for biogas and high value biofertilizer production · pdf filefor biogas and high value...
TRANSCRIPT

SWEET SORGHUM BIOGAS PLANT IN TEMPERATE REGIONS (BELGIUM) - DEMONSTRATION PLANT
FOR BIOGAS AND HIGH VALUE BIOFERTILIZER PRODUCTION
Andrea Salimbeni
European Biomass Industry Association
Rond-Point Schuman 6, 1040, Brussels, Belgium
ABSTRACT: Sweet sorghum is one of the most interesting energy crops. Due to its high photosynthetic efficiency
(3-4%) S.Sorghum hybrids have an impressive biomass yield per hectare at all latitudes ( up till 95 tons of fresh
biomass per ha per cycle). S. Sorghum is often cultivated in intensive plantations for the well known bioethanol
production. Anaerobic digestion is becoming a valuable alternative for s.sorghum processing due to the lower costs
and more “simple” installation. However, electricity and heat are still the main product obtained by biogas plant
where s.sorghum is processed. Objective of this study is to focus on high value biofertilizer production from sweet
sorghum energy crop, in order to evaluate the application of a new advanced anaerobic digestion technology to the
large sweet sorghum plantations as solution for biofertilizer production on site replacing artificial fertilizers demand,
thus reducing costs and GHG emissions. All of these aspects well be studied in a demonstration plant to be installed
in Belgium. The following paper can be easily divided in five main studies: 1-Evaluation of Sweet Sorghum Yield in
Temperate region; 2-New anaerobic digestion technology for fast sweet sorghum digestion; 3-First evaluation of
digester dimension and energy yield; 4-Biofertilizer production technology; 5-Preliminary economic evaluation.
Keywords: biofertilizer, sorghum, anaerobic digestion, biogas, digestate, pretreatment
1 SWEET SORGHUM IN TEMPERATE REGIONS
S. Sorghum hybrids are often cultivated in tropical
region for sugar and ethanol production. Intropical region
this plant provides two cycles per year and an impressive
biomass yield per hectare per cycle. However, the high
photosynthetic efficiency makes this biomass energy crop
a valuable solution for many bio-products as well as for
many European region. Trials made in Belgium showed a
biomass yield of about 70 tons of fresh biomass per
hectare, with a total grain production of about 5,4 tons
per ha. Of course only one cycle can be provided in this
cold weather country
1.1 Suitable Land
Sorghum is mainly grown on low potential, shallow
soils with high clay content, which usually are not
suitable for the production of maize. S.S. usually grows
poorly on sandy soils, except where a heavy textured sub-
soil is present. Optimal clay percentage in soil for sweet
sorghum plantation is 10 % - 30 %.
At the same time, this plant is more tolerant of
alkaline salts than other grain crops and can therefore be
successfully cultivated on soils with a pH (KCl) between
5.5 and 8.5. Source: FAO
1.2 Behaviour in low temperature conditions
Water does not represent a problem. Sweet Sorghum
requires about 4000 cubic meter of Water per ha.
Irrigation is required but rainy days in Belgium are
estimated to provide a valuable amount of water to be
stored. Source: FAO
The lower temperature for germination is 7 - 10 ºC.
However, the biomass yield in these condition is very
much lower than the real potential of this energy crop. In
order to have a suitable growing rate of Sweet Sorghum,
a temperature of 15 ºC is recommended to have a 80 % of
seed germinate. The best time to plant is when there is
sufficient water in the soil and the soil temperature is
15°C
Minimium sowing temperature is 14°C, so spring
time is recommended for firs sowing activity. However,
the optimum temperature for growing period are 22-
27°C. These high temperature required can represent a
problem in a cold region as Belgium is. However, many
trials demonstrated that a general temperature of 20 °C
can provide a valuable result in terms of biomass yield
and sugar content.
1.3 Belgium cultivation parameters
With relative high temperatures registrated only in
summer months like august and july, The plant yield
decreases of about 15%!.
Sweet Sorghum Intensive plantations provide about
93-95 tons/ha with ideal climate conditions. With a very
fast growing period of 120 days.
The estimated cultivating condition for sweet
sorghum hybrid in Belgium are defined as follows:
� Sowing: May
� Days requie before harvesting: 150
� Harvesting: September / October
Due to the low temperature in September /october,
the sugar content fermentation does not start immediately
and does not affect the storage. Thus, the harvesting
period can be extended of about 50 days, also using
specific different varieties.
Expected yield: 70 fresh tons per hectare.
Figure 1. Belgium average monthly temperature. Source:
Belgium climate forecast
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
725

2 NEW CONCEPT S. SORGHUM PRETREATMENT
SYSTEM BEFORE ANAEROBIC DIGESTION
Even with low temperature, the main problem of
sweet sorghum silage usually produced for the biogas
production in many countries is represented by sugar
losses and time of retention:
Sugar Losses: 10% after two weeks storage
Mesophilic bacteria anaerobic digestion. RT: 115-130
days
The strategy for reducing the sugar losses and
increasing retention time is focused on a quenching
treatment of Sweet Sorghum sugar stalks. Immediately
after harvesting process. As first step, an overview on
Sweet Sorghum advanced harvesting logistic system is
shown below:
Harvesting Machine: CASE 7000 adopted and modified
for sorghum cultivation
Table I. Sweet Sorghum Harvester parameters. Source:
Case
Max high 4,5m
Max efficiency of stalks harvesting 1,5 t/min
Max harvesting speed 9 km/h
Fuel Capacity 480 l
Fuel consumption: ~ 80 l/ha
Average Harvesting speed 1 hour/ha
Estimated price 390.000
Mantenaince cost 2%
Sweet Sorghum harvesting machinery utilized will
allow to separate three different products. A tractor will
operate next to the harvester in order to collect all the
plant components. In addition, a Baler will be used to
collect leaves left on the ground.
• Grains & Panicles: Trailer 1
• Leaves: Ground. Bailing machine
• Stalks: 30 cm cut in trailer 2
A specific machinery will be used to separate grains
from panicles:
Grain Cleaner: Cicoria Atx 2000 C.
Table II. Grain cleaner parameters
Function: Separation of grains to panicles
Cost 39.000
Placement: Trailed by harvester or fixed in the
factory
Grains, separated from panicles, represent a valuable
source of income due to their (underestimated) 200 €/tons
market price as animal food.
Leaves will be collected by a Claas Baler
Table III. Leaves baler data
Capacity: 9 Bales/hour
Weight per bale 600 kg/bale
Speed 1,5 ha/hour
Cost 25.000
The total biomass harvested using this advanced
machinery is 70 fresh tons /ha, divided as follows:
Table IV. Sweet Sorghum plant main parts
Stalks 51,1 t/ha
Leaves 11,5 t/ha
Pannicles 2,31 t/ha
Grains 5,46 t/ha
Two main substates are recovered by Sweet Sorghum
fresh biomass:
1. Sugar juice
2. Solid biomass
Stalks are quenched with water to extract sugar juice
from fiber and separate bagasse from liquid part.
The raw Sugar Juice properties are listed below:
Total fresh substrate: 30 tons per hectare.
The simple crushing technology provides:
• Total Solid: 16% t ST / TT
• Total digestible sugars: 84%
• Total Ashes: 2,8%
• Total organic content: 97,2% tSV/ tST
These physical compound allows to estimate the
biogas yield of sugar juice, which is made by mainly
carbohydrate and has at very fast rate digestion:
Table V. Sugar Juice digestion data
The second substrate obtained from sugar stalks
crushing system is the solid bagasse. The bagasse
together with leaves and panicles represent the most
energetic content in terms of anaerobic digestion
potentials with a valuable nutrient content of about 4-5
kg/m3
Biogas yield of carbohydrates fibre: 790 l/kgSV
Methane related yield: 50 %
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
726
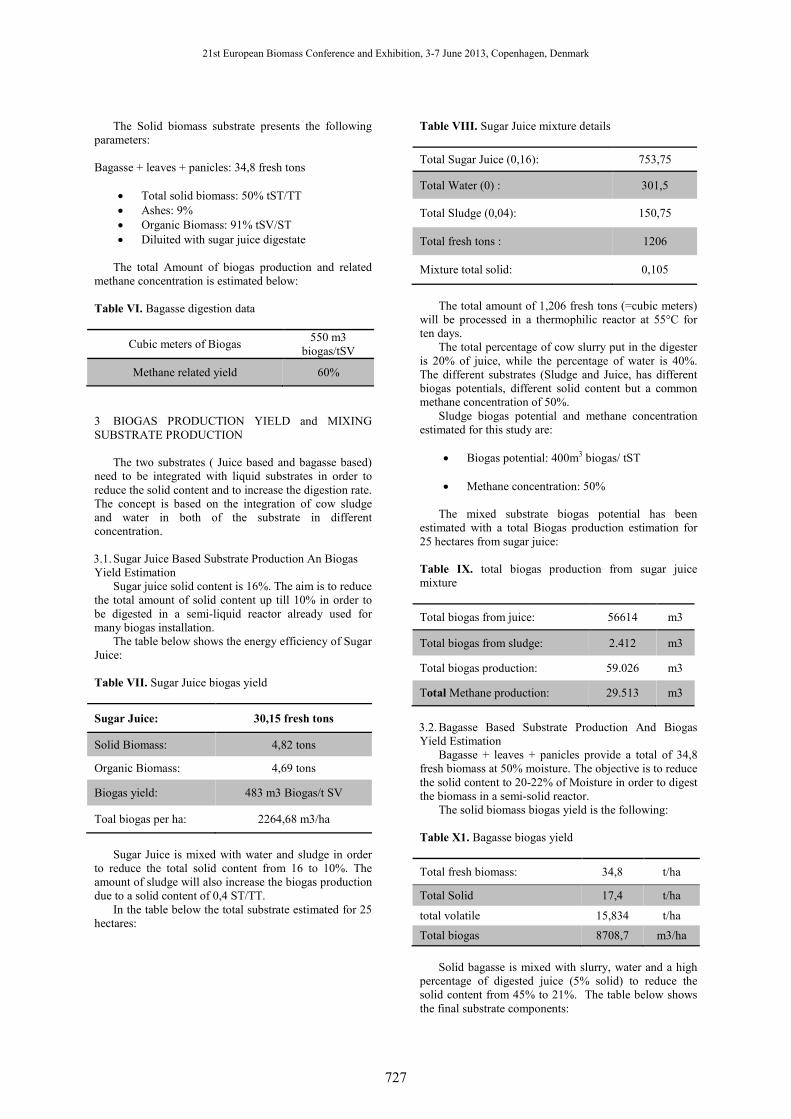
The Solid biomass substrate presents the following
parameters:
Bagasse + leaves + panicles: 34,8 fresh tons
• Total solid biomass: 50% tST/TT
• Ashes: 9%
• Organic Biomass: 91% tSV/ST
• Diluited with sugar juice digestate
The total Amount of biogas production and related
methane concentration is estimated below:
Table VI. Bagasse digestion data
Cubic meters of Biogas 550 m3
biogas/tSV
Methane related yield 60%
3 BIOGAS PRODUCTION YIELD and MIXING
SUBSTRATE PRODUCTION
The two substrates ( Juice based and bagasse based)
need to be integrated with liquid substrates in order to
reduce the solid content and to increase the digestion rate.
The concept is based on the integration of cow sludge
and water in both of the substrate in different
concentration.
3.1. Sugar Juice Based Substrate Production An Biogas
Yield Estimation
Sugar juice solid content is 16%. The aim is to reduce
the total amount of solid content up till 10% in order to
be digested in a semi-liquid reactor already used for
many biogas installation.
The table below shows the energy efficiency of Sugar
Juice:
Table VII. Sugar Juice biogas yield
Sugar Juice: 30,15 fresh tons
Solid Biomass: 4,82 tons
Organic Biomass: 4,69 tons
Biogas yield: 483 m3 Biogas/t SV
Toal biogas per ha: 2264,68 m3/ha
Sugar Juice is mixed with water and sludge in order
to reduce the total solid content from 16 to 10%. The
amount of sludge will also increase the biogas production
due to a solid content of 0,4 ST/TT.
In the table below the total substrate estimated for 25
hectares:
Table VIII. Sugar Juice mixture details
Total Sugar Juice (0,16): 753,75
Total Water (0) : 301,5
Total Sludge (0,04): 150,75
Total fresh tons : 1206
Mixture total solid: 0,105
The total amount of 1,206 fresh tons (=cubic meters)
will be processed in a thermophilic reactor at 55°C for
ten days.
The total percentage of cow slurry put in the digester
is 20% of juice, while the percentage of water is 40%.
The different substrates (Sludge and Juice, has different
biogas potentials, different solid content but a common
methane concentration of 50%.
Sludge biogas potential and methane concentration
estimated for this study are:
• Biogas potential: 400m3 biogas/ tST
• Methane concentration: 50%
The mixed substrate biogas potential has been
estimated with a total Biogas production estimation for
25 hectares from sugar juice:
Table IX. total biogas production from sugar juice
mixture
Total biogas from juice: 56614 m3
Total biogas from sludge: 2.412 m3
Total biogas production: 59.026 m3
Total Methane production: 29.513 m3
3.2. Bagasse Based Substrate Production And Biogas
Yield Estimation
Bagasse + leaves + panicles provide a total of 34,8
fresh biomass at 50% moisture. The objective is to reduce
the solid content to 20-22% of Moisture in order to digest
the biomass in a semi-solid reactor.
The solid biomass biogas yield is the following:
Table X1. Bagasse biogas yield
Total fresh biomass: 34,8 t/ha
Total Solid 17,4 t/ha
total volatile 15,834 t/ha
Total biogas 8708,7 m3/ha
Solid bagasse is mixed with slurry, water and a high
percentage of digested juice (5% solid) to reduce the
solid content from 45% to 21%. The table below shows
the final substrate components:
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
727

Table XI. Bagasse mixture details
Total Bagasse (0,45) 870 t
Total Water (0) 435 t
Total Sludge (0,04) 261 t
Digested Sugar Juice (0,05) 609 t
Total: 2175 t
Mixture total solid 0,21%
The total concentration of different substrate mixed
with bagasse is ìthe following:
• Water: 50% of solid biomass
• Sludge: 30% of solid biomass
• Sugar Juice digestate: 70% of solid biomass
Considering Sludge to have the same energy potential
defined above, the total energy provided by the anaerobic
digestion of bagasse based mixture substrated is:
Table XII. Biogas production from bagasse mixture
Total Biogas from bagasse: 217.718 m3
Total Biogas from sludge: 4.176 m3
Total biogas production: 221.894 m3
Total methane production: 132.719 m3
The substrate of 21% solid is digested in a two stages
thermophilic semi-solid reactor. The two stages are
represented by a first hydrolyser in micro-aerobic
conditions with general losses of about 3% in 2-3 days
retention time, and a second digester where the substrate
must remain for 35 days at 55°C.
4 DIGESTION LOGISTIC. ENERGY PRODUCTION
& ELECTRIC POWER INSTALLATION. (see the
scheme illustrated in Image 1 at the end of the paper)
The different substrate are connected with pipeline in
order to mix sugar juice digestate with the bagasse in the
second semi-solid digester. However, the digestion time
and the impossibility to store the sugar oblige to digest all
the milled sugar immediately.
4.1. Sugar Juice
The previously mentioned harvesting time of 50
days, and the very low retention time of 10 days due to
the high digestibility of the juice allows to reduce the
digester dimensions. The total cubic meters are 1,206. To
be divided in 5 times due to the possibility to harvest in
50 days what can be digested in 10 days.
Here below the data concerning digester dimension
for juice-based substrate
Table XIII. Sugar juice biogas digester and storage tank
Digester dimensions 251 m3
Storage tank: 460 m3
Tank for water 420 m3
The estimation above are calculated basing on the
installation of a CHP engine with 52% efficiency for
thermal energy production and 32% efficiency of electric
engine. The total amount of hours per year working of the
engines is very low, due to the need to process all a big
part of the biogas produced in 60 days.
The sugar juice digester is a thermophilic down-right
digester with 4 meters radius and 5 meters high. For a
total of 250 cubic meters
The total electric power is 68 kWe.
However, two solutions are under estimation:
• Utilization of biogas to produce heat and supply
the required thermal energy for digestate
drying, digesters heat demand etc..
• Store the biogas onsite mixing the biogas with
the amount of biogas produced by the other
digester.
4.2 Bagasse
The total amount of Solid substrate (21,1%) is 2,175
fresh tons per year. Part of this substrate is represented by
Sugar Juice digestate, which is recirculated in a pre-
hydrolyser and than in the semi-solid digester with a 70%
of bagasse input.
The sugar losses during hydrolisys retention time of
2days are estimated to be around 2-3%. (Wellinger et al.,
1999; Capela et al., 1999). Thus it is not considered as
affecting the biogas yield. The total of digested sugar
juice is so about 609 fresh tons per year (mix of water,
juice and slurry). This digestion will take place during all
along the year and the digestion retention time is
estimated to be around 35 days, thanks to the pre-
hydrolysis, the mix of sugar juice and a 55°C of
thermophilic digestion.
Here below a table with the parameters defined for
digester volume calculation.
Table XIV. Solid bagasse digestion parameters
Temperature 55°C
Retention time (thermophilic) 35 days
substrate heating capacity 4 Kj/kg K
Temperature substrate 12°C
The digester, as well as the hydrolyser is very small
consutruction insulated on lateral and base surface in
order to maintain the thermophilic temperature inside.
The reactor is a dry solid horizontal cylinder of 8 meters
length and 3 meters radius (total 226 cubic meters).
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
728
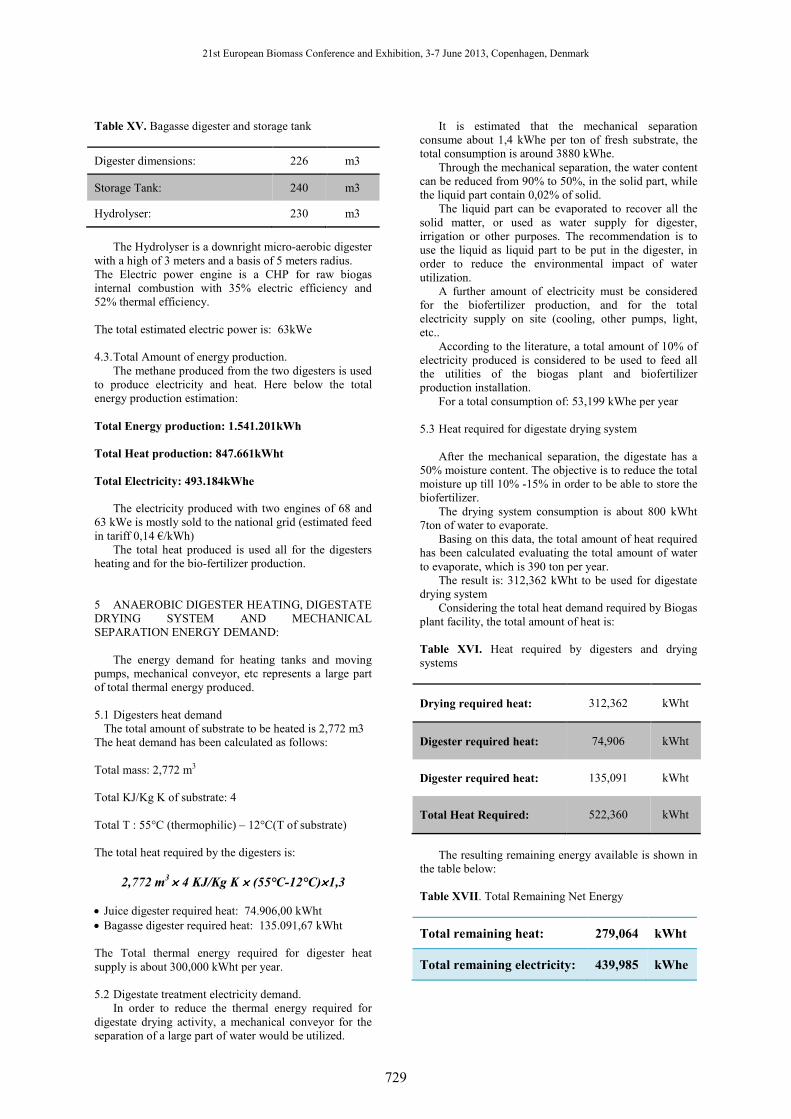
Table XV. Bagasse digester and storage tank
Digester dimensions: 226 m3
Storage Tank: 240 m3
Hydrolyser: 230 m3
The Hydrolyser is a downright micro-aerobic digester
with a high of 3 meters and a basis of 5 meters radius.
The Electric power engine is a CHP for raw biogas
internal combustion with 35% electric efficiency and
52% thermal efficiency.
The total estimated electric power is: 63kWe
4.3. Total Amount of energy production.
The methane produced from the two digesters is used
to produce electricity and heat. Here below the total
energy production estimation:
Total Energy production: 1.541.201kWh
Total Heat production: 847.661kWht
Total Electricity: 493.184kWhe
The electricity produced with two engines of 68 and
63 kWe is mostly sold to the national grid (estimated feed
in tariff 0,14 €/kWh)
The total heat produced is used all for the digesters
heating and for the bio-fertilizer production.
5 ANAEROBIC DIGESTER HEATING, DIGESTATE
DRYING SYSTEM AND MECHANICAL
SEPARATION ENERGY DEMAND:
The energy demand for heating tanks and moving
pumps, mechanical conveyor, etc represents a large part
of total thermal energy produced.
5.1 Digesters heat demand
The total amount of substrate to be heated is 2,772 m3
The heat demand has been calculated as follows:
Total mass: 2,772 m3
Total KJ/Kg K of substrate: 4
Total T : 55°C (thermophilic) – 12°C(T of substrate)
The total heat required by the digesters is:
2,772 m3 ×××× 4 KJ/Kg K ×××× (55°C-12°C)××××1,3
• Juice digester required heat: 74.906,00 kWht
• Bagasse digester required heat: 135.091,67 kWht
The Total thermal energy required for digester heat
supply is about 300,000 kWht per year.
5.2 Digestate treatment electricity demand.
In order to reduce the thermal energy required for
digestate drying activity, a mechanical conveyor for the
separation of a large part of water would be utilized.
It is estimated that the mechanical separation
consume about 1,4 kWhe per ton of fresh substrate, the
total consumption is around 3880 kWhe.
Through the mechanical separation, the water content
can be reduced from 90% to 50%, in the solid part, while
the liquid part contain 0,02% of solid.
The liquid part can be evaporated to recover all the
solid matter, or used as water supply for digester,
irrigation or other purposes. The recommendation is to
use the liquid as liquid part to be put in the digester, in
order to reduce the environmental impact of water
utilization.
A further amount of electricity must be considered
for the biofertilizer production, and for the total
electricity supply on site (cooling, other pumps, light,
etc..
According to the literature, a total amount of 10% of
electricity produced is considered to be used to feed all
the utilities of the biogas plant and biofertilizer
production installation.
For a total consumption of: 53,199 kWhe per year
5.3 Heat required for digestate drying system
After the mechanical separation, the digestate has a
50% moisture content. The objective is to reduce the total
moisture up till 10% -15% in order to be able to store the
biofertilizer.
The drying system consumption is about 800 kWht
7ton of water to evaporate.
Basing on this data, the total amount of heat required
has been calculated evaluating the total amount of water
to evaporate, which is 390 ton per year.
The result is: 312,362 kWht to be used for digestate
drying system
Considering the total heat demand required by Biogas
plant facility, the total amount of heat is:
Table XVI. Heat required by digesters and drying
systems
Drying required heat: 312,362 kWht
Digester required heat: 74,906 kWht
Digester required heat: 135,091 kWht
Total Heat Required: 522,360 kWht
The resulting remaining energy available is shown in
the table below:
Table XVII. Total Remaining Net Energy
Total remaining heat: 279,064 kWht
Total remaining electricity: 439,985 kWhe
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
729
6 THE PRODUCTION OF BIOFERTILIZER
6.1 Sweet Sorghum digestate available nutrients
The Nitrogen content in Sweet Sorghum digestate is
estimated to be around 4% (literature). The digestate
solid content ratio on fresh cubic meters output is
underestimated to 10% (16% is the solid content of
bagasse digestate, 5% is solid content of sugar juice
digestate). The theoretic output should be considered
around 13% but an underestimation have been considered
in order to include drying losses, liquid part separation
etc..
The percentage of Nitrogen is always considered as
50 kg/m3 of dry matter (10% solid).
The total amount of fresh biomass output is: 2,716
tons per year. The estimated solid content, as mentioned
above, is 10%.
With 25 hectares, nitrogen results to have a total
amount of 13.582 tons per year.
150 kg of N per hectare per year are required for
Sweet Sorghum Cultivation
The total is 3850kg of N = 3.8 tons/year for
cultivation.
The total remaining biofertilizer for sale is 196 tons,
with a N percentage of 5%. The price has still to be
estimated.
The NH4-N content is 70-80% of total organic N
thanks to the anaerobic digestion process, this make the
substrate a more valuable fertilizer with fast absorption
rate of N in the soil. Furthermore, the total P is 0,8 kg/m3
of fresh biomass. The recycling of Phosphorus (up till
90%) makes this biofertilizer very attractive in terms of
cultivation sustainability. Of course a valuable production
and control system is included in the biofertilizer plant
installation. The different steps for evaluating the
Digestate nutrient content is:
• Total Nitrogen(TN) persulfate digestion, colorimetric
method
• Total Ammonia Nitrogen (TAN) was measured with
an ion-selective electrode
• Phosphorus persulfate digestion, colorimetric method
• Potassium was measured with an ion-selective
electrode
In addition a new technique would be applied in
order to increase the digestate nutrient content and
provide a real high value biofertilizer (Estimated up till 6-
7% N):
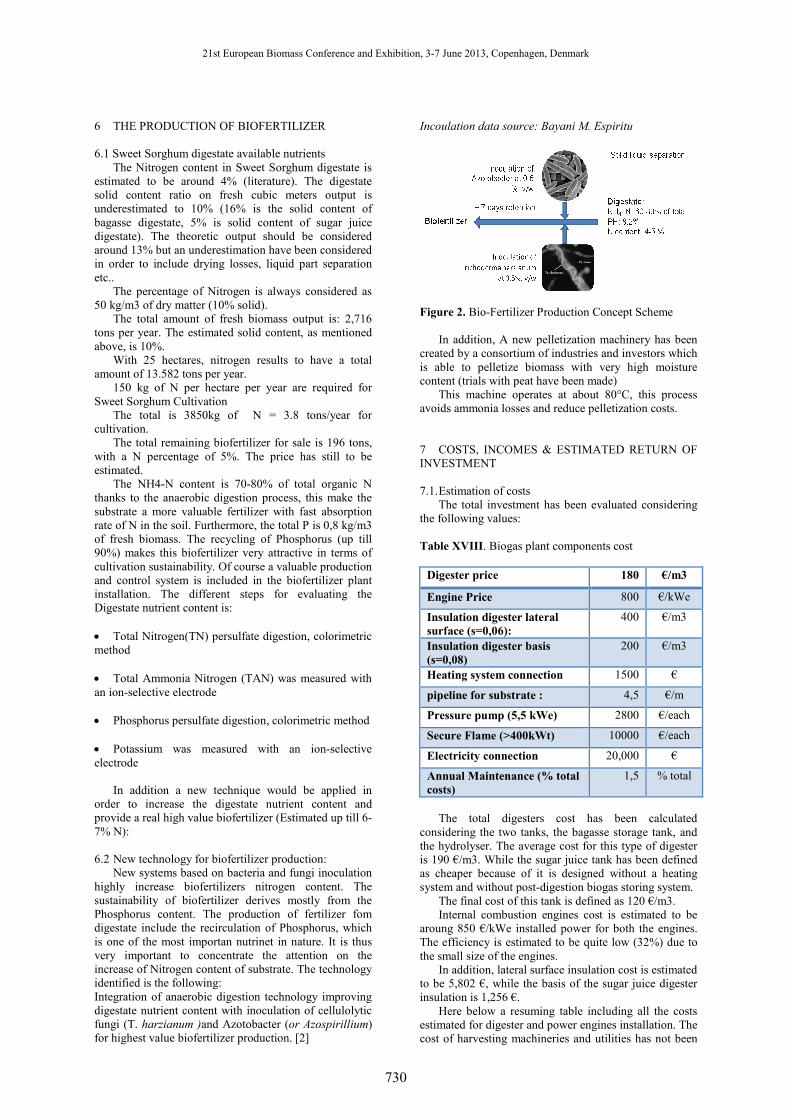
6.2 New technology for biofertilizer production:
New systems based on bacteria and fungi inoculation
highly increase biofertilizers nitrogen content. The
sustainability of biofertilizer derives mostly from the
Phosphorus content. The production of fertilizer fom
digestate include the recirculation of Phosphorus, which
is one of the most importan nutrinet in nature. It is thus
very important to concentrate the attention on the
increase of Nitrogen content of substrate. The technology
identified is the following:
Integration of anaerobic digestion technology improving
digestate nutrient content with inoculation of cellulolytic
fungi (T. harzianum )and Azotobacter (or Azospirillium)
for highest value biofertilizer production. [2]
Incoulation data source: Bayani M. Espiritu
Figure 2. Bio-Fertilizer Production Concept Scheme
In addition, A new pelletization machinery has been
created by a consortium of industries and investors which
is able to pelletize biomass with very high moisture
content (trials with peat have been made)
This machine operates at about 80°C, this process
avoids ammonia losses and reduce pelletization costs.
7 COSTS, INCOMES & ESTIMATED RETURN OF
INVESTMENT
7.1. Estimation of costs
The total investment has been evaluated considering
the following values:
Table XVIII. Biogas plant components cost
Digester price 180 €/m3
Engine Price 800 €/kWe
Insulation digester lateral
surface (s=0,06):
400 €/m3
Insulation digester basis
(s=0,08)
200 €/m3
Heating system connection 1500 €
pipeline for substrate : 4,5 €/m
Pressure pump (5,5 kWe) 2800 €/each
Secure Flame (>400kWt) 10000 €/each
Electricity connection 20,000 €
Annual Maintenance (% total
costs)
1,5 % total
The total digesters cost has been calculated
considering the two tanks, the bagasse storage tank, and
the hydrolyser. The average cost for this type of digester
is 190 €/m3. While the sugar juice tank has been defined
as cheaper because of it is designed without a heating
system and without post-digestion biogas storing system.
The final cost of this tank is defined as 120 €/m3.
Internal combustion engines cost is estimated to be
aroung 850 €/kWe installed power for both the engines.
The efficiency is estimated to be quite low (32%) due to
the small size of the engines.
In addition, lateral surface insulation cost is estimated
to be 5,802 €, while the basis of the sugar juice digester
insulation is 1,256 €.
Here below a resuming table including all the costs
estimated for digester and power engines installation. The
cost of harvesting machineries and utilities has not been
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
730

evaluated in this study due to the general idea that this
type of installation should be integrated in a pre existing
farm.
Table XIX. Total estimated investment costs
COSTS
Digester 178.980
Engine 111.510
Sugar juice storage tank 55.200
Insulation: 7.059
Heatin system connection: 1.500
Pipeline: 4.000
Secure flame: 10.000
Pumps: 8.400
Electricity grid connection: 20.000
Fertilizer plant cost: 30.000
Total: 426.649
7.2. Estimation of Incomes
Three different main products are salable on the
market every years from this type of biogas plant:
o Electricity
o Sweet Sorghum Grains
o Bio-Fertilizer
Electricity: Net electricity produced is estimated to be
493.184 kWhe per year, divided between the two
different Internal combustion engines operating
independently.
The estimated Feed in tariff in Belgium is not so
high. The average is 12-15 €/kWhe for those biomass
plant operating with residues, using CHP engines, fully
sustainable. These parameters match perfectly the
operating conditions of Sweet Sorghum co-production of
Biogas and Biofertilizer.
The average feed in tariff identified is defined as 0,14
€/kWhe. For a total annual income of 61,598 €/year.
Grains: Grains for animal feed: Sweeto Sorghum grains
are rich of sugar and can be used as feedstock for
different utilizations. Sugar market can easily produce
valuable sugar from grains. In additions, sweet sorghum
grains’ nutrient content makes them a valuable product to
be sold as animale feed.
The average low price for a new market is estimated
around 230 €/ton (0,23 €/kg). With a general yield of 5,4
tons of grains per year, the income from grains sale is
29700 €/year.
Biofertilizer (see the impact of Artificial fertilizer in the
images 2 and 3 at the end of the paper): Biofertilizer
market is acomplicate issue to solve in Europe. Even if
bio-food and sustainable agriculture strongly require the
application of a natural fertilizer with the possibility to
recirculate phosphorus in the soil, there are many barriers
to overcome in terms of permissions and directive.
Currently the utilization of digestate for the
production of valuable fertilizer is not permitted in
Europe. This create problems to farmers who decide to
start with the installation of a biogas plant because often
they do not have enough land where to spread the
digestate.
Digestate treatment and inoculation of bacteria and
funghi is a well known technology which allow to
increase a lot the nitrogen content of the substrate
enhancing the fertilizer properties.
Here in this study, the biofertilizer production is just
illustrated in terms of technology, but even if the
estimation for N percentage in weet Sorhum digestate is
considered as 5% (60-80% NH-N), the price is very very
low.
So, the market price is 0,15 €/kg. For a total income
of about 29,400 €/year.
With these three sources of income, the total annual
potential is shown in the table below:
Table XX. Total estimated incomes
INCOMES
Electricity 61.598
Grains 29700
Fertilizer 29,400
Total: 120.698
It is so easy to calculate the return of the investment
for this pre-feasibility study:. With an investment of
426,000 € and a general annual income of 120,698 €, the
estimated return of the investment for Sweet Soeghum
biogas plant is defined as
3 years and 6 months.
8 CONCLUSION
This paper refers to a pre-feasibility study for a
demonstration plant in Belgium. Many data concerning
the costs, the incomes and other activities energy
consumption have been calculated in order to increase
provide an overestimation for the investment.
Next steps of this study will be focused on:
Contacting Wallon region and discuss terms of
collaboration for a demonstration plant which would be
able to sell biofertilizer produced evaluating also a fixed
feed in tariff for the electricity for sale.
Testing in laboratory scale the yield of Sweet
Sorghum anaerobic digestion concept in order to verify
the good amount of biogas and biomethane concentration
(underestimated for sugar juice)
Studying biofertilizer production technique (already
used for compost) on anaerobic digestate and estimate the
price according to a deep the market survey.
EUBIA intends to work next to regional and national
authorities in order to define a new biofertilzer market for
refined digestate, creating standardization parameters,
certification schemes thus establishing a new strategy for
a pro-biofertilizer European market.
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
731

Figure 3. Anaerobic digestion of Sweet Sorghum concept Scheme (1)
Figure 4. Artificial Fertilizer high environmental Impact (1)
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
732

Figure 5.Artificial Fertilizer High Environmental Impact (2)
21st European Biomass Conference and Exhibition, 3-7 June 2013, Copenhagen, Denmark
733