for peer review - ualbertaenergysystems.ca · for peer review 1 the development of the production...
TRANSCRIPT

For Peer Review
1
The development of the production cost of oxymethylene ethers
as diesel additives from biomass
Adetoyese Olajire Oyedun1, Amit Kumar
*1, Dorian Oestreich
2, Ulrich
Arnold2, Jörg Sauer
2
1 Department of Mechanical Engineering, 10-263 Donadeo Innovation Centre for
Engineering, University of Alberta, Edmonton, Alberta T6G 1H9, Canada.
2 Institute of Catalysis Research and Technology (IKFT), Karlsruhe Institute of Technology,
Hermann-von-Helmholtz-Platz 1, 76344 Eggenstein-Leopoldshafen, Germany.
Abstract
Oxymethylene ethers (OMEs) are favoured as an important diesel additive because of
their ability to reduce soot loading, particulate matter (PM) emissions, and NOx emissions. While
some research has been done on the feasibility of producing OMEs from biomass, there is no
techno-economic assessment of OME production from biomass. In this study, we estimate the
unit cost to produce OMEn (n = 1-8) from three different biomass types common to western
Canada: whole tree woodchips, forest residues, and wheat straw. The techno-economic model
uses the OME production simulation results for 500 MT/day of dry biomass. The simulation
results show that 97.70, 98.86, and 99.80 MT/day of OME1-8 can be produced from whole tree
woodchips, forest residues, and wheat straw, respectively. The costs of producing OME per liter
over 20 years of production are $1.93 ± 0.15/L, $1.68 ± 0.14/L, and $1.66 ± 0.13/L, respectively,
at a 95% confidence level for whole tree woodchips, forest residues, and wheat straw biomass.
*Corresponding author: Tel.: +1-780-492-7797
E-mail: [email protected] (Amit Kumar).
Page 2 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
2
The sensitivity analysis results show that the internal rate of return, OME yield, capital cost, and
biomass delivery cost significantly influence OME unit price. The production price versus
capacity profile reveals that the optimum minimum price can be obtained at a plant capacity of
4000 MT/day of biomass; beyond this, the increase in capacity does not result in any appreciable
decrease in production price.
Keywords: Biomass; oxymethylene ethers; process model; gasification; techno-economic model;
diesel additive
1. Introduction
Diesel fuels are important to the world’s industrial economy; they are essential for
transportation and heavy-duty engines. Diesel engines are widely used due to their reliability,
cost-effectiveness, high combustion efficiency, and adaptability, but diesel engine exhaust
emissions seriously threaten the environment. The formation of soot, NOx, and particulate matter
(PM) during diesel engine combustion is a major problem1. These pollutants cause serious
environmental and health problems because they contain carcinogenic components. Other
combustion-related pollutants from diesel engines include carbon monoxide (CO), acid rain, total
hydrocarbons (THC), and photochemical smog. These pollutants have led to several countries
tightening emissions regulations and developing directives for implementation and compliance2.
The use of oxygenated compounds as diesel additives reduces soot loading, and many
oxygenated compounds have been considered as alternative fuels and diesel additives including
methanol, dimethoxymethane (DMM), dimethyl ether (DME), and oxymethylene ethers
(OMEs)3, 4. Mixing oxygenated compounds with diesel fuels reduces the particulate matter5 and
NOx emissions because the fuel burns at a lower combustion temperature when diesel is blended
with oxygenated compounds6. Many technical issues have been reported related to the use of
Page 3 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
3
DME, DMM, and methanol as diesel additives. Diesel/DMM blends require engine
modification7, 8; DMM and DME lower the fuel viscosity and can reduce diesel solubility at low
temperatures, thereby increasing the fuel vapour pressure9. OMEs with the chemical structure
CH3-O-[CH2-O-]n-CH3 have physical properties similar to diesel fuels and many advantages over
methanol and other oxygenated additives, such as high self-ignition properties, high miscibility
with diesel fuel in any concentration, no toxicity, and good material compatibility10-12.
Lautenschütz et al.13 provided a detailed review of the physico-chemical properties and fuel
characteristics of oxymethylene ethers.
Oxymethylene ethers (OMEs) of the order of n = 3-5 with oxygen contents of 42-51% are
regarded as a promising alternative fuel for diesel engines and as a diesel additive, and they can
be derived from natural gas, coal, and biomass1, 14. Unlike other oxygenated diesel fuel additives,
no engine modification is necessary when OMEs (n = 3-5) are added to diesel fuels1. Fleisch and
Sills15 reported that the addition of 20% OMEs (n= 3-8) to diesel fuel can reduce the amount of
powdery pollutants (mainly PM) and NOx during combustion by 80-90% and 50%, respectively.
The production of OMEs from biomass can provide an environmentally friendly alternative to
the depleting and GHG-intensive fossil fuel sources. The use of biomass as a biofuel has the
potential to reduce greenhouse gas emissions.
Because it is nearly carbon neutral, biomass as a renewable source of energy is favoured for
the production of liquid fuels, chemicals, power, and heat16-23. Biomass sources include whole
tree woodchips, forest residues, and agricultural residues. Canada has an abundant supply of
biomass, with an average of 145 million MT† of forest and agricultural biomass commercially
harvested annually24. Every year, about 8 m3 of wood per capita are harvested in Canada, making
† MT = Metric tonnes
Page 4 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
4
it the third highest in wood production per capita in the world after Finland and Sweden25. In
Alberta, agricultural residues are the largest concentrate of field-based residues, and wheat straw
availability has been estimated to be more than 6 million MT of dry biomass22, 23, 26.
Several studies reported the synthesis of OME from various pathways1, 10, 11, 14, 27-34, but few
have explored the production of OME starting from biomass35-38. OME production from
methane-based products has been presented by Burger et al.10 The OMEs are formed from
methylal and trioxane. The study also described the physical property model required for the
OME process design via this new gas-to-liquid technology route. The chemical equilibrium for
the production of poly (oxymethylene) dimethyl ethers has been presented by Burger et al.27 and
Schmitz et al.28 for the methylal/trioxane and formaldehyde/methanol pathways, respectively.
Their studies provide the needed synthesis information for modelling the production of OMEs
through the two pathways. The development of various catalysts for the synthesis of
polyoxymethylene dimethyl ethers has been reported by Wu et al.32 for Bronsted acid ionic
liquids with alkanesulfonic acids, Wang et al.31 for sulfonic acid-functionalized ionic liquids,
Zhao et al.29 for molecular sieves as catalyst, and Wu et al.39 for high Si/Al ratio HZSM-5
zeolite. The production of OMEs from biomass has been presented by Zhang et al.35, 36, who
described the thermodynamic analysis and optimized process conditions for the production of
OMEs via woody-biomass-derived syngas. Their work indicated that OME production from
woody-biomass is feasible via the gasification route, and their process model was validated with
experimental results. Mahbub et al.37 recently published a life cycle assessment (LCA) of OME
synthesis from biomass-derived syngas. The study presented a data-intensive LCA model
developed for the production of OMEs from two different kinds of forest biomass, whole tree
and forest residue. The results show that the whole tree pathway produces 27 g CO2eq/MJ of
Page 5 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
5
OME, whereas the forest residue pathway produces 18 g/CO2eq MJ of OME over 20 years of
plant life. The authors also compared the petro-diesel life cycle emission numbers with the LCA
of OMEs derived from forest biomass. An assessment of the production costs of OME
production from methanol was conducted by Schmitz et al.34 using a simplified method. An
OME production cost of $614.8/MT was obtained for a plant capacity of 1 million MT/y based
on a methanol price of $300/MT.
There are several techno-economic analyses of the production of diesel additives including
methanol and DME from biomass21, 40, 41. Sarkar et al.21 analyzed the cost of producing methanol
and DME from biomass via SilvaGas and RENUGAS gasification processes for a production
capacity of 2000 MT/day of dry biomass. They reported production costs of $0.23/L and
$0.31/L, respectively, for methanol and DME using the SilvaGas-based gasification process and
$0.36/L and $0.45/L, respectively, for methanol and DME using the RENUGAS-based
gasification process. They also reported that production costs for each fuel decrease rapidly as
the plant capacity increases from 200 to 3000 MT/day and 5000 MT/day dry biomass,
respectively, for the SilvaGas-based and RENUGAS-based gasification processes21. Tunå and
Hulterberg41 compared the techno-economic analyses of various woody biomass-based
transportation fuels, including methanol and DME, in terms of electricity and fuel costs. They
reported that the price of methanol and DME, in terms of electricity generation, is $93.2/MWh
and $107.2/MWh, respectively, while fuel costs for methanol and DME are $6.58/100km and
$4.98/100km, respectively41.
While the production of diesel additives like methanol and DME from biomass feedstocks
has been widely studied, the techno-economics of OME production from biomass has not been
reported. Therefore, the novelty of this study is the significant contribution to the knowledge
Page 6 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
6
through the techno-economics assessment of OME production from biomass, which, according
to the knowledge of the authors, has not been conducted before. Considering the importance of
OME as a diesel additive in relation to other oxygenated additives, industry and government
agencies will want an understanding of the economic feasibility of producing OMEs from
biomass.
The general objective of this novel study is to conduct a techno-economic analysis of
oxymethylene ether production from biomass feedstocks (whole tree woodchips, forest residues,
and wheat straw). The key specific objectives of this study are:
� To develop a techno-economic model to evaluate the cost to produce OMEn (n = 1-8) from
three feedstocks.
� To estimate the costs in $/L for the three feedstocks.
� To perform sensitivity analyses of the various cost parameters of OME production.
� To estimate the OME production price profile as plant capacity increases.
The results of this study will give insights into the economic feasibility of blending OMEs with
diesel. They will also help us understand which feedstock is most suitable and most feasible for
OME production from biomass.
2. Methodology
In order to develop the techno-economic model for OME production from biomass, we first
analyzed the mass and energy flows within the unit operations. To estimate costs, we used
region-specific delivered costs of biomass to evaluate the cost of producing OMEs. The analysis
assumes a plant capacity of 500 MT/day of dry biomass feedstock.
Page 7 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
7
2.1 Process description for OME production from biomass
A process model was developed using the ASPEN Plus process simulator42. Figure 1 is a
simplified block diagram showing the steps in OME production: biomass pyrolysis/gasification,
gas cleaning, syngas processing, methanol and formaldehyde (FA) production, and conversion of
methanol and FA to OMEs 35. Mass and energy balances for each piece of equipment used in the
unit operations are calculated.
Figure 1
The biomass gasification process is modeled based on the feedstocks’ proximate and ultimate
analyses (shown in Table 1). The processes considered in biomass gasification are drying,
pyrolysis, combustion, and char gasification. Feedstock drying is only considered for whole tree
woodchips and forest residues; in these, the moisture content was reduced from 50% and 35%
moisture mass fraction, respectively, to 15 %. (Wheat straw has low initial moisture content [see
Table 1] and does not need to be dried prior to pyrolysis). The dried biomass is pyrolyzed into
tar, gases, and char. Agricultural residues such as wheat straw contains more chlorine, potassium,
and sulphur than other biomass types and therefore can cause severe deposit formation and
subsequent active corrosion during thermochemical conversion43. To avoid this problem, the
biomass can be pyrolyzed at a low temperature prior to gasification to help release chlorine in the
form of tar associated with Cl or HCl and chlorine can be recaptured in the char and ash by
secondary reactions with available metals43. The next step is the gasification of the char from
pyrolysis into syngas using air as the gasification agent. The syngas is then cleaned and the tar
reduced through thermal cracking and steam reforming. In order to obtain a high methanol yield,
high hydrogen content in the syngas is required. To achieve this, the ratio of H2 and CO is
adjusted through the water-gas shift (WGS) reaction and the conversion rate of the WGS is
Page 8 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
8
varied to around 2:1. Methanol is then synthesized from the adjusted syngas at a conversion rate
of 99% and a reactor temperature of 300 oC for better catalyst activity. Part of the methanol is
converted to formaldehyde (FA) at a reactor temperature of 200 oC in the presence of air at a
conversion rate of 60%. OME is then produced from methanol and FA using a continuous
stirred-tank reactor (CSTR) with a volume of 1 L at a temperature of 60 oC and pressure of 1 bar.
The equilibrium parameters and reaction kinetics for the production of OME from methanol and
formaldehyde were obtained from Oestreich et al.44. The OME synthesis takes place in the
presence of homogenous catalyst Amberlyst 36. The reaction chain involved in the synthesis is
illustrated in Figure 2. The process model was validated with experimental results and the
validation process has been discussed extensively in earlier work by the authors36.
Table 1
Figure 2
The Aspen Plus simulation for the production of OME from whole tree woodchips and forest
residue biomass is shown in Figure 3. For the wheat straw scenario, there is no drying stage, and
the feed is directly supplied into the pyrolysis and combustion section of the model. The steam
produced from drying whole tree and forest residues is used in the gas cleaning section, and extra
water is required and heated for the wheat straw.
Figure 3
2.2 Biomass delivery costs
Biomass delivery cost refers to the total cost of delivering biomass from the forest or farm to
the OME plant and includes point of origin and transportation costs. The point of origin cost
varies and includes biomass field cost (royalty paid to farm owners or premium above the cost of
Page 9 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
9
fuel), nutrient replacement cost (considered only for wheat straw), road construction cost, and
silviculture cost. The transportation cost includes the costs of loading and unloading the
feedstock and transporting it from the field or forest to the OME plant. In this study, we assume
that the harvesting field is sustainable for a 20-year period in order to meet the biomass
requirement for the OME plant.
The three biomass feedstocks considered in this study are whole tree woodchips, forest
residues, and wheat straw. The whole tree biomass considered in this study includes trees from
Alberta’s boreal forests, which are characterized by spruce and mixed hardwood used mostly for
timber and pulp operations16, 45. Whole trees are cut, chipped, and trucked to the plants. The costs
involved in whole tree biomass operations are the logging road construction costs, silviculture
costs (associated with replanting), and the royalty paid to land owners16, 20, 21. Forest residue
biomass refers to the limbs and tops of trees recovered from the side of the road following
logging operations16, 26 and constitutes about 15-25% of the total forest biomass available
depending on the harvesting operation and activity16, 20, 21. Road construction and silviculture
costs are not considered since forest residues are transported on existing roads used for logging
operations. Wheat straw, available in abundance in Alberta, is harvested by the farm owner and
baled in the field before being transported to the plant23, 26. The wheat straw delivery cost
includes harvesting, bale collection, bale wrapping and storage, loading, transportation,
unloading, nutrient replacement, and market premium fees. Nutrient replacement after wheat
straw is removed from a field for bio-fuel production is a significant part of the delivery cost16.
In this study, both nutrient replacement cost (i.e., money paid to the farmers to purchase
fertilizers in order to replenish the nutrients initially taken up by the straw) and the market
premium fee paid to the farm owners as incentive are included.
Page 10 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
10
The calculated biomass delivery costs and the cost characteristics of the three feedstocks are
presented in Table 2. The overall delivery cost shown in Table 2 is for the base capacity of 500
MT/day considered in this study. Costs for higher capacities vary. The details of the biomass
delivery cost approach are discussed extensively in studies by Agbor et al. and Shahrukh et al.46,
47. The same approach was used in this study to estimate biomass delivery costs.
Table 2
2.3 Techno-economic analysis
Capital, operational, and production costs for the synthesis of OME from biomass are
estimated assuming a 20-year plant life. Aspen Icarus Process Evaluator software48 is used to
estimate costs of OME production.
2.3.1 Capital cost
Capital cost is the equipment cost and includes installation and indirect costs. Indirect costs
include construction, engineering, and contingency costs. The simulation results, including the
mass and energy balances of each piece of equipment for the optimal production of OME from
each biomass, are exported to the Icarus platform. The equipment used in the process is mapped
and sized, and costs are estimated. The project economics and the annual operating costs are
analyzed and determined based on a number of assumptions (see Table 3).
Table 3
An installation factor is required for the purchased equipment costs determined through the
Aspen Icarus Process Evaluator and accounts for the piping, electrical, and other installation
costs required. However, the installation factors calculated in Aspen Icarus are significantly
lower than those provided by Peters et al.49. Peters et al. suggested that a 3.02 overall installation
Page 11 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
11
factor is more appropriate than software-derived installation factors for solid-liquid plants. Hence
we calculated the installation cost of the equipment by multiplying the purchased equipment cost
by the installation factor suggested by Peters et al. The method used to estimate the capital cost,
as used by Peters et al.49 and Swanson et al. 50, is given in Table 4. The equipment considered are
the pyrolysis reactor, gasifiers, cyclone, syngas cleaning, filters, heaters, flash drums, gas
compressor, WGS reactor, methanol reactor, formaldehyde reactor, and OME CSTR reactor. The
total purchased equipment costs (TPEC) are estimated from Aspen Icarus, and the total installed
cost (TIC) was determined using the installation factor of 3.02. The indirect costs (IC) were then
estimated. These are engineering and supervision costs (32% of TPEC), legal and contractors’
fees (23% of TPEC), and construction expenses (34% of TPEC)49. Project contingency is
included as 20% of the direct and indirect cost, which is the sum of the TIC and the IC. A
location factor of 10% was included in the capital cost estimate16. The economic analysis does
not take into account financing, working capital, longer start-up times, or any other special
financial needs. For whole tree biomass, camping costs were included in the capital cost
estimate. It is assumed that whole tree biomass is harvested in a remote location away from
existing infrastructure and additional costs of 5% are incurred for staff camping16.
Table 4
2.3.2 Operating costs
Labour cost is calculated based on operators’ and supervisors’ salaries. Salaries (wages and
bonuses) are calculated using the 2016 Alberta wage rate in the Canadian salary calculator51.
Average salaries of $26.11/hr and $33.57/hr are specified for operators and supervisors. For a
500 MT/day plant capacity, 8 operators and 1 supervisor are considered per shift to operate the
plant and 3 shifts each day are assumed. The utility cost, which is mainly the cost of electricity
Page 12 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
12
used in the process, is calculated in the Aspen Icarus platform using the average electricity price
in Alberta, which in 2015 was $0.055/kWh52. The price of water and sand used for gasification is
$0.616/m53 and $7.46/MT54, respectively. The maintenance cost is reported as a percentage of
the capital cost, usually in the range of 2-10%, though in this study, 3% is assumed. Operating
charges are calculated at 25% of operating labour costs, and plant overhead, which consists of
the charges during production for services, facilities, payroll overhead, etc., was specified as
50% of the operating labour and maintenance costs. General and administrative (G&A) expenses
are costs incurred during production such as administrative salaries/expenses, research and
development, product distribution, and sales costs and are specified as 8% of operating costs.
2.3.1 Product costs
To determine the OME production cost, a discounted cash flow analysis was developed using
a 10% discounted cash flow internal rate of return (IRR) on investment over a 20-year plant life.
The financial values were adjusted and reported for the year 2016 with an assumed inflation rate
of 2%. The currency used is the US$ and the exchange rate in relation to the Canadian dollar is
considered here to be 0.7459 based on the Bank of Canada’s rates on March 3, 2016.
3. Results and Discussion
The results from the Aspen simulation and the techno-economic process model, along with
the OME production costs, are presented in this section. The sensitivity and uncertainty analyses
are also discussed.
3.1 Aspen simulation optimal results
The Aspen simulation optimal results for the production of OME from the three feedstocks
are presented in Figure 4. 97.70 MT/day, 98.86 MT/day, and 99.80 MT/day of OME1-8 are
Page 13 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
13
produced from 500 MT/day of whole tree woodchips, forest residues, and wheat straw,
respectively. The H2/CO ratio was adjusted to around 1.98:1 in the water-gas reactor (WGS) in
order to maximize the methanol production before the production of OME by varying the water-
gas shift reaction conversion rate. The optimal WGS conversion rates for whole tree, forest
residues, and wheat straw are 24.36%, 24.50% and 25.04%, respectively. The details of the
simulation model results and the influence of the different operating parameters on the OME
yield have been discussed in earlier work by the authors36.
Figure 4
3.2 Techno-economic analysis results
The key capital and the operating cost results for a plant capacity of 500 MT/day of biomass
feedstock are summarized in Table 5. The capital cost is highest (184.33 M $) for the whole tree
woodchips due to the additional drying requirement and the camping costs. The forest residue
capital cost (M$145.50) is slightly higher than that of wheat straw (M$134.71) due to the
additional drying requirement. Like the capital cost, annual operating costs for both whole tree
woodchips and forest residues are higher than those of wheat straw due to the utility costs
incurred during biomass drying.
Table 5
The OME production cost for whole tree woodchips, forest residues, and wheat straw are
$1.92/L, $1.67/L, and $1.65/L, respectively. The biomass delivery cost is higher for wheat straw
($79.86/dry MT) than both forest residues ($60.98/dry MT) and whole tree woodchips
($56.89/dry MT) (see Table 2). Initial moisture content plays a significant role in the OME
production cost and influences the capital cost. Another factor behind the high OME cost for all
Page 14 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
14
three feedstocks is the conversion of biomass to OME. The process model results for OME
production (see Figure 4) show that the conversion of feedstock to OME is around 19.3-20%.
The breakdown of the OME production cost in $ L-1 for the various cost parameters for the
three feedstocks is presented in Figure 5. The major cost components are capital costs, biomass
costs (sum of all the cost components involved in harvesting and delivery of biomass feedstock),
utilities, maintenance, and labour costs.
Figure 5
3.3 Effect of plant capacity on OME production cost
3.3.1 Scale factor
In this study, we varied the plant capacity from 500 to 5000 MT/day of dry biomass
feedstock and then used the ASPEN Icarus model to estimate the total capital cost for the
increased capacity. The estimated capital cost is then used to determine the scale factor. Figure 6
plots capital cost versus plant capacity for the three feedstocks as a function of the power law
exponent scale factor. The scale factor obtained for the three feedstocks ranges from 0.69 to
0.71. The estimated scale factor is in good agreement with the scale factors for similar
processes55-57. The value of the scale factor indicates that an increase in plant capacity will result
in significant savings and reduce the overall unit price of OME.
Figure 6
3.3.2 Plant capacity versus OME production cost profile
At a plant capacity of 500 t day-1 of biomass feedstock, wheat straw has the lowest OME
production cost (1.65 $ L-1) followed by forest residues (1.67 $ L-1) and whole tree woodchips
(1.92 $ L-1). Earlier studies on the production of biofuel and chemicals from biomass feedstocks
Page 15 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
15
show that the production cost decreases with capacity due to economies of scale until an
optimum capacity is reached16, 20, 45, 47, 58, 59.
The production costs of OME from different feedstocks are plotted as a function of the plant
capacity (see Figure 7). As expected, production costs decline sharply at first as the plant
capacity increases and eventually reach their lowest at 4000 MT/day of dry biomass for the three
feedstocks. The lowest OME production costs are obtained at a plant capacity of 4000 MT/day
are $0.89/L, $0.91/L, and $1.01/L for whole tree woodchips, forest residues and wheat straw,
respectively.
Figure 7
At plant capacities above 4000 MT/day (i.e., 5000 MT/day), the capital and the utility costs
increase rapidly and do not further reduce the OME price, although the biomass delivery cost
drops slightly. For a plant capacity of 4000 MT/day of dry biomass, the whole tree woodchip,
forest residue, and wheat straw biomass requirements are 0.25 million MT, 0.45 million MT, and
0.35 million MT, respectively. The availability of biomass in the province, as reported earlier by
Kumar et al.16 and Sarkar and Kumar45, shows that there is enough feedstock to operate the
facility at higher capacity. Therefore, it is better to operate the plant at a higher capacity, given
the large reduction in OME price and the biomass availability.
3.3.3 Comparison of OME production cost with literature data and similar products
An assessment of the production costs of OME production from methanol was conducted by
Schmitz et al.34 using a simplified method. They reported an OME production cost of $614.8/MT
for a plant capacity of 1 million MT/y based on a methanol price of $300/MT. When their OME
production cost is converted to $/L (assuming an average OME density of 1.032 kg/L60), the
Page 16 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
16
result is $0.634/L. While this number is lower than the number obtained in the present study
($0.89/L for whole tree woodchips at 4000 MT/day capacity), Schmitz et al. based their OME
production cost estimation on methanol from fossil sources as feedstocks. According to Schmitz
et al.34, if the methanol price increases to more than $500/MT, OME prices will subsequently
increase to about $1.00/L at the same capacity. Trippe et al.61 developed a comprehensive
techno-economic assessment for DME synthesis from biomass to produce liquid fuels. They
reported a production cost of $0.82/L in 2013. This cost is similar to the cost we reported in this
study for the production of OME.
3.3.4 Comparison of OME production cost with diesel fuel cost
In this section, the OME production cost is compared with the diesel fuel cost. The monthly
average retail price of diesel in Calgary, AB, from January-December 2014 was approximately
$0.85-1.03/L62. After deducting the federal and provincial taxes and marketing costs, we
calculated the diesel production cost to be approximately $0.62-0.81/L63.
To compare the lowest OME production cost obtained in this study with conventional diesel
costs, OME and diesel fuel production cost estimates (in $/MJ) included the heating value and
density of both fuels. The lower heating value (LHV) of diesel with a cetane number of 56.5 and
a density of 0.83 kg/L is 42.68 MJ/kg64. The average LHV values reported for OME1-6 is 19.483
MJ/kg with an average density of 1.032 kg/L60. The LHV value of diesel is equivalent to 35.42
MJ/L, while the LHV value of OME is equivalent to 20.107 MJ/L.
Therefore, the estimated OME production costs in $ MJ-1 for whole tree woodchips, forest
residues, and wheat straw are $0.0443/MJ, $0.0453/MJ, and $0.0502/MJ, respectively. These
costs are based on the results for the optimum capacity of 4000 MT/day of dry biomass. The
Page 17 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
17
estimated costs of diesel fuel range from $0.0175 – 0.0229/MJ. The lowest OME price obtained
in this study is much higher than the production cost of conventional diesel. Therefore, when
OME is blended with diesel as an additive, the OME production cost will have considerable
influence on the blended fuel cost. Further studies to improve OME synthesis in order to reduce
OME production cost are essential.
3.4 Sensitivity analysis
Key variables are selected based on their ability to change the results of the economic
analysis and the OME price. Capital and biomass delivery costs are particularly important
sensitivity variables due to the uncertainties associated with their estimation.
To determine the effects of the techno-economic parameters on the price of OME, a
sensitivity analysis for the three biomass feedstocks was conducted by varying the cost
parameters. The varied cost parameters are OME yield, capital cost, biomass delivery cost, IRR,
utility cost, labour, and maintenance costs. The IRR is varied from 8% to 20%. The capital cost
and biomass delivery cost are varied by ±30% and ±25%, respectively, based on studies by
Swanson et al.50 and Wright et al.65 on the production of liquid fuels from biomass. The
maintenance cost is also varied by ±30% since it is a function of the capital cost. The effect of
OME yield on OME production cost is determined by varying the current yield from 95% to
110%. This increase in OME yield is expected because more advanced research on the methanol-
to-OME pathway is anticipated. The utility and labour costs are varied by ±20%.
The OME production cost’s sensitivity to the cost parameters is shown in Figure 8. The most
influential cost parameter is the IRR. When the IRR is reduced from 10% to 5%, the OME
production costs drop to $1.63/L (15%), $1.44/L (14%), and $1.43/L1 (13%), respectively, for
Page 18 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
18
whole tree, forest residues, and wheat straw at a plant capacity of 500 MT/day. On the other
hand, an increase in IRR to 20% results in a 34 – 40% increase in OME production costs,
depending on the biomass feedstock.
The OME production cost is also strongly dependent upon the OME yield and process capital
costs. When the OME yield is increased by 10%, the production cost falls by 9% for all biomass
feedstocks. The OME yield, therefore, has a negative influence on the production cost for all
three feedstocks. For the lower and upper values of the capital cost (ranging from – 30% to 30%
of the baseline value), the OME production cost changes by ±9% relative to its baseline value.
The biomass delivery costs are also slightly sensitive to the production cost. A ±25% change to
the baseline value of the biomass delivery cost results in changes of ±5%, ±4%, and ±3% in the
OME production cost for wheat straw, forest residues, and whole tree, respectively. The higher
percentage for wheat straw is due to its high delivery cost.
Other parameters, including maintenance cost and labour cost, have little impact on the
production cost.
Figure 8
3.5 Uncertainty analysis
The sensitivity analysis discussed in the previous section provides only single point
deterministic estimates for the OME production cost. The analysis also reflects the effects on the
production cost of a single parameter at a time. The lack of precise field data could bring
inherent uncertainties in the cost estimates. In most cases, appropriate data sources and
assumptions are used. However, uncertainty in the systems needs to be considered. To address
the uncertainty, a Monte Carlo simulation is used as proposed by Raynolds et al.66.
Page 19 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
19
In this study, a Monte Carlo simulation was conducted using the economic parameters that
most influenced production cost. ModelRisk software67 was used to perform 100,000 iterations
in order to obtain accurate results. A triangular probability distribution was adopted in this study
as it is commonly adopted in both published and estimated data. The uncertainty in the system is
estimated by identifying the significant cost parameters through sensitivity analyses and then
assigning a suitable uncertainty to each parameter based on the information available.
The Monte Carlo simulation results for the OME production costs for the three feedstocks at
a plant capacity of 500 MT/day are depicted in Figure 9. The results show that the 95%
probability range for the OME production costs is $1.87 – 2.08/L (-5% to +16% relative to the
estimated cost, $1.92/L) for whole tree woodchips, $1.62 – 1.81/L (-5% to +14% relative to the
estimated cost, $1.67/L) for forest residues, and $1.60 – 1.79/L (-5% to +14% relative to the
estimated cost, $1.65/L) for wheat straw.
The uncertainty analysis results show that with the assumed uncertainties in the selected cost
parameters, the production cost of OME tends to be higher than the estimated value by about 14
– 16%. The uncertainty results for the OME production costs in terms of mean and standard
deviation for whole tree, forest residues, and wheat straw are $1.970 ± 0.191/L, $1.710 ±
0.173/L, and $1.689 ± 0.167/L, respectively, at a 95% confidence level.
Figure 9
4. Conclusion
In this study, a techno-economic model was developed to estimate the cost of producing
oxymethylene ethers (OMEn) of the order n = 1 – 8 from three biomass feedstocks, whole tree
woodchips, forest residues, and wheat straw. The techno-economic model used the Aspen Plus
Page 20 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
20
simulation optimal design model results to simulate the production of OME from 500 MT/day of
dry biomass feedstock. The optimal design results show that 97.70, 96.33, and 99.80 MT/day of
OME1-8 can be produced from whole tree woodchips, forest residues, and wheat straw,
respectively. The OME production costs estimated at zero NPV for 20 years of production
including uncertainty are $1.970 ± 0.191/L, $1.710 ± 0.173/L, and $1.689 ± 0.167/L, for whole
tree woodchips, forest residues, and wheat straw biomass, respectively, at a 95% confidence
level. Wheat straw has the lowest OME production cost due to the low initial moisture content
compared to the other two feedstocks. The minimum OME production cost as plant capacity
increases is obtained at 4000 MT/day of dry biomass for all three feedstocks. At this capacity,
whole tree woodchips have the lowest OME production cost ($0.89/L) followed by forest
residues ($0.91/L) and wheat straw ($1.01/L).
The sensitivity analysis of key process variables found IRR, OME yield and capital cost to
have significant influence on OME production cost. Other cost parameters, such as biomass
delivery cost and utility costs, also have appreciable impact on OME production cost.
Maintenance cost and labour cost have limited impact on the OME production cost. The degree
of the sensitivity of each variable largely depends on the biomass feedstock type.
This study gives more insights on the economic and technological feasibility of producing
OME from biomass for the purpose of blending OMEs with diesel. While we have considered
OMEs 1-8 in this study, further studies can focus on the separation of OME to optimize the
production of OMEs 3-5, which can be readily used in diesel engines without engine
modification.
Acknowledgements
Page 21 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
21
The authors are grateful to the Helmholtz-Alberta Initiative (HAI) (Grant number:
AE10GREA18) and the University of Alberta for the financial support for this work. Astrid
Blodgett is thanked for editorial assistance.
References
1. Burger J, Siegert M, Ströfer E, Hasse H. Poly (oxymethylene) dimethyl ethers as
components of tailored diesel fuel: Properties, synthesis and purification concepts. Fuel
89(11):3315-9 (2010).
2. Ribeiro NM, Pinto AC, Quintella CM, Da Rocha GO, Teixeira LS, Guarieiro LL, et al. The
role of additives for diesel and diesel blended (ethanol or biodiesel) fuels: a review. Energ
Fuel 21(4):2433-45 (2007).
3. Beatrice C, Bertoli C, Giacomo N. New findings on combustion behavior of oxygenated
synthetic diesel fuels. Combust Sci Technol 137(1-6):31-50 (1998).
4. Lahaye J, Prado G. Soot in combustion systems and its toxic properties. New York:
Published in cooperation with NATO Scientific Affairs Division Plenum Press; (1983).
5. Spreen KB, Ullman TL, Mason RL. Effects of cetane number, aromatics, and oxygenates on
emissions from a 1994 heavy-duty diesel engine with exhaust catalyst. SAE Technical Paper;
Report No.: 0148-7191 Contract No.: 950250, (1995)
6. Buchholz BA, Dibble RW. Isotopic tracing of bio-derived carbon from ethanol-in-diesel
blends in the emissions of a diesel engine. SAE Technical Paper; Contract No.: 2002-01-
1704, (2002).
7. Ren Y, Huang Z, Jiang D, Liu L, Zeng K, Liu B, et al. Engine performance and emission
characteristics of a compression ignition engine fuelled with diesel/dimethoxymethane
Page 22 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
22
blends. Proceedings of the Institution of Mechanical Engineers, Part D: Journal of
Automobile Engineering 219(7):905-14 (2005).
8. Vertin KD, Ohi JM, Naegeli DW, Childress KH, Hagen GP, McCarthy CI, et al. Methylal
and methylal-diesel blended fuels for use in compression-ignition engines. SAE Technical
Paper; 1999. Report No.: 0148-7191 Contract No.: 1999-01-1508.
9. Ying W, Genbao L, Wei Z, Longbao Z. Study on the application of DME/diesel blends in a
diesel engine. Fuel Process Technol 89(12):1272-80 (2008).
10. Burger J, Ströfer E, Hasse H. Production process for diesel fuel components poly
(oxymethylene) dimethyl ethers from methane-based products by hierarchical optimization
with varying model depth. Chem Eng Res Design 91(12):2648-62 (2013).
11. Lumpp B, Rothe D, Pastötter C, Lämmermann R, Jacob E. Oxymethylene ethers as diesel
fuel additives of the future. MTZ worldwide eMagazine 72(3):34-8 (2011).
12. Deutsch D, Oestreich D, Lautenschütz L, Haltenort P, Arnold U, Sauer J. High Purity
Oligomeric Oxymethylene Ethers as Diesel Fuels. Chem-Ing-Tech 89(4):486-9 (2017).
13. Lautenschütz L, Oestreich D, Seidenspinner P, Arnold U, Dinjus E, Sauer J. Physico-
chemical properties and fuel characteristics of oxymethylene dialkyl ethers. Fuel 173:129-
37 (2016).
14. An GJ, Wang XD, Lu CB, Xiong CH, Zhou YJ, Liu YW, et al., editors. Research Progress
on Polyoxymethylene Dimethyl Ethers as the Additive Component of Diesel Fuel. Appl
Mech Mat: Trans Tech Publ. 676-9 (2014).
15. Fleisch T, Sills R. Large-scale gas conversion through oxygenates: beyond GTL-FT. Stud
Surf Sci Catal 147:31-6 (2004).
Page 23 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
23
16. Kumar A, Cameron JB, Flynn PC. Biomass power cost and optimum plant size in western
Canada. Biomass and Bioenergy 24(6):445-64 (2003).
17. Kumar M, Oyedun AO, Kumar A. Hydrothermal liquefaction of biomass for the production
of diluents for bitumen transport. Biofuel Bioprod Bioref 11:811-29 (2017).
18. Oyedun AO, Gebreegziabher T, Ng DK, Hui CW. Mixed-waste pyrolysis of biomass and
plastics waste–A modelling approach to reduce energy usage. Energy 75:127-35 (2014).
19. Pankratz S, Oyedun AO, Zhang X, Kumar A. Algae production platforms for Canada's
northern climate. Renew Sust Energ Rev 80:109-20 (2017).
20. Sarkar S, Kumar A. Biohydrogen production from forest and agricultural residues for
upgrading of bitumen from oil sands. Energy 35(2):582-91 (2010).
21. Sarkar S, Kumar A, Sultana A. Biofuels and biochemicals production from forest biomass
in Western Canada. Energy 36(10):6251-62 (2011).
22. Shahrukh H, Oyedun AO, Kumar A, Ghiasi B, Kumar L, Sokhansanj S. Comparative net
energy ratio analysis of pellet produced from steam pretreated biomass from agricultural
residues and energy crops. Biomass Bioenerg 90:50-9 (2016).
23. Sultana A, Kumar A, Harfield D. Development of agri-pellet production cost and optimum
size. Bioresource Technol 101(14):5609-21 (2010).
24. Levin DB, Zhu H, Beland M, Cicek N, Holbein BE. Potential for hydrogen and methane
production from biomass residues in Canada. Bioresource Technol 98(3):654-60 (2007).
25. Paré D, Bernier P, Thiffault E, Titus BD. The potential of forest biomass as an energy
supply for Canada. The Forestry Chronicle 87(1):71-6 (2011).
Page 24 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
24
26. Shahrukh H, Oyedun AO, Kumar A, Ghiasi B, Kumar L, Sokhansanj S. Net energy ratio
for the production of steam pretreated biomass-based pellets. Biomass Bioenerg 80(0):286-
97 (2015).
27. Burger J, Ströfer E, Hasse H. Chemical equilibrium and reaction kinetics of the
heterogeneously catalyzed formation of poly (oxymethylene) dimethyl ethers from
methylal and trioxane. Ind Eng Chem Res 51(39):12751-61 (2012).
28. Schmitz N, Homberg F, Berje Jr, Burger J, Hasse H. Chemical Equilibrium of the
Synthesis of Poly (oxymethylene) Dimethyl Ethers from Formaldehyde and Methanol in
Aqueous Solutions. Ind Eng Chem Res 54(25):6409-17 (2015).
29. Zhao Q, Wang H, Qin Z-f, Wu Z-w, Wu J-b, Fan W-b, et al. Synthesis of
polyoxymethylene dimethyl ethers from methanol and trioxymethylene with molecular
sieves as catalysts. J Fuel Chem Technol 39(12):918-23 (2011).
30. Lautenschütz L, Oestreich D, Haltenort P, Arnold U, Dinjus E, Sauer J. Efficient synthesis
of oxymethylene dimethyl ethers (OME) from dimethoxymethane and trioxane over
zeolites. Fuel Process Technol 165:27-33 (2017).
31. Wang F, Zhu G, Li Z, Zhao F, Xia C, Chen J. Mechanistic study for the formation of
polyoxymethylene dimethyl ethers promoted by sulfonic acid-functionalized ionic liquids.
J Mol Catal. A: Chem 408:228-36 (2015).
32. Wu Q, Wang M, Hao Y, Li H, Zhao Y, Jiao Q. Synthesis of polyoxymethylene dimethyl
ethers catalyzed by Brønsted acid ionic liquids with alkanesulfonic acid groups. Ind Eng
Chem Res 53(42):16254-60 (2014).
33. Zhao Y, Xu Z, Chen H, Fu Y, Shen J. Mechanism of chain propagation for the synthesis of
polyoxymethylene dimethyl ethers. J Energ Chem 22(6):833-6 (2013).
Page 25 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
25
34. Schmitz N, Burger J, Ströfer E, Hasse H. From methanol to the oxygenated diesel fuel poly
(oxymethylene) dimethyl ether: An assessment of the production costs. Fuel 185:67-72
(2016).
35. Zhang X, Kumar A, Arnold U, Sauer J. Biomass-derived Oxymethylene Ethers as Diesel
Additives: A Thermodynamic Analysis. Energy Procedia 61:1921-4 (2014).
36. Zhang X, Oyedun AO, Kumar A, Oestreich D, Arnold U, Sauer J. An optimized process
design for oxymethylene ether production from woody-biomass-derived syngas. Biomass
Bioenerg 90:7-14 (2016).
37. Mahbub N, Oyedun AO, Kumar A, Oestreich D, Arnold U, Sauer J. A life cycle
assessment of oxymethylene ether synthesis from biomass-derived syngas as a diesel
additive. J Clean Prod 165(Supplement C):1249-62 (2017).
38. Arnold U, Lautenschütz L, Oestreich D, Sauer J. Production of oxygenate fuels from
biomass-derived synthesis gas. Reprints 2:7-9 (2015).
39. Wu J, Zhu H, Wu Z, Qin Z, Yan L, Du B, et al. High Si/Al ratio HZSM-5 zeolite: an
efficient catalyst for the synthesis of polyoxymethylene dimethyl ethers from
dimethoxymethane and trioxymethylene. Green Chemistry 17(4):2353-7 (2015).
40. Leduc S, Schmid E, Obersteiner M, Riahi K. Methanol production by gasification using a
geographically explicit model. Biomass Bioenerg 33(5):745-51 (2009).
41. Tunå P, Hulteberg C. Woody biomass-based transportation fuels – A comparative techno-
economic study. Fuel 117, Part B:1020-6 (2014).
42. Aspentech®. Aspen Plus. Version 8.8. Burlington, MA: Aspen Technology Inc.; (2015).
43. Johansen JM, Jakobsen JG, Frandsen FJ, Glarborg P. Release of K, Cl, and S during
pyrolysis and combustion of high-chlorine biomass. Energ Fuel 25(11):4961-71 (2011).
Page 26 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
26
44. Oestreich D, Lautenschütz L, Arnold U, Sauer J. Reaction kinetics and equilibrium
parameters for the production of oxymethylene dimethyl ethers (OME) from methanol and
formaldehyde. Chem Eng Sci 163:92-104 (2017).
45. Sarkar S, Kumar A. Techno-economic assessment of biohydrogen production from forest
biomass in Western Canada. Transactions of the ASABE 52(2):519-30 (2009).
46. Agbor E, Oyedun AO, Zhang X, Kumar A. Integrated techno-economic and environmental
assessments of sixty scenarios for co-firing biomass with coal and natural gas. Appl Energ
169:433-49 (2016).
47. Shahrukh H, Oyedun AO, Kumar A, Ghiasi B, Kumar L, Sokhansanj S. Techno-economic
assessment of pellets produced from steam pretreated biomass feedstock. Biomass
Bioenerg 87:131-43 (2016).
48. Aspen-Icarus. Aspen Process Economic Analyzer. Version 8.8. Cambridge: Aspen
Technology Inc.; (2015).
49. Peters MS, Timmerhaus KD, West RE. Plant Design and Economics for Chemical
Engineers. New York: MCGraw-Hill; 2003.
50. Swanson RM, Platon A, Satrio JA, Brown RC. Techno-economic analysis of biomass-to-
liquids production based on gasification. Fuel 89:S11-S9 (2010).
51. Canada-Visa. Canada Salary Wizard (2014) [Available from:
http://www.canadavisa.com/canada-salary-wizard.html. [Accessed January 25 2015].
52. EPCOR. 2015 Actual Default Prices in cents per kWh (2015) [Available from:
http://www.epcor.com/power-natural-gas/regulated-rate-option/commercial-
customers/Documents/actual-default-supply-rates-2015.pdf. [Accessed 10 February 2016].
Page 27 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960
For Peer Review
27
53. EPCOR. Multi-Residential & Commercial Water Rates 2015 [Available from:
http://www.epcor.com/water/commercial-customers/Pages/commercial-rates.aspx.
[Accessed 12 November 2015].
54. Sil Industrial Minerals [Internet]. Industrial Sand costs]. Available from:
http://www.sil.ab.ca/products/other-industrial-sands [Accessed 20 March 2015].
55. Hamelinck CN, Suurs RAA, Faaij APC. International bioenergy transport costs and energy
balance. Biomass Bioenerg 29(2):114-34 (2005).
56. Ng KS, Sadhukhan J. Process integration and economic analysis of bio-oil platform for the
production of methanol and combined heat and power. Biomass Bioenerg 35(3):1153-69
(2011).
57. Sarkar S, Kumar A. Large-scale biohydrogen production from bio-oil. Bioresource Technol
101(19):7350-61 (2010).
58. Dassanayake GDM, Kumar A. Techno-economic assessment of triticale straw for power
generation. Appl Energ 98:236-45 (2012).
59. Kumar A, Flynn P, Sokhansanj S. Biopower generation from mountain pine infested wood
in Canada: An economical opportunity for greenhouse gas mitigation. Renew Energ
33(6):1354-63 (2008).
60. Pélerin D, Gaukel K, Härtl M, Wachtmeister G. Recent results of the sootless Diesel fuel
oxymethylene ether. In: Liebl J, Beidl C, editors. Internationaler Motorenkongress 2017:
Mit Konferenzen Nfz-Motorentechnologie und Neue Kraftstoffe. Wiesbaden: Springer
Fachmedien Wiesbaden; p. 439-56, 2017.
61. Trippe F, Fröhling M, Schultmann F, Stahl R, Henrich E, Dalai A. Comprehensive techno-
economic assessment of dimethyl ether (DME) synthesis and Fischer–Tropsch synthesis as
Page 28 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
28
alternative process steps within biomass-to-liquid production. Fuel Process Technol
106:577-86 (2013).
62. Natural Resources Canada. Energy Sources: Average Retail Prices for Diesel in 2014
[Accessed July 17 2015]. Available from:
http://www2.nrcan.gc.ca/eneene/sources/pripri/prices_bycity_e.cfm?PriceYear=2014&Pro
ductID=5&LocationID=66,8,39,17#PriceGraph.
63. Natural Resources Canada [Internet]. Monthly Average Wholesale (Rack) Prices for Diesel
in 2014 [Accessed July 17 2015]. Available from:
http://www2.nrcan.gc.ca/eneene/sources/pripri/wholesale_bycity_e.cfm?PriceYear=2014&
ProductID=13&LocationID=66,8,39,17&Average=3&dummy=#PriceGraph.
64. Li L, Wang J, Wang Z, Xiao J. Combustion and emission characteristics of diesel engine
fueled with diesel/biodiesel/pentanol fuel blends. Fuel 156:211-8 (2015).
65. Wright MM, Daugaard DE, Satrio JA, Brown RC. Techno-economic analysis of biomass
fast pyrolysis to transportation fuels. Fuel 89:S2-S10 (2010).
66. Raynolds M, Checkel M, Fraser R. Application of Monte Carlo analysis to life cycle
assessment. SAE Technical Paper; Paper No. 1999-01-0011; (1999).
67. VoseSoftware. Model Risk - Monte Carlo Simulation 2014 [Accessed March 20 2015].
Available from: http://www.vosesoftware.com/index.php.
Page 29 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
Figures
Figure 1: Simplified unit operations for OME production from biomass gasification.
Raw BiomassDrier Gasifier
Pyrolysis
Gasification
Combustion
Gas cleaningTar cracking
Tar reforming
Cyclone
Syngas cooling
Dust filtering
Syngas processingWater gas shift reaction
CO2 removing
MeOH and FA
productionMethanol
Formaldehyde
OME
SynthesisOMEs
OMEn (n = 1-8)
Air/O2/
Steam/CO2 Steam/O2 Catalyst Air Catalyst Catalyst
CO2
Glycols,
Hemi-formals/hemiacetals
MeOH, CH2O
H2O
Sand
Sand H2O
Page 30 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
Figure 2: Reactions for the production of OMEs from methanol and formaldehyde (FA: formaldehyde, Gly: glycols, Tri: trioxane, HF: hemi-formals/hemiacetals, OME: oxymethylene ethers, MeOH: methanol).
Page 31 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
Figure 3: Aspen Plus model for the production of OMEs from whole tree and forest residue biomass.
Page 32 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
(a) – Whole tree woodchips
(b) – Forest residues
(c) – Wheat straw
Figure 4: Process model optimal results for OME production from (a) whole tree woodchips, (b)
forest residues and (c) wheat straw.
Gasification
Whole tree woodchips:500 MT/day
Raw Syngas(mol/s)
H2: 38.43CO: 45.31CO2: 86.23H2O: 77.45N2: 271.58O2: 25.44CH4: 2.19Others: 12.55
H2/CO: 0.85:1
GasCleaningand
Adjusting
Cleaned Syngas(mol/s)
H2: 190.55CO: 96.24CO2: 119.38H2O: 0.82N2: 271.58O2: 25.44CH4: 1.09Others: 1.02
H2/CO: 1.98:1
MethanolSynthesis
FormaldehydeSynthesis
OMEsSynthesis
Mass flow(MT/day)
OME1: 38.30
OME2: 25.28
OME3: 15.36
OME4: 8.87
OME5: 4.96
OME6: 2.71
OME7: 1.45
OME8: 0.77
Total: 97.70
Air:329.11 MT/day
Methanol
255.84 MT/day
Gasification
Forest Residue:500 MT/day
Raw Syngas(mol/s)
H2: 44.36
CO: 49.09CO2: 70.03H2O: 70.05
N2: 208.69O2: 23.72CH4: 2.034Others: 12.17
H2/CO: 0.90:1
GasCleaningand
Adjusting
Cleaned Syngas(mol/s)
H2: 192.88
CO: 97.89CO2: 102.61H2O: 0.77N2: 208.69
O2: 23.72CH4: 0.46Others: 0.51
H2/CO: 1.98:1
MethanolSynthesis
FormaldehydeSynthesis
OMEsSynthesis
Mass flow(MT/day)
OME1: 38.75
OME2: 25.59
OME3: 15.54
OME4: 8.98
OME5: 5.02
OME6: 1.47
OME7: 1.47
OME8: 0.78
Total: 98.86
Air:330.50 MT/day
Methanol
257.26 MT/day
Gasification
Wheat straw:500 MT/day
Raw Syngas(mol/s)
H2: 45.89CO: 50.13CO2: 57.42H2O: 65.66N2: 150.69 O2: 24.66CH4: 2.12Others: 12.90
H2/CO: 0.92:1
GasCleaningand
Adjusting
CleanedSyngas(mol/s)
H2: 194.66CO: 98.30CO2: 90.14H2O: 0.01N2: 150.69O2: 24.66CH4: 1.06Others: 1.66
H2/CO: 1.98:1
MethanolSynthesis
FormaldehydeSynthesis OMEs
Synthesis
Mass flow(MT/day)
OME1: 39.12
OME2: 25.83
OME3: 15.69
OME4: 9.06
OME5: 5.07
OME6: 2.77
OME7: 1.48
OME8: 0.78
Total: 99.80
Air:336.13 MT/day
Methanol
261.30 MT/day
Page 33 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
Figure 5: Breakdown of OME production costs ($/L) for the different cost parameters.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
OME - Wheat straw OME - Forest residue OME - Woodchips
Production cost of OMEs, $/L
Biomass feedstock
General &administrative cost
Operating charges
Maintenance cost
Labour cost
Plant overhead
Utility cost
Feedstock cost
Capital cost
Page 34 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
Figure 6: Capital costs at different plant capacities for the three feedstocks.
Figure 7: OME production costs at different plant capacities for the three feedstocks.
y = 1.6467x0.713
R² = 0.991
y = 1.9431x0.705
R² = 0.9876
y = 2.4982x0.6903
R² = 0.9937
0
100
200
300
400
500
600
700
800
900
1000
0 1000 2000 3000 4000 5000
Total Capital costs, M
$
Production capacity, MT/day
Wheat straw
Forest residue
Whole tree woodchips
Power (Wheat straw)
Power (Forest residue)
Power (Whole tree woodchips)
0.8
1
1.2
1.4
1.6
1.8
2
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000
OME production cost, $/L
Production capacity, MT/day
Wheat straw
Forest residue
Whole tree woodchips
Page 35 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
(a) – Whole tree woodchips
(b) – Forest residues
1.59 1.79 1.99 2.19 2.39 2.59
Labour (80: 100: 120%)
Maintenance cost (70: 100: 130%)
Biomass delivery cost (75: 100: 125%)
Utilities (80: 100: 120%)
OME Yield (110: 100: 95%)
Capital Cost (70: 100: 130%)
IRR (5: 10: 20%)
OME production cost, $/L
Favorable
Unfavorable
1.43 1.53 1.63 1.73 1.83 1.93 2.03 2.13 2.23 2.33
Labour (80: 100: 120%)
Maintenance cost (70: 100: 130%)
Biomass delivery cost (75: 100: 125%)
Utilities (80: 100: 120%)
Capital Cost (70: 100: 130%)
OME Yield (110: 100: 95%)
IRR (5: 10: 20%)
OME production cost, $/L
Favorable
Unfavorable
Page 36 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
(c) – Wheat straw
Figure 8: Sensitivity analysis results on OME production costs for (a) whole tree woodchips, (b)
forest residues, and (c) wheat straw, in the order of favorable, baseline and unfavorable.
1.43 1.53 1.63 1.73 1.83 1.93 2.03 2.13 2.23
Labour (80: 100: 120%)
Maintenance cost (70: 100: 130%)
Utilities (80: 100: 120%)
Biomass delivery cost (75: 100: 125%)
Capital Cost (70: 100: 130%)
OME Yield (110: 100: 95%)
IRR (5: 10: 20%)
OME production cost, $/L
Favorable
Unfavorable
Page 37 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
(a) – Whole tree woodchips
(b) – Forest residues
Page 38 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
(c) – Wheat straw
Figure 9: Uncertainty analysis results on OME production costs for (a) whole tree woodchips, (b)
forest residues, and (c) wheat straw.
Page 39 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960
For Peer Review
Tables
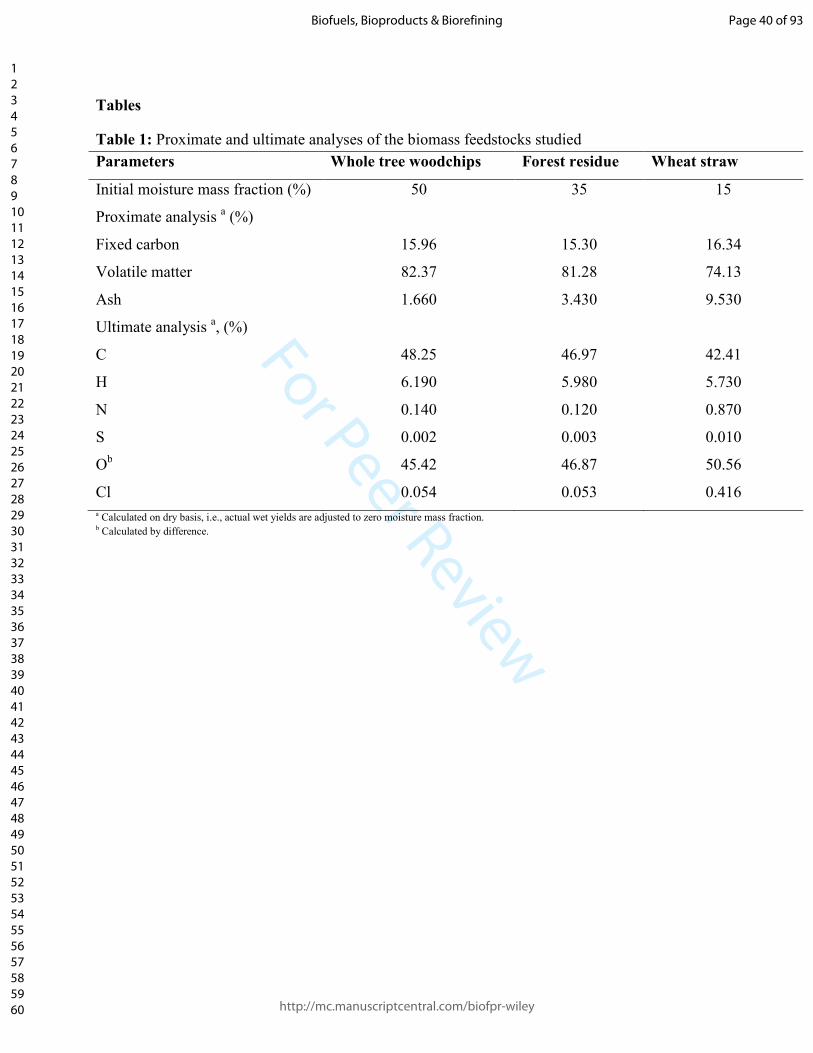
Table 1: Proximate and ultimate analyses of the biomass feedstocks studied
Parameters Whole tree woodchips Forest residue Wheat straw
Initial moisture mass fraction (%) 50 35 15
Proximate analysis a (%)
Fixed carbon 15.96 15.30 16.34
Volatile matter 82.37 81.28 74.13
Ash 1.660 3.430 9.530
Ultimate analysis a, (%)
C 48.25 46.97 42.41
H 6.190 5.980 5.730
N 0.140 0.120 0.870
S 0.002 0.003 0.010
Ob 45.42 46.87 50.56
Cl 0.054 0.053 0.416
a Calculated on dry basis, i.e., actual wet yields are adjusted to zero moisture mass fraction. b Calculated by difference.
Page 40 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
Table 2: Biomass delivery cost characteristics
Items Values Formulas, Sources and
Comments
Whole tree (woodchips)
Biomass yield (MT/ha) 92.11 Assumed based on hardwood
yield in Alberta16,45. Dry basis a.
Royalty/premium fee ($/MT) 6.97 Royalty paid to farmers16,45. Dry
basis a.
Harvesting cost:
16,45-47. Dry basis a.
Felling ($/MT) 11.94
Skidding ($/MT) 10.13
Chipping cost ($/MT) 10.28
Log loading, unloading, and transport cost
($/MT)
15.15 2.91+0.0326D
A circular harvesting area is
assumed where D = 2*Average
radius required to collect the
biomass feedstock and
represents the round-trip road
distance from the forest to the
receiving plant [17, 38-40]. Dry
basis a.
Road construction and infrastructure costs
($/MT)
0.07 [1.27 + (635.5/VT)] *Average
gross yield16,45-47. Dry basis a.
Silviculture cost ($/ha) 2.35 16,45-47
Whole tree delivery cost ($/MT) 56.89b
Forest residue
Biomass yield (MT/ha) 0.247 16,20-21,46-47. Dry basis a.
Royalty/premium fee ($/MT) 6.97 Fee paid to farmers.
16,20-21,46-47. Dry basis a.
Harvesting cost ($/MT) 16.74
Chipping cost ($/MT) 16.42
Loading, unloading, and transport cost 20.84 2.91+0.0326D16,20-21,46-47. Dry
Page 41 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
($/MT) basis a.
Forest residue delivery cost ($/MT) 60.98b
Wheat straw
Biomass yield (MT/ha) 0.38 16,20. Dry basis a.
Royalty/premium fee ($/MT) 6.97 Fee paid to farmers. Dry basis a.
Harvesting cost:
23. Dry basis a.
Shredding ($/MT) 4.30
Raking ($/MT) 2.71
Baling ($/MT) 4.28
Bale wrapping-twine ($/MT) 0.57
Bale collection:
Bale picker ($/MT) 0.79 23. Dry basis a.
Tractor ($/MT) 4.19
Bale storage:
On-field storage ($/MT) 2.11 23. Dry basis a.
Storage premium ($/MT) 0.12
Loading, unloading, & transport cost ($/MT) 27.60 6.7+0.1843D23. Dry basis a.
Nutrient replacement cost ($/MT) 26.23 23. Dry basis a.
Straw delivery cost ($/MT) 79.86b
a For all biomass, the reported yields or weights are on a dry weight basis, i.e., actual wet yields are adjusted to zero moisture mass fraction. Estimated actual moisture mass fraction is 50% for whole tree woodchips. 35% for forest residues, and 15% for wheat straw. b. All the delivery cost numbers are for a plant capacity of 500 MT/day.
Page 42 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
Table 3: Assumptions for economic evaluation
Parameters Value Sources
Plant life (years) 20 Assumed
Operation season (hours) 8000 Assumed
Annual IRR 10% Assumed
Depreciation method Straight line
Aspen Icarus48.
Project capital and product
escalation
5%
Raw material escalation 3.5%
Operating cost, labour, utilities,
and maintenance escalation
3%
Capital cost spread Taken from earlier studies
16,45-47 Year 1 20%
Year 2 35%
Year 3 45%
Production capacity factor Taken from earlier studies
16,45-47 Year 1 0.7
Year 2 0.8
Year 3 and onward 0.85
Page 43 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960

For Peer Review
Table 4: Method used to estimate capital cost49
Parameters Method
Total purchased equipment cost (TPEC) Aspen Icarus Process Evaluator
Total installed cost (TIC) TPEC installation factor
Indirect cost (IC) 89% of TPEC
Total direct and indirect costs (TDIC) TIC + IC
Contingency 20% of TDIC
Fixed capital investment (FCI) TDIC + contingency
Location factor (LF) 10% of FCI
Total capital cost FCI + LF
Page 44 of 93
http://mc.manuscriptcentral.com/biofpr-wiley
Biofuels, Bioproducts & Biorefining
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960