formeln formulas - paul horn · pdf fileformeln formulas n = drehzahl revolutions v c =...
TRANSCRIPT
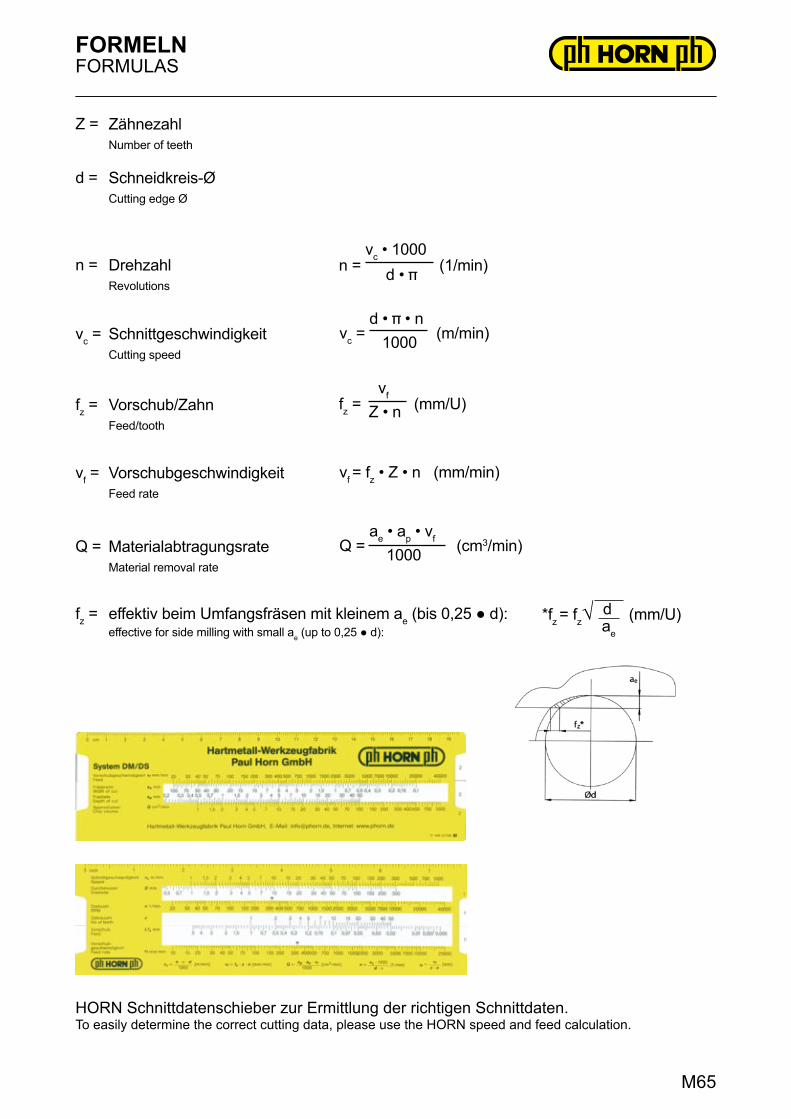
FORMELNFORMULAS
n = vc • 1000
(1/min)
d • �
vc = d • � • n
(m/min) 1000
Q = ae • ap • vf (cm3/min) 1000
fz = vf
Z • n (mm/U)
vf = fz • Z • n (mm/min)
Z =
*fz = fz√ d (mm/U) ae
ZähnezahlNumber of teeth
d = Schneidkreis-ØCutting edge Ø
n = DrehzahlRevolutions
vc = SchnittgeschwindigkeitCutting speed
fz = Vorschub/ZahnFeed/tooth
vf = VorschubgeschwindigkeitFeed rate
Q = MaterialabtragungsrateMaterial removal rate
effektiv beim Umfangsfräsen mit kleinem ae (bis 0,25 ● d):effective for side milling with small ae (up to 0,25 ● d):
fz =
HORN Schnittdatenschieber zur Ermittlung der richtigen Schnittdaten.To easily determine the correct cutting data, please use the HORN speed and feed calculation.
M65

deff = 12 • sin [20° + arccos (12 - 2 • 1,2 )] 12
deff = d • sin [ß + arccos (d - 2ap )] d
Schnittgeschwindigkeiten und Drehzahlen beim KopierfräsenCutting speed and number of revolutions for copy milling
n = vc • 1000
deff • �
(1/min)
vc = deff • � • n
1000(m/min)
Wirkdurchmesser deff bei ß = 0°Effective cutting diameter ß = 0°
√deff = 2 d • ap - ap2 (mm)
Beispiel: / Example::d = Ø12 mm; ap = 1,2 mm; ß = 0° deff = 7,2 mm
Wirkdurchmesser deff bei ß = +20°Effective cutting diameter ß = +20°
Beispiel: / Example::d = Ø12 mm; ap = 1,2 mm; ß = +20° deff = 10,05 mm
deff = 12 • sin [arccos (12 - 2 • 1,2 ) - 20°] 12
deff = d • sin [arccos (d - 2ap ) - ß] d
Wirkdurchmesser deff bei ß = -20°Effective cutting diameter ß = -20°
Beispiel: / Example::d = Ø12 mm; ap = 1,2 mm; ß = -20° deff = 3,48 mm
FORMELNFORMULAS
n = DrehzahlRevolutions
vc = SchnittgeschwindigkeitCutting speed
M66

Wer
ksto
ff-gr
uppe
nM
ater
ial g
roup
s
Mat
eria
lM
ater
ial
DIN
Bez
eich
nung
Specificatio
nv c D
SR/D
SF
m/m
inv c D
SRF
m/m
inv c D
SRR
m/m
in
IK
ohle
nsto
ff-st
ahl
Car
bon
stee
l
1.01
611.
0050
1.05
031.
0601
1.07
15
St3
7-2
St5
0-2
C45
C60
9SM
n28K
160-
200
250-
300
IIW
erkz
eugs
tahl
Tool
ste
el
1.23
121.
2343
1.23
791.
2767
40C
rMnM
oS8-
6X
38C
rMoV
5-1
X15
5CrV
Mo1
2-1
X40
NiC
rMo4
70-9
011
0-15
0
1.20
801.
2083
1.25
10
X21
0Cr1
2X
42C
r13
100M
nCrW
490
-110
150-
180
IIIR
ostfr
eier
S
tahl
Sta
inle
ss s
teel
1.43
011.
4401
1.44
041.
4436
1.45
41
X5C
rNi1
8-10
X5C
rNiM
o17-
12-2
X2C
rNiM
o17-
12-2
X3C
rNiM
o17-
13-3
X6C
rNiT
i18-
10
50-7
070
-100
1.41
041.
4305
X14
CrM
oS17
X8C
rNiS
18-9
100-
130
120-
150
IVLe
gier
ter S
tahl
Allo
yed
stee
l
1.71
311.
7227
1.85
07
16M
nCr5
42C
rMoS
434
CrA
lMo5
90-1
2015
0-20
0
VA
lum
iniu
mA
lum
iniu
m3.
2315
3.43
65A
lMgS
i1A
lZnM
gCu1
,5
Kun
stst
offe
Syn
thet
ics
SCHNITTDATEN WeichbearbeitungCUTTING DATA Soft machining
M67

Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,30 < 0,15 0,015 - 0,020 < 0,40 < 0,30 0,020 - 0,030 < 0,50 < 0,35 0,025 - 0,035 < 0,60 < 0,50 0,030 - 0,040 < 0,80 < 0,70 0,040 - 0,060 < 1,00 < 0,90 0,055 - 0,075 < 1,20 < 1,20 0,100 - 0,130 < 1,40 < 1,40 0,120 - 0,180 < 1,60 < 1,60 0,150 - 0,250
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,3 0,015 - 0,020 < 6,0 < 0,4 0,020 - 0,030 < 7,5 < 0,5 0,025 - 0,035 < 9,0 < 0,8 0,030 - 0,040 < 12,0 < 1,0 0,040 - 0,060 < 15,0 < 1,3 0,055 - 0,075 < 18,0 < 2,4 0,100 - 0,130 < 21,0 < 2,8 0,120 - 0,180 < 24,0 < 3,2 0,150 - 0,250
Typ / Type Z Ød (mm) DSKK 4 3,0 DSKK 4 4,0 DSKK 4 5,0 DSKK 4 6,0 DSKK 4 8,0 DSKK 4 10,0 DSKK 4 12,0 DSKK 4 14,0 DSKK 4 16,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 < 350Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics < 350
DSKK Schaftfräser Vollradius / Endmill Ballnose
ap bis/up to 1,50 x dae bis/up to to 0,20 x d
ap bis/up to 0,10 x dae bis/up to 0,10 x d
CrCn-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung
HPM
Beim Kopierfräsen kann die Schnittgeschwindigkeit vc bis zu 30% erhöht werden.For profile milling cutting speed vc may be increased up to 30%.
CrCn coated
recommended cooling:1. Emulsion
2. Minimum lubrification
Vollradius / Ballnose
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M68

Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,30 < 0,15 0,015 - 0,020 < 0,40 < 0,30 0,020 - 0,030 < 0,50 < 0,35 0,025 - 0,035 < 0,60 < 0,50 0,030 - 0,040 < 0,80 < 0,70 0,040 - 0,060 < 1,00 < 0,90 0,055 - 0,075 < 1,20 < 1,20 0,100 - 0,130 < 1,40 < 1,40 0,120 - 0,180 < 1,60 < 1,60 0,150 - 0,250
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,3 0,015 - 0,020 < 6,0 < 0,4 0,020 - 0,030 < 7,5 < 0,5 0,025 - 0,035 < 9,0 < 0,8 0,030 - 0,040 < 12,0 < 1,0 0,040 - 0,060 < 15,0 < 1,3 0,055 - 0,075 < 18,0 < 2,4 0,100 - 0,130 < 21,0 < 2,8 0,120 - 0,180 < 24,0 < 3,2 0,150 - 0,250
Typ / Type Z Ød (mm) DSTK 4 3,0 DSTK 4 4,0 DSTK 4 5,0 DSTK 4 6,0 DSTK 4 8,0 DSTK 4 10,0 DSTK 4 12,0 DSTK 4 14,0 DSTK 4 16,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 < 350Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics < 350
DSTK Torusfräser / Torus Endmi l l
ap bis/up to 0,10 x dae bis/up to 0,10 x d
ap bis/up to 1,50 x d ae bis/up to to 0,20 x d
ap bis/up to 0,10 x dae bis/up to 0,10 x d
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
HSMHPM
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
CrCn-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung
CrCn coated
recommended cooling:1. Emulsion
2. Minimum lubrification
Torus / Torus
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M69

Typ / Type Z Ød (mm) DSMK 3 2,0 DSMK 3 3,0 DSMK 3 4,0 DSMK 3 5,0 DSMK 3 6,0 DSMK 3 8,0 DSMK 3 10,0 DSMK 3 12,0 DSMK 3 14,0 DSMK 3 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 0,2 0,010 - 0,015 < 3,0 < 0,3 0,015 - 0,020 < 6,0 < 0,5 0,020 - 0,030 < 7,5 < 0,7 0,025 - 0,035 < 12,0 < 1,2 0,030 - 0,040 < 16,0 < 1,6 0,040 - 0,060 < 20,0 < 2,0 0,055 - 0,075 < 24,0 < 3,0 0,100 - 0,130 < 28,0 < 3,5 0,120 - 0,180 < 32,0 < 4,0 0,150 - 0,250
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,2 < 2,0 0,010 - 0,015 < 0,3 < 3,0 0,015 - 0,020 < 0,4 < 4,0 0,020 - 0,025 < 0,5 < 5,0 0,020 - 0,030 < 0,6 < 6,0 0,025 - 0,035 < 0,8 < 8,0 0,035 - 0,050 < 1,0 < 10,0 0,055 - 0,065 < 1,2 < 12,0 0,060 - 0,100 < 1,4 < 14,0 0,080 - 0,150 < 1,6 < 16,0 0,090 - 0,180
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 < 350Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics < 350
DSMK
ap bis/up to 0,10 x dap bis/up to 2,00 x dae bis/up to 0,25 x d
Scharfkantig / Sharp
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Schaftfräser / Endmill
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Beim Eckfräsen kann die Schnittgeschwindigkeit vc bis zu 30% erhöht werden.
For shoulder milling cutting speed vc can be increased up to 30%.
CrCn-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung
CrCn coated
recommended cooling:1. Emulsion
2. Minimum lubrification
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
HPM
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M70

Typ / Type Z Ød (mm) DSMRK 3 2,0 DSMRK 3 3,0 DSMRK 3 4,0 DSMRK 3 5,0 DSMRK 3 6,0 DSMRK 3 8,0 DSMRK 3 10,0 DSMRK 3 12,0 DSMRK 3 14,0 DSMRK 3 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 0,2 0,010 - 0,015 < 3,0 < 0,3 0,015 - 0,020 < 6,0 < 0,5 0,020 - 0,030 < 7,5 < 0,7 0,025 - 0,035 < 12,0 < 1,2 0,030 - 0,040 < 16,0 < 1,6 0,040 - 0,060 < 20,0 < 2,0 0,055 - 0,075 < 24,0 < 3,0 0,100 - 0,130 < 28,0 < 3,5 0,120 - 0,180 < 32,0 < 4,0 0,150 - 0,250
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,2 < 2,0 0,010 - 0,015 < 0,3 < 3,0 0,015 - 0,020 < 0,4 < 4,0 0,020 - 0,025 < 0,5 < 5,0 0,020 - 0,030 < 0,6 < 6,0 0,025 - 0,035 < 0,8 < 8,0 0,035 - 0,050 < 1,0 < 10,0 0,055 - 0,065 < 1,2 < 12,0 0,060 - 0,100 < 1,4 < 14,0 0,080 - 0,150 < 1,6 < 16,0 0,090 - 0,180
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 < 350Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics < 350
DSMRK
ap bis/up to 0,10 x dap bis/up to 2,00 x dae bis/up to 0,25 x d
Eckenradius / Corner radius
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Schaftfräser / Endmill
CrCn-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung
CrCn coated
recommended cooling:1. Emulsion
2. Minimum lubrification
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Beim Eckfräsen kann die Schnittgeschwindigkeit vc bis zu 30% erhöht werden.
For shoulder milling cutting speed vc can be increased up to 30%.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
HPM
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M71

Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,02 < 0,01 0,005 - 0,010 < 0,02 < 0,02 0,007 - 0,015 < 0,03 < 0,02 0,010 - 0,017 < 0,06 < 0,02 0,015 - 0,020 < 0,08 < 0,03 0,017 - 0,025 < 0,10 < 0,05 0,020 - 0,030 < 0,12 < 0,06 0,025 - 0,035 < 0,15 < 0,07 0,030 - 0,045 < 0,20 < 0,10 0,035 - 0,060 < 0,25 < 0,12 0,045 - 0,070 < 0,30 < 0,15 0,055 - 0,080
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,15 < 0,02 0,005 - 0,009 < 0,20 < 0,03 0,007 - 0,010 < 0,25 < 0,03 0,009 - 0,015 < 0,45 < 0,04 0,010 - 0,017 < 0,60 < 0,05 0,013 - 0,020 < 1,00 < 0,09 0,016 - 0,025 < 1,20 < 0,10 0,020 - 0,030 < 1,50 < 0,13 0,030 - 0,035 < 2,00 < 0,17 0,035 - 0,050 < 2,50 < 0,21 0,040 - 0,060 < 3,00 < 0,26 0,050 - 0,075
Typ / Type Z Ød (mm) DSKMK 2 0,3 DSKMK 2 0,4 DSKMK 2 0,5 DSKMK 2 0,6 DSKMK 2 0,8 DSKMK 2 1,0 DSKMK 2 1,2 DSKMK 2 1,5 DSKMK 2 2,0 DSKMK 2 2,5 DSKMK 2 3,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 < 350Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics < 350
DSKMK
ap bis/up to 1,00 x dae bis/up to 0,10 x d
ap bis/up to 0,10 x dae bis/up to 0,05 x d
Microfräser / Micro Endmill
Vollradius / Ballnose
Schnittgeschwindigkeit vc basiert auf max. 40.000 1/min.
Cutting Speed vc is based on max. 40.000 rpm.
CrCn-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung
CrCn coated
recommended cooling:1. Emulsion
2. Minimum lubrification
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
L2 Reduktion Reduction 1-5 x d 0% 5-10 x d 30% 10 ~ 50%
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
M72

Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,03 < 0,3 0,005 - 0,009 < 0,04 < 0,4 0,007 - 0,010 < 0,05 < 0,5 0,009 - 0,012 < 0,06 < 0,6 0,010 - 0,015 < 0,08 < 0,8 0,012 - 0,017 < 0,10 < 1,0 0,013 - 0,020 < 0,12 < 1,2 0,015 - 0,025 < 0,15 < 1,5 0,017 - 0,030 < 0,20 < 2,0 0,020 - 0,040 < 0,25 < 2,5 0,022 - 0,045 < 0,30 < 3,0 0,025 - 0,055
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,15 < 0,03 0,005 - 0,009 < 0,20 < 0,03 0,007 - 0,010 < 0,25 < 0,04 0,009 - 0,015 < 0,45 < 0,05 0,010 - 0,017 < 0,60 < 0,07 0,013 - 0,020 < 1,00 < 0,10 0,016 - 0,025 < 1,20 < 0,12 0,020 - 0,030 < 1,50 < 0,15 0,030 - 0,035 < 2,00 < 0,20 0,035 - 0,050 < 2,50 < 0,25 0,040 - 0,060 < 3,00 < 0,30 0,050 - 0,075
Typ / Type Z Ød (mm) DSMMK 2 0,3 DSMMK 2 0,4 DSMMK 2 0,5 DSMMK 2 0,6 DSMMK 2 0,8 DSMMK 2 1,0 DSMMK 2 1,2 DSMMK 2 1,5 DSMMK 2 2,0 DSMMK 2 2,5 DSMMK 2 3,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 < 350Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics < 350
DSMMK
ap bis/up to 0,10 x dae bis/up to 0,05 x d
ap bis/up to 0,10 x dap bis/up to 1,00 x dae bis/up to 0,10 x d
Microfräser / Micro Endmill
Eckenradius / Corner radius
CrCn-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung
CrCn coated
recommended cooling:1. Emulsion
2. Minimum lubrification
Schnittgeschwindigkeit vc basiert auf max. 40.000 1/min.
Cutting Speed vc is based on max. 40.000 rpm.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
L2 Reduktion Reduction 1-5 x d 0% 5-10 x d 30% 10 ~ 50%
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
M73

Typ / Type Z Ød (mm) DSKG 3 2,0 DSKG 3 3,0 DSKG 3 4,0 DSKG 3 5,0 DSKG 3 6,0 DSKG 3 8,0 DSKG 3 10,0 DSKG 3 12,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 0,2 0,010 - 0,030 < 3,0 < 0,3 0,015 - 0,040 < 6,0 < 0,4 0,025 - 0,050 < 7,5 < 0,5 0,035 - 0,060 < 9,0 < 0,8 0,045 - 0,080 < 12,0 < 1,0 0,055 - 0,100 < 15,0 < 1,3 0,075 - 0,120 < 24,0 < 2,4 0,075 - 0,140
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,4 < 0,1 0,010 - 0,030 < 0,6 < 0,2 0,015 - 0,040 < 0,8 < 0,3 0,025 - 0,050 < 1,0 < 0,4 0,035 - 0,060 < 1,2 < 0,5 0,045 - 0,080 < 1,6 < 0,7 0,055 - 0,100 < 2,0 < 0,9 0,075 - 0,120 < 2,4 < 1,2 0,075 - 0,140
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120 < 400Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / Graphite < 500Kunststoffe / Synthetics
DSKG Schaftfräser Vollradius / Endmill Ballnose
ap bis/up to 0,20 x dae bis/up to 0,10 x d
ap bis/up to 2,00 x dae bis/up to 0,20 x d
Vollradius / Ballnose
Diamantbeschichtet
Trockenfräsen, mit Pressluft zum Entfernen des Graphitpulvers
Schnittgeschwindigkeit vc basiert auf max. 40.000 1/min.
Cutting Speed vc is based on max. 40.000 rpm.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
Diamond coated
Dry milling, with air pressure to remove the Graphit / Graphite powder
M74
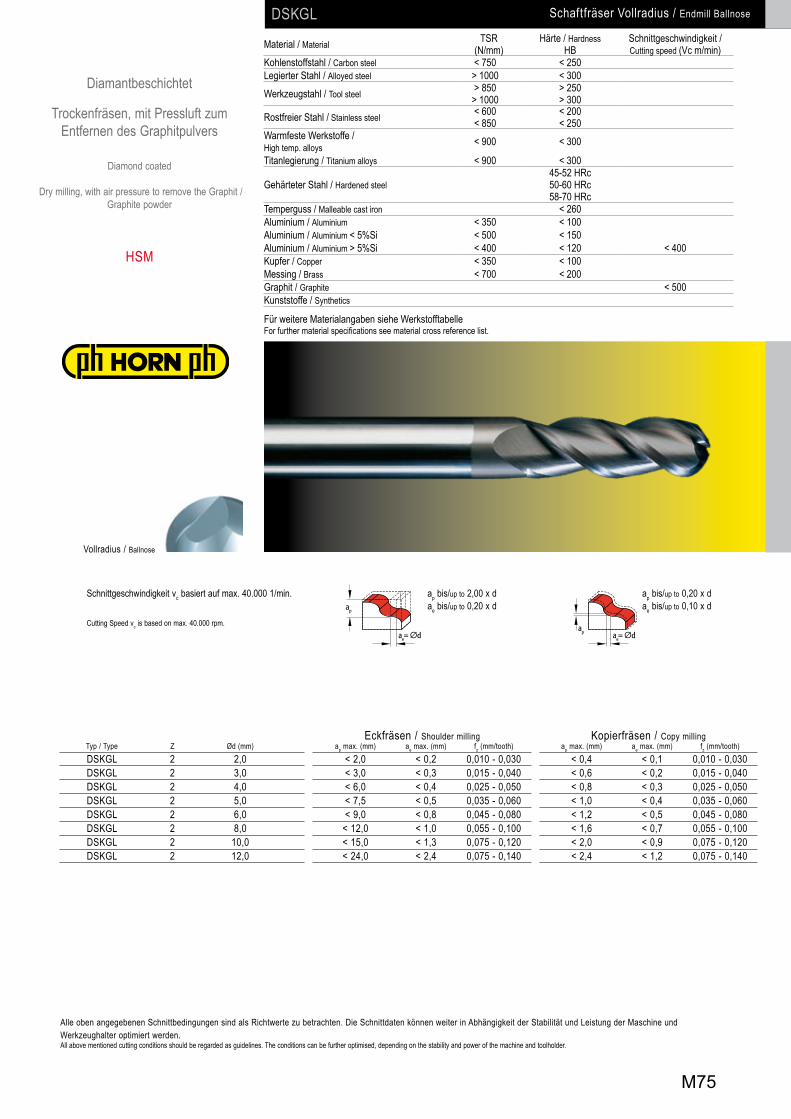
Typ / Type Z Ød (mm) DSKGL 2 2,0 DSKGL 2 3,0 DSKGL 2 4,0 DSKGL 2 5,0 DSKGL 2 6,0 DSKGL 2 8,0 DSKGL 2 10,0 DSKGL 2 12,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 0,2 0,010 - 0,030 < 3,0 < 0,3 0,015 - 0,040 < 6,0 < 0,4 0,025 - 0,050 < 7,5 < 0,5 0,035 - 0,060 < 9,0 < 0,8 0,045 - 0,080 < 12,0 < 1,0 0,055 - 0,100 < 15,0 < 1,3 0,075 - 0,120 < 24,0 < 2,4 0,075 - 0,140
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,4 < 0,1 0,010 - 0,030 < 0,6 < 0,2 0,015 - 0,040 < 0,8 < 0,3 0,025 - 0,050 < 1,0 < 0,4 0,035 - 0,060 < 1,2 < 0,5 0,045 - 0,080 < 1,6 < 0,7 0,055 - 0,100 < 2,0 < 0,9 0,075 - 0,120 < 2,4 < 1,2 0,075 - 0,140
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120 < 400Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / Graphite < 500Kunststoffe / Synthetics
DSKGL Schaftfräser Vollradius / Endmill Ballnose
Diamantbeschichtet
Trockenfräsen, mit Pressluft zum Entfernen des Graphitpulvers
HSM
ap bis/up to 0,20 x dae bis/up to 0,10 x d
ap bis/up to 2,00 x dae bis/up to 0,20 x d
Vollradius / Ballnose
Diamond coated
Dry milling, with air pressure to remove the Graphit / Graphite powder
Schnittgeschwindigkeit vc basiert auf max. 40.000 1/min.
Cutting Speed vc is based on max. 40.000 rpm.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M75
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,5 < 2,0 0,010 - 0,030 < 0,8 < 3,0 0,015 - 0,040 < 2,0 < 4,0 0,025 - 0,050 < 2,5 < 5,0 0,035 - 0,060 < 4,5 < 6,0 0,045 - 0,080 < 6,0 < 8,0 0,055 - 0,100 < 7,5 < 10,0 0,075 - 0,120 < 12,0 < 12,0 0,075 - 0,140
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 0,2 0,010 - 0,030 < 3,0 < 0,3 0,015 - 0,040 < 6,0 < 0,4 0,025 - 0,050 < 7,5 < 0,5 0,035 - 0,060 < 9,0 < 0,8 0,045 - 0,080 < 12,0 < 1,0 0,055 - 0,100 < 15,0 < 1,3 0,075 - 0,120 < 24,0 < 2,4 0,075 - 0,140
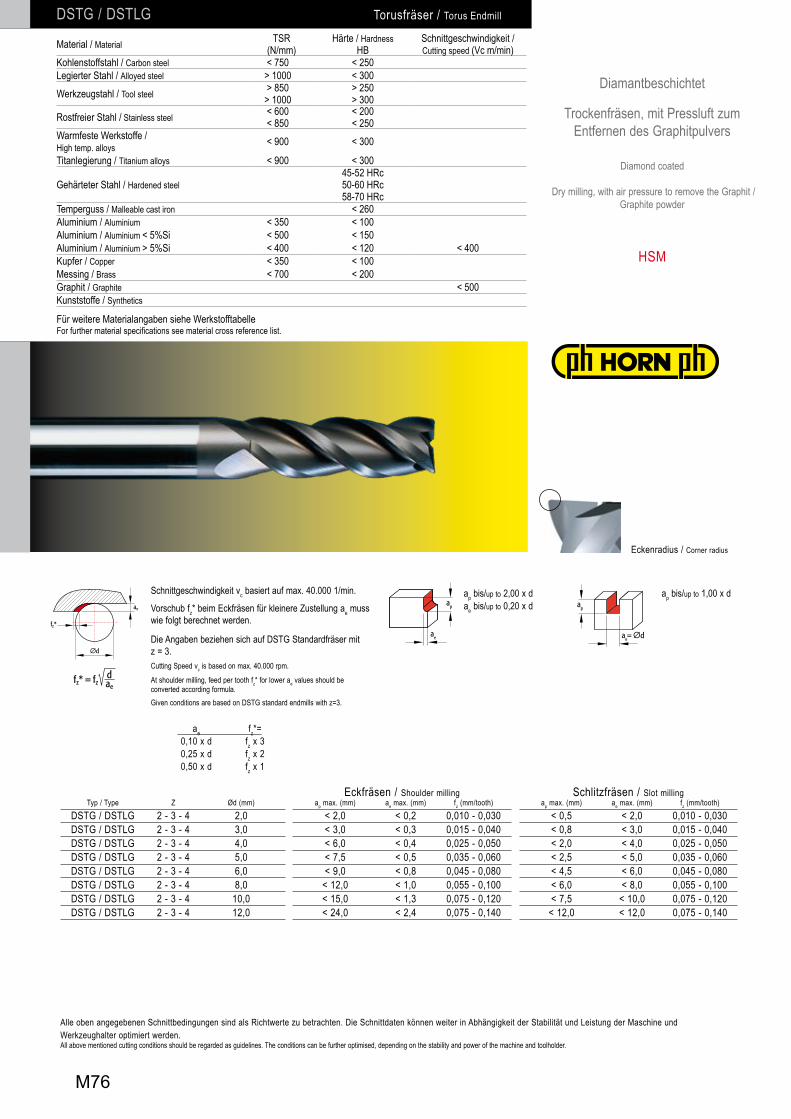
Typ / Type Z Ød (mm) DSTG / DSTLG 2 - 3 - 4 2,0 DSTG / DSTLG 2 - 3 - 4 3,0 DSTG / DSTLG 2 - 3 - 4 4,0 DSTG / DSTLG 2 - 3 - 4 5,0 DSTG / DSTLG 2 - 3 - 4 6,0 DSTG / DSTLG 2 - 3 - 4 8,0 DSTG / DSTLG 2 - 3 - 4 10,0 DSTG / DSTLG 2 - 3 - 4 12,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120 < 400Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / Graphite < 500Kunststoffe / Synthetics
Torusfräser / Torus EndmillDSTG / DSTLG
ap bis/up to 2,00 x d ae bis/up to 0,20 x d
ap bis/up to 1,00 x dSchnittgeschwindigkeit vc basiert auf max. 40.000 1/min.
Die Angaben beziehen sich auf DSTG Standardfräser mit z = 3.Cutting Speed vc is based on max. 40.000 rpm.
Given conditions are based on DSTG standard endmills with z=3.
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Eckenradius / Corner radius
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
Diamantbeschichtet
Trockenfräsen, mit Pressluft zum Entfernen des Graphitpulvers
HSM
Diamond coated
Dry milling, with air pressure to remove the Graphit / Graphite powder
M76

Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) Vf (mm/min) < 4,0 < 4,0 < 3600 < 6,0 < 6,0 < 4100 < 8,0 < 8,0 < 4500 < 10,0 < 10,0 < 5100 < 12,0 < 12,0 < 6000
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) Vf (mm/min) < 10,0 < 2,0 < 3600 < 15,0 < 3,0 < 4100 < 20,0 < 4,0 < 4500 < 25,0 < 5,0 < 5100 < 30,0 < 6,0 < 6000
Typ / Type Z Ød (mm) DSVG x 4,0 DSVG x 6,0 DSVG x 8,0 DSVG x 10,0 DSVG x 12,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / Graphite 350 - 500Kunststoffe / Synthetics
DSVG Schruppfräser / Roughing Endmill
ap bis/up to 1,00 x d ap bis/up to 2,50 x dae bis/up to 0,50 x d
ap bis/up to 1,00 x d
Scharfkantig / Sharp
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
Diamantbeschichtet
Trockenfräsen, mit Pressluft zum Entfernen des Graphitpulvers
HSM
Diamond coated
Dry milling, with air pressure to remove the Graphit / Graphite powder
M77

Typ / Type Z Ød (mm) DSKMG 2 0,3 DSKMG 2 0,4 DSKMG 2 0,5 DSKMG 2 0,6 DSKMG 2 0,8 DSKMG 2 1,0 DSKMG 2 1,2 DSKMG 2 1,5
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,15 < 0,03 0,006 - 0,012 < 0,20 < 0,04 0,008 - 0,015 < 0,25 < 0,04 0,010 - 0,020 < 0,45 < 0,05 0,012 - 0,022 < 0,60 < 0,07 0,015 - 0,025 < 1,00 < 0,10 0,018 - 0,030 < 1,20 < 0,12 0,020 - 0,035 < 1,50 < 0,15 0,025 - 0,040
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,03 < 0,02 0,006 - 0,012 < 0,04 < 0,03 0,008 - 0,015 < 0,05 < 0,03 0,010 - 0,020 < 0,12 < 0,04 0,012 - 0,022 < 0,16 < 0,05 0,015 - 0,025 < 0,20 < 0,09 0,018 - 0,030 < 0,24 < 0,10 0,020 - 0,035 < 0,30 < 0,13 0,025 - 0,040
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120 < 200Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / Graphite < 200Kunststoffe / Synthetics
DSKMG Microfräser Vollradius / Micro Endmill Ballnose
ap bis/up to 0,20 x dae bis/up to 0,10 x d
ap bis/up to 1,00 x dae bis/up to 0,10 x d
Vollradius / Ballnose
Schnittgeschwindigkeit vc basiert auf max. 40.000 1/min.
Cutting Speed vc is based on max. 40.000 rpm.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
L2 Reduktion Reduction 1-5 x d 0% 5-10 x d 30% 10 ~ 50%
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
Diamantbeschichtet
Trockenfräsen, mit Pressluft zum Entfernen des Graphitpulvers
HSM
Diamond coated
Dry milling, with air pressure to remove the Graphit / Graphite powder
M78

Typ / Type Z Ød (mm) DSMMG 2 0,3 DSMMG 2 0,4 DSMMG 2 0,5 DSMMG 2 0,6 DSMMG 2 0,8 DSMMG 2 1,0 DSMMG 2 1,2 DSMMG 2 1,5
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,15 < 0,03 0,006 - 0,012 < 0,20 < 0,04 0,008 - 0,015 < 0,25 < 0,04 0,010 - 0,020 < 0,45 < 0,05 0,012 - 0,022 < 0,60 < 0,07 0,015 - 0,025 < 1,00 < 0,10 0,018 - 0,030 < 1,20 < 0,12 0,020 - 0,035 < 1,50 < 0,15 0,025 - 0,040
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,08 < 0,3 0,006 - 0,012 < 0,10 < 0,4 0,008 - 0,015 < 0,13 < 0,5 0,010 - 0,020 < 0,15 < 0,6 0,012 - 0,022 < 0,20 < 0,8 0,015 - 0,025 < 0,25 < 1,0 0,018 - 0,030 < 0,30 < 1,2 0,020 - 0,035 < 0,38 < 1,5 0,025 - 0,040
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120 < 200Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / Graphite < 200Kunststoffe / Synthetics
DSMMG Schruppfräser / Roughing Endmill
ap bis/up to 1,50 x dae bis/up to 0,10 x d
ap bis/up to 0,50 x d
Eckenradius / Corner radius
Schnittgeschwindigkeit vc basiert auf max. 40.000 1/min.
Cutting Speed vc is based on max. 40.000 rpm.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
L2 Reduktion Reduction 1-5 x d 0% 5-10 x d 30% 10 ~ 50%
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
Diamantbeschichtet
Trockenfräsen, mit Pressluft zum Entfernen des Graphitpulvers
HSM
Diamond coated
Dry milling, with air pressure to remove the Graphit / Graphite powder
M79
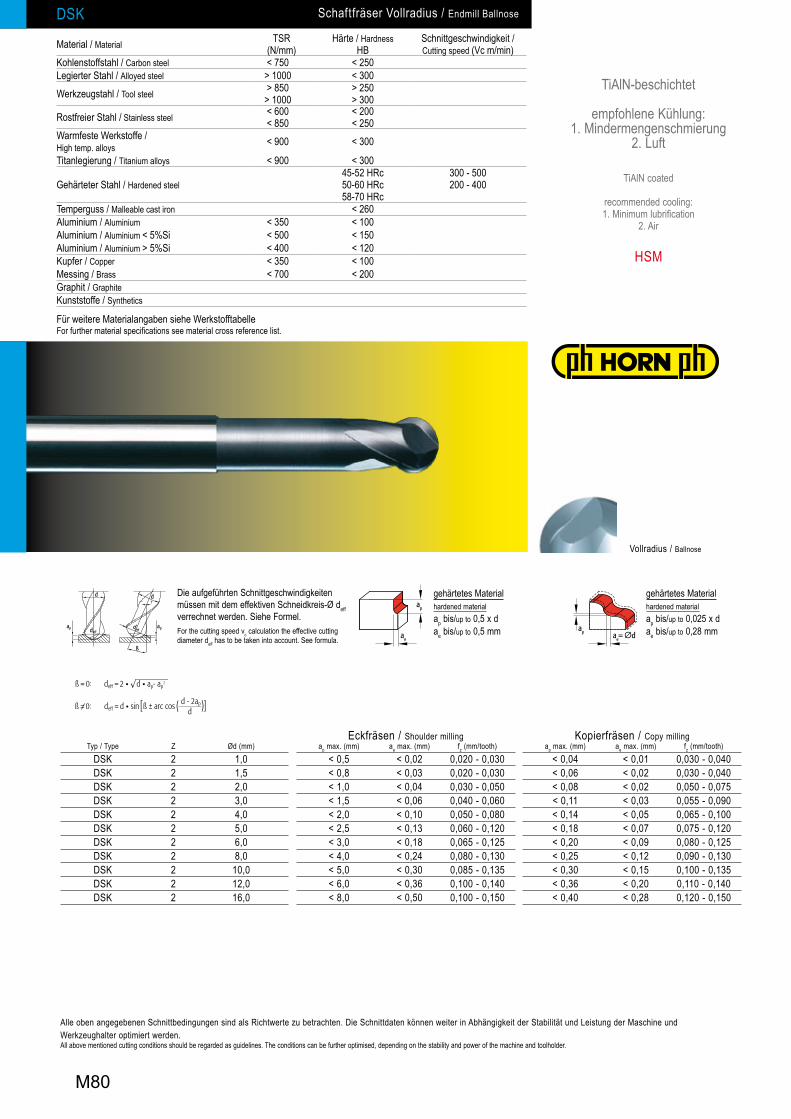
Typ / Type Z Ød (mm) DSK 2 1,0 DSK 2 1,5 DSK 2 2,0 DSK 2 3,0 DSK 2 4,0 DSK 2 5,0 DSK 2 6,0 DSK 2 8,0 DSK 2 10,0 DSK 2 12,0 DSK 2 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,5 < 0,02 0,020 - 0,030 < 0,8 < 0,03 0,020 - 0,030 < 1,0 < 0,04 0,030 - 0,050 < 1,5 < 0,06 0,040 - 0,060 < 2,0 < 0,10 0,050 - 0,080 < 2,5 < 0,13 0,060 - 0,120 < 3,0 < 0,18 0,065 - 0,125 < 4,0 < 0,24 0,080 - 0,130 < 5,0 < 0,30 0,085 - 0,135 < 6,0 < 0,36 0,100 - 0,140 < 8,0 < 0,50 0,100 - 0,150
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,04 < 0,01 0,030 - 0,040 < 0,06 < 0,02 0,030 - 0,040 < 0,08 < 0,02 0,050 - 0,075 < 0,11 < 0,03 0,055 - 0,090 < 0,14 < 0,05 0,065 - 0,100 < 0,18 < 0,07 0,075 - 0,120 < 0,20 < 0,09 0,080 - 0,125 < 0,25 < 0,12 0,090 - 0,130 < 0,30 < 0,15 0,100 - 0,135 < 0,36 < 0,20 0,110 - 0,140 < 0,40 < 0,28 0,120 - 0,150
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
300 - 500200 - 400
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSK Schaftfräser Vollradius / Endmill Ballnose
gehärtetes Material hardened materialap bis/up to 0,5 x dae bis/up to 0,5 mm
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
Vollradius / Ballnose
Die aufgeführten Schnittgeschwindigkeiten müssen mit dem effektiven Schneidkreis-Ø deff verrechnet werden. Siehe Formel.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
M80

Typ / Type Z Ød (mm) DSKH 2 1,0 DSKH 2 1,5 DSKH 2 2,0 DSKH 2 3,0 DSKH 2 4,0 DSKH 2 5,0 DSKH 2 6,0 DSKH 2 8,0 DSKH 2 10,0 DSKH 2 12,0 DSKH 2 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,5 < 0,02 0,020 - 0,030 < 0,8 < 0,03 0,020 - 0,030 < 1,0 < 0,04 0,030 - 0,050 < 1,5 < 0,06 0,040 - 0,060 < 2,0 < 0,10 0,050 - 0,080 < 2,5 < 0,13 0,060 - 0,120 < 3,0 < 0,18 0,065 - 0,125 < 4,0 < 0,24 0,080 - 0,130 < 5,0 < 0,30 0,085 - 0,135 < 6,0 < 0,36 0,100 - 0,140 < 8,0 < 0,50 0,100 - 0,150
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,04 < 0,01 0,030 - 0,06 < 0,06 < 0,02 0,030 - 0,06 < 0,08 < 0,02 0,050 - 0,07 < 0,11 < 0,03 0,055 - 0,08 < 0,14 < 0,05 0,065 - 0,10 < 0,18 < 0,07 0,075 - 0,15 < 0,20 < 0,09 0,080 - 0,20 < 0,25 < 0,12 0,090 - 0,25 < 0,30 < 0,15 0,100 - 0,25 < 0,36 < 0,20 0,110 - 0,25 < 0,40 < 0,28 0,120 - 0,25
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel 50-60 HRc58-70 HRc
140 - 280120 - 220
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSKH Schaftfräser Vollradius / Endmill Ballnose
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
Vollradius / Ballnose
AlTiN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
AlTiN coated
recommended cooling:1. Minimum lubrification
2. Air
HSM
gehärtetes Material hardened materialap bis/up to 0,5 x dae bis/up to 0,5 mm
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
Die aufgeführten Schnittgeschwindigkeiten müssen mit dem effektiven Schneidkreis-Ø deff verrechnet werden. Siehe Formel.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
M81

Typ / Type Z Ød (mm) DSKL 2 6,0 DSKL 2 8,0 DSKL 2 10,0 DSKL 2 12,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,18 0,065 - 0,125 < 4,0 < 0,24 0,080 - 0,130 < 5,0 < 0,30 0,085 - 0,135 < 6,0 < 0,36 0,100 - 0,140
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,20 < 0,09 0,080 - 0,125 < 0,25 < 0,12 0,090 - 0,130 < 0,30 < 0,15 0,100 - 0,135 < 0,36 < 0,20 0,110 - 0,140
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
300 - 500200 - 400
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSKL Schaftfräser Vollradius / Endmill Ballnose
gehärtetes Material hardened materialap bis/up to 0,03 x dae bis/up to 0,20 mm
gehärtetes Material hardened materialap bis/up to 0,50 x dae bis/up to 0,36 mm
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
Vollradius / Ballnose
Die aufgeführten Schnittgeschwindigkeiten müssen mit dem effektiven Schneidkreis-Ø deff verrechnet werden. Siehe Formel.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
M82
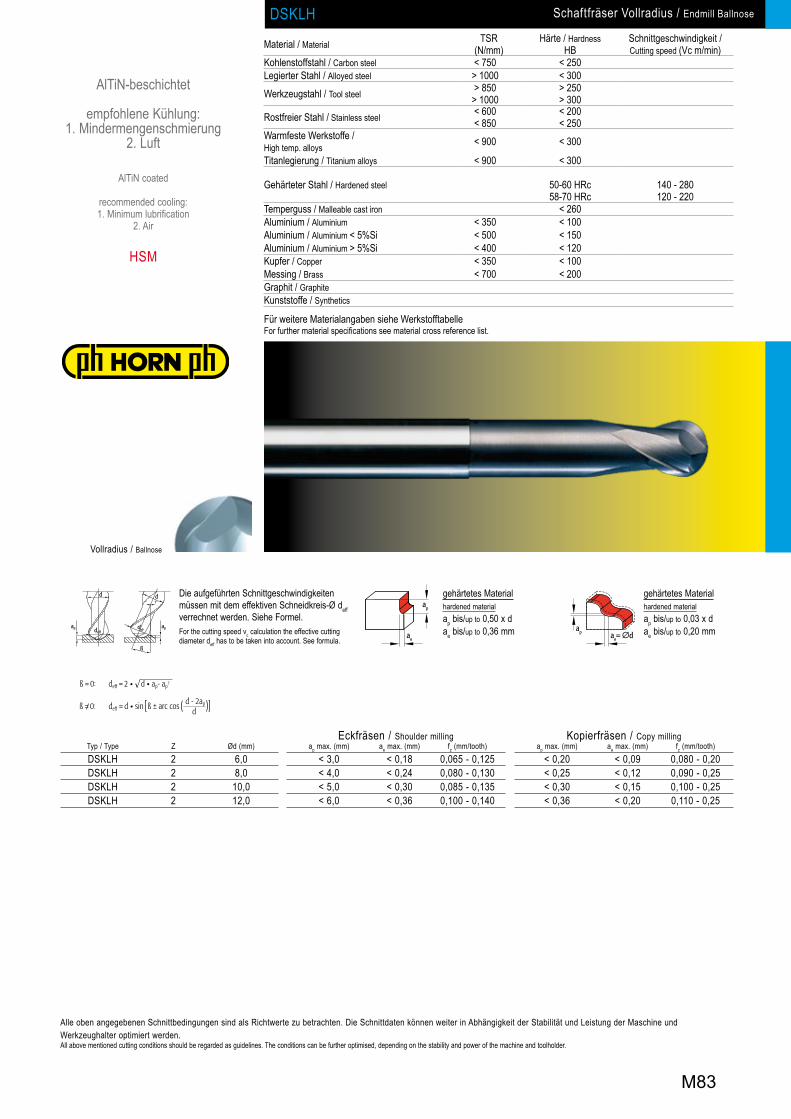
Typ / Type Z Ød (mm) DSKLH 2 6,0 DSKLH 2 8,0 DSKLH 2 10,0 DSKLH 2 12,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,18 0,065 - 0,125 < 4,0 < 0,24 0,080 - 0,130 < 5,0 < 0,30 0,085 - 0,135 < 6,0 < 0,36 0,100 - 0,140
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,20 < 0,09 0,080 - 0,20 < 0,25 < 0,12 0,090 - 0,25 < 0,30 < 0,15 0,100 - 0,25 < 0,36 < 0,20 0,110 - 0,25
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel 50-60 HRc58-70 HRc
140 - 280120 - 220
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSKLH Schaftfräser Vollradius / Endmill Ballnose
gehärtetes Material hardened materialap bis/up to 0,03 x dae bis/up to 0,20 mm
gehärtetes Material hardened materialap bis/up to 0,50 x dae bis/up to 0,36 mm
Vollradius / Ballnose
Die aufgeführten Schnittgeschwindigkeiten müssen mit dem effektiven Schneidkreis-Ø deff verrechnet werden. Siehe Formel.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
AlTiN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
AlTiN coated
recommended cooling:1. Minimum lubrification
2. Air
M83

Typ / Type Z Ød (mm) DSK 220° 2 3,0 DSK 220° 2 4,0 DSK 220° 2 5,0 DSK 220° 2 6,0 DSK 220° 2 8,0 DSK 220° 2 10,0 DSK 220° 2 12,0 DSK 220° 2 16,0
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,11 < 0,03 0,020 - 0,035 < 0,14 < 0,05 0,025 - 0,040 < 0,18 < 0,07 0,030 - 0,045 < 0,20 < 0,09 0,030 - 0,050 < 0,25 < 0,12 0,040 - 0,050 < 0,30 < 0,15 0,040 - 0,060 < 0,36 < 0,20 0,050 - 0,060 < 0,40 < 0,28 0,050 - 0,080
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
300 - 500200 - 400
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSK 220° 220°Schaftfräser Vollradius / 220° Endmill Ballnose
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
220° Vollradius / Ballnose
Die aufgeführten Schnittgeschwindigkeiten müssen mit dem effektiven Schneidkreis-Ø deff verrechnet werden. Siehe Formel.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
M84

Typ / Type Z Ød (mm) DSKH 220° 2 3,0 DSKH 220° 2 4,0 DSKH 220° 2 5,0 DSKH 220° 2 6,0 DSKH 220° 2 8,0 DSKH 220° 2 10,0 DSKH 220° 2 12,0 DSKH 220° 2 16,0
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,11 < 0,03 0,020 - 0,08 < 0,14 < 0,05 0,025 - 0,10 < 0,18 < 0,07 0,030 - 0,15 < 0,20 < 0,09 0,030 - 0,20 < 0,25 < 0,12 0,040 - 0,25 < 0,30 < 0,15 0,040 - 0,25 < 0,36 < 0,20 0,050 - 0,25 < 0,40 < 0,28 0,050 - 0,25
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel 50-60 HRc58-70 HRc
140 - 280120 - 220
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSKH 220° 220° Schaftfräser Vollradius / 220°Endmill Ballnose
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
220° Vollradius / Ballnose
Die aufgeführten Schnittgeschwindigkeiten müssen mit dem effektiven Schneidkreis-Ø deff verrechnet werden. Siehe Formel.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
HSM
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
AlTiN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
AlTiN coated
recommended cooling:1. Minimum lubrification
2. Air
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
M85

Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,18 0,065 - 0,125 < 4,0 < 0,24 0,080 - 0,130 < 5,0 < 0,30 0,085 - 0,135 < 6,0 < 0,36 0,100 - 0,140 < 8,0 < 0,50 0,110 - 0,150
Typ / Type Z Ød (mm) DSK 4 6,0 DSK 4 8,0 DSK 4 10,0 DSK 4 12,0 DSK 4 16,0
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,20 < 0,09 0,080 - 0,125 < 0,25 < 0,12 0,090 - 0,130 < 0,30 < 0,15 0,100 - 0,135 < 0,36 < 0,20 0,110 - 0,140 < 0,40 < 0,28 0,120 - 0,150
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
300 - 500200 - 400
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSK Schaftfräser Vollradius / Endmill Ballnose
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
Achtung: Im Zentrum z = 2! Attention: In the centre z = 2!
gehärtetes Material hardened materialap bis/up to 0,50 x dae bis/up to 0,50 mm
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
Vollradius / Ballnose
Die aufgeführten Schnittgeschwindigkeiten müssen mit dem effektiven Schneidkreis-Ø deff verrechnet werden. Siehe Formel.For the cutting speed vc calculation the effective cutting diameter deff has to be taken into account. See formula.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
M86
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250 < 150Legierter Stahl / Alloyed steel > 1000 < 300 < 125Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
< 110< 90
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300 30 - 50
Titanlegierung / Titanium alloys < 900 < 300 35 - 60
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
< 250< 200
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
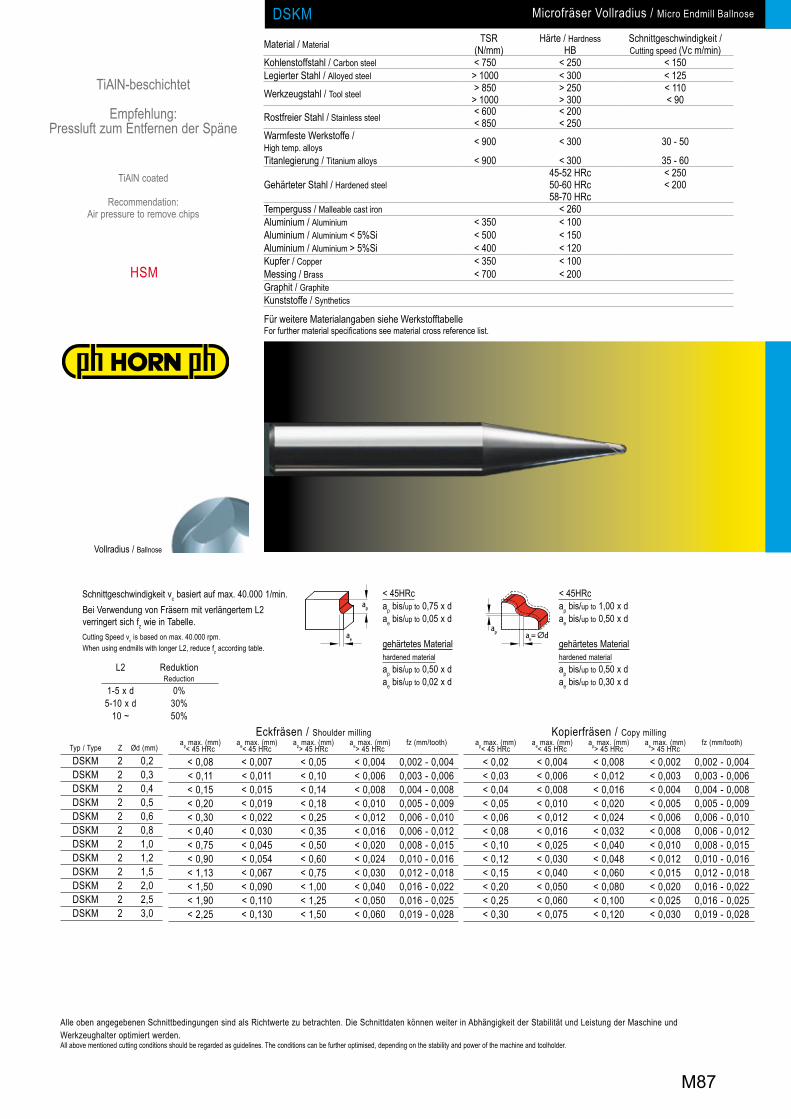
Typ / Type Z Ød (mm) DSKM 2 0,2 DSKM 2 0,3 DSKM 2 0,4 DSKM 2 0,5 DSKM 2 0,6 DSKM 2 0,8 DSKM 2 1,0 DSKM 2 1,2 DSKM 2 1,5 DSKM 2 2,0 DSKM 2 2,5 DSKM 2 3,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) ap max. (mm) ae max. (mm) fz (mm/tooth) < 45 HRc < 45 HRc > 45 HRc > 45 HRc < 0,08 < 0,007 < 0,05 < 0,004 0,002 - 0,004 < 0,11 < 0,011 < 0,10 < 0,006 0,003 - 0,006 < 0,15 < 0,015 < 0,14 < 0,008 0,004 - 0,008 < 0,20 < 0,019 < 0,18 < 0,010 0,005 - 0,009 < 0,30 < 0,022 < 0,25 < 0,012 0,006 - 0,010 < 0,40 < 0,030 < 0,35 < 0,016 0,006 - 0,012 < 0,75 < 0,045 < 0,50 < 0,020 0,008 - 0,015 < 0,90 < 0,054 < 0,60 < 0,024 0,010 - 0,016 < 1,13 < 0,067 < 0,75 < 0,030 0,012 - 0,018 < 1,50 < 0,090 < 1,00 < 0,040 0,016 - 0,022 < 1,90 < 0,110 < 1,25 < 0,050 0,016 - 0,025 < 2,25 < 0,130 < 1,50 < 0,060 0,019 - 0,028
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) ap max. (mm) ae max. (mm) fz (mm/tooth) < 45 HRc < 45 HRc > 45 HRc > 45 HRc < 0,02 < 0,004 < 0,008 < 0,002 0,002 - 0,004 < 0,03 < 0,006 < 0,012 < 0,003 0,003 - 0,006 < 0,04 < 0,008 < 0,016 < 0,004 0,004 - 0,008 < 0,05 < 0,010 < 0,020 < 0,005 0,005 - 0,009 < 0,06 < 0,012 < 0,024 < 0,006 0,006 - 0,010 < 0,08 < 0,016 < 0,032 < 0,008 0,006 - 0,012 < 0,10 < 0,025 < 0,040 < 0,010 0,008 - 0,015 < 0,12 < 0,030 < 0,048 < 0,012 0,010 - 0,016 < 0,15 < 0,040 < 0,060 < 0,015 0,012 - 0,018 < 0,20 < 0,050 < 0,080 < 0,020 0,016 - 0,022 < 0,25 < 0,060 < 0,100 < 0,025 0,016 - 0,025 < 0,30 < 0,075 < 0,120 < 0,030 0,019 - 0,028
DSKM Microfräser Vollradius / Micro Endmill Ballnose
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
< 45HRcap bis/up to 0,75 x dae bis/up to 0,05 x d
gehärtetes Material hardened materialap bis/up to 0,50 x dae bis/up to 0,02 x d
< 45HRcap bis/up to 1,00 x d ae bis/up to 0,50 x d
gehärtetes Material hardened materialap bis/up to 0,50 x dae bis/up to 0,30 x d
L2 Reduktion Reduction 1-5 x d 0% 5-10 x d 30% 10 ~ 50%
Schnittgeschwindigkeit vc basiert auf max. 40.000 1/min.
Cutting Speed vc is based on max. 40.000 rpm.
Bei Verwendung von Fräsern mit verlängertem L2 verringert sich fz wie in Tabelle.
When using endmills with longer L2, reduce fz according table.
Vollradius / Ballnose
TiAlN-beschichtet
Empfehlung:Pressluft zum Entfernen der Späne
TiAlN coated
Recommendation:Air pressure to remove chips
HSM
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
M87

Typ / Type Z Ød (mm) DSDS 4 6,0 DSDS 4 8,0 DSDS 4 10,0 DSDS 4 12,0 DSDS 4 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,4 < 3,0 0,6 - 1,0 < 0,5 < 4,0 0,6 - 1,0 < 0,7 < 5,0 0,6 - 1,0 < 0,8 < 6,0 0,6 - 1,0 < 1,0 < 8,0 0,6 - 1,0
Taschenfräsen / Pocket milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,4 < 6,0 0,5 - 1,0 < 0,5 < 8,0 0,5 - 1,0 < 0,7 < 10,0 0,5 - 1,0 < 0,8 < 12,0 0,5 - 1,0 < 1,0 < 16,0 0,5 - 1,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250 200 - 250Legierter Stahl / Alloyed steel > 1000 < 300 150 - 200Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
170-250150 - 200
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260 180 - 250Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSDS Schaftfräser Doppelradius / Endmill Double radius
Doppelradius / Double radius
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
Dieser Fräser ist geeignet zum Taschenfräsen (Frässtrategie siehe Zeichnungen). Fräsen Sie immer von innen nach außen. Wenn möglich zirkular oder in Rampe eintauchen.
This endmill can be used for pocket milling; for strategy see drawings. Always mill from inside to outside. If possible use helicoidal down-milling, otherwise rampingdown.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
M88

Typ / Type Z Ød (mm) DSDH 4 6,0 DSDH 4 8,0 DSDH 4 10,0 DSDH 4 12,0 DSDH 4 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,20 < 3,0 0,15 - 0,30 < 0,25 < 4,0 0,15 - 0,30 < 0,30 < 5,0 0,15 - 0,30 < 0,40 < 6,0 0,15 - 0,30 < 0,50 < 8,0 0,15 - 0,35
Taschenfräsen / Pocket milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,20 < 6,0 0,15 - 0,30 < 0,25 < 8,0 0,15 - 0,30 < 0,30 < 10,0 0,15 - 0,30 < 0,40 < 12,0 0,15 - 0,30 < 0,50 < 16,0 0,15 - 0,35
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
120 - 170
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSDH Schaftfräser Doppelradius / Endmill Double radius
Doppelradius / Double radius
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
Dieser Fräser ist geeignet zum Taschenfräsen (Frässtrategie siehe Zeichnungen). Fräsen Sie immer von innen nach außen. Wenn möglich zirkular oder in Rampe eintauchen.
This endmill can be used for pocket milling; for strategy see drawings. Always mill from inside to outside. If possible use helicoidal down-milling, otherwise rampingdown.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
HSM
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M89
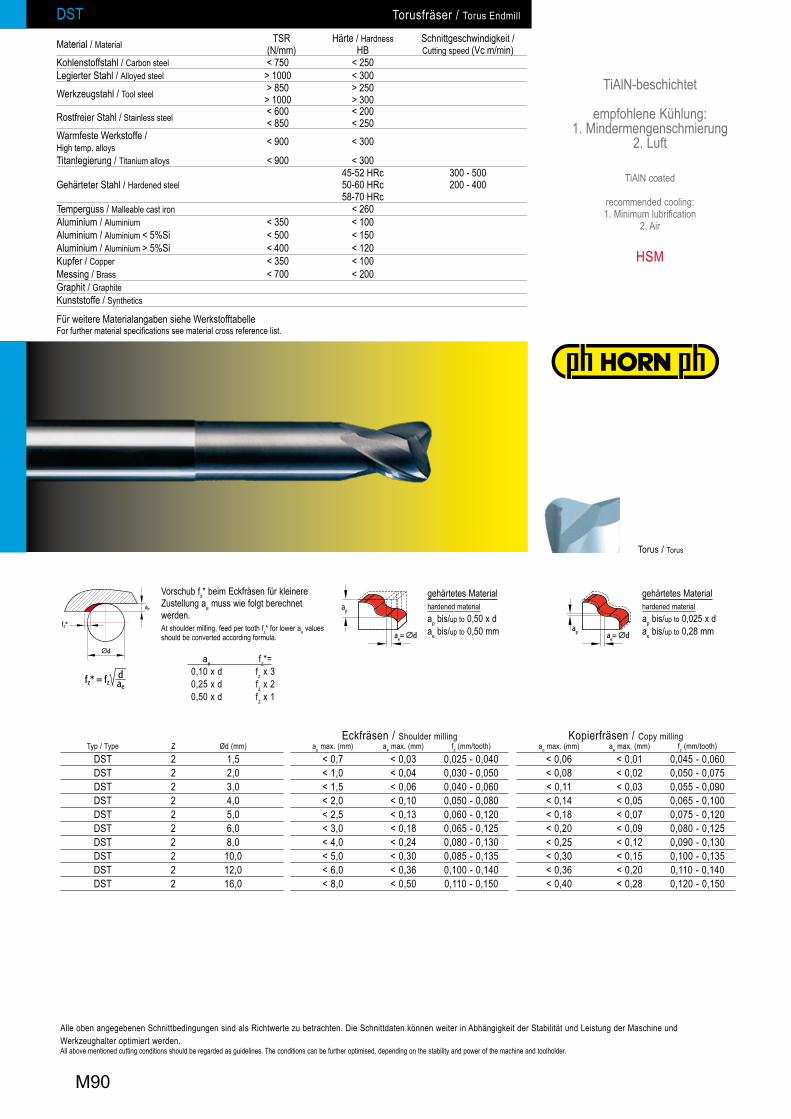
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,06 < 0,01 0,045 - 0,060 < 0,08 < 0,02 0,050 - 0,075 < 0,11 < 0,03 0,055 - 0,090 < 0,14 < 0,05 0,065 - 0,100 < 0,18 < 0,07 0,075 - 0,120 < 0,20 < 0,09 0,080 - 0,125 < 0,25 < 0,12 0,090 - 0,130 < 0,30 < 0,15 0,100 - 0,135 < 0,36 < 0,20 0,110 - 0,140 < 0,40 < 0,28 0,120 - 0,150
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,7 < 0,03 0,025 - 0,040 < 1,0 < 0,04 0,030 - 0,050 < 1,5 < 0,06 0,040 - 0,060 < 2,0 < 0,10 0,050 - 0,080 < 2,5 < 0,13 0,060 - 0,120 < 3,0 < 0,18 0,065 - 0,125 < 4,0 < 0,24 0,080 - 0,130 < 5,0 < 0,30 0,085 - 0,135 < 6,0 < 0,36 0,100 - 0,140 < 8,0 < 0,50 0,110 - 0,150
Typ / Type Z Ød (mm) DST 2 1,5 DST 2 2,0 DST 2 3,0 DST 2 4,0 DST 2 5,0 DST 2 6,0 DST 2 8,0 DST 2 10,0 DST 2 12,0 DST 2 16,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
300 - 500200 - 400
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DST Torusfräser / Torus Endmill
gehärtetes Material hardened materialap bis/up to 0,50 x dae bis/up to 0,50 mm
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Torus / Torus
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
HSM
M90

Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,06 < 0,02 0,030 - 0,06 < 0,08 < 0,02 0,050 - 0,07 < 0,11 < 0,03 0,055 - 0,08 < 0,14 < 0,05 0,065 - 0,10 < 0,18 < 0,07 0,075 - 0,15 < 0,20 < 0,09 0,080 - 0,20 < 0,25 < 0,12 0,090 - 0,25 < 0,30 < 0,15 0,100 - 0,25 < 0,36 < 0,20 0,110 - 0,25 < 0,40 < 0,28 0,120 - 0,25
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,7 < 0,03 0,025 - 0,040 < 1,0 < 0,04 0,030 - 0,050 < 1,5 < 0,06 0,040 - 0,060 < 2,0 < 0,10 0,050 - 0,080 < 2,5 < 0,13 0,060 - 0,120 < 3,0 < 0,18 0,065 - 0,125 < 4,0 < 0,24 0,080 - 0,130 < 5,0 < 0,30 0,085 - 0,135 < 6,0 < 0,36 0,100 - 0,140 < 8,0 < 0,50 0,110 - 0,150
Typ / Type Z Ød (mm) DSTH 2 1,5 DSTH 2 2,0 DSTH 2 3,0 DSTH 2 4,0 DSTH 2 5,0 DSTH 2 6,0 DSTH 2 8,0 DSTH 2 10,0 DSTH 2 12,0 DSTH 2 16,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel 50-60 HRc58-70 HRc
140 - 280120 - 220
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSTH Torusfräser / Torus Endmill
Torus / Torus
gehärtetes Material hardened materialap bis/up to 0,50 x dae bis/up to 0,50 mm
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Torus / Torus
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
AlTiN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
AlTiN coated
recommended cooling:1. Minimum lubrification
2. Air
M91
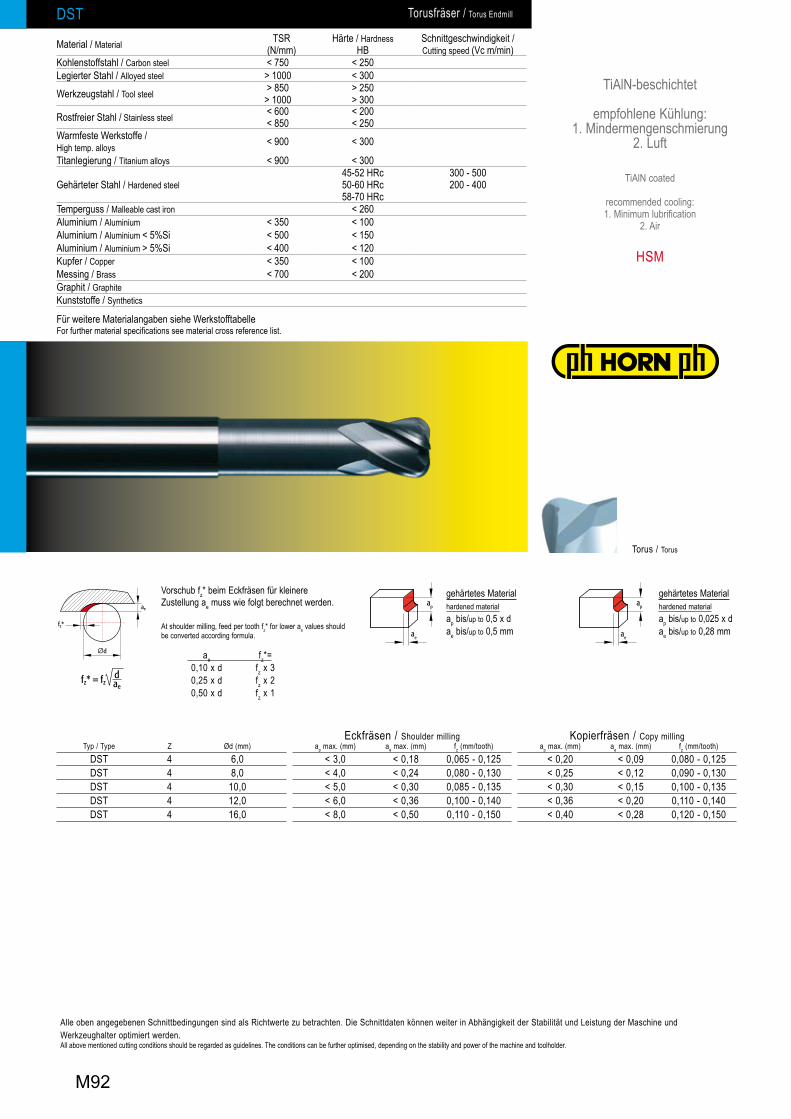
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,20 < 0,09 0,080 - 0,125 < 0,25 < 0,12 0,090 - 0,130 < 0,30 < 0,15 0,100 - 0,135 < 0,36 < 0,20 0,110 - 0,140 < 0,40 < 0,28 0,120 - 0,150
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,18 0,065 - 0,125 < 4,0 < 0,24 0,080 - 0,130 < 5,0 < 0,30 0,085 - 0,135 < 6,0 < 0,36 0,100 - 0,140 < 8,0 < 0,50 0,110 - 0,150
Typ / Type Z Ød (mm) DST 4 6,0 DST 4 8,0 DST 4 10,0 DST 4 12,0 DST 4 16,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
300 - 500200 - 400
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DST
gehärtetes Material hardened materialap bis/up to 0,5 x dae bis/up to 0,5 mm
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
Torus / Torus
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Torusfräser / Torus Endmill
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HSM
M92

Typ / Type Z Ød (mm)DSM / DSMR 6 3,0DSM / DSMR 6 4,0DSM / DSMR 6 5,0DSM / DSMR 6 6,0DSM / DSMR 6 8,0DSM / DSMR 6 10,0DSM / DSMR 6 12,0DSM / DSMR 6 16,0DSM / DSMR 8 20,0 DSM / DSMR 8 8,0DSM / DSMR 10 10,0DSM / DSMR 12 12,0DSM / DSMR 16 16,0
DSML 6 8 DSML 6 10,0 DSML 6 12,0 DSML 8 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,03 0,020 - 0,035 < 6,0 < 0,05 0,030 - 0,045 < 7,5 < 0,07 0,035 - 0,055 < 12,0 < 0,10 0,045 - 0,065 < 16,0 < 0,13 0,060 - 0,080 < 20,0 < 0,17 0,070 - 0,095 < 24,0 < 0,21 0,085 - 0,110 < 32,0 < 0,28 0,095 - 0,125 < 40,0 < 0,35 0,105 - 0,140 < 16,0 < 0,13 0,060 - 0,080 < 20,0 < 0,17 0,070 - 0,095 < 24,0 < 0,21 0,085 - 0,110 < 32,0 < 0,28 0,095 - 0,125
< 16,0 < 0,13 0,060 - 0,080 < 20,0 < 0,17 0,070 - 0,095 < 24,0 < 0,21 0,085 - 0,110 < 32,0 < 0,28 0,095 - 0,125
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
120 - 170
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSM / DSMR / DSML
gehärtetes Material hardened materialap bis/up to 0,025 x dae bis/up to 0,28 mm
gehärtetes Material hardened materialap bis/up to 2,00 x dae bis/up to 0,35 mm
TiAlN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
TiAlN coated
recommended cooling:1. Minimum lubrification
2. Air
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Schaftfräser / Endmill
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HPMHSM
Eckenradius / Corner radius
M93
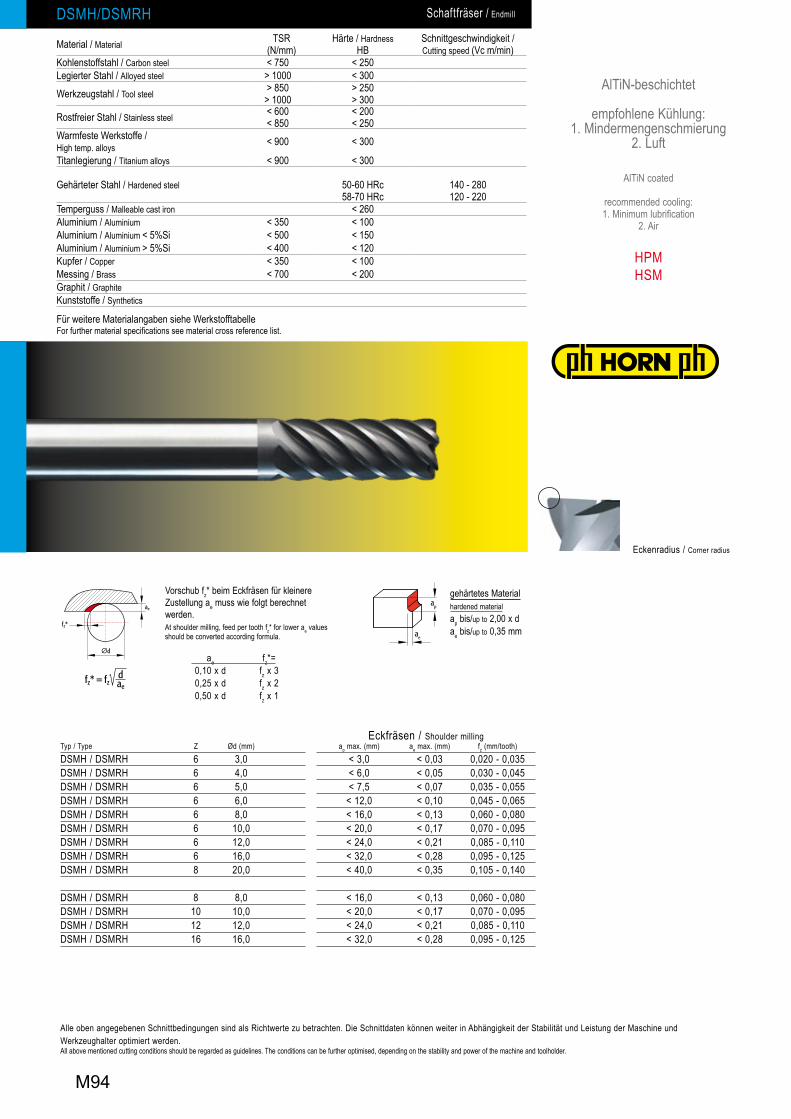
Typ / Type Z Ød (mm)DSMH / DSMRH 6 3,0DSMH / DSMRH 6 4,0DSMH / DSMRH 6 5,0DSMH / DSMRH 6 6,0DSMH / DSMRH 6 8,0DSMH / DSMRH 6 10,0DSMH / DSMRH 6 12,0DSMH / DSMRH 6 16,0DSMH / DSMRH 8 20,0 DSMH / DSMRH 8 8,0DSMH / DSMRH 10 10,0DSMH / DSMRH 12 12,0DSMH / DSMRH 16 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,03 0,020 - 0,035 < 6,0 < 0,05 0,030 - 0,045 < 7,5 < 0,07 0,035 - 0,055 < 12,0 < 0,10 0,045 - 0,065 < 16,0 < 0,13 0,060 - 0,080 < 20,0 < 0,17 0,070 - 0,095 < 24,0 < 0,21 0,085 - 0,110 < 32,0 < 0,28 0,095 - 0,125 < 40,0 < 0,35 0,105 - 0,140 < 16,0 < 0,13 0,060 - 0,080 < 20,0 < 0,17 0,070 - 0,095 < 24,0 < 0,21 0,085 - 0,110 < 32,0 < 0,28 0,095 - 0,125
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel 50-60 HRc58-70 HRc
140 - 280120 - 220
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSMH/DSMRH
gehärtetes Material hardened materialap bis/up to 2,00 x dae bis/up to 0,35 mm
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Schaftfräser / Endmill
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Eckenradius / Corner radius
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
HPMHSM
AlTiN-beschichtet
empfohlene Kühlung:1. Mindermengenschmierung
2. Luft
AlTiN coated
recommended cooling:1. Minimum lubrification
2. Air
M94

Typ / Type Z Ød (mm) DSR 3 2,0 DSR 3 3,0 DSR 3 4,0 DSR 3 5,0 DSR 3 6,0 DSR 3 8,0 DSR 3 10,0 DSR 3 12,0 DSR 3 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 0,25 0,010 - 0,020 < 3,0 < 0,40 0,015 - 0,025 < 4,0 < 0,80 0,020 - 0,030 < 5,0 < 1,00 0,020 - 0,030 < 6,0 < 2,25 0,025 - 0,040 < 8,0 < 3,00 0,030 - 0,050 < 10,0 < 3,75 0,035 - 0,065 < 12,0 < 6,00 0,045 - 0,070 < 16,0 < 8,00 0,060 - 0,100
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 2,0 0,010 - 0,020 < 3,0 < 3,0 0,015 - 0,025 < 4,0 < 4,0 0,020 - 0,030 < 5,0 < 5,0 0,020 - 0,030 < 6,0 < 6,0 0,025 - 0,040 < 8,0 < 8,0 0,030 - 0,050 < 10,0 < 10,0 0,035 - 0,065 < 12,0 < 12,0 0,045 - 0,070 < 16,0 < 16,0 0,060 - 0,100
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250 160 - 120Legierter Stahl / Alloyed steel > 1000 < 300 90 - 120Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
90 -14070 - 110
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
100- 13050 - 70
Warmfeste Werkstoffe / High temp. alloys < 900 < 300 30 - 50
Titanlegierung / Titanium alloys < 900 < 300 50 -80
Gehärteter Stahl / Hardened steel45-52 HRc52-60 HRc58-70 HRc
100 - 180
Temperguss / Malleable cast iron < 260 100 - 190Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200 130 - 260Graphit / GraphiteKunststoffe / Synthetics
DSR Schruppfräser / Roughing Endmill
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
ap bis/up to 1,00 x d ae bis/up to 0,50 x d
ap bis/up to 1,00 x d
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Eckenradius / Corner radius
Zum Schlichten kann vc bis zu 30% erhöht werden.
For finishing application vc can be increased up to 30%.
TiAlN-beschichtet
empfohlene Kühlung:1. Emulsion
2. Luft3. Mindermengenschmierung
HVM / HPM
TiAlN coated
recommended cooling:1. Emulsion
2. Air3. Minimum lubrification
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M95

Typ / Type Z Ød (mm) DSF 3 2,0 DSF 3 3,0 DSF 3 4,0 DSF 3 5,0 DSF 3 6,0 DSF 3 8,0 DSF 3 10,0 DSF 3 12,0 DSF 3 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,25 0,010 - 0,020 < 4,0 < 0,40 0,015 - 0,025 < 5,0 < 0,80 0,020 - 0,030 < 7,5 < 1,00 0,020 - 0,030 < 9,0 < 2,25 0,025 - 0,040 < 16,0 < 3,00 0,030 - 0,050 < 20,0 < 3,75 0,035 - 0,065 < 24,0 < 6,00 0,045 - 0,070 < 32,0 < 8,00 0,060 - 0,100
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 2,0 0,010 - 0,020 < 3,0 < 3,0 0,015 - 0,025 < 4,0 < 4,0 0,020 - 0,030 < 5,0 < 5,0 0,020 - 0,030 < 6,0 < 6,0 0,025 - 0,040 < 10,0 < 8,0 0,030 - 0,050 < 12,0 < 10,0 0,035 - 0,065 < 18,0 < 12,0 0,045 - 0,070 < 24,0 < 16,0 0,060 - 0,100
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250 160 - 200Legierter Stahl / Alloyed steel > 1000 < 300 90 - 120Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
90 - 14070 - 110
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
100 - 13050 - 70
Warmfeste Werkstoffe / High temp. alloys < 900 < 300 30 - 50
Titanlegierung / Titanium alloys < 900 < 300 50 - 80
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
100 - 180
Temperguss / Malleable cast iron < 260 100 - 190Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200 130- 260Graphit / GraphiteKunststoffe / Synthetics
DSF Schruppfräser / Roughing Endmill
ap bis/up to 2,00 x dae bis/up to 0,50 x d
ap bis/up to 1,50 x d
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Fase / Chamfer
TiAlN-beschichtet
empfohlene Kühlung:1. Emulsion
2. Luft3. Mindermengenschmierung
HVM / HPM
TiAlN coated
recommended cooling:1. Emulsion
2. Air3. Minimum lubrification
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
M96

Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250 150 - 200Legierter Stahl / Alloyed steel > 1000 < 300 90 - 130Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
100 - 15090 - 130
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
80 - 11050 - 70
Warmfeste Werkstoffe / High temp. alloys < 900 < 300 30 - 50
Titanlegierung / Titanium alloys < 900 < 300 50 - 80
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
100 - 180
Temperguss / Malleable cast iron < 260 150 - 200Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
Typ / Type Z Ød (mm) DSF 4 4,0 DSF 4 6,0 DSF 4 8,0 DSF 4 10,0 DSF 4 12,0 DSF 4 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 5,0 < 0,80 0,015 - 0,025 < 9,0 < 2,25 0,020 - 0,030 < 16,0 < 3,00 0,025 - 0,035 < 20,0 < 3,75 0,030 - 0,045 < 24,0 < 6,00 0,035 - 0,050 < 32,0 < 8,00 0,045 - 0,060
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 4,0 < 4,0 0,015 - 0,025 < 6,0 < 6,0 0,020 - 0,030 < 10,0 < 8,0 0,025 - 0,035 < 12,0 < 10,0 0,030 - 0,045 < 18,0 < 12,0 0,035 - 0,050 < 24,0 < 16,0 0,045 - 0,060
DSF Schruppfräser / Roughing Endmill
ap bis/up to 1,50 x d ap bis/up to 2,00 x dae bis/up to 0,50 x
ap bis/up to 1,50 x d
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Fase / Chamfer
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
TiAlN-beschichtet
empfohlene Kühlung:1. Emulsion
2. Luft3. Mindermengenschmierung
HVM / HPM
TiAlN coated
recommended cooling:1. Emulsion
2. Air3. Minimum lubrification
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M97

Typ / Type Z Ød (mm) DSRF 3 6,0 DSRF 3 8,0 DSRF 3 10,0 DSRF 3 12,0 DSRF 3 14,0 DSRF 3 16,0 DSRF 3 20,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 9,0 < 3,0 0,03 - 0,04 < 16,0 < 4,0 0,04 - 0,06 < 20,0 < 5,0 0,06 - 0,08 < 24,0 < 6,0 0,08 - 0,10 < 28,0 < 7,0 0,10 - 0,12 < 32,0 < 8,0 0,12 - 0,15 < 40,0 < 10,0 0,12 - 0,20
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 6,0 < 6,0 0,03 - 0,04 < 10,0 < 8,0 0,04 - 0,06 < 15,0 < 10,0 0,06 - 0,08 < 24,0 < 12,0 0,08 - 0,10 < 28,0 < 14,0 0,10 - 0,12 < 32,0 < 16,0 0,12 - 0,15 < 40,0 < 20,0 0,12 - 0,20
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250 250 - 300Legierter Stahl / Alloyed steel > 1000 < 300 150 - 200Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
150 -180110 - 150
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260 130 - 200Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200 130 - 260Graphit / GraphiteKunststoffe / Synthetics
ap bis/up to 2,00 x d ae bis/up to 0,50 x d
ap bis/up to 2,00 x d
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Zum Schlichten kann vc bis zu 30% erhöht werden.
For finishing application vc can be increased up to 30%.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
TiAlN-beschichtet
empfohlene Kühlung:1. Emulsion
2. Luft3. Mindermengenschmierung
HVM / HPM
TiAlN coated
recommended cooling:1. Emulsion
2. Air3. Minimum lubrification
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Fase / Chamfer
Schruppfräser / Roughing Endmill DSRF
M98

Typ / Type Z Ød (mm) DSRR 3 6,0 DSRR 3 8,0 DSRR 3 10,0 DSRR 3 12,0 DSRR 3 14,0 DSRR 3 16,0 DSRR 4 20,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 9,0 < 3,0 0,03 - 0,04 < 16,0 < 4,0 0,04 - 0,06 < 20,0 < 5,0 0,06 - 0,08 < 24,0 < 6,0 0,08 - 0,10 < 28,0 < 7,0 0,10 - 0,12 < 32,0 < 8,0 0,12 - 0,15 < 40,0 < 10,0 0,12 - 0,20
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 6,0 < 6,0 0,03 - 0,04 < 10,0 < 8,0 0,04 - 0,06 < 15,0 < 10,0 0,06 - 0,08 < 24,0 < 12,0 0,08 - 0,10 < 28,0 < 14,0 0,10 - 0,12 < 32,0 < 16,0 0,12 - 0,15 < 40,0 < 20,0 0,12 - 0,20
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250 250 - 300Legierter Stahl / Alloyed steel > 1000 < 300 150 - 200Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
150 -180110 - 150
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260 130 - 200Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200 130 - 260Graphit / GraphiteKunststoffe / Synthetics
ap bis/up to 2,00 x d ae bis/up to 0,50 x d
ap bis/up to 2,00 x d
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Zum Schlichten kann vc bis zu 30% erhöht werden.
For finishing application vc can be increased up to 30%.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
TiAlN-beschichtet
empfohlene Kühlung:1. Emulsion
2. Luft3. Mindermengenschmierung
HVM / HPM
TiAlN coated
recommended cooling:1. Emulsion
2. Air3. Minimum lubrification
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Schruppfräser / Roughing Endmill DSRR
Eckenradius / Corner radius
M99

Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
80 - 15060 - 120
Warmfeste Werkstoffe / High temp. alloys < 900 < 300 30 - 50
Titanlegierung / Titanium alloys < 900 < 300 70 - 100
Material / Material Beispiel: / Example:
Rostfreier Stahl / Stainless steel 1.4404 1.4435 1.4541 1.4571 1.4301Titanlegierung / Titanium alloys 3.7024 3.7165
DSRV Schruppfräser / Roughing Endmill
ap bis/up to 2,00 x dae bis/up to 0,50 x d
ap bis/up to 1,0 x d
Typ / Type Z Ød (mm) DSRV 4 3,0 DSRV 4 4,0 DSRV 4 5,0 DSRV 4 6,0 DSRV 4 8,0 DSRV 4 10,0 DSRV 4 12,0 DSRV 5 16,0
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,0 < 3,0 0,01 - 0,02 < 3,0 < 4,0 0,02 - 0,03 < 4,0 < 5,0 0,02 - 0,03 < 5,0 < 6,0 0,02 - 0,04 < 6,0 < 8,0 0,03 - 0,05 < 8,0 < 10,0 0,04 - 0,07 < 10,0 < 12,0 0,05 - 0,08 < 12,0 < 16,0 0,06 - 0,10
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 4,0 < 0,5 0,01 - 0,02 < 7,0 < 0,8 0,02 - 0,03 < 9,0 < 1,2 0,02 - 0,03 < 12,0 < 2,0 0,02 - 0,04 < 16,0 < 3,0 0,03 - 0,05 < 20,0 < 4,0 0,04 - 0,07 < 24,0 < 6,0 0,05 - 0,08 < 32,0 < 8,0 0,06 - 0,10
TS3K-beschichtet
empfohlene Kühlung:Emulsion
TS3K coated
recommended cooling:Emulsion
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Eckenradius / Corner radius
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
M100

Typ Z Ød (mm) DSFF 4 4,0 DSFF 4 6,0 DSFF 4 8,0 DSFF 4 10,0 DSFF 4 12,0
Fasen fz (mm/Z) 0,040 - 0,060 0,050 - 0,070 0,060 - 0,080 0,070 - 0,095 0,085 - 0,115
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250 250 - 300Legierter Stahl / Alloyed steel > 1000 < 300 150 - 200Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
150 -180110 - 150
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260 130 - 200Aluminium / Aluminium < 350 < 100Aluminium / Aluminium < 5%Si < 500 < 150Aluminium / Aluminium > 5%Si < 400 < 120Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200 130 - 260Graphit / GraphiteKunststoffe / Synthetics
DSFF
ae bis/up to 0,40 x d
TS3K-beschichtet
empfohlene Kühlung:1. Emulsion
2. Luft
HVM / HPM
Fasfräser / Chamfering Endmill
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
TS3K coated
recommended cooling:1. Emulsion
2. Air
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
M101

Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 250 - 400Aluminium / Aluminium < 5%Si < 500 < 150 200 - 300Aluminium / Aluminium > 5%Si < 400 < 120 100 - 250Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics 100 - 400
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,3 < 0,08 0,010 - 0,015 < 0,4 < 0,10 0,014 - 0,018 < 0,8 < 0,25 0,015 - 0,020 < 0,9 < 0,30 0,018 - 0,023 < 1,1 < 0,38 0,023 - 0,027 < 1,2 < 0,40 0,025 - 0,032 < 1,4 < 0,45 0,027 - 0,036 < 1,5 < 0,50 0,030 - 0,043 < 1,9 < 0,63 0,034 - 0,060 < 2,3 < 0,75 0,045 - 0,070 < 4,0 < 2,0 0,050 - 0,080 < 5,0 < 2,5 0,060 - 0,100 < 6,0 < 3,0 0,075 - 0,120 < 7,0 < 3,5 0,080 - 0,135 < 8,0 < 4,0 0,095 - 0,150 < 10,0 < 5,0 0,115 - 0,185 < 12,0 < 6,0 0,140 - 0,230
Typ / Type Z Ød (mm) DSA 1 0,6 DSA 1 0,8 DSA 1 1,0 DSA 1 1,2 DSA 1 1,5 DSA 1 1,6 DSA 1 1,8 DSA 1 2,0 DSA 1 2,5 DSA 1 3,0 DSA 1 4,0 DSA 1 5,0 DSA 1 6,0 DSA 1 7,0 DSA 1 8,0 DSA 1 10,0 DSA 1 12,0
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,3 < 0,6 0,010 - 0,015 < 0,4 < 0,8 0,014 - 0,018 < 0,8 < 1,0 0,015 - 0,020 < 0,9 < 1,2 0,018 - 0,023 < 1,1 < 1,5 0,023 - 0,027 < 1,2 < 1,6 0,025 - 0,032 < 1,4 < 1,8 0,027 - 0,036 < 1,5 < 2,0 0,030 - 0,043 < 1,9 < 2,5 0,034 - 0,060 < 2,3 < 3,0 0,045 - 0,070 < 4,0 < 4,0 0,050 - 0,080 < 5,0 < 5,0 0,060 - 0,100 < 6,0 < 6,0 0,075 - 0,120 < 7,0 < 7,0 0,080 - 0,135 < 8,0 < 8,0 0,095 - 0,150 < 10,0 < 10,0 0,115 - 0,185 < 12,0 < 12,0 0,140 - 0,230
Schaftfräser / EndmillDSA
Ø 0,6 - Ø 2,5 mmScharfkantig / Sharp
Ø 3,0 - Ø 12,0 mmFase / Chamfer
ap bis/up to 1,00 x dae bis/up to 0,50 x d
ap bis/up to 1,00 x d
unbeschichtet Diamantbeschichtet
empfohlene Kühlung:Emulsion
HVM
uncoatedDiamond coated
recommended cooling:Emulsion
Schnittgeschwindigkeit vc basiert auf max. 20.000 1/min.Die Angaben gelten für reines Aluminium. Für Aluminium < 5% Si verrringert sich Vorschub fz bis zu 10% und bei Aluminum > 5% Si bis zu 20%.Cutting Speed vc is based on max. 20.000 rpm.Conditions based on pure aluminium. For aluminium < 5% Si reduce feed per tooth fz up to 10% and for > 5% Si reduce fz up to 20%.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
M102

Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 2,3 < 3,0 0,020 - 0,070 < 4,0 < 4,0 0,025 - 0,080 < 5,0 < 5,0 0,030 - 0,100 < 6,0 < 6,0 0,035 - 0,120 < 8,0 < 8,0 0,040 - 0,150 < 10,0 < 10,0 0,045 - 0,160 < 12,0 < 12,0 0,055 - 0,170 < 14,0 < 14,0 0,065 - 0,180 < 16,0 < 16,0 0,075 - 0,190 < 18,0 < 18,0 0,085 - 0,200 < 20,0 < 20,0 0,100 - 0,210
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,6 0,030 - 0,075 < 6,0 < 1,0 0,035 - 0,085 < 7,5 < 1,3 0,040 - 0,100 < 12,0 < 2,3 0,045 - 0,115 < 16,0 < 3,0 0,050 - 0,120 < 20,0 < 3,8 0,055 - 0,130 < 24,0 < 6,0 0,065 - 0,150 < 28,0 < 7,0 0,085 - 0,170 < 32,0 < 8,0 0,100 - 0,180 < 36,0 < 9,0 0,110 - 0,200 < 40,0 < 10,0 0,125 - 0,210
Typ / Type Z Ød (mm) DSA 2 3,0 DSA 2 4,0 DSA 2 5,0 DSA 2 6,0 DSA 2 8,0 DSA 2 10,0 DSA 2 12,0 DSA 2 14,0 DSA 2 16,0 DSA 2 18,0 DSA 2 20,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 400 - 1000Aluminium / Aluminium < 5%Si < 500 < 150 250 - 800Aluminium / Aluminium > 5%Si < 400 < 120 100 - 400Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSA Schaftfräser / Endmill
ap bis/up to 2,00 x dae bis/up to 0,50 x d
ap bis/up to 1,00 x d
Scharfkantig / Sharp
Schnittgeschwindigkeit vc basiert auf max. 20.000 1/min.
Die Angaben gelten für reines Aluminium. Für Aluminium < 5% Si verrringert sich Vorschub fz bis zu 10% und bei Aluminum > 5% Si bis zu 20%.
Cutting Speed vc is based on max. 20.000 rpm.
Conditions based on pure aluminium. For aluminium < 5% Si reduce feed per tooth fz up to 10% and for > 5% Si reduce fz up to 20%.
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
Für DSA Kurzausführung gilt beim Eckfräsen ap max = 1,5 x d.
For DSA short at shoulder milling ap max = 1,5 x d.
unbeschichtetTiB2-beschichtet
empfohlene Kühlung:Emulsion
uncoatedTiB2 coated
recommended cooling:Emulsion
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
HSM
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M103

Typ / Type Z Ød (mm) DSAKH 2 6,0 DSAKH 2 8,0 DSAKH 2 10,0 DSAKH 2 12,0 DSAKH 2 14,0 DSAKH 2 16,0 DSAKH 2 18,0 DSAKH 2 20,0 DSAKH 2 25,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 6,0 < 0,75 0,025 - 0,050 < 8,0 < 1,00 0,035 - 0,070 < 10,0 < 1,25 0,045 - 0,090 < 12,0 < 2,40 0,055 - 0,100 < 14,0 < 2,80 0,065 - 0,120 < 16,0 < 3,20 0,070 - 0,140 < 18,0 < 3,60 0,070 - 0,145 < 20,0 < 4,00 0,075 - 0,150 < 25,0 < 5,00 0,085 - 0,200
Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,6 < 0,50 0,035 - 0,050 < 0,8 < 0,70 0,050 - 0,070 < 1,0 < 0,90 0,055 - 0,090 < 1,2 < 1,20 0,065 - 0,100 < 1,4 < 1,40 0,075 - 0,120 < 1,6 < 1,60 0,085 - 0,140 < 1,8 < 1,80 0,100 - 0,145 < 2,0 < 2,00 0,105 - 0,150 < 2,5 < 2,50 0,110 - 0,200
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 500 - 2000Aluminium / Aluminium < 5%Si < 500 < 150 250 - 1500Aluminium / Aluminium > 5%Si < 400 < 120 100 - 1000Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSAKH Schaftfräser Vollradius / Endmill Ballnose
ap bis/up to 0,05 x dae bis/up to 0,10 x d
ap bis/up to 1,00 x dae bis/up to 0,20 x d
Vollradius / Ballnose
Die Angaben gelten für reines Aluminium. Für Aluminium < 5% Si verrringert sich Vorschub fz bis zu 10% und bei Aluminum > 5% Si bis zu 20%.
Conditions based on pure aluminium. For aluminium < 5% Si reduce feed per tooth fz up to 10% and for > 5% Si reduce fz up to 20%.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
HSM
unbeschichtetTiB2-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung3. Luftuncoated
TiB2 coated
recommended cooling:1. Emulsion
2. Minimum lubrification3. Air
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M104

Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,6 < 0,2 0,030 - 0,075 < 0,8 < 0,3 0,035 - 0,085 < 1,0 < 0,4 0,040 - 0,100 < 1,2 < 0,5 0,045 - 0,115 < 1,6 < 0,7 0,050 - 0,120 < 2,0 < 0,9 0,055 - 0,130 < 2,4 < 1,2 0,065 - 0,150 < 2,8 < 1,4 0,085 - 0,170 < 3,2 < 1,6 0,100 - 0,180 < 3,6 < 1,8 0,110 - 0,200 < 4,0 < 2,0 0,125 - 0,210
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 3,0 < 0,6 0,030 - 0,075 < 6,0 < 1,0 0,035 - 0,085 < 7,5 < 1,3 0,040 - 0,100 < 12,0 < 2,3 0,045 - 0,115 < 16,0 < 3,0 0,050 - 0,120 < 20,0 < 3,8 0,055 - 0,130 < 24,0 < 6,0 0,065 - 0,150 < 28,0 < 7,0 0,085 - 0,170 < 32,0 < 8,0 0,100 - 0,180 < 36,0 < 9,0 0,110 - 0,200 < 40,0 < 10,0 0,125 - 0,210
Typ / Type Z Ød (mm) DSAK 2 3,0 DSAK 2 4,0 DSAK 2 5,0 DSAK 2 6,0 DSAK 2 8,0 DSAK 2 10,0 DSAK 2 12,0 DSAK 2 14,0 DSAK 2 16,0 DSAK 2 18,0 DSAK 2 20,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 400 - 1000Aluminium / Aluminium < 5%Si < 500 < 150 250 - 800Aluminium / Aluminium > 5%Si < 400 < 120 100 - 400Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSAK Schaftfräser Vollradius / Endmill Ballnose
ap bis/up to 0,20 x dae bis/up to 0,10 x d
ap bis/up to 2,00 x dae bis/up to 0,50 x d
Vollradius / Ballnose
Schnittgeschwindigkeit vc basiert auf max. 20.000 1/min.
Die Angaben gelten für reines Aluminium. Für Aluminium < 5% Si verrringert sich Vorschub fz bis zu 10% und bei Aluminum > 5% Si bis zu 20%.
Cutting Speed vc is based on max. 20.000 rpm.
Conditions based on pure aluminium. For aluminium < 5% Si reduce feed per tooth fz up to 10% and for > 5% Si reduce fz up to 20%.
Für DSAK Kurzausführung gilt beim Eckfräsen ap max = 1,5 x d.
For DSAK short at shoulder milling ap max = 1,5 x d.
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
HSM
unbeschichtetTiB2-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung3. Luftuncoated
TiB2 coated
recommended cooling:1. Emulsion
2. Minimum lubrification3. Air
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M105

Typ / Type Z Ød (mm) DSAR 3 6,0 DSAR 3 8,0 DSAR 3 10,0 DSAR 3 12,0 DSAR 3 16,0
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 12,0 < 3,0 0,03 - 0,05 < 16,0 < 4,0 0,04 - 0,07 < 20,0 < 5,0 0,05 - 0,10 < 24,0 < 6,0 0,06 - 0,12 < 32,0 < 8,0 0,09 - 0,17
Schlitzfräsen / Slot milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 9,0 < 6,0 0,03 - 0,04 < 12,0 < 8,0 0,04 - 0,06 < 15,0 < 10,0 0,05 - 0,08 < 18,0 < 12,0 0,06 - 0,09 < 24,0 < 16,0 0,09 - 0,13
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 400 - 1000Aluminium / Aluminium < 5%Si < 500 < 150 250 - 800Aluminium / Aluminium > 5%Si < 400 < 120 100 - 400Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics < 500
DSAR Schruppfräser / Roughing Endmill ?
ap bis/up to 1,50 x dap bis/up to 2,00 x dae bis/up to 0,50 x d
ae fz*= 0,10 x d fz x 3 0,25 x d fz x 2 0,50 x d fz x 1
Vorschub fz* beim Eckfräsen für kleinere Zustellung ae muss wie folgt berechnet werden.
At shoulder milling, feed per tooth fz* for lower ae values should be converted according formula.
HVM
unbeschichtet
empfohlene Kühlung:1. Emulsion
2. Luft
uncoated
recommended cooling:1. Emulsion
2. Air
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
Fase / Chamfer Torus / Torus
M106

Kopierfräsen / Copy milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 0,6 < 0,50 0,035 - 0,050 < 0,8 < 0,70 0,050 - 0,070 < 1,0 < 0,90 0,055 - 0,090 < 1,2 < 1,20 0,065 - 0,100 < 1,4 < 1,40 0,075 - 0,120 < 1,6 < 1,60 0,085 - 0,140 < 1,8 < 1,80 0,100 - 0,145 < 2,0 < 2,00 0,105 - 0,150 < 2,5 < 2,50 0,110 - 0,200
Eckfräsen / Shoulder milling ap max. (mm) ae max. (mm) fz (mm/tooth) < 6,0 < 0,75 0,025 - 0,050 < 8,0 < 1,00 0,035 - 0,070 < 10,0 < 1,25 0,045 - 0,090 < 12,0 < 2,40 0,055 - 0,100 < 14,0 < 2,80 0,065 - 0,120 < 16,0 < 3,20 0,070 - 0,140 < 18,0 < 3,60 0,070 - 0,145 < 20,0 < 4,00 0,075 - 0,150 < 25,0 < 5,00 0,085 - 0,200
Typ / Type Z Ød (mm) DSAT 2 6,0 DSAT 2 8,0 DSAT 2 10,0 DSAT 2 12,0 DSAT 2 14,0 DSAT 2 16,0 DSAT 2 18,0 DSAT 2 20,0 DSAT 2 25,0
Material / Material TSR(N/mm)
Härte / HardnessHB
Schnittgeschwindigkeit / Cutting speed (Vc m/min)
Kohlenstoffstahl / Carbon steel < 750 < 250Legierter Stahl / Alloyed steel > 1000 < 300Werkzeugstahl / Tool steel > 850
> 1000> 250> 300
Rostfreier Stahl / Stainless steel < 600< 850
< 200< 250
Warmfeste Werkstoffe / High temp. alloys < 900 < 300
Titanlegierung / Titanium alloys < 900 < 300
Gehärteter Stahl / Hardened steel45-52 HRc50-60 HRc58-70 HRc
Temperguss / Malleable cast iron < 260Aluminium / Aluminium < 350 < 100 500 - 2000Aluminium / Aluminium < 5%Si < 500 < 150 250 - 1500Aluminium / Aluminium > 5%Si < 400 < 120 100 - 1000Kupfer / Copper < 350 < 100Messing / Brass < 700 < 200Graphit / GraphiteKunststoffe / Synthetics
DSAT Torusfräser / Torus Endmill
ap bis/up to 0,05 x dae bis/up to 0,10 x d
ap bis/up to 1,00 x dae bis/up to 0,20 x d
Die Angaben gelten für reines Aluminium. Für Aluminium < 5% Si verrringert sich Vorschub fz bis zu 10% und bei Aluminum > 5% Si bis zu 20%.
Conditions based on pure aluminium. For aluminium < 5% Si reduce feed per tooth fz up to 10% and for > 5% Si reduce fz up to 20%.
unbeschichtetTiB2-beschichtet
empfohlene Kühlung:1. Emulsion
2. Mindermengenschmierung3. Luftuncoated
TiB2 coated
recommended cooling:1. Emulsion
2. Minimum lubrification3. Air
Torus / Torus
Alle oben angegebenen Schnittbedingungen sind als Richtwerte zu betrachten. Die Schnittdaten können weiter in Abhängigkeit der Stabilität und Leistung der Maschine und Werkzeughalter optimiert werden.All above mentioned cutting conditions should be regarded as guidelines. The conditions can be further optimised, depending on the stability and power of the machine and toolholder.
HSM
Für weitere Materialangaben siehe WerkstofftabelleFor further material specifications see material cross reference list.
M107

TypType
Zähnezahl Z
Number of teeth Z
HM-SortenCarbide Grades
NutfräsenGroove milling
EckfräsenShoulder milling
KopierfräsenCopy milling
WerkstoffgruppenMaterial groups
ArtikelItems
SeitePage
SchnittdatenCutting dataSeite / Page
TS3KTS3ETS3HMG3KCN2KCD3KCD5KDD2K
Stahl ISteel I
Stahl IISteel II
Stahl IIISteel III
Stahl IVSteel IV
HartfräsenHard milling
AlSi < 5%
AlSi > 5%
KunststoffeSynthetics
KupferCopper
GraphitGraphite
DSK2
●●
√√√√
√√√√
M24
M80
DSK4
●√√
√√√√
√√M
30M
86DSKH
2●
√√√√
M25
M81
DSK 220°2
●●
√√√√
M28
M84
DSKH220°2
●√√
√√M
29M
85DSKL
2●
●√√
√√√√
√√M
26M
82DSKLH
2●
√√√√
√√√√
M27
M83
DSKM2
●●
√√√√
√√√√
M31-M
33M
87DST
2●
●√√
√√√√
√√M
36-M37
M90
DST4
●√√
√√√√
√√M
39-M40
M92
DSTH2
●√√
√√√√
√√M
38M
91DSDS
4●
√√√
√√M
34M
88DSDH
4●
√√√
√√M
35M
89DSM
6/8/10/12/16●
√√√√
√√√√
√√M
41M
93DSMH
6●
√√√√
M42
M94
DSMR6/8/10/12/16
●●
√√√√
√√√√
√√M
43-M44
M93
DSMRH6
●√√
√√M
45M
94DSML
6/8●
√√√√
√√√√
√√M
46M
93DSR
3●
√√√√
√√√√
√√√√
M47
M95
DSF3/4
●√√
√√√√
√√√√
√√M
48-M49
M96/M
97DSFF
4●
√√√√
√√√√
√√M
53M
101DSRF
3●
√√√√
√√√√
√√M
50M
98DSRR
3●
√√√√
√√M
51M
99DSRV
4/5●
√√√√
√√√√
√√√√
M52
M100
DSA1
●●
√√√√
√√√√
√√√
M56
M102
DSA2
●●
√√√√
√√√√
√√√
M57-M
58M
103DSAKH
2●
●√√
√√√√
√√√
M59
M104
DSAK2
●●
√√√√
√√√√
√M
60-M61
M105
DSAR3
●√√
√√√√
√√√√
√M
62M
106DSAT
2●
●√
√√√√
√√√√
√√√
M63
M107
DSKK4
●√√
√√√√
√√√√
√√M
6M
68DSTK
4●
√√√√
√√√√
√√√√
M7
M69
DSMK3
●√√
√√√√
√√M
8M
70DSMRK
3●
√√√√
√√√√
M9
M71
DSKMK2
●√√
√√√√
√√√√
√√M
10M
72DSMMK
2●
√√√√
√√√√
√√M
11M
73DSKG
3●
√√√√
√√√
√√M
14M
74DSKGL
2●
√√√√
√√√
√√M
15M
75DSTG
3●
√√√√
√√√
√√M
16-M17
M76
DSTLG2
●√√
√√√√
√√√
M18
M76
DSKMG2
●√√
√√√√
√√√
M20
M78
DSMMG2
●√√
√√√
√√M
21M
79DSVG
x●
√√√√
√√√
M19
M77
Auswahlliste - SYSTEM DSSelection chart list - SYSTEM DS
● Diamantbeschichtet Diamond coated
● TiAlN-beschichtet für Werkstoffe ≤ 60 HRC TiAlN coated for Materials ≤ 60 HRC
● TiAlN-beschichtet für Werkstoffe ≥ 56 HRC TiAlN coated for Materials ≥ 56 HRC
● AlTiN-beschichtet für Hartfräsen ≥ 50-70 HRC AlTiN coated for Hard milling ≥ 50-70 HRC
√√ sehr gut geeignet best suitable
√ gut geeignet suitable
● CrCn-beschichtet CrCn coated
● TiB2-beschichtet TiB2 coated
● unbeschichtet uncoated
M108
M