Waagen,Pipetten,Meßgefäße)verwenden.
6. Expansion
Wesentliche Fakten über die Flüssigkeitskonzentration.DieKonzentrationderExpansionsflüssigkeithängtvonverschiedenenParameternab:• LagerungstemperaturderEinbettmasse(PulverundFlüssigkeit)• Mischzeit• AushärtungunterDruck• Gemischmengei MitreinerFlüssigkeiterzieltmaneinemaximaleExpansion,alsodengrößtenGuß. MitreinemWassererzieltmaneineminimaleExpansion,alsodenkleinstenGuß.
Bitte zum Mischen nur destilliertes Wasser verwenden.
Tabelle zur Flüssigkeitsverdünnung
Legierungstyp Flüssigkeit / Wasserver-hältnis%
Ringgröße:Flussigkeit/Wasser
X1 / 60g 90g X3/150g X6/300g X9 / 420g
HochgoldhaltigeGoldgußlegierungen>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
ReduzierteGoldgußlegierungen<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Palladium-Basis-Legierungen 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Nichtedelmetall-Legierungen NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
HochgoldhaltigeAufbrennlegierungen 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Reduzierte Aufbrennlegierungen 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Palladium-Basis-Aufbrennlegierungen 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Nichtedelmetall-Aufbrennlegierungen NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlHINWEISAlleInformationenindieserGebrauchsanleitungbasierenaufintensivenTestsundeinergroßenZahlvonGießversuchen.DajederTech-nikereineandereArbeitsweise,bzw.andereGerätehat(z.B.Wachse,Kunststoffe,Muffelringeinlagen,Vakkuumrührgerätusw.),könnenunterschiedliche Endresultate erzielt werden.AllePaßgenauigkeitstestswurdenmitSchnellaufheizungdurchgeführt(20Min.Abbindezeit).120MinutenAbbindezeiterhöhenleichtdieGußgröße.
7. Mischen
1. Mischen Sie das Pulver und die Flüssigkeit mit einem Spatel manuell vor.i UmeinegleichmäßigeMischungzuerhalten,solltenSiesichvergewissern, daßdasgesamtePulvervonderFlüssigkeitbenetztwordenist.
2.StellenSiedieMischung15SekundenlangineinVakuumohnesiezumischen.i Um so eine optimale Entgasung zu erzielen.
3.MischenSiedieMasse60SekundenlangimVakuum(320-420rpm).i Immereinesaubere,rückstandsfreieAnmischschüsselverwenden.DasVakuumregelmäßigüberprüfen,dadurcheinschlechtes
Vakuum ungenaue Passungen und Blasenbildung verursacht werden.
8. Arbeitszeit
Mindestens6MinutenAusgießzeitbeiRaumtemperatur(23°C).i DieArbeitszeit/AusgießzeithängtvonderTemperaturdesPulversundder
FlüssigkeitsowievonderRaumtemperaturab.HöhereTemperaturenverkürzen die Arbeitszeit.
9. Einbetten
EinbettenmitRüttler(niedrigeFrequenz).i Da GC FUJIVEST®PREMIUMdünnflüssigist,isteinestarkeVibrationweder
notwendig noch ratsam. Beenden Sie die Vibration sofort sobaldderMuffelringvölligausgefülltist,undberührenSiedieEinbettmassenicht,bevorsieausgehärtetist.
8

10. Aushärtezeit
1.LassenSiedieMasse20Minuten–von dem Beginn des Mischvorgangs an berechnet–aushärten.i EinelängereAushärtezeitistmöglich. Die besten Ergebnisse erzielt man, wenn man die Masse nach 20 Minuten sofort in einen vorgeheizten Brennofen stellt.
2.KratzenSiedieobereFlächedesMuffelringsmiteinemscharfenMesseran.i DiamantschleifscheibenfürTrimmerwerdendurchdieQuarz-undCristobalitpartikelderEinbettmassebeschädigt.
11. Aufwärmen
Schnellaufheizung Konventionelles schrittweises AufheizenTemperatur beim Einbringen in den Ofen
Vorheizen des Ofens auf700-750°CfürGoldlegierungen
800-850°C*für Aufbrennlegierungen
900°CfürNEM-Legierungen
Ofen bei Raumtemperatur
Stufe 1 VonRaumtemperatur(23°C)bis260°CAufheizenum3°Cpromin.
Stufe 2 BeiderTemperaturvon260°C40-90min.;halten
Stufe 3 DieTemperaturvon260°Cbis580°Cum6°Cpromin.erhöhen
Stufe 4 BeiderTemperaturvon580°C20-50min.halten
Stufe 5 DieTemperaturenmit9°CproMinutebiszurEndtemperaturerhöhen. Endtemperatur für
Goldlegierungen:750°CAufbrennlegierungen:800-850°C*
NEM-Legierungen:900°CHaltezeit bei Entemperatur
X 1 40 min. bei Endtemperatur X130min. bei EndtemperaturX350min. bei Endtemperatur X340min. bei EndtemperaturX 6 60 min. bei Endtemperatur X650min. bei EndtemperaturX 9 90 min. bei Endtemperatur X 9 60 min. bei Endtemperatur
DerVorwärmofendarfaufgrunddesaggressivenAusbrennenswährenddesAufheizensnichtgeöffnetwerden.BeiVerwendungvonVakuum-DruckgußdieEndtemperaturum50°Cerhöhen. *850°C/1560°F:fürangussfähige,vorfabrizierteMetallstiftegeschiebeetc.WennmehrereMuffelnindenBrennofenkommen,dieHaltezeitenumjeweils10Minutenverlängern.
12. Gießen
IngewohnterWeisegießen:Zentrifugalschleuder,Vakuumdruckguß,usw.PositiondesGußringesinderGießanlagebeachten.NachEntnahmeausdemOfensobaldalsmöglichgießen.
13. Abkühlen
AbkühlenderMuffelsolangsamwiemöglich,z.B.imkaltenOfenbeigeschlossenerTür. Zum Abkühlen die Muffel mit der Oberseite nach unten stellen.
Hinweise1. ReinigenSiedieSchale,denSpatelusw.nachGebrauchsorgfältig.DiechemischeZusammensetzungvon
GC FUJIVEST®PREMIUMRückständenverzögertdieAushärtezeitvonGipsprodukten2. Es wird empfohlen, Anmischschüsseln in Wasser zu lagern. 3. LagernSiedasPulverunddieFlüssigkeitbeiRaumtemperatur(+/-23°C).
Sicherheitsempfehlungen und gesundheitswarnung1. Einbettmassen enthalten Quartz.
Den Staub nicht einatmen! GefahrvonLungenschäden(Silikose,Lungenkrebs). Ratschlag: Verwendung einer Schutzmaske Typ FFP 2 – EN 149:2001 DenFolienbeutelderEinbettmassemiteinerSchereöffnenundStaubbildungbeimEinfüllenindieAnmischschüsselvermeiden! Vor dem Entsorgen bitte den leeren Folienbeutel mit Wasser ausspülen.
2. Staubentfernung am Arbeitsplatz bitte nur feucht durchführen! 3. UmbeimEntfernungderEinbettmassevomCastingringStaubbildungzuvermeiden,diesen,wennerausgekühltist,vorherkurzin
Wasser tauchen. 4. BeimSandstrahlenimmereinFeinstaubfiltersystemverwenden!
VerpackungseinheitenPulver: 6kgBox(60gBeutelx100) 6kgBox(90gBeutelx67) 6kgBox(150gBeutelx40) Flüssigkeit: 900 ml Flasche Haltbarkeit: 2JahreabdemProduktionsdatum
9

Cher client,
Nous vous remercions pour l’achat d’un produit GC de haute qualité. Le mode d’emploi vous offre un résumé clair de chaque étape. Il est basé sur les nombreux tests réalisés par notre Département de Recherche et Développement. Si vous souhaitez plus d’informations sur l’utilisation de ce produit, n’hésitez pas à contacter votre représentant GC local. Vous pouvez également consulter notre site www.gceurope.com pour tous renseignements sur nos produits GC
NoteToutes les informations contenues dans ce mode d’emploi sont basées sur une série de tests et différents essais de coulée. Toutefois du fait des différentes façons de travailler et des divers matériaux et équipements utilisés (cires, résines, liner, mode de mélange, etc...) des résultats différents peuvent être obtenus.
GC FUJIVEST® PREMIUM est un revêtement à liant phosphate sans graphite pour couronnes et bridges, mis au point pour des procédures à enfournement rapide ainsi que traditionnel. S’utiliseavectousalliagesdentairesavecunementionspécialepourlesalliagesnonprécieux.
GC FUJIVEST®PREMIUMvousoffredenombreuxavantages:
• S’utiliseavectousalliagesdentairesavecunementionspécialepourlesalliagesnonprécieux.• Utilisationpossiblesanscylindrepourles2programmesdemontéeentempérature,rapideouprogressive• Expansiontotale3.5%• Expansioncontrôlablepardilutionduliquide• Grandefluidité• Revêtementrésistantetrobustemaisfacileàdéliter
CARACTERISTIQUES PHYSIQUES (données générales)
ISO/DIN 9694.2 ; à une température ambiante 23°Cetuneconcentrationenliquidede100% après 20’ après 120’
Tauxd’expansiondeprise 2.00% 2.50%Tauxd’expansionthermique 1.00% 1.00%Expansiontotale(Linéaire) 3.00% 3.50%Temps de prise initial 9 min. 9 min.Résistance à la compression 7,5MPa 7,5MPaTemps de travail 6 min. 6 min.Fluidité 13,4cm 13,4cm
MODE D’EMPLOI
1. Conservation
Conserverlapoudreetleliquideàtempératureambiante(23°C).Latempératuredeconservationetlatempératuredetravaildelapoudreetduliquidesonttrèsimportantesdansladéterminationdutempsdepriseetdel’expansion,etparconséquentpourlaprécisionetl’étatdesurfacedescoulées.i Protéger le liquide contre les températures basses. Nepasconserverendessousde5°C Une fois gelé, le liquide ne doit pas être utilisé. Prudence avec les livraisons hivernales... soyez prévoyant!
2. Température de travail
Utiliseràtempératureambiante±23°C(minimum19°C).i Des températures de travail plus élevées réduisent légèrement le temps de travail, mais améliorent l’état de surface de la coulée. Des températures plus basses allongent le temps de prise et pourraient être à l’origine d’une surface moins lisse.
3. Précautions avant la mise en revêtement
Utiliserunisolantplâtre(GCMultiSep)commeséparateurdecirequinelaissepasdefilmgrassurlasurface dudie.Utiliserunlinersecde1mmd’épaisseur(GCNewCastingLiner).Pourmaintenirleliner,enduire l’intérieurducylindred’unefinecouchedeVaseline.i Leslinersmouillésounonjointifspeuventmodifierlaconsistancedumélangeoualtérerl’expansion. Assurez-vousquetoutelasurfaceintérieureducylindremétalliqueestrecouvertedeCastingLiner. S’assurerquelelinerestaumêmeniveauquelebordsupérieurducylindremétalliqueafinquele revêtement ne puisse pas être en contact direct avec le cylindre métallique.
CylindreX3=1couchedeGCNewCastingLinerCylindreX6=2couchesdeGCNewCastingLinerCylindreX9=2couchesde GCNewCastingLiner
i GC FUJIVEST®PREMIUMestunrevêtementtrèsfluidequipeutêtreutilisésansagentmouillant.Sil’onutiliseunagentmouillant(ex.GCSurcast),s’assurerquelasurfaceesttotalement sèche avant la mise en revêtement.
4. Diamètres des cylindres
Procédures à enfournement rapide et traditionnel. Lesméthodesd’enfournementrapideetprogressifpeuventêtreutiliséespourlatechniqueavecousanscylindre. Diamètredescylindres:X1,X3,X6,X9pourlatechniqueaveccylindre;X1,X3,X6pourlatechniquesanscylindrei Prudence avec les cylindres X1.
Dufaitdelapetitequantitédematériau,laréactionexothermiquependantlapriseestmoindrecequipeutéventuellementsetraduire par des coulées plus petites. Lestempératuresinférieuresà23°Cpeuventdonnerdesirrégularitésdesurface.LesmeilleursrésultatssontobtenusaveclescylindresX3.
FR
10
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C Température (°C)
Taux d’expansion thermique
après120’
après 20’

5. Ratio poudre / liquide
Diamètre du cylindre Poudre Liquide
X1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i RatioP/Lstandard=100g/22ml Il est nécessaire de mesurer avec précision la quantité de poudre / liquide pour obtenir des résultats constants. Utiliser une unité de mesure précise comme une balance électrique, la mesurette pour liquide, une pipette.
6. Expansion
Avertissements concernant la concentration du liquide:Laconcentrationduliquideetdifférentsparamètrespeuventmodifierl’expansion:• Latempératuredeconservationduproduit(poudreetliquide)• Letempsdemélange• Lamisesouspression• Laquantitédemélangei Leliquidepurdonneuneexpansionmaximale. L’eaudistilléedonneuneexpansionminimale. N’utiliser de l’eau que pour effectuer des dilutions.
Tableau ratio liquide / eau distillée
Alliage Ratio standard liquide /eaudistillée%
Taille du cylindre: liquide / eau
X1 / 60g 90g X3/150g X6/300g X9 / 420g
Précieux>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
Semi-précieux<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Alliage Pd-base 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Alliagenon-précieux NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
Alliagecéramiqueprécieux 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Alliage céramique semi-précieux
55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Alliage céramique à base de Pd 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Alliagecéramiquenon-précieux NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlNOTEToutes les informations contenues dans ce mode d’emploi sont basées sur une série de tests et différents essais de coulée. Toutefois à causedesdifférentesfaçonsdetravailleretdesdiversmatériauxetéquipementsutilisés(cires,résine,liner,modemélange,etc...)desrésultats différents peuvent être obtenus.Touslestestsd’ajustageontétéeffectuésaveclaméthoded’enfournementrapide(à20minutes).A 120 minutes l’ajustage se traduit par une coulée plus « lâche ».
7. Mélange
1. Pré-mélanger la poudre dans le liquide à la main avec une spatule.i S’assurer que toute la poudre est intégrée dans le liquide pour obtenir une consistance homogène.
2.Placerlemélangesousvidependant15secondessansmélanger.i Pourélimineraumaximumlesbullesd’air.
3.Mélangerpendant60secondessousvide(320-420rpm).i Toujoursutiliserunboldemélangepropreetsecetvérifierleniveaudevide.Unvideinsuffisantentraînedesproblèmesd’ajustage
et des bulles dans les coulées.
8. Temps de travail
4minutesàpartirdudébutdelapriseàtempératureambiante(23°C).i Lestempsdetravailetdecouléesdépendentdelatempératuredelapoudreetduliquide,ainsiquedelatempératureambiante.
Des températures plus élevées réduisent le temps de travail.
9. Mise en revêtement
Mettreenrevêtementsouslégèresvibrations(bassefréquence)i GC FUJIVEST®PREMIUMesttrèsfluide,parconséquentlesvibrationspuissantes
ne sont ni nécessaires, ni souhaitables. Une fois le cylindre rempli, stopper immédiatement les vibrations et laisser reposer le revêtement -loin du vibreur- jusqu’à la prise.
11

10. Temps de prise 1.Laisserprendre20minutes,àcompterdu début du mélange.i Letempsdeprisepeutêtreallongé. Cependant les meilleurs résultats s’obtiennent en plaçant le cylindre après 20 minutes dansunfourpréchaufféàtempératurefinale.
2. Gratter la surface supérieure du cylindre au moyen d’un couteau. i Lesdisquesdiamantés(tailleplâtre)peuventêtreendommagésparlequartzetlesparticulesde cristobalite présents dans le revêtement.
11. Montée en température
Enfournement rapide Enfournement conventionnel par palierTempérature d’insertion
Fourpréchaufféà700-750°C/1290-1380°Fpour alliages Au
800-850°C*/1470-1560°F*pouralliagescéramique
900°C/1650°Fpouralliagenonprécieux
Température ambiante
Etape 1 Detempératureambianteà(23°C/73°F)260°C/500°FPalierde3°C/37°Fparmin.
Etape 2 Tempsdemaintienà260°C/500°F40-90min.
Etape 3 Montéeentempératurede260°C/500°Fà580°C/1076°F6°C/43°Fparmin.
Etape 4 Tempsdemaintienà580°C/1076°F20-50min.
Etape 5 Montéeentempératurede580°C/1076°Fà750°C/1380°FpouralliagesAu Montéeentempératurede580°C/1076°Fà800-850°C*/1470-1560°F*pour
alliages céramique Montéeentempératurede580°C/1076°Fà900°C/1650°Fpouralliagesnonprécieux
Palierde9°C/48°Fparmin.Temps de maintien
X 1 40 min.àtempératurefinale X130min.àtempératurefinaleX350min.àtempératurefinale X340min.àtempératurefinaleX 6 60 min.àtempératurefinale X650min.àtempératurefinaleX 9 90 min.àtempératurefinale X 9 60 min.àtempératurefinale
Pour respecter les étapes de montée en température, ne pas ouvrir le four au cours du programme.Encasdecouléesousvide,augmenterlatempératurefinalede50°C. *850°C/1560°F:pourlatechniquecouléedespiècesmétalliquespré-fabriquées.Lorsqueplusieurscylindressontplacésdanslefourenmêmetemps,ilconvientdeprolongerletempsàtempératurefinale.
12. Coulée
Coulée de façon traditionnelle: sous vide, centrifugeuse ...Prendre soin de bien positionner le cylindre de coulée dans le berceau.Couler aussi rapidement que possible après le retrait du cylindre du four.
13. Refroidissement
Laisserrefroidirlacouléeaussilentementquepossible.Ex:insérerdansunfourfroidenfermantlaporte.Placer le cylindre à l’envers pour le refroidissement.
Notes1. Aprèschaqueutilisation,nettoyersoigneusementlebol,laspatuleetc.Lacompositionchimiquedesrésidus
GC Fujivest PREMIUM allonge le temps de prise des produits à base de gypse.2. Il est recommandé de conserver les bols de mélange remplis d’eau entre les utilisations. 3. Conserverlapoudreetleliquideàtempératureambiante(+/-23°C/73°F).
Recommandations de sécurité et avertissements concernant les risques1. Lesmatériauxderevêtementcontiennentduquartz.
Ne pas inhaler la poussière! Risqued’atteintepulmonaire(Silicose,cancerdupoumon). Recommandation : porter un masque de protection de Type FFP 2 – EN 149:2001. Ouvrirlesachetderevêtementavecdesciseauxetévitertouteformationdepoussièrependantleversementdansleboldemélange. Rincer le sachet de revêtement vide avec de l’eau avant de le jeter.
2. Retirer la poussière du plan de travail seulement quand il est humide.3. Pouréviterlaformationdepoussièreaumomentduretraitdumatériauducylindre,placercedernier-refroidi-dansdel’eaupendant
un court instant. 4. Toujoursutiliserunsystèmed’extractiondepoussièrelorsdusablagedescoulées.
ConditionnementsPoudre: 6kg(60gx100) 6kg(90gx67) 6kg(150gx40)Liquide: Flacon900mlDate de péremption: 2 ans à partir de la date de fabrication
12

Egregio cliente,
desideriamo ringraziarla per aver acquistato un prodotto GC di alta qualità. Queste istruzioni per l’uso offrono una sintesi chiara di ciascuna fase di lavoro e si basano sui risultati di numerosi test di laboratorio eseguiti dal nostro Reparto di Ricerca e Sviluppo. Nel caso in cui avesse ulteriori quesiti in merito all’uso di questo prodotto, la preghiamo di contattare il suo rappresentante GC di zona.Per ulteriori informazioni sui prodotti GC può invece visitare il nostro sito Web www.gceurope.com.
Nota generaleTutte le informazioni contenute nelle presenti Istruzioni d’uso si basano su test estesi e su serie di prove di fusione.Tuttavia, poiché i metodi di lavorazione e i materiali e le attrezzature utilizzati (ad esempio cere, resine, sottofondo per fusione, strumenti di miscelazione, ecc.) possono variare, si possono ottenere risultati finali diversi.
GC FUJIVEST® PREMIUM è un rivestimento a legante fosfatico privo di carbonio per corone e ponti utilizzabile sia con la metodica di riscaldamento rapido che con la metodica di riscaldamento graduale. E’ adatto a tutte le leghe dentali e in particolare a quelle non preziose.
GC FUJIVEST® PREMIUM offre una serie di vantaggi:
• Adattoatutteleleghedentalieinparticolareallafusionedileghenonpreziose• E’possibileapplicareletecnichesenzacilindroinentrambeleprocedurediriscaldamento(rapidoelento)• Espansionetotalefinoal3.5%• Perfettocontrollodell’espansionetramiteladiluizionedeiliquidi• Elevatafluidità• Rivestimentosolidoeresistentemafaciledarimuovere
CARATTERISTICHE FISICHE (dati tipici)
ISO/DIN9694.2;Misuratoa23°C con100%diliquidodiespansione dopo 20’ dopo 120’
Espansione da indurimento 2.00% 2.50%Espansione termica 1.00% 1.00%Espansionetotale(lineare) 3.00% 3.50%Tempo di indurimento iniziale 9 min. 9 min.Resistenza a compressione 7,5MPa 7,5MPaTempo di lavoro 6 min. 6 min.Fluidità 13,4cm 13,4cm
ISTRUZIONI PER L’USO
1. Conservazione
Conservarepolvereeliquidoallanormaletemperaturaambiente(23°C).Latemperaturadiconservazioneedilavorazionedipolvereeliquidoperrivestimentosonomoltoimportantiperdeterminareiltempodiindurimentoel’espansioneequindipermigliorarelaprecisioneelarugositàsuperficialedellefusioni.i Proteggere il liquido dalle basse temperature. Nonconservarealdisottodi5°C. Una volta congelato, il liquido non può più essere usato. Fare attenzione durante le consegne in inverno.
2. Temperatura di lavorazione
Utilizzareatemperaturaambiente±23°C(minimo19°C).i Atemperaturedilavorazionepiùelevatediminuisceleggermenteiltempodilavorazionemamiglioralalevigatezzasuperficiale. Atemperaturepiùbasseaumentailtempodiindurimentoepuòverificarsirugositàsuperficiale.
3. Preparazioni prima della messa in rivestimento
Utilizzarel’isolanteperceraGCMultiSepinquantononlasciaalcunapellicolaoleosasullasuperficiedelmoncone.UtilizzareilbordaggioperfusioneseccoGCNewCastingLinerdellospessoredi1mm.Sigillare i bordi del bordeggio con uno strato sottile di vaselina.i Ibordaggiapertioumidipossonoalterareilrapportoacqua/liquidodellamiscelamodificando quindi l’espansione. Controllarechetuttalasuperficieinternadelcilindrometallicosiacopertaconilbordaggio. Evitare qualunque contatto diretto del rivestimento con il cilindro metallico.
DimensionecilindroX3=1stratodi GCNewCastingLinerDimensionecilindroX6=2stratidiGCNewCastingLinerDimensionecilindroX9=2stratidiGCNewCastingLiner
i GC FUJIVEST®PREMIUMèunrivestimentomoltofluidochenonnecessitaditensioattivi.Setuttaviavieneusatountensioattivo,accertarsidiasciugarecompletamentelasuperficieinceraprimadellamessainrivestimento.
4. Dimensioni dei cilindri
Metodica di riscaldamento rapido e metodica di riscaldamento graduale. I metodi di riscaldamento rapido e lento possono essere usati con cilindro e senza cilindro.i Utilizzabilecondimensionidelcilindro:X1,X3,X6,X9concilindro;X1,X3,X6senzacilindroi Condimensionidelcilindrox1sidevefareattenzione. Poiché la quantità di materiale è inferiore, la reazione esotermica è inferiore durante l’indurimento e pertanto si potrebbero ottenere fusioni più piccole. Atemperatureinferioriai23°Csipossonootteneresuperficirugose. IrisultatimigliorisonoottenibilicondimensionidelcilindroX3.
IT
13
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C Temperatura (°C)
Espansione termica
dopo 120’
dopo 20’

5. Rapporto polvere/liquido
Dimensioni dei cilindri Polvere LiquidoX1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i RapportoP/Lstandard=100g/22ml L’esattamisurazionedellapercentualepolvere/liquidoènecessariaperottenererisultatistabili. Utilizzare la bilancia elettronica per la misurazione della polvere e un contenitore o pipetta graduata per la misurazione del liquido.
6. Espansione
Concetti di base per la concentrazione del liquido:Laconcentrazionedelliquidoperespansionedipendedavariparametri:• Temperaturadiconservazionedelrivestimento(polvereeliquido)• Tempodimiscelazione• Indurimentosottopressione• Quantitàdimaterialemiscelato
i Il liquido puro produce la massima espansione da indurimento, ovvero le massime dimensioni della fusione. L’acquapuraproducelaminimaespansionedaindurimento,ovveroleminimedimensionidellafusione. Utilizzare solamente acqua distillata per diluire.
Tabella di diluizione del liquido
Tipo di lega Liquido/Acquaratio%
Dimensionicilindro:Liquido/acqua
X1 / 60g 90g X3/150g X6/300g X9 / 420g
Altocontenuto>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
Semipresiosa<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Palladiata 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Leganonpreziosa NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
Legaperceramicaadaltocontenuto aureo 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Legasemipreziosaperceramica 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Legapalladiataperceramica 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Legaperceramicanonpreziosa NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlNOTATutte le informazioni contenute nelle presenti Istruzioni d’uso si basano su test estesi e su serie di prove di fusione.Tuttavia,poichéimetodidilavorazioneeimaterialieleattrezzatureutilizzati(adesempiocere,resine,sottofondoperfusione,strumentidimiscelazione,ecc.)possonovariare,sipossonoottenererisultatifinalidiversi.Tuttiitestdiprecisionesonostatieffettuaticonilmetododiriscaldamentorapido(20min.dipresa).120 min. di presa produrranno fusioni alquanto più larghe.
7. Miscelazione
1. Pre-miscelare bene polvere e liquido a mano con una spatola.i Accertarsi che la polvere sia completamente bagnata dal liquido per ottenere una miscela uniforme.
2.Porrelamiscelasottovuotoper15secondisenzamiscelare.i Perunadegasificazioneottimale.
3.Miscelareper60secondisottovuoto(320-420girialminuto).i Usare sempre una vaschetta di miscelazione pulita e controllare il livello del vuoto.
Unlivellodivuotoinsufficientecausaimprecisionieformazionedibolled’arianellefusioni.
8. Tempo di lavorazione
Almeno6minutiditempodicolataatemperaturaambiente(23°C).i Il tempo di lavorazione/tempo di colata dipende dalla temperatura della polvere
e del liquido e dalla temperatura ambiente. A temperature più elevate diminuisce il tempo di lavorazione.
9. Messa in rivestimento
Mettereinrivestimentoconvibrazionebassa(bassafrequenza).i GC FUJIVEST®PREMIUMèmoltofluido,dunquenonènecessarianéconsigliabile
una vibrazione forte. Non appena il cilindro è completamente riempito, interrompere immediatamente la vibrazioneenontoccareilrivestimentofinchénonèindurito.
14

10. Tempo di indurimento
1.Lasciarindurireper20 minuti dall’inizio della miscelazione.
i E’ possibile un indurimento più lungo. Per ottenere i risultati migliori, porre immediatamente il cilindro in un forno preriscaldato dopo 20 minuti.
2.Raschiarelapartesuperioredelcilindrodirivestimentoconunalamaaffilata.
i Idischidiamantatiperrifinirerisultatodanneggiatidalleparticellediquarzoecristobalitedelrivestimento.
11. Riscaldamento – Procedura di burn-out
Riscaldamento rapido Riscaldamento graduale convenzionaleTemperatura d’inserimento
Forno preriscaldato a700-750°C/1290-1380°Fperlegheauree
800-850°C*/1470-1560°F*perleghedaceramica900°C/1650°Fperleghenonpreziose
Temperatura ambiente
Passo 1 Datemperaturaambiente(23°C/73°F)a260°C/500°FVelocitàdiriscaldamento3°C/37°Falmin.
Passo 2 Tempodimantenimentoa260°C/500°F 40 - 90 min.
Passo 3 Riscaldareda260°C/500°Fa580°C/1076°F 6°C/43°Falmin.
Passo 4 Tempodimantenimentoa580°C/1076°F20-50min.
Passo 5 Riscaldareda580°C/1076°Fa750°C/1380°FperlegheaureeRiscaldareda580°C/1076°Fa800-850°C*/1470-1560°F*
per leghe da ceramica Riscaldareda580°C/1076°Fa900°C/1650°Fperleghenonpreziose
Velocitàdiriscaldamento9°C/48°Falmin.Tempo di mantenimento
X140min.allatemperaturafinale X130min.allatemperaturafinaleX350min.allatemperaturafinale X340min.allatemperaturafinaleX660min.allatemperaturafinale X650min.allatemperaturafinaleX990min.allatemperaturafinale X960min.allatemperaturafinale
Poiché il burn-out è aggressivo, evitare di aprire il forno durante il riscaldamento.Nelcasodifusioneapressionesottovuoto,aumentaredi50°C/122°Flatemperaturafinale.*850°C/1560°F:pertecnichedifusioneconpartimetallicheprefabricate.Quandosipongono contemporaneamente nel forno diversi cilindri per rivestimento, il periodo di riscaldamento deve essere prolungato.
12. Fusione
Fondere nel modo consueto: fusione con centrifuga, fusione a pressione sotto vuoto, ecc.Fare attenzione al posizionamento del cilindro per fusione nel dispositivo di fusione.Fondere appena possibile dopo aver tolto il cilindro dal forno.
13. Raffreddamento
Raffreddare la fusione il più lentamente possibile.Ad esempio, inserire nel forno freddo e chiudere lo sportello. Capovolgere il cilindro per farlo raffreddare.
Notes1. Pulirescrupolosamentelaciotola,laspatola,ecc.dopol’uso.Lacomposizionechimicadeiresiduidi
GC FUJIVEST PREMIUM ritarda il tempo di indurimento dei prodotti gessosi.2. Conservare le vaschette di miscelazione in acqua tra un impiego e l’altro.3. Conservarelapolvereeilliquidoatemperaturaambiente(+/-23°C/73°F).
Raccomandazioni per la sicurezza e avvertenze sui rischi1. I materiali per rivestimento contengono quarzo.
Evitare di inalare la polvere. Rischiodidanniaipolmoni(silicosi,cancroaipolmoni). Suggerimento: indossare la maschera protettiva Tipo FFP 2 – EN 149:2001. Utilizzare le forbici per aprire la confezione di materiale per rivestimento ed evitare di sollevare polvere durante il trasferimento nella vaschetta di miscelazione. Sciacquare il sacchetto vuoto che conteneva il materiale per rivestimento prima di eliminarlo.
2. Eliminare la polvere dall’ambiente di lavoro solamente quando è bagnata.3. Perevitarelaformazionedipolvereinfasedirimozionedelmaterialeperrivestimentodalcilindrodifusione,immergereperqualche
minuto in acqua il cilindro di fusione raffreddato.4. Durantelasabbiaturadelmanufattofuso,usaresempreunsistemadiaspirazioneconfiltroperpolverefine.
ConfezioniPolvere: Scatolada6kg(100confezionida60g) Scatolada6kg(67confezionida90g) Scatolada6kg(40confezionida150g)Liquido: Flaconeda900mlData di scadenza: 2 anni dalla data di fabbricazione 15

Geachte mevrouw, mijnheer,
Wij danken u voor de aankoop van een hoogwaardig GC product. Deze gebruiksaanwijzing geeft u een duidelijk overzicht van iedere verwerkingsstap en is gebaseerd op de resultaten uit een groot aantal laboratoriumtesten, uitgevoerd door onze afdeling Onderzoek & Ontwikkeling. Indien u nog vragen heeft over het gebruik van dit product dan verzoeken wij u contact op te nemen met uw plaatselijke GC vertegenwoordiging. Meer informatie over GC producten kunt u vinden op onze website www.gceurope.com.
Opmerking:Alle informatie in deze gebruiksaanwijzing is gebaseerd op uitgebreide testen en een reeks van gietproefstukken. Afwijkende re-sultaten zijn mogelijk, door een andere manier van werken en/of materiaalgebruik (bv. wassoorten, kunststoffen, ring-liner, mengap-paratuur, etc.).
GC FUJIVEST®PREMIUMiseengrafietvrijefosfaatgebondeninbedmassavoorkroon-enbrugwerk,geschikt voor zowel de snelle opwarmmethode als de trapsgewijze opwarmingstechniek. Geschikt voor alle dentale legeringen maar vooral voor onedele legeringen.
GC FUJIVEST® PREMIUM biedt u de volgende voordelen:
• Geschiktvooralledentalelegeringenmaarvooralvooronedelegietstukken.• Ringloosgietenismogelijkmetbeideopwarmingsmethodes,snelentrapsgewijs• Totaleexpansie3.5%• Gecontroleerdeexpansiedoormiddelvanhetverdunnenvandevloeistof• Hogevloeibaarheid• Robuuste&sterkeinbedmassamaargemakkelijkuittebedden
FYSISCHE EIGENSCHAPPEN (kenmerkende gegevens)
ISO/DIN9694.2;Gemetenbij23°C met100%vloeistofexpansie na 20’ na 120’
Uithardingsexpansie 2.00% 2.50%Thermischeexpansie 1.00% 1.00%Totaleexpansie(lineair) 3.00% 3.50%Initial uithardingstijd 9 min. 9 min.Drukvastheid 7,5MPa 7,5MPaVerwerkingstijd 6 min. 6 min.Vloeibaarheid 13,4cm 13,4cm
GEBRUIKSAANWIJZING
1. Opslag
Poederenvloeistofbijnormalekamertemperatuurbewaren(23°C).De bewaartemperatuur en de werktemperatuur van inbedmassa poeder en vloeistof zijn zeer belangrijk voor het bepalen van de uithar-dingstijdendeexpansie,enbijgevolgookvoordepasvormendeoppervlakteruwheidvandegietstukken.i Bescherm de vloeistof tegen lage temperaturen! Nietbewarenonderde5°C. Eens bevroren, kan de vloeistof niet meer gebruikt worden. Wees voorzichtig met winterleveringen.
2. Werktemperatuur
Gebruikenbij+/-23°Ckamertemperatuur(minimum19°C).i Bij een hogere werktemperatuur is de werktijd iets korter, maar de oppervlaktegladheid beter. Bij een lagere temperatuur is de uithardingstijd langer, terwijl het oppervlak ruwer kan zijn.
3. Voorbereidingen voor het inbedden
GebruikGCMultiSepalsisoleermiddel,hetlaatgeenolie-achtigefilmachterophetwasmodel.Gebruikeen1mmdikkedrogering-liner,GCNewCastingLiner.Sluit de randen van de ring-liner af met een dunne laag vaseline.i Openofnattering-linerskunnenhetvochtgehaltevandeinbedmassawijzigen,watdeexpansiebeïnvloedt. Wees er zeker van dat de binnenkant van de metalen ring volledig is bedekt met de ring-liner. Controleer of de ring-liner gelijk ligt met de randen van de metalen ring, zodat er geen direct contact kan ontstaan tussen inbedmassa en de metalen ring.
X3ringgrootte=1laagGCNewCastingLinerX6ringgrootte=2lagenGCNewCastingLinerX9ringgrootte=2lagenGCNewCastingLiner
i GC FUJIVEST® PREMIUM is een zeer vloeibare inbedmassa welke zonder bevochtigingsmiddelen kan worden gebruikt. Indien een wasontspanner wordt gebruikt, dient het oppervlak voor het inbedden goed droog geblazen te worden.
4. Ringgrootte
Snelle opwarmingsmethode en trapsgewijze opwarmingstechniek. Zowel de snelle als langzame opwarmtechniek kunnen met of zonder ring worden toegepast.i Kangebruiktwordenbijringgrootte:X1,X3,X6,X9metringtechniekenX1,X3,X6zonderringtechnieki Bij ringgrootte X1 is voorzichtigheid geboden. Kleineregietstukkenkunnenontstaandoorlagereexothermereactiestijdenshetuitharden. Temperaturenonder23°Ckunnenleidentotruweoppervlakken. RinggrootteX3geeftdebesteresultaten.
NL
16
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C Temperatuur (°C)
Thermische expansie
na120’
na 20’

5. Poeder / vloeistof verhouding
Ringgrootte Poeder VloeistofX1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i StandaardP/VL-verhouding=100gr./22ml Hetexactafmetenvanpoederenvloeistofisnoodzakelijkomeenstabielresultaatteverkrijgen. Gebruik aangepaste meetinstrumenten zoals een elektronische weegschaal, vloeistofmaatbeker, pipet.
6. Expansie
Basisaanwijzingen voor de vloeistofconcentratie:Deconcentratievandeexpansievloeistofhangtafvanverschillendeparameters:• bewaartemperatuurvandeinbedmassa(poederenvloeistof)• mengtijd• uithardingonderdruk• hoeveelheidinbedmassai Purevloeistofgeeftdemaximaleuithardingsexpansie,m.a.w.hetgrootstegietstuk. Gedestilleerdwatergeeftdeminimaleuithardingsexpansie,m.a.w.hetkleinstegietstuk. Gebruik enkel gedestilleerd water.
Vloeistof verdunningsschema
Legering Vloeistof / water-
verhouding%
Ringgrootte: Vloeistof / water
X1 / 60g 90g X3/150g X6/300g X9 / 420g
Hoogedelgietgoud>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
Halfedelegietlegering<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Pd-basis legering 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Onedele legering NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
Hoogedeleopbaklegering 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Halfedeleopbaklegering 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Pd-basis opbaklegering 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Onedele opbaklegering NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlOPMERKINGAlle informatie in deze gebruiksaanwijzing is gebaseerd op uitgebreide testen en een reeks van gietproefstukken. Afwijkende resultaten zijnmogelijk,dooreenanderemaniervanwerkenen/ofmateriaalgebruik(bv.wassoorten,kunststoffen,ringliner,mengapparatuur,etc.).Allepasvormtestprocedureszijnuitgevoerdmetdesnelleopwarmingstechniek(20min.uitharding).120 minuten uitharding zal resulteren in een iets ruimer gietstuk.
7. Mengen
1. Meng poeder en vloeistof vooraf met de hand met behulp van een spatel.i Zorg er steeds voor dat de vloeistof met het poeder is vermengd tot een homogeen mengsel.
2.Plaatshetmengselondervacuümgedurende15secondenzondermengen.i Voor een optimale ontgassing.
3.Mengondervacuümgedurende60seconden(320-420rpm).i Gebruik steeds een grondig gereinigde mengbeker en controleer steeds het vacuüm.
Onvoldoende vacuüm leidt tot verschillen in pasvorm en luchtbellen in de gietstukken.
8. Werktijd
Minstens6minutenuitgiettijdbijkamertemperatuur(23°C).i Werktijd / uitgiettijd hangt af van de temperatuur van poeder en vloeistof en van de kamertemperatuur.
Hogeretemperaturenverkortendeverwerkingstijd.
9. Inbedden
Bedinbijlagevibratie(lagefrequentie).i GC FUJIVEST® PREMIUM is zeer vloeibaar zodat sterke vibratie niet nodig
en niet aan te raden is. Stop onmiddellijk de vibratie vanaf het ogenblik dat de ring volledig is gevuld en raak de inbedmassa niet aan tot ze is uitgehard.
17

10. Uithardingstijd
1. 20 min vanaf het begin van het mengen.i Een langere uithardingstijd is mogelijk. De beste resultaten worden verkregen door de inbedmassa na 20 min. onmiddellijk in een voorverwarmde oven te plaatsen.
2. Kras het bovenoppervlak van de inbedmassa-ring in met een scherp mes. i Diamantschijven voor trimmers worden beschadigd door de kwarts- en cristobaliet deeltjes in de inbedmassa.
11. Opwarmings – Uitbrand procedure
Snelle opwarming Conventionele opwarmingPlaatsings- temperatuur
De oven voorverwarmen op 700-750°C/1290-1380°FvoorAu-legeringen
800-850°C*/1470-1560°F* voor keramiek legeringen
900°C/1650°Fvooronedelelegeringen
Kamertemperatuur
Stap 1 Kamertemperatuur(23°C/73°F)tot260°C/500°F Opwarmingssnelheid3°C/37°Fpermin.
Stap 2 Wachttijdbij260°C/500°F 40 - 90 min.
Stap 3 Temperatuurstijgingvan260°C/500°Ftot580°C/1076°F6°C/43°Fpermin.
Stap 4 Wachttijdbij580°C/1076°F20-50min.Stap 5 Temperatuurstijging580°C/1076°Ftot750°C/1380°FvoorAu-legeringen
Temperatuurstijgingvan580°C/1076°Ftot800-850°C*/1470-1560°F*voor keramische legeringen
Temperatuurstijgingvan580°C/1076°Ftot900°C/1650°Fvooronedelelegeringen Opwarmingssnelheid9°C/48°Fpermin.
Wachttijd X 1 40 min. op eindtemperatuur X130min. op eindtemperatuurX350min. op eindtemperatuur X340min. op eindtemperatuurX 6 60 min. op eindtemperatuur X650min. op eindtemperatuurX 9 90 min. op eindtemperatuur X 9 60 min. op eindtemperatuur
Open de oven niet tijdens het opwarmen omwille van de agressieve uitbranding.Wanneermetvacuümdrukwordtgegoten,deeindtemperatuurverhogenmet50°C/122°F.*850°C/1560°F:voorhetgietenaangeprefabriceerdemetalendelen.Wanneer meerdere inbedmassa-ringen tegelijkertijd in de oven worden geplaatst, dient de wachttijd te worden verlengd.
12. Gieten
Op de normale manier gieten: centrifugaal, vacuümdruk, etc.De ring zorgvuldig in de gietmachine plaatsen.Zo snel mogelijk gieten na het verwijderen van de ring uit de oven.
13. Afkoelen
Zo traag mogelijk laten afkoelen, bv. in een koude oven plaatsen en de deur sluiten.De ring ondersteboven plaatsen tijdens het afkoelen.
Opmerkingen1. Reinig mengbeker, spatel, enz. zorgvuldig na elk gebruik. De chemische samenstelling van
GC FUJIVEST® PREMIUM vertraagt de hardingstijd van gipsproducten.2. Geadviseerd wordt de mengbekers tussen 2 toepassingen door, gevuld met water te bewaren.3. Poederenvloeistofopkamertemperatuurbewaren(+/-23°C/73°F).
Aanbevelingen voor de veiligheid en waarschuwingen voor risico’s1. Inbedmassa’s bevatten kwarts.
Inhaleer het stof niet! Erbestaatkansomdelongentebeschadigen(silicose,longkanker). Advies: Draag een stofmasker Type FFP 2 – EN 149:2001. Open de zak met inbedmassa met een schaar en probeer stofvorming te vermijden tijdens het vullen van de mengbeker. Spoel de lege inbedmassa verpakking uit met water alvorens deze weg te gooien.
2. Bevochtig het stof op de werkplek alvorens dit te verwijderen.3. Omstofvormingtijdenshetverwijderenvandeinbedmassauitdegietringtevoorkomen,wordtdeafgekoeldegietringeerstvoor
korte tijd in water gelegd.4. Wanneerhetgietstukwordtgezandstraaldgebruikdaneenafzuigsysteemvoorzienvaneenfijn-stoffilter.
VerpakkingenPoeder: 6kgdoos(60gpackx100) 6kgdoos(90gpackx67) 6kgdoos(150gpackx40)Vloeistof: 900mlflesVervaldatum: 2 jaar na productiedatum
18
Estimado cliente,
Le damos las gracias por comprar los productos de alta calidad de la GC. La guía de Instrucciones de Uso le dará un resumen claro para cada paso de trabajo, además está basada en los resultados de numerosos tests de laboratorio ejecutados en nuestro Departa-mento de Desarrollo e Investigación. En caso que tenga más preguntas sobre el uso de este producto, por favor, consulte al represen-tante local de la GC. Para más información sobre los productos GC, por favor, visite nuestra página web: www.gceurope.com.
Anotaciones Generales Toda la información incluida en las Instrucciones de Uso se basa en los resultados de extensos tests y con un amplio número de mo-delos de ensayo. Sin embargo, podría ser que se obtengan diferentes resultados finales, debido a los diferentes métodos de trabajo y equipo (como por ejemplo, ceras, resinas, bases, equipo de mezcla, etc.)
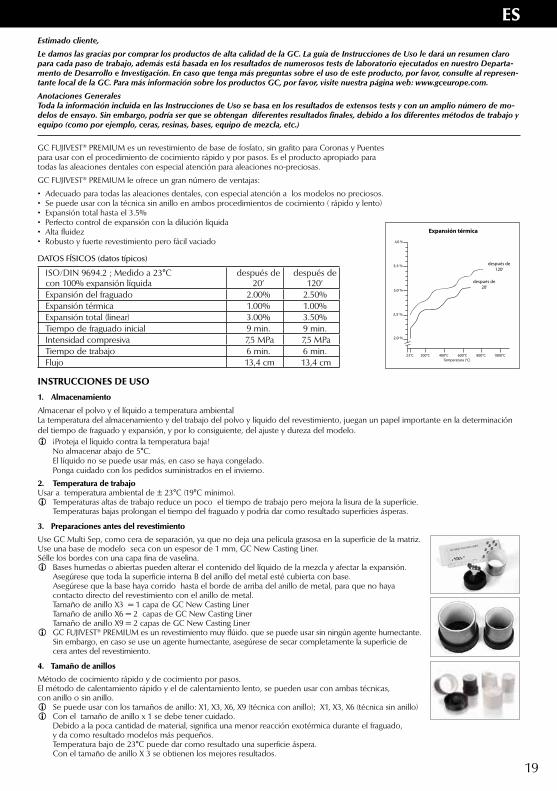
GC FUJIVEST®PREMIUMesunrevestimientodebasedefosfato,singrafitoparaCoronasyPuentespara usar con el procedimiento de cocimiento rápido y por pasos. Es el producto apropiado para todas las aleaciones dentales con especial atención para aleaciones no-preciosas.
GC FUJIVEST® PREMIUM le ofrece un gran número de ventajas:
• Adecuadoparatodaslasaleacionesdentales,conespecialatenciónalosmodelosnopreciosos.• Sepuedeusarconlatécnicasinanilloenambosprocedimientosdecocimiento(rápidoylento)• Expansióntotalhastael3.5%• Perfectocontroldeexpansiónconladiluciónlíquida• Altafluidez• Robustoyfuerterevestimientoperofácilvaciado
DATOS FÍSICOS (datos típicos)
ISO/DIN9694.2;Medidoa23°C con100%expansiónlíquida
después de 20’
después de 120’
Expansióndelfraguado 2.00% 2.50%Expansióntérmica 1.00% 1.00%Expansióntotal(linear) 3.00% 3.50%Tiempo de fraguado inicial 9 min. 9 min.Intensidad compresiva 7,5MPa 7,5MPaTiempo de trabajo 6 min. 6 min.Flujo 13,4cm 13,4cm
INSTRUCCIONES DE USO
1. Almacenamiento
AlmacenarelpolvoyellíquidoatemperaturaambientalLatemperaturadelalmacenamientoydeltrabajodelpolvoylíquidodelrevestimiento,jueganunpapelimportanteenladeterminacióndeltiempodefraguadoyexpansión,yporloconsiguiente,delajusteydurezadelmodelo.i ¡Protejaellíquidocontralatemperaturabaja! Noalmacenarabajode5°C. Ellíquidonosepuedeusarmás,encasosehayacongelado. Ponga cuidado con los pedidos suministrados en el invierno.
2. Temperatura de trabajoUsaratemperaturaambientalde±23°C(19°Cmínimo).i Temperaturasaltasdetrabajoreduceunpocoeltiempodetrabajoperomejoralalisuradelasuperficie. Temperaturasbajasprolonganeltiempodelfraguadoypodríadarcomoresultadosuperficiesásperas.
3. Preparaciones antes del revestimiento
UseGCMultiSep,comoceradeseparación,yaquenodejaunapelículagrasosaenlasuperficiedelamatriz.Useunabasedemodelosecaconunespesorde1mm,GCNewCastingLiner.Séllelosbordesconunacapafinadevaselina.i Baseshumedasoabiertaspuedenalterarelcontenidodellíquidodelamezclayafectarlaexpansión. AsegúresequetodalasuperficieinternaBdelanillodelmetalestécubiertaconbase. Asegúrese que la base haya corrido hasta el borde de arriba del anillo de metal, para que no haya contacto directo del revestimiento con el anillo de metal.
TamañodeanilloX3=1capadeGCNewCastingLinerTamañodeanilloX6=2capasdeGCNewCastingLinerTamañodeanilloX9=2capasdeGCNewCastingLiner
i GC FUJIVEST®PREMIUMesunrevestimientomuyflúido.quesepuedeusarsinningúnagentehumectante.Sinembargo,encasoseuseunagentehumectante,asegúresedesecarcompletamentelasuperficiede cera antes del revestimiento.
4. Tamaño de anillos
Método de cocimiento rápido y de cocimiento por pasos. El método de calentamiento rápido y el de calentamiento lento, se pueden usar con ambas técnicas, con anillo o sin anillo.i Sepuedeusarconlostamañosdeanillo:X1,X3,X6,X9(técnicaconanillo);X1,X3,X6(técnicasinanillo)i Con el tamañodeanillox1sedebetenercuidado. Debidoalapocacantidaddematerial,significaunamenorreacciónexotérmicaduranteelfraguado, y da como resultado modelos más pequeños. Temperaturabajode23°Cpuededarcomoresultadounasuperficieáspera. Con el tamañodeanilloX3seobtienenlosmejoresresultados.
ES
19
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C Temperatura (°C)
después de120’
después de 20’

5. Relación Polvo/Líquido
Tamaño de anillo Polvo LíquidoX1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i EstándarP/Lrelación=100g/22ml Unamedidaexactadelpolvo/líquidoesnecesariaparaobtenerresultadosestables. Use un equipo de medida como una balanza eléctrica, una copa de medida y una pipeta.
6. Expansión
Puntos básicos en concentración:Laconcentracióndelaexpansióndellíquidodependedevariosparámetros:• temperaturadelalmacenamientodelrevestimiento(líquidoypolvo)• tiempodemezcla• fraguadobajopresión• lacantidaddelamezclai Ellíquidopurodalamáximaexpansióndefraguado,loquesignificaunmodelomásgrande. Elaguapuradalaexpansiónmínimadefraguado,loquesignificaunmodelomáspequeño.
Para diluir usar sólamente agua destilada.
Tabela de dilución del líquido
Tipo de Aleación Relaciónlíquido/agua%
Tamañodeanillo:líquido/agua
X1 / 60g 90g X3/150g X6/300g X9 / 420g
Altamentepreciosas>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
Semipreciosas<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Pd bases 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Aleaciones no preciosas NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
Aleaciones altamente preciosas de cerámica
55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Aleaciones semi preciosas de cerámica
55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Aleaciones Pd bases de cerámica
60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Aleaciones no preciosas de cerámica
NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlNOTATodalainformaciónincluidaenestasInstruccionesdeuso,sebasaenlosresultadosdeextensostestsyconunamplionúmerodemodelosdeensayo.Sinembargo,puedequeseobtengandiferentesresultadosfinales,debidoalosdiferentesmétodosdetrabajoyequipo(comoporejemplo,ceras,resinas,bases,equipodemezclaetc.).Todoslostestsseefectuaronconelmétododecalentamientorápido(fraguado20minutos).Un fraguado de 120 minutos dará como resultado un modelo más ancho.
7. Mezcla
1.Pre-mezclarelpolvoyellíquidoperfectamenteamanoconunaespátula.i Hayqueasegurarsequetodoelpolvoestémojadoconellíquidopara obtener una mezcla uniforme.
2.Colocarlamezclaalvacíodurante15segundossinmezclar.i Paraobtenerunaóptimadesgasificación.
3.Mezclardurante60segundosalvacío(320-420rpm).i Usarsiempreunrecipientelimpiodemezclaycontrolarelniveldelvacío.Sielvacíoesinsuficiente,conduceaquehayandiferencias
en el ajuste y que se formen burbujas de aire en el modelo.
8. Tiempo de trabajo
Atemperaturaambiental(23°C)porlomenos6minutosparavaciar.i Tiempodetrabajo/tiempodelvaciadodependedelatemperaturadelpolvoylíquidoydelatemperaturaambiental.Temperaturas
más altas, acortan el tiempo de trabajo.
9. Revestimiento
Revestirbajounavibracióncuidadosa(bajafrecuencia).i GC FUJIVEST®PREMIUMesmuyflúido,porlotanto,noesnecesariouna
vibración fuerte y tampoco recomendable. Desde el momento en que el anillo esté totalmente lleno, dejar inmediatamente de vibrar y no tocar el revestimiento hasta que frague.
20

10. Tiempo de fraguado:
1. Dejar que frague durante 20 minutos desde el inicio de la mezcla.i Puede darse un fraguado más largo. Losmejoresresultadosseobtienencuandosecolocainmediatamenteen un horno precalentado después de 20 minutos.
2.Rasparlasuperficiedearribadelanilloderevestimientoconuncuchillofiludo.i Discosdiamantados,comorecortadoressedaanporlaspartículasdequarzoycristobalitedelrevestimiento.
11. Cocimiento – Procedimiento de cocimiento
Calentamiento rápido Cocimiento convencional por pasosTemperatura de inserción
Hornoprecalentadoa700-750°C/1290-1380°FparaaleacionesdeAu800-850°C*/1470-1560°F*paraaleaciones
de cerámica900°C/1650°Fparaaleacionesno-preciosas
Temperatura ambiental
Paso 1 Temperaturaambiental(23°C/73°F)to260°C/500°FRelacióndecalor3°C/37°Fpormin.
Paso 2 Tiempodeacción260°C/500°F 40 - 90 min.
Paso 3 Aumentodetemperaturadesde260°C/500°Fa580°C/1076°F6°C/43°Fpormin.
Paso 4 Tiempodeacción580°C/1076°F20-50min.
Paso 5 Aumentodetemperaturadesde580°C/1076°Fa750°C/1380°FparaaleacionesAuAumentodetemperaturadesde580°C/1076°Fa800-850°C*/1470-1560°F*
para aleaciones de cerámica Aumentodetemperaturadesde580°C/1076°Fa900°C/1650°F
para aleaciones no-preciosas Relacióndecalor9°C/48°Fpormin.
Tiempo de acción X 1 40 min.atemperaturafinal X130min.atemperaturafinalX350min.atemperaturafinal X340min.atemperaturafinalX 6 60 min.atemperaturafinal X650min.atemperaturafinalX 9 90 min.atemperaturafinal X 9 60 min.atemperaturafinal
Debido al cocimiento agresivo, no se debe abrir el hornillo durante el cocimiento.Encasodeunmodelodepresiónalvacío,latemperaturasubehastaelfinal50°C/122°F. *850°C/1560°F:paralatécnicademodelosconpartesprefabricadasdemetal.Cuandosecolocanvariosanillosenelhorno,hayqueprolongarelperíododecocimiento.
12. Moldeo
Vaciardelamanerausual:moldecentrifugal,moldeenpresiónalvacío,etc. Tener cuidado en colocar el anillo de fundición en la unidad de fundición. Después de retirar el anillo del horno, modelar lo más rápido posible.
13. Enfriamento
Dejarqueseenfríeelmodelolomásdespacioposible.Porejemplo,colocarloenunhornofríoycerrarlapuerta.Colocarelanilloalrevésparaqueseenfríe
Notas1. Después de usar el recipiente de mezcla, la espátula, etc. , limpiarlos cuidadosamente.
LacomposiciónquímicadelosresiduosdelGCFUJIVESTPREMIUMretardaráeltiempo de fraguado de los productos de escayola.
2. Se recomienda colocar los recipientes de mezcla en agua entre los usos.3. Almacenarelpolvoyellíquidoatemperaturaambiental(+/-23°C/73°F).
Recomendaciones de uso y advertencia de peligros1. El material de revestimiento contiene quarzo.
¡No inhalar el polvo! Riesgoadañosenlospulmones(Silicosis,cancerdelospulmones). Advertencia : Usar máscara de protección Tipo FFP 2 – EN 149:2001. Abrir la bolsa del material de revestimiento con tijeras y evitar que se forme polvo cuando se llena el recipiente de mezcla. Lavarlabolsavacíadelmaterialderevestimientoconaguaantesdedesecharla.
2. Quitar el polvo de su puesto de trabajo sólo cuanto esté humedo.3. Paraevitarqueseformepolvo,cuandoquitaelmaterialderevestimilentodelanillodefundición,hayquecolocarelanillofríoen
agua durante un corto tiempo.4. Cuandotrateelmoldeconchorrodearena,usesiempreunsistemadeextracciónconunfiltro-finodepolvo.
EnvasePolvo: 6kgcaja(60gbolsax100) 6kgcaja(90gbolsax67) 6kgcaja(150gbolsax40)Líquido: 900mlbotellaFecha de caducidad : 2 años después de la fecha de fabricación 21

Bäste kund,
Vi tackar dig för att ha valt en högkvalitativ GC produkt. Dessa instruktioner ger er en klar sammanfattning av varje arbetsmoment och är baserat på resultatet av ett antal labbtester, utförda av vår forsknings och utvecklings avdelning. Om ni har några ytterligare frågor angående denna produkt, var snäll kontakta din lokala GC-representant. För mer information om våra produkter, besök gärna vår hemsida: www.gceurope.com
Allmän informationAll information i denna instruktion är baserad på många tester och ett stort antal gjutningsförfaranden. Emellertid, på grund av olika arbetsmetoder och utrustning (vaxer, vätskor, liner, blandningsutrustning etc.) kan olika slutresultat uppnås.
GC FUJIVEST®PREMIUMärengrafitfrifosfatbundeninbäddningsmassaförKronochBroochkananvändasmedbådesnabburbränningochkonventionellurbränning. Lämpligföralladentalalegeringarochspecielltföroädlalegeringar.
GC FUJIVEST® PREMIUM erbjuderdigflerafördelar:
• Lämpligföralladentalalegeringarspecielltföroädlagjutningar•Kyvettlösteknikmöjligförbådesnabbochlångsamurbränning• Totalexpansionupptill3.5%• Perfektexpansionskontrollmedvätskeblandning• Högflytbarhet• Robust&starkinbäddningsmassamenenkelattbäddaur
FYSIKALISKA VÄRDEN
ISO/DIN9694.2;Uppmättvid23°C medkoncentreradvätska
efter 20’
efter 120’
Stelningsexpansion 2.00% 2.50%Termiskexpansion 1.00% 1.00%Totalexpansion 3.00% 3.50%Initial stelningstid 9 min. 9 min.Tryckhållfasthet 7,5MPa 7,5MPaArbetstid 6 min. 6 min.Flytbarhet 13,4cm 13,4cm
BRUKSANVISNING
1. Förvaring
Förvarapulverochvätskavidnormalrumstemperatur(23°C).Förvaringocharbetstemperaturavinbäddningsmassanochvätskanärenviktigfaktoribestämmandetavstelningstidochexpansion, ochpåverkarpassformochytstrukturavgjötet.
i Skyddavätskanmotlågatemperaturer. Skallinteförvarasvidtemperaturunderstigande5°C. Frusenvätskakaninteanvändas. Varförsiktigmedvinterleverans.
2. Arbetstemperatur
Användsvid±23°Crumstemperatur(19°Cminimum).
i Högrearbetstemperaturreducerararbetstidennågotmenförbättrarytstrukturen. Lägretemperaturerförlängerstelningstidochkanresulteraigrövreytstruktur.
3. Förberedelser innan inbäddning
AnvändGCMultiSepsomvaxisolering,detlämnaringaoljeresterpåprepmodellen.Använden1mm,torrliner,GCNewCastingLiner.Förseglaskarvenmedvaselin.
i Öppenellerblötlinerkanförändravätskeinnehålletiblandningenochpåverkaexpansionen. SäkerställattheladeninternadelenavringenärtäcktmedGCNewCastingLiner. Ingendirektkontaktmellaninbäddningsmassanochringenskallske.
X3ringstorlek=1lageravGCNewCastingLinerX6ringstorlek=2lageravGCNewCastingLinerX9ringstorlek=2lageravGCNewCastingLiner
i GC FUJIVEST®PREMIUMharenmyckethögflytbarhet,vilketgörattproduktenkananvändasutanvätmedel.Omvätmedelanvänds,försäkradigomattvaxetärhelttorrtföreinbäddning.
4. Kuvettstorlekar
Snabburbränning&stegvisuppvärmningsmetod. Snabbuppvärmningsåvälsomstegvisuppvärmningsmetodkananvändastillbåderingochringfriteknik.
i Germöjlighetattanvända:X1,X3,X6,X9förteknikmedkuvettring;X1,X3,X6förs.k.ringfriteknik
i MedringstorlekX1,noteraföljande. P.g.a.mindreexotermiskexpansionkandettaresulteraiförsmågöt. Rumstemperaturbörinteunderstiga23°C,dettakanresulteraigrovgjutyta. RingstorlexX3gerbästaresultat.
SV
22
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C Temperatur (°C)
efter 120’
efter 20’

5. Pulver och vetskaförhållande (P/V-tal)
Ringstorlek Pulver VätskaX1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i StandardP/Vförhållanden=100g/22ml Exaktpulver-ochvätskeförhållandeärnödvändigtförattuppnåexaktaresultat. Användmätutrustningsåsomelektroniskvåg,mätglas,koppochpipett.
6. Expansion
Generellarådförvätskekoncentrationenenligtföljande:• Vidvilkentemp.sompulver/vätskaförvaras.• Blandningstid• Härdningundertryck.• Mängdeninbäddningsmassa.i Koncentreradvätskagermaximumstelningsexpansion,d.v.s.stortgjöt. Baravattengerminststelningsexpansiond.v.s.litetgjöt. Användbaradestilleratvattenförutspädning.
Vätska/Vatten tabell för utspädning
Legeringar Vätska/Vattenförhållande%
Ringstorlek:Vätska/Vatten
X1 / 60g 90g X3/150g X6/300g X9 / 420g
Högädel>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
Halvädel<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
PD baserat 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Oädlalegeringar NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
Högädlalegeringarförkeramik 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Halvädlalegeringarförkeramik 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
PDbaseradelegeringarförkeramik
60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Oädlalegeringarförkeramik NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlNOTERAAllinformationsomomfattasidennabruksanvisningärbaseradpåettintensivttestförfarandesamtenlångseriegjuttester.Menp.g.a.olikaarbetsteknikersamtskillnaderiutrustningochanvändamaterial(t.ex.vax,resiner,liners,blandningsutrustningetc.)kanslutresultatet komma att variera.Allatestergällandepassformharutförtsmedsnabbuppvärmningsmetod(20min.stelning).120min.stelning,d.v.s.stegvisuppvärmning,resulterariettnågotstörregjöt
7. Blandning
1.Förblandamanuelltförhand.i Försäkradigomattalltpulverärfuktatförenhomogenblandning.
2.Placeraundervakuumi15sekunderutanblandning.i Förattuppnåoptimalurgasning.
3.Blandaundervakuumi60sek(320-420rpm).i Användalltidenrenblandningskoppochkontrolleravakuumnivån.
Otillräckligtvakuuminnebärsämrepassformochriskförluftblåsor.
8. Hanteringstid
Minst6minuterirumstemperatur(23°C).i Hanteringstidenärocksåberoendeavtemperaturenpåpulvretochvätskansamtrumstemperaturen.
Högretemperaturerförkortarhanteringstiden.
9. Inbäddning
Inbäddningskallskemedlågvibratorfrekvens.i GC FUJIVEST®PREMIUMärmycketlättflytande,varförlågvibratorfrekvens
rekommenderas. Stäng av vibratorn omgåendenärkyvettenärfylldochlåtdenståtills massan stelnat.
23

10. Stelningstid
1.Låtstelnaunder20 minuter från blandningsstart.
i Längrestelningstidärmöjlig. Bästresultatuppnåsdockgenomattställainiförvärmdugnefter20minuter.
2. Skrapa av kyvettbotten med en vass kniv.
i Slipningpåmodelltrimmaremeddiamantskivapåverkarkvarts-ochcristobalitpartiklarna.
11. Uppvärmning - Urbrännings process
Snabb urbränning Konventionell stegurbränningInsättnings- temperatur
Förvärmdugnvid700-750°C/1290-1380°FförAulegeringar800-850°C*/1470-1560°F*förkeramiska
legeringar900°C/1650°Fföroädlalegeringar
Rumstemperatur
Steg 1 Rumstemperatur(23°C/73°F)till260°C/500°FVärmestegring3°C/37°Fpermin.
Steg 2 Hålltidvid260°C/500°F40-90min.
Steg 3 Höjtemperaturenfrån260°C/500°Ftill580°C/1076°F, 6°C/43°Fpermin.
Steg 4 Hålltidvid260°C/500°F40-90min.Steg 5 Höjtemperaturenfrån580°C/1076°Ftill750°C/1380°FförAu-legeringar
Höjtemperaturenfrån580°C/1076°Ftill800-850°C*/1470-1560°F*förkeramiska gjutlegeringar
Höjtemperaturenfrån580°C/1076°Ftill900°C/1650°Fföroädlalegeringar.Värmestegring9°C/48°Fpermin.
Hålltid X 1 40 min. vid sluttemperatur X130min. vid sluttemperaturX350min. vid sluttemperatur X340min. vid sluttemperaturX 6 60 min. vid sluttemperatur X650min. vid sluttemperaturX 9 90 min. vid sluttemperatur X 9 60 min. vid sluttemperatur
Undvikattöppnaugnsluckanunderurbränning.Ifalltrycksamtvakuumanvändsvidvakuumprocessen, ökasluttemperaturenmed50°C/122°F.*850°C/1560°F:förpågjutningsteknikavpre-fabricerademetalldelar.Närflerainbäddningarplacerasugnensamtidigt,förlänguppvärmningstiden.
12. Gjutning
Gjut som vanligt: centrifugalgjutning, vakuumtryckgjutning, etc. Placera kyvetten korrekt i gjutapparaten.Gjutsåfortsommöjligtefteruttagandetfrånugnen.
13. Avkylning
Kylnergjutningensålångsamtsommöjligt.Placerakyvettenienkallugnochstängluckan.Placerakyvettenuppochnerföravkylning.
Observera1. Görrentblandkopp,spateletc.noggrant.Denkemiskasammansättningenav
GC FUJIVEST®PREMIUMkanfördröjastelningstidenförgipsprodukter.2. Blandningskopparnabörförvarasivattenmellananvändning.3. Förvarapulverochvätskavidrumstemperatur(+/-23°C/73°F).
Rekommendationer gällande säkerhet och varningar1. Inbäddningsmassaninnehållerfinmaldkvarts.
Inhalera inte dammet! Riskförlungskada(stendammslungasamtlungcancer) Råd:bärskyddsmasktypFFP2–EN149:2001. Öppnapåsenmedinbäddningsmassanmedensaxochundvikattdammbildasnärmanhällermaterialetiblandningskoppen. Sköljurdentommapåseninnandenkastas.
2. Fuktaarbetsplatseninnandammavlägsnas.3. Förattundvikaattdammbildasnärinbäddningsmassanavlägsnasfrånkyvetten,läggdenavsvalnadekyvettenivattenenkortstund.4. Isambandmedsandblästring,användalltidettfinkornigtdammfilterisandblästernsutsugssystem.
FörpackningarPulver: 6kgförpackning(60gpackx100) 6kgförpackning(90gpackx67) 6kgförpackning(150gpackx40) Vätska: 900mlflaskaUtgångsdatum: 2årfråntillverkningsdatum.
24

Kære bruger,
Vi takker dig for at have valgt et højkvalitativt GC produkt. Denne instruktion giver en klar fremstilling af alle arbejdsprocedurer og er baseret på resultater af et antal laboratorie tests, udført af vores forskning og udviklingsafdeling. Såfremt I har nogle spørgsmål angående dette produkt, så vær venlig at kontakte din lokale GC-repræsentant. For yderligere information om vore produkter, klik på vores hjemmeside: www.gceurope.com
Generel informationAlle informationer i denne instruktion er baseret på mange tests og et stort antal støbninger. Imidlertid, kan der på grund af forskel-lige arbejdsmetoder og udstyr (voks, væsker, liner, blandingsudstyr etc.)opnås forskellige slutresultater.
GC FUJIVEST®PREMIUMerengrafitfrifosfatbundenindstøbningsmassetilkroneogbrokonstruktionerogkananvendesbådemedhurtigogkonventioneludbrænding.
AnvendeligtilalledentalelegeringerogspecielttiluædlelegeringertilbyderGCFUJIVEST®PREMIUMdigflerefordele.
• Anvendeligtilalledentalelegeringerspecielttiluædlelegeringer•Kyvetteløsteknikermuligtilbådehurtigoglangsomudbrænding• Totalekspansionoptil3.5%• Perfektekspansionskontrolmedvæskeblanding• Højflydeevne• Robustogstærkindstøbningsmasse,menletatadskille
FYSISKE EGENSKABER
ISO/DIN9694.2;Måltved23°C medkoncentreretvæske
efter 20’
efter 120’
Afbindingsekspansion 2.00% 2.50%Termisk ekspansion 1.00% 1.00%Total ekspansion 3.00% 3.50%Initial afbindingstid 9 min. 9 min.Trykstyrke 7,5MPa 7,5MPaArbejdstid 6 min. 6 min.Flydeevne 13,4cm 13,4cm
BRUGSANVISNING
1. Opbevaring
Opbevarpulverogvæskevednormalrumtemperatur(23°C).Opbevaringogarbejdstemperaturpåindstøbningsmasseogvæskeerenvigtigfaktoriforholdtilafbindingstidogekspansion,ogkanpåvirkerpasformogoverfladestrukturpåstøbningen.i Beskytvæskeimodlavetemperaturer. Måikkeopbevaresunder5°C. Frossenvæskekanikkeanvendes. Værforsigtigmedvinterleverance.
2. Arbejdstemperatur
Anvendesved±23°Crumtemperatur(19°Cminimum).i Højerearbejdstemperaturreducererarbejdstidennoget,menforbedreoverfladestrukturen. Laveretemperaturerforlængerafbindingstidenogkanresultereigrovereoverfladestruktur.
3. Forberedelser inden indstøbningenAnvendGCMultiSepsomvoksisolering,denefterladeringenolieresterpåpræprationsmodellen.Anvenden1mm,tørliner,GCNewCastingLiner.Forsegl kanten med vaseline.i Ikkeforsegletellervådlinerkanforandrevæskeindholdetiblandingenogpåvirkeekspansionen. VærsikkerpåatheledenindvendigesideafringenerdækketmedGCCastingliner. Dermåikkeværedirektekontaktmellemindstøbningsmasseogring.
X3ringstørrelse=1lagafGCNewCastingLinerX6ringstørrelse=2lagafGCNewCastingLinerX9ringstørrelse=2lagafGCNewCastingLiner
i GC FUJIVEST®PREMIUMharenmegethøjflydeevne,ogdervedkanproduktetanvendesudenafspændingsmiddel.Hvisderanvendesafspændingsmiddel,såskaloverfladenværeheltørførindstøbningen.
4. Kuvettestørrelser
Hurtigudbrænding&trinvisopvarmning. Hurtigopvarmningsåvelsomtrinvisopvarmningkananvendestilbåderingogringfriteknik.i Kanbliveanvendttil:X1,X3,X6,X9tilringteknik;X1,X3,X6tilringløstekningi VedringstørrelseX1,bemærkfølgende. P.g.a.mindreeksotermiskekspansionkandetteresultereiforsmåstøbninger. Rumtemperaturbørikkeoverstige23°C,dettekanresultereigrovstøbeflade. RingstørrelseX3giverdetbedsteresultat.
DA
25
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C Temperatur (°C)
efter 120’
efter 20’

5. Pulver og væskeforhold (P/V-tal)
Ringstørrelse Pulver VæskeX1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i StandardP/Vforhold=100g/22ml Præcispulver-ogvæskeforholdernødvendigforatopnåpræcistresultat. Anvendmåleudstyr,såsomelektroniskvægt,måleglas,kopogpipette.
6. Ekspansion
Generellerådforvæskekoncentrationen,følgnedenstående:• Observervedhvilkentemperatur,sompulver/væskeopbevares.• Blandingstid• Hærdningundertryk.• Mængdeafindstøbningsmasse.i Koncentreretvæskegivermaksimumafbindingsekspansion,d.v.s.storstøbning. Kunvandgivermindstafbindingsekspansiond.v.s.lillestøbning. Anvend kun destilleret vand til blanding.
Væske/Vand skema ved blanding
Legeringer Væske/Vandforhold%
Ringstørrelse:Væske/Vand
X1 / 60g 90g X3/150g X6/300g X9 / 420g
Højædel>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
Halvædel<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
PD baseret 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Uædlelegeringer NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
Højædellegeringertilkeramik 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Halvædellegeringertilkeramik 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
PD baserede legeringer til keramik 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Uædellegeringertilkeramik NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlBEMÆRKAlleinformationersomfindesidennebrugsanvisningerbaseretpåetintensivttestforløbsamtenlangserieafstøbetests.Menp.g.a.forskelligearbejdsmetodersamtforskeliudstyroganvendtmaterial(f.eks.voks,resiner,liners,blandingsudstyretc.)kanslutresultatet varierer.Alletestgældendepasformerudførtmedhurtigopvarmningsmetode(20min.afbinding).120min.afbinding,d.v.s.trinvisopvarmning,resultereriennogetstørrestøbning.
7. Blanding
1.Blandmanueltihånden.i Væropmærksompåataltpulvererfugtettilenhomogenblanding.
2.Placerundervakuumi15sekunderudenatblande.i Foratopnåoptimalafgasning.
3.Blandundervakuumi60sek(320-420rpm).i Anvendaltidenrenblandeskålogkontrollervakuumniveau.
Utilstrækkeligvakuumindebæredårligerepasformogrisikoforluftblærer.
8. Håndteringstid
Mindst6minutterirumtemperatur(23°C).i Håndteringstiderogsåafhængigaftemperaturpåpulverogvæskesamtrumtemperatur. Højeretemperaturforkorterhåndteringstiden.
9. Indstøbning Indstøbningskalforgåvedlavvibratorfrekvens.i GC FUJIVEST®PREMIUMermegetletflydende,hvorforlavvibratorfrekvens
anbefales. Sluk for vibratoren omgåendenårkyvettenerfyldtogladdenståtilmassen er afbundet.
26

10. Afbindingstid
1.Ladmassenafbindei20 minutter fra blandingsstart.i Længereafbindingstidermuligt. Bedsteresultatopnåsnårkyvettenstillesindienforvarmetovnefter20minutter.
2.Skraboverfladenikyvettenmedenskarpkniv.i Slipningpåmodelltrimmermeddiamantskivepåvirkerkvarts-ogcristobalitpartiklerne.
11. Opvarmning - Udbrændingsproces
Hurtig udbrænding Konventionel trinvis opvarmningIndsætnings- temperatur
Forvarm ovn ved700-750°C/1290-1380°FtilAulegeringer800-850°C*/1470-1560°F*tilkeramiske
legeringer900°C/1650°Ftiluædlelegeringer
Rumtemperatur
Trin 1 Rumtemperatur(23°C/73°F)til260°C/500°FVarmestigning3°C/37°Fpr.min.
Trin 2 Holdetidved260°C/500°F 40-90 min.
Trin 3 Højtemperaturfra260°C/500°Ftil580°C/1076°F, 6°C/43°Fpr.min.
Trin 4 Holdetidved580°C/1076°F 20-50min.
Trin 5 Højtemperaturfra580°C/1076°Ftil750°C/1380°FtilAu-legeringerHøjtemperaturfra580°C/1076°Ftil800-850°C*/1470-1560°F*
til keramiske legeringerHøjtemperaturfra580°C/1076°Ftil900°C/1650°Ftiluædlelegeringer.
Varmestigning9°C/48°Fpr.min.Holdetid X 1 40 min. ved sluttemperatur X130min. ved sluttemperatur
X350min. ved sluttemperatur X340min. ved sluttemperaturX 6 60 min. ved sluttemperatur X650min. ved sluttemperaturX 9 90 min. ved sluttemperatur X 9 60 min. ved sluttemperatur
Undgåatåbneovnlågenunderudbrændingen,Såfremttrykogvakuumanvendesvedvakuumprocessen,såskalsluttemperaturenøgesmed50°C/122°F.*850°C/1560°F:tilpåbrændingsteknikafpræ-fabrikeredemetaldele.Nårflerekyvetterplaceresiovnensamtidigt,såskalopvarmningstidenforlænges.
12. Støbning
Støbsomsædvanligt:centrifugalstøbning,vakuumtrykstøbning,etc.Placerkyvettenkorrektistøbeapparatet.Støbsåhurtigtsommuligtefterfjernelsefraovnen.
13. Afkølning
Afkølstøbningensålangsomtsommuligt.Placerkyvettenienkoldovnogluklågen.Placerkyvettenpåhovedetunderafkølningen.
Bemærk1. Huskatrengøreblandeskål,spateletc.Denkemiskesammensætningaf
GC FUJIVEST®PREMIUMkanforlængeafbindingstidenpågipsprodukter.2. Blandeskålenebøropbevaresfyldtmedvandefterbrug.3. Opbevarpulverogvæskevedrumtemperatur(+/-23°C/73°F).
Rekommendationer vedrørende sikkerhed og advarsler1. Indstøbningsmassenindeholderfinmaletkvarts.
Indhalerikkestøvframaterialet! Riskoforlungeskader(stenstøvslungersamtlungcancer) Råd:anvendbeskyttelsesmaske,typeFFP2–EN149:2001. Åbenposenmedindstøbningsmassenmedensaksogundgåatstøvdannes,nårpulverethældesiblandeskålen. Skyl den tomme pose, inden den bortskaffes.
2. Fugtarbejdspladsenindenstøvettørresaf.3. Foratundgå,atderdannesstøvnårindstøbningmassenfjernesfrakyvetten,sålægdenafkøledekyvetteivandienkortperiode.4. Iforbindelsemedsandblæsning,anvendesderetfinkornetstøvfilterisandblæserensudsugningsystem.
PakningerPulver: 6kgboks(60gpakkex100) 6kgboks(90gpakkex67) 6kgboks(150gpakkex40)Væske: 900mlflaskeHoldbarhed:2årfraproduktionsdato.
27

Arvoisa asiakas,
Kiitos, että olet hankkinut korkealaatuisen GC-tuotteen. Tässä käyttöohjeessa käydään läpi kaikki eri työskentelyvaiheet. Se perustuu lukuisten laboratoriotestien tuloksiin, jotka on tehty tutkimus- ja kehitysosastollamme. Mikäli tarvitset lisätietoja ja/tai sinulla on kysymyksiä, ota yhteys paikalliseen GC-edustajaasi. Lisätietoa GC:n tuotteista saat web-sivuiltamme: www.gceurope.com.
HuomautusKaikki tässä käyttöohjeessa esitetty tieto pohjautuu perusteellisiin tutkimuksiin ja erittäin laajoihin valutesteihin. Kuitenkin on mah-dollista, että erilaiset työskentelytavat ja -laitteet (esim. vahat, akryylit, valunauhat, sekoituslaitteet, jne.), saattavat johtaa erilaiseen lopputulokseen.
GC FUJIVEST®PREMIUMonhiiletön,fosfaattisidonnainenkruunu-jasiltavalumassa.Sesoveltuukäytettäväksisekäpikakuumennuksessaettäportaittaintapahtuvassakuumennuksessa. Sitävoidaankäyttääkaikkienhammaslääketieteellistenmetallienvaluun,erityisestionhuomioituepäjalotmetallit.
GC FUJIVEST® PREMIUM tarjoaa sinulle lukuisia etuja:
• Soveltuukaikillemetalleille;erityisestionhuomioituepäjalotmetallit• Renkaatontekniikkamahdollinenmolemmissavalutekniikoissa(nopea&hidas)• Kokonaislaajeneminenaina3.5%:iinasti• Täydellinenlaajenemiskontrollinestelaimennoksilla• Erittäinjuoksevaa• Luja&vahvavalumassamuttahelppopurkaa
FYSIKAALISET ARVOT (tyypilliset tiedot)
ISO/DIN9694.2;Mitattu23°C 100%:llaLaajennusnesteellä
jälkeen 20’
jälkeen 120’
Kovettumislaajeneminen 2.00% 2.50%Lämpölaajeneminen 1.00% 1.00%Kokonaislaajeneminen(lineaarinen) 3.00% 3.50%Alkukovettumisaika 9 min. 9 min.Puristuslujuus 7,5MPa 7,5MPaTyöskentelyaika 6 min. 6 min. Virtaus 13,4cm 13,4cm
KÄYTTÖOHJE
1. Säilytys
Säilytäjauhejanestenormaalissahuoneenlämmössä(23°C).Jauheensekänesteensäilytys-jatyöskentelylämpötilaovaterittäintärkeitäkovettumisajanjalaajentumisenkontrolloimiseksi,mikäedel-leenvaikuttaatyönistuvuuteenjavalupinnansileyteen.i Suojaanestealhaisiltalämpötiloilta! Äläsäilytäalle5°Casteenlämmössä. Mikälinestekerranjäätyy,sitäeienäävoikäyttää. Ole huolellinen talviaikaan tapahtuvissa kuljetuksissa.
2. Työskentelylämpötila
Työskentele±23°Chuoneenlämmössä(19°Cminimi).i Korkeampihuoneenlämpölyhentäähivenentyöskentelyaikaa,muttaparantaapinnansileyttä. Matalammatlämpötilathidastavatkovettumistajavoivataiheuttaapinnankarkeutta.
3. Valmistelut ennen valua
KäytäGCMultiSep:iävahaeristeenä;seeijätäöljyistäkalvoamallinpäälle.Käytä1mm:npaksuistavalunauhaa,GCNewCastingLiner.Peitänauhanreunatohuellavaseliinikerroksella.i Avautunut tai kostunut nauha voi muuttaa seoksen nestekoostumusta ja siten vaikuttaa laajenemiseen. Varmista,ettäkokovalurenkaansisäpintaonpeitettyvalunauhalla. Varmista,ettänauhaontasoissametallirenkaanyläreunankanssa. Näinvarmistetaan,etteisynnysuoraametallikontaktiamassankanssa. X3rengaskoko=1kerrosGCNewCastingLiner X6rengaskoko=2kerrostaGCNewCastingLiner X9rengaskoko=2kerrostaGCNewCastingLineri GC FUJIVEST®PREMIUMonerittäinjuoksevavalumassa.Sitävoidaankäyttääilmanpintajännitteen
poistajaa.Mikälipintajännitteenpoistajaakuitenkinkäytetään,varmista,ettävahapintaonkuivaennenvalua.
4. Renkaiden koko
Pikakuumennus & portaittain tapahtuva kuumennus. Pikakuumennustasekäportaittaintapahtuvaakuumennustavoidaankäytääsekärenkaattomassaettä renkaallisessa tekniikassa.i VoidaankäyttääX1,X3,X6,X9renkaallisessatekniikassa,X1,X3,X6,renkaattomassatekniikassai RengaskokoX1:nyhteydessätuleeollahuolellinen. Vähäisemmästämateriaalimäärästäjohtuenkovettumisenaikanatapahtuvaeksoterminenreaktio onvähäisempi,mikäsaattaajohtaapienempiinvaluihin.Lämpötilatalle23°Cvoivatjohtaakarkeapintaisiinvaluihin. RengaskokoX3tuottaaparhaanlopputuloksen.
FI
28
4,0 %
3,5 %
3,0 %
2,5 %
2,0 %
23°C 200°C 400°C 600°C 800°C 1000°C

5. Jauhe/neste suhde
Rengaskoko Jauhe NesteX1 60 g 13,2mlX3 150g 33,0mlX6 300g 66,0 mlX9 420 g 92,4 ml
i StandardiP/Lsuhde=100g/22ml Tarkkajauhe/nestesuhteenmittausonvälttämätöntä,jottatuloksetolisivatvakioituja. Käytämateriaalienmittaukseenmahdollisimmantarkkojamenetelmiäjauheenmittaukseenesim.sähköistävaakaa, nesteenmittaukseenmittalasiataipipettiä.
6. Laajeneminen
Perusteet nesteen laimennukselle:Laajennusnesteenlaimennukseenvaikuttavatmm.seuraavatasiat:• Valumassansäilytyslämpötila(jauhejaneste)• Sekoitusaika• Kovettuminenpaineenalla• Seoksenmääräi Puhdas neste saa aikaan maksimaalisen kovettumislaajenemisen, eli suuremman valun. Puhdasvesituottaaminimikovettumislaajenemisen,elipienemmänvalun. Käytäainoastaantislattuavettälaimentamiseen.
Nesteen laimennustaulukko
Metallityyppi Neste / vesi suhde%
Renkaan koko : Neste / vesi
X1 / 60g 90g X3/150g X6/300g X9 / 420g
Korkeakultapitoiset>70%Au 50/50 6.6ml/6.6ml 9.9ml/9.9ml 16.5ml/16.5ml 33ml/33ml 42.2ml/42.2ml
Matalakultapitoiset<55%Au 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Pd-pohjaiset 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Epäjalotmetallit NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4ml
Jalot keramiametallit 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Puolijalot keramiametallit 55/45 7.3ml/5.9ml 11.8ml/8ml 18ml/15ml 36ml/30ml 51ml/41.4ml
Pd-pohjaiset keramiametallit 60/40 8ml/5.2ml 11.8ml/8ml 20ml/13ml 40ml/26ml 55.4ml/37ml
Epäjalotkeramiametallit NiCr75/25 10ml/3.2ml 15ml/4.8ml 25ml/8ml 50ml/16ml 69.4ml/23ml
CoCr100% 13.2ml 19.8ml 33ml 66ml 92.4mlHUOMAUTUSKaikkitässäkäyttöohjeessaesitettytietopohjautuuperusteellisiintutkimuksiinjaerittäinlaajoihinvalutesteihin.Kuitenkinonmahdollista,ettäerilaisettyöskentelytavatja-laitteet(esim.vahat,akryylit,valunauhat,sekoituslaitteet,jne.),saattavatjohtaaerilaiseenlopputulokseen.Kaikkiistuvuustestitonsuoritettukäyttämälläsuoraanloppulämpööntekniikkaa(20min.kovettumisaika).120minuutinkovettumisajanjälkeenvalutulosonhiukanväljempi.
7. Sekoitus
1. Jauhe ja neste esisekoitetaan sekoituslastalla.i Varmista,ettäkaikkijauheonkostunutnesteestäennenvakuumisekoitusta.
2.Laitaseosvakuumiin15sekunninajaksisitäsekoittamatta.i Näinsaavutetaanoptimaalinenseos.
3.Sekoita60sekuntiavakuumissa(320-420rpm).i Käytäainapuhdastasekoituskuppiajatarkistavakuumintaso.
Virheellinen vakuumi johtaa poikkeamiin istuvuudessa ja tuottaa ilmakuplia.
8. Työskentelyaika
Vähintään6minuutinkaatoaikahuoneenlämmössä(23°C).i Työskentely-/kaatoaikariippuujauheen/nesteenjahuoneenlämpötilasta.
Korkeammatlämpötilatlyhentävättyöskentelyaikaa.
9. Upotus
Kaadahellävaraisestivibraten(hitaastivärähtelevä).i GC FUJIVEST®PREMIUMonerittäinjuoksevaa,jotenvoimakasvibraaminenei
oletarpeellistaeikäsuotavaa. Hetikunrengasontäynnä,lopetavibrausvälittömästiäläkäkoskevaluunennenkuin se on kovettunut.
29

10. Kovettumisaika
1. Anna kovettua 20 min. sekoituksen aloittamisesta.i Pidempi kovettumisaika on mahdollinen. Paraslopputulossaadaan,kunvaluviedäänheti20minuutin kuluttua esikuumennettuun uuniin.
2.Raaputavalurenkaanpintakerrosterävälläveitsellä.i Timanttikiekotvahingoittuvatvalumassansisältämienkvartsi-jakristobaliittipartikkeleidenvuoksi.
11. Kuumennus – Burn Out –vaihe
Pikauumennus Perinteinen porttaittain tapahtuva kuumennusUuniinvientiläm-pötila
Esikuumennetussa700-750°C/1290-1380°Fkultaseoksille800-850°C*/1470-1560°F*keramia-metal-
liseoksille900°C/1650°Fepäjaloille
Huoneenlämpötia
Vaihe 1 Huoneenlämpötilasta(23°C/73°F)>260°C/500°Flämmönnousu3°C/37°Fmin.
Vaihe 2 Pitoaika260°C/500°F 40 - 90 min.
Vaihe 3 Nostalämpötila260°C/500°F>580°C/1076°F6°C/43°Fmin.
Vaihe 4 Pitoaika580°C/1076°F20-50min.
Vaihe 5 Nostalämpötila580°C/1076°F>750°C/1380°FkultaseoksilleNostalämpötila580°C/1076°F>800-850°C*/1470-1560°F*keramia-
metalliseoksilleNostalämpötila580°C/1076°F>900°C/1650°Fepäjaloillemetalleille
lämmönnousu9°C/48°Fmin.Pitoaika X 1 40 min.loppulämpötilassa X130min.loppulämpötilassa
X350min.loppulämpötilassa X340min.loppulämpötilassaX 6 60 min.loppulämpötilassa X650min.loppulämpötilassaX 9 90 min.loppulämpötilassa X 9 60 min.loppulämpötilassa
Aggressiivisestapalamisestajohtuenäläavaauuniakuumennuksenaikana.Mikälivalatvakuumi-painemenetelmällä,nostaloppulämpötilaa50°C/122°F.*850°C/1560°F:kunvaletaanesikäsiteltyjämetalliosia.Mikäliuunissaonsamanaikaisestiuseitavalurenkaita,pidennäkuumennusaikaa.
12. Valu
Valatavanomaisesti:keskipakolingossa,vakuumi-painemenetelmällä,jne.Aseta valurengas tarkasti oikeaan paikkaan valulaitteeseen.Valamahdollisimmanpiansenjälkeenkunotatsylinterinpoisuunista.
13. Jäähdytys
Jäähdytävalurengasmahdollisimmanhitaasti.Esim.Laitasekylmäänuuniinjasuljeluukku Asetavalurengasylösalaisinjäähdytyksenajaksi.
Huomautuksia1. Puhdistasekoituskuppijalastaym.välineethuolellisestikäytönjälkeen.
GC FUJIVEST®PREMIUM:inkemiallisetjäännösaineethidastavatkipsipohjaistenmateriaalienkovettumista.2. Suosittelemmesekoituskulhojensäilyttämistävedessäkäyttökertojenvälillä.3. Säilytäjauhe&nestehuoneenlämmössä(+/-23°C/73°F).
Turvallisuussuosituksia ja varoituksia1. Valumateriaalisisältääkvartsia.
Älähengitäpölyä! Keuhkovaurioriski(silikoosi,keuhkosyöpä). Ohje:käytäsuojamaskia,jokaontyypiltäänFFP2–EN149:2001. Avaavalumateriaalipakkauskäyttäensaksiajavältäpölynmuodostumistatäyttäessäsisekoituskuppia. Huuhteletyhjävalumateriaalipakkausvedelläennenhävittämistä.
2. Poistapölytyöpaikaltasiainoastaankosteana.3. Vältäpölynmuodostustapoistaessasivalumassaavalurenkaasta.Asetajäähtynytvalurengasensinhetkeksiveteen.4. Hiekkapuhaltaessasivaluakäytähienopölynsuodatusjärjestelmää.
PakkauksetJauhe: 6kglaatikko(60gpakkausx100) 6kglaatikko(90gpakkausx67) 6kglaatikko(150gpakkausx40)Neste: 900 ml pulloViimeinenkäyttöpäivä:2vuottavalmistuspäivästä
30

Individual dilution chart
Name dental alloy Ring type X1 Ring type X3 Ring type X6 Ring type X9
Example :
Dental Alloy XYZ
6,6mlExp.Liq6,6mlH2O
16,5mlExp.Liq16,5mlH2O
33mlExp.Liq33mlH2O
46,2mlExp.Liq46,2mlH2O