gb operating instructions - walsh engineering ewm tetrix 300 acdc m… · machine and company data...
TRANSCRIPT

EWM HIGHTEC WELDING GmbH
Dr. Günter - Henle - Straße 8 • D-56271 Mündersbach Phone: +49 2680 181 0 • Fax: +49 2680 181 244
www.ewm.de • [email protected]
GB Operating instructions
Welding machines for TIG and MMA welding
TETRIX 270, 300, 350, 500 AC/DC COMFORT activArc
N. B. These operating instructions must be read before commissioning. Failure to do so may be dangerous. Machines may only be operated by personnel who are familiar with the appropriate safety regulations.
The machines bear the conformity mark and thus comply with the • EC Low Voltage Directive (2006/95/ EG) • EC EMC Directive (2004/108/ EG)
In compliance with IEC 60974, EN 60974, VDE 0544 the machines can be used in environments with an increased electrical hazard.
© 2008 Subject to alteration. Item No.: 099-004877-EWM01 Revised: 21.01.2008

Dear customer,
Congratulations! You have chosen a quality product from EWM HIGHTEC WELDING GmbH.
EWM machines provide results of the highest perfection thanks to their PREMIUM quality. Therefore we are happy to provide you with a full 3-year warranty according to our operating instructions.
We develop and produce quality! From individual components to the final product, we retain sole responsibility for our machines.
In all their high-tech components, our welding machines embody future-oriented advanced technology at the utmost level of quality. Each of our products is carefully checked; we guarantee that the material and processing of our products is faultless.
These operating instructions contain everything about commissioning the machine, notes regarding safety, maintenance and care, technical data as well as information regarding the warranty. Please heed all these notes to ensure many years of safe operation of the machine.
Thank you for the trust that you have placed in us. We look forward to a long-term partnership with you in the spirit of “ONCE EWM – ALWAYS EWM”.
Yours sincerely,
EWM HIGHTEC WELDING GmbH
Bernd Szczesny
Executive management

Machine and Company Data
Please enter the EWM machine data and your company’s data in the appropriate fields.
CE
EWM HIGHTEC WELDING GMBHD-56271 MÜNDERSBACH
TYP:
ART:
SNR:
PROJ:
GEPRÜFT/CONTROL:
Name of Customer / company
Adress
Post code / Place
Country
Stamp / Signature of EWM-distibutor
Date of purchase
Name of Customer / company
Adress
Post code / Place
Country
Stamp / Signature of EWM-distibutor
Date of purchase
3

Contents For your safety
4 Item No.: 099-004877-EWM01
1 Contents 1 Contents ..................................................................................................................................................4 2 Safety instructions .................................................................................................................................7
2.1 For your safety ...............................................................................................................................7 2.2 Transport and installation...............................................................................................................9
2.2.1 Ambient conditions .........................................................................................................9 2.3 Notes on the use of these operating instructions.........................................................................10
3 Technical data.......................................................................................................................................11 3.1 TETRIX 270; 300 AC/DC COMFORT activArc............................................................................11 3.2 TETRIX 350 AC/DC COMFORT activArc ....................................................................................12 3.3 TETRIX 500 AC/DC COMFORT activArc ....................................................................................13
4 Machine description.............................................................................................................................14 4.1 TETRIX 270; 300 AC/DC COMFORT activArc............................................................................14
4.1.1 Front view .....................................................................................................................14 4.1.2 Rear view......................................................................................................................16
4.2 TETRIX 350 AC/DC COMFORT activArc ....................................................................................18 4.2.1 Front view .....................................................................................................................18 4.2.2 Rear view......................................................................................................................20
4.3 TETRIX 500 AC/DC COMFORT activArc ....................................................................................22 4.3.1 Front view .....................................................................................................................22 4.3.2 Rear view......................................................................................................................24
5 Functional characteristics...................................................................................................................26 5.1 Machine control – Operating elements ........................................................................................26
5.1.1.1 Function sequence........................................................................................28 5.2 Operating concepts ......................................................................................................................29
5.2.1 Manual, standard operation (JOB 0) ............................................................................30 5.2.2 JOB operation (JOB 1 to 7) ..........................................................................................31
5.2.2.1 Displaying and changing the JOB number....................................................31 5.2.3 Welding data display.....................................................................................................32
5.2.3.1 Welding parameter setting ............................................................................32 5.2.3.2 Machine configuration menu .........................................................................32
5.3 TIG welding ..................................................................................................................................33 5.3.1 Arc ignition ....................................................................................................................33
5.3.1.1 HF ignition .....................................................................................................33 5.3.1.2 Liftarc.............................................................................................................33
5.3.2 Optimising the ignition characteristics for pure tungsten electrodes ............................34 5.3.2.1 Manual, standard operation (JOB 0) .............................................................34 5.3.2.2 JOB operation (JOB 1 to 7)...........................................................................34
5.3.3 TIG automatic cut-out ...................................................................................................34 5.3.4 Tapping operating mode...............................................................................................34 5.3.5 Optimal and fast spherical cup formation .....................................................................35 5.3.6 TIG function sequences / operating modes..................................................................36
5.3.6.1 Explanation of symbols .................................................................................36 5.3.6.2 TIG non-latched operation ............................................................................37 5.3.6.3 TIG latched operation....................................................................................38 5.3.6.4 TIG spotArc ...................................................................................................39 5.3.6.5 TIG non-latched operation, C version ...........................................................42
5.3.7 TIG pulses, function sequences ...................................................................................43 5.3.7.1 TIG pulses – non-latched operation ..............................................................43 5.3.7.2 TIG pulses - latched operation ......................................................................43
5.3.8 TIG pulse variants.........................................................................................................44 5.3.8.1 Pulses (thermal pulses).................................................................................44 5.3.8.2 KHz pulses (metallurgic pulses)....................................................................45 5.3.8.3 Automated pulses..........................................................................................45 5.3.8.4 AC special .....................................................................................................46

ContentsFor your safety
Item No.: 099-004877-EWM01 5
5.3.9 TIG activArc welding.....................................................................................................47 5.3.10 TIG shielding gas setting..............................................................................................48
5.3.10.1 Gas test.......................................................................................................48 5.3.11 TIG welding torch (operating variants) .........................................................................48 5.3.12 Torch mode and up/down speed setting ......................................................................49
5.3.12.1 Standard TIG torch (5-pole) ........................................................................50 5.3.12.2 TIG up/down torch (8-pole) .........................................................................52 5.3.12.3 Potentiometer torch (8-pole) .......................................................................54 5.3.12.4 RETOX TIG torch (12-pole) ........................................................................55
5.3.13 Setting the first increment.............................................................................................56 5.4 MMA welding ...............................................................................................................................57
5.4.1 Selection and adjustment .............................................................................................57 5.4.2 Hotstart .........................................................................................................................57
5.4.2.1 Hotstart current .............................................................................................57 5.4.2.2 Hotstart time..................................................................................................58
5.4.3 Arcforcing .....................................................................................................................58 5.4.4 Antistick ........................................................................................................................58
5.5 Key switch....................................................................................................................................58 5.6 Advanced settings........................................................................................................................59
5.6.1 Setting slope times for secondary current AMP% or pulse edges ...............................59 5.6.2 TIG non-latched operating mode, C version ................................................................60 5.6.3 Configuring the TIG potentiometer torch connection ...................................................61 5.6.4 Switching between percentage and absolute welding currents ...................................61
5.6.4.1 Selection and adjustment..............................................................................62 5.7 Remote control.............................................................................................................................63
5.7.1 Foot-operated remote control RTF 1............................................................................63 5.7.2 Manual remote control RT 1.........................................................................................63 5.7.3 Manual remote control RT AC 1...................................................................................63 5.7.4 Manual remote control RTP 1 ......................................................................................63 5.7.5 Manual remote control RTP 2 ......................................................................................64 5.7.6 RTP 3 manual remote control ......................................................................................64 5.7.7 Manual remote control RT PWS 1................................................................................64
5.8 Interfaces for automation .............................................................................................................65 5.8.1 TIG interface for mechanised welding..........................................................................65 5.8.2 Remote control connection socket, 19-pole .................................................................66
6 Commissioning ....................................................................................................................................67 6.1 General ........................................................................................................................................67 6.2 Area of application – proper usage..............................................................................................67 6.3 Installation....................................................................................................................................67 6.4 Mains connection.........................................................................................................................67 6.5 Machine cooling ...........................................................................................................................67 6.6 Workpiece lead, general ..............................................................................................................67 6.7 TIG welding..................................................................................................................................68
6.7.1 Welding torch connection .............................................................................................68 6.7.2 Torch connection options and pin assignments ...........................................................69 6.7.3 Connection for workpiece lead .....................................................................................69 6.7.4 Shielding gas supply (shielding gas cylinder for welding machine) .............................70
6.7.4.1 Connecting the shielding gas supply ............................................................70 6.7.4.2 Setting the shielding gas quantity .................................................................70
6.8 MMA welding ...............................................................................................................................71 6.8.1 Electrode holder connection.........................................................................................71 6.8.2 Connection for workpiece lead .....................................................................................72
6.9 Cooling unit function specification ...............................................................................................72 6.9.1 Coolant error.................................................................................................................72
6.10 Simultaneous welding on both sides, synchronisation types ......................................................72 6.10.1 Synchronisation via mains voltage...............................................................................72
6.10.1.1 Selection and adjustment............................................................................73 6.11 PC interface .................................................................................................................................73

Contents For your safety
6 Item No.: 099-004877-EWM01
7 Maintenance and testing .....................................................................................................................74 7.1 General.........................................................................................................................................74 7.2 Cleaning .......................................................................................................................................74 7.3 Test ..............................................................................................................................................74
7.3.1 Test equipment .............................................................................................................74 7.3.2 Scope of the test...........................................................................................................75 7.3.3 Visual inspection...........................................................................................................75 7.3.4 Measuring the open circuit voltage...............................................................................75 7.3.5 Measurement of insulation resistance ..........................................................................75 7.3.6 Measuring the leakage current (protective conductor and contact current) .................76 7.3.7 Measurement of protective conductor resistance.........................................................76 7.3.8 Functional test of the welding machine ........................................................................76 7.3.9 Documentation of the test.............................................................................................76
7.4 Repair Work .................................................................................................................................77 7.5 Disposing of equipment................................................................................................................78
7.5.1 Manufacturer's declaration to the end user ..................................................................78 7.6 Meeting the requirements of RoHS..............................................................................................78
8 Warranty ................................................................................................................................................79 8.1 General Validity............................................................................................................................79 8.2 Warranty Declaration ...................................................................................................................80
9 Operating problems, causes and remedies.......................................................................................81 9.1 Error messages (power source)...................................................................................................81
10 Accessories, options ...........................................................................................................................82 10.1 General accessories ....................................................................................................................82 10.2 Remote control / connection cable...............................................................................................82 10.3 Options.........................................................................................................................................82 10.4 TIG welding torch .........................................................................................................................82 10.5 Transport vehicle..........................................................................................................................83 10.6 Cooling units ................................................................................................................................83 10.7 Synchronisation............................................................................................................................83
11 Circuit diagrams ...................................................................................................................................84 11.1 TETRIX 270 AC/DC COMFORT activArc ....................................................................................84 11.2 TETRIX 300 AC/DC COMFORT activArc ....................................................................................86 11.3 TETRIX 350 AC/DC COMFORT activArc ....................................................................................88 11.4 TETRIX 500 AC/DC COMFORT activArc ....................................................................................90
12 Appendix A............................................................................................................................................92 12.1 Declaration of Conformity.............................................................................................................92

Safety instructions
For your safety
Item No.: 099-004877-EWM01 7
2 Safety instructions 2.1 For your safety
Observe accident prevention regulations! Ignoring the following safety procedures can be fatal!
Proper usage This machine has been manufactured according to the latest developments in technology and current regulations and standards. It is to be operated only for the use for which it was designed (see chapter Commissioning/Area of application). Improper usage However, this machine may be a hazard to persons, animals and property if it is • not used as directed • used by unskilled persons who have not been trained • modified or converted improperly
Our operating instructions will provide you with an introduction into the safe use of the machine. Therefore please read them carefully and only start work when you are familiar with them. Any person involved in the operation, maintenance and repair of this machine must read and follow these operating instructions, especially the safety precautions. Where appropriate, this should be confirmed by signature. Furthermore, the • relevant accident prevention regulations, • generally accepted safety regulations, • local regulations, etc. must be observed.
Before undertaking welding tasks, put on prescribed dry protective clothing, e.g. gloves. • Protect eyes and face with protective visor.
Electric shocks can be fatal! • Do not touch any live parts in or on the machine! • The machine may only be connected to correctly earthed sockets. • Only operate with intact connection lead including protective conductor and safety plug. • An improperly repaired plug or damaged mains cable insulation can cause electric shocks. • The machine may only be opened by qualified and authorised specialist staff. • Disconnect from the mains before opening. Switching off is not sufficient. Wait for 2 minutes until the
capacitors have discharged. • Always put down welding torch, stick electrode holder in an insulated condition. • The machine must not be used to defrost pipes!
Even touching low voltages can cause you to get a shock and lead to accidents, so: • Protect yourself from falling before working on platforms or scaffolding. • During welding ensure that you operate earth tongs, torch and workpiece correctly, and not in ways for
which they are not intended. Do not touch live parts with bare skin. • Only replace electrodes when wearing dry gloves. • Never use torches or earth cables with damaged insulation.
Smoke and gases can lead to breathing difficulties and poisoning. • Do not breathe in smoke and gases. • Ensure that there is sufficient fresh air. • Keep solvent vapours away from the arc radiation area. Chlorinated hydrocarbon fumes can be
converted into poisonous phosgene by ultraviolet radiation.

Safety instructions For your safety
8 Item No.: 099-004877-EWM01
Workpiece, flying sparks and droplets are hot! • Keep children and animals well away from the working area. Their behaviour is unpredictable. • Move containers with inflammable or explosive liquids away from the working area. There is a danger
of fire and explosion. • Never heat explosive liquids, dusts or gases by welding or cutting. There is also a danger of
explosions when apparently harmless substances develop high pressures in enclosed containers by heating.
Take care to avoid fire hazards • Any kind of fire hazards must be avoided. Flames can form e.g. when sparks are flying, when parts
are glowing or hot slag is present. • A constant check must be kept on whether fire hazards have arisen in the working area. • Highly inflammable objects, such as matches and cigarette lighters for example, must not be carried in
trouser pockets. • You must ensure that fire extinguishing equipment - appropriate for the welding process - is available
close to the welding work area and that this equipment can be accessed easily. • Containers in which fuels or lubricants have been present must be thoroughly cleaned before welding
begins. It is not sufficient simply for the receptacle to be empty. • After a workpiece has been welded, it must only be touched or brought into contact with inflammable
material when it has cooled down sufficiently. • Loose welding connections can completely destroy protective conductor systems of interior
installations and cause fires. Before beginning welding work, ensure that the earth tongs are properly fixed to the workpiece or welding bench and that there is a direct electrical connection from the workpiece to the power source.
Noise exceeding 70 dBA can cause permanent hearing damage! • Wear suitable earmuffs or plugs. • Ensure that other people who spend time in the working area are not inconvenienced by the noise.
Interference by electrical and electromagnetic fields is possible e.g. from the welding machine or from the high-voltage pulses of the ignition unit. • As laid down in Electromagnetic Compatibility Standard EN 50199, the machines are intended for use
in industrial areas; if they are operated in residential environments, for example, problems may occur in ensuring electromagnetic compatibility.
• The functioning of heart pacemakers can be adversely affected when you are standing near the welding machine.
• It is possible that electronic equipment (e.g. EDP, CNC equipment) in the vicinity of the welding site could malfunction.
• Other mains supply leads, control leads, signal and telecommunications leads above, under and near the welding device may be subject to interference.
Electromagnetic interference must be reduced to a level that no longer constitutes interference. Possible reduction measures: • Welding machines must be serviced regularly. (see Chap. Maintenance and care) • Welding leads should be as short as possible and run closely together on or near to the ground. • Selective shielding of other leads and equipment in the environment can reduce radiation.
Repair and modifications may only carried out by authorised, trained, specialist staff. The warranty becomes null and void in the event of unauthorised interference.

Safety instructions
Transport and installation
Item No.: 099-004877-EWM01 9
2.2 Transport and installation
The machines may only be transported and operated in an upright position.
Before carrying away or moving, pull out mains plug and place on the machine.
When setting up the machine, resistance to tilting is only guaranteed up to an angle of 10° (as specified in EN 60974-1).
Secure the gas cylinder! • Place shielding gas cylinders in the holders provided for them and secure with safety chains. • Take care when handling cylinders; do not throw or heat, guard against them toppling over. • When moving by crane, take off the gas cylinder from the welding machine.
2.2.1 Ambient conditions This machine must not be operated in any area where any risk of explosion exists. The following conditions must be observed during operation:
Temperature range of the ambient air • During welding: -10°C to +40°C *), • For transport and storage: -25°C to +55°C *) *) Using the appropriate coolant.
Relative air humidity • up to 50% at 40°C • up to 90% at 20°C The ambient air must be free of unusual amounts of dust, acids, corrosive gases or substances, etc., assuming these are not produced by the welding process. Examples of unusual operating conditions:
• unusual corrosive smoke, • vapour, • excessive oil vapour, • unusual vibrations or jolts, • excessive quantities of dust such as grinding dust etc., • severe weather conditions, • unusual conditions near the coast or on board ship. When setting up the machine, ensure a free inlet and outlet of air. The machine is tested to protection class IP23, i.e.:
• Protection against penetration of solid foreign bodies ∅ > 12mm, • Protection against water spray up to an angle of 60° to the vertical.

Safety instructions Notes on the use of these operating instructions
10 Item No.: 099-004877-EWM01
2.3 Notes on the use of these operating instructions
These operating instructions are arranged into chapters.
To help you find your way around more quickly, in the margins you will occasionally see symbols along with the sub-headings. These symbols refer to particularly important passages of text which are graded as follows depending on their importance:
Please note: Technical features which users must observe.
Warning: Working and operating procedures which must be followed precisely to avoid damaging or destroying the machine.
Caution: Working and operating procedures which must be followed precisely to avoid risk to persons and includes the "Warning" symbol. Instructions and lists detailing step-by-step actions in given situations can be recognised by bullet points, e.g.:
• Insert the welding current lead socket into the relevant socket and lock.
Symbol Description
Press
Do not press
Turn
Switch

Technical data
TETRIX 270; 300 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 11
3 Technical data 3.1 TETRIX 270; 300 AC/DC COMFORT activArc
TETRIX 270 AC/DC 300 AC/DC
Setting range: Welding current / welding voltage TIG (DC) TIG (AC) MMA
5A - 300 A / 10,2 V – 22,0 V 5A - 270 A / 10,2 V – 20,8 V 5A - 270 A / 20,2 V – 30,8 V
Max. welding current at TIG MMA TIG MMA
20ºC ambient temperature: 45%DC 65%DC 100%DC
300 A (DC)
270 A 220 A
-
260 A 210 A
300 A 270 A 220 A
-
260 A 210 A
40ºC ambient temperature: 40%DC 60%DC 100%DC
300 A (DC)
270 A 220 A
-
260 A 200 A
300 A 270 A 220 A
-
260 A 200 A
Load alternation 10min (60% DC ∧ 6 min. welding, 4min. break)
Open circuit voltage (with AC and DC)
93 V (DC)
Mains voltage (tolerances) 3 x 400 V -25 %; +20 % 3 x 415 V -25 %; +15 %
Frequency 50/60 Hz
Mains fuse (safety fuse, slow-blow) 3 x 16 A
Mains connection lead H07RN-F4G1,5
Max. connected power 12,4 kVA
Recommended generator rating 18,7 kVA
cosϕ / efficiency 0,99 / 85 %
Insulation class / protection classification
F / IP 23
Ambient temperature -10°C bis +40°C
Machine cooling / torch cooling Fan / gas or water
Workpiece lead 35 mm2
Dimensions L x W x H [mm] 560 x 240 x 550 mm
Weight 36,5 kg
Constructed to standards IEC 60974 / EN 60974 / VDE 0544 EN 50199 / VDE 0544 Teil 206
/
Technical data TETRIX 350 AC/DC COMFORT activArc
12 Item No.: 099-004877-EWM01
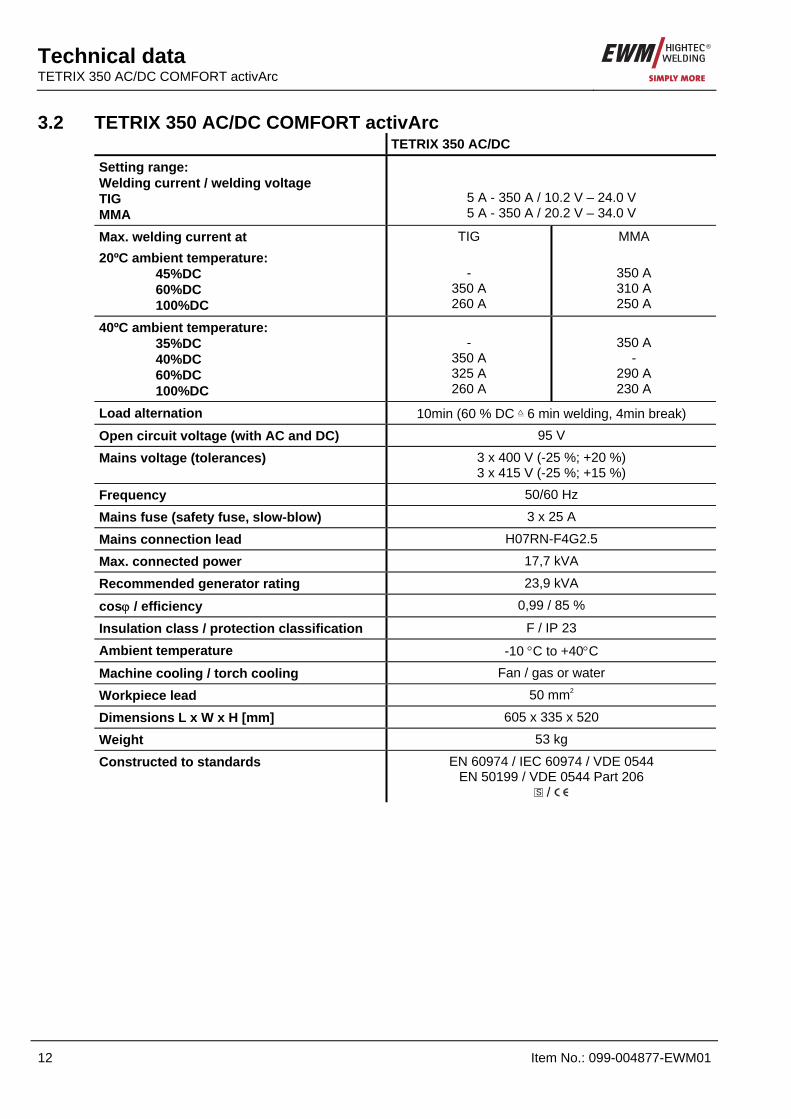
3.2 TETRIX 350 AC/DC COMFORT activArc TETRIX 350 AC/DC
Setting range: Welding current / welding voltage TIG MMA
5 A - 350 A / 10.2 V – 24.0 V 5 A - 350 A / 20.2 V – 34.0 V
Max. welding current at TIG MMA
20ºC ambient temperature: 45%DC 60%DC 100%DC
-
350 A 260 A
350 A 310 A 250 A
40ºC ambient temperature: 35%DC 40%DC 60%DC 100%DC
-
350 A 325 A 260 A
350 A
- 290 A 230 A
Load alternation 10min (60 % DC ∧ 6 min welding, 4min break)
Open circuit voltage (with AC and DC) 95 V
Mains voltage (tolerances) 3 x 400 V (-25 %; +20 %) 3 x 415 V (-25 %; +15 %)
Frequency 50/60 Hz
Mains fuse (safety fuse, slow-blow) 3 x 25 A
Mains connection lead H07RN-F4G2.5
Max. connected power 17,7 kVA
Recommended generator rating 23,9 kVA
cosϕ / efficiency 0,99 / 85 %
Insulation class / protection classification F / IP 23
Ambient temperature -10 °C to +40°C
Machine cooling / torch cooling Fan / gas or water
Workpiece lead 50 mm2
Dimensions L x W x H [mm] 605 x 335 x 520
Weight 53 kg
Constructed to standards EN 60974 / IEC 60974 / VDE 0544 EN 50199 / VDE 0544 Part 206
/

Technical data
TETRIX 500 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 13
3.3 TETRIX 500 AC/DC COMFORT activArc TETRIX 500 AC/DC
Setting range: Welding current / welding voltage TIG MMA
5A - 500 A / 10,2 V – 30,0 V 5A - 500 A / 20,2 V – 40,0 V
Max. welding current at TIG MMA
40ºC ambient temperature: 40%DC 60%DC 100%DC
500 A 475 A 390 A
500 A 450 A 340 A
20ºC ambient temperature: 45%DC 60%DC 100%DC
500 A 475 A 390 A
500 A 460 A 350 A
Load alternation 10min (60% DC ∧ 6 min. welding, 4min. break)
Open circuit voltage (with AC and DC) 79 V at 400 V 91 V at 460 V
Mains voltage (tolerances) 3 x 400 V -25 %; +20 % 3 x 415 V -25 %; +15 % 3 x 460 V -25 %; +10 %
Frequency 50/60 Hz
Mains fuse (safety fuse, slow-blow) 3 x 35 A
Mains connection lead H07RN-F4G4
Max. connected power 29 kVA
Recommended generator rating 39.2 kVA
cosϕ / efficiency 0,99 / 85 %
Insulation class / protection classification F / IP 23
Ambient temperature -10 °C to +40°C
Machine cooling / torch cooling Fan / gas or water
Workpiece lead 95 mm2
Dimensions L x W x H [mm] 660 x 350 x 850 mm
Weight 104.5 kg
Constructed to standards EN 60974 / IEC 60974 / VDE 0544 EN 50199 / VDE 0544 Part 206
/

Machine description TETRIX 270; 300 AC/DC COMFORT activArc
14 Item No.: 099-004877-EWM01
4 Machine description 4.1 TETRIX 270; 300 AC/DC COMFORT activArc 4.1.1 Front view
Figure 4-1

Machine description
TETRIX 270; 300 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 15
Item Symbol Description 0
1 Carrying handle
2 Control / Operating elements (see chapter Function specification)
3
Connection socket, 19-pole Remote control connection
4 Cooling air inlet
5
Connection socket, welding current “-” (with DC- polarity) connection for Electrode holder
6
Connection socket, welding current “+” (with DC- polarity)
Connection for workpiece lead
7 0
1
Key switch for locking the control (option)
Position “1” > changes possible, Position “0” > changes not possible.
8 Connection socket, 8-pole / 12-pole 8-pole: TIG Up/Down or potentiometer torch control lead 12-pole: Control lead for TIG up/down torch with LED display (option)
9
Connection socket, 5-pole Standard TIG torch control lead
10
Connection socket, welding current “-” (with DC- polarity) connection TIG welding torch
11
G¼“ connecting nipple, welding current "-" (with DC- polarity) Shielding gas connection (with yellow insulating cap) for TIG welding torch
12 Rubber feet

Machine description TETRIX 270; 300 AC/DC COMFORT activArc
16 Item No.: 099-004877-EWM01
4.1.2 Rear view
Figure 4-2

Machine description
TETRIX 270; 300 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 17
Item Symbol Description 0
1
analog
19-pole connection socket (option) Analogue interface for mechanised welding
2
digital
7-pole connection socket (option) Wire feed unit connection (cold wire); RINT; Q-DOC, etc.
3
G¼” connecting nipple Shielding gas connection on the pressure reducer
4
Main switch, machine on/off
5 Strain relief with mains connection cable
6
4-pole connection socket Cooling unit voltage supply
7
8-pole connection socket Cooling unit control lead
8
42V/4A
"Automatic circuit-breaker" key button; fuse protection: • Ignition unit • Gas valve • Peripheral devices on the 7-pole, digital interfaces (rear of the machine)
Reset triggered automatic cutout by pressing 9
PC INT
9-pole D-SUB connection socket, serial PC interface Interface set SECINTX10 DSUB required (observe installation instructions)
10
digital
7-pole connection socket (option) Wire feed unit connection (cold wire); RINT; Q-DOC, etc.
11
HF
HF
Ignition type changeover switch HF= HF ignition HF = Liftarc (contact ignition)
12 Cooling air outlet

Machine description TETRIX 350 AC/DC COMFORT activArc
18 Item No.: 099-004877-EWM01
4.2 TETRIX 350 AC/DC COMFORT activArc 4.2.1 Front view
Figure 4-3

Machine description
TETRIX 350 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 19
Item Symbol Description 0
1 Carrying handle
2 Control / Operating elements (see chapter Function specification)
3 Connection socket, 8-pole / 12-pole 8-pole: TIG Up/Down or potentiometer torch control lead 12-pole: Control lead for TIG up/down torch with LED display (option)
4
Connection socket, 5-pole Standard TIG torch control lead
5 Cooling air inlet
6 Rubber feet
7 0
1
Key switch for locking the control (option)
Position “1” > changes possible, Position “0” > changes not possible.
8
Connection socket, 19-pole Remote control connection
9
G¼“ connecting nipple, welding current "-" (with DC- polarity) Shielding gas connection (with yellow insulating cap) for TIG welding torch
10
Connection socket, welding current “-” (with DC- polarity) connection TIG welding torch
11
Connection socket, welding current “-” (with DC- polarity) connection for Electrode holder
12
Connection socket, welding current “+” (with DC- polarity)
Connection for workpiece lead

Machine description TETRIX 350 AC/DC COMFORT activArc
20 Item No.: 099-004877-EWM01
4.2.2 Rear view
Figure 4-4

Machine description
TETRIX 350 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 21
Item Symbol Description 0
1
analog
19-pole connection socket (option) Analogue interface for mechanised welding
2
digital
7-pole connection socket (option) Wire feed unit connection (cold wire); RINT; Q-DOC, etc.
3
digital
7-pole connection socket (option) Wire feed unit connection (cold wire); RINT; Q-DOC, etc.
4
PC INT
9-pole D-SUB connection socket, serial PC interface Interface set SECINTX10 DSUB required (observe installation instructions)
5
G¼” connecting nipple Shielding gas connection on the pressure reducer
6
8-pole connection socket Cooling unit control lead
7
Main switch, machine on/off
8
HF
HF
Ignition type changeover switch HF= HF ignition HF = Liftarc (contact ignition)
9 Strain relief with mains connection cable
10
4-pole connection socket Cooling unit voltage supply
11
42V/4A
"Automatic circuit-breaker" key button; fuse protection: • Ignition unit • Gas valve • Peripheral devices on the 7-pole, digital interfaces (rear of the machine)
Reset triggered automatic cutout by pressing 12 Cooling air outlet

Machine description TETRIX 500 AC/DC COMFORT activArc
22 Item No.: 099-004877-EWM01
4.3 TETRIX 500 AC/DC COMFORT activArc 4.3.1 Front view
Figure 4-5

Machine description
TETRIX 500 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 23
Item Symbol Description 0
1 Carrying handle
2
Main switch, machine on/off
3 Connection socket, 8-pole / 12-pole 8-pole: TIG Up/Down or potentiometer torch control lead 12-pole: Control lead for TIG up/down torch with LED display (option)
4
Connection socket, 5-pole Standard TIG torch control lead
5 Cooling air inlet
6 Control / Operating elements (see chapter Function specification)
7 0
1
Key switch for locking the control (option)
Position “1” > changes possible, Position “0” > changes not possible.
8
Connection socket, 19-pole Remote control connection
9
G¼“ connecting nipple, welding current "-" (with DC- polarity) Shielding gas connection (with yellow insulating cap) for TIG welding torch
10
Connection socket, welding current “-” (with DC- polarity) connection TIG welding torch
11
Connection socket, welding current “-” (with DC- polarity) connection for Electrode holder
12
Connection socket, welding current “+” (with DC- polarity)
Connection for workpiece lead
13 Rubber feet

Machine description TETRIX 500 AC/DC COMFORT activArc
24 Item No.: 099-004877-EWM01
4.3.2 Rear view
Figure 4-6

Machine description
TETRIX 500 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 25
Item Symbol Description 0
1
digital
7-pole connection socket (option) Wire feed unit connection (cold wire); RINT; Q-DOC, etc.
2
digital
7-pole connection socket (option) Wire feed unit connection (cold wire); RINT; Q-DOC, etc.
3
PC INT
9-pole D-SUB connection socket, serial PC interface Interface set SECINTX10 DSUB required (observe installation instructions)
4
8-pole connection socket Cooling unit control lead
5
analog
19-pole connection socket (option) Analogue interface for mechanised welding
6
G¼” connecting nipple Shielding gas connection on the pressure reducer
7
42V/4A
"Automatic circuit-breaker" key button; fuse protection: • Ignition unit • Gas valve • Peripheral devices on the 7-pole, digital interfaces (rear of the machine)
Reset triggered automatic cutout by pressing 8 Strain relief with mains connection cable
9
4-pole connection socket Cooling unit voltage supply
10
HF
HF
Ignition type changeover switch HF= HF ignition HF = Liftarc (contact ignition)
11 Cooling air outlet

Functional characteristics Machine control – Operating elements
26 Item No.: 099-004877-EWM01
5 Functional characteristics 5.1 Machine control – Operating elements
Machine control provides the user with up to 8 welding tasks (JOBs). JOB "0" represents manual operating mode. This is where you can change/optimise all parameters directly in machine control (see chapter "Operating concepts").
Figure 5-1
Item Symbol Description 0
1
"Welding process" button
MMA welding, lights up in green / arcforce setting, lights up in red
TIG welding
2
"Operating mode" button
spotArc (spot time setting range 0.01 sec. to 20.0 sec.)
Non-latched
Latched
3
"TIG pulse welding"
TIG automated pulses (frequency and balance)
TIG pulses with times, green light / Fast TIG DC pulses with frequency and balance, red light
TIG AC special

Functional characteristics
Machine control – Operating elements
Item No.: 099-004877-EWM01 27
Item Symbol Description 0
“Welding current polarity” button
Direct current welding with positive polarity on the electrode holder in relation to the workpiece (pole reversal switch, MMA only).
DC welding with negative polarity on the torch (or stick electrode holder) in relation to the workpiece.
Alternating current welding with rectangular current output wave form. Maximum power loading and safe welding.
Alternating current welding with trapezoidal current output wave form. The all-rounder for most applications.
4
Alternating current welding with sinusoidal current output wave form. Low noise level.
5
"Display changeover" button
Welding current display
Welding voltage display
JOB number display
6
"Alternating current frequency (TIG AC)" rotary dial 50 Hz to 200 Hz (1 Hz increments)
7
"Alternating current balance (TIG AC)" rotary dial Max. setting range: - 30% to + 30% (1% increments). The setting range may also be lower depending on the factory setting.
8
“Tungsten electrode diameter”/“Ignition optimisation” rotary dial
Infinitely adjustable from 1 mm to 4 mm or greater
9
“Welding parameter setting” rotary dial Setting all parameters such as ignition, welding, end current, gas pre-flow and gas post-flow times, pulse edges, etc.
10
Three-figure LED display Welding parameter display (see also chap. “Welding data display”).
11
S
Error/status indicators
“Collective interference” signal light (see Operating problems chapter)
“Water deficiency” signal light (welding torch cooling)
“Excess temperature” signal light
S “ safety sign” signal light
12 see "Function specification" chapter

Functional characteristics Machine control – Operating elements
28 Item No.: 099-004877-EWM01
5.1.1.1 Function sequence
Figure 5-2
Item Symbol Description 0
1
“Select welding parameters” button This button is used to select the welding parameters depending on the welding process and operating mode used.
2 sec Gas pre-flow time (TIG), absolute setting range 0.0 sec to 20.0 sec (0.1s increments).
3 AMP%
Ignition current (TIG) Percentage of the main current. Setting range 1 % to 200 % (1 % increments). There are no pulses during the ignition current phase.
Hotstart current (MMA) Percentage of the main current. Setting range 1 % to 200 % (1 % increments).
4 sec Up-slope time (TIG) Setting ranges: 0.00 sec to 20.0 sec (0.1 sec increments). The up-slope time can be set separately for non-latched and latched.
Hotstart time (MMA) Setting ranges: 0.00 sec to 20.0 sec (0.1 sec increments).
Pulse time / slope time from AMP% to AMP / Spot time • Pulse time setting range: 0.01 sec to 20.0 sec
(0.01s increments < 0.5 sec; 0.1 sec increments > 0.5 sec) • Slope time (tS2) setting range: 0.0 sec to 20.0 sec
(see chapter "Advanced settings") • Spot time setting range: 0.01 sec to 20.0 sec
5 sec
TIG pulses The pulse time applies to the main current phase (AMP) for pulses.
TIG AC Special The pulse time applies to the AC phase for AC special.
6 AMP Main current (TIG) / pulse current
I min to I max (1 A increments) Main current (MMA) I min to I max (1 A increments)

Functional characteristics
Operating concepts
Item No.: 099-004877-EWM01 29
Item Symbol Description 0
Pulse break time/slope time from AMP to AMP% • Pulse break setting range: 0.01 sec to 20.0 sec
(0.01 sec increments < 0.5 sec; 0.1 sec increments > 0.5 sec) • Slope time (tS1) setting range: 0.0 sec to 20.0 sec
(see chapter "Advanced settings").
7 sec
TIG pulses The pulse break time applies to the secondary current phase (AMP%)
TIG AC Special The pulse break time applies to the DC phase with AC special.
8 AMP%
Secondary current (TIG) / pulse pause current Setting range 1% to 100% (1% increments). Percentage of the main current.
9 sec Down-slope time (TIG)
0.00 sec to 20.0 sec (0.1 sec increments). The down-slope time can be set separately for non-latched and latched.
10 AMP%
End-crater current (TIG) Setting range 1 % to 200 % (1 % increments). Percentage of the main current.
11 sec Gas post-flow time (TIG)
Setting ranges: 0.00 sec to 40.0 sec (0.1 sec increments).
12 “Tungsten electrode diameter”/“Ignition optimisation” LED
Infinitely adjustable from 1 mm to 4 mm or greater
Alternating current balance (TIG AC) Max. setting range: -30% to +30% (1% increments). The setting range may also be lower depending on the factory setting. Optimisation of cleaning effect and fusion penetration characteristics.
13
Balance fast TIG DC pulses Setting range: 1% to +99% (1% increments)
Alternating current frequency (TIG AC) 50 Hz to 200 Hz (1 Hz increments) Constriction and stabilisation of the arc: At a higher frequency, the cleaning effect is increased. Particularly thin panels (welding with a low current), anodised sheet aluminium or highly contaminated articles for welding can be welded and cleaned perfectly at a higher frequency.
14
Frequency fast TIG DC pulses Setting range: 50 Hz to 2.5 kHz (0.01 kHz increments)
15
"activArc" LED
Display activArc activated (on/off) function and correction of the activArc characteristic.Setting range: 0..100
5.2 Operating concepts The welding task (JOB) can be selected in two ways:
• Manual, standard operation (JOB "0") • JOB operation, saved welding tasks (JOB 1 to 7)

Functional characteristics Operating concepts
30 Item No.: 099-004877-EWM01
5.2.1 Manual, standard operation (JOB 0) "Manual, standard operation (JOB 0)" is set by default on delivery and every time the machine control is reset. This means that the welder repeatedly makes all the required welding settings and re-adjusts them for each individual welding task.
It is only possible to change the basic welding parameters if: • no welding current is flowing and • the key switch (option) is set to position “1”
Operating element
Action Result
Select and display welding process
TIG welding
+
TIG activArc welding
MMA welding, lights up in green/arcforce setting, lights up in red
Select and display welding current polarity
Direct current welding with positive polarity at the electrode holder, MMA only
DC welding with negative polarity at the torch (or electrode holder) with respect to the workpiece
AC welding with rectangular current output wave form Maximum power loading and safe welding
AC welding with trapezoidal current output wave form An all-rounder, suitable for most applications
AC welding with sinusoidal current output wave form Low noise level
Select and display operating mode
spotArc (spot time setting range 0.01 sec. to 20.0 sec.)
Non-latched
Latched
Select and display pulse procedure
TIG automated pulses (frequency and balance)
TIG pulses with times, lights up in green/fast TIG DC pulses with frequency and balance, lights up in red
TIG AC special
Set tungsten electrode diameter for optimisation of ignition
Set alternating current balance (TIG AC only)
Select welding parameter in the functional sequence
Set welding parameters

Functional characteristics
Operating concepts
Item No.: 099-004877-EWM01 31
5.2.2 JOB operation (JOB 1 to 7) You can select, change and save the required welding parameters for recurring welding tasks (JOBs) in up to 7 JOBs (JOB 1 to JOB 7).
5.2.2.1 Displaying and changing the JOB number Operating element
Action Result Display
X x Select JOB display JOB number
Change the JOB number JOB number
1 x If the display switchover is pressed or if there is no keyboard input for 5 seconds, the new JOB will be active
JOB number
The procedure for setting welding tasks is the same as described under "Manual, standard operation (JOB 0)". The "Alternating current balance (TIG AC)" and "Tungsten electrode diameter/Ignition optimisation" rotary dials are the exception. These welding parameters are set in JOB 1 to 7 in the function sequence (the signal lights of the same names indicate selection). A JOB can only be switched if no welding current is flowing. The up-slope and down-slope times can be set separately for non-latched and latched.

Functional characteristics Operating concepts
32 Item No.: 099-004877-EWM01
5.2.3 Welding data display The following welding parameters can be displayed before (nominal values) or during (actual values) welding.
Parameter Before welding (nominal values)
During welding (actual values)
Welding current Welding voltage JOB number - Parameter times - Frequency, balance - Parameter currents -
5.2.3.1 Welding parameter setting The parameters that can be set in the function sequence of the machine control depend on the selected welding task. This means that if for example you have not selected a pulse variant, then you cannot set any pulse times in the function sequence.
5.2.3.2 Machine configuration menu
If the machine configuration is changed, then the parameter and its value are shown alternately in the display.
Machine configuration menus Display Setting/Selection Display Setting/Selection
Exit menu (exit machine configuration)
Torch mode menu "Torch Mode"
Up/down speed "Up/Down"
Torch configuration menu
Set 1st increment "Delta I"
Synergic on/off "Synergic" on/off
Display • "Pro": Percentage welding currents are
shown in the display • "Abs": Absolute welding currents are
shown in the display
Non-latched C mode "Non-latched C" on/off
Cold wire operating mode "off/2t/3t/4t"
Configuration menu
Cold wire wire selection "Job/d06/d08/d10/d12/d16"
Service menu (this menu may only be used by authorised service personnel)

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 33
5.3 TIG welding 5.3.1 Arc ignition 5.3.1.1 HF ignition
Figure 5-3
The arc is started without contact from high-voltage ignition pulses. a) Position the welding torch in welding position over the workpiece (distance between the electrode tip
and workpiece should be approx. 2-3mm). b) Press the torch trigger (high voltage ignition pulses ignite the arc). c) Ignition current flows, and the welding process is continued depending on the operating mode
selected. End the welding process: Release or press the torch trigger depending on the operating mode selected.
5.3.1.2 Liftarc
a) b) c)
Figure 5-4
The arc is ignited on contact with the workpiece: a) Carefully place the torch gas nozzle and tungsten electrode tip onto the workpiece and press the torch
trigger (liftarc current flowing, regardless of the main current set). b) Incline the torch over the torch gas nozzle to produce a gap of approx. 2-3 mm between the electrode
tip and the workpiece. The arc ignites and the welding current is increased, depending on the operating mode set, to the ignition or main current set.
c) Lift off the torch and swivel to the normal position. Ending the welding process: Release or press the torch trigger depending on the operating mode selected.

Functional characteristics TIG welding
34 Item No.: 099-004877-EWM01
5.3.2 Optimising the ignition characteristics for pure tungsten electrodes The best ignition and stabilisation of the arc (DC, AC) and optimum spherical cup formation in the tungsten electrode depend on the electrode diameter being used.
The set value should correspond to the diameter of the tungsten electrode. The value can of course be adjusted in line with different requirements.
The adjustable welding current is limited to the maximum permissible welding current of the tungsten electrode.
5.3.2.1 Manual, standard operation (JOB 0) Operating element
Action Result
Set diameter of tungsten electrode
• Increase parameter value > more ignition power • Reduce parameter value > less ignition power
5.3.2.2 JOB operation (JOB 1 to 7) Operating element
Action Result Display
x x
Select ignition characteristics parameter Press until signal light comes on
Set diameter of tungsten electrode
• Increase parameter value > more ignition power
• Reduce parameter value > less ignition power
Tungsten electrode diameter displayed in
mm
5.3.3 TIG automatic cut-out
If the arc does not ignite after starting or if the arc is interrupted when the torch is moved away, an automatic cut-out occurs after 3 sec. The HF, gas and open circuit voltage (power unit) are switched off.
5.3.4 Tapping operating mode The tapping mode was included particularly for the secondary current (AMP%) by the use of a trigger on the welding torch. Torch with one trigger: • by tapping (brief pressing and releasing) torch trigger 1
(Repeated tapping switches back to the main current). Torch with two triggers: There are two ways of switching to the secondary current:
• by tapping (see torch with one trigger) • by pressing down and holding torch trigger 2.

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 35
5.3.5 Optimal and fast spherical cup formation A conically ground needle (approx. 35°) is generally required to form an ideal spherical cup.
Spherical cup formation preset Operating element
Action Result Display
Set spotArc operating mode Switch off pulse welding
-
Set spotArc time in line with the electrode diameter in use (refer to the table of guideline values for spherical cup formation depending on welding current)
Select AC type - Square current output wave form - Trapezoidal current output wave form -
Sinusoidal current output wave form -
Balance setting in JOB "0"
Turn rotary dial to the left as far as it will go (positive) Form spherical cups on the tungsten electrode Turn rotary dial back to its original position (positive)
-
Table of guideline values for spherical cup formation Tungsten electrode diameter spotArc time Balance Current for spherical cup
formation 1.0 1.3 sec + 10% max. 70 A
1.6 1.4 sec + 10% max. 120 A
2.0 1.5 sec + 10% max. 130 A
2.4 1.8 sec + 10% max. 190 A
3.2 2.0 sec + 20% max. 260 A
4.0 > 2.2 sec + 20% max. 330 A
Use a sample workpiece. • Ignite arc with HF ignition (non-contact) and form required spherical cups for the application in
question.
Re-set parameter values to their original values.

Functional characteristics TIG welding
36 Item No.: 099-004877-EWM01
5.3.6 TIG function sequences / operating modes The "Select welding parameter" button and the "Welding parameter setting" rotary transducer can be used to control all the parameters for the TIG process:
Pos. Description 1 “Select welding parameters”
button 2 “Welding parameter setting”
rotary dial
Figure 5-5 5.3.6.1 Explanation of symbols
Symbol Meaning
Press torch trigger 1
Release torch trigger 1
I Current
t Time
Gas pre-flows
Istart Ignition current
tUp Up-slope time
tP Spot time
AMP Main current (minimum to maximum current)
AMP% Secondary current (0% to 100% of AMP)
t1 Pulse time
t2 Pulse pause time
ts1 TIG pulses: Slop time from main current (AMP) to secondary current (AMP%)
ts2 TIG pulses: Slop time from secondary current (AMP%) to main current (AMP)
tDown Down-slope time
Iend End-crater current
Gas post-flows

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 37
5.3.6.2 TIG non-latched operation
When the foot-operated remote control RTF is connected, the machine switches automatically to non-latched operation. The up- and down-slopes are switched off.
Figure 5-6
Step 1: • Press and hold torch trigger 1. • The gas pre-flow time elapses. • HF ignition pulses jump from the electrode to the workpiece, the arc ignites. • The welding current flows and immediately assumes the value set for the ignition current Istart. • HF is switched off. • The welding current increases in the adjusted up-slope time to the main current AMP. Step 2: • Release torch trigger 1. • The main current drops in the set down-slope time to the end-crater current Iend (minimum current).
If the 1st torch trigger is pressed during the down-slope time, the welding current returns to the main current AMP set.
• The main current reaches the end-crater current Iend, the arc extinguishes. • The set gas post-flow time elapses.

Functional characteristics TIG welding
38 Item No.: 099-004877-EWM01
5.3.6.3 TIG latched operation
When the foot-operated remote control RTF is connected, the machine switches automatically to non-latched operation. The up- and down-slopes are switched off.
I
Istart
AMP
Iend
tUp tDown
t
AMP%
1. 2. 3. 4.
Figure 5-7
Step 1 • Press torch trigger 1, the gas pre-flow time elapses. • HF ignition pulses jump from the electrode to the workpiece, the arc ignites. • Welding current flows and immediately assumes the ignition current value set (search arc at minimum
setting). HF is switched off. Step 2 • Release torch trigger 1. • The welding current increases with the set up-slope time to the main current AMP.
Switching from main current AMP to secondary current AMP%: • Press torch trigger 2 or • Tap torch trigger 1 (for tapping mode, see also chapter “Description of tapping mode”) The slope times can be set (see chapter "Advanced settings", section "Setting slope times for secondary current AMP% or pulse edges".
Step 3 • Press torch trigger 1. • The main current drops with the set down-slope time to the end-crater current Iend (minimum current). Step 4 • Release torch trigger 1, the arc extinguishes. • The set gas post-flow time begins.
Immediate termination of the welding procedure without down-slope and end-crater current: • Briefly press the 1st torch trigger (3rd and 4th step).
The current drops to zero and the gas post-flow time begins.

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 39
5.3.6.4 TIG spotArc The TIG SpotArc function is activated with the pulse variant automated frequencies by default, because this combination produces the most effective results. The user can of course combine the function with other pulse variants depending on the selected welding process. Pulse time (t1) and pulse break time (t2) can be set independently, but the spot time (tP) should be much greater than the pulse time in order to achieve an appropriate result.
Selecting and setting TIG spotArc Operating element
Action Result Display
Signal light comes on The spot time can be set for approx. 4 sec. using the "Welding parameter setting" rotary dial (spot time setting range 0.01 sec. to 20.0 sec.) Afterwards the display switches back to current/voltage. If the button is pressed again, the display switches back to the parameter and can be changed with the rotary dial accordingly. The spot time can also be set in the function sequence.
Set spot time "tP"
The TIG spotArc process is switched on with the pulse variant "TIG automated pulses" by default. The user can select other pulse variants:
TIG automated pulses (frequency and balance)
TIG pulses with times, lights up in green/ fast TIG DC pulses with frequency and balance, lights up in red
TIG AC special For combinations that can be selected refer to the "spotArc/pulse variants table"
-

Functional characteristics TIG welding
40 Item No.: 099-004877-EWM01
Figure 5-8
Sequence: • Press and hold torch trigger 1. • The gas pre-flow time elapses. • HF ignition pulses jump from the electrode to the workpiece, the arc ignites. • The welding current flows and immediately assumes the value set for the ignition current Istart. • HF is switched off. • The welding current increases in the adjusted up-slope time to the main current AMP.
The process ends when the set SpotArc time elapses or if the torch trigger is released prematurely.
spotArc/pulse variants table: Process Pulse variants
Automated pulses (factory setting)
(lights up in green) Pulses (thermal pulses)
(lights up in red) kHz pulse (metallurgic pulses)
TIG DC
No pulses
(lights up in green) Pulses (thermal pulses)
AC special
TIG AC
No pulses
The up-slope and down-slope times should be set to “0” to achieve an effective result.

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 41
Setting instructions for spotArc for CrNi panels
Sea
m s
hap
e
Pan
el t
hic
knes
s
Pu
lse
typ
e/
wel
din
g t
ype
Sp
ot
tim
e
Wel
din
g c
urr
ent
Do
wn
-slo
pe
tim
e
1mm Automated pulses 0.3s 100A 0.5s
1mm Fast pulsing (2.5kHz) 0.3s 100A 0.5s
Butt weld
2mm Fast pulsing (2.5kHz) with activArc 0.35s 180A 0.7s
1mm Automated pulses with activArc 0.5s 150A 0.1s Fillet weld
2mm Fast pulsing (2.5kHz) with activArc 0.5s 250A 0.3s
1mm Automated pulses with activArc 0.4s 200A 0.1s
1mm Fast pulsing (2.5kHz) 0.4s 200A 0.1s
Lap weld
2mm Fast pulsing (2.5kHz) with activArc 0.5s 270A 0.5s
spotArc setting instructions for C-steel panels
Sea
m s
hap
e
Pan
el t
hic
knes
s
Pu
lse
typ
e/
wel
din
g t
ype
Sp
ot
tim
e
Wel
din
g c
urr
ent
Do
wn
-slo
pe
tim
e
1mm Automated pulses 0.3s 165A 0.5s Butt weld
2mm Automated pulses 0.35s 245A 0.5s
1mm Automated pulses with activArc 0.5s 170A 0.5s Fillet weld
2mm Fast pulsing (2.5kHz) with activArc 0.45s 270A 0.5s
1mm Fast pulsing (2.5kHz) 0.3s 250A 0.5s Lap weld
2mm Fast pulsing (2.5kHz) with activArc 0.5s 270A 0.5s

Functional characteristics TIG welding
42 Item No.: 099-004877-EWM01
5.3.6.5 TIG non-latched operation, C version
This operating mode needs to be activated (see chapter "Advanced settings" in the "TIG non-latched operating mode, C version") section.
Figure 5-9
1st cycle • Press torch trigger 1, the gas pre-flow time elapses. • HF ignition pulses jump from the electrode to the workpiece, the arc ignites. • Welding current flows and immediately adopts the ignition current value set (search arc at minimum
setting). HF is switched off. 2nd cycle • Release torch trigger 1. • The welding current increases in the set up-slope time to the main current AMP.
Pressing torch trigger 1 starts the slope (tS1) from main current AMP to secondary current AMP%. Releasing the torch trigger starts the slope (tS2) from the secondary current AMP% back to the main current AMP. This process can be repeated as often as required. The welding process is ended by the arc interruption in the secondary current (removing the torch from the workpiece until the arc is extinguished). The slope times can be set (see chapter "Advanced settings", section "Setting slope times for secondary current AMP% or pulse edges".

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 43
5.3.7 TIG pulses, function sequences The function sequences in pulses basically behave in the same way as in standard welding, but
during the main current phase there is a continual switching back and forth between the pulse and pause currents at the relevant times.
5.3.7.1 TIG pulses – non-latched operation
Figure 5-10 5.3.7.2 TIG pulses - latched operation
Figure 5-11

Functional characteristics TIG welding
44 Item No.: 099-004877-EWM01
5.3.8 TIG pulse variants The machines have an integrated pulse device.
With pulses, the machine switches back and forth between the pulse current (main current) and pause current (secondary current).
5.3.8.1 Pulses (thermal pulses) With thermal pulses, the pulse and pause times (frequency up to 200 Hz) and the pulse edges (ts1 and ts2) are entered in seconds on the control.
Figure 5-12
Operating element
Action Result Display
Select TIG pulses function
Signal light lights up in green
-
Select pulse time "t1" LED "Pulse time" comes on (see chapter "Function sequence")
Set pulse time "t1"
Select break time "t2" LED "Pulse break time" comes on (see chapter "Function sequence")
Set break time "t2"
2 sec
Select slope times "ts1" and "ts2"
Set slope time "ts1"
Switch between slope times "ts1" and "ts2"
Set slope time "ts2"

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 45
5.3.8.2 KHz pulses (metallurgic pulses) The kHz pulses (metallurgic pulses) use the plasma pressure produced at high currents (arc pressure) which is used to achieve a constricted arc with concentrated heat feeding. The frequency can be infinitely adjusted from 50 Hz to 2.5 kHz and the pulse balance from 1 – 99%. In contrast to thermal pulses, the pulse edge times are not required.
Figure 5-13
Operating element
Action Result Display
Select kHz pulses Press the "TIG pulses" button until the
signal light lights up in red
-
Select balance Setting range: 1% to 99% (1% increments)
Select frequency Setting range: 50 Hz to 2.5 kHz (0.01 kHz increments)
5.3.8.3 Automated pulses The automated pulses are used with tacking and spot welding of workpieces in particular. An oscillation in the molten pool is produced by the current-dependent pulse frequency and balance, which positively influences the ability to bridge the air gap. The pulse parameters required are automatically specified by the machine control.
Operating element
Action Result
Select TIG automated pulses Press the "TIG pulses" button until the TIG automated pulses signal light comes on

Functional characteristics TIG welding
46 Item No.: 099-004877-EWM01
5.3.8.4 AC special Application: e.g. for welding thick metal sheets onto thin metal sheets.
Operating element
Action Result
Select TIG AC special Press the "TIG pulses" button until the
ACspecial signal light comes on
AMP
AMP%
tpause tpuls
AMP
t
AMP = AC current phase pulse current AMP% = DC phase pulse pause current tpulse = Pulse time; AC phase time tbreak = Pulse break time; DC phase time
This function should only be used for TIG welding and must be switched off or not used for plasma welding.

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 47
5.3.9 TIG activArc welding The EWM activArc process, thanks to the highly dynamic controller system, ensures that the power supplied is kept virtually constant in the event of changes in the distance between the welding torch and the weld pool, e.g. during manual welding. Voltage losses as a result of a shortening of the distance between the torch and molten pool are compensated by a current rise (ampere per volt - A/V), and vice versa. This helps prevents the tungsten electrode sticking in the molten pool and the tungsten inclusions are reduced. This is particularly useful in tacking and in spot welding.
TIG activArc combined with pulse variant "TIG automated pulses" or "kHz pulses (metallurgic pulses)" improves the positive properties of the process further depending on the task.
Operating element
Action Result Display
x x
Select activArc parameter
Press until LED flashes
• Switch parameter on
• Switch parameter off
Parameter setting The activArc parameter (control) can be adjusted specifically for the welding task (panel thickness). These parameters have been modified for the welding current level at the factory.
• The "activArc" process must be selected first (activArc signal light is on permanently). Operating element
Action Result Display
5 sec.
Select activArc parameter value
x x Select activArc parameter value
Press until LED flashes
Set parameter value • Increase parameter value (A/V) • Decrease parameter value (A/V)

Functional characteristics TIG welding
48 Item No.: 099-004877-EWM01
5.3.10 TIG shielding gas setting 5.3.10.1 Gas test
Operating element
Action Result
x x
Press the "Select welding parameter" button until the "activArc" LED
flashes.
5 sec.
Press the "Select welding parameter" button and hold for approx. 5 sec.
The gas pre-flow time LED (TIG) sec will come on, shielding gas flows for approx. 20 sec.
5.3.11 TIG welding torch (operating variants) There is the option of connecting various operating and display elements to the welding torch. The functions of the torch triggers (TT) and the operating elements can be adjusted individually using different modes (see chapter “Setting the torch mode and up/down speed”).
Explanation of symbols Operating elements: Symbol Description
BRT 1
Press torch trigger
BRT 1
Tap torch trigger
BRT 2
Tap and press torch trigger
For more detailed torch descriptions, see chapter "Setting the torch mode and up/down speed".

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 49
5.3.12 Torch mode and up/down speed setting Only the modes listed are suitable for the corresponding torch types.
The user has the modes 1-6 and modes 11-16 available. Modes 11-16 include the same function options as 1-6, but without a tapping function (see chapter “Tapping operating mode”) for the secondary current.
The function options in the individual modes can be found in the tables on the torch types. The welding process can of course be switched on and off in all modes using torch trigger 1 (TT 1).
Operating element
Action Result Display
01
Switch off the welding machine -
Press and hold key button -
Switch on the welding machine
Select Torch mode menu item "trd"
The parameter that can be changed and the associated value blink alternately in the display.
Press until menu item "tod" (torch mode) is displayed
Set torch mode (modes 1-6, with tapping operation, modes 11-16, no tapping operation)
1 x
Select up/down speed (not available in modes 4, 5, 14 and 15)
Set up/down speed Increase value = faster Reduce value = slower
Select Torch mode menu item "trd" (deselection)
Select Configuration menu item "Eit" (deselection)
1 x
Deselection "Eit" (Exit) Welding machine is re-initialised

Functional characteristics TIG welding
50 Item No.: 099-004877-EWM01
5.3.12.1 Standard TIG torch (5-pole) Standard torch with one torch trigger: Diagram Operating
elements Explanation of symbols
BRT1 = Torch trigger 1 (welding current on/off; secondary current via tapping function)
Functions mode Operating elements
Welding current On/Off BRT 1
Secondary current
1 (factory-set) BRT 1
Further modes are not relevant for this torch type. Standard torch with two torch triggers: Diagram Operating
elements Explanation of symbols
BRT1 = torch trigger 1
BRT2 = torch trigger 2
Functions mode Operating elements
Welding current On/Off BRT 1
Secondary current BRT 2
Secondary current (tapping mode)
1 (factory-set)
BRT 1
Welding current On/Off BRT 1
Secondary current (tapping mode) BRT 1
Up function BRT 2
Down function
3
BRT 2
Further modes are not relevant for this torch type.

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 51
Standard torch with one rocker (MG rocker, two torch triggers) Diagram Operating
elements Explanation of symbols
BRT 1 = torch trigger 1
BRT 2 = torch trigger 2
Functions mode Operating elements
Welding current On/Off BRT 1
Secondary current BRT 2
Secondary current (tapping mode)
1 (factory-set)
BRT 1
Welding current On/Off BRT 1
+BRT 2
Secondary current (tapping mode) BRT 1
+BRT 2
Up function BRT 1
Down function
2
BRT 2
Welding current On/Off BRT 1
Secondary current (tapping mode) BRT 1
Up function BRT 2
Down function
3
BRT 2
Further modes are not relevant for this torch type.

Functional characteristics TIG welding
52 Item No.: 099-004877-EWM01
5.3.12.2 TIG up/down torch (8-pole) Up/down torch with one torch trigger Diagram Operating
elements Explanation of symbols
TT 1 = torch trigger 1
Functions Mode Operating elements
Welding current on/off BRT 1
Secondary current (tapping mode) BRT 1
Increase welding current, infinite adjustment (up function) Up
Reduce welding current, infinite adjustment (down function)
1 (factory-
set)
Down
Welding current on/off BRT 1
Secondary current (tapping mode)
2 BRT 1
Welding current on/off BRT 1
Secondary current (tapping mode) BRT 1
Increase welding current by an increment (see chapter "Setting the first increment in modes 4 and 14")
Up
Reduce welding current by an increment (see chapter "Setting the first increment in modes 4 and 14")
4
Down

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 53
Up/down torch with two torch triggers Diagram Operating
elements Explanation of symbols
TT 1 = torch trigger 1 (left)
TT 2 = torch trigger 2 (right)
Functions Mode Operating elements
Welding current on/off BRT 1
Secondary current BRT 2
Secondary current (tapping mode) BRT 1
Increase welding current, infinite adjustment (up function) Up
Reduce welding current, infinite adjustment (down function)
1 (factory-
set)
Down
Welding current on/off BRT 1
Secondary current BRT 2
Secondary current (tapping mode)
2
BRT 1
Welding current on/off BRT 1
Secondary current BRT 2
Secondary current (tapping mode) BRT 1
Increase welding current by an increment (see chapter "Setting the first increment in modes 4 and 14")
Up
Reduce welding current by an increment (see chapter "Setting the first increment in modes 4 and 14")
4
Down

Functional characteristics TIG welding
54 Item No.: 099-004877-EWM01
5.3.12.3 Potentiometer torch (8-pole)
The welding machine needs to be configured for operation with a potentiometer torch (see chap. "Configuring TIG potentiometer torch") Potentiometer torch with one torch trigger: Diagram Operating
elements Explanation of symbols
BRT 1 = torch trigger 1
Functions Mode Operating elements
Welding current On/Off BRT 1
Secondary current (tapping mode) BRT 1
Increase welding current, infinite adjustment
Reduce welding current, infinite adjustment
3
Potentiometer torch with two torch triggers: Diagram Operating
elements Explanation of symbols
BRT 1 = torch trigger 1
BRT 2 = torch trigger 2
Functions Mode Operating elements
Welding current On/Off BRT 1
Secondary current BRT 2
Secondary current (tapping mode) BRT 1
Increase welding current, infinite adjustment
Reduce welding current, infinite adjustment
3

Functional characteristics
TIG welding
Item No.: 099-004877-EWM01 55
5.3.12.4 RETOX TIG torch (12-pole)
The welding machine must be fitted with the 12-pole torch connection socket (option). Diagram Pictogram Explanation of symbols
888
TT1 = Torch trigger 1 (welding current on/off; secondary current via tapping function)
TT2 = Torch trigger 2 (secondary current)
Up/down = Increase/reduce welding current
Job = Job switching
Additional functions (modes 4-6) are generally selected by a brief tap on TT 2. If torch trigger 2 (TT 2) is pressed for approx. 3 seconds, the gas test will be carried out (shielding gas flows for approx. 20 secondsFehler! Es wurde kein Textmarkenname vergeben.). Select secondary current via TT 2: Tapping function switched on: Mode 1-6; tapping function switched off: Modes 11-16
Basic function (before and during welding)
Additional function (before welding)
Display Mode Pictogram
Up/down function (infinite adjustment of welding current)
- Welding current 1 888
BRT 1
BRT 2Up
Down Not used for this torch type 3 Up/down function (stepped adjustment of welding current)
Welding current 888
BRT 1
BRT 2Up
Down
Job selection Job number
4 888
BRT 1
BRT 2Job
Job
Job selection Job number 5 888
BRT 1
BRT 2Job
Job Up/down function (infinite adjustment of welding current)
Welding current 888
BRT 1
BRT 2Up
Down
Job selection Job number
6 888
BRT 1
BRT 2Job
Job

Functional characteristics TIG welding
56 Item No.: 099-004877-EWM01
5.3.13 Setting the first increment
Figure 5-14
This function is only available when using up/down torches in modes 4 and 14.
Operating element
Action Result Display
Switch off the welding machine -
Press and hold key button -
Switch on welding machine
Select Torch mode menu item "trd"
The parameter that can be changed and the associated value blink alternately in the display.
1 x
Hold until menu item "tod" (torch mode) is displayed
Set torch mode (mode 4, with tapping mode, mode 14, no tapping mode)
1 x
Select increment
Set increment Setting range: 1 A to 20 A
Select Torch mode menu item "trd" (deselection)
Select Configuration menu item "Eit" (deselection)
1 x
Deselection "Eit" (Exit) Welding machine is re-initialised

Functional characteristics
MMA welding
Item No.: 099-004877-EWM01 57
5.4 MMA welding Once the MMA welding process is selected, there is open circuit voltage present on the welding
current sockets and on the G1/4” shielding gas connection on the front of the machine. Attach the yellow protective cap onto the G1/4” shielding gas connection on the front of the machine.
5.4.1 Selection and adjustment Operating element
Action Result Displays
Select MMA welding process
The signal light lights up in green
Display shows the last current value used for welding.
Set welding current Welding current is
displayed.
5.4.2 Hotstart The hotstart device improves the ignition of the stick electrodes using an increased ignition current.
a) = Hotstart time b) = Hotstart current I = Welding current t = Time
5.4.2.1 Hotstart current
Operating element
Action Result Displays
x x
Select hotstart current welding parameter
Press until hotstart current signal light AMP% comes on
Set hotstart current The factory setting is a value as a percentage of the selected main current. To set an absolute value for the hotstart current, see chapter "Advanced settings".

Functional characteristics Key switch
58 Item No.: 099-004877-EWM01
5.4.2.2 Hotstart time
Operating element
Action Result Displays
Select hotstart time welding parameter
Press until hotstart time light sec comes on
Set hotstart time
5.4.3 Arcforcing Shortly before the electrode threatens to stick, the arcforcing device sets an increased current designed to prevent the electrode sticking.
Operating element
Action Result Displays
1 x Select arcforcing welding parameter
The signal light lights up in red
Set arcforcing -40 = low current increase > soft arc 0 = default setting +40 = high current increase > aggressive arc
5.4.4 Antistick
Anti-stick prevents the electrode from annealing. If the electrode sticks in spite of the Arcforce device, the machine automatically switches over to the minimum current within about 1 second to prevent the electrode from overheating. Check the welding current setting and correct according to the welding task!
5.5 Key switch To protect against unauthorised or unintentional adjustment of the welding parameters on the machine, the control input can be locked with the aid of a key switch.
Key position 1 = All parameters can be set
Key position 0 = The following operating elements/functions cannot be changed:
• "Welding process" button • "Welding current polarity" button • Parameter values in the function sequence can be displayed but not
changed

Functional characteristics
Advanced settings
Item No.: 099-004877-EWM01 59
5.6 Advanced settings 5.6.1 Setting slope times for secondary current AMP% or pulse edges
Figure 5-15
Operating element
Action Result Display
2 sec.
Select slope time tS1
Set slope time tS1 from main current AMP% to secondary current AMP
1 x
Select slope time tS2
Set slope time tS2 from secondary current AMP% to main current AMP
Wait approx. 4 sec. to exit the menu

Functional characteristics Advanced settings
60 Item No.: 099-004877-EWM01
5.6.2 TIG non-latched operating mode, C version Operating element
Action Result Display
01
Switch off the welding machine -
Press and hold key button -
Switch on the welding machine
Select Configuration menu item "cFG"
The parameter that can be changed and the associated value blink alternately in the display.
Hold until menu item "2tc" (TIG non-latched C version) is displayed
Switch TIG non-latched C version operating mode to “on” To switch off = "off"
Select Configuration menu item "cFG" (deselection)
Select Configuration menu item "Eit" (deselection)
1 x
Deselection "Eit" (Exit) Welding machine is re-initialised

Functional characteristics
Advanced settings
Item No.: 099-004877-EWM01 61
5.6.3 Configuring the TIG potentiometer torch connection When connecting a potentiometer torch, jumper JP27 on PCB T320/1 inside the welding machine should be unplugged.
Welding torch configuration Setting
Prepared for TIG standard or up/down torch (factory setting) JP27
Prepared for potentiometer torches JP27
Observe the safety precautions given in the standard operating instructions! Observe accident prevention regulations! All conversion and retrofitting work must be completed by electrical engineers in accordance with the relevant VDE regulations. Disconnect from the mains before opening. Switching off is not sufficient. Wait for 2 minutes until the capacitors have discharged. It is absolutely essential that a repetition test conforming to VDE 0702, VBG 4 and VBG 15 is performed before using the machine again! For more detailed instructions, please see standard operating instructions for the welding machine.
5.6.4 Switching between percentage and absolute welding currents The currents can be set and displayed as a percentage (factory setting) or as an absolute value:
Pos. Symbol Description
1
Ignition current (TIG) Hotstart current (MMA)
2 AMP%
Secondary current (TIG)
3
End-crater current (TIG)

Functional characteristics Advanced settings
62 Item No.: 099-004877-EWM01
5.6.4.1 Selection and adjustment Operating element
Action Result Display
Switch off the welding machine -
Press and hold key button -
Switch on welding machine
Select Configuration menu item "cFG"
The parameter that can be changed and the associated value blink alternately in the display.
1 x
Hold until "SEt" menu item is displayed
Select the operating mode Pro = percentage current setting (1% to 200%) Abs = absolute current setting (Imin to Imax)
Select Configuration menu item "cFG" (deselection)
Select Configuration menu item "Eit" (deselection)
1 x
Deselection "Eit" (Exit) Welding machine is re-initialised

Functional characteristics
Remote control
Item No.: 099-004877-EWM01 63
5.7 Remote control
Only the remote controls described in these operating instructions may be connected. Only plug the remote control into the remote control socket and lock when the machine is switched off. The remote control is detected automatically when the welding machine is switched on.
5.7.1 Foot-operated remote control RTF 1 Functions • Infinitely adjustable welding current (0% to 100%) depending on the preselected
main current on the welding machine. • Start/stop welding operation • It is connected to the 19-pole remote control connection socket
5.7.2 Manual remote control RT 1
Functions • Infinitely adjustable welding current (0% to 100%) depending on the preselected
main current on the welding machine. • The remote control is connected to the 19-pole remote control connection socket
on the welding machine via a 19-pole extension cable.
5.7.3 Manual remote control RT AC 1
Functions • Infinitely adjustable welding current (0% to 100%) depending on the preselected
main current on the welding machine. • AC frequency of welding current infinitely adjustable. • AC balance (positive/negative half-wave ratio) can be set from +15% to -15%.
Please note • The remote control is connected to the 19-pole remote control connection socket
on the welding machine via a 19-pole extension cable. 5.7.4 Manual remote control RTP 1
Functions • TIG / MMA • Infinitely adjustable welding current (0% to 100%) depending on the preselected
main current on the welding machine. • Pulse / spot / normal • Pulse, spot and break times are infinitely adjustable.
Please note • The remote control is connected to the 19-pole remote control connection socket
on the welding machine via a 19-pole extension cable. • TIG AC pulses special is not possible.

Functional characteristics Remote control
64 Item No.: 099-004877-EWM01
5.7.5 Manual remote control RTP 2
Functions • TIG / MMA • Infinitely adjustable welding current (0% to 100%) depending on the preselected
main current on the welding machine. • Pulse / spot / normal • Frequency and spot times infinitely adjustable. • Coarse adjustment of the cycle frequency. • Pulse/pause ratio (balance) adjustable from 10% to 90%.
Please note • The remote control is connected to the 19-pole remote control connection socket
on the welding machine via a 19-pole extension cable. • TIG AC pulses special is not possible.
5.7.6 RTP 3 manual remote control
Functions • TIG / MMA. • Infinitely adjustable welding current (0% to 100%) depending on the preselected
main current on the welding machine. • Pulse / SpotArc spots / normal • Frequency and spot time infinitely adjustable. • Coarse adjustment of the pulse frequency. • Pulse/pause ratio (balance) adjustable from 10% to 90%.
Please note • The remote control is connected to a 19-pole remote control connection socket on
the welding machine via a 19-pole extension cable. • TIG AC pulses special is not possible.
5.7.7 Manual remote control RT PWS 1
Functions • Infinitely adjustable welding current (0% to 100%) depending on the preselected
main current on the welding machine. • Changeover switch for pole reversal, suitable for welding machines with PWS-
function. • The remote control is connected to the 19-pole remote control connection socketon
the welding machine via a 19-pole extension cable.

Functional characteristics
Interfaces for automation
Item No.: 099-004877-EWM01 65
5.8 Interfaces for automation The welding power sources feature a very high standard of safety. This safety standard is also maintained when peripheral equipment is connected for automatic welding if this peripheral equipment fulfils the same criteria, particularly with regard to isolation from the mains supply.
This is ensured by the use of transformers according to VDE 0551. The welding machines are prepared for automated operation as standard.
Use only shielded control leads.
5.8.1 TIG interface for mechanised welding Pin Signal
shape Designation Diagram
A Output PE Connection for cable screen B Output REGaus For servicing purposes only C Input SYN_E Synchronisation for master/slave operation D Output
(no c.) IGRO Current flows signal I>0 (maximum load
20mA / 15V) 0V = welding current flowing
E + R
Input Not/Aus Emergency stop for higher level shut-down of the power source. To use this function, jumper 1 must be unplugged on PCB T320/1 in the welding machine. Contact open = welding current off
F Output 0V Reference potential G - NC Not assigned H Output Uist Actual welding voltage, measured on pin F,
0-10V (0V = 0V, 10V = 100V) J Vschweiss Reserved for special purposes K Output SYN_A Synchronisation for master/slave operation L Input Str/Stp Start / stop welding current, same as torch
trigger. Only available in non-latched operating mode. +15V = start, 0V = stop
M Output +15V Voltage supply +15V, max. 75mA
N Output -15V Voltage supply -15V, max. 25mA
P - NC Not assigned S Output 0V Reference potential T Output Iist Actual welding current, measured on pin F;
0-10V (0V = 0A, 10V = 1000A) U NC V Output SYN_A 0V Synchronisation for master/slave operation

Functional characteristics Interfaces for automation
66 Item No.: 099-004877-EWM01
5.8.2 Remote control connection socket, 19-pole
If the machine is operated using control voltages, the connection should be made via isolating amplifiers!
To control the main or secondary current via control voltages, the relevant inputs must be enabled (activation of control voltage specification).
Figure 5-16
Pos. Pin Signal shape Designation 1 A Output Connection for cable screen (PE)
2 B/L Output Current flows signal I>0, galvanically isolated (max. +- 15V/100mA)
3 F Output Reference voltage for potentiometer 10V (max. 10mA)
4 C Input Control value specification for main current, 0-10V (0V = Imin, 10V = Imax)
5 D Input Control value specification for secondary current, 0-10V (0V = Imin, 10V = Imax)
6 J/U Output Reference 0V
7 K Output Power supply +15V, max. 75mA
8 V Output Power supply -15V, max. 25mA
9 R Input Start/Stop welding current
10 S Input Switching between MMA and TIG welding
11 H Input Switching between main and secondary welding currents (pulses)
12 M/N/P Input Activation of control voltage specification Set all 3 signals to reference potential 0V to activate external control voltage specification for main and secondary currents
13 G Output Measured value ISETPOINT (1V = 100A)

Commissioning
General
Item No.: 099-004877-EWM01 67
6 Commissioning 6.1 General
Warning – Risk from electrical current! Follow the safety instructions on the opening pages entitled “For your safety”. Connection and welding leads (e.g. electrode holder, welding torch, workpiece lead, interfaces) may only be connected when the machine is switched off.
Re-fit protective caps onto sockets and cable plugs when not in use!
6.2 Area of application – proper usage These welding machines are only suitable for:
• MMA direct current welding for rutile and basic electrodes. • TIG direct current and alternating current welding with HF ignition or liftarc. • TIG DC: Unalloyed, low-alloy and high-alloy steels, copper, nickel-based alloys and special metals. • TIG AC/DC: Aluminium and aluminium alloys. Any other use is regarded as "improper" and no liability is assumed for any damage arising therefrom.
We can only guarantee smooth and trouble-free operation of the machines when used in conjunction with the welding torches and accessories from our range.
6.3 Installation
Ensure that the machine is set up in a stable position and is appropriately secured. With modular systems (power source, transport vehicle, cooling module), observe the operating instructions for the relevant machine. Set up the machine so that there is sufficient room to adjust the operating elements.
6.4 Mains connection
The operating voltage shown on the rating plate must match the mains voltage. For mains fuse protection, please refer to the “Technical Data” chapter.
The correct mains plug must be attached to the mains supply lead on the machine. The connection must be made by a qualified electrician in compliance with the relevant local laws and regulations. The phase sequence for three-phase machines is optional and has no effect on the fans direction of rotation. • Insert mains plug of the switched-off machine into the appropriate socket.
6.5 Machine cooling To obtain an optimal duty cycle from the power components, the following precautions should be observed: • Ensure that the working area is adequately ventilated, • Do not obstruct the air inlets and outlets of the machine, • Do not allow metal parts, dust or other objects to get into the machine.
6.6 Workpiece lead, general
Remove paint, rust and dirt from clamping and welding areas with a wire brush. The workpiece clamp must be mounted near the welding point and must be fixed in such a way that it cannot come loose of its own accord. Structural parts, pipes, rails etc. may not be used as return leads for the welding current unless they are part of the actual workpiece. Correct current connection must be ensured when using welding benches and appliances.

Commissioning TIG welding
68 Item No.: 099-004877-EWM01
6.7 TIG welding 6.7.1 Welding torch connection
We can only guarantee the perfect functioning of our machines when used with our range of welding torches. The welding torches being used must meet the following conditions (see also the operating instructions for the torch): • The torch trigger control lead must not be shielded. • Only torches with an insulated crown nut on the gas connection lead may be used.
There is an open circuit voltage or welding voltage on the G1/4” connecting nipple for shielding gas (front of the machine). If welding is carried out alternately using TIG and MMA welding and if a welding torch and an electrode holder are connected to the machine, the open-circuit or welding voltage is applied simultaneously to both. The torch and the electrode holder should therefore always be placed on an insulated surface before starting work and during breaks.
Figure 6-1
Item Symbol Description 0
1
Connection socket, 5-pole Standard TIG torch control lead
2 Connection socket, 8-pole / 12-pole 8-pole: TIG Up/Down or potentiometer torch control lead 12-pole: Control lead for TIG up/down torch with LED display (option)
3
Connection socket, welding current “+” (with DC- polarity)
Connection for workpiece lead
4
Connection socket, welding current “-” (with DC- polarity) connection TIG welding torch
5
G¼“ connecting nipple, welding current "-" (with DC- polarity) Shielding gas connection (with yellow insulating cap) for TIG welding torch
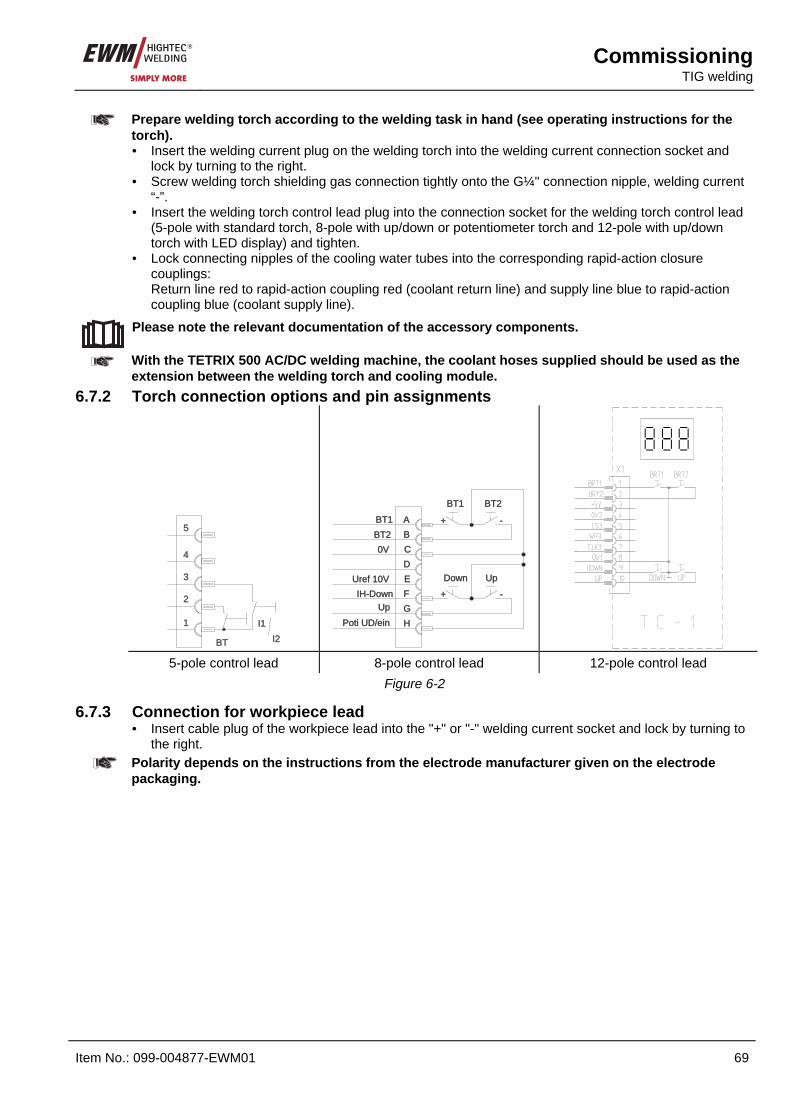
Commissioning
TIG welding
Item No.: 099-004877-EWM01 69
Prepare welding torch according to the welding task in hand (see operating instructions for the torch). • Insert the welding current plug on the welding torch into the welding current connection socket and
lock by turning to the right. • Screw welding torch shielding gas connection tightly onto the G¼" connection nipple, welding current
“-”. • Insert the welding torch control lead plug into the connection socket for the welding torch control lead
(5-pole with standard torch, 8-pole with up/down or potentiometer torch and 12-pole with up/down torch with LED display) and tighten.
• Lock connecting nipples of the cooling water tubes into the corresponding rapid-action closure couplings: Return line red to rapid-action coupling red (coolant return line) and supply line blue to rapid-action coupling blue (coolant supply line).
Please note the relevant documentation of the accessory components.
With the TETRIX 500 AC/DC welding machine, the coolant hoses supplied should be used as the extension between the welding torch and cooling module.
6.7.2 Torch connection options and pin assignments
5
4
3
2
1
BT
I1
I2
A
C
E
D
G
H
F
B
Poti UD/einPoti UD/ein
IH-Down
Uref 10VUref 10V
Up
0V
BT1
BT2
UpDown
+ -
BT2
+
BT1
-
5-pole control lead 8-pole control lead 12-pole control lead
Figure 6-2
6.7.3 Connection for workpiece lead • Insert cable plug of the workpiece lead into the "+" or "-" welding current socket and lock by turning to
the right. Polarity depends on the instructions from the electrode manufacturer given on the electrode
packaging.

Commissioning TIG welding
70 Item No.: 099-004877-EWM01
6.7.4 Shielding gas supply (shielding gas cylinder for welding machine) 6.7.4.1 Connecting the shielding gas supply
No dirt must be allowed to enter the shielding gas supply, as this would cause blockages in the shielding gas supply. All shielding gas connections must be gastight.
Figure 6-3
Item Symbol Description 0
1
G¼” connecting nipple Shielding gas connection on the pressure reducer
• Place shielding gas cylinder in the retainer provided for it and secure with chains. • Before connecting the pressure reducer to the gas cylinder, open the cylinder valve briefly to blow out
any dirt. • Mount the pressure reducer onto the gas cylinder valve. • Screw the gas hose connection nipple onto the output side of the pressure reducer. • Screw the gas hose connection nipple onto the G1/4" connection nipple.
6.7.4.2 Setting the shielding gas quantity
Rule of thumb for gas flow rate: Diameter of gas nozzle in mm corresponds to gas flow in l/min. Example: 7 mm gas nozzle corresponds to 7 l/min gas flow

Commissioning
MMA welding
Item No.: 099-004877-EWM01 71
6.8 MMA welding 6.8.1 Electrode holder connection
There is an open circuit voltage or welding voltage on the G1/4” connecting nipple for shielding gas (front of the machine). If welding is carried out alternately using TIG and MMA welding and if a welding torch and an electrode holder are connected to the machine, the open-circuit or welding voltage is applied simultaneously to both. The torch and the electrode holder should therefore always be placed on an insulated surface before starting work and during breaks.
Fit yellow insulating cap onto G1/4" connection nipple (shielding gas connection).
Caution: Risk of being crushed or burnt. When replacing spent or new stick electrodes • Switch off machine at the main switch • Wear appropriate safety gloves • Use insulated tongs to remove spent stick electrodes or to move welded workpieces and • Always put the electrode holder down on an insulated surface.
Figure 6-4
Item Symbol Description 0
1
G¼“ connecting nipple, welding current "-" (with DC- polarity) Shielding gas connection (with yellow insulating cap) for TIG welding torch
2
Connection socket, welding current “-” (with DC- polarity) connection for Electrode holder
3
Connection socket, welding current “+” (with DC- polarity)
Connection for workpiece lead
• Insert cable plug of the electrode holder into either the "+" or "-" welding current connection socket and lock by turning to the right.
Polarity depends on the instructions from the electrode manufacturer given on the electrode packaging.

Commissioning Cooling unit function specification
72 Item No.: 099-004877-EWM01
6.8.2 Connection for workpiece lead • Insert cable plug of the workpiece lead into either the "+" or "-" welding current connection socket and
lock by turning to the right.
Polarity depends on the instructions from the electrode manufacturer given on the electrode packaging.
The welding current polarity can be reversed on the machine control (see chapter "Function specification – reversing the welding current polarity").
6.9 Cooling unit function specification A functional test is performed on the cooling module after the welding machine has been switched on.
The coolant pump and the fan are switched on. When the coolant level is sufficient and enough hydrostatic pressure has built up, the cooling module is then switched off after 25 seconds.
If the level is too low, the coolant pump continues to run for a maximum of 30 seconds. An error message is displayed, see also chapter “Operating Problems, Causes and Remedies”.
The cooling unit is switched on at the start of the welding process. Once the welding process has been completed, the water pump and fan continue to run for 5 minutes.
If the coolant pressure drops during the welding process, e.g. due to insufficient coolant, pump failure or a defective tube, the welding process is terminated (coolant pump and the welding machine power unit are shut down), see also chapter “Operating Problems, Causes and Remedies”.
6.9.1 Coolant error If the coolant pressure drops during the welding process, e.g. due to insufficient coolant, pump failure or defective hose, the welding process is terminated deliberately (coolant pump and the welding machine power unit are shut down, please as well see chapter “Operating faults, causes and cures”).
When the welding process is re-started, the coolant error is reset and the cooling module is switched on. If there is still no build-up of coolant pressure, the cooling unit is shut down and the welding process is terminated.
6.10 Simultaneous welding on both sides, synchronisation types This function is important for carrying out welding on both sides simultaneously by two welders. This is sometimes the case with thick aluminium materials in the V-up position, for example. This ensures that when using alternating current the plus and minus pole phases occur simultaneously on both power sources ensuring that the arcs do not have a negative effect on one another.
6.10.1 Synchronisation via mains voltage This application relates to two types of synchronisation:
• Synchronisation between a machine in the TETRIX series and a competitor’s machine • Synchronisation between two machines in the TETRIX series
Phase sequences and rotating fields of the supply voltages must be identical for both welding machines. It is possible to retrofit the "TSyn1" option (accessories) into a machine (rotary dial on the rear of the machine). The phase sequence can be variably adjusted with this rotary dial and optimised for the welding task. All welding machines (except frequency, 50 Hz fixed) are set separately.

Commissioning
PC interface
Item No.: 099-004877-EWM01 73
6.10.1.1 Selection and adjustment Operating element
Action Result
Select JOB numberSignal light comes on
Select JOB "0" (synchronisation takes place in JOB 0 only)
Select AC welding with corresponding current output wave
Square current output wave form Trapezoidal current output wave form Sinusoidal current output wave form
Turn the "Alternating current frequency (TIG AC)" rotary dial to the left as far as it will go Signal light Netsyn. comes on
6.11 PC interface
The welding machine/PC connection may only ever be made using interface SECINT X10 The SECINT X10 interface should be connected as closely as possible to the PC. (If this is not observed, the PC may be damaged by high frequency ignition pulses) Observe the "TETRIX PCT 300" operating instructions.

Maintenance and testing General
74 Item No.: 099-004877-EWM01
7 Maintenance and testing
The maintenance, cleaning and testing work described below must be conducted correctly and on an annual basis in order to be entitled to claim under the EWM warranty.
7.1 General Under the indicated environmental conditions and normal operating conditions, this machine is largely maintenance-free and requires minimum care. However, a number of points should be observed to guarantee fault-free operation of your welding machine. Among these are regular cleaning and checking as described below, depending on the level of contamination in the environment and the usage time of the welding machine.
Cleaning, testing and repairing of the welding machines may only be carried out by competent, capable personnel. A capable person is one who, due to training, knowledge and experience, is able to recognise the dangers that can occur during testing of welding power sources as well as possible subsequent damage and who is able to implement the required safety procedures. In the event of failure to comply with any one of the following tests, the machine must not be operated again until it has been repaired and a new test has been carried out.
7.2 Cleaning
Before cleaning, carefully disconnect the machine from the mains. DISCONNECT THE MAINS PLUG! (Switching off or removing the fuse does not provide adequate insulation protection.) Wait 2 minutes until the capacitors are discharged. Remove the casing cover. The individual components should be handled as follows:
Power source: Depending on the amount of dust, blow out using oil- and moisture-free compressed air. Electronics: Do not blast electronic components or circuit boards with compressed air but instead use
suction from a vacuum cleaner for cleaning purposes.
Coolant: Check for impurities and replace if necessary.
Caution! Mixing with other liquids or the use of other coolants voids our manufacturer's guarantee.
7.3 Test The test should be conducted in accordance with IEC/DIN EN 60974-4 "Arc welding equipment – Inspection and testing during operation" in accordance with the German Ordinance of Operational Safety. This standard is firstly, international, and secondly, specific to arc welding equipment.
The former term of repetition test has been replaced due to a change in the corresponding standard with "Inspection and testing during operation". In addition to the regulations on the test given here, the relevant local laws and regulations must also be observed.
7.3.1 Test equipment Due to the special conditions of inverter arc welding equipment, not all test equipment is suitable
for testing in accordance with VDE 0702 to the full extent! EWM as a manufacturer offers all appropriately trained and authorised EWM sales partners the appropriate test equipment and measuring devices conforming to VDE 0404-2, which evaluate the frequency response conforming to DIN EN 61010-1 Appendix A – Measuring Circuit A1.
You as the user are tasked with ensuring that your EWM machines conform to the standard IEC/DIN EN 60974-4 and are tested with the relevant test equipment and measuring devices given above.
The following description of the test is only a brief overview of the products to be tested. For details on the test points or in the event of any queries, please refer to IEC/DIN EN 60974-4.

Maintenance and testing
Test
Item No.: 099-004877-EWM01 75
7.3.2 Scope of the test a) Visual inspection b) Electrical test: measurement of
• open circuit voltage • insulation resistance, or alternatively • leakage currents • protective conductor resistance
c) Functional test d) Documentation
7.3.3 Visual inspection The key areas in the test are:
1. Torch/stick electrode holder, welding current return lead clamp 2. Power supply: leads including plugs and strain relief 3. Welding current circuit: leads, plugs and couplings, strain relief 4. Casing 5. Operating, message, safety and adjustment devices 6. Other, general condition
7.3.4 Measuring the open circuit voltage
6u8F10nF
0...5k
0k2
1k0 1N 4007
Measuring circuit according to DIN EN 60974-1
Connect the measuring circuit to the welding current sockets. The voltmeter must display mean values and have an internal resistance ≥ 1 MΩ. In the case of step switch controlled devices, set the maximum output voltage (step switch). Adjust the potentiometer from 0 kΩ to 5 kΩ during the measurement. The measured voltage should not deviate from that specified on the rating plate by more than +/- 5% and may be no greater than 113 V (for devices with VRD: 35 V).
7.3.5 Measurement of insulation resistance The mains switch must be on so that the insulation in the interior of the machine can also be checked through to the transformer. If a mains contactor is fitted, this should be bridged or the measurement must be carried out on both sides.
The insulation resistance must not be less than:
Mains current circuit against Welding current circuit and electronics 5 MΩ Welding current circuit and electronics
against Protective conductor circuit (PE) 2.5 MΩ
Mains current circuit against Protective conductor circuit (PE) 2.5 MΩ

Maintenance and testing Test
76 Item No.: 099-004877-EWM01
7.3.6 Measuring the leakage current (protective conductor and contact current) Note: Even if the leakage current measurement according to the standard is only an alternative to the insulation resistance measurement, EWM recommends always performing both measurements, especially following repair work. The leakage current is based for the greater part on a physical effect other than the insulation resistance. For this reason, it may not be possible to uncover a dangerous leakage current using the insulation resistance measurement.
These measurements cannot be performed with a normal multimeter. Even test devices for VDE 0702 (especially older devices) are generally only intended for 50/60Hz. With inverter welding machines, however, significantly higher frequencies occur, which can interfere with some measuring devices, and result in others measuring the frequency incorrectly.
A test device must meet the requirements of VDE 0404-2. For the frequency response measurement, please refer to DIN EN 61010-1 Appendix A – Measuring circuit A1.
For these measurements the welding machine must be switched on and supplying open circuit voltage. 1. Protective conductor current: < 5mA 2. Leakage current from the welding sockets separately to PE: < 10mA
7.3.7 Measurement of protective conductor resistance Measure between the plug earthed contact and accessible live parts, e.g. casing screws. During the measurement, the connection lead must be moved across the entire length, especially near the casing and plug inlet points. This should uncover any interruptions in the protective conductor. All conductive parts of the casing accessible from outside should also be tested to ensure a correct PE connection for safety class I.
The resistance must not exceed a mains connection lead 0.3Ω up to 5m in length. For longer leads, the permissible value increases by 0.1Ω per 7.5m of lead. The maximum permissible value is 1Ω.
7.3.8 Functional test of the welding machine Safety devices, selector switches and command units (if fitted) and the entire machine or the entire system for arc welding, must be functioning perfectly.
1. Main switch 2. Emergency stop devices 3. Voltage reducing device 4. Gas solenoid valve 5. Message and control lamps
7.3.9 Documentation of the test The test report must contain: • the designation of the tested welding equipment, • the date of the test, • the test results, • the signature, name of technician and the relevant institution, • the name of the test equipment. A label with the date of the test must be affixed to the welding machine to show that the test has been passed.

Maintenance and testing
Repair Work
Item No.: 099-004877-EWM01 77
7.4 Repair Work Repair and maintenance work may only be performed by qualified authorised personnel; otherwise the right to claim under the warranty is void. In all service matters, please contact your EMW sales partner. Returns of defective equipment subject to warranty may only be made through your EWM sales partner. In the event of problems or queries, please contact the EWM Service Department directly (+49 (0) 2680 181 0). Use only genuine spare parts and replacement parts when replacing. When placing an order, please quote the type designation and item number, as well as the type, serial number and item number of the relevant equipment.
We hereby confirm that the servicing and maintenance instructions given above and the test described above have been completed correctly.
Date/Stamp/Signature of EWM sales partner Date/Stamp/Signature of EWM sales partner
Date of next maintenance work and test Date of next maintenance work and test
Date/Stamp/Signature of EWM sales partner Date/Stamp/Signature of EWM sales partner
Date of next maintenance work and test Date of next maintenance work and test
Date/Stamp/Signature of EWM sales partner Date/Stamp/Signature of EWM sales partner
Date of next maintenance work and test Date of next maintenance work and test

Maintenance and testing Disposing of equipment
78 Item No.: 099-004877-EWM01
7.5 Disposing of equipment
This machine does not belong in household waste, in accordance with the German Law on Electrical Equipment Waste. In Germany, waste equipment from private households can be disposed of free of charge at local community collection points. Your administrative office will be pleased to inform you of the options. EWM participates in an approved waste disposal and recycling system and is registered in the Used Electrical Equipment Register (EAR) under number WEEE DE 57686922.
In addition, within Europe the machine can also be returned to your EWM sales partner.
7.5.1 Manufacturer's declaration to the end user • In accordance with European guidelines (Directive 2002/96/EC from the European Parliament and the
Council of 27.01.03), it is no longer permissible to dispose of used electrical and electronic equipment in unsorted household waste collections. It must be kept separate from other waste. The symbol on the wheeled bins indicates the requirement to separate this waste. Help to protect the environment and ensure that this equipment, when you no longer want to use it, is disposed of in the relevant system of separated waste disposal.
• In Germany, (German Law on the Distribution, Return and Environmentally-Friendly Disposal of Electrical and Electronic Equipment (ElektroG) of 16.03.05) you are required to take old equipment to a waste collection point separated from household waste. The public waste disposal contractor (local authorities) have set up collection points for this purpose where old equipment from private households in your area can be collected for you free of charge. It is also possible that the legally responsible waste disposal company will collect old equipment from private households.
• Please obtain the relevant information from your local waste calendar or from your town council or local authority on the options available in your area for returning or collecting old equipment.
7.6 Meeting the requirements of RoHS We, EWM HIGHTEC Welding GmbH Mündersbach, hereby confirm that all products supplied by us which are affected by the RoHS Directive, meet the requirements of the RoHS (Directive 2002/95/EC).

WarrantyGeneral Validity
Item No.: 099-004877-EWM01 79
8 Warranty 8.1 General Validity
3-year warranty on all new EWM machines*: • Power sources • Wire feeds • Cooling units • Trolleys
* If these are operated with genuine EWM accessories (such as intermediate tube package, remote control, remote control extension cable, coolant, etc.).
1-year warranty on:
• Used EWM machines • Automation and mechanisation components • Remote control • Inverters • Intermediate tube packages
6-month warranty on: • Spare parts supplied separately (such as circuit boards, ignition units) Manufacturer/supplier warranty on: • All additional parts used by EWM, but manufactured by other companies (e.g. motors, pumps, fans,
torches, etc.) Non-reproducible software errors and parts subject to mechanical ageing are excluded from the warranty (e.g. wire feed unit, wire feed rollers, replacement and spare wire feed parts, wheels, solenoid valves, workpiece leads, electrode holders, connection tubes, replacement torches and spare torch parts, mains and control leads, etc.).
These terms shall apply without affecting the customer’s legal rights to a warranty and subject to our General Terms and Conditions of Business and our terms on the warranty declaration. Agreements to the contrary must be confirmed by EWM in writing.
Our General Terms and Conditions of Business are available for access anytime online at www.ewm.de.

Warranty Warranty Declaration
80 Item No.: 099-004877-EWM01
8.2 Warranty Declaration Your 3-year warranty Regardless of statutory warranty rights and based on our General Terms and Conditions, EWM HIGHTEC WELDING GmbH provides a 3-year warranty for its welding products starting on the date of purchase. Different warranty periods apply to accessories and spare parts; please see the “General Validity” section for these periods. Parts subject to wear are naturally exempt from the warranty.
EWM guarantees the error-free condition of the products in terms of materials and processing. If the product proves to be defective in terms of materials or processing within the warranty period, you are entitled to free repair or to replacement with an appropriate product, at our discretion. On receipt by EWM the returned product becomes the property of EWM.
Condition The prerequisite for receiving the full 3-year warranty is simply to operate the products in accordance with the EWM operating instructions observing the relevant legal recommendations and guidelines and having annual maintenance work and testing conducted by an EWM sales partner (see “Maintenance and testing” chapter). This is because only machines that are maintained regularly function correctly in the long term.
Making a claim When making a claim under the warranty, please contact your EWM authorised sales partner only.
Warranty exclusions No warranty claims can be accepted if the EWM products in question are not operated using genuine EWM accessories (such as intermediate tube package, remote control, remote control extension cable, coolant, etc.). The warranty does not apply to products that are damaged due to accidents, misuse, improper operation, incorrect installation, use of force, disregard of the specifications and operating instructions, inadequate maintenance (see chapter “Maintenance and testing”), exterior influences, acts of God or personal misfortunes. Furthermore, it is not valid in the case of improper changes, repairs or modifications. In addition, a claim for warranty does not exist in the case of partially or completely dismantled products and interventions by persons who are not authorised by EWM, as well as in the case of normal wear.
Limitation All claims regarding fulfilment or non-fulfilment on the part of EWM from this declaration in connection with this product are limited as follows to the replacement of the actual damages. EWM’s liability stemming from this declaration in connection with this product is fundamentally limited to the amount that the purchaser originally paid for the original purchase. This limitation does not apply to personal injuries or damage to property caused by negligent behaviour on the part of EWM. In no way will EWM be responsible for lost profits, indirect or subsequent damage. EWM is not liable for damages based on the claims of third parties.
Place of jurisdiction If the person making the claim is a business person, the sole place of jurisdiction for all disputes resulting directly or indirectly from the contractual relationship shall be the headquarters or the branch office of the supplier, at the discretion of the supplier. The purchaser gains ownership of the products supplied as replacements within the framework of the warranty adjustment at the time of the exchange.

Operating problems, causes and remedies
Error messages (power source)
Item No.: 099-004877-EWM01 81
9 Operating problems, causes and remedies All machines are subject to rigorous production checks and final checks. If despite this, anything fails to work at any time, please check the machine using the following chart. If none of the fault rectification procedures described leads to the correct functioning of the machine, please inform your authorised dealer.
9.1 Error messages (power source)
A welding machine error is indicated by the collective fault signal light (1) coming on and an error code (see table) being displayed in the display of the machine controller (2). In the event of a machine error, the power unit is shut down. • If multiple errors occur, these are displayed in succession. • Document machine errors and inform service staff as necessary.
Pos. Description
1 Collective interference signal light
2 Three-figure LED display
Figure 9-1
Error message Possible cause Remedy Err 3 Speedometer error Check wire guide / tube package
Err 4 Temperature error Allow machine to cool down
Err 5 Excess voltage
Err 6 Undervoltage Switch off the machine and check mains voltages
Err 7 Coolant error (only if cooling module connected)
Check coolant level and refill if necessary
Err 8 Gas error Check gas supply
Err 9 Secondary excess voltage
Err 10 PE error
Err 11 FastStop
Switch the machine off and on again. If the error persists, inform the service dept.
Err 32 Electronics error (I>0 error)
Err 33 Electronics error (Uactual error)
Err 34 Electronics error (A/D channel error)
Err 35 Electronics error (edge error)
Err 36 Electronics error (S sign)
Switch the machine off and on again. If the error persists, inform the service dept.
Err 37 Electronics error (temperature error) Allow machine to cool down.
Err 38 ---
Err 39 Electronics error (secondary overvoltage)
Switch the machine off and on again. If the error persists, inform the service dept.

Accessories, options General accessories
82 Item No.: 099-004877-EWM01
10 Accessories, options 10.1 General accessories
Type Designation Item number KF 23E-10 Coolant (-10 °C), 10 litres 094-000530-00000
KF 23E-10 Coolant (-10 °C), 10 litres 094-000530-00000
KF 37E-10 Coolant (-20 °C), 10 litres 094-006256-00000
DM1 32L/MIN Manometer pressure reducer 094-000009-00000
G1 G1/4 R 2M Gas hose 094-000010-00000
10.2 Remote control / connection cable Type Description / Name Item number RT1 Remote control for current 090-008097-00000
RTP1 Remote control for spots/pulses 090-008098-00000
RTP2 Remote control for spots/pulses 090-008099-00000
RTP3 SpotArc remote control for spots/pulses 090-008211-00000
RTAC1 Remote control for current/balance/frequency 090-008197-00000
RA5 19POLE 5M Connection cable, e.g. for remote control 092-001470-00005
RA10 19POLE 10M Connection cable, e.g. for remote control 092-001470-00010
RA10 19POLE 20M Connection cable, e.g. for remote control 092-001470-00020
RTF1 19POLE 5M Foot-operated remote control for current, with connection cable
094-006680-00000
RV5M19 19POLE 5M Extension cable 092-000857-00000
10.3 Options Type Description / Name Item number ON 7POL Optional 7-pole retrofit connection socket
Accessory components and digital interfaces 092-001826-00000
ON 12POL RETOX TIG Optional 12-pole retrofit connection socket 092-001807-00000
ON 19POL Optional 19-pole retrofit connection socket Accessory components and analogue A interface
092-001827-00000
ON 19POL 500 Optional 19-pole retrofit connection socket Accessory components and analogue A interface
092-001951-00000
ON KEY SWITCH Optional retrofit kit for key switch 092-001828-00000
ON NETSYNCHRON Optional retrofit set for phase sequence switching for synchronous welding
090-008212-00000
10.4 TIG welding torch Type Description / Name Item number TIG 20 U/D WD 1T 8POL 4M TIG welding torch, water, decentralised, up/down, 1
trigger 094-007535-00000
RETOX TIG 12POL 4M TIG welding torch, water, up/down, LED 094-008928-00000

Accessories, options
Transport vehicle
Item No.: 099-004877-EWM01 83
10.5 Transport vehicle Type Description / Name Item number TROLLY 75 B1 Transport vehicle disassembled, boxed, for power
source + 1 module + 1 gas cylinder 090-008176-00000
10.6 Cooling units Type Description Item number COOL35 U30 Air cooling unit (TETRIX 270) 090-008196-00102
COOL71 U42 Air cooling unit, enhanced version 090-008201-00102
COOL71 U43 Air cooling unit with centrifugal pump and reinforced cooling
090-008220-00102
10.7 Synchronisation Type Designation Item number ON NETSYNCHRON Optional retrofit set for phase sequence switching
for synchronous welding 090-008212-00000
SYNINT X10 19POL Synchronisation set incl. interface and connection cable
090-008189-00000
RA5 19POLE 5M Connection cable, e.g. for remote control 092-001470-00005
RA10 19POLE 10M Connection cable, e.g. for remote control 092-001470-00010
RA20 19POL 20M Connection cable, e.g. for remote control 092-001470-00020
ON 19POL Optional 19-pole retrofit connection socket Accessory components and analogue A interface
092-001827-00000

Circuit diagrams TETRIX 270 AC/DC COMFORT activArc
84 Item No.: 099-004877-EWM01
11 Circuit diagrams Original format circuit diagrams are located inside the machine.
11.1 TETRIX 270 AC/DC COMFORT activArc
X7
/10
X7
/11
X7
/12
X7
/13
X7
/14
X7
/15
X7
/16
X7
/17
X7
/18
X7
/1
X7
/2
X7
/3
X7
/4
X7
/5
X7
/6
X7
/7
X7
/8
X7
/9
L1
L2
L3
TR
I
A1
-
D C
2 6
0
X3
/1
X3
/2
A3-1
SP
W6
GL
-Dro
ssel
PE L1L2L3
Q1
-
L1L2L3
T1
T2
T3
A1
-L
1
A1
-L
2
A1
-L
3
X5/1
X5/2
X4/1
D-S
ub.
15
polig
T1
T2
T4
T3X
4X
6
T R
F 6
A2
-
X5
X1
-P
E
PE
123
Rü
ckseite
12
?T
18
?T
3
40
0V
AC
6
23
0V
AC
9
0V
AC
T1
-
0V
42V
20V0V
20V0V
0V 400V
230V
0V 20V
17
/1
8
17
/18
14
/1
5
14
/15
10
/1
1
10
/11
A
B
B
A
8/
9
3/46
/7
1/27
7
6
6
9
9
8
8
1
0V
AC
2
20
VA
C
X3
/1
X3
/2
X3
/3
X3
/4
X3
X1
/1
X1
/2
X1
X3
/5
X3
/6
X2
/1
X2
/2
X2
X2
/3
X2
/4
A1
0-
LD
C1
1
20
VA
C
2
0V
AC
1
42
VA
C
2
0V
AC
1
42
VA
C
2
0V
AC
5
0V
AC
6
42
VA
C
8
PE
120VAC
20VAC
X2
/1
X2
/2
X2
/3
X2
/4
X2
X1
/1
X1
/2
X1
X4
/1
X4
/2
X4
/3
X4
/4
X3
/1
X3
/2
X4
X3
HF
-DC
1/T
A7
-
1
+1
5V
3
HF
1
Co
il
2
Co
il
2
42
VA
C
4
0V
AC
WIG
ELW
AE
HF
-Dro
ssel
L2-
22
nF
PE
2x2
n2F
PE
1
PE
1-
T?
PE
2-
1
PE
4-
3A
2
3B
2
3C
2
3D
2
X8/2
X8/1
15poligD-Sub.
15poligD-Sub.
15poligD-Sub.
15poligD-Sub.
X3
/1
X3
/2
X3
/3
X3
/4
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X1
/7
X1
/8
T2
4A
TF
1
T1
12
V
W K
- 6A
6-
X9
/1
X9
/2
X2
/1
X2
/2
X2
/3
X2
/4
X7
X6
X5
X4
E5
2
1
?T
2
?T
1
Absicherung
2
Absicherung
12
4A
F1
-
Option
al:
1
PE
3-
PE
A3
-
42
V
RS
GN
D
RX
D
TX
D
RS
+1
2V
0V
Sch
irmX
1/7
X1
/6
X1
/5
X1
/4
X1
/3
X1
/2
X1
/1
42
V
RX
D
RS
GN
D
TX
D
RS
+1
2V
0V
Sch
irmX
2/7
X2
/6
X2
/5
X2
/4
X2
/3
X2
/2
X2
/1
2x2
n2
F
Stecker X3
D-SUB15polig
A3
-V
P5
/2D
PE
PE
PE
PE
Da
tum:
Na
me
:
ge
zeich
ne
t:
ge
prüft:
Fre
iga
be
:
23.05.2006N
IEDEN
THAL
Bla
tt: / 2This draw
ing is protected by copyright. It m
ay not be reproduced or utilised in any way
or comm
unicated or forwarded to third parties
without our express perm
ission!
1
TETRIX 270 AC
/DC
4153-00
Ze
ichn
un
gsn
um
me
r:
WIG
-GER
AET, 3X400V CO
MFO
RT
Änderung-
Änderung-
Änderung-
Änderung-
Figure 11-1

Circuit diagrams
TETRIX 270 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 85
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X1
/7
X1
/8
X1
/9
X1
/10
BR
T1
BR
T2
Ure
f+1
0V
IH-D
ow
n
UP
Po
ti UD
/ein
NC
NC0V
0V
4M
7
7x2
n2
F
X2
/2
X2
/1
X3
/4
X3
/3
X3
/2
X3
/1
X2
/6
X2
/5
X2
/4
X2
/3
X2
/2
X2
/1
X2
/7
X2
/8
2345678910
11
12
1
A9
-
BT
F1
X2
-23456789 1N
CPC
-RX
D
PC
-GN
D
NC
NC
PC
-TX
D
PC
-DT
R
PC
-RT
S
NC
123456
ABCDEFGH
Pu
mp
e
Lü
fter
+1
5V
Wa
sserm
an
ge
l
Wa
sserkü
hle
r
0V
NC
NC
X3
-
Ringkern
1W
dg
. du
rchg
ezo
ge
n
Ga
s
Y1
-
12
PE
ABCDEFGHJKLMNPRSTUV
PE
IGR
0
Po
ti IH
Po
ti IL
Po
lwe
nd
. PW
S
Ure
f.10
V
Isoll
Pu
ls Fre
qu
en
z
0V
+1
5V
IGR
0
FR
-Typ
1
FR
-Typ
2
FR
-Typ
3
FR
ST
R/S
TP
FR
WIG
/EL
EK
.
FR
MIG
ein
/au
s
0V
-15
V
X4
-
1
2
3
4
5
6
7
8
9
1 0
1 1
1 2
1 3
1 4
1 5
1 6
1 7
1 8
Rin
gke
rn
1236710
11
12
13
14
15
16
12 4
ABCDEFGHJKLMNPRSTUV
PE
RE
Ga
us
SY
N_
E
IGR
0
No
t/Au
s
0V
NC
Uist
VS
chw
eiss
SY
N_
A
Str./S
tp.
+1
5V
-15
V
NC
No
t/Au
s
0V
Iist
NC
SY
N_
A 0
V
X6
-
Rin
gke
rn
12
HF
ein
/au
s
S1
-
1
1
2
5
6
7
9
1 1
1 2
2
1
PE
4-
+15V
HF
42VAC
0VAC
0V
Gasrelais
Gasrelais
HF-Liftarc
Op
tion
al:
Iist
RE
Ga
us
SY
N_
E
IGR
0
0V
+1
5V
Uist
VS
chw
eiss
SY
N_
A
Str./S
tp.
SY
N_
A 0
V
0V
-15
V
No
t/Au
s
No
t/Au
s
Relais IGRO
Polwendung PWS
-15V
0V
FR MIG ein/aus
FR WIG/ELEK
FR STR./STP.
FR-Typ1
FR-Typ2
FR-Typ3
+15V
IGR0
0V
Puls Frequenz
Isoll
Uref.10V
Poti-IL
Poti-IH
12345678123
BT
1
X5
-12B
T2
30
V
4T
?
5U
ref.1
0V
6IH
-Do
wn
7U
p
8P
oti U
D/e
in
B1 1 2 3 4 5
Do
pp
elta
ster
WIG
-Bre
nn
er m
it
2-B
T
1-BT
12345678 X5
b-
BT
1
BT
2
0V
T?
Ure
f. 10
V
IH-D
ow
n
Up
Po
ti UD
/ein
ABCDEFGH
X5
b-
T?
T?
T?
T?
T?
T?
T?
T?
BT
1B
T2
Up
Dow
n
+-
+-
Up
-Do
wn
Bre
nn
er
12345678 X5
b-
BT
1
BT
2
0V
T?
Ure
f. 10
V
IH-D
ow
n
Up
Po
ti UD
/ein
ABCDEFGH
X5
b-
T?
T?
T?
T?
T?
T?
T?
T?
Po
ti-Bre
nn
er
10
k
Alte
rna
tiv:
1
PE
5-
2n2F
PE
12
2n2F
PE
1 2
Ringkern
1W
dg
.
du
rc
hg
ez
og
en
T?P
E6
-
A4
-
T 3
2 0
/ 1
X9
/1
X9
/2
X9
/3
X9
/4
X9
/5
X9
/6
X2
0/1
X2
0/2
X2
0/3
X2
0/4
X2
0/5
X2
0/6
X2
0/7
X2
0/8
X2
0/9
X2
0/1
0
X2
1
X2
1/1
X2
1/2
X2
1/3
X2
1/4
X2
1/5
X2
1/6
X2
1/7
X2
1/8
X2
1/9
X2
1/1
0
D-Sub.15polig
X12
Fernregler
X-P
E
X12/10
X12/11
X12/12
X12/13
X12/14
X12/15
X12/16
X12/17
X12/18
X12/1
X12/2
X12/3
X12/4
X12/5
X12/6
X12/7
X12/8
X12/9
X-PE/1
X-PE/2
Bren
nertaster1
X13
X13/9
X13/8
X13/7
X13/6
X13/5
X13/4
X13/3
X13/2
X13/1
X13/10B
renn
ertaster2X
22
X22/9
X22/8
X22/7
X22/6
X22/5
X22/4
X22/3
X22/2
X22/1
X22/10
X1
4P
eriph
erie
X14/12
X14/11
X14/10
X14/9
X14/8
X14/7
X14/6
X14/5
X14/4
X14/3
X14/2
X14/1
D-S
ub.
15
polig
X11/1X11/2X11/3X11/4X11/5X11/6X11/7X11/8X11/9
X11/10X11/11X11/12X11/13X11/14X11/15X11/16X11/17X11/18X11/19X11/20X11/21X11/22X11/23X11/24X11/25X11/26
X8
System
bu
sX
11
Fron
tplatte
X2
Lü
fter
X2/4
X2/3
X2/2
X2/1
Prog
ramm
iersteckerX
20
Prog
ramm
ierstecker
Wasserkü
hler
X9
Com
pu
terX
7
Erd
un
gA2
Ana. A
Ana. B
Ana. C
OE
0V-Ana.
0V-Ana.
+10V Uref.
+10V Uref.
0V1
0V1
+5V1
+5V1
+15V
+15V
-15V
-15V
WR1
RD1
CS1
CS2
CLK1
CLK1
B1
A1
B2
0V
0V
CA
N_
RX
D
RE
SE
T
CA
N_
TX
D
RX
D1
EX
T_
INT
TX
D1
+5
V
+5
V
NC
NC
+5
V2
MS
O
SC
K
MO
SI
RE
SE
T
0V
2
NC
NC
BRT1
BRT2
IH-Down
Uref.10V
0V
NC
NC
IH-Up
0V
P. UD ein
WA2
CS3
RD2
CLK2
0V
NC
NC
CS4
0V
+5V
X5
/1
X5
/2
X5
/3
X5
/4
X5
/5
X5
/6
X5
/7
X5
/8
X5
/9X
5R
obo./A
uto.
X5
/10
X5
/11
X5
/12
X5
/13
X5
/14
X5
/15
X5
/16
X5
/17
X5
/18
X6
/2
X6
/1X
6N
ot/Au
s
X1
0/2
X1
0/1
X1
0F
üh
lerspan
nu
ng
T 3
2 3
/ A C
D C
A8
-
X11/1X11/2X11/3X11/4X11/5X11/6X11/7X11/8X11/9
X11/10X11/11X11/12X11/13X11/14X11/15X11/16X11/17X11/18X11/19X11/20X11/21X11/22X11/23X11/24X11/25X11/26
A2
Ana. A
Ana. B
Ana. C
OE
0V-Ana.
0V-Ana.
+10V Uref.
+10V Uref.
0V1
0V1
+5V1
+5V1
+15V
+15V
-15V
-15V
WR1
RD1
CS1
CS2
CLK1
CLK1
B1
A1
B2
Fron
tplatte
X1
X2/2
X2/1X2
Sch
lüsselsch
alter12Sch
lüsse
lscha
lter
S2
-
11
1
? T
2
? T
C 91
D 91
A 61
B 61
E 81
Op
tion
al:
PE
PE
PE
Da
tum:
Na
me
:
ge
zeich
ne
t:
ge
prüft:
Fre
iga
be
:
23.05.2006N
IEDEN
THAL
Bla
tt: / 2This draw
ing is protected by copyright. It m
ay not be reproduced or utilised in any way
or comm
unicated or forwarded to third parties
without our express perm
ission!
2
TETRIX 270 AC
/DC
4153-00
Ze
ichn
un
gsn
um
me
r:
WIG
-GER
AET, 3X400V CO
MFO
RT
Änderung-
Änderung-
Änderung-
Änderung-
Figure 11-2

Circuit diagrams TETRIX 300 AC/DC COMFORT activArc
86 Item No.: 099-004877-EWM01
11.2 TETRIX 300 AC/DC COMFORT activArc
X7
/10
X7
/11
X7
/12
X7
/13
X7
/14
X7
/15
X7
/16
X7
/17
X7
/18
X7
/1
X7
/2
X7
/3
X7
/4
X7
/5
X7
/6
X7
/7
X7
/8
X7
/9
L1
L2
L3
TR
I
A1
-
D C
2 6
0
X3
/1
X3
/2
A3-1
SP
W6
GL
-Dro
ssel
PE L1L2L3
Q1
-
L1L2L3
T1
T2
T3
A1
-L
1
A1
-L
2
A1
-L
3
X5/1
X5/2
X4/1
D-S
ub.
15
polig
T1
T2
T4
T3X
4X
6
T R
F 6
A2
-
X5
X1
-
PEPE
123
Rü
ckseite
12
?T
18
?T
3
40
0V
AC
6
23
0V
AC
9
0V
AC
T1
-
0V
42V
20V0V
20V0V
0V 400V
230V
0V 20V
17
/1
8
17
/18
14
/1
5
14
/15
10
/1
1
10
/11
A
B
B
A
8/
9
3/46
/7
1/27
7
6
6
9
9
8
8
1
0V
AC
2
20
VA
C
X3
/1
X3
/2
X3
/3
X3
/4
X3
X1
/1
X1
/2
X1
X3
/5
X3
/6
X2
/1
X2
/2
X2
X2
/3
X2
/4
A1
0-
LD
C1
1
20
VA
C
2
0V
AC
1
42
VA
C
2
0V
AC
1
42
VA
C
2
0V
AC
5
0V
AC
6
42
VA
C
8
PE
120VAC
20VAC
X2
/1
X2
/2
X2
/3
X2
/4
X2
X1
/1
X1
/2
X1
X4
/1
X4
/2
X4
/3
X4
/4
X3
/1
X3
/2
X4
X3
HF
-DC
1/T
A7
-
1
+1
5V
3
HF
1
Co
il
2
Co
il
2
42
VA
C
4
0V
AC
WIG
ELW
AE
HF
-Dro
ssel
L2-
22
nF
PE
2x2
n2F
PE
1
PE
1-
T?
PE
2-
1
PE
4-
3A
2
3B
2
3C
2
3D
2
X8/2
X8/1
15poligD-Sub.
15poligD-Sub.
15poligD-Sub.
15poligD-Sub.
X3
/1
X3
/2
X3
/3
X3
/4
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X1
/7
X1
/8
T2
4A
TF
1
T1
12
V
W K
- 6A
6-
X9
/1
X9
/2
X2
/1
X2
/2
X2
/3
X2
/4
X7
X6
X5
X4
E5
2
1
?T
2
?T
1
Absicherung
2
Absicherung
12
4A
F1
-
Option
al:
1
PE
3-
PE
A3
-
42
V
RS
GN
D
RX
D
TX
D
RS
+1
2V
0V
Sch
irmX
1/7
X1
/6
X1
/5
X1
/4
X1
/3
X1
/2
X1
/1
42
V
RX
D
RS
GN
D
TX
D
RS
+1
2V
0V
Sch
irmX
2/7
X2
/6
X2
/5
X2
/4
X2
/3
X2
/2
X2
/1
2x2
n2
F
Stecker X3
D-SUB15polig
A3
-V
P5
/2D
Da
tum:
Na
me
:
ge
zeich
ne
t:
ge
prüft:
Fre
iga
be
:
26.09.2006N
IEDEN
THAL
Bla
tt: / 2This draw
ing is protected by copyright. It m
ay not be reproduced or utilised in any way
or comm
unicated or forwarded to third parties
without our express perm
ission!
1
TETRIX 300 AC
/DC
4420-00
Ze
ichn
un
gsn
um
me
r:
WIG
-GER
AET, 3X400V CLASSIC
Änderung-
Änderung-
Änderung-
Änderung-
Figure 11-3

Circuit diagrams
TETRIX 300 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 87
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X1
/7
X1
/8
X1
/9
X1
/10
BR
T1
BR
T2
Ure
f+1
0V
IH-D
ow
n
UP
Po
ti UD
/ein
NC
NC0V
0V
4M
7
7x2
n2
F
X2
/2
X2
/1
X3
/4
X3
/3
X3
/2
X3
/1
X2
/6
X2
/5
X2
/4
X2
/3
X2
/2
X2
/1
X2
/7
X2
/8
2345678910
11
12
1
A9
-
BT
F1
X2
-23456789 1N
CPC
-RX
D
PC
-GN
D
NC
NC
PC
-TX
D
PC
-DT
R
PC
-RT
S
NC
123456
ABCDEFGH
Pu
mp
e
Lü
fter
+1
5V
Wa
sserm
an
ge
l
Wa
sserkü
hle
r
0V
NC
NC
X3
-
Ringkern
1W
dg
. du
rchg
ezo
ge
n
Ga
s
Y1
-
12
PE
ABCDEFGHJKLMNPRSTUV
PE
IGR
0
Po
ti IH
Po
ti IL
Po
lwe
nd
. PW
S
Ure
f.10
V
Isoll
Pu
ls Fre
qu
en
z
0V
+1
5V
IGR
0
FR
-Typ
1
FR
-Typ
2
FR
-Typ
3
FR
ST
R/S
TP
FR
WIG
/EL
EK
.
FR
MIG
ein
/au
s
0V
-15
V
X4
-
1
2
3
4
5
6
7
8
9
1 0
1 1
1 2
1 3
1 4
1 5
1 6
1 7
1 8
Rin
gke
rn
1236710
11
12
13
14
15
16
12 4
ABCDEFGHJKLMNPRSTUV
PE
RE
Ga
us
SY
N_
E
IGR
0
No
t/Au
s
0V
NC
Uist
VS
chw
eiss
SY
N_
A
Str./S
tp.
+1
5V
-15
V
NC
No
t/Au
s
0V
Iist
NC
SY
N_
A 0
V
X6
-
Rin
gke
rn
12
HF
ein
/au
s
S1
-
1
1
2
5
6
7
9
1 1
1 2
2
1
PE
4-
+15V
HF
42VAC
0VAC
0V
Gasrelais
Gasrelais
HF-Liftarc
Op
tion
al:
Iist
RE
Ga
us
SY
N_
E
IGR
0
0V
+1
5V
Uist
VS
chw
eiss
SY
N_
A
Str./S
tp.
SY
N_
A 0
V
0V
-15
V
No
t/Au
s
No
t/Au
s
Relais IGRO
Polwendung PWS
-15V
0V
FR MIG ein/aus
FR WIG/ELEK
FR STR./STP.
FR-Typ1
FR-Typ2
FR-Typ3
+15V
IGR0
0V
Puls Frequenz
Isoll
Uref.10V
Poti-IL
Poti-IH
12345678123
BT
1
X5
-12B
T2
30
V
4T
?
5U
ref.1
0V
6IH
-Do
wn
7U
p
8P
oti U
D/e
in
B1 1 2 3 4 5
Do
pp
elta
ster
WIG
-Bre
nn
er m
it
2-B
T
1-BT
12345678 X5
b-
BT
1
BT
2
0V
T?
Ure
f. 10
V
IH-D
ow
n
Up
Po
ti UD
/ein
ABCDEFGH
X5
b-
T?
T?
T?
T?
T?
T?
T?
T?
BT
1B
T2
Up
Dow
n
+-
+-
Up
-Do
wn
Bre
nn
er
12345678 X5
b-
BT
1
BT
2
0V
T?
Ure
f. 10
V
IH-D
ow
n
Up
Po
ti UD
/ein
ABCDEFGH
X5
b-
T?
T?
T?
T?
T?
T?
T?
T?
Po
ti-Bre
nn
er
10
k
Alte
rna
tiv:
1
PE
5-
2n2F
PE
12
2n2F
PE
1 2
Ringkern
1W
dg
.
du
rc
hg
ez
og
en
T?
PE
6- A
4-
T 3
2 0
/ 1
X9
/1
X9
/2
X9
/3
X9
/4
X9
/5
X9
/6
X2
0/1
X2
0/2
X2
0/3
X2
0/4
X2
0/5
X2
0/6
X2
0/7
X2
0/8
X2
0/9
X2
0/1
0
X2
1
X2
1/1
X2
1/2
X2
1/3
X2
1/4
X2
1/5
X2
1/6
X2
1/7
X2
1/8
X2
1/9
X2
1/1
0
D-Sub.15polig
X12
Fernregler
X-P
E
X12/10
X12/11
X12/12
X12/13
X12/14
X12/15
X12/16
X12/17
X12/18
X12/1
X12/2
X12/3
X12/4
X12/5
X12/6
X12/7
X12/8
X12/9
X-PE/1
X-PE/2
Bren
nertaster1
X13
X13/9
X13/8
X13/7
X13/6
X13/5
X13/4
X13/3
X13/2
X13/1
X13/10B
renn
ertaster2X
22
X22/9
X22/8
X22/7
X22/6
X22/5
X22/4
X22/3
X22/2
X22/1
X22/10
X1
4P
eriph
erie
X14/12
X14/11
X14/10
X14/9
X14/8
X14/7
X14/6
X14/5
X14/4
X14/3
X14/2
X14/1
D-S
ub.
15
polig
X11/1X11/2X11/3X11/4X11/5X11/6X11/7X11/8X11/9
X11/10X11/11X11/12X11/13X11/14X11/15X11/16X11/17X11/18X11/19X11/20X11/21X11/22X11/23X11/24X11/25X11/26
X8
System
bu
sX
11
Fron
tplatte
X2
Lü
fter
X2/4
X2/3
X2/2
X2/1
Prog
ramm
iersteckerX
20
Prog
ramm
ierstecker
Wasserkü
hler
X9
Com
pu
terX
7
Erd
un
gA2
Ana. A
Ana. B
Ana. C
OE
0V-Ana.
0V-Ana.
+10V Uref.
+10V Uref.
0V1
0V1
+5V1
+5V1
+15V
+15V
-15V
-15V
WR1
RD1
CS1
CS2
CLK1
CLK1
B1
A1
B2
0V
0V
CA
N_
RX
D
RE
SE
T
CA
N_
TX
D
RX
D1
EX
T_
INT
TX
D1
+5
V
+5
V
NC
NC
+5
V2
MS
O
SC
K
MO
SI
RE
SE
T
0V
2
NC
NC
BRT1
BRT2
IH-Down
Uref.10V
0V
NC
NC
IH-Up
0V
P. UD ein
WA2
CS3
RD2
CLK2
0V
NC
NC
CS4
0V
+5V
X5
/1
X5
/2
X5
/3
X5
/4
X5
/5
X5
/6
X5
/7
X5
/8
X5
/9X
5R
obo./A
uto.
X5
/10
X5
/11
X5
/12
X5
/13
X5
/14
X5
/15
X5
/16
X5
/17
X5
/18
X6
/2
X6
/1X
6N
ot/Au
s
X1
0/2
X1
0/1
X1
0F
üh
lerspan
nu
ng
T 3 2 8 / A
CA
8-
X11/1X11/2X11/3X11/4X11/5X11/6X11/7X11/8X11/9
X11/10X11/11X11/12X11/13X11/14X11/15X11/16X11/17X11/18X11/19X11/20X11/21X11/22X11/23X11/24X11/25X11/26
A2
Ana. A
Ana. B
Ana. C
OE
0V-Ana.
0V-Ana.
+10V Uref.
+10V Uref.
0V1
0V1
+5V1
+5V1
+15V
+15V
-15V
-15V
WR1
RD1
CS1
CS2
CLK1
CLK1
B1
A1
B2
Fron
tplatte
X1
X2/2
X2/1X2
Sch
lüsselsch
alter12Sch
lüsse
lscha
lter
S2
-
11
1
? T
2
? T
C 91
D 91
A 61
B 61
E 81
Op
tion
al:
Da
tum:
Na
me
:
ge
zeich
ne
t:
ge
prüft:
Fre
iga
be
:
26.09.2006N
IEDEN
THAL
Bla
tt: / 2This draw
ing is protected by copyright. It m
ay not be reproduced or utilised in any way
or comm
unicated or forwarded to third parties
without our express perm
ission!
2
TETRIX 300 AC
/DC
4420-00
Ze
ichn
un
gsn
um
me
r:
WIG
-GER
AET, 3X400V CLASSIC
Änderung-
Änderung-
Änderung-
Änderung-
Figure 11-4

Circuit diagrams TETRIX 350 AC/DC COMFORT activArc
88 Item No.: 099-004877-EWM01
11.3 TETRIX 350 AC/DC COMFORT activArc
X7
/10
X7
/11
X7
/12
X7
/13
X7
/14
X7
/15
X7
/16
X7
/17
X7
/18
X7
/1
X7
/2
X7
/3
X7
/4
X7
/5
X7
/6
X7
/7
X7
/8
X7
/9
L1
L2
L3
TR
I
A1
-
D C
3 0
0
X3
/1
X3
/2
A3-1
SP
W6
GL
-Dro
ssel
PE L1L2L3
Q1
-
L1L2L3
T1
T2
T3
A1
-L
1
A1
-L
2
A1
-L
3
X5/1
X5/2
X4/1
D-S
ub.
15
polig
T1
T2
T4
T3X
4X
6
T R
F 6
A2
-
X5
12
?T
18
?T
3
40
0V
AC
6
23
0V
AC
9
0V
AC
120VAC
20VAC
WIG
ELW
22
nF
PE
T?
PE
2-
1
PE
4-
X1
-P
E
PE
123
Rü
ckseite
8/9
6/7
17/18
14/15
10/11
T1
-AB
3/4
1/2
17
/1
8
40
0V
14
/1
5
23
0V
10
/1
1
0V
6/
7
0V
8/
9
20
V
AE
HF
-Dro
ssel
L1
-
2x2
n2F
PE
X8/2
X8/1
15poligD-Sub.
15poligD-Sub.
15poligD-Sub.
15poligD-Sub.
X3
/1
X3
/2
X3
/3
X3
/4
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X1
/7
X1
/8
T2
4A
TF
1
T1
12
V
W K
- 6A
6-
X9
/1
X9
/2
X2
/1
X2
/2
X2
/3
X2
/4
X7
X6
X5
X4
E5
2
8
PE
1
PE
1-
1
42VA
C
2
0VA
C
5
42VA
C
6
0VA
C
1
Absicherung
2
Absicherung
A
42
VB
0V
B3
2
A3
2
X2
/1
X2
/2
X2
/3
X2
/4
X2
X1
/1
X1
/2
X1
X4
/1
X4
/2
X4
/3
X4
/4
X3
/1
X3
/2
X4
X3
HF
-DC
1/T
A7
-
1
+15V
3
HF
3C
2
3D
2
1
Coil
2
Coil
1
?T
2
?T
HF
-DC
Co
ilA
3-
2 El
W
Co
ilC
oil
2
0VA
C
4
42VA
C
12
4A
F1
-
Option
al:
42
V
RS
GN
D
RX
D
TX
D
RS
+1
2V
0V
Sch
irmX
1/7
X1
/6
X1
/5
X1
/4
X1
/3
X1
/2
X1
/1
42
V
RX
D
RS
GN
D
TX
D
RS
+1
2V
0V
Sch
irmX
2/7
X2
/6
X2
/5
X2
/4
X2
/3
X2
/2
X2
/1
2x2
n2
F
Stecker X3
D-SUB15polig
A5
-V
P5
/2D
1A
5-
PE
/
1P
E3
-
PE
XA-1
PE
PE
Da
tum:
Na
me
:
ge
zeich
ne
t:
ge
prüft:
Fre
iga
be
:
23.05.2006N
IEDEN
THAL
Bla
tt: / 2This draw
ing is protected by copyright. It m
ay not be reproduced or utilised in any way
or comm
unicated or forwarded to third parties
without our express perm
ission!
1
TETRIX 350 AC
/DC
4155-00Z
eich
nu
ng
snu
mm
er:
WIG
-GER
AET, 3X400V CO
MFO
RT
Änderung-
Änderung-
Änderung-
Änderung-
Figure 11-5

Circuit diagrams
TETRIX 350 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 89
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X1
/7
X1
/8
X1
/9
X1
/10
BR
T1
BR
T2
Ure
f+1
0V
IH-D
ow
n
UP
Po
ti UD
/ein
NC
NC0V
0V
4M
7
7x2
n2
F
X2
/2
X2
/1
X3
/4
X3
/3
X3
/2
X3
/1
X2
/6
X2
/5
X2
/4
X2
/3
X2
/2
X2
/1
X2
/7
X2
/8
2345678910
11
12
1
A9
-
BT
F1
X2
-23456789 1N
CPC
-RX
D
PC
-GN
D
NC
NC
PC
-TX
D
PC
-DT
R
PC
-RT
S
NC
123456
ABCDEFGH
Pu
mp
e
Lü
fter
+1
5V
Wa
sserm
an
ge
l
Wa
sserkü
hle
r
0V
NC
NC
X3
-
Ringkern
1W
dg
. du
rchg
ezo
ge
n
Ga
s
Y1
-12
PE
ABCDEFGHJKLMNPRSTUV
PE
IGR
0
Po
ti IH
Po
ti IL
Po
lwe
nd
. PW
S
Ure
f.10
V
Isoll
Pu
ls Fre
qu
en
z
0V
+1
5V
IGR
0
FR
-Typ
1
FR
-Typ
2
FR
-Typ
3
FR
ST
R/S
TP
FR
WIG
/EL
EK
.
FR
MIG
ein
/au
s
0V
-15
V
X4
-
1
2
3
4
5
6
7
8
9
1 0
1 1
1 2
1 3
1 4
1 5
1 6
1 7
1 8
Rin
gke
rn
1236710
11
12
13
14
15
16
12 4
ABCDEFGHJKLMNPRSTUV
PE
RE
Ga
us
SY
N_
E
IGR
0
No
t/Au
s
0V
NC
Uist
VS
chw
eiss
SY
N_
A
Str./S
tp.
+1
5V
-15
V
NC
No
t/Au
s
0V
Iist
NC
SY
N_
A 0
V
X6
-
Rin
gke
rn
12Sch
lüsse
lscha
lter
S1
-
12
HF
ein
/au
s
S2
-
1
1
2
5
6
7
9
1 1
1 2
2
1
PE
4-
+15V
HF
42VAC
0VAC
0V
Gasrelais
Gasrelais
HF-Liftarc
Op
tion
al:
Iist
RE
Ga
us
SY
N_
E
IGR
0
0V
+1
5V
Uist
VS
chw
eiss
SY
N_
A
Str./S
tp.
SY
N_
A 0
V
0V
-15
V
No
t/Au
s
No
t/Au
s
Relais IGRO
Polwendung PWS
-15V
0V
FR MIG ein/aus
FR WIG/ELEK
FR STR./STP.
FR-Typ1
FR-Typ2
FR-Typ3
+15V
IGR0
0V
Puls Frequenz
Isoll
Uref.10V
Poti-IL
Poti-IH
12345678123
BT
1
X5
-12B
T2
30
V
4T
?
5U
ref.1
0V
6IH
-Do
wn
7U
p
8P
oti U
D/e
in
A4
-
T 3
2 0
/ 1
X9
/1
X9
/2
X9
/3
X9
/4
X9
/5
X9
/6
X2
0/1
X2
0/2
X2
0/3
X2
0/4
X2
0/5
X2
0/6
X2
0/7
X2
0/8
X2
0/9
X2
0/1
0
X2
1
X2
1/1
X2
1/2
X2
1/3
X2
1/4
X2
1/5
X2
1/6
X2
1/7
X2
1/8
X2
1/9
X2
1/1
0
D-Sub.9polig
X12
Fernregler
X-P
E
X12/10
X12/11
X12/12
X12/13
X12/14
X12/15
X12/16
X12/17
X12/18
X12/1
X12/2
X12/3
X12/4
X12/5
X12/6
X12/7
X12/8
X12/9
X-PE/1
X-PE/2
Bren
nertaster1
X13
X13/9
X13/8
X13/7
X13/6
X13/5
X13/4
X13/3
X13/2
X13/1
X13/10B
renn
ertaster2X
22
X22/9
X22/8
X22/7
X22/6
X22/5
X22/4
X22/3
X22/2
X22/1
X22/10
X1
4P
eriph
erie
X14/12
X14/11
X14/10
X14/9
X14/8
X14/7
X14/6
X14/5
X14/4
X14/3
X14/2
X14/1
D-S
ub.
15
polig
X11/1X11/2X11/3X11/4X11/5X11/6X11/7X11/8X11/9
X11/10X11/11X11/12X11/13X11/14X11/15X11/16X11/17X11/18X11/19X11/20X11/21X11/22X11/23X11/24X11/25X11/26
X8
System
bu
sX
11
Fron
tplatte
X2
Lü
fter
X2/4
X2/3
X2/2
X2/1
Prog
ramm
iersteckerX
20
Prog
ramm
ierstecker
Wasserkü
hler
X9
Com
pu
terX
7
Erd
un
gA2
Ana. A
Ana. B
Ana. C
OE
0V-Ana.
0V-Ana.
+10V Uref.
+10V Uref.
0V1
0V1
+5V1
+5V1
+15V
+15V
-15V
-15V
WR1
RD1
CS1
CS2
CLK1
CLK1
B1
A1
B2
0V
0V
CA
N_
RX
D
RE
SE
T
CA
N_
TX
D
RX
D1
EX
T_
INT
TX
D1
+5
V
+5
V
NC
NC
+5
V2
MS
O
SC
K
MO
SI
RE
SE
T
0V
2
NC
NC
BRT1
BRT2
IH-Down
Uref.10V
0V
NC
NC
IH-Up
0V
P. UD ein
WA2
CS3
RD2
CLK2
0V
NC
NC
CS4
0V
+5V
X5
/1
X5
/2
X5
/3
X5
/4
X5
/5
X5
/6
X5
/7
X5
/8
X5
/9X
5R
obo./A
uto.
X5
/10
X5
/11
X5
/12
X5
/13
X5
/14
X5
/15
X5
/16
X5
/17
X5
/18
X6
/2
X6
/1X
6N
ot/Au
s
X1
0/2
X1
0/1
X1
0F
üh
lerspan
nu
ng
B1 1 2 3 4 5
Do
pp
elta
ster
WIG
-Bre
nn
er m
it
2-B
T
1-BT
12345678 X5
b-
BT
1
BT
2
0V
T?
Ure
f. 10
V
IH-D
ow
n
Up
Po
ti UD
/ein
ABCDEFGH
X5
b-
T?
T?
T?
T?
T?
T?
T?
T?
BT
1B
T2
Up
Dow
n
+-
+-
Up
-Do
wn
Bre
nn
er
12345678 X5
b-
BT
1
BT
2
0V
T?
Ure
f. 10
V
IH-D
ow
n
Up
Po
ti UD
/ein
ABCDEFGH
X5
b-
T?
T?
T?
T?
T?
T?
T?
T?
Po
ti-Bre
nn
er
10
k
Alte
rna
tiv:
1
PE
5-
2n2F
PE
12
2n2F
PE
1 2
Ringkern
1W
dg
.
du
rc
hg
ez
og
en
T?P
E6
-
T 3
2 3
/ A C
D C
A8
-
X11/1X11/2X11/3X11/4X11/5X11/6X11/7X11/8X11/9
X11/10X11/11X11/12X11/13X11/14X11/15X11/16X11/17X11/18X11/19X11/20X11/21X11/22X11/23X11/24X11/25X11/26
A2
Ana. A
Ana. B
Ana. C
OE
0V-Ana.
0V-Ana.
+10V Uref.
+10V Uref.
0V1
0V1
+5V1
+5V1
+15V
+15V
-15V
-15V
WR1
RD1
CS1
CS2
CLK1
CLK1
B1
A1
B2
Fron
tplatte
X1
X2/2
X2/1X2
Sch
lüsselsch
alter
1
? T
2
? T
1
?T
2
?T
Op
tion
al:
C 91
D 91
A 31
B 31
E 71
PE
PE
PE
Da
tum:
Na
me
:
ge
zeich
ne
t:
ge
prüft:
Fre
iga
be
:
23.05.2006N
IEDEN
THAL
Bla
tt: / 2This draw
ing is protected by copyright. It m
ay not be reproduced or utilised in any way
or comm
unicated or forwarded to third parties
without our express perm
ission!
2
TETRIX 350 AC
/DC
4155-00Z
eich
nu
ng
snu
mm
er:
WIG
-GER
AET, 3X400V CO
MFO
RT
Änderung-
Änderung-
Änderung-
Änderung-
Figure 11-6

Circuit diagrams TETRIX 500 AC/DC COMFORT activArc
90 Item No.: 099-004877-EWM01
11.4 TETRIX 500 AC/DC COMFORT activArc
X8
/1
X8
/2
X8
/3
X8
/4
X8
/5
X8
/6
X8
/7
X8
/8
X4
/10
X4
/11
X4
/12
X4
/13
X4
/14
X4
/15
X4
/16
X4
/17
X4
/18
X4
/1
X4
/2
X4
/3
X4
/4
X4
/5
X4
/6
X4
/7
X4
/8
X4
/9
L3
/1
L2
/1
L1
/1
11
065
T1
K1
X8
X4
PE
/1
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X7
/2
X7
/1
X5
/1
X5
/2
X5
/3
X5
/4
X5
/5
X5
/6
X5
/7
X5
/8
X6
/2
X6
/1
X1
/7
X1
/8
X1
/9
X1
/10
X1
/11
X1
/12
L3
´/1
L2
´/1
L1
´/1
X1
F2
6.3
A
C/1
D/1
X5
X7
X6
X3
/2
X3
/1
line voltag
eN
etzspan
nu
ng
en
X2
/2
X2
/1
44
0V
/46
0V
40
0V
/41
5V
F3
6.3
A
N E
F - 4
A3
-
PE
A1
A2
A3
V A
1A
9-
Q1
-
L1T
1
L2T
2
L3T
3
Rin
gke
rn
n=
10
Wd
g.
Tx
x-
X1
-P
E
PE
123
1369
10
12
18
44
0/4
60
V
0V
46V
42V0V
23
0V
40
0/4
15
V
T1
-
20V0V
8642
14121110
440V/460V
AC
400V/415V
AC
230VA
C
440V/460V
AC
0VA
C
400V/415V
AC
0VA
C
L1X
-
L2
L3
PE P
E
L2
L3
L1
1212
12
1614581212
400V/460V
AC
0VA
C
Lüfter
0VA
C
Lüfter
0VA
C
Lüfter
Lüfter
18VA
C
0VA
C
X5/1
X5/2
X4/1
D-S
ub.
15
polig
T1
T2
T4
T3X
4X
6
T R
F 6 / - 6 MA
15
-
X5
2 1
?T
L1
-
1
2
T?
PE
1
2x2
n2F
PE
HF
-DC
Co
ilA
5-
Co
il-1 E
LW
Co
ilC
oil
WIG
ELW
22
nF
PE
L1
L2
L3
TR
I5
A1
-
1~
X3
/1
X3
/2S
PW
6
1~ M
1-M2
Lüfter
1212128
3A
2
3B
2
15poligD-SUB
Stecker X3
Sch
irm 0V
RS
+1
2V
TX
D
RX
D
RS
GN
D
42
V
X1
/7
X1
/6
X1
/5
X1
/4
X1
/3
X1
/2
X1
/1
Sch
irm 0V
RS
+1
2V
RS
GN
D
42
V
X2
/7
X2
/6
X2
/5
X2
/4
X2
/3
X2
/2
X2
/1
RX
D
TX
D
VP
5/2
D2x2
n2
F
A1
1-
X2
/1
X2
/2
X2
/3
X2
/4
X2
X1
/1
X1
/2
X1
X4
/1
X4
/2
X4
/3
X4
/4
X3
/1
X3
/2
X4
X3
HF
-DC
1/T
A6
-
12 24
13
3E
2
3F
2
n = ? W d g .
Rin
gke
rn
T x x - 1
n = ? W d g .
Rin
gke
rn
T x x
1
PE
2-
1
PE
3-
42VA
C
0VA
C
42VA
C
0VA
C
42VA
C
0VA
C
20VAC
0VAC
42VA
C
0VA
C
42VA
C
0VA
C
Coil
Coil
AE
HF
-Dro
ssel
L2
-
148
1~
Lü
fter
M4
-
12
T1
.1
?T
1?
1 X7
-
2T
2.
1?
T2
?
3T
3.
1?
T3
?
4T
4.
1?
T4
?
5T
5.
1?
T5
?
6T
6.
1?
T6
?
7T
7.
1?
T7
?
8T
8.
1?
T8
?
1~
Lü
fter
M3
-
12
AC
Modul
AC
Modul
A1
2-
Relais1
X2
/3
X2
/2
X2
/1
X1
/2
X1
/1
A1
2-
X2
/3
A1
2-
X2
/2
A1
2-
X2
/1
T1
.1
?T
1?
1
X6
A-
2T
2.
1?
T2
?
C4
2
D4
2
X8/2
X8/1
15poligD-Sub.
15poligD-Sub.
15poligD-Sub.
15poligD-Sub.
X3
/1
X3
/2
X3
/3
X3
/4
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X1
/7
X1
/8
T2
4A
TF
1
T1
12
V
W K
- 6A
4-
X9
/1
X9
/2
X2
/1
X2
/2
X2
/3
X2
/4
X7
X6
X5
X4
G5
2
Op
tion
al:
1
Absicherung
2
Absicherung
1
?T
2
?T
12
4A
F1
-
2
?T
1
?T
A1
-L
1
A1
-L
2
PE
PE
PE
Da
tum:
Na
me
:
ge
zeich
ne
t:
ge
prüft:
Fre
iga
be
:
24.05.2006N
IEDEN
THAL
Bla
tt: / 2This draw
ing is protected by copyright. It m
ay not be reproduced or utilised in any way
or comm
unicated or forwarded to third parties
without our express perm
ission!
1
TETRIX 500 AC
/DC
4162-00Z
eich
nu
ng
snu
mm
er:
WIG
-GER
AET, 3X400V CO
MFO
RT
Änderung-
Änderung-
Änderung-
Änderung-
Figure 11-7

Circuit diagrams
TETRIX 500 AC/DC COMFORT activArc
Item No.: 099-004877-EWM01 91
X1
/1
X1
/2
X1
/3
X1
/4
X1
/5
X1
/6
X1
/7
X1
/8
X1
/9
X1
/10
BR
T1
BR
T2
Ure
f+1
0V
IH-D
ow
n
UP
Po
ti UD
/ein
NC
NC0V
0V
4M
7
7x2
n2
F
X2
/2
X2
/1
X3
/4
X3
/3
X3
/2
X3
/1
X2
/6
X2
/5
X2
/4
X2
/3
X2
/2
X2
/1
X2
/7
X2
/8
2345678910
11
12
1
A8
-
BT
F1
X2
-23456789 1N
C
PC
-RX
D
PC
-GN
D
NC
NC
PC
-TX
D
PC
-DT
R
PC
-RT
S
NC
123456
ABCDEFGH
Pu
mp
e
Lü
fter
+1
5V
Wa
sserm
an
ge
l
Wa
sserkü
hle
r
0V
NC
NC
X3
-
Ringkern
1W
dg
. du
rchg
ezo
ge
n
Ga
s
Y1
-
12
PE
ABCDEFGHJKLMNPRSTUV
PE
IGR
0
Po
ti IH
Po
ti IL
Po
lwe
nd
. PW
S
Ure
f.10
V
Isoll
Pu
ls Fre
qu
en
z
0V
+1
5V
IGR
0
FR
-Typ
1
FR
-Typ
2
FR
-Typ
3
FR
ST
R/S
TP
FR
WIG
/EL
EK
.
FR
MIG
ein
/au
s
0V
-15
V
X4
-
1
2
3
4
5
6
7
8
9
1 0
1 1
1 2
1 3
1 4
1 5
1 6
1 7
1 8
Rin
gke
rn
12310
11
12
13
14
15
16
12
ABCDEFGHJKLMNPRSTUV
PE
RE
Ga
us
SY
N_
E
IGR
0
No
t/Au
s
0V
NC
Uist
VS
chw
eiss
SY
N_
A
Str./S
tp.
+1
5V
-15
V
NC
No
t/Au
s
0V
Iist
NC
SY
N_
A 0
V
X6
-
Rin
gke
rn
Rin
gke
rn
Rin
gke
rn
1
1
12Sch
lüsse
lscha
lter
S1
-
11
Op
tion
al:
12
HF
ein
/au
s
S2
-
1
1
2
5
6
7
9
1 1
1 2
1
3
2
1
PE
4-
+15V
HF
42VAC
0VAC
0V
Gasrelais
Gasrelais
HF-Liftarc
Lüfter
Lüfter
Op
tion
al:
Iist
RE
Ga
us
SY
N_
E
Uist
VS
chw
eiss
SY
N_
A
Str./S
tp.
SY
N_
A 0
V
0V
-15
V
No
t/Au
s
No
t/Au
s
Relais IGRO
Polwendung PWS
-15V
0V
FR MIG ein/aus
FR WIG/ELEK
FR STR./STP.
FR-Typ1
FR-Typ2
FR-Typ3
+15V
IGR0
0V
Puls Frequenz
Isoll
Uref.10V
Poti-IL
Poti-IH
12345678123
BT
1
X5
-12B
T2
30
V
4T
?
5U
ref.1
0V
6IH
-Do
wn
7U
p
8P
oti U
D/e
in
A2
-
T 3
2 0
/ 1
X9
/1
X9
/2
X9
/3
X9
/4
X9
/5
X9
/6
X2
0/1
X2
0/2
X2
0/3
X2
0/4
X2
0/5
X2
0/6
X2
0/7
X2
0/8
X2
0/9
X2
0/1
0
X2
1
X2
1/1
X2
1/2
X2
1/3
X2
1/4
X2
1/5
X2
1/6
X2
1/7
X2
1/8
X2
1/9
X2
1/1
0
D-Sub.9polig
X12
Fernregler
X-P
E
X12/10
X12/11
X12/12
X12/13
X12/14
X12/15
X12/16
X12/17
X12/18
X12/1
X12/2
X12/3
X12/4
X12/5
X12/6
X12/7
X12/8
X12/9
X-PE/1
X-PE/2
Bren
nertaster1
X13
X13/9
X13/8
X13/7
X13/6
X13/5
X13/4
X13/3
X13/2
X13/1
X13/10B
renn
ertaster2X
22
X22/9
X22/8
X22/7
X22/6
X22/5
X22/4
X22/3
X22/2
X22/1
X22/10
X1
4P
eriph
erie
X14/12
X14/11
X14/10
X14/9
X14/8
X14/7
X14/6
X14/5
X14/4
X14/3
X14/2
X14/1
D-S
ub.
15
polig
X11/1X11/2X11/3X11/4X11/5X11/6X11/7X11/8X11/9
X11/10X11/11X11/12X11/13X11/14X11/15X11/16X11/17X11/18X11/19X11/20X11/21X11/22X11/23X11/24X11/25X11/26
X8
System
bu
sX
11
Fron
tplatte
X2
Lü
fter
X2/4
X2/3
X2/2
X2/1
Prog
ramm
iersteckerX
20
Prog
ramm
ierstecker
Wasserkü
hler
X9
Com
pu
terX
7
Erd
un
gA2
Ana. A
Ana. B
Ana. C
OE
0V-Ana.
0V-Ana.
+10V Uref.
+10V Uref.
0V1
0V1
+5V1
+5V1
+15V
+15V
-15V
-15V
WR1
RD1
CS1
CS2
CLK1
CLK1
B1
A1
B2
0V
0V
CA
N_
RX
D
RE
SE
T
CA
N_
TX
D
RX
D1
EX
T_
INT
TX
D1
+5
V
+5
V
NC
NC
+5
V2
MS
O
SC
K
MO
SI
RE
SE
T
0V
2
NC
NC
BRT1
BRT2
IH-Down
Uref.10V
0V
NC
NC
IH-Up
0V
P. UD ein
WA2
CS3
RD2
CLK2
0V
NC
NC
CS4
0V
+5V
X5
/1
X5
/2
X5
/3
X5
/4
X5
/5
X5
/6
X5
/7
X5
/8
X5
/9X
5R
obo./A
uto.
X5
/10
X5
/11
X5
/12
X5
/13
X5
/14
X5
/15
X5
/16
X5
/17
X5
/18
X6
/2
X6
/1X
6N
ot/Au
s
X1
0/2
X1
0/1
X1
0F
üh
lerspan
nu
ng
B1 1 2 3 4 5
Do
pp
elta
ster
WIG
-Bre
nn
er m
it
2-B
T
1-BT
12345678 X5
b-
BT
1
BT
2
0V
T?
Ure
f. 10
V
IH-D
ow
n
Up
Po
ti UD
/ein
ABCDEFGH
X5
b-
T?
T?
T?
T?
T?
T?
T?
T?
BT
1B
T2
Up
Dow
n
+-
+-
Up
-Do
wn
Bre
nn
er
12345678 X5
b-
BT
1
BT
2
0V
T?
Ure
f. 10
V
IH-D
ow
n
Up
Po
ti UD
/ein
ABCDEFGH
X5
b-
T?
T?
T?
T?
T?
T?
T?
T?
Po
ti-Bre
nn
er
10
k
1
PE
5-
2n2F
PE
12
2n2F
PE
1 2
Ringkern
1W
dg
.
du
rc
hg
ez
og
en
T?P
E6
-
T 3
2 3
/ A C
D C
A7
-
X11/1X11/2X11/3X11/4X11/5X11/6X11/7X11/8X11/9
X11/10X11/11X11/12X11/13X11/14X11/15X11/16X11/17X11/18X11/19X11/20X11/21X11/22X11/23X11/24X11/25X11/26
A2
Ana. A
Ana. B
Ana. C
OE
0V-Ana.
0V-Ana.
+10V Uref.
+10V Uref.
0V1
0V1
+5V1
+5V1
+15V
+15V
-15V
-15V
WR1
RD1
CS1
CS2
CLK1
CLK1
B1
A1
B2
Fron
tplatte
X1
X2/2
X2/1X2
Sch
lüsselsch
alter
Alte
rna
tiv:
4
IGR
0
6
0V7
+15V
E 91
F 91
A 61
B 61
C 51
D 51
G 81
PE
PE
PE
Da
tum:
Na
me
:
ge
zeich
ne
t:
ge
prüft:
Fre
iga
be
:
24.05.2006N
IEDEN
THAL
Bla
tt: / 2This draw
ing is protected by copyright. It m
ay not be reproduced or utilised in any way
or comm
unicated or forwarded to third parties
without our express perm
ission!
2
TETRIX 500 AC
/DC
4162-00Z
eich
nu
ng
snu
mm
er:
WIG
-GER
AET, 3X400V CO
MFO
RT
Änderung-
Änderung-
Änderung-
Änderung-
Figure 11-8

Appendix A Declaration of Conformity
92 Item No.: 099-004877-EWM01
12 Appendix A 12.1 Declaration of Conformity
Originaldokument
liegt jedem Gerät bei!
Original document
is enclosed with each machine!
Document original
est joint à toute machine!
EG - KonformitätserklärungEC – Declaration of ConformityDéclaration de Conformité CE
Name des Herstellers: Name of manufacturer: Nom du fabricant:
EWM HIGHTEC WELDING GmbH (nachfolgend EWM genannt) (In the following called EWM) (nommé par la suite EWM)
Anschrift des Herstellers: Address of manufacturer: Adresse du fabricant:
Dr.- Günter - Henle - Straße 8 D - 56271 Mündersbach – Germany [email protected]
Hiermit erklären wir, daß das bezeichne-te Gerät in seiner Konzeption und Bau-art sowie in der von uns in Verkehr gebrachten Ausführung den grundle-genden Sicherheits-anforderungen der unten genannten EG- Richtlinien ent-spricht. Im Falle von unbefugten Verän-derungen, unsachgemäßen Reparaturen Nichteinhaltung der Fristen zur Wieder-holungsprüfung und / oder unerlaubten Umbauten, die nicht ausdrücklich von EWM autorisiert sind, verliert diese Erklärung ihre Gültigkeit.
We hereby declare that the machine below conforms to the basic safety requirements of the EC Directives cited both in its design and construction, and in the version re-leased by us. This declaration shall be-come null and void in the event of unau-thorised modifications, improperly con-ducted repairs, non-observance of the deadlines for the repetition test and/or non-permitted conversion work not specifically authorised by EWM.
Par la présente, nous déclarons que le poste, dans sa conception et sa construc-tion, ainsi que dans le modèle mis sur le marché par nos services ci-dessous, cor-respondent aux directives fondamentales de sécurité énoncées par l´CE et mention-nées ci-dessous. En cas de changements non autorisés, de réparations inadéquates, de non-respect des délais de contrôle en exploitation et/ou de modifications prohi-bées n’ayant pas été autorisés expressé-ment par EWM, cette déclaration devient caduque.
Gerätebezeichnung:Description of the machine: Déscription de la machine:
Gerätetyp:Type of machine: Type de machine:
Artikelnummer EWM: Article number: Numéro d´article
Seriennummer:Serial number: Numéro de série:
Optionen:Options: Options:
keinenoneaucune
Zutreffende EG - Richtlinien: Applicable EU - guidelines: Directives de la CE applicables:
EG - Niederspannungsrichtlinie (2006/95/EG)EC – Low Voltage Directive (2006/95/EG)Directive CE pour basses tensions (2006/95/EG)EG- EMV- Richtlinie (2004/108/EG)EC – EMC Directive (2004/108/ EG)Directive CE EMV (2004/108/EG)
Angewandte harmonisierte Normen: Used co-ordinated norms: Normes harmonisées appliquées:
EN 60974 / IEC 60974 / VDE 0544 EN 50199 / VDE 0544 part 206 GOST-R
Hersteller - Unterschrift: Manufacturer's signature:Signature du fabricant:
Michael Szczesny , Geschäftsführer managing director gérant
01.2007