food engineering assignment
TRANSCRIPT

HARARE INSTITUTE OF TECHNOLOGY
NAME MAWONEKE KURAI GARETH
REG NUMBER H150218W
DERPARTMENT FOOD PROCESSING TECHNOLOGY
COURSE FOOD ENGINEERING
COURSE CODE SFP 114
ASIGNMENT No 2
LECTURER MR GWALA
DUE DATE 05 OCTOBER 2015a. Differentiate between : Contact type and non-contact heat exchangers
Co-current and counter-current flow in heat exchangersb. Write short notes on : Plate heat exchangers
Scrapped surface heat exchangersDouble pipe heat exchangersMultiple heat exchangersTubular heat exchangers
HEAT EXCHANGERS
A heat exchanger is a device in which heat is transferred deliberately from one fluid stream to another, either the fluids may be liquid or a gas. In other words, heat exchanger is a device built for efficient heat transfer from one medium to another, whether the media are separated by a solid wall so that they never mix, or the media are in direct contact In Food Processing the purpose is to heat or cool a liquid food in bulk. In pasteurization and the bulk sterilization of liquids the food is heated to a specific temperature and therefore the rate of heat transfer must be controlled carefully. The heating fluid may be steam or hot water. Alternatively, the purpose may be to exchange heat between two or more food streams, one of which is to be heated and the other to be cooled. Each may require further heating or cooling with steam or chilled, in order to reach the desired temperature but the overall energy input can be reduced by using what would be otherwise waste heat. They are found in many types which include tubular heat exchangers, double pipe heat exchanger, plate heat exchanger, and multiple heat exchanger. The mechanical design of a heat exchanger depends on the operating pressure and temperature. (Smith, 2011)
Contact and Non-contact Heat Exchangers
Contact Heat Exchanger Non-Contact Heat Exchanger
Heat is directly transferred between hot and cold fluids
There is no direct contact between the hot and cold fluids
There is no separating wall between the hot and cold fluids
There is a separating wall between the hot and cold fluids
Heat transfer takes place non-continuous in the form of drops, films, and sprays
Heat transfer takes place in continuously through a dividing wall
It is mostly used for those gases and liquids that are insoluble in nature
Used for those gases and liquids that are soluble in nature
It mostly uses drops and steam for heat transfer
There is no use of drops and stream for heat transfer
For example, steam heat exchanger, steam influence heat exchanger
For example, tubular heat exchanger, double pipe heat exchanger, plate heat exchanger
Co-current and counter-current flow in heat exchangers
There are several types of flows that occur in heat exchangers, but all of them can be classified
into two major categories which are co-current flow and countercurrent flow. In co-current flow,
both the hot and cold streams enter the heat exchanger at one point and leave at the same
opposite point, whereas in countercurrent flow the hot and cold streams enter at opposite ends of
the heat exchanger and also leave at opposite ends of the heat exchanger, as shown in Fig 1.1
below. In countercurrent flow, the temperature change (ΔT) can be larger at either end, whereas
in co-current flow it is always largest at the entry point of the hot and cold stream, as shown in
Fig 1.2 below.
Fig 1.1: Types of Flows in Heat Exchangers
Co-current flow
where mc – mass flow rate in cold stream
mh – mass flow in hot stream
Countercurrent flow
Fig 1.2: Qualitative sketches of Temperature in each flow
Co-current flow Countercurrent flow
Multiple Pass Heat Exchangers

When a heat exchanger's fluids pass each other more than once, a heat exchanger is called a
multi-pass heat exchanger. Commonly, the multi-pass heat exchanger reverses the flow in the
tubes by use of one or more sets of "U" bends in the tubes. The "U" bends allow the fluid to flow
back and forth across the length of the heat exchanger. A second method to achieve multiple
passes is to insert baffles on the shell side of the heat exchanger. These direct the shell side fluid
back and forth across the tubes to achieve the multi-pass effect. In order to shorten the overall
exchanger length, the tubes may be arranged within the shell so that half carry the fluid in one
direction and the same fluid then passes back down the length of the exchanger in the opposite
direction using the other half of the tube bundle. The exchanger would then be said to have a two
side-tube passes. Such arrangement has an advantage that the tube-side velocities are doubled,
for the same flow rate, thus increasing the heat transfer coefficient. The number of shell-side
passes can be increased by placing longitudinal baffles in the shell with a consequent increase in
the shell-side coefficient. The improved heat transfer characteristics for multiple-pass heat
exchangers is off-set, however, by the more complex and costly construction and the higher
pressure drops for each fluid.
Advantages of Multiple Pass Heat Exchangers
1. The pressure and pressure drops can be varied over a wide range.
2. Thermal stresses can be accommodated inexpensively.
3. There is substantial flexibility regarding materials of construction to accommodate
corrosion and other concerns. The shell and the tubes can be made of different materials.
4. Extended heat transfer surfaces can be used to enhance heat transfer.
5. Cleaning and repair are relatively straightforward, because the equipment can be
dismantled for this purpose.
Diagram: Multiple-pass Heat Exchangers
b)
Extractedfrom:https://www.google.co.zw/url?
sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0CAYQjB1qFQoT
CNzViKTznMgCFUSPPgodL78OmA&url=http%3A%2F%2Fwww.real-world-physics-
problems.com%2Fheat-exchanger.html&psig=AFQjCNEmFqyRyBhJbuvt63nZ_G5-
h8qsVg&ust=1443637302414029
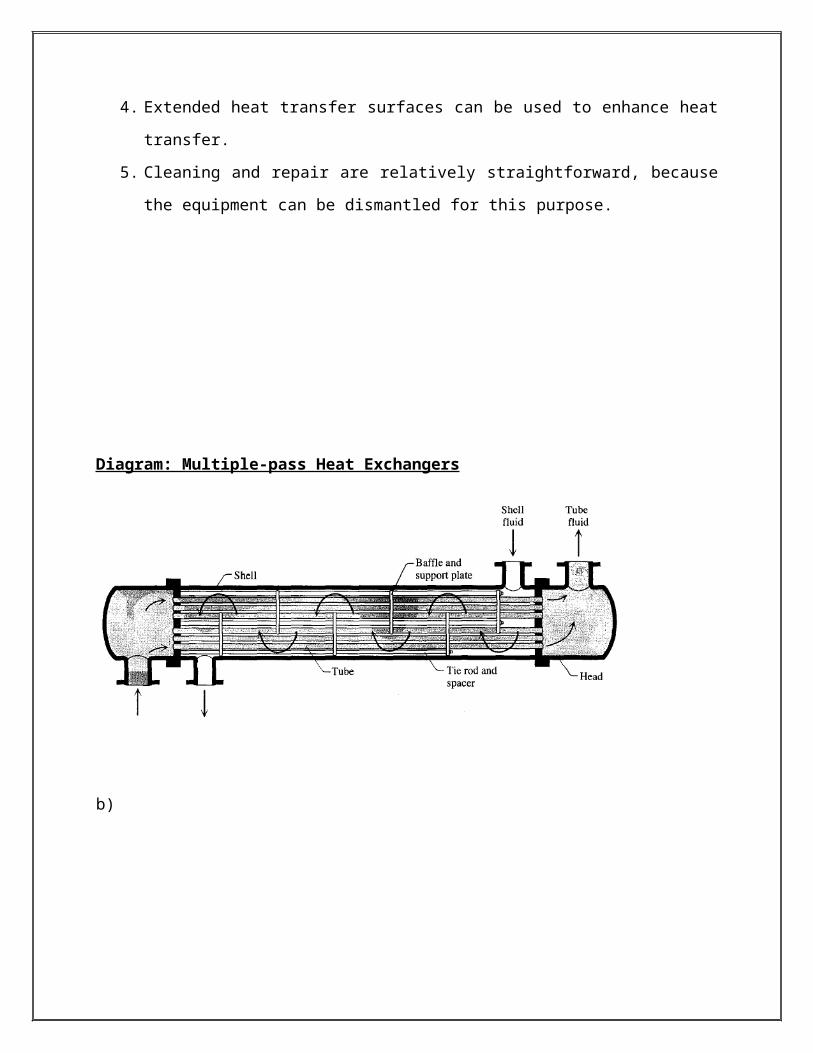
Plate Heat Exchangers
Plate heat exchangers were originally developed for the pasteurization of milk, plate heat
exchangers are now used for a vast variety of heating, cooling and evaporation applications in
the food industry. They consist of a stack of corrugated thin metal plates, pressed together so as
to form two continuous flow channels for the fluids exchanging heat. Gaskets are placed between
the plates to prevent leakage. This type of heat exchanger was developed for the dairy industry.
It consists of a series of plates clamped together on a frame. Channels are formed between each
plate. The product and heat transfer medium flow through alternate channels. Because of the
narrow channel between the plates, the fluid flows at high velocities and in a thin layer resulting
in very high heat transfer rates per unit heat transfer surface area. The plate heat exchanger is
mostly used for heating fluids to temperatures below the boiling point of water at atmospheric
pressure. However there are units designed for high temperature service are commercially
available. Plate heat exchangers are now used in virtually any application where tubular heat
exchangers were previously commonly used. Newer designs have strength to withstand moderate
pressure or vacuum. A major limitation is the inability to handle viscous liquids.
Advantages of Plate Heat Exchangers
1. Flexibility: the capacity can be increased or decreased by adding or removing plates
2. Sanitation: by opening the stack, both sides of the entire exchange area are made
accessible for cleaning and inspection
3. High heat transfer coefficient, due to increased turbulence in the narrow flow channel
4. Compactness: high exchange surface to volume ratio.
5. Their capacity can easily be increased by adding more plates to the frame.
6. With plate heat exchangers, we can heat or cool product to within 1°C of the adjacent
media temperature, with less capital investment than other noncontact-type heat exchangers.
7. Plate heat exchangers offer opportunities for energy conservation by regeneration. A liquid
food is heated to pasteurization or other desired temperature in the heating section; the heated
fluid then surrenders part of its heat to the incoming raw fluid in the regeneration section. The
cold stream is heated to a temperature where it requires little additional energy to bring it up to

the desired temperature. For regeneration, additional plates are required; however, the additional
capital cost may be recovered quickly by lowered operating costs.
Disadvantages of Plate Heat Exchangers
1. On the other hand, the narrow size of the flow channels results in high pressure drop and limits
its use to low viscosity fluids not containing large suspended particles. The need for gaskets is
also a disadvantage.
2.Plate exchangers are limited when high pressures, high temperatures, or aggressive fluids are
present.
3.Because of this problem these type of heat exchangers have only been used in small, low
pressure applications such as on oil coolers for engines.
Diagrams: Plate Heat Exchanger
a)
Plate heat exchanger. (Courtesy of Alfa-Laval)
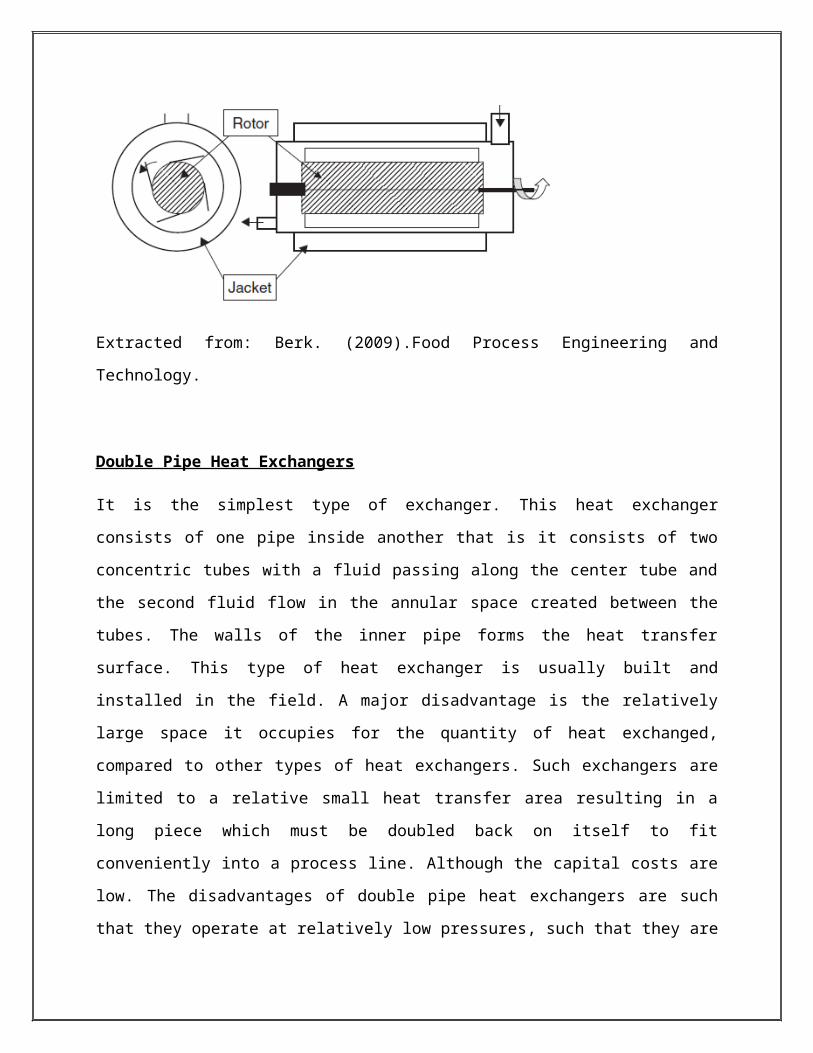
Scrapped Surface Heat Exchangers
In conventional types of tubular heat exchangers, heat transfer to a fluid stream is affected by
hydraulic drag and heat resistance due to film build up or fouling on the tube wall. This

heat resistance can be minimized if the inside surface of the tube wall is scrapped by some
mechanical means. The scrapping action allows rapid heat transfer to a relative small product
volume. The food contact areas of a scrapped surface cylinder are fabricated from stainless steel,
pure nickel, hard chromium plated nickel, or other corrosion-resistant material. The inside rotor
contains blades that are covered with plastic laminate, or molded plastic. The rotor speed varies
between 150 and 500 rotations per minute. Although high speed allows better heat better heat
transfer, it may affect the quality of the processed product by possible maceration. Thus, rotor
speed must be carefully selected and the annular space between the motor and the cylinder for
the product. The cylinder containing the product and the rotor is enclosed in an outside in an
outside jacket. The commonly used media include steam, hot water, brine, or a refrigerant.
Typical temperatures used for processing foods in scrapped surface heat exchangers range from -
35oC to 190oC. The blading action accomplished in the scrapped-surface heat exchanger is often
desirable to enhance the uniformity of product flavor, color, aroma, and textural characteristics.
In Food Processing Industries, the applications of scrapped-surface heat exchangers include
heating, pasteurizing, sterilizing, whipping, gelling, emulsifying, plasticizing, and crystallizing.
Liquids with a wider range of viscosities that can be pumped are processed in these heat
exchangers, these include fruit juices, citrus concentrate, peanut butter, baked beans, tomato
paste, and pie fillings.
Advantages of Scraped Heat Exchanger
1.
Diagram: Scrapped Surface Heat Exchanger

Extracted from: Berk. (2009).Food Process Engineering and Technology.
Double Pipe Heat Exchangers
It is the simplest type of exchanger. This heat exchanger consists of one pipe inside another that
is it consists of two concentric tubes with a fluid passing along the center tube and the second
fluid flow in the annular space created between the tubes. The walls of the inner pipe forms the
heat transfer surface. This type of heat exchanger is usually built and installed in the field. A
major disadvantage is the relatively large space it occupies for the quantity of heat exchanged,
compared to other types of heat exchangers. Such exchangers are limited to a relative small heat
transfer area resulting in a long piece which must be doubled back on itself to fit conveniently
into a process line. Although the capital costs are low. The disadvantages of double pipe heat
exchangers are such that they operate at relatively low pressures, such that they are rarely used
except in the form of scrapped surface heat surface exchanger.
Advantages of Double Pipe Heat Exchangers
1. Double pipe heat exchanger consists of two concentric pipes are hot fluid, cold fluid.
2. Economically adaptable to service differentials. Ideal for wide temperature ranges and
differentials.
3. Provides shorter deliveries than shell and tube due to standardization of design and
construction.
4. Operates in true counter current flow permitting extreme temperature cross.
Uses of Double Pipe
1. Pasteurization.
2. Digester heating.
3. Heat recovery.
4. Pre-heating.
5. Effluent cooling.

Diagram: Double Pipe Heat Exchanger
Extractedfrom:https://www.google.co.zw/url?
sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=&url=http%3A
%2F%2Fwww.cheresources.com%2Finvision%2Ftopic%2F21954-double-pipe-and-shell-
and-tube-heat-exchangers
%2F&psig=AFQjCNEmFqyRyBhJbuvt63nZ_G5h8qsVg&ust=1443637302414029
Tubular Heat Exchangers
The simplest noncontact-type heat exchanger is a double-pipe heat exchanger, consisting of a
pipe located concentrically inside another pipe. The two fluid streams flow in the annular space
and in the inner pipe, respectively. The streams may flow in the same direction (parallel flow) or
in the opposite direction (counter flow). A slight variation of a double-pipe heat exchanger is a
triple-tube heat exchanger. In this type of heat exchanger, product flows in the inner annular
space, whereas the heating/cooling medium flows in the inner tube and outer annular space. The
innermost tube may contain specially designed obstructions to create turbulence and better heat
transfer. Some specific industrial applications of triple-tube heat exchangers include heating

single-strength orange juice from 4 to 93°C and then cooling to 4°C; cooling cottage cheese
wash water from 46 to 18°C with chilled water; and cooling ice cream mix from 12 to 0.5°C with
ammonia. Another common type of heat exchanger used in the food industry is a shell-and-tube
heat exchanger for such applications as heating liquid foods in evaporation systems. One of the
fluid streams flows inside the tube while the other fluid stream is pumped over the tubes through
the shell. By maintaining the fluid stream in the shell side to flow over the tubes, rather than
parallel to the tubes, we can achieve higher rates of heat transfer. Baffles located in the shell side
allow the cross-flow pattern. One or more tube passes can be accomplished, depending on the
design. The shell-and-tube heat exchangers are one shell pass with two tube passes, and two shell
passes with four tube passes.
Diagram: Tubular Heat Exchanger
Extracted from: Berk. (2009).Food Process Engineering and Technology.
b)
Tubular heat exchanger assembly in aseptic processing plant. (Courtesy of Rossi & Catelli)
Extracted from: Berk. (2009).Food Process Engineering and Technology.

References
Berk, Z. (2009). Food Process Engineering & Technology (1st Edition). Elsevier Inc.
https://www.google.co.zw/url?
sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=&url=http%3A%2F
%2Fwww.cheresources.com%2Finvision%2Ftopic%2F21954-double-pipe-and-shell-and-tube-
heat-exchangers
%2F&psig=AFQjCNEmFqyRyBhJbuvt63nZ_G5h8qsVg&ust=1443637302414029
https:/ www.google.co.zw/url?
sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0CAYQjB1qFQoTCNzV
iKTznMgCFUSPPgodL78OmA&url=http%3A%2F%2Fwww.real-world-physics-problems.com
%2Fheat-exchanger.html&psig=AFQjCNEmFqyRyBhJbuvt63nZ_G5-
h8qsVg&ust=1443637302414029
Singh, P.R., Heldman, D. R. (2009). Introduction to Food Engineering (4th Edition). Elsevier Inc.
Smith, P. G. (2011). Introduction to Food Process Engineering. Springer Science & Business
Media
Subramanian, R, S. Thermal Analysis of a Steady State Heat Exchanger. Department of
Chemical and Bimolecular Engineering Clarkson University Journal.
Toledo, R. T. (2007). Fundamentals of Food Process Engineering. (3rd Edition). Springer Science
Business Media, LLC. New York.
Wilhelm, L. R., Suter, D. A., Brusewitz, G. H. (2005). Food & Process Engineering Technology.
(Revised Edition)
