flame retardant finishing for cotton using a …
TRANSCRIPT

FLAME RETARDANT FINISHING FOR COTTON USING A
HYDROXY-FUNCTIONAL ORGANOPHOSPHORUS OLIGOMER
by
WEIDONG WU
(Under the Direction of Charles Q. Yang)
ABSTRACT
New durable flame retardant finishing systems based on a hydroxy-functional
organophosphorus oligomer (HFPO) and a bonding agent have been developed for cotton. In this
research, both dimethyloldihydroxyethyleneurea (DMDHEU) and trimethylolmelamine (TMM)
have been used as the bonding agents between HFPO and cotton. DMDHEU is more effective
for crosslinking cotton cellulose and for crosslinking between HFPO and cotton than TMM, but
the bonding formed by DMDHEU between cotton and HFPO is more durable to multiple laundry
cycles than that formed by TMM. The mixture of DMDHEU and TMM were also used as a
crosslinking agent for HFPO and cotton, the ratio of DMDHEU and TMM has a significant
influence on the flame resistance, durability, and mechanical performance of treated cotton. An
increase in the DMDHEU/(DMDHEU+TMM) ratio in the mixture increases the amount of
HFPO bound to cotton, increases the laundry durability, and reduces the fabric tensile strength
retention.
Both DMDHEU and TMM are nitrogen providers for HFPO-based flame retardant finish
system to enhance the flame resistance of cotton by means of phosphorus-nitrogen synergism.
TMM was a more effective nitrogen provider than DMDHEU to improve the flame resistance of
treated cotton. The mechanism of phosphorus-nitrogen synergism has been investigated by

studying the thermal decomposition of treated cotton cellulose. The interaction of phosphorus-
nitrogen retards the thermal decomposition of cellulose by depolymerization, and promotes the
dehydration process, thus increasing the amount of solid char, and substantially improving the
flame resistance of treated cotton. The extent of dehydration, not the dehydration temperature
has a profound effect on the flame resistance of treated cotton.
The comparison of two reactive organophosphorus flame retardant finishing systems: N-
methylol dimethylphosphonopropionamide (MDPA) and HFPO has also been studied. The
amount of the flame retardant agent bound to cotton is significantly higher for the HFPO system
than that for the MDPA system when equal moles of the phosphorus and N-methylol group are
applied to cotton. The MDPA/TMM treated fabric has a higher initial limiting oxygen index
(LOI) than that of the HFPO/TMM treated fabric due to the nitrogen content in the MDPA
molecule. The flame resistance of cotton is identical for both the HFPO and MDPA system when
there are equal amount of phosphorus and nitrogen on the fabric. The stiffness of both
HFPO/TMM and MDPA/TMM treated fabric significantly increased when a high TMM
concentration was used. And MDPA/TMM treated fabric showed higher dimensional change
during the laundering cycles and higher formaldehyde release level.
There is a non-linear correlation between char length and LOI of flame retardant cotton.
The fabric weight per unit has a significant influence on the non-linear correlation between char
length and LOI.
INDEX WORDS: Cotton, Crosslinking, Flame retardant finishes, DMDHEU, Methylolmelamine,
Phosphorus-nitrogen synergism, Reactive organophosphorus chemicals, Regression model,
Statistical analysis, Thermal decomposition.

FLAME RETARDANT FINISHING FOR COTTON USING A
HYDROXY-FUNCTIONAL ORGANOPHOSPHORUS OLIGOMER
by
WEIDONG WU
M.S., China Textile University, China, 1993
M.S., The University of Georgia, 2004
A Dissertation Submitted to the Graduate Faculty of The University of Georgia in Partial
Fulfillment of the Requirements for the Degree
DOCTOR OF PHILOSOPHY
ATHENS, GEORGIA
2004

© 2004
Weidong Wu
All Rights Reserved

FLAME RETARDANT FINISHING FOR COTTON USING A
HYDROXY-FUNCTIONAL ORGANOPHOSPHORUS OLIGOMER
by
WEIDONG WU
Major Professor: Charles Q. Yang
Committee: Ian R. Hardin J. Nolan Etters Edward D. Weil Paul Schliekelman Electronic Version Approved: Maureen Grasso Dean of the Graduate School The University of Georgia December 2004

iv
DEDICATION
This dissertation is dedicated to my wife, Yan Xu, my children, Wen and Alexander, my
parents, Axing Wu and Yazheng Fei, and my parents-in-law, Kang Xu and Hongzheng Tong, for
their support and patience.

v
ACKNOWLEDGEMENTS
The author would like to express his deep appreciation to his major professor, Dr. Charles
Q. Yang, for his remarkable encouragement, support, guidance, assistance, and kindness.
Without Dr. Yang’s advisement and effort, completion of this research is impossible.
The author is thankful to the committee members, Dr. Charles Q. Yang, Dr. Edward D.
Weil, Dr. Ian R. Hardin, Dr. J. Nolan Etters, and Dr. Paul Schliekelman, for their generosity of
spending time on this dissertation. The expertise of each member in different disciplines
contributed greatly to this research.
The author is thankful to Mr. Manley Kiser at the Chemical Analysis Laboratory for his
assistance in elemental analysis. The author expresses his gratitude to Dr. Romeo T Toledo at
Food Science and Technology for his help in nitrogen measurement. The author’s appreciation is
extended to the faculty, staff, visiting scientists, and graduate students of the Department of
Textiles, Merchandising, and Interiors for their cooperation and help.
The author is thankful for the financial assistance provided by the Department of Textiles,
Merchandising, and Interiors. The author appreciates Akzo Nobel Functional Chemicals Inc. for
the grant sponsorship of the project. The author also appreciates The Procter & Gamble
Company for awarding the internship during his graduate study.

vi
TABLE OF CONTENTS
Page
ACKNOWLEDGEMENTS………………………………………………………………………v
CHAPTER
1 INTRODUCTION…………………………………………………………………….1
REFERENCES………………………………………………………………………..4
2 REVIEW OF LITERATURE…………………………………………………………5
FLAME RETARDANTS MECHANISM……………………………………….........5
FLAME RETARDANTS FOR CELLULOSICS……………………………………13
PHOSPHORUS-NITROGEN SYNERGISM………………………………………..21
REFERENCES………………………………………………………………………24
3 COMPARISON OF DMDHEU AND MELAMINE-FORMALDEHYDE
AS THE BONDING AGENTS FOR A HYDROXY-FUNCTIONAL
ORGANOPHOSPHORUS FLAME RETARDING AGENT ON COTTON……….28
ABSTRACT………………………………………………………………………….29
INTRODUCTION…………………………………………………………………...30
EXPERIMENTAL…………………………………………………………………...31
RESULTS AND DISCUSSION……………………………………………………..33
CONCLUSION………………………………………………………………………49
REFERENCES……………………………………………………………………... 50
4 STATISTICAL ANALYSIS OF THE PERFORMANCE OF THE
FLAME RETARDANT FINISHING SYSTEM CONSISTING OF

v
HYDROXY-FUNCTIONAL ORGANOPHOSPHORUS OLIGOMER AND THE
MIXTURE OF DMDHEU AND MELAMINE RESIN.……………….......................52
ABSTRACT………………………………………………………………….………53
INTRODUCTION…………………………………………………………………...54
EXPERIMENTAL…………………………………………………………………...55
RESULTS AND DISCUSSION……………………………………………………..57
CONCLUSION..……………………………………………………………….…….75
REFERENCES………………………………………………………………………77
5 PHOSPHORUS-NITROGEN SYNERGISM FOR THE COTTON FABRIC
TREATED WITH AN ORGANOPHOSPHORUS FLAME RETARDANT
FINISHING AGENT………………………………………………………………...79
ABSTRACT…………………………………………………………………….……80
INTRODUCTION…………………………………………………………….……..81
EXPERIMENTAL…………………………………………………………………...82
RESULTS AND DISCUSSION……………………………………………………..84
CONCLUSION..……………………………………………………………………102
REFERENCES……………………………………………………………………..103
6 A COMPARATIVE STUDY OF DIFFERENT REACTIVE
ORGANOPHOSPHORUS FLAME RETARDANTS FOR COTTON…………..105
ABSTRACT………………………………………………………………………...106
INTRODUCTION…………………………………………………………….……108
EXPERIMENTAL…………………………………………………………….……109
RESULTS AND DISCUSSION……………………………………………………111

vi
CONCLUSION...…………………………………………………………………...141
REFERENCES……………………………………………………………………..143
7 CORRELATION BETWEEN VERTICAL TESTING RESULTS AND LIMITING
OXYGEN INDEX (LOI) OF COTTON TREATED WITH
ORGANOPHOSPHORUS FLAME RETARDANT FINISHES…….…………….145
ABSTRACT………………………………………………………………………..146
INTRODUCTION…………………………………………………………….……147
EXPERIMENTAL…………………………………………………………….……148
RESULTS AND DISCUSSION…………………………………………………....149
CONCLUSION..……………………………………………………………………160
REFERENCES……………………………………………………………………..161
8 CONCLUSIONS…………………………………………………………………...163
APPENDIX
A. CORRELATION BETWEEN LIMITING OXYGEN INDEX AND
PHOSPHORUS/NITROGEN CONTENT OF THE COTTON FABRIC
TREATED WITH A HYDROXY-FUNCTIONAL ORGANOPHOSPHORUS
FLAME RETARDANT AGENT AND DMDHEU………………………………..167
ABSTRACT………………………………………………………………………...168
INTRODUCTION………………………………………………………………….169
EXPERIMENTAL………………………………………………………………….170
RESULTS AND DISCUSSION……………………………………………………172
CONCLUSION..…………………………………………………………………....182
REFERENCES……………………………………………………………………..183

vii
B. CORRELATION BETWEEN LIMITING OXYGEN INDEX AND
PHOSPHORUS CONTENT OF THE COTTON FABRIC TREATED WITH A
HYDROXY-FUNCTIONAL ORGANOPHOSPHORUS FLAME RETARDANT
AGENT AND MELAMINE FORMALDEHYDE RESIN………………………...185
ABSTRACT………………………………………………………………………...186
INTRODUCTION………………………………………………………………….187
EXPERIMENTAL………………………………………………………………….188
RESULTS AND DISCUSSION……………………………………………………190
CONCLUSION..……….…………………………………………………………...200
REFERENCES..……….……………………………………………………………201

1
CHAPTER 1
INTRODUCTION
The flammability of cotton products is one of the major problems posed to scientists and
technologists at the present time. Resistance to burning is a useful property that can be imparted
to cotton fibers and fabrics. There is the potential for 2-3 million bales of cotton to be affected by
flammability regulations and issues. The apparel portion of this is more than 1 million bales,
with the remainder including categories such as home furnishing, bedding, tent cloth, carpets,
aircraft and automobile interior fabrics and industrial fabrics [1].
Government regulations, insurance company requirements, building codes, and voluntary
standards dictate where and when flame-resistant textiles must be used [2]. Also in today's
litigious environment, textile producers are becoming increasingly concerned with the liability to
which they may be exposed if someone accuses their products of causing an injury or fatality.
Cotton and cellulosic textiles in general, while being among the most flammable of
materials. Hazards from flammable fabrics were recognized for many centuries and repeated
attempts have been made to cope with them [3]. Cotton is the most commonly used of textile
fibers. It is not surprising that most efforts in the field of flame retardancy were made on
modifying the flaming properties of cotton fibers.
There are currently several different types of chemical finishes that can be applied to
cellulosic materials to impart flame retardant properties. Of these systems, only a few create
finished fabrics that can be laundered and dry-cleaned without losing their flame retardant

2
qualities. These treatments are generally referred to as “durable flame retardant finishes” and, for
the most part, can be summed up by referencing two types of commercial finishing chemistries:
precondensate ammonia cure; and N-methylol functional phosphorus esters [4-6]. It is surprising
that more than thirty years have been passed since these chemistries were first developed, and
they still remain the dominant means for creating durable flame retardant cotton. Nevertheless,
several limitations, in many cases, undesirable facets are associated with these finishing
techniques.
There have been several versions of the tetrakis (hydroxymethyl) - phosphonium chloride
(“THPC”) cross-linking chemistry used over the years, with the precondensate ammonia process
being the most recent of these versions [7-9]. Although the precondensate ammonia process may
easily be the most durable treatment on the market, the technology is far from simple. The
application process involves the use of an ammoniation chamber and strict control of application
conditions to obtain consistent results. In additional to demanding application conditions, the
costs for implementing this technology and the regulatory issues associated with the use of
ammonia gas make this technology far from ideal, especially to new arrivals to the market.
N-methylol functional phosphorus chemistry, although not as durable as the
precondensate ammonia chemistry, has also found a wide customer base in the flame retardant
cotton industry due to its ease of application and its use of traditional pad/dry/cure textile
finishing equipment. Most N-methylol functional phosphorus chemistry is based on the use of N-
methylol dimethylphosphonopropionamide (MDPA) with the commercial version of “Pyrovatex
CP” in conjunction with a melamine formaldehyde resin to enhance its flame resistance, both of
which contribute to the emission of significant levels of formaldehyde during both fabric
application and the lifetime of the treated garments [10-12].

3
My research here arose from the limitations list above, and the desire for alternative
flame retardant finishing chemistries and potential new markets. The main goal of the research is
to develop new durable flame retardant finishing systems for fabrics and garments of cotton,
which involve the use of a hydroxy-functional organophosphorus oligomer (HFPO) and a
bonding agent. Therefore, the federal mandatory textile flammability standards can be met by the
textile and garment manufactures and the market share of cotton fiber can be maintained and
increased in the future.
The objectives of this research are as follows:
(1) To develop new durable phosphorus-based flame retardant finishing systems for cotton.
The flame retardant systems should have excellent flame resistance, environmentally-
friend, low add-on levels and cost effectiveness.
(2) To compare DMDHEU and melamine-formaldehyde resin as the bonding agent for the
flame retardant finishing system. Comparison includes the covalent bonding between
flame retardant and cotton, and the flame resistance, durability, and the mechanical
properties of treated cotton.
(3) To study the phosphorus-nitrogen synergism of the new flame retardant finishing
systems. The mechanism of phosphorus-nitrogen synergism will be investigated by
studying the thermal decomposition on treated cotton cellulose.
(4) To compare two reactive organophosphorus flame retardant agents: MDPA and HFPO.
These comparisons are the reaction of flame retardant agents on cotton, the flame
resistance, durability, formaldehyde level, and the mechanical properties of treated
cotton.
(5) To establish a correlation between vertical test and limiting oxygen index on cotton.

4
References
1. Rearick, WA and Wakelyn P. “Fire retardants for cotton: Market opportunities, technical
requirements and regulations”. BCC Flame Retardancy Conference, Stamford, CT, 2000.
2. Wakelyn, PJ and Rearick, WA. American Dyestuff Reporter, 1998; 2:13.
3. I. E. Ramsbottom, “The Fireproofing of Fabrics”, Department of Scientific and Industrial
Research, H.M.S.O., London (1947).
4. Weil ED. Kirk-Othmer Encyclopedia of Chemical Technology, 4th edn, Grayson M (ed.).
Wiley: New York, 1991; 10:976-1022.
5. Weil ED. Handbook of Organophosphorus Chemistry, Chapter 14, Engel R (ed.) Marcel
Dekker: New York, 1992; 683-687.
6. Horrocks AR. Flame -retardant finishing of textiles. Review in Progress Coloration 1986;
16: 62-101.
7. Hoffman A., J. Amer. Chem. Soc. 1921; 43:1684.
8. Moreau, JP, Chance, LH, and Drake GL. Am. Dyest. Rep. 1973; 62,31,67.
9. Reid, JD, Frick, JGL, and Arseneaux, RL.Text. Res. J. 1956; 26:145.
10. Pepperman, AB and Vail, SL. J. Fire Flammability 1975; 2:110.
11. Beninate, JV, Boylston, EK, Drake, GL and Reeves, WA. Am. Dyest. Rep. 1968; 57:981.
12. Mehta, RD. Amer. Dyestuff Rep., 1976; 65:39.

5
CHAPTER 2
REVIEW OF LITERATURE
Flame Retardants Mechanism
The desire for textiles having a reduced tendency to ignite and burn has been recognized
for considerable time during man’s record history. Whilst the use of asbestos as a flame resistant
material has been recorded in Roman times, perhaps one of the earliest significant contributions
in recent history was Wyld’s patent of 1735 [1]. This describes a finishing treatment for
cellulosic textiles based on aluminum, ferrous sulphate and borax. Almost a century later, in
1821, Gay-Lussac [2] published perhaps the first systematic study of the use of flame retardants
(FR). These ideas laid the foundation for the early theories of flame retardancy of textiles.
Cotton and cellulosic textiles in general, while being among the most flammable of
materials, may be rendered flame-retardant by well-established means [3]. Cotton is the most
commonly used of textile fibers. It is not surprising that most efforts in the field of flame
retardancy were made on modifying the flaming properties of cotton fibers. Table 2.1 lists a
simplified selection of suitable flame retardants for cellulosic textiles, which indicates that a
major criterion used for selecting a finish is its durability to aftercare or end-use exposure
condition. The development of practical flame retardant systems and meaningful test method has
been understandably accompanied by intensive speculation and research into the mechanisms of
flame retardancy. The complexity and probable multiplicity of these mechanisms was
recognized, and by 1947 [4] several early possibilities had been advanced. These included

6
action of the flame retardant directing thermal degradation to fuel-poor pyrolytic paths, flame
retardant external coating of the substrate to exclude oxygen, internal barrier formation to
prevent evolution of combustible gases, inert gas evolution to dilute fuel formed by pyrolysis,
and thermal activity to dissipate heat away from the flame front. The condensed-phase and free
radical vapor-phase proposals are now generally recognized as the primary, though not the only,
effective flame retardant mechanisms [5].
Table 2.1. Summary of flame retardant treatments for cotton [6]
Type Durability Structure/formula
Salts:
(1) Ammonium polyphosphate Non- or semi-durable PHO O H[ ]nNH4
O
(2) Diammonium Non-durable (NH4)2HPO4 Phosphate
Organophosphorus:
(1) Cellulose reactive Durable N-methylol dimethylphos- methylolated phonopropionamide phosphonamides (2) Polymeric tetrakis Durable THPC-urea-NH3 condensate (hydroxymethylol) phosphonium salt condensates
Back-coating:
(1) Chlorinated paraffin waxes Semi-durable CnH(2n-m+2)Clm
(2) Antimony-halogen Semi- to fully durable Sb2O3 (or Sb2O5) Decabromodiphenyl oxide

7
1. Condensed-Phase Mechanism
The overall process leading to burning of a polymeric substrate can be schematically
visualized as in Fig 2.1 [7]. The substrate, under the influence of externally applied heat,
undergoes thermal decomposition (pyrolysis) with the generation of combustible fuel.
Figure 2.1. Diagram of polymer fire (From Ref.7)
Only a part of this fuel is combusted in the flame by combining with atmospheric oxygen. The
other part remains and can be combusted with the use of a catalyst by an excess of oxygen. The
flame provides a part of its heat for the continued pyrolysis of substrate, perpetuating the cycle.
Another part of the heat is dissipated and lost to the environment. The ease of pyrolysis, i.e., the
minimum temperature at which pyrolysis occurs, and the character and amount of gaseous
product determine the flammability of substrate. Cellulose decomposes by a noncatalyzed route
to tarry depolymerization products, notably levoglucosan, which then decomposes to volatile
combustible fragments such as alcohols, aldehydes, ketones, and hydrocarbons [8-10]. A flame
retardant that acts via a condensed-phase mechanism catalyzes the decomposition of cellulose
more effectively, through the formation of water vapor and char, and reduces the formation of
Combustion
Combustibles Heat
Textiles
Pyrolysis
Heat
O 2 Combustibles

8
volatile flammable gas. The reduction of volatile flammables and the increased residual
carbonaceous char caused by a condensed-phase-active FR can be affected by two principal
modes of action: dehydration and cross-linking. These processes have been established [15-18]
for cellulosics, and probably operate to some extent in other polymers as well [19-20].
Cross-linking was initially recognized as promoting char formation in cellulosics [21-22]
by creating a carbon-carbon network whereby chain cleavage, which produces volatile
components is retarded. Cross-linking generally, but not always, reduces the flammability of a
polymer. A recent detailed study [23] of the effects of cross-linking on the pyrolytic behavior of
cellulosics indicated that cross-linking can promote stabilization of the polymeric structure by
providing additional bonds that are stronger than hydrogen bonds and that have to be broken
before stepwise degradation of the cellulose chains can occur. However, low degrees of cross-
linking can decrease thermal stability by breaking or weakening hydrogen bonds. These
processes are reflected in thermal, energetic, and flammability characteristics of cross-linked
cotton [24]. Thus, the LOI of cotton increased marginally with increased formaldehyde cross-
linking, because in highly crystalline cotton, cross-linking occurs to a much smaller extent.
2. Vapor-Phase Mechanism
In the condensed-phase mechanism, the effect of the flame retardant is concentrated on
decreasing the amount of fuel produced in the pyrolysis. In the vapor-phase mechanism, the
pyrolytic processes remain essentially the same with or without FR; however, the mode of
combustion in the flame is changed.
The amount of fuel consumed in the flame and consequently the amount of heat
generated are decreased with an increase in the amount of flame retardant. The amount of heat
returned to the polymer surface is therefore also diminished and the pyrolysis is slowed down or

9
halted as the temperature of the surface decreases. Since the flame-retarding effect is being
exerted in the gas phase only, it follows that the flame retardant moiety has to reach the gas
phase, i.e., it has to be volatile and reach the flame. Alternatively, it has to decompose and
furnish the active flame retardant fraction of its molecule to the vapor phase. The remaining char
after the combustion will retain a much smaller percentage of the FR chemicals as compared
with the condensed-phase flame retardant. Chemical analysis of the char is therefore one of the
ways in which the mode of activity of the FR chemical can be determined [25-26]. Furthermore,
the flammability in the vapor-phase mechanism should be basically independent of the structure
of the polymeric substrate. It should also not introduce any changes in the pyrolytic process,
which ideally should proceed as if there would have been no FR chemical incorporated in it. The
composition of the volatiles in the flame should therefore also not be influenced by the presence
of the vapor-phase-active FR agent [27].
The vapor-phase activity of the flame retardant is attributed to its interference in the
combustion reactions in the flame. Polymers like other fuels produce, upon pyrolysis, species
capable of reacting with air oxygen and producing the H2-O2 reaction scheme, which propagates
the fuel combustion by the branching reaction [28-29].
H + O2 OH+ O (1)
O + H2 OH + H (2)
The main exothermic reaction in the flame is
OH+CO CO2 +H (3)
which provides most of the energy maintaining the combustion. To slow down or stop the
combustion, it is imperative to hinder the chain branching reactions (1) and (2).

10
The inhibiting effect of halogen derivatives, usually chlorine and bromine, which are
considered to operate via the vapor-phase mechanism, occurs by first releasing a halogen free
radical,
(4)RX R +X
where free radical of R is the residue of the flame retardant molecule after having lost X free
radical.
The halogen free radical reacts with the fuel producing hydrogen halide
RCH3+ X RCH2 + HX (5)
The halogen halide is believed to be the actual flame inhibitor by affecting the chain
branching.
H+ HX H2 + X
OH+HX H2O + X
(6)
(7)
According to experimental results [30], reaction (6) is twice as fast as (7) and the high
value of the ratio H2/ OH free radical in the flame front indicates that (6) is the main inhibiting
reaction. In this case, it is the competition between reaction (6) and (1), in which the active
hydrogen atoms are consumed, which determines the inhibiting effect. Reaction (1) produces two
free radicals for each H atom consumed, whereas reaction (6) produces one relatively unreactive
halogen atom (not active in the H2-O2 scheme).
Antimony-halogen flame retardants mainly act via a vapor-phase mechanism, and some
phosphorus flame retardants can also exert vapor-phase flame retardant action.
3. Physical Effects
Flame retardancy by physical effects can be brought about by a number of different
activities that may occur in the condensed phase as well as in the gaseous phase. On the other

11
hand, conventional FR agents, whether based on phosphorus or halogen, owe a certain part of
their activity to these effects, especially when considering the sizable amounts of FR chemicals
applied. The FR chemicals that are applied for the physical effects are, however, mainly
inorganic [31-32].
One of the main effects of these materials is dilution of the organic part of the structure
and dividing it into insulated domains by filling the pores and the amorphous regions of the
polymer. Pyrolyzing the structure becomes more difficult because larger amounts of heat are
needed to reach the pyrolysis temperature. The amount of combustible gases will be lower and
less heat will be generated in the flame. Consequently, less heat will be available for sustained
pyrolysis of the polymer. The rate of heating and of pyrolysis will also decrease by virtue of the
insulating effect of the filler being finely dispersed in the polymer or coating it.
This “heat sink” effect is enhanced by a higher specific heat and a lower thermal
conductivity of the fillers, which may include alumina, mica, feldspar, clay, talc, pumice, zinc
oxide, and other materials. Another heat sink effect is due to the possible endothermic
decomposition of the filler, aluminum trihydrate, which releases 3 moles of water into the
gaseous phase and consumes 1170 J/g [33] as heat of dehydration. A similar effect occurs for
CaCO3:
Al2O3. 3H2O→Al2O3 (s) + 3H2O (g) (8)
CaCO3 (s) → CaO (S) + CO2 (g) (9)
These decompositions tend to decrease further the temperature of the pyrolyzing polymer, and
thus additionally contribute to the flame retardant effect. Alumina trihydrate in amounts of 40-
60% has been found to be much more effective than the anhydrous alumina[34], showing the
thermal effect of the decomposition to be more significant than that of the heat sink, whereas the

12
effect is limited to the condensed-phase. The gases given off in these decompositions will dilute
the combustion gases and the oxygen in the flame and serve as an additional heat sink in the
gaseous phase, especially if they react endothermically with flame species.
Another physical effect is coating and insulation. Here the flame retardant forms a
protective layer of glass or char that hinders the passage of the combustible gases from the
pyrolyzing polymer to the flame front and at the same time acts as an insulating barrier that
hinders the transfer of heat to the surface of the polymer. The flame-retarding effect of boron
derivatives on cotton was already in 1821 ascribed to the formation of an impenetrable glassy
layer [35]. Boric acid and its hydrated salts have low melting points and dehydrate in stages:
B2O3-H2O260-270oCHBO2-2H2O
130-200oCH3BO3 (10)2 2
The metaboric acid has three melting points at 176oC, 200.9 oC, and 236oC, whereas the boron
oxide softens at 325oC, but only above 500oC does it become fluid enough to flow.
The solubility of the borate salts changes with the ratio Na2O:B2O3 and temperature, and
highly soluble mixtures can be produced due to polyions being formed. Borax dissolves upon
heating in its own water of hydration, produces a frothy mass, and finally changes to a clear melt.
A mixture of 7:3 borax: boric acid is an effective flame retardant for cellulose. This mixture does
not crystallize and upon heating produces a clear glassy layer that adheres uniformly to cellulose
fibers. The water vapor from the hydration of the borax-boric acid mixture swells the surface of
the fibers between 80-200oC and then a uniform intumescent coating on that surface solidifies as
decomposition of the polymer continues. The solidified foam should be stable at 500oC.

13
Flame Retardants for Cellulosics
Flame retardant finishes present on specific textiles, based on the durability of flame
resistance, are defined as non-durable, semi-durable, and durable with respect to a given
condition.
1. Non-durable flame retardants for cellulosics
Non-durable flame retardants for cellulosics are generally water-soluble inorganic salts
that are easily removed by water, rain, or perspiration. They provide only temporary protection
and therefore periodic reprocessing becomes necessary to maintain the flame retardant effect.
There are several groups of these materials. One group is based on boron derivatives, boric acid,
and borax, sometimes in conjunction with ammonium salts of sulfuric and phosphoric acid, urea,
and ammonium bromide [36].
Another group consists of inorganic acids, acidic salts, and salts capable of releasing an
acid upon its ammonium salt. One example is sulfamic acid (H2NSO2OH) and its ammonium
salt. The acid hydrolyzes upon boiling with water to sulfuric acid and the salts to bisulfates.
Phosphoric acid and its diammonium salt belong to the same group. They are highly effective
flame retardants and smoldering inhibitors. Sometimes (NH4)2HPO4 (DAP) is used in mixtures
with ammonium sulfate and hexamethylene tetramine as a buffer [37]. Additions of
dicyandiamide, urea, and borates have also been suggested [36]. An important feature of DAP is
its effectiveness in suppressing glowing, for which only 0.5% of P is needed.
Metallic salts can also be considered as non-durable FR agents. Their action is based on
acidity released at the ignition temperature of the cellulose. ZnCl2 is effective in flame and glow
suppression. Another group of inorganic, non-durable FR compounds decompose or sublime on

14
heating, releasing large amounts of nonflammable gases that dilute the flame. Carbonates,
halides, ammonium salts, and highly hydrated salts belong to this category.
2.Semi-durable flame retardants for cellulosic
Cotton treated with semi-durable flame retardants should withstand a limited number of
washes. These materials are ammonium polyphosphate, and usually insoluble salts of amphoteric
cations and anions-stannates, tungstates, aluminates, borates, and phosphates of Zn, Sn, Al and
easily reducible metallic oxides-Sn, Fe, Pb, Ti, Cr, Zr, Ce, Bi, W, and As [38]. Direct application
of insoluble salts has its limitations and best results occur by internal precipitation following
application of a reagent solution. For instance, metastannic acid, H2SnO3 may be formed
following hydrolysis of an applied stannic salt, such as SnCl4, or by acidification of a soluble
stannate. In a similar manner, chromium hydroxide and tungstic acid may be precipitated by
similar respective methods [39-40].
3. Durable flame retardants for cellulosic
(1) Tetrakis (hydroxymethyl) phosphonium deratives
The phosphonium derivatives comprise the most commercially important durable flame
retardant group currently used for cellulosic fibers and, in particular, cotton. The available
finishing agents are based on phosphonium salts having the general formula:
[(CH2OH)4P+]n Xn- (11)
where Xn- is commonly Cl-, OH-, or SO42- [41]. The most important is tetrakis
(hydroxymethyl) phosphonium chloride (THPC) initially described in 1921 by Hoffman and
recognized as having commercial potential by Reeves and Guthrie [42]. It is prepared as a
crystalline solid from phosphine, formaldehyde and hydrochloric acid at room temperature [43]:
PH3 + 4CH2O +HCl → (HOCH2)4P+Cl- (12)

15
THPC is a reducing agent and reacts with many other chemicals containing active hydrogens,
e.g., N-methylol compounds, phenols, polybasic acids, and amines, to form insoluble polymers
on cellulose substrates. The essential chemical and processing stages for THPC-urea are shown
in Figure 2.2, which requires an ammonia cure and a final oxidative stage. The THPC and urea
are probably in a 2:1 molar ratio with a molar P:N ratio of 1:1. The chloride is generally
preferred
Crosslinked poly(phosphine)
H2O2
CH2
NHCH2PCH2NHCONHCH2PCH2NH
CH2
NHCH2PCH2NHCONHCH2PCH2NH
O O
Cl- Cl-
(CH2OH)3P.CH2NH.CONH2+(CH2OH)4P.ClCl-
(CH2OH)3P.CH2.NH.CO.NH.CH2.P(CH2OH)3+H2O
Equilibrium precondensate of THPC and urea
Pad-dryNH3-Cure
CH2
NH
CH2
NH
NHCH2PCH2NHCONHCH2PCH2NH
Crosslinked poly (phosphine) oxide, 'Proban' polymer
Figure 2.2. Outline chemistry of the THPC-urea-NH3 (Proban) process

16
relative to other salts, such as the sulphate (THPS), because as a univalent anion, the salt-urea
complex achieves a higher degree of penetration into the fiber microstructure. Experience has
shown that the divalent sulphate complex, which is considerably larger, leads to lower levels of
penetration with consequent reduction in durability. Although the THPC-amide process is highly
effective, it has a number of limitations: the fabrics are stiff; mechanical properties, such as
tensile and tear strengths are severely reduced; there is uneven treatment due to migration of the
ingredients during the drying and curing stages [44]; there is susceptibility to acid and basic
hydrolysis [46]; and there is release of free formaldehyde during the process [46].
P
NCH2
NCH2
CH2 CH2
NCH2 CH2
O
APO
A considerable number of modifications were suggested to this process [47-51]. THPC-
APO treatment, the THPC reacts rapidly with alkylenimines such as tris (1-aziridinyl) phosphine
oxide (APO) or sulfide (APS) to yield a polymeric product by interaction with cellulose and
cross-linking inside the fibers and with each other. This is a highly effective and durable flame-
retardant at relatively low add-ons. A high wrinkle recovery is also obtained as well as glow
resistance and rot resistance. However, this highly promising process has been discontinued
because of toxicity and suspected carcinogenicity of APO and its precursor, ethylene amine [52].
Continuing efforts to eliminate chlorides from the THPC-amide treatments and the need for a

17
treatment for lighter-weight fabrics led to the development of THPOH treatment. THPC or THPS
(sulfate) reacts with NaOH as follows [53-54]:
(HOCH2)4P+Cl- + NaOH → (HOCH2)4P+OH- (13)
(HOCH2)4P+OH- → (HOCH2)3P + CH2O +H2O (14)
(HOCH2)3P + CH2O → (HOCH2)2PCH2OCH2OH (15)
The product of these reactions appears to be an equilibrium mixture of THPOH and THP.
The reaction has to be carried out within the pH range of 7.5-7.8. At a higher pH, the unreactive
tris (hydroxymthyl) phosphine oxide (THPO) is formed. A durable flame retardant finish based
on THPOH, TMM, and urea was developed and applied to cotton fabrics with a conventional
procedure [55]. The fabrics were only moderately stiff and had a lower tendency to yellow when
exposed to hypochlorite bleach than the THPC-amide fabrics did.
In another development, fabrics impregnated with THPOH without amides were cured by
ammonia in a specially designed gas chamber, after partial drying to 10-20% moisture. The
reaction of THPOH with ammonia produces water, which combines with NH3 to form NH4OH.
Since NH4OH reacts with THPOH to produce soluble polymers instead of insoluble products, the
water and NH4OH must be removed from the gas chamber and a stringent humidity control has
to be maintained. The THPOH-ammonia process gives a good flame resistant effect without
strength loss and stiffening. The durability of the flame resistance is lower than that with the
THPC-amide finish. In addition, the P:N ratio is high, e.g., 3.5:1, and therefore the process is
also more expensive.
(2) Phosphonate treatments
From the reaction of dialkylphosphite with acrylamide, a dialkylphosphonopropionamide
is obtained, which interacts with formaldehyde to yield the methylol derivative [56]. This

18
material is marketed by Ciba-Geigy under the commercial name “Pyrovatex CP” and is applied
together with TMM from a single bath by a pad-dry-cure acid-catalyzed procedure. The TMM is
added to increase the nitrogen content for the synergistic effect with the phosphorus. To afford
high levels of phosphorus (2-3%) and accompanying flame retardancy, some fabric stiffening
may occur. Furthermore, to prevent unacceptably high loss in strength from the phosphoric acid
catalyst used to cure the finish, efficient neutralization by alkaline after treatment is essential
[57].
CH2O
n
OH
OH
OH
OH
HO CH2OH
CH2
HH
H
HHHH
H H
H O
O
O
O
H
NNHCH2 O CH2 NH C C
NC
N
NHCH2OH
CH2 NHC
O
PCH3O
CH3OCH2
O
Figure 2.3. Chemistry of Pyrovatex CP
An oligomeric vinyl phosphonate finish, Fyrol 76, was developed by Eisenberg and Weil
[58]. Its major difference from the other finishes is that it is cured (made insoluble) by a free
radical mechanism. The formula of Fyrol 76 is given as [59]:
+ + HO-Cell + K2S2O8CH2=CHCNCH2OHO
Hvinyl-phosphonate
Methylolacrylamide
Cellulose potassiumpersulfate
PCH=CH2
O
NCH2OCellO
HCHCH2CH2CH2C
OP
Figure 2.4. Chemistry of Fyrol 76

19
Fyrol 76 is water-soluble, contains 22.5% P, and is used with methylol-acrylamide and a
free-radical catalyst, e.g. persulfate, with a conventional pad-dry-cure-wash procedure with little
odor in the plant. Cure temperatures are in the range of 150-175oC. It is claimed that the hand of
the fabrics is soft; tearing-strength retentions on knits are 60-80%. The fabrics exhibit wrinkle
recovery and durable press properties [60]. The process has been demonstrated on cotton flannel,
knits, printed cloth, sheeting, terry cloth, corduroy, and heavy-weight fabrics for tenting, cotton-
rayon blend, and a number of cotton-polyester blends [61]. Fyrol 76 has been applied to cotton-
polyester blends with the acrylamide or TMM coreactant. Bromine derivatives have also been
added [62-63].
(3) Durable flame retardnacy by cellulose esterification
It is not surprising, therefore, that considerable efforts have been made to develop fully
durable FR treatments with low add-ons of chemicals that would overcome the environmental
and toxicity problems, and the processing cost. The first endeavors in this direction were made
on phosphorylation of cellulose by phosphoric acid and diammonium phosphate [64-68].
Phosphorylation can be carried out with many agents: ortho, meta-, pyro-, poly-hexameta-
phosphoric acid, ortho-, pyro-, poly-, meta-phosphorous acid, POCl3, diammonium phosphate,
and urea-phosphoric acid. The phosphorylation is carried out by a pad-dry-cure procedure,
170oC-2H2OCELL O P
O ONH4
ONH4CELL O P
O NH2
NH2
Figure 2.5 Chemistry of cellulose esterification
usually with high yield. The cellulose is severely degraded by the drying and curing at the higher
temperatures and the low pH values involved. The flame resistance of the cellulose esterified

20
with ethyl-, phenyl-, or boron-substituted phosphoric acid is inferior [66]. Urea assists the
phosphorylation and it is believed that it serves as a limited swelling agent for the cellulose and a
solvent for the phosphorylating agent, since it is in the molten state in the range of curing
temperatures.
(4) Sulfation-phosphorylation
Sulfation of cellulose with ammonium sulfamate (AS) in the presence of urea or urea-
based cross-linking agents imparts to cellulose an excellent flame resistance that is durable to
over 50 alkaline soft- and hard-water launderings [69-71]. A weight gain of ~10% corresponding
to 3% bound sulfur was found necessary to obtain this effect. The sulfated fabrics exhibited a
high degree of afterglow. It was shown that this severe after-glowing could be overcome by the
addition of phosphorus either by after-treatment with DAP, which is not durable, or by a
combined and simultaneous sulfation and phosphorylation treatment with ammonium sulfamate
and phosphorus triamide.
(5) Esterification with phosphoramides
Cellulose can be esterified with methyl and chloromethyl phosphoramides
ClCH2P(O)(NH2)2 (CMPDA), CH3P(O)(NH2)2 (MPDA) and CH3P(O)(NHNH2)2
with high yields of P [72-75]. The highest yields were obtained on the dihydrazide, whereas the
diamide CH3P(O)(NH2)2 gave P yields in a high extent. The least reactive are the amidate and
the hydrazidate in which -OCH3 and -OC2H5 groups replace one of the -NH2 or NHNH2 groups.
It appears that the phosphorylation of the cellulose occurred with one of the amide groups so that
one other amide group remained attached to the fiber. Upon hydrolysis, this amide group would
hydrolyze and the acid cellulose phosphonate would have only half the cation exchange capacity
of the monoester phosphates; their affinity to calcium ions is therefore lower. The physical

21
properties are similar to those obtained upon sulfation-phosphorylation. Urea, formaldehyde, or
TMM added in small amounts assist in preventing the yellow discoloration of the cellulose
phosphonates. A small degree of wrinkle recovery is also observed, similar to the case of
phosphorylation with phosphorus triamide [76].
Phosphorus-Nitrogen Synergism
Phosphorus-nitrogen synergism is defined as an effect greater than that predicted on the
basis of additivity of the activities of individual FR components. The enhancing effect of a non-
FR additive on a FR system is also usually termed synergism [77]. There are several ways to
evaluate synergism: (1) a calculation definition is that if the slope of the response curve versus
concentration of A is greater at a given concentration of A with B present than without B present,
then B is synergizing A at that concentration of A and B; (2) a statistical definition is that if the
fit of experimental flammability data to the concentrations of the effective ingredients in a
regression equation is improved by the inclusion of a positive “interaction term”, then
“synergism” can be declared [78].
Some work on the quantitative basis of the interaction of nitrogen and phosphorus in
cellulose flame retardancy has been done. The interaction of phosphorus and nitrogen in cotton
treated with “Pyrovatex CP” and various nitrogen-based chemicals was studied in detail [79], a
nearly perfect linear relationships between LOI and % P or % N was observed. These results are
the best evidence for interpreting the phosphorus-nitrogen synergism. Willard and Wondra [79]
also found that flammability depended on the concentration of phosphorus and structure of the
nitrogen based compounds, and that the limiting oxygen index (LOI) can be increased, left
unchanged, or even decreased by increasing the nitrogen content. It appears worthy of note that

22
the best synergistic result was observed with a melamine having relatively nonbasic NH-groups,
while poorer results came with a fully substituted urea lacking NH-groups, and the poorest
(actually antagonistic) results occurred with a fully substituted urea having a tertiary amine
group. A further study at USDA [80] revealed that in a finish based on THPC and 0.8% nitrogen
from different sources, the best and next best flame resistance was observed with nitrogen in the
form of aminoethyl group, and carbamoylethyl group respectively; on the other hand, poor flame
resistance, even inferior to the nitrogen-free control, was observed where the nitrogen was
present as cyanoethyl groups. A study was also made [80] to explain the deleterious effect of the
nitrile structure on flame retardancy. It was found that during pyrolysis of the fabrics containing
nitrile structures much of the phosphorus was lost by volatilization, whereas the other fabrics
without nitrogen or with the amine or amide groups retained nearly all of the phosphorus in the
ash when pyrolyzed. It was clear that the melamine-formaldehyde resin was an effective
synergist for urea-phosphate. However, there were controversial results on the synergism of
DMDHEU [78, 80].
The mechanism of the nitrogen compound interaction with phosphorus on cellulose has
not been studied in detail [80-84]. It is reasonable to expect that the mechanism of phosphorus-
nitrogen synergism is related to the phosphorylation of cellulose. Nitrogen compound have been
shown to promote the thermal polycondensation of phosphoric acid to polyphosphoric acid [85-
86]. The nitrogen compounds used as synergists, for example, methylolmelamine, have some
flame retardant activity in their own right, incorporation of amino structures in carbohydrates is
reported to favor decomposition at lower temperatures to water plus char [87]. Combinations of
nitrogen compounds such as urea, methylolmelamine with acids such as phosphoric acid produce,
upon exposure to flame, intumescent chars which because of their good thermal insulating

23
character tend to protect the underlying combustible substrate [88]. For some of the structures
employed in practical cellulose flame retardancy, such as N-methylol dimethyl
phosphonopropionamide, a nucleophilic attack by the nitrogen groups on the alkyl-O-P linkage
may take place first which would cause the phosphorus to be retained as a nonvolatile amine salt
or acid. Elemental analyses of char residues [89] show that effective N-P combinations leave a
substance analyzing as P-N-O in the residue. PNO is described in the chemical literature as a
thermally stable amorphous substance [90]. The research at Clemson [91] studied the effect of
incorporating a P-N bond into phosphorus flame retardant on cotton. The interaction of the
phosphorus and nitrogen compounds catalyzed the degradation of cellulose more effectively,
probably through the formation of some intermediate products. The appropriate nitrogen
compounds can assist the phosphorylation of cellulose by phosphorus-containing flame
retardants. Another phosphorus-nitrogen synergism theory was also proposed by Lyons. It was
said that nitrogen acids may form an acid char formation, and that nitrogen oxides may act as
free-radical traps in the vapor phase. However, it is difficult to find any experimental support for
the these suggestions.
In our past research [92], we found that both melamine and DMDHEU function as
nitrogen providers for a reactive organophosphorus phosphate/phosphonate (HFPO) system, thus
enhancing its flame retardancy. We also found that TMM is a more efficient nitrogen provider
than DMDHEU for the system. The cotton fabric treated with HFPO/TMM has significantly
higher initial LOI than that treated with HFPO/DMDHEU. However, the mechanistic aspects and
the phosphorus-nitrogen difference of TMM and DMDHEU are not known.

24
References 1. O Wyld, BP 551 (1735).
2. J L Gay-Lussac, Ann. Chim. Phys. 18 (No. 2,1821), 211.
3 A. R. Horrocks, Rev. Prog. Coloration 16 (1986) 62.
4. R. H. Barker, G. L. Drake, Y.E. Hendrix, J. Appl. Polym. Sci. 20 (1976) 689.
5. R. H. Barker, G. L. Drake, Y.E. Hendrix, J. Appl. Polym. Sci. 27 (1982) 588.
6. A. R. Horrocks, Polym. Deg. Stab. 54 (1996) 143.
7. R. H. Barker and M. P. Drews, Fire Mater. 2 (1978) 37.
8. R. W. Little, Flameproofing Textile Fabrics. (R. W. Little Ed.),Reinhold, New York
(1947).
9. A. Basch and M. Lewin, Text. Res. J. 43 (1973) 693.
10. J. E. Hendrix, J. E. Bostic Jr., E. S. Olson, and R. H. Barker, L. J. Appl. Polym. Sci. 14
(1970) 1701.
11. F. Shadizadeh, J. Appl. Polym. Sci. 28 (1975) 153.
12. E. L. Lawton and C. T. Setzer, Flame Retardant Polymeric Materials, Vol. 1. (M. Lewin,
S. M. Atlas, and E. M. Pearce, Eds.). Plenum Press, New York (1975).
13. J. E. Hendrix, G. L. Drake Jr., and R. H. Barker, J. Appl. Polym. Sci. 16 (1972) 257.
14. W. A. Reeves and J. Z. Smitherman, Am. Dyest. Rep. 67 (1978) 64.
15. W. F. Baitinger and P. L. Haynes, Text. Res. J. 50 (1980) 201.
16. N. F. Olson and J. R. Bollinger, Text. Res. J. 50 (1980) 310.
17. W. A. Reeves and Y. B. Marquette, Text. Res. J. 49 (1979) 163.
18. J. W. Weaver, Text. Chem. Color. 8 (1976) 176.
19. E. B. Nielson and H. R. Richards, Text. Chem. Color. 2 (1970) 35.
20. J. J. Grantfest and E. M. Young, Am. Soc. Div. Org. Cont. Plast. Papers 21 (1962) 113.
21. J. E Kresta and K. C. Frisch, J. Cell. Plast. 11 (1975) 68.
22. F. J. Kilzer and A. Broido, Pyrodynamics, 2 (1965) 151.
23. E. L. Back, Technical Section, Pulp and Paper Magazine of Canada 68 (1967) 1.
24. H. Roderig, A. Basch, and M. Lewin, J. Polym. Sci. Polym. Chem. Ed. 13 (1975) 1921.
25. M. Lewin, A. Basch, and H. Roderig, Proc. Int. Symp. Macromolecules, (E. B. Mano,
Ed.) 225 (1975).
26. A. Basch and M. Lewin, J. Polym. Sci. Polym. Chem. Ed. 11 (1973) 3071.

25
27. A. Basch and M. Lewin, J. Polym. Sci. Polym. Chem. Ed. 12 (1974) 2053.
28. G. C. Tesoro, S. B. Sello, and J. J. Willard, Text. Res. J. 39 (1969) 180.
29. G. I. Minkoff and C. F. H. Tipper, Chemistry of Combustion Reactions. Butterworth’s,
London (1962).
30. V. Ya. Shtern, The Gas-phase Oxidation of Hydrocarbons. Macmillan, New York (1964).
31. J. W. Lyons, The Chemistry and Use of Fire-Retardants, Wiley-Interscience, New York,
290 (1970).
32. C. F. Cullis and M. M. Herschler, The Combustion of Organic Polymers, Clarendon
Press, Oxford (1981).
33. R. R. Montgomery, C. F. Reinhardt, and J. B. Terril, J. Fire Flammability 2 (1975) 179.
34. C. P. Fenimore and F. J. Martin, Combust. Flame 10 (1966) 296.
35. R. W. Little, Flame-proofing Textile Fabrics, (R. W. Little, Ed.). Reinhold, New York
(1947).
36. M. Lewin and S. B. Sello, Flame Retardant Polymeric Materials, Vol. 1. (M. Lewin, S.
M. Atlas, and E. M. Pearce, Eds.) Plenum Press, New York (1975).
37. J. L. Kurlychek, U. S. Pat. 878,792 (1953).
38. A. J. Hall, Text. World 116 (1966) 98.
39. L. Cheek, T. Summers and N Olsen AATCC Tech Conf., (1983) 350.
40. R. Liepine, S. Gilbert, F. Tibbetts and J. Kearney, J. Appl. Polym. Sci. 17 (1973) 2523.
41. D. J. Daigle, A. B. Pepperman, G. L. Grake and W. A. Reeves, Text. Res. J. 42 (1972)
347.
42. A. Hoffman, J. Amer. Chem. Soc. 43 (1921) 1684.
43. W. A. Reeves, F. F. Flyn and J. D. Guthrie, J. Amer. Chem. Soc., 77 (1955) 3923.
44. W. A. Reeves, G. L. Drake, J. V. Beninate, and R. M. Perkins, Text. Chem. Color 1
(1969) 365.
45. D. J. Donaldson, F. L. Normand, W. A. Reeves, J. Fire Flammability, 2 (No. 3, 1975)
189.
46. A. B. Pepperman and S. L. Vail, J. Fire Flammability, 2 (No. 2, 1975) 110.
47. Br. Pat. 1,007,580 (1965); 1,065,547 (1967).
48. G. M. Wagner, U.S. Pat. 3,310,419 (1967); 3,310,420(1967).
49. J. P. Moreau, L. H. Chance, and G. L. Drake Jr., Am. Dyest. Rep. 62,31,67 (1973).

26
50. J. D. Reid, J. G. L. Frick, and R. L. Arseneaux, Text. Res. J. 26 (1956) 145.
51. C. Hamalainen, W. A. Reeves, and J. D. Guthrie, Text. Res. J. 26 (1956) 145.
52. G. C. Tesoro, Macromolecular Reviews 13 (1978) 278.
53. J. V. Beninate, E. K. Boylston, G. L. Drake, and W. A. Reeves, Text. Res. J. 38 (1968)
267.
54. J. V. Beninate, E. K. Boylston, G. L. Drake, and W. A. Reeves, Text. Ind. 131(1967) 110.
55. J. V. Beninate, E. K. Boylston, G. L. Drake, and W. A. Reeves, Am. Dyest. Rep. 57
(1968) 981.
56. R. Aenishanslin, C. Guth, P. Hoffman, A. Maeder, and H. Nachbur, Text. Res. J.
39(1969) 375.
57. R.D. Mehta, Amer. Dyestuff Rep., 65 (1976) 39.
58. B. J. Eisenberg and E. D. Weil, Text Chem. Color. 6 (1974) 140.
59. G. J. Leitner, J. Coated Fabrics, 6 (1976) 3.
60. E. D. Weil, Flame Retardant Polymeric Materials, Vol. 2. (M. Lewin, S. M. Atlas, and E.
M. Pearce, Eds.). Plenum Press, New York (1978).
61. K. M. Masuda and M. Tomita, J. Fire Retard. Chem. 7 (1980) 228.
62. E. D. Weil, Flame Retardant Polymeric Materials, Vol. 3. (W. C. Kuryla and A. J. Papa,
Eds.). Marcel Dekker, Inc., New York (1975).
63. E. D. Weil, and R. B. Marquette, J. Fire Retardant Chemistry, 5 (1978) 65.
64. A. C. Nuessle, F. M. Ford, W. P. Hall, and A. L. Lippert, Text. Res. J. 26(1956) 32.
65. J. D. Reid and L. W. Mazzeno, Ind. Eng. Chem. 41 (1949) 2828.
66. F. V. Davis, J. Findlay, and E. Rogers, J. Text. Inst. 40 (1949) T839.
67. D. M. Galagher, Am. Dyest. Rep. 53 (1964) 361.
68. S. J. O’Brien, Text. Res. J. 38(1968) 256.
69. M. Lewin, P. Isaacs, S. B. Sello, and C. Stevens, Text. Res. J. 47 (1974) 700.
70. A. Basch, T. Wasserman, M. Lewin, and Y. Halpern, Cell. Chem. Tech. 5 (1971) 353.
71. W. A. Reeves, R. M. Perkins, and G. L. Drake Jr. Text. Res. J. 40 (1970) 223.
72. G. C. Tesoro, E. I. Valko, and W. F. Olds, Text. Res. J. 46 (1976) 152.
73. G. C. Tesoro, E. I. Valko, and W. F. Olds, U. S. Pat. 4,092,108. (1978).
74. G. C. Tesoro, E. I. Valko, and W. F. Olds, Text. Res. J. 40 (1970)116.
75. G. C. Tesoro, E. I. Valko, and W. F. Olds, U. S. Pat. 4,111,652 (1978).

27
76. S. J. O’Brien and R. G. Weyker, Text. Chem. Color, 3 (1971) 185.
77. M. Lewin, S. B. Sello, in Handbook of Fiber Science and Technology, Vol. 2, Part A,
Marcel Dekker, Inc., New York (1984)47.
78 E. D. Weil, in Flame Retardancy of Polymeric Materials, Vol. 3 Chapter 3, Marcel
Dekker, Inc., New York (1975) 186.
79. J. J. Willard and R. E. Wondra, Text. Res. J., 40 (1970) 203.
80. W. A. Reeves, R. M. Perkins, B. Piccolo, and G. L. Drake, Text Res. J., 40(1970) 223.
81. N. B. Kneopfler and P. A. Keonig, U. S. Pat. 3,629,052 (1971).
82. G. C. Tesoro, S. B. Sello, and J. J. Willard, Text Res. J., 38 (1968) 245.
83. G. C. Tesoro, S. B. Sello, and J. J. Willard, Text Res. J., 39(1969) 180.
84. A. D. F. Toy and R. S. Cooper, U. S. Pat. 2,867,547 (1959); 2,867,548 (1959).
85. A. W. Frazier, U.S. Pat. 3,342,579 (1967).
86. C. Y. Shen , N. E. Stahlheber and D. R. Dyroff . J. Am. Chem. Soc. 91 (1969) 62.
87. G. D. McGinnis, F. Shafizadeh, and R. Susott. Chem. And Eng. News. Apr.17, (1972)
37.
88. H. L. Vandersall, J. Fire and Flammability, 2 (1971) 97.
89. W. A. Reeves, R. M. Perkins, B. Piccolo, and G. L. Drake, Text Res. J., 40(1970) 223.
90. J. E. Hendrix, J. E. Bostic, Jr., E. S. Olson, and R. H. Barker, J. Appl. Polymer Sci., 14
(1970) 1701.
91. J. E. Hendrix, J. E. Bostic, Jr., E. S. Olson, and R. H. Barker, J. Appl. Polymer Sci., 16
(1972) 258.
92. W. Wu, and C. Yang, J. Fire Sci., 22(2004) 125.

28
CHAPTER 3
COMPARISON OF DMDHEU AND MELAMINE-FORMALDEHYDE AS THE
BONDING AGENTS FOR A HYDROXY-FUNCTIONAL
ORGANOPHOSPHORUS FLAME RETARDANT AGENT ON COTTON1
_________________________________________ 1 Wu, W and Yang CQ, 2004. Journal of Fire Sciences, 22:125-141.Reprint here by permission.

29
ABSTRACT
It is necessary to use a crosslinking agent to bond a flame retarding hydroxy-functional
organophosphorus oligomer (HFPO) to cotton so that the flame resistance of the treated cotton
fabric can be durable to multiple home laundering. Both dimethyloldihydroxyethyleneurea
(DMDHEU) and trimethylolmelamine (TMM) have been used as the bonding agents between
HFPO and cotton. The vertical flammability, limiting oxygen index (LOI) and phosphorus
content after different numbers of laundering cycles as well as the wrinkle resistance and tensile
strength of the cotton fabric treated with HFPO/DMDHEU and HFPO/TMM was investigated
and compared in this research. We found that DMDHEU is more effective for crosslinking
cotton cellulose and for crosslinking between HFPO and cotton than TMM. We also found that
the bonding formed by DMDHEU between cotton and HFPO is more durable to multiple
laundering than that formed by TMM. TMM is a more effective nitrogen provider than
DMDHEU to enhance the flame resistance of the treated cotton fabric through phosphorus-
nitrogen synergism; therefore the presence of TMM in the flame retardant finishing system
significantly increases the flame resistance of the treated fabric. DMDHEU, as an effective
crosslinking agent for cotton, cause more fabric strength loss than TMM.
INDEX WORDS: Cotton, Crosslinking, DMDHEU, Durable flame retardant finishes,
Trimethylolmelamine, Organophosphorus chemicals.

30
INTRODUCTION
Reducing the flammability of fibrous materials, such as textile fibers and fabrics, has
been one of the major challenges facing the scientific and industrial communities. Flame
resistance is a desirable property that can be imparted to cotton fabrics by means of chemical
finishing. Currently, the commercially available durable flame retardants for cellulosic fibers
include the pre-condensate/ammonia process (known as “Proban”) and reactive
organophosphorus flame retardant compounds, such as N-methylol dimethy-
phosphonopropionamide and its commercial versions with the trade name of “Pyrovatex CP” [1-
2]. To achieve durable flame retarding performance, those reagents were designed to react with
cellulosic substrate or to self-condense under conventional finishing conditions. However, the
reactive organophosphorus flame retarding system contains significant levels of formaldehyde, a
known carcinogen. The “Proban” technology requires the use of an ammoniation chamber,
which is not compatible to most of the finishing operations in the industry. Those finishing
treatment may also cause significant fabric strength loss and adverse effect on fabric handle
properties [3].
In our previous research, we developed a nonformaldehyde flame retarding system for
cotton based on a hydroxy-functional organophosphorus oligomer (HFPO), such as the one
shown in Scheme 3.1 as the flame retardant agent and a polycarboxylic acid as the bonding agent
[4]. We also studied the chemical reactions on the cotton fabric treated with HFPO and 1,2,3,4-
butanetetracarboxylic acid (BTCA) [5-6].
N-methylol reagents, such as DMDHEU, have long been used in the textile industry as
the crosslinking agents for cotton to produce wrinkle-resistant cotton fabrics and garment [7].
TMM resins are used as crosslinking agents for wood pulp cellulose to impart high wet strength

31
H [ OCH2CH2O P
O
]2X
[ CH2OOCH2 ]OP
X OHCH2CH2O
OCH3 CH3
Scheme 3.1
retention to paper [8]. TMM is also used as a nitrogen-provider for N-methylol
dimethyphosphonopropionamide flame retardant agent [9].
In our previous research, we investigated the correlation between LOI and the
phosphorus content of the cotton treated with the HFPO/DMDHEU and HFPO/TMM systems
[10, 11]. In this research, we studied and compared the reactivity of DMDHEU and TMM in the
flame retarding systems based on HFPO, examined the phosphorus-nitrogen synergism, and
evaluated the flame retarding performance as well as strength retention of the cotton fabric
treated with two different flame retarding systems.
EXPERIMENTAL
Materials
The fabric used was a desized, scoured, and bleached 40x40 cotton printcloth weighing
108 g/m2 (Testfabrics Style 400). The hydroxy-functional organophosphorus oligomer with the
commercial name of “Fyroltex HP” was supplied by Akzo Nobel Chemical Inc., Dobbs Ferry,
New York. DMDHEU with the commercial name of “Freerez 900” was supplied by Noveon,
Cleveland, Ohio. The trimethylolmelamine (TMM) with the trade name of “ECCO REZ M-300”
was supplied by Eastern Color & Chemical Company, Greenville, South Carolina. The catalysts
(ammonium chloride and phosphorous acid) were all reagent-grade chemicals supplied by J.T.
Baker, New Jersey, and Aldrich, Wisconsin, respectively.

32
Fabric Treatment and Home Laundering Procedures
The fabric was first immersed in a finish solution containing HFPO, DMDHEU or TMM,
and a catalyst, then passed through a laboratory padder with two dips and two nips, dried at 90°C
for 3 min, and finally cured in a Mathis curing oven at 165°C for 2.5 min. NH4Cl and H3PO3
were used as the catalysts for DMDHEU and TMM, respectively. The weight ratios of
NH4Cl/DMDHEU and H3PO3/TMM were 0.04 and 0.03 in all the formulas, respectively. All the
concentrations presented here are based on weight of bath (w/w, %). Both the concentrations
(w/w) of DMDHEU and TMM are based on 100% solid. The wet pick-up of the cotton fabric
was approximately 105±3%. After curing, the treated cotton fabric was subjected to different
number of home laundering (HLTD) cycles with the use of “AATCC Standard Detergent 1993”.
The home laundering procedure was done according to AATCC Test Method 124-1996
(“Appearance of Fabrics After Repeated Home Laundering”). The water temperature for
laundering was approximately 46°C.
Fabric Performance Evaluation
The vertical flammability of the cotton fabric was measured according to ASTM
Standard Method D6413-99. The limiting oxygen index (LOI) of the cotton fabric was measured
according to ASTM Standard Method D2863-00. The tensile strength of the fabric was
measured according to ASTM Standard Method D5035-95. The conditioned wrinkle recovery
angle (WRA) was measured according to AATCC Standard Method 66-1998. The fabric tensile
strength and WRA were evaluated after one laundering cycle.
Determination of Phosphorus Concentration on the Treated Cotton Fabric
Approximately 2g of treated cotton fabric taken from different parts of a larger fabric
specimen were ground in a Wiley mill into a powder to improve sample uniformity. 2 ml of

33
concentrated H2SO4 were added to 0.1 g of cotton powder. 10 ml of 30% H2O2 was added
dropwise to the mixture, allowing the reaction to subside between drops. The reaction mixture
was then heated at approximately 250ºC to digest the powder and to evaporate the water until
dense SO3 vapor is produced. The completely digested cotton sample as a clear solution was
transferred to a 50-ml volumetric flask, and then diluted with distilled/deionized water. The
sample thus prepared was analyzed with a Thermo-Farrell-Ash Model 965 inductively coupled
plasma atomic emission spectrometer (ICP/AES) to determine the phosphorus concentration.
RESULTS AND DISCUSSION
The cotton fabric was treated with DMDHEU/NH4Cl and TMM/H3PO3 at different
concentration levels individually, and then cured at 165ºC for 2.5 min. The conditioned WRA of
the cotton fabric treated with DMDHEU and that treated with TMM is plotted against the
concentration of the crosslinker in Figure 3.1. For both the fabric treated with DMDHEU and
that treated with TMM, the WRA increased as the concentration of crosslinkers was increased
(Figure 3.1). The WRA of the cotton fabric treated with DMDHEU is evidently much higher
than that of treated with TMM, and the difference in WRA between the two crosslinkers
increased as their concentration was increased (Figure 3.1). The WRA of the fabric treated with
5% DMDHEU is 33º higher than that treated with 5% TMM. The significantly higher WRA for
the fabric treated with DMDHEU demonstrates that DMDHEU is more reactive for crosslinking
cotton than TMM.
DMDHEU (Scheme 3.2) has four hemiacetal groups to react with the hydroxyl groups of
cellulose to form crosslinking among cellulose molecules. The two groups derived from

34
220
240
260
280
300
320
1.0 2.0 3.0 4.0 5.0 6.0
Concentration of Crosslinker (%)
WR
A (W
+F, d
egre
e) DMDHEU
TMM
Figure 3.1. The WRA of cotton fabric treated with DMDHEU or TMM at different
concentrations and cured at 165ºC for 2.5 min.
180
200
220
240
260
280
300
1.0 2.0 3.0 4.0 5.0 6.0
Concentration of Crosslinker (%)
WR
A(W
+F,d
egre
e)
HFPO/DMDHEU
HFPO/TMM
Figure 3.2. The WRA of cotton fabric treated with 32% HFPO and a crosslinker at different
concentrations and cured at 165oC for 2.5 min.

35
formaldehyde in a DMDHEU molecule is significantly more reactive than those derived from
glyoxal.
CH2C
O
CH CH OH
CH2N N
HO
HO OH
Scheme 3.2
Methylolated melamine, a class of formaldehyde-based melamine resin, is the reaction
product of melamine and formaldehyde at slightly alkaline conditions (Scheme 3.3). It is able to
self-condense between methylol and amine groups to form polymers with methylene
3H2C ONH2 CN C
NH2
NCN
NH2
+ HOH2CHN CN C
NCN
NHCH2OH
NHCH2OH
-H2O
N N
N N
N CH2OH
N
+
N N
N N
N
N
H
N N
N N
N
N
CH2 N N
N N
N
N
Scheme 3.3

36
bridges [12], shown in Scheme 3.3, in addition to forming crosslinkages between cellulosic
hydroxyl groups on cotton. Consequently, TMM is a less efficient crosslinking agent for cotton
than DMDHEU as indicated by the lower WRA of the treated cotton fabric shown in Figure 3.1.
The cotton fabric was also treated with 32% HFPO in combination with DMDHEU or
TMM at different concentration levels, and then cured at 165ºC for 2.5 min. The conditioned
WRA of the fabric thus treated is shown as a function of the concentration of the crosslinker in
Figure3.2. For both DMDHEU and TMM, the WRA of the treated fabric significantly
decreased as the HFPO was present in the treatment solutions. The WRA of the fabric treated
with 5% DMDHEU was 315º, and it decreased to 295º when the fabric was treated with 5%
DMDHEU and 32% HFPO (Figure 3.2). This was an indication that the hydroxyl of the HFPO
competed with cellulosic hydroxyl to react with DMDHEU, thus reducing the amount of
crosslinkages among cellulose molecules.
The WRA of the cotton fabric treated with TMM increased from 231 to 289º as the TMM
concentration increased from 1.0 to 6.0% (Figure 3.1). The WRA of the cotton fabric treated
with HFPO/TMM was drastically reduced when 32% HFPO was present together with TMM.
Figure 3.2 shows that the WRA of the fabric treated with HFPO/TMM remained practically
unchanged as the concentration of TMM was increased from 1.0 to 6.0% (Figure 3.2). The
WRA of the fabric treated with HFPO/TMM in the 206-211º range is very close to that of the
control fabric (around 200º), thus indicating that in the presence of 32% HFPO, the
overwhelming majority of TMM reacted with HFPO, self condensed or singly bound to
cellulose, and the amount of TMM crosslinking cotton was insignificant.
The tensile strength in the filling direction of the cotton fabric treated with TMM at
different concentrations and that treated with 32% HFPO and TMM at different concentration

37
levels, and cured at 165º for 2.5 min is shown in Figure 3.3. As the concentrations of TMM
increased from 1.0 to 6.0%, the fabric strength decreased from 16.2 to 13.5 kg (Figure 3.3). The
reduction of the fabric tensile is a result of crosslinking of cellulose molecules by TMM, since
crosslinking cellulose reduced the tensile strength of cotton fabrics [13]. When 32% HFPO was
present in combination with TMM, the tensile strength of cotton fabric thus treated remained
unchanged in the same TMM concentration range (1.0-6.0%) (Figure 3.3). The nearly 100%
fabric strength retention confirms that in the presence of 32% HFPO, the amount of TMM
crosslinking on the cotton was insignificant.
Presented in Figure 3.4 is the tensile strength in the filling direction of cotton fabric
treated with DMDHEU at different concentrations and that treated with 32% HFPO and
DMDHEU at different concentrations and cured at 165º for 2.5 min. The data show that the
presence of HFPO together with DMDHEU significantly reduced the fabric strength loss due to
the reaction between DMDHEU and HFPO, which reduces the amount of crosslinking of
cellulose formed by DMDHEU.
The percent phosphorus content of the cotton fabric treated with 32% HFPO in
combination with DMDHEU or TMM at different concentration levels, cured at 165ºC for 2.5
min, and subjected to 1 and 12 home laundering cycles is presented in Figures 3.5 and 3.6,
respectively. The cotton fabric treated with 32% HFPO contained 5.26% phosphorus before
laundering. The cotton fabric treated with 32% HFPO and 1.0% DMEHEU had 1.64%
phosphorus (31% retention) after one laundering cycle, and the phosphorus content increased to
4.38% (83% retention) when the DMDHEU concentration increased to 10% (Figure 3.5). For
the cotton fabric treated with HFPO/TMM, its phosphorus concentration increased from 1.10%
(21% retention) to 2.80% (53% retention) when the TMM concentration was raised from 1.0 to

38
13.0
14.0
15.0
16.0
17.0
18.0
1.0 2.0 3.0 4.0 5.0 6.0
Concentrations of Crosslinker (%)
Tens
ile s
tren
gth
(filli
ng,k
gf)
TMM only
HFPO/TMM
Figure 3.3. The tensile strength in the filling direction of the cotton fabric treated with 32%
HFPO in combination with TMM of different concentrations, and that treated with TMM of
different concentrations, and cured at 165ºC for 2.5 min.
7.0
8.0
9.0
10.0
11.0
12.0
13.0
14.0
15.0
1.0 2.0 3.0 4.0 5.0 6.0
Concentration of Crosslinker (%)
Tens
ile s
tren
gth(
fillin
g,kg
f
DMDHEU only
HFPO/DMDHEU
Figure 3.4. The tensile strength in the filling direction of the cotton fabric treated with 32%
HFPO in combination with DMDHEU of different concentrations, and that treated with
DMDHEU of different concentrations, and cured at 165ºC for 2.5 min.

39
6.0% (Figure 3.5). The amount of HFPO bound to the cotton fabric by DMDHEU is notably
higher than that bound by TMM. Thus, the data presented here clearly indicate that DMDHEU
is more efficient for binding HFPO to cotton.
After the treated cotton fabric was subjected to 12 home laundering cycles, the
phosphorus content on the fabric treated with HFPO/DMDHEU ranged from 1.07 to 4.10% on
the fabric, representing 20 to 78% retention, when the DMDHEU concentration increased from
1.0 to 10.0%, respectively (Figure 3.6). When TMM was used as the crosslinker, the phosphorus
content increased from 0.40 to 1.84%, representing 8 to 35% retention, in the same crosslinker
concentration range. The data show that the difference in phosphorus content between the cotton
fabric treated with HFPO/DMDHEU and that treated with HFPO/TMM became more
pronounced as the number of home laundering cycles was increased to 12. Thus, the data clearly
demonstrate that the bonding between HFPO and cotton formed by DMDHEU is more durable to
multiple home launderings than that formed by TMM.
The LOI of the cotton fabric treated with 32% HFPO in combination with a crosslinker
(DMDHEU or TMM) at different concentrations and cured at 165ºC for 2.5 min before
laundering is plotted against the concentration of the crosslinker in Figure 3.7. All the flame
retarding finish solutions used to treat the cotton fabric contained the same concentration (32%)
of HFPO, and the phosphorus of the treated cotton fabric was around 5.3% before laundering.
The LOI of the fabric treated with HFPO/DMDHEU and that treated with HFPO/TMM
increased as the concentration of the crosslinkers increased, thus indicating both crosslinkers,
i.e., DMDHEU and TMM, enhance the flame retarding performance of the treated cotton fabric.
The enhancing effects of a nonflame retarding additive to a flame retarding agent are one of the
two definitions of synergism [9]. The data show that TMM is a more efficient nitrogen provider,

40
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
Concentration of Crosslinker (%)
Phos
phor
us c
onte
nt (%
)
HFPO/TMM
HFPO/DMDHEU
Figure 3.5. The phosphorus content of the cotton fabric treated with treated with 32%
HFPO in combination with a crosslinker (DMDHEU or TMM) at different
concentrations, cured at 165ºC for 2.5 min and subjected to 1 home laundering cycle.
0.00
1.00
2.00
3.00
4.00
5.00
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
Concentration of Crosslinker (%)
Phos
phor
us c
onte
nt (%
)
HFPO/TMM
HFPO/DMDHEU
Figure 3.6. The phosphorus content of the cotton fabric treated with treated with 32% HFPO
in combination with a crosslinker (DMDHEU or TMM) at different concentrations, cured at
165ºC for 2.5 min and subjected to 12 home laundering cycles.

41
because the cotton fabric treated with HFPO/TMM has significantly higher LOI than that treated
with HFPO/DMDHEU at the same HFPO and crosslinker concentrations (Figure 3.7).
The LOI of the treated cotton fabric subjected to 1 and 12 home laundering cycles is
presented as a function of the concentration of the crosslinker in Figures 3.8 and 3.9,
respectively. One observes that the LOI of the fabric treated with HFPO/TMM was lower than
that treated with HFPO/DMDHEU when the crosslinker concentration was below 4.0% (Figures
3.8). The relatively lower LOI for the fabric treated with HFPO/TMM is due to the relatively
lower phosphorus content of the fabric as shown in Figures 3.5. When the TMM concentration
increased to 6.0% and beyond, the LOI of the treated fabric was similar or higher than that
treated with HFPO/DMDHEU (Figures 3.8 and 3.9). The enhancement in flame retarding
performance provided by TMM due to phosphorus-nitrogen synergism became more significant
at higher TMM concentrations since TMM is a more efficient nitrogen provider. The fact that
the difference between the fabric treated with HFPO/DMDHEU and that treated with
HFPO/TMM became smaller after 12 washes, as shown in Figure 3.9, is evidently due to the low
durability of the HFPO/TMM system. The vertical flammability of the treated cotton fabric
presented in Table 3.1 is consistent with LOI data shown in Figure 3.8 and 3.9.
The cotton fabric was treated HFPO at different concentrations and 6% crosslinker, and
cured at 165ºC for 2.5 min. The LOI of the fabric thus treated before laundering is plotted
against the HFPO concentration in Figure 3.10. The LOI of the cotton fabric treated with
HFPO/TMM increased from 32.8 to 34.1 as the HFPO concentration increased from 25 to 45%,
whereas it increased from 29.7 to 31.9 for the fabric treated with HFPO/DMDHEU at the same

42
28.0
29.0
30.0
31.0
32.0
33.0
34.0
35.0
36.0
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
Concentration of Crosslinker (%)
LOI (
%)
HFPO/DMDHEU
HFPO/TMM
Figure 3.7. The LOI of the cotton fabric treated with 32% HFPO and a crosslinker (DMDHEU or
TMM) at different concentrations and cured at 165ºC for 2.5 min (before wash).
24.0
26.0
28.0
30.0
32.0
34.0
0.0 2.0 4.0 6.0 8.0 10.0
Concentration of Crosslinker (%)
LOI (
%) HFPO/DMDHEU
HFPO/TMM
Figure 3.8. The LOI of the cotton fabric treated with 32% HFPO and a crosslinker (DMDHEU or
TMM) at different concentrations and cured at 165ºC for 2.5 min (after 1 home laundering
cycle).

43
concentration range (Figure 3.10). Thus, the data presented in Figure 3.10 provides additional
evidence that TMM is a more effective nitrogen provider for the HFPO-based flame retarding
system.
The phosphorus content of the cotton fabric treated with 6% DMDHEU and HFPO at the
concentration range 25-45% after one home laundering ranged from 3.12 to 4.53%, whereas it
was 2.43 to 3.02% for the fabric treated with HFPO/TMM at the same concentration (Figure
3.11). After 12 home laundering cycles, the phosphorus content of the cotton fabric treated with
HFPO/DMDHEU ranged 2.59-3.69%, which is significantly higher than that treated with
HFPO/TMM (1.93-2.31%)(Figure 3.12). The difference in phosphorus content between the
fabric treated with HFPO/DMDHEU and that treated with HFPO/TMM increased as the number
of laundering cycle increased. The cotton fabric treated with 35% HFPO and 6.0% DMDHEU
Table 3.1. The vertical flammability of the cotton fabric treated with 32% HFPO, in combination
with DMDHEU and TMM of different concentrations, and cured at 165oC for 2.5 min.
Char length (mm) Crosslinker (%) After 1 HLTD After 12HLTD
DMDHEU 1% 128 >300 DMDHEU 2% 106 127 DMDHEU 4% 98 111 DMDHEU 5% 100 105 DMDHEU 6% 99 127 DMDHEU 8% 94 110 DMDHEU 10% 83 93
TMM 1% >300 >300 TMM 2% >300 >300 TMM 4% 124 255 TMM 5% 130 150 TMM 6% 139 114 TMM 8% 53 106 TMM 10% 77 86

44
22.0
24.0
26.0
28.0
30.0
32.0
34.0
0.0 2.0 4.0 6.0 8.0 10.0
Concentration of Crosslinker (%)
LOI (
%) HFPO/DMDHEU
HFPO/TMM
Figure 3.9. The LOI of the cotton fabric treated with 32% HFPO and a crosslinker (DMDHEU or
TMM) at different concentrations and cured at 165ºC for 2.5 min (after 12 home laundering
cycles).
28.0
29.0
30.0
31.0
25.0 30.0 35.0 40.0 45.0
Concentration of HFPO (%)
LOI (
%)
HFPO/DMDHEU
HFPO/TMM
Figure 3.10. The LOI of the cotton fabric treated with 6% crosslinker in combination with HFPO
at different concentrations (before wash).

45
Table 3.2. The LOI of the cotton fabric treated with 6% cross-linking agents and HFPO at
different concentrations, cured at 165oC for 2.5 min, and subjected to 1 and 12 home laundering
cycles.
LOI (%) HFPO (%)
Crosslinker (%) 1 HLTD 12 HLTD
25 DMDHEU 6 28.4 28.1 30 DMDHEU 6 29.5 29.2 35 DMDHEU 6 29.2 29.0 40 DMDHEU 6 29.4 29.2 45 DMDHEU 6 29.5 29.2 25 TMM 6 30.9 29.3 30 TMM 6 31.3 29.8 35 TMM 6 31.4 29.9 40 TMM 6 31.6 30.0 45 TMM 6 31.8 30.3
Table 3.3. The vertical flammability of the cotton fabric treated with 6% cross-linking agents and
HFPO at different concentrations, cured at 165oC for 2.5 min, and subjected to 1 and 12 home
laundering cycles
Char length (mm) HFPO (%)
Crosslinker (%) 1 HLTD 12 HLTD
25 DMDHEU 6 96 148 30 DMDHEU 6 97 109 35 DMDHEU 6 91 113 40 DMDHEU 6 94 109 45 DMDHEU 6 111 119 25 TMM 6 90 110 30 TMM 6 85 109 35 TMM 6 105 111 40 TMM 6 79 99 45 TMM 6 104 114

46
retained 3.77% phosphorus after one laundering cycle, which was 36% higher than that treated
with HFPO and TMM at the same concentration (2.78%). After 12 laundering cycles, the
phosphorus content on the fabric treated with HFPO/DMDHEU was 69% higher than that treated
with HFPO/TMM. The data demonstrate that DMDHEU is not only much more effective for
binding HFPO to cotton than TMM, and the crosslinking between HFPO and cotton formed by
DMDHEU is also more durable to multiple home laundering than that formed by TMM.
The LOI and vertical flammability of the cotton fabric treated with 6% DMDHEU and
HFPO at different concentrations and cured at 165ºC for 2.5 min is presented in Table 3.2 and
3.3 respectively. After one laundering cycle, the LOI of the fabric treated with HFPO/TMM is
significantly higher than that treated with HFPO/DMDHEU. After 12 laundering cycles, the
LOI of the fabric treated with HFPO/TMM was still higher than that treated with
HFPO/DMDHEU in spite of the fact that the phosphorus concentration on the cotton fabric
treated HFPO/DMDHEU was approximately 70% higher than that treated with HFPO/TMM at
the HFPO concentration range of 30-45% (Table 3.2).
The cotton fabric was treated with HFPO and a crosslinker (DMDHEU or TMM) at a 3:1
(w/w) ratio, and the HFPO concentration ranged from 4 to 40%. The treated fabric was cured at
165ºC for 2.5 min. The LOI and vertical flammability of the cotton thus treated before and after
1 and 12 laundering cycles are presented in Table 3.4. The fabric treated with HFPO/TMM
demonstrated better flame retarding performance at almost all cases in Table 3.4.
In summary, both DMDHEU and TMM function as bonding agent for HFPO and also as
nitrogen provider to enhance the flame retarding performance of the treated cotton fabric.
DMDHEU is a more effective crosslinker between HFPO and cotton, and the bonding formed by
DMDHEU is also more durable to home laundering. When the concentrations of HFPO and the

47
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
25.0 30.0 35.0 40.0 45.0
Concentration of HFPO (%)
Phos
phor
us c
onte
nt (%
)
HFPO/TMM
HFPO/DMDHEU
Figure 3.11. The phosphorus content of the cotton fabric treated with 6% crosslinker in
combination with HFPO at different concentrations (after 1 home laundering cycle).
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
25.0 30.0 35.0 40.0 45.0
Concentration of HFPO (%)
Phos
phor
us c
onte
nt (%
)
HFPO/TMM
HFPO/DMDHEU
Figure 3.12. The phosphorus content of the cotton fabric treated with 6% crosslinker in
combination with HFPO at different concentrations (after 12 home laundering cycles).

48
Table 3.4. The flammability of the cotton fabric treated with different concentrations of
HFPO/cross-linking agents (3:1), cured at 165oC for 2.5 min.
LOI (%) Char length (mm)HFPO (%)
Crosslinker (%) Before
wash 1
HLTD 12
HLTD Before wash
1 HLTD
12 HLTD
4 DMDHEU 1.3 22.5 20.0 19.7 >300 >300 >300 8 DMDHEU 2.7 23.6 21.5 21.4 >300 >300 >300 16 DMDHEU 5.3 28.3 27.1 25.0 98 107 >300 32 DMDHEU 10.7 32.5 30.6 30.5 92 95 104 40 DMDHEU 13.3 34.5 32.9 31.7 77 81 98 4 TMM 1.3 23.0 20.3 19.1 >300 >300 >300 8 TMM 2.7 26.2 23.5 22.3 >300 >300 >300 16 TMM 5.3 29.6 28.3 26.9 93 98 124 32 TMM 10.7 34.5 33.6 33.4 79 86 89 40 TMM 13.3 35.8 34.3 34.6 78 87 89
crosslinker reaches certain levels, however, the effect of phosphorus-nitrogen synergism
becomes the predominant factor in determining the flammability of the treated cotton fabric even
after multiple laundering cycles. The positive effect of TMM’s providing a higher level of
phosphorus-nitrogen synergism exceeds the negative effect of TMM’s lower efficiency for
bonding HFPO to cotton and its low laundering durability. Consequently, the cotton fabric
treated with HFPO/TMM delivers superb flame retarding performance. In addition, the higher
strength retention of the cotton fabric treated with HFPO/TMM is another advantage. TMM
contains much higher levels of formaldehyde than DMDHEU, which must be considered as a
major disadvantage for the HFPO/TMM system.

49
CONCLUSION
DMDHEU and TMM both function as the bonding agents for the hydroxy-functional
organophosphorus flame retardant agent. DMDHEU is more effective for crosslinking cotton
than TMM, thus cause higher fabric wrinkle resistance and higher fabric strength loss.
DMDHEU is also more reactive for bonding HFPO to cotton than TMM, and the HFPO bound
to cotton by DMDHEU is more durable to home laundering than that by TMM. Both DMDHEU
and TMM also function as nitrogen providers for the flame retarding system, thus enhancing its
flame retarding performance. TMM is significantly better nitrogen provider than DMDHEU for
the flame retarding system. The cotton fabric treated with HFPO/TMM has significantly higher
initial flame retarding properties than that treated with HFPO/DMDHEU. When the
concentrations of the flame retarding organophosphorus compound and the crosslinker reach
certain levels, the cotton fabric treated with HFPO/TMM maintain a higher level of flame
retarding properties than that treated with HFPO/DMDHEU even after 12 home laundering
cycles in spite of the fact that the phosphorus retention after laundering on the fabric treated with
HFPO/DMDHEU is significantly higher than that treated with HFPO/TMM.

50
REFERENCES
1. Weil, ED. 1994. “Phosphorus Flame Retardants,” in Kirk Othmer Encyclopedia of
Chemical Technology 4th Ed. Vol. 10, Kroschwitz, J. I. ed, New York: John Wiley &
Sons, Inc. pp. 976-998.
2. Weil, ED. 1992. “Phosphorus-based Flame Retardants,” in Handbook of
Organophosphorus Chemistry, Engel R. Ed, New York: Marcel Dekker, pp. 683-738.
3. Horrocks, AR. 1986. “Flame-retardant Finishing of Textiles” Rev. Prog. Coloration
16: 62-66.
4. Stowell, JK.; Weil, ED.; Coble, WL.; Yang, CQ. 2002. US Patent
6,365,070 B1, Apr. 2, 2002.
5.Yang, CQ. and Wu, W. 2003. “Combination of a Hydroxy-functional
Organophosphorus Oligomer and a Multifunctional Carboxylic Acids As a Flame
Retardant Finishing System for Cotton: Part I. The Chemical Reaction”
Fire and Materials, 27:223-237.
6. Yang, CQ. and Wu, W. 2003. “Combination of a Hydroxy-functional
Organophosphorus Oligomer and a Multifunctional Carboxylic Acids As a Flame
Retardant Finishing System for Cotton: Part II. Formation of Calcium Salt During
Laundering” Fire and Materials, 27:239-251.
7. Weil, ED. 1973. US Patent 3,746,572, July 17, 1973.
8. Chan, LL; Lau, PW. 1994. “Urea-Formaldehyde and Melamine-Formaldehyde
Resins,” in Wet-Strength Resins and Their Application, Atlanta, Georgia: Tappi Press:
pp. 1-10.
9. Lewin, M., Sello SB. 1983. “Flame Retardance of Fabrics,” in Chemical Processing

51
of Fibers and Fabrics, Functional Finishes, in Handbook of Fiber Science and
Technology: Vol. II. Part B, Eds. New York: Mercel Dekker, pp. 47-327.
10. Wu, W.; Yang, CQ. 2003, “Correlation Between Limiting Oxygen Index and
Phosphorus/Nitrogen Content of the Cotton Fabric Treated with a Hydroxy-
Functional Organophosphorus Flame Retardant Finishing Agent and DMDHEU,” J.
Appl. Polym. Sci., 90:1885-1890.
11. Wu, W.; Yang, CQ. 2003. “Correlation Between Limiting Oxygen Index and
Phosphorus Content of the Cotton Fabric Treated with a Hydroxy-Functional
Organophosphorus Flame Retardant Finishing Agent and Melamine-formaldehyde,”
J. Fire Sci., 22:11-23.
12. Stevens, M. P., 1990. “Phenol-, Urea-, and Melamine-Formaldehyde Polymers,” in
Polymer Chemistry, 2nd Ed. New York: Oxford University Press, pp. 483-484.
13. Kang, IS.; Yang, CQ.; Wei, W. 1998. “Mechanical Strength of Durable Finished
Cotton Fabric,” Textile Res. J., 68: 865-870.

52
CHAPTER 4
STATISTICAL ANALYSIS OF THE PERFORMANCE OF THE FLAME RETARDANT
FINISHING SYSTEM CONSISTING OF A HYDROXY-FUNCTIONAL
ORGANOPHOSPHORUS OLIGOMER AND THE MIXTURE OF DMDHEU AND
MELAMINE-FORMALDEHYDE1
________________________________________ 1 Wu, W. and Yang CQ, 2004. Polymer Degradation and Stability 85: 623-632.
Reprint here by the permission.

53
ABSTRACT
In our previous research, we developed flame retarding systems for cotton based on a
hydroxy-functional organophosphorus oligomer (HFPO) and a bonding agent, such as 1,2,3,4-
butanetetracarboxylic acid (BTCA), dimethyloldihydroxyethyleneurea (DMDHEU) and
trimethylolmelamine (TMM), which is able to form covalent bonding between HFPO and cotton.
In this research, we used a factorial experimental design method to study the performance of
flame retarding system based on HFPO and the mixture of DMDHEU and TMM. We found that
an increase in the DMDHEU/(DMDHEU+TMM) ratio in the mixture increases amount of HFPO
bound to cotton, increases the laundering durability of HFPO on cotton, and reduces the fabric
tensile strength retention. DMDHEU and TMM also function as nitrogen-provider and enhance
the flame retarding performance of the treated fabric due to phosphorus-nitrogen synergism.
TMM is a more efficient nitrogen-provider than DMDHEU. The effect of reduced phosphorus-
nitrogen synergism as a result of increasing the DMDHEU/ (DMDHEU+TMM) ratio outweighs
that of improved bonding of HFPO. An increasing in HFPO concentration in a formula increases
the amount of HFPO bound to cotton, whereas it reduces the percent retention of HFPO on the
fabric and also reduces the fabric strength loss. Desirable performance of treated cotton fabric
can be achieved by adjusting the concentrations of HFPO and the ratios of the two binders in a
formula.
INDEX WORDS: Cotton, Flame retardant finishes, Trimethyloimelamine, Organophosphorus
compound, Statistical analysis.

54
INTRODUCTION
Cotton either burns or smolders in the presence of oxygen and high temperatures [1].
Reducing the flammability of cotton is important for the fabrics used in apparel, home furnishing
as well as those used as industrial fabrics. Several government regulations required to textile
flammability are currently under consideration, which may affect 2-3 million bales of cotton
fiber [2].
In the past several decades, a number of chemical treatment procedures have been
developed to reduce the flammability of cellulosic substrates. However, only a few of them are
still being practiced today. Currently, the durable flame retardant finishing systems for cellulosic
fibers available to the industry include the “pre-condensate”/ammonia process and reactive
organophosphorus chemicals [3, 4]. Both processes have certain limitations due to cost, need for
special equipment, requirement of multiple after-washes, and other difficulties associated with
the textile finishing operations [5].
In our previous research, we developed a nonformaldehyde flame retardant finishing
system for cotton based on a hydroxy-functional organophosphorus oligomer (HFPO), such as
the one shown in Scheme 4.1 (CA Register No. 70715-06-9), as the flame retardant agent and a
polycarboxylic acid as the bonding agent [6-8].
H [ OCH2CH2O P
O
]2X
[ CH2OOCH2 ]OP
X OHCH2CH2O
OCH3 CH3
Scheme 4.1
We also developed the flame retardant finishing systems based on HFPO and a
formaldehyde-based bonding agent, such as DMDHEU and TMM [9-12]. The use of DMDHEU

55
with other phosphorus-containing alcohols was reported early in the literature [13]. In the present
research, we studied the flame retardant system based on HFPO and the mixture of DMDHEU
and TMM by using a factorial design method. We evaluated how the phosphorus content,
percent phosphorus retention and LOI after different numbers of laundering cycles, and the
strength retention of the treated cotton fabric are affected by the DMDHEU/(DMDHEU+TMM)
ratio and the HFPO concentration so that the formulation of this finishing system can be
optimized according to specific end uses.
EXPERIMENTAL
Materials
The fabric used was a desized, scoured, and bleached 40x40 cotton printcloth weighing
108 g/m2 (Testfabrics Style 400). The hydroxy-functional organophosphorus oligomer with the
commercial name of “Fyroltex HP” was supplied by Akzo Nobel, Dobbs Ferry, New York.
DMDHEU with the commercial name of “Freerez 900” and trimethylolmelamine (TMM) with
the trade name of “Aerotex M-3” were supplied by Noveon, Cleveland, Ohio. The catalyst based
on NH4Cl with the commercial name of “Catalyst RD” was supplied by Eastern Color &
Chemical, Greenville, South Carolina.
Fabric Treatment and Home Laundering Procedures
The fabric was first immersed in a finish solution containing HFPO, mixture of
DMDHEU and TMM, and the catalyst, then passed through a laboratory padder with two dips
and two nips, dried at 90°C for 3 min, and finally cured in a Mathis curing oven at 165°C for 2.5
min. The weight of catalyst (Commercial product) in all formulas was 0.07% of that of
(DMDHEU+TMM). All other concentrations (w/w, %) presented here were calculated based on

56
weight of reagent (solid) and that of the bath. The wet pick-up of the cotton fabric was
approximately 105±3%. After curing, the treated cotton fabric was subjected to different number
of home laundering cycles with the use of “AATCC Standard Detergent 1993”. The home
laundering procedure was done according to AATCC Test Method 124-1996 (“Appearance of
Fabrics After Repeated Home Laundering”). The water temperature for laundering was
approximately 46°C.
Fabric Performance Evaluation
The limiting oxygen index (LOI) of the cotton fabric was measured according to ASTM
Standard Method D2863-00. The tensile strength of the fabric was measured according to
ASTM Standard Method D5035-95.
Determination of Phosphorus Concentration on the Treated Cotton Fabric
Approximately 2g of treated cotton fabric taken from different parts of a larger fabric
specimen were ground in a Wiley mill into a powder to improve sample uniformity. 2 ml of
concentrated H2SO4 were added to 0.1 g of cotton powder, and then 10 ml of 30% H2O2 was
added dropwise to the mixture, allowing the reaction to subside between drops. The reaction
mixture was then heated at approximately 250ºC to digest the powder and to evaporate the water
until dense SO3 vapor is produced. The completely digested cotton sample as a clear solution
was transferred to a 50-ml volumetric flask, and then diluted with distilled/deionized water. The
sample thus prepared was analyzed with a Thermo-Farrell-Ash Model 965 inductively coupled
plasma atomic emission spectrometer (ICP/AES) to determine the phosphorus content. The
percent phosphorus retention of the treated fabric after home laundering was calculated using the
following formula: (PAL/PBW) x100%, where PAL and PBW is the phosphorus content on the fabric
after laundering and that before washing, respectively.

57
RESULTS AND DISCUSSION
The Flame Retarding System and the Factorial Experimental Design Method
DMDHEU has four hemiacetal groups to react with the hydroxyl groups of cellulose
(Scheme 4.2). The two hemiacetal groups derived from formaldehyde are significantly more
reactive than those derived from glyoxal. In the presence of HFPO, these two hemiacetal groups
are able to react with both hydroxyl groups of cotton cellulose and those of HFPO, thus forming
a covalent bond between HFPO and cotton as shown in Scheme 4.2.
Ox
OCH2CH2OP PCH2CH2OO2X
O O
CH2CH2
n
OH
OH
OH
OH
HO CH2OH
CH2
HH
H
HHHH
H H
H O
O
O O OH
O
O
CH2 N
HO
C
O
CH CH OH
CH2O N
OCH3 CH3
H
Scheme 4.2
The melamine-formaldehyde resin used in this study is a trifunctional reagent. When
HFPO is present on the cotton fabric, TMM’s three hemiacetal groups have the same reactivity
towards the hydroxyl groups for cotton and HFPO, and form a linkage between cotton cellulose
and HFPO (Scheme 4.3).
O
CH2
H [ OCH2CH2O P
O
]2X
[ CH2OOCH2 ]O
PX
CH2 O CH2 CN
C
NC
N
CH2On
OH
OH
OH
OH
HO CH2OH
CH2
HH
H
HHHH
H H
H O
O
O O OH
OOCH3 CH3
NH
NHCH2OH
NH
Scheme 4.3

58
Both DMDHEU and TMM functions as the binders for the flame retarding system.
However, they have different reactivity, and the linkages between HFPO and cotton formed by
the two binders have different durability to multiple laundering cycles. In this study, we applied
a two-factor factorial experimental design method [14] to study how an HFPO/
(DMDHEU+TMM) formula influences the performance of the treated cotton fabric. The two
factors used in this study, i.e., the HFPO concentration with three levels and the DMDHEU/
(DMDHEU+TMM) ratio with five levels, are presented in Table 4.1. The performance of the
treated cotton fabric was evaluated based on (1) phosphorus content (%) on fabric and percent
phosphorus retention by the fabric after home laundering and tumble dry (HLTD); (2) LOI of the
cotton fabric before wash and after laundering; and (3) the tensile
Table 4.1. The factors and levels of a two-factor factorial experimental design method.
Levels Factors 1 2 3 4 5
A: DMDHEU/(DMDHEU+TMM) ratios
0.00 (0/7)
0.29 (2/7)
0.57 (4/7)
0.86 (6/7)
1.00 (7/7)
B: HFPO concentrations (%) 16
32 48 - -
strength of the treated fabric at the filling direction after one laundering cycle. Duplicated tests
were performed for each testing procedure.
The mathematical model used in the statistical analysis has a general polynomial form as
shown in equation (1), where yijk is the response variable, µ is the overall mean, αi is the effect of
the ith level of DMDHEU/(DMDHEU+TMM) ratio, βj is the effect of the jth level of HFPO
concentration, (αβ)ij is the effect of the ith level of DMDHEU/(DMDHEU+TMM) ratio

59
combined with the jth level of HFPO concentration ( the interaction term), and εijk is the residual
error term.
yijk = µ + αi + βj + (αβ)ij + εijk (1)
The SAS® program was used in the statistics analysis to process the data. The statistical
analysis was performed in the form of “analysis of variance” (ANOVA). This analysis included
the F-test (overall model significance) and its associated probability (p-value) for studying the
most influential factor affecting the performance of the treated cotton fabric. The F-test for
interaction on phosphorus content, LOI, and tensile strength shows there is no interaction
between HFPO concentration and DMDHEU/(DMDHEU+TMM) ratio, therefore, the analysis of
the effect of the DMDHEU/(DMDHEU+TMM) ratio and HFPO concentration on phosphorus
content, LOI, and tensile strength is meaningful.
Effect of the DMDHEU/ (DMDHEU+TMM) Ratio on the Phosphorus Content and Phosphorus
Retention
The cotton fabric was treated with HFPO at three concentration levels (16%, 32%, and
48%) combined with 7% (DMDHEU+TMM) at five different DMDHEU/(DMDHEU+TMM)
ratios, then cured at 165ºC for 2.5 min. The phosphorus concentration (%) of the cotton fabric
thus treated before wash and after 1, 10, 25, and 50 laundering cycles is shown in Table 4.2 and
Table 4.3 respectively, which includes the results of the two replicated sets of testing.
The statistical analysis on the phosphorus content data of the treated fabric after different
number of home laundering cycles is presented in Table 4.4. The data shows that the p-value is
0.3436 before wash, which is larger than the significance level (α = 0.05), meaning that the

60
DMDHEU/ (DMDHEU+TMM) ratio has no effect on the phosphorus content on the treated
cotton fabric before wash. This is because all the formulas contain the same HFPO
Table 4.2. The phosphorus content of the cotton fabric treated with HFPO (16%, 32%) combined
with 7% (DMDHEU+TMM) at five different DMDHEU/ (DMDHEU+TMM) ratios (two
duplicated testing results).
16% 32% Factor B Factor A
Before wash
1 HLTD
10 HLTD
25 HLTD
50 HLTD
Before wash
1 HLTD
10 HLTD
25 HLTD
50 HLTD
0.00 (0/7) 2.41 2.38
1.90 1.89
1.59 1.58
1.43 1.42
1.41 1.38
4.55 4.58
2.88 2.86
2.30 2.28
2.04 2.26
1.70 1.68
0.29 (2/7) 2.43 2.42
1.92 1.93
1.60 1.61
1.44 1.45
1.34 1.36
4.58 4.56
3.03 3.00
2.45 2.48
2.21 2.18
2.00 2.02
0.57 (4/7) 2.39 2.36
1.97 1.96
1.66 1.68
1.48 1.50
1.32 1.36
4.53 4.56
3.15 3.16
2.63 2.61
2.33 2.36
2.12 2.10
0.86 (6/7) 2.38 2.36
1.92 1.90
1.70 1.69
1.54 1.58
1.53 1.56
4.47 4.50
3.43 3.40
2.99 2.98
2.80 2.80
2.66 2.68
1.00 (7/7) 2.44 2.48
1.95 1.96
1.79 1.81
1.63 1.66
1.47 1.50
4.42 4.48
3.52 3.55
3.06 3.08
2.82 2.85
2.75 2.78
Table 4.3. The phosphorus content of the cotton fabric treated with 48% HFPO combined with
7% (DMDHEU+TMM) at five different DMDHEU/(DMDHEU+TMM) ratios (two duplicated
testing results).
48% Factor B Factor A
Before wash
1 HLTD
10 HLTD
25 HLTD
50 HLTD
0.00 (0/7) 6.28 6.28
3.30 3.28
2.61 2.58
2.03 2.00
1.58 1.60
0.29 (2/7) 6.24 6.26
3.56 3.58
2.65 2.68
2.03 2.06
1.77 1.80
0.57 (4/7) 6.30 3.29
3.96 4.00
3.14 3.10
2.41 2.38
1.79 1.80
0.86 (6/7) 6.27 6.28
4.43 4.45
3.47 3.50
2.95 2.98
2.27 2.28
1.00 (7/7) 6.27 6.27
4.58 4.56
3.73 3.69
3.15 3.18
2.53 2.58

61
concentration at each DMDHEU/(DMDHEU+TMM) level, therefore the phosphorus
concentration on the fabric before wash is not related to the ratio of the two binders in those
formulas. The p-value decreases to 0.0171 after one laundering cycle, which is smaller than the
significance level (α=0.05). Therefore, we can reject the null hypothesis and conclude that the
DMDHEU/(DMDHEU+TMM) ratio has a significant effect on the phosphorus content on
treated fabric after laundering. An increase in the DMDHEU content in the (DMDHEU+TMM)
mixture evidently increases the percent phosphorus retention of the fabric after one laundering
cycle as shown in Table 4.2 and Table 4.3. In our previous research, we found that DMDHEU is
a more efficient reagent than TMM to bound HFPO to cotton [11], therefore an increase in
DMDHEU/(DMDHEU+TMM) ratio results in more HFPO bound to the fabric.
Table 4.4. The statistical analysis of the effect of DMDHEU/(DMDHEU+TMM) ratio on the
phosphorus content of the treated cotton fabric.
Laundering Conditions
Sum Square of Error
Mean Square of Error
F Value Pr > F Value
Before Wash 0.002 0.002 1.01 0.3436 After 1 HLTD 0.65 0.65 9.00 0.0171 After 10 HLTD 0.72 0.72 15.95 0.0040 After 25 HLTD 0.73 0.73 14.40 0.0053 After 50 HLTD 0.71 0.71 15.21 0.0045
We notice that p-value decreases from 0.0171 after one laundering cycle to 0.0040 after
10 laundering cycles. Thus, the data indicate that the effects on the phosphorus content by
varying the DMDHEU/(DMDHEU+TMM) ratio becomes more profound as the number of the
home laundering cycle increases. The fabric treated using a formula with higher DMDHEU

62
30
40
50
60
70
80
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
DMDHEU/(DMDHEU+TMM)
Phos
phor
us R
eten
tion
(%)
1 HLTD
10 HLTD
25 HLTD
50 HLTD
Figure 4.1. The phosphorus content (after 1, 10, 25, and 50 laundering cycles) of the cotton
fabric treated with 32% HFPO and the combination of DMDHEU and TMM and cured at 165ºC
for 2.5 min.
28.0
29.0
30.0
31.0
32.0
33.0
34.0
35.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
DMDHEU/(DMDHEU+TMM)
LOI (
%)
50 HLTD
Before Wash
1 HLTD
10 HLTD25 HLTD
Figure 4.2. The LOI (before wash and after 1, 10, 25, and 50 laundering cycles) of the cotton
fabric treated with 32% HFPO and the combination of DMDHEU and TMM and cured at 165ºC
for 2.5 min.

63
content has higher laundering durability. The p-value after 25 and 50 laundering cycles are
0.0053 and 0.0045, respectively, which are all very close to that after 10 launderings.
To illustrate the effect of varying the DMDMDH/(DMDHDU+TMM) ratio on the
phosphorus retention and the laundering durability of the treated fabric, we plotted the percent
phosphorus retention of the cotton fabric treated 32% HFPO in combination with 7%
(DMDHEU+TMM) after different numbers of home laundering cycles against the
DMDHEU/(DMDHEU+TMM) ratio in Figure 4.1. The fabric treated with 32% HFPO and 7%
TMM [DMDHEU/(DMDHEU+TMM)=0] retained 63% of the phosphorus after one laundering
cycle. When the fabric is treated using 7% DMDHEU [DMDHEU/(DMDHEU+TMM)=1], the
phosphorus retention increases to 80%. After 50 laundering cycles, the phosphorus retention of
the fabric treated with 7% TMM is 37%, whereas it increases to 62% for the fabric treated with
7% DMDHEU. The effect of varying the DMDHEU/(DMDHEU+TMM) ratio on the
phosphorus retention becomes more significant as the number of laundering cycle increases, thus
indicating the bonding formed by DMDHEU between HFPO and cotton is more durable to the
laundering that that formed by TMM.
The data presented here also show that the dependency of the phosphorus content on the
DMDHEU/(DMDHEU+TMM) ratio is also affected by the HFPO concentration. At 16% HFPO,
the phosphorus content on the fabric after one laundering cycle increases only slightly from 1.90
to 1.95% and the phosphorus retention remains 79% as the DMDHEU/(DMDHEU+TMM) ratio
is increased from 0/7 to 7/7 (Table 4.2). When the HFPO concentration is increased to 32%, the
phosphorus content increases from 2.89 to 3.54% and the phosphorus retention increases from 62
to 79% in the same DMDHEU/(DMDHEU+TMM) ratio range (Table 4.2). Evidently, the effect
of varying the DMDHEU/(DMDHEU+TMM) ratio on the phosphorus concentration after

64
laundering becomes more significant as the HFPO concentration increases. At the relatively low
HFPO concentration (16%), the number of hemiacetal groups of DMDHEU and TMM is far
greater than the number of hydroxyl groups of HFPO, therefore most of the HFPO molecules
form two covalent linkages with DMDHEU and TMM, thus improving their retention on the
fabric after laundering. As a result, the percent phosphorus retention on the fabric after
laundering is less sensitive to the DMDHEU/(DMDHEU+TMM) ratio. As the HFPO
concentration is increased, the relative amount of HFPO forming two covalent bonds decreases,
and consequently, the percent phosphorus retention after laundering has a significant dependency
on the types of binder used, as shown in the data presented in Table 4.2 and 4.3 respectively.
Effect of DMDHEU/(DMDHEU+TMM) Ratio on the LOI
The LOI of the cotton fabric treated HFPO at the three concentration levels combined
with (DMDHEU+TMM) at five different DMDHEU/(DMDHEU+TMM) ratios before wash and
after 1, 10, 25 and 50 laundering cycles is shown in Table 4.5 and Table 4.6. The two-factorial
experimental design method was used to analyze the effect of the
DMDHEU/(DMDHEU+TMM) ratio on the LOI of the treated cotton fabric before wash and
after different number of laundering cycles (Table 4.7). The p-value is <0.0001 for the treated
fabric before wash (Table 4.7). This indicates that the DMDHEU/(DMDHEU+TMM) ratio has a
profound effect on the flame retarding performance of the treated fabric before wash. The LOI
of the cotton fabric treated with 32% HFPO and 7% (DMDHEU+TMM) before wash and after
multiple washes is plotted against the ratio of DMDHEU/(DMDHEU+TMM) (Figure 4.2). All
the HFPO/(DMDHEU+TMM) finish solutions used to treat the cotton fabric in this study contain
the same HFPO concentrations (32%) and the same total concentration of DMDHEU and TMM

65
(7%). The significantly higher LOI values of the fabric treated with the same concentrations of
HFPO and (DMDHEU+TMM) but smaller DMDHEU/(DMDHEU+TMM) ratios [larger
TMM/(DMDHEU+TMM) ratios] are attributed to the different effectiveness of DMDHEU and
Table 4.5. The LOI of the cotton fabric treated with HFPO (16%, 32%) combined with 7%
(DMDHEU+TMM) at five different DMDHEU/(DMDHEU+TMM) ratios (two duplicated
results).
Factor B Factor A
Before wash
1 HLTD
10 HLTD
25 HLTD
50 HLTD
Before wash
1 HLTD
10 HLTD
25 HLTD
50 HLTD
0.00 (0/7) 32.1 31.8
31.5 31.8
30.2 30.0
29.8 30.0
29.1 28.8
34.1 33.8
32.7 32.8
31.8 32.0
31.2 31.0
30.9 30.8
0.29 (2/7) 31.0 31.2
29.9 29.8
29.1 28.8
28.3 28.6
28.0 28.2
32.1 32.2
31.6 31.8
31.2 31.5
30.5 30.8
30.2 30.0
0.57 (4/7) 30.4 30.8
29.1 29.5
28.3 28.5
27.3 27.0
26.4 26.6
31.6 31.8
31.4 31.6
30.5 30.8
29.9 30.1
29.6 29.8
0.86 (6/7) 29.3 29.0
27.6 27.8
26.9 26.8
25.9 26.1
26.2 25.8
30.9 30.6
31.3 31.1
29.1 28.8
29.1 28.8
28.8 28.6
1.00(7/7) 29.0 28.8
27.3 26.9
26.7 26.5
25.8 26.0
25.8 26.0
29.8 30.0
29.8 29.6
28.7 28.6
28.7 28.5
28.4 28.0
Table 4.6. The LOI of the cotton fabric treated with 48% HFPO combined with 7%
(DMDHEU+TMM) at five different DMDHEU/(DMDHEU+TMM) ratios (two duplicated
results).
48% Factor B Factor A
Before wash
1 HLTD
10 HLTD
25 HLTD
50 HLTD
0.00 (0/7) 35.0 35.2
34.3 34.6
33.2 32.8
31.0 31.2
30.3 30.6
0.29 (2/7) 34.4 34.6
33.6 33.2
32.1 32.5
29.9 29.8
28.3 28.0
0.57 (4/7) 34.0 33.8
32.6 32.9
31.7 31.6
30.3 30.2
28.5 28.6
0.86 (6/7) 33.5 33.3
31.9 31.6
31.3 31.0
30.6 30.8
28.5 28.3
1.00 (7/7) 32.2 31.8
31.0 31.2
30.6 30.8
29.6 29.8
28.3 28.0

66
Table 4.7. The statistical analysis of the effect of DMDHEU/(DMDHEU+TMM) ratio on the
LOI of the treated cotton fabric.
Laundering Conditions
Sum Square of Error
Mean Square of Error
F Value Pr > F Value
Before wash 17.34 17.34 111.51 < 0.0001
After 1 HLTD 18.03 18.03 86.81 < 0.0001
After 10 HLTD 14.11 14.11 119.72 < 0.0001
After 25 HLTD 10.40 10.40 18.62 0.0026
After 50 HLTD 10.14 10.14 37.23 0.0003
TMM in enhancing the performance of this flame retarding system. Both DMDHEU and TMM
functions as a nitrogen provider to enhance the flame retarding performance due to phosphorus-
nitrogen synergism. However, TMM provides a higher level of phosphorus-nitrogen synergism
than DMDHEU, as discovered in our previous research [11]. Consequently, the fabric treated
with a lower DMDHEU/(DMDHEU+TMM) ratio [higher TMM/(DMDHEU+TMM) ratio]
demonstrates a higher LOI as shown in Figure 4.3.
The p-value for the treated fabric is still less than 0.0001 after 1 and 10 laundering cycles.
The p-values after 25 and 50 laundering cycles are 0.0026 and 0.0003, respectively. Since all
the p-values are less than significance level α = 0.05, we can reject the null hypothesis and
conclude that the DMDHEU/(DMDHEU+TMM) ratio has a significant effect on the LOI of the
treated cotton fabric before wash and after multiple laundering cycles. The correlation between
the LOI and the ratios of DMDHEU/(DMDHEU+TMM) and TMM/(DMDHEU+TMM) of the
treated cotton fabric after 25 laundering cycle is illustrated in Figure 4.4. As we discussed
above, DMDHEU is a more effective binder for HFPO. Increasing the
DMDHEU/(DMDHEU+TMM) ratio increases amount of HFPO bound to cotton also increases

67
0.0
0.2
0.4
0.6
0.8
1.0
30.0 30.5 31.0 31.5 32.0 32.5 33.0 33.5 34.0 34.5
LOI (%)
DM
DH
EU/(D
MD
HEU
+TM
M)
0.0
0.2
0.4
0.6
0.8
1.0
TMM
/(DM
DH
EU+
TMM
)TMM/(DMDHEU+TMM
DMDHEU/(DMDHEU+TMM)
Figure 4.3. The correlations between the LOI and the ratios of DMDHEU/(DMDHEU+TMM)
and TMM/(DMDHEU+TMM) of the cotton fabric treated with 32% HFPO and the combination
of DMDHEU and TMM at different ratios and cured at 165ºC for 2.5 min (before wash).
0.0
0.2
0.4
0.6
0.8
1.0
28.5 29.0 29.5 30.0 30.5 31.0 31.5
LOI (%)
DM
DH
EU/(D
MD
HEU
+TM
M)
0.0
0.2
0.4
0.6
0.8
1.0
TMM
/(DM
DH
EU+T
MM
) DMDHEU/(DMDHEU+TMM)
TMM/(DMDHEU+TMM)
Figure 4.4. The correlations between LOI and the ratios of DMDHEU/(DMDHEU+TMM) and
TMM/(DMDHEU+TMM) of the cotton fabric treated with 32% HFPO and the combination
DMDHEU and TMM at different ratios and cured at 165ºC for 2.5 min (after 25 laundering
cycles).

68
the laundering durability of HFPO on cotton. The lower LOI values for the fabric treated with
higher DMDHEU/(DMDHEU+TMM) ratios after multiple laundering cycles indicate that the
effect of reduced phosphorus-nitrogen synergism due to the increasing quantity of DMDHEU in
the (DMDHEU+TMM) mixture of outweighs that of improved bonding of HFPO to cotton and
improved laundering durability of HFPO on cotton. The synergism provided by DMDHEU and
TMM appears to be the predominant factor in influencing the flame retarding performance of the
HFPO/(DMDHEU+TMM) system.
Effect of the DMDHEU/(DMDHEU+TMM) Ratio on the Tensile Strength
The tensile strength at the filling direction of the cotton fabric treated with HFPO at three
concentrations and (DMDHEU+TMM) at five different ratios and the statistical analysis of the
fabric tensile strength data are shown in Tables 4.8 and 4.9, respectively. The p-value is 0.0002,
far less than significant level α = 0.05 (Table 4.9). Thus, we conclude that the tensile strength of
the treated cotton fabric is also significantly affected by the DMDHEU/(DMDHEU+TMM) ratio.
At the 32% HFPO level, the fabric tensile strength decreases from 14.5 to 10.7 kg as the
DMDHEU/(DMDHEU+TMM) ratio increases from 0/7 to 7/7 (Table 4.8).
In our previous research on the cotton fabric treated by DMDHEU, we found that the
fabric loss is due to cellulose depolymerization caused by the catalyst and the crosslinking of
cellulose molecules [15]. Since all the HFPO/(DMDHEU+TMM) solutions used to treat the
fabric contain the same catalyst concentration (0.5%), the fabric strength loss attributed to
cellulose depolymerization should be independent of the DMDHEU/(DMDHEU+TMM) ratio.
We also found that DMDHEU is a more efficient cross-linking agent for cotton than TMM [11].

69
Table 4.8. The tensile strength of the cotton fabric treated with HFPO (16%, 32%, and 48%)
combined with 7% (DMDHEU+TMM) at five different DMDHEU/(DMDHEU+TMM) ratios
(two duplicated testing results).
Factor B Factor A
16% 32% 48%
0.00 (0/7) 12.7/13.0 14.5/14.0 15.8/15.6 0.29 (2/7) 12.6/12.2 14.3/13.8 14.7/15.0 0.57 (4/7) 11.3/10.8 13.6/13.0 13.7/13.2 0.86 (6/7) 11.2/10.6 12.5/12.3 12.4/12.0 1.00 (7/7) 10.9/10.0 10.7/10.8 12.4/12.6
Table 4.9. The statistical analysis of the effect of DMDHEU/(DMDHEU+TMM) ratio on the
tensile strength of the treated cotton fabric.
Wash condition SSE MSE F value Pr > F value After 1 HLTD 13.5 13.5 38.9 0.0002
Therefore, the increase in the fabric strength loss as a result of a higher
DMDHEU/(DMDHEU+TMM) ratio at all three HFPO concentrations shown in Table 4.8 is
attributed to the increase in the amount of crosslinking formed on the fabric. The tensile strength
of the cotton fabric is plotted against the ratios of DMDHEU/(DMDHEU+TMM) and
TMM/(DMDHEU+TMM) in Figure 4.5. The data presented here clearly demonstrate the
dependency of the tensile strength of the treated fabric on the ratios of the two binders (Table
4.9).

70
0.0
0.2
0.4
0.6
0.8
1.0
10.0 11.0 12.0 13.0 14.0 15.0 16.0
Tensile Strength (Kgf, filling)
DM
DH
EU/ (
DM
DH
EU+T
MM
)
0.0
0.2
0.4
0.6
0.8
1.0
TMM
/(DM
DH
EU+T
MM
)
TMM/(DMDHEU+TMM)
DMDHEU/(DMDHEU+TMM)
Figure 4.5. The correlations between the tensile strength at the filling direction and the ratios of
DMDHEU/(DMDHEU+TMM) and TMM/(DMDHEU+TMM) of the cotton fabric treated with
32% HFPO and the combination of DMDHEU and TMM at different ratios and cured at 165ºC
for 2.5 min.
1.30
1.80
2.30
2.80
3.30
3.80
4.30
4.80
5.30
5.80
6.30
16.0 20.0 24.0 28.0 32.0 36.0 40.0 44.0 48.0
HFPOConcentrations (%)
Phos
phor
us (%
)
50 HLTD
Before Wash
1 HLTD
10 HLTD25 HLTD
Figure 4.6. The phosphorus content of the cotton fabric treated with 7% binders with a
DMDHEU/(DMDHEU+TMM) ratio of 0.29 (2/7) in combination with HFPO at different
concentrations (before wash, after 1, 10, 25, and 50 laundering cycles).

71
20.00
30.00
40.00
50.00
60.00
70.00
80.00
16.0 20.0 24.0 28.0 32.0 36.0 40.0 44.0 48.0
HFPO Concentrations (%)
Phos
phor
us R
eten
tion
(%)
50 HLTD
1 HLTD
10 HLTD
25 HLTD
Figure 4.7. The percent phosphorus retention of the cotton fabric treated with 7%
(DMDHEU+TMM) with a DMDHEU/(DMDHEU+TMM) ratio of 0.29 (2/7) in combination
with HFPO at different concentrations (after 1, 10, 25, and 50 laundering cycles).
27.0
28.0
29.0
30.0
31.0
32.0
33.0
34.0
35.0
16.0 20.0 24.0 28.0 32.0 36.0 40.0 44.0 48.0
HFPO Concentrations (%)
LOI (
%)
50 HLTD
Before Wash
1 HLTD
10 HLTD
25 HLTD
Figure 4.8. The LOI of the cotton fabric treated with 7% (DMDHEU+TMM) with a
DMDHEU/(DMDHEU+TMM) ratio of 0.29 (2/7) in combination with HFPO at different
concentrations (before wash, after 1, 10, 25, and 50 laundering cycles).

72
Effect of the HFPO Concentrations on the Phosphorus Content, LOI and Tensile Strength
The statistical analysis of the phosphorus content, LOI and tensile strength affected by
the HFPO concentration is shown in Table 4.10. The p-values for phosphorus content, LOI and
tensile strength after different number of laundering cycles are all well below the significance
level (α = 0.05). Thus, the HFPO concentrations have a statistically significant effect on all the
parameters of the treated fabric.
Table 4.10. The statistical analysis of effect of HFPO concentration on LOI, phosphorus content
and tensile strength of the treated cotton fabric.
P% LOI (%) Tensile strength (Kgf, filling)
Wash condition
SSE F value
Pr > F value
SSE F value
Pr > F value
SSE F value
Pr > F value
Before wash
29.92 192.47 < 0.0001 - - - - - -
After 1 HLTD
33.12 159.51 < 0.0001 10.34 149.31 <0.0001 10.61 30.57 0.0006
After 10 HLTD
31.32 265.88 < 0.0001 5.27 116.60 <0.0001 - - -
After 25 HLTD
20.45 36.31 0.0003 2.55 49.98 0.0001 - - -
After 50 HLTD
7.06 25.91 0.0009 0.82 17.71 0.0030 - - -
The cotton fabric was treated with HFPO at three concentration levels and 7%
(DMDHEU+TMM) with a 0.29 (2/7) DMDHEU/(DMDHEU+TMM) ratio. The phosphorus
content and percent phosphorus retention of the treated fabric after 1, 10, 25, and 50 laundering
cycles are presented in Figures 4.6 and 4.7, respectively. One observes that the phosphorus
content on the treated fabric after different number of laundering cycles increases as the HFPO
concentration increases (Figure 4.6). However, the data presented here also clearly demonstrate
that the percent phosphorus retention decreases as the HFPO concentration increase (Figure 4.7).

73
11.0
12.0
13.0
14.0
15.0
16.0
16.0 20.0 24.0 28.0 32.0 36.0 40.0 44.0 48.0
HFPO Concentration (%)
Tens
ile S
tren
gth
(Kgf
, Fill
ing
Figure 4.9. The tensile strength of the cotton fabric treated with 7% (DMDHEU+TMM) with a
DMDHEU/(DMDHEU+TMM) ratio of 0.29 (2/7) in combination with HFPO at different
concentrations.
The percent phosphorus retention decreases from 78 to 57% (a 28% decline) as the HFPO
concentration increases from 16 to 48% after one laundering cycle, and it decreases from 56% to
28% (a 50% decline) in the same HFPO concentration range after 50 laundering cycles (Figure
4.7). The data presented in Figure 4.7 show that the effect of the HFPO concentration on the
percent phosphorus retention on the fabric become more profound as the number of laundering
cycles increases. When the amount of HFPO relative to that of (DMDHEU+TMM) becomes
high, the number of the hemiacetal groups of DMDHEU may be inadequate for bonding the
HFPO to cotton, thus reducing the percent phosphorus retention on the fabric as shown in Figure
4.7. At a relatively low HFPO/(DMDHEU+TMM) ratio, both hydroxyl groups of HFPO
molecule may able to react with the binders, and thus being bound to cotton with two covalent

74
bonds. Consequently, the laundering durability of the HFPO thus bound to cotton is improved.
As the HFPO/(DMDHEU+TMM) ratio increases, more HFPO is bound to cotton by single
linkage, thus diminishing its laundering durability.
The LOI of the cotton fabric treated with HFPO and 7% (DMDHEU+TMM) with a
DMDHEU/(DMDHEU+TMM) ratio of 0.29 (2/7) is plotted against the concentration in Figure
4.8. The LOI of the treated fabric before wash and after one wash increases as the HFPO
concentration increases (Figure 4.8). When the number of laundering cycle increases to 25 and
50 cycles, however, the LOI of the treated fabric increases from 28.3 and 28.0 at the 16% HFPO
concentration level to 30.5 and 30.2 at the 32% HFPO concentration level, and then decreases to
29.9/28.3, respectively, at the 48% HFPO concentration level (Figure 4.8). The data shown here
are another indication of the reduced laundering durability of the treated fabric at exceedingly
high HFPO/(DMDHEU+TMM) ratio.
Presented in Figure 4.9 is the tensile strength of the cotton fabric treated with HFPO and
7% (DMDHEU+TMM) as a function of HFPO concentrations. The fabric strength at the filling
direction increases from 12.6 to 14.7 kg as the HFPO concentration increases from 16 to 48%.
As we discussed before, the hydroxyl groups of cellulose and those of HFPO compete to react
with the binders. More DMDHEU and TMM form crosslinking on the cotton fabric as the
HFPO concentration decreases, thus causing more fabric loss due to the increasing amount of
crosslinking.

75
CONCLUSION
The statistical analysis of the performance of the cotton fabric treated with
HFPO/(DMDHEU+TMM) using a two-factorial experimental design method reveals the
following:
(1) Because of the different functionality and reactivity of DMDHEU and TMM, the
DMDHEU/(DMDHEU+TMM) ratio in a HFPO/(DMDHEU+TMM) formula has a profound
effect on the bonding of HFPO to cotton, the laundering durability of the HFPO bound to cotton
and the strength retention of the treated fabric. An increase in the DMDHEU content in the
mixture of the two binders increases amount of HFPO bound to cotton, increases the laundering
durability of HFPO on cotton, and reduces the fabric tensile strength retention. DMDHEU and
TMM also function as nitrogen-provider and enhance the flame retarding performance of the
treated fabric due to phosphorus-nitrogen synergism. Because TMM is a significantly more
efficient nitrogen-provider than DMDHEU, an increase in the DMDHEU/(DMDHEU+TMM)
ratio reduces the flame retarding performance of the treated cotton fabric. The effect of reduced
phosphorus-nitrogen synergism as a result of increasing the DMDHEU/(DMDHEU+TMM) ratio
outweighs that of improved bonding of HFPO to cotton and improved laundering durability of
HFPO on cotton due to the increasing the DMDHEU content in the mixture.
(2) An increasing in HFPO concentration in a formula decreases the amount of HFPO
bound to cotton, whereas it reduces the percent retention of HFPO after laundering and the
laundering durability of the treated fabric. An increasing in HFPO concentration also decreases
fabric strength loss.
(3) Since the flame retarding performance and the strength of the cotton fabric treated
with the HFPO/(DMDHEU+TMM) system are determined by the HFPO concentration, the total

76
concentrations of the total binders as well as the ratio of the two binders, the desirable
performance of the treated cotton fabric can be achieved by adjusting the concentrations of the
three components in a formula.
ACKNOWLEDGEMENT
The authors are grateful to Akzo Nobel Functional Chemicals for its partial financial
support to this research project and Yan Xu for collecting part of the data presented in this paper.

77
REFERENCES 1. Wakelyn, P. J., American Dyestuff Report, 1998; 2:13.
2. Menachem L, editor. Recent Advances in Flame Retardancy of Polymeric Materials, Vol.
XI, Business Communications Company, Inc, 1999.
3. Weil ED. Kirk Othmer Encyclopedia of Chemical Technology 4th Ed., Graayson M.
editor, Marcel Dekker, New York, 1995. P 976.
4. Weil ED. Handbook of Organophosphorus Chemistry, Engel R. editor, Marcel Dekker,
New York, 1992. P 683.
5. Horrocks, AR., Flame-retardant finishing of textiles. Rev. Prog. Coloration, 1986; 16: 62.
6. Stowell, JK.; Weil, ED.; Coble, WL.; Yang, CQ., Formaldehyde-free flame retardant
treatment for cellulose-containing materials”, US Patent 6,365,070 B1, 2002.
7. Yang, CQ. and Wu, W. Combination of a hydroxy-functional organophosphorus
oligomer and a multifunctional carboxylic acid as a flame retardant finishing system for cotton :
Part I. The chemical reactions. Fire and Materials 2003; 27:223.
8. Yang, CQ. and Wu, W., Combination of a hydroxy-functional organophosphorus
oligomer and a multifunctional carboxylic acid as a flame retardant finishing system for cotton :
Part II. Formation of calcium salt during laundering. Fire and Materials 2003; 27: 239.
9. Wu, W. and Yang, CQ., Correlation between limiting oxygen index and
phosphorus/nitrogen content of the cotton fabric treated with a hydroxy-functional
organophosphorus flame retardant agent and DMDHEU. Journal of Applied Polymer Science
2003; 90:1885.

78
10. Wu W, Yang CQ. Correlation between limiting oxygen index and phosphorus content of
the cotton fabric treated with a hydroxy-functional organophosphorus flame retardant agent and
melamine-formaldehyde resin. Journal Fire Sciences, 22, in press.
11. Wu W, Yang CQ. Comparison of DMDHEU and melamine-formaldehyde as the
binding system for a hydroxy-functional organophosphorus flame retarding agent on cotton.
Journal Fire Sciences, in press.
12. Stowell JK, Yang CQ. A durable low-formaldehyde flame retardant finish for cotton
fabrics. AATCC Review 2003; 3:7.
13. Weil ED, Fearing RB, Eisenberg BJ, Process for flame retardant fabrics. US Patent,
3,746,572, to Stauffer Chemical Co.; July 17,1973.
14. Montgomery, D. C., Design and Analysis of Experiments, 5th Ed. Wiley, New York,
2001.
15. Yang CQ, Wei W, Lickfield GC. Mechanical strength of durable press finished cotton
fabric: Part III. Change in cellulose molecular weight. Textile Research Journal 2000 70:910.
79
CHAPTER 5
PHOSPHORUS-NITROGEN SYNERGISM FOR COTTON FABRIC TREATED WITH AN
ORGANOPHOSPHORUS FLAME RETARDANT FINISHING SYSTEM1
_ 1 Wu, W, and Yang, CQ. 2004. Submitted to Polymer Degradation and Stability.

80
ABSTRACT
Both DMDHEU and trimethylolmelamine (TMM) are nitrogen providers for an
organophosphorus-based flame retardant finishing system to enhance the flame resistance of
cotton by means of phosphorus-nitrogen synergism. The synergistic role of nitrogen in
enhancing flame resistance has been studied for cotton. We found that TMM was a more
effective nitrogen provider than DMDHEU to improve the flame resistance through
phosphorus-nitrogen synergism. The mechanism of phosphorus-nitrogen synergism has
been investigated by studying the thermal decomposition of treated cotton cellulose. The
interaction between phosphorus and nitrogen alters the thermal decomposition path: the
interaction of phosphorus-nitrogen retards the thermal decomposition of cellulose by
depolymerization, and contributes to the dehydration process, thus reducing levoglucosan
and its volatilization, increasing the amount of solid char, and substantially improving the
flame resistance of treated cotton fabric. The nitrogen and phosphorus contents have a
different influence on the dehydration temperature. The extent of dehydration, not the
dehydration temperature has a profound effect on the flame resistance of the treated cotton.
INDEX WORDS: Cotton, DMDHEU, Flame retardant finishes, Phosphorus-nitrogen
synergism, Reactive organophosphorus chemicals, Trimethylolmelamine, Thermal
decomposition.

81
INTRODUCTION
The enhancement of the flame resistance of phosphorus flame retardants on cellulose
by nitrogen resins were first recognized in the 1940 era [1]. One important feature of the
action of phosphorus-based flame retardants on textile fabrics is the reported improvement in
flame retardancy which occurs in the presence of compounds containing nitrogen. This is
believed to arise as a result of phosphorus-nitrogen (P-N) synergism. Phosphorus-nitrogen
synergism is defined as an effect greater than that predicted on the basis of the additive effect
of individual phosphorus components. The enhancing effect of a non-flame retardant additive
on a flame retardant system is also termed synergism [2].
Some published work on the quantitative basis of the interaction of phosphorus and
nitrogen in cellulose flame retardancy was reviewed. It was found [3] that the synergistic
effect is not a function of any specific phosphorus/nitrogen ratio, but the increasing amount
of nitrogen-containing reagents at fixed phosphorus ratios regularly improve the flame
resistance. It was also found that [4-5] the chemical structure of nitrogen-containing
compounds used had a significant effect on its synergistic interaction. It was generally
recognized that melamine-formaldehyde was an effective synergist for urea-phosphate;
however, there were controversial results on the synergism of
dimethyloldihydroxyethyleneurea (DMDHEU) [6-8]. Although there are some hypotheses on
the mechanistic aspects of phosphorus-nitrogen synergism, the manner by which the
phosphorus-nitrogen interaction influences the thermal decomposition of cellulose has not
been studied in detail.
Our previous research showed [9] that both trimethylolmelamine (TMM) and

82
DMDHEU function as nitrogen providers for the flame retardant finishing system based on a
reactive organophosphorus oligomer, such as the one shown in Scheme 5.1 (CA Registry No.
70715-06-9, abbreviated as “HFPO” here), thus enhancing its flame retardancy. We also
found that TMM is a more efficient nitrogen provider than DMDHEU for the system. The
cotton fabric treated with HFPO/TMM has significantly higher initial LOI than that treated
with HFPO/DMDHEU when the same concentration of TMM and DMDHEU are used.
H [ OCH2CH2O P
O
]2X
[ CH2OOCH2 ]OP
X OHCH2CH2O
OCH3 CH3
Scheme 5.1
In this research, both TMM and DMDHEU were used as nitrogen providers for the
HFPO flame retardant finishing system. We quantitatively evaluated the flame resistance of
cotton at different phosphorus and nitrogen levels, compared the synergistic effect of those
nitrogen-containing reagents, and investigated the mechanism of phosphorus-nitrogen
synergism by studying the thermal decomposition process of treated cotton cellulose.
EXPERIMENTAL
Materials
The fabric used was a desized, scoured, and bleached cotton printcloth weighing
108g/m2 twill weave (Testfabrics Style 400). The hydroxy-functional organophosphorus
oligomer (HFPO) with the commercial name of “Fyroltex HP®” was supplied by Akzo Nobel
Chemicals, Dobbs Ferry, New York. DMDHEU with the commercial name of “Freerez 900”
and TMM with the trade name of “Aerotex M-3” were supplied by Noveon, Cleveland, Ohio.

83
Fabric Treatment
The fabric was first immersed in a finish solution containing flame retardant, TMM or
DMDHEU, then passed through a laboratory padder with two dips and two nips, dried at
90°C for 3 min, and finally cured in a Mathis curing oven at 165°C for 2.5 min. Both the
concentrations of DMDHEU and TMM were based on 100% solid. The wet pick-up of the
cotton fabric was approximately 105±3%.
LOI Measurement
Limiting oxygen index (LOI) of the cotton fabric was measured according to ASTM
D2863-00.
Determination of Phosphorus Concentration on the Treated Cotton Fabric
Approximately 2 g of treated cotton fabric taken from different parts of a larger
fabric specimen were ground in a Wiley mill to a powder to improve sample uniformity.
Then, 2 ml of concentrated H2SO4 were added to 0.1 g of cotton powder. 10 ml of 30%
H2O2 was added dropwise to the mixture, allowing the reaction to subside between drops.
The reaction mixture was then heated at approximately 250ºC to digest the powder and to
evaporate the water until dense SO3 vapor was produced. The completely digested cotton
sample as a clear solution was transferred to a 50-ml volumetric flask, and then diluted with
distilled/deionized water. The sample thus prepared was analyzed with a Thermo-Farrell-
Ash Model 965 inductively coupled plasma atomic emission spectrometer (ICP/AES) to
determine the phosphorus content.

84
Determination of Nitrogen Concentration on the Treated Cotton Fabric
The nitrogen content on cotton fabric was determined by Kjeldahl digestion
followed by titration of distilled ammonia.
Thermal Analysis
Approximately 1g of treated cotton fabric taken from different parts of a larger
fabric specimen was ground in a Wiley mill to a powder to improve sample uniformity.
Thermal decomposition was carried out on approximately 10 mg samples under nitrogen
flow (30cm3/min) by thermogravimetry (TG) at heating rates of 10oC/min and differential
scanning calorimetry (DSC) at 5oC/min using a Mettler Toledo thermal analyzer.
RESULTS AND DISCUSSION
Preliminary investigations have been carried out to examine the function of selected
nitrogen-containing reactants in flame retardancy. The TMM and DMDHEU have been
used as crosslinking agents for cotton, and are reasonable choices for use in flame retardant
finishes. The cotton fabric was treated with TMM or DMDHEU alone at different
concentrations. LOI of the cotton fabric thus treated is presented in Figure 5.1. The LOI of
the cotton fabric treated with TMM or DMDHEU increased as the nitrogen content on
fabric was increased. The DMDHEU-treated fabric with 4.94% nitrogen had LOI of 22.6,
whereas TMM-treated fabric only had LOI of 19.4 when the nitrogen content was 4.54%
(LOI of control is 17.8). Both TMM and DMDHEU can increase LOI of treated cotton
fabric. However, DMDHEU treated fabric had a higher LOI value than that of TMM when
the same amount of nitrogen content was on the fabric.

85
17.0
18.0
19.0
20.0
21.0
22.0
23.0
24.0
0.00 1.00 2.00 3.00 4.00 5.00
% N
LOI (
%)
DMDHEU
TMM
Figure 5.1. LOI vs nitrogen content of cotton fabric treated with different nitrogen-
containing reactants.
16.0
20.0
24.0
28.0
32.0
36.0
0.00 1.00 2.00 3.00 4.00 5.00 6.00
% N
LOI (
%)
P=0%
P=0.58%
P=1.05%
P=1.47%
P=2.72%
Figure 5.2. LOI vs nitrogen content at fixed phosphorus levels for HFPO/TMM treated
cotton fabric.

86
16.0
20.0
24.0
28.0
32.0
36.0
0.00 1.00 2.00 3.00 4.00 5.00
% N
LOI (
%)
P=0%
P=0.54%
P=1.05%
P=1.50%
P=2.73%
Figure 5.3. LOI vs nitrogen content at fixed phosphorus levels for HFPO/DMDHEU treated
cotton fabric.
24
26
28
30
32
0.00 1.00 2.00 3.00 4.00 5.00 6.00
% N
LOI (
%)
TMM
DMDHEU
Figure 5.4. LOI vs nitrogen content at fixed phosphorus levels for different nitrogen-
containing reactants treated cotton fabric.

87
The cotton fabric was treated with HFPO/TMM or HFPO/DMDHEU, and both
finish systems were studied in detail at predetermined phosphorus levels, with nitrogen
contents varying around 5%. LOI values of treated fabric are plotted against the nitrogen
content at increasing specific phosphorus levels in Figure 5.2 and Figure 5.3, respectively.
One observes that LOI is a linear function of nitrogen content at a given phosphorus level,
as seen by the series of straight lines. We noticed that the LOI of fabric treated with HFPO
only changed from 21.2 to 27.1 as the phosphorus content increased from 0.58% to 2.72%.
In the presence of nitrogen, the flammability of treated cotton fabric is significantly
different. The LOI of the fabric treated with HFPO/TMM increased from 27.1 to 34.5,
whereas the LOI of HFPO/DMDHEU treated fabric increased from 27.1 to 33.5 when the
nitrogen content was increased from 0 to 4.0%. At zero nitrogen and 2.72% phosphorus,
LOI of treated fabric is 27.1, an increase of 9.3 above the control of 17.8, and at 4%
nitrogen as DMDHEU, LOI is 21.7, and an increase of 3.9 above the control of 17.8. By
additivity, this would product that at 4% nitrogen as DMDHEU plus 2.72% phosphorus, we
would expected to get LOI of 3.9+9.3+17.8 =31.0, but in fact the measures LOI is 33.5, the
measured LOI is much higher than the expected one in HFPO/DMDHEU system; Similarly,
for HFPO/TMM flame retardant finishing system, the expected LOI is 1.3+9.3+17.8=28.4,
nevertheless, the measured LOI is 34.5, the measured LOI is also much higher than that of
expected LOI. Both HFPO/TMM and HFPO/DMDHEU had the same phosphorus content
(2.72%); the data presented here indicate that both TMM and DMDHEU can enhance the
flame resistance of treated fabric. An effect greater than that predicted on the basis of
additives of individual phosphorus components is called synergism [2]. TMM and

88
DMDHEU by themselves can only marginally increase the LOI value (Figure 5.1),
however, they can provide phosphorus-nitrogen synergism to the flame retardant finishing
system, therefore significantly enhancing the flame resistance of treated fabric. The data
also show that both TMM and DMDHEU are good synergistic agents for flame retardant
agent HFPO.
Shown in Figure 5.4 are the LOI values of cotton fabric treated with HFPO/TMM or
HFPO/DMDHEU at a fixed phosphorus content (1.50%) and an increasing amount of
nitrogen content. We observed again that the LOI value of treated fabric increased as the
nitrogen content was increased. However, the LOI of HFPO/TMM treated fabric increased
from 25.3 to 31.8, whereas the LOI of HFPO/DMDHEU treated fabric only increased from
25.3 to 30.1 when the nitrogen concentration was increased from 0 to 4.0%. We found an
approximately 2 unit lower LOI of HFPO/DMDHEU treated fabric compared to that of
HFPO/TMM treated fabric at the same phosphorus and nitrogen content. To achieve the
same level of flame resistance (LOI value), a smaller amount of nitrogen of TMM is needed
than that of DMDHEU. The data presented here demonstrate that TMM is a more efficient
nitrogen provider; because the cotton fabric treated HFPO/TMM has a higher LOI than that
treated with HFPO/DMDHEU as the same amount of phosphorus and nitrogen content.
The LOI values of cotton fabric treated with HFPO/TMM or HFPO/DMDHEU were
plotted as a function of phosphorus content at increasing specific nitrogen levels (Figure 5.5
and Figure 5.6 respectively). Without TMM and DMDHEU, the LOI of treated cotton fabric
increased when the phosphorus content are less than 2.0%. As the phosphorus content

89
16.0
20.0
24.0
28.0
32.0
36.0
0.00 0.50 1.00 1.50 2.00 2.50 3.00
% P
LOI (
%)
N=4.09N=2.96%N=1.99%N=0.96%N=0%
Figure 5.5. LOI vs phosphorus content at fixed nitrogen levels for HFPO/TMM treated
cotton fabric.
16.0
20.0
24.0
28.0
32.0
36.0
0.00 0.50 1.00 1.50 2.00 2.50 3.00
% P
LOI (
%)
N=4.06%N=3.06%N=2.08%N=1.02%N=0%
Figure 5.6. LOI vs phosphorus content at fixed nitrogen levels for HFPO/DMDHEU treated
cotton fabric.

90
HFPO only 2.73% P
HFPO only 1.96 % P
HFPO only 1 .47% P
HFPO only 1.05% P
HFPO only 0 .58% P
Cotton Control
1°C5 0 100 150 200 250 300 350 4 00 450 500 550
^exo HFPO conc 13.10.2004 10:32:53
SW 8.00eRTASLab: METTLER
Figure 5.7. DSC curves of cotton fabric treated with HFPO at different concentrations.
HFPO only 1 .47% P
HFPO/TMM 1.47% P 4.94% N
HFPO/TMM 1.47% P 1.99% N
HFPO/TM M 1.4 7% P 2 .96 % N
HFPO/TM M 1.4 7% P 0.96%N
C°C5 0 100 150 200 250 300 350 4 00 450 500 550
^exo
SW 8.00eRTASLab: METTLER
Figure 5.8. DSC curves of cotton fabric treated with 9.9% HFPO in combination with TMM
with different concentrations.

91
further increased from 2.00% to 2.73%, the LOI of both treated fabric remained practically
unchanged. Nevertheless, in the presence of the nitrogen-containing reactants, the LOI of
treated fabric always increased as the phosphorus content was increased from 0 to 2.73%,
with a substantial change noticed between 0.00 and 0.96% nitrogen on the HFPO/TMM
treated fabric. The divergent character of these relationships further indicates a synergistic
interaction between nitrogen and phosphorus in HFPO/TMM and HFPO/DMDHEU system.
Shown in Figure 5.7 are DSC curves of the cotton fabric treated with HFPO only at
different concentrations. The DSC curves show a strong endothermic followed by an
exothermic peak. Thermal decomposition of cellulose is an extremely complex chemical
process. Two competitive pathways have been proposed in the literature [10-11] for the
process, as shown in Scheme 5.2. If the dehydration of cellulose prevails, evolution of CO2,
H2O and CO with formulation of solid char is mainly observed. If depolymerization occurs
more extensively than dehydration, volatilization of tar mostly composed of levoglucosan is
observed.
Cellulose
Dehydration
Depolymerization
" Anhydrocellulose" Char + Gases(CO2, CO, H2O)
"Tar"(Mainly Levoglucosan)
+ Flammable Gases
Scheme 5.2
It is generally accepted [12-14] that the endotherm is mainly due to
depolymerization of cellulose with formation of levoglucosan and its evaporation, whereas
the exotherm is due to dehydration of cellulose with the formation of char. The nadir of
endothermic peak, which is correspondent to depolymerization of cellulose shifted from

92
365oC to 250oC as the phosphorus content was increased from 0 to 2.73%. Furthermore, the
exothermic peak, which is related to dehydration of cellulose, is also shifted from 300oC to
260oC when the phosphorus content was changed from 0.58% to 2.73%. The thermal
decomposition occurs between 250-310oC depending upon the amount of phosphorus
compound present. At the same time, we also found that the exothermic peak area increased
as the phosphorus content increased. That means the dehydration of cellulose occurs
extensively as the phosphorus content on fabric was increased; therefore, the amount of char
formation was significantly increased, and the amount of levoglucosan and its volatilization
were dramatically reduced. The DSC curves shown in Figure 5.7 also indicate a small
exothermic peak whose temperature seems to vary with the amount of phosphorus content.
A logical interpretation would seem to be in terms of a phosphorylation occurring at
approximately 240oC. For the HFPO treated fabric, the thermal decomposition takes place
by the following pathway: phosphorylation, then followed by depolymerization and
dehydration occurring between 250oC and 310oC, depending upon the amount of
phosphorus compound present.
Figure 5.8 shows the DSC curves of cotton fabric treated with HFPO at a specified
phosphorus level (1.47%) in combination of TMM at different concentrations. One observes
that the endothermic peak disappeared gradually, and the exothermic peak area was
dramatically increased. That means that the depolymerization of cellulose, which
corresponds to the formation of levoglucosan and its evaporation, was significantly reduced,
and the dehydration of cellulose became dominant during the thermal degradation process

93
HFPO/TM M 1.4 7% P 4 .54 % N
HFPO/TMM 1.47% P 2.96% N
HFPO/TM M 1.47% P 1.99% N
HFPO only 1 .47 % P
%5 0
°C1 00 200 3 00 400 5 00 600 700
Figure 9 13.10.2004 10:43:11
SW 8.00eRTASLab: METTLER
Figure 5.9. TGA curves of cotton fabric treated with 9.9% HFPO in combination with
TMM with different concentrations.
HFPO/DMDHEU 1.50% P 4.06% N
HFPO/DMDHEU 1.50 % P 3.0 6% N
HFPO/DMDHEU 1.50% P 2.08% N
HFPO/DMDHEU 1 .50% P 1.02% N
HFPO only 1.47% P
°C5 0 100 150 2 00 250 300 3 50 400
^exo Figure 10 13.10.2004 10:57:20
SW 8.00eRTASLab: METTLER
Figure 5.10. DSC curves of cotton fabric treated with 9.9% HFPO in combination with
DMDHEU with different concentrations.

94
in the presence of phosphorus and high content of nitrogen, which is in agreement with the
larger char formation in thermogravimetric analysis (Figure 5.9). Without the nitrogen, even
at a high phosphorus level (2.73% phosphorus) there was still a strong depolymerization
peak, nevertheless, in the presence of 2.96% nitrogen, the fabric treated with 1.47%
phosphorus has no depolymerization peak. Compared to the thermal decomposition of the
phosphorus-only treated fabric, the interaction of phosphorus-nitrogen significantly alters
the pyrolytic process of cellulose. The interaction of phosphorus-nitrogen retards the
thermal decomposition of cellulose by the depolymerization, and contributes to the
dehydration process, thus reducing the levoglucosan and its evaporation, and increasing the
amount of solid char. We also observed that the dehydration temperature shifted to a higher
temperature as the nitrogen content was increased in the presence of phosphorus (Figure
5.8). However, the TGA curves in Figure 5.8 show the amount of char formation increased
as the nitrogen content was increased. The presence of nitrogen does not decrease the
dehydration temperature, but rather, increasing the decomposition temperature, and also
increasing the amount of solid char. This results are a bit surprising and might go against
the traditional condensed-phase mechanism, which usually is considered to be that, the
flame retardant alters the pyrolytic path of the substrate, decreases the decomposition
temperature, and reduces substantially the amount of flammable gases produced by favoring
the formation of carbonaceous char [2]. A reasonable interpretation here is that the nitrogen
is forming a salt with the phosphorus acid formed from the phosphorus ester and buffering
the acids, thus reducing the catalytic acid effect of the phosphorus acids, and therefore
shifting the dehydration toward a higher temperature, eventually, even though the reaction

95
is slowed down, it does finally create the char. Another piece of evidence to support this
interpretation is that the temperature of the presumed phosphorylation of cellulose by the
phosphorus component of the finish, indicated by the small exothermic peak in DSC curves
(Figure 5.8), shifted from 240oC to approximately 270oC as the nitrogen content was
increased from 1.99% to 4.94%. We hypothesize that neutralizing or buffering of the
phosphorus acids by nitrogen reagent reduces the catalytic acid effect of the phosphorus
acid, thus making the phosphorylation take place at a higher temperature when both
phosphorus and nitrogen are present in the flame retardant finish system.
DSC and TGA curves of cotton fabric treated with HFPO at a specified phosphorus
level in combination of DMDHEU at different concentrations are shown in Figure 5.10 and
Figure 5.11 respectively. For HFPO/DMDHEU treated cotton fabric, the thermal
decomposition of cellulose followed the same pyrolytic process as that of the HFPO/TMM
system. The phosphorus-nitrogen interaction significantly reduces the depolymerization
process, in favor of the dehydration decomposition process during the thermal
decomposition. This substantially decreases the formation of levoglucosan and amount of
flammable gases and increases the amount of solid char, thus improving the flame
resistance. Similarly, the dehydration occurs at a higher temperature when the nitrogen
content was increased.
The DSC curves of cotton fabric treated with a specified TMM level in combination
of HFPO at different concentrations are shown in Figure 5.12. Once again, the endothermic
peak, which is related to formation of levoglucosan and its evaporation, disappeared in the
presence of 3.0% nitrogen and more than 0.58% phosphorus. This indicated that the amount

96
HFPO/DMDHEU 1.50% P 4.0 6% N
HFPO/DMDHEU 1.50% P 2.0 8% N
HFPO/DMDHEU 1.50% P 1.0 2% N
Cotton Control
%5 0
°C1 00 200 3 00 400 5 00 600 700
SW 8.00eRTASLab: METTLER
Figure 5.11. TGA curves of cotton fabric treated with 9.9% HFPO in combination with
DMDHEU with different concentrations.
HFPO/TM M 2.7 2% p 2 .9 6% N
HFPO/TMM 1.47% P 2.96% N
HFPO/TMM 0.58% P 2.96% N
TMM only 2.96% N
°C5 0 100 150 200 250 300 350 4 00 450 500 550
^exo
SW 8.00eRTASLab: METTLER
Figure 5.12. DSC curves of cotton fabric treated with 9% TMM in combination with HFPO
with different concentrations.

97
HFPO/TM M 2.7 3% P 2 .96% N
HFPO/TMM 0.58% P 2.96% N
TM M only 2.96% N
Cotton control%5 0
°C1 00 200 3 00 400 5 00 600 700
SW 8.00eRTASLab: METTLER
Figure 5.13. TGA curves of cotton fabric treated with 9% TMM in combination with HFPO
with different concentrations
of levoglucosan and its flammable gases were significantly reduced when both nitrogen and
phosphorus are present. The TGA results shown in Figure 5.13 are consistent to the DSC
analysis. The data presented here clearly demonstrate that the phosphorus-nitrogen
interaction retards the thermal decomposition of cellulose by depolymerization, and
contributes to the dehydration process, thus reducing the levoglucosan and its evaporation,
increasing the amount of solid char, and significantly enhancing the flame resistance of
cotton fabric. At fixed nitrogen level, the more the phosphorus content, the lower the
dehydration temperature, the higher the amount of solid char, and the better is the flame
resistance performance of the treated fabric. However, as the phosphorus content increased,
the exothermic peaks shifted to a lower temperature, whereas the exothermic peaks shifted

98
HFPO/DMDHEU 2 .73 % P 3.06% N
HFPO/DMDHEU 1.50% P 3.0 6% N
HFPO/DMDHEU 1.05% P 3.06% N
DMDHEU only 3.06%
°C5 0 100 1 50 2 00 2 50 3 00 3 50 4 00
^exo Figure 14 13.10.2004 11:55:16
SW 8.00eRTASLab: METTLER
Figure 5.14. DSC curves of cotton fabric treated with 22.5% DMDHEU in combination
with HFPO with different concentrations.
HFP O/DMDHEU 1 .50 % P 3.06% N
HFPO/DMDHEU 1.05% P 3.06% N
HFPO/DMDHEU 0.54% P 3.0 6% N
DMDHEU only 3 .06% N
Cotton Control
%5 0
°C1 00 200 3 00 400 5 00 600 700
Figure 15 13.10.2004 11:40:48
SW 8.00eRTASLab: METTLER
Figure 5.15. TGA curves of cotton fabric treated with 22.5% DMDHEU in combination
with HFPO with different concentrations.

99
to higher temperature as the nitrogen content was increased at a fixed phosphorus level
(Figure 5.8). Again, it might be hypothesized that the nitrogen is forming a salt with the
phosphorus acids and buffering them thus reduce the catalytic acid effect of the phosphorus
acid. At a fixed level of nitrogen, the nitrogen can only consume a fixed amount of the
phosphorus acids. When the phosphorus content was increased, an excess amount of
phosphorus acids existed, and the catalytic acid effect of the phosphorus acids also
increased. The observation that phosphorylation occurs at 250oC instead of 270oC is another
piece of evidence that more phosphorus acids existed when the phosphorus content was
increased. For both different phosphorus levels at a fixed nitrogen content and different
nitrogen contents at a fixed phosphorus level, dehydration takes place at either higher or
lower temperature as the nitrogen or phosphorus content increased, however, the solid char
amount always increased, and the flame resistance also improved. We might say that the
extent of dehydration, not the dehydration temperature has the most significant effect on the
amount of char. Therefore, the extent of dehydration has a profound effect on flame
resistance. The DSC and TGA curves of the cotton fabric treated with HFPO at different
concentrations, in combination with DMDHEU at a fixed level, are in Figure 5.14 and
Figure 5.15 respectively. Similar decomposition results were observed as the phosphorus
content increased at fixed nitrogen content, and a similar phosphorus-nitrogen interaction
occurs in the HFPO/DMDHEU finish system.
The DSC curves of cotton fabric treated with HFPO only, and HFPO/TMM or
HFPO/DMDHEU at the same phosphorus and nitrogen content are shown in Figure 5.16.

100
HFPO/TMM 1.47% P 2.96% N
HFP O/DMDHEU 1 .50% P 3.06% N
HFPO only 1.47% P
°C5 0 100 1 50 2 00 2 50 3 00 3 50 4 00
^exo
SW 8.00eRTASLab: METTLER
Figure 5.16. DSC curves of cotton fabric treated with 9.9% HFPO in combination with
TMM or DMDHEU at the same content nitrogen.
HFPO only 1.47% P
HFPO/DMDHEU 1 .50 % P 3.06% N
HFPO/TMM 1.47% P 2.96% N
%5 0
°C1 00 200 3 00 400 5 00 600 700
SW 8.00eRTASLab: METTLER
Figure 5.17. DSC curves of cotton fabric treated with 9.9% HFPO in combination with
TMM or DMDHEU at the same content nitrogen.

101
The LOI of cotton fabric treated with 1.47% phosphorus of HFPO only is 25.3; however,
the LOI of cotton fabric treated with 1.47% phosphorus and 2.99% nitrogen of TMM or
DMDHEU is 29.9 and 28.8 respectively. Obviously, both TMM and DMDHEU can
enhance the flame resistance of treated fabric by means of phosphorus-nitrogen synergism.
We noticed that with both HFPO/TMM and HFPO/DMDHEU treated fabrics, the
endothermic peaks, which correspond to formation of levoglucosan and its evaporation have
disappeared, and the exothermic peaks, which are related to the dehydration of cellulose
have become dominant during the thermal decomposition. We also observed that the
dehydration temperature of HFPO/TMM treated fabric is somewhat higher than that of
HFPO/DMDHEU treated fabric perhaps because of the stronger basicity of TMM.
Meanwhile, the exothermic peak area of the HFPO/TMM treated fabric is larger than that of
HFPO/DMDHEU treated fabric, which means the dehydration of cellulose is more
extensive on HFPO/TMM treated fabric than that of HFPO/DMDHEU. This is another
piece of evidence that the extent of dehydration, not the dehydration temperature has a
profound influence on the flame resistance. Further confirmation of this interpretation is
given by the TGA curves (Figure 5.17). Although the HFPO/TMM treated cotton
decomposes at a higher temperature, the HFPO/TMM treated fabric showed a higher
amount of char, and thus a better flame resistance.

102
CONCLUSION
Both TMM and DMDHEU finishes by themselves can increase the flame resistance
of cotton fabric, DMDHEU to a greater degree. TMM and DMDHEU are good nitrogen
providers to the organophosphorus-based flame retardant finishing system, and therefore
enhancing the flame resistance performance of cotton fabric by means of phosphorus-
nitrogen synergism. TMM is found to be a more efficient synergistic agent than DMDHEU.
The interaction between phosphorus and nitrogen alters the thermal decomposition path.
The phosphorus-nitrogen interaction inhibits the thermal decomposition of cellulose by
depolymerization, and contributes to the dehydration process, thus reducing levoglucosan
formation and evaporation, increasing the amount of solid char, and substantially improving
the flame resistance of treated cotton fabric. The nitrogen and phosphorus content have a
different influence on the dehydration temperature. The extent of dehydration, not the
dehydration temperature is observed to have the significant effect on the flame resistance.
ACKNOWLEDGMENT
The authors are grateful to Akzo Nobel Functional Chemicals for its partial financial
support of this research project, and thankful to Dr. Edward Weil and Dr. Ian Hardin for
many useful discussions.

103
REFERENCES
1. Weil ED, Patel N, and Huang CH. Phosphorus-nitrogen combinations-some
interaction and mode-of action considerations. BCC Flame Retardancy Conference,
Stamford, CT 1993.
2. Lewin M. In: Lewin M. and Sello SB editor. Handbook of Fiber Science and
Technology: Volume II. New York: Marcel Dekker; 1984. 60pp.
3. Willard JJ, and Wondra RE. Quantitative evaluation of flame-retardant cotton
finishes by the limiting oxygen index (LOI) technique. Text Res J1970; 40:3.
4. Reeves WA, Perkins RM, Piccolo B and Drake GI. Some chemical and physical
factors influencing flame retardancy. Text Res J1970; 40:223.
5. Tesoro GC and Meiser CH. Some effects of chemical composition on the
flammability behavior of textiles. Text Res J1970; 40:430.
6. Kneopfler NB and Keonig PA. 1971; US Pat. 3,629,052.
7. Tesoro GC, Sello SB and Willard JJ. Flame retardancy properties of phosphonate
derivatives of cotton cellulose. Text Res J1968; 38:245
8. Tesoro GC, Sello SB and Willard JJ. Nitrogen-phosphorus synergism in flame
retardant cellulose. Text Res J1969; 39:180
9. Wu W, Yang CQ. Comparison of DMDHEU and melamine-formaldehyde as the
binding system for a hydroxy-functional organophosphorus flame retarding agent on cotton.
J Fire Sci 2004; 22:125.
10. Kishore K and Mohandas K. Action of phosphorus compounds on fire retardancy of
cellulosic materials: A review Fire Mater., 1982; 6:54.

104
11. Bradbury AGW, Sakai Y, and Shafizadeh F. A kinetic model for pyrolysis of
cellulose J.Appl. Polym. Sci.1979; 23:3271.
12. Soares S, Camino G, and Levchik S. Comparative study of the thermal decomposition
of pure cellulose and pulp paper. Polym. Degradation and Stability. 1995;49:275.
13. Jain, RK, Lal K and Bhatnagar HL.Thermal degradation of cellulose and its
phosphorylated products in air and nitrogen J. Appl. Polym. Sci. 1985; 30:897.

105
CHAPTER 6
A COMPARATIVE STUDY OF DIFFERENT REACTIVE ORGANOPHOSPHORUS
FLAME RETARDANT AGENTS FOR COTTON1
________________________________ 1 Wu, W. and Yang, CQ. Submitted to Polymer Degradation and Stability.

106
ABSTRACT
N-methylol dimethyl-phosphonopropionamide (MDPA) has been one of the most
commonly used durable flame retardant agents for cotton. New flame retardant finishing systems
based on a hydroxy-functional organophosphorus oligomer (HFPO) and bonding agent, such as
dimethyloldihydroxyethyleneurea (DMDHEU), trimethylolmelamine (TMM), and a mixture of
DMDHEU and TMM are currently developed. In this research, we investigated the covalent
bonding, flame resistance as well as the physical properties of those two flame retardant
finishing systems: MDPA/TMM, and HFPO with TMM and a mixture of DMDHEU and TMM
(1:1) as the bonding agent. We found that MDPA by itself can be bound to cotton cellulose via
its N-methylol group. The presence of TMM improves the amount of MDPA bound to cotton
(approximately a 25% increase in phosphorus retention at 8% TMM level). The bonding agent,
such as TMM or DMDHEU, is necessary for HFPO to be bound to cotton, and the amount of
HFPO bound to cotton is determined by the type and concentration of the bonding agent. The
amount of the flame retardant agent bound to cotton is significantly higher for the HFPO system
than that for the MDPA system when equal moles of the phosphorus and N-methylol group are
used. The content of N-methylol groups also substantially affects the laundry durability of the
treated fabric. The type of catalyst plays a significant role in influencing the bonding of flame
retardant agents and cotton. We also found that the MDPA/TMM treated fabric has a higher
initial LOI than that of the HFPO/TMM treated fabric due to the nitrogen content in the MDPA
molecule, which can improve the flame resistance by means of phosphorus-nitrogen synergism.
The flame resistance of cotton is identical for both the HFPO and MDPA system when there are
same amount of the phosphorus and nitrogen on the fabric. The fabric treated with MDPA/TMM
and HFPO/TMM showed the similar LOI after 1, 10, and 25 laundering cycles. Both

107
HFPO/TMM and MDPA/TMM treated fabric remained at a low level of the WRA. The tensile
strength loss of the treated fabric did not increase as the TMM concentration was increased,
however, the fabric stiffness significantly increased when a high TMM concentration was used.
MDPA/TMM treated fabric showed higher dimensional change during the laundering cycles and
higher formaldehyde release level.
INDEX WORDS: Cotton, Crosslinking, Flame retardant finishes, DMDHEU, Trimethylol
melamine, Reactive organophosphorus chemicals.

108
INTRODUCTION
Cotton and cellulosic substrates in general, are combustible textile fibers. Flame retardant
finishing is highly desirable for those fibers to improve life safety [1]. It is not surprising that
most efforts in the field of flame retardancy were made on modifying the flame resistance
properties of cotton fibers since cotton is the most commonly used of textile fibers. In the past
several decade lots of procedures have been developed to overcome the flammability of
cellulosic substrates [2-5]. Among those flame retardant chemistries, reactive phosphorus ester,
such as N-methylol dimethyl phosphosphonopropionamide (MDPA) and its commercial versions
with the trade name of “Pyrovatex CP New”, has been one of the most commonly used durable
flame retardant agents for cotton since it was introduced in 1968 [6-8]. The structure of MDPA is
shown in Scheme 6.1 (CA Registry No. 20120-33-6). Several researches on reactive phosphorus
chemistry have been done in past several years. MDPA may bond to the cellulose molecules via
OCH3OCH3O P CH2 CH2OHCH2 C
ONH
Scheme 6.1
N-methylol group in the presence of bonding agent and an acidic catalyst, therefore making the
flame retardant finishing system durable to home laundry [9], and MDPA can confer acceptance
flame retardancy for cotton [10-11]. The MDPA finish functions as a condensed-phase retardant
and promotes char formation [12]. The effect of MDPA finishes flame retardancy, strength loss,
and color fastness have been studied, there are several limitations and, in many cases,
undesirable facets associated with this finishing technique [13-14].
In our previous research, we developed a flame retardant finishing system for cotton
based on a hydroxy-functional organophosphorus oligomer (abbreviated as “HFPO” here) with

109
the commercial name of “Fyroltex HP”, shown in Scheme 6.2 (CA Registry No. 70715-06-9,),
and a bonding agent, such as DMDHEU and TMM [15-18].
H [ OCH2CH2O P
O
]2X
[ CH2OOCH2 ]OP
X OHCH2CH2O
OCH3 CH3
Scheme 6.2
The objective of this research was to investigate the bonding of those reactive
organophosphorus compounds to cotton and to compare the laundering durability of those
compounds after they are bound to the cotton fabric. We studied the bonding of MDPA to cotton
with and without the presence of TMM. We used TMM and mixture of DMDHEU and TMM
(1:1) as the bonding systems for HFPO. We also evaluated the effects of different catalysts on
the bonding of those two different flame retardant finishing systems. Meanwhile, we evaluated
the flame resistance performance and the physical properties as well as the amount of
formaldehyde release on the cotton fabric treated with those two different flame retardant
finishing systems.
EXPERIMENTAL
Materials
The fabric used was a 3/1 twill weave 100% cotton fabric weighing 242 g/m2. MDPA
with the commercial name of “Pyrovatex CP New®” and HFPO with the commercial name of
“Fyroltex HP®” were supplied by Ciba Specialty Chemicals, High Point, North Carolina, and
Akzo Nobel, Dobbs Ferry, New York, respectively. DMDHEU with the commercial name of
“Freerez 900” and TMM with the trade name of “Aerotex M-3” were supplied by Noveon,
Cleveland, Ohio. The NH4Cl-based catalyst with the commercial name of “Catalyst RD” was
supplied by Eastern Color & Chemical, Greenville, South Carolina. Phosphoric acid was a

110
reagent grade chemical supplied by Aldrich Chemical, Wisconsin. The MgCl2-based “activated”
catalyst with the commercial name of “Catalyst 531” was supplied by Omnova Solutions,
Chester, South Carolina.
Fabric Treatment and Home Laundering Procedures
The fabric was first immersed in a finish solution containing flame retardant, TMM or
mixture of DMDHEU&TMM (1:1), and a catalyst, and then passed through a laboratory padder
with two dips and two nips, dried at 90°C for 3 min, and finally cured in a Mathis curing oven at
165°C for 2.5 min. The weight of catalyst H3PO4 was 2% of the bath. The weight of Catalyst RD
was 2% of that of TMM or of the mixture of DMDHEU and TMM. All other concentrations
(w/w, %) presented here were calculated based on the weight of reagent (solid) and that of the
bath. The wet pick-up of the cotton fabric was approximately 80±3%. After curing, the treated
cotton fabric was subjected to different numbers of home laundering cycles with the use of
“AATCC Standard Detergent 1993”. The home laundering procedure was done according to
AATCC Test Method 124-1996 (“Appearance of Fabrics After Repeated Home Laundering”).
The water temperature for laundering was approximately 46°C.
Fabric Performance Evaluation
The limiting oxygen index (LOI) of the cotton fabric was measured according to ASTM
D2863-00. The vertical flammability of the cotton fabric was measured according to ASTM
D6413-99. The tensile strength of the fabric was measured according to ASTM D5035-95. The
conditional wrinkle recovery angle (WRA) was measured according to AATCC Test Method 66-
1996. The stiffness of fabric was measured according to ASTM D6828-02, and the formaldehyde
release from the fabric was measured according to AATCC Test Method 112-1998.
Determination of Phosphorus Concentration on the Treated Cotton Fabric

111
Approximately 2g of treated cotton fabric taken from different parts of a larger fabric
specimen were ground in a Wiley mill into a powder to improve sample uniformity. Then, 2 ml
of concentrated H2SO4 were added to 0.1 g of cotton powder. 10 ml of 30% H2O2 was added
dropwise to the mixture, allowing the reaction to subside between drops. The reaction mixture
was then heated at approximately 250ºC to digest the powder and to evaporate the water until
dense SO3 vapor is produced. The completely digested cotton sample as a clear solution was
transferred to a 50-ml volumetric flask, and then diluted with distilled/deionized water. The
sample thus prepared was analyzed with a Thermo-Farrell-Ash Model 965 inductively coupled
plasma atomic emission spectrometer (ICP/AES) to determine the phosphorus content. The
phosphorus retention of the treated fabric was calculated using the formula (PAL/PBW)×100%,
where, PAL is the phosphorus content on the fabric after laundering, and PBW is the phosphorus
content on the fabric before wash.
Elemental Analysis
The concentrations of carbon, hydrogen, and nitrogen of the samples were analyzed with
a PE 240C C, H, N analyzer. Approximately 2 mg of a sample was first combusted, then
separated by chemical chromatography, and measured by a thermal conductivity detector to
determine the C, H, and N concentrations.
RESULTS AND DISCUSSION
Both the theoretical and the measured values of the phosphorus, carbon, hydrogen and
nitrogen content of the commercial products of MDPA and HFPO are presented in Table 6.1.
The measured phosphorus concentration of HFPO is 19.56% whereas the theoretic value is
20.58% (Table 6.1). Based on those values, the purity of HFPO is determined to be 95.0%

112
assuming that all the phosphorus in the product came from the active ingredient shown in
Scheme 6.2. The measured values of both carbon and hydrogen contents of HFPO are higher
than the corresponding theoretical value due to the impurities in the commercial product. Based
on the measured and theoretical values of the phosphorus content of MDPA presented in Table
6.1, the purity of MDPA is determined to be 75.4% assuming all the phosphorus in the product
came from MDPA shown in Scheme 6.1. The ratios of the theoretical value to measured value of
the nitrogen, carbon and hydrogen content of MDPA is 80.3, 76.9 and 82.0%, respectively.
Table 6.1. Elemental concentration of HFPO and MDPA
P% N% O% H% Samples TH1 Me2 TH1 Me2 TH1 Me2 TH1 Me2
HFPO 20.58 19.56 0 0 29.20 29.92 5.97 6.06 MDPA 18.67 14.70 8.43 6.77 43.37 33.35 8.43 6.90
Note: 1: Theoretical; 2: Measured
Table 6.2. Phosphorus retention of cotton fabric treated with MDPA of different concentrations,
cured at 165oC for 2.5 min, after 1 HLTD cycle.
MDPA
Concentration (%) 8 16 24 32 40 48
Phosphorus Retention (%)
51 52 51 51 52 52
The cotton fabric was treated with MDPA of different concentrations with phosphoric
acid as the catalyst, cured at 165ºC for 2.5 min, and finally subjected to one laundering cycle to
remove the MDPA not bound to cotton. The phosphorus content of the cotton fabric thus treated

113
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
8 16 24 32 40 48
MDPA Concentration (%)
Phos
phor
us (%
) Before wash
After 1 HLTD
Figure 6.1. Phosphorus content of the cotton fabric treated with MDPA of different
concentrations and cured at 165oC for 2.5 min (before and after 1 HLTD cycle).
30
35
40
45
50
55
60
65
70
0 10 20 30 40 50
Number of HLTD Cycles
Phos
phor
us R
eten
tion
(%)
MDPA Only
Figure 6.2. Phosphorus retention of cotton fabric treated with 45% MDPA only and cured at
165oC for 2.5 min, as a function of the number of the HLTD cycles.

114
is presented as a function of the MDPA concentration in Figure 6.1, and the percent phosphorus
retention of the MDPA-treated cotton fabric is shown in Table 6.2. The fabric treated with 8%
MDPA had 1.07% phosphorus before laundering, and the phosphorus concentration decreased to
0.56% after one laundering cycle (Figure 6.1), which represented 51% of the phosphorus
retention on the fabric after one laundering cycle (Table 6.2). It was reported in the literature that
MDPA was bound to cotton cellulose by the reaction of TMM with both MDPA and cellulose
shown in Scheme 6.3 [9].
CH2O
n
OH
OH
OH
OH
HO CH2OH
CH2
HH
H
HHHH
H H
H O
O
O
O
H
NNHCH2 O CH2 NH C C
NC
N
NHCH2OH
CH2 NHC
O
PCH3O
CH3OCH2
O
Scheme 6.3
The data presented here, however, clearly indicate that MDPA reacts directly with
cellulose through its N-methylol group, as shown in Scheme 6.4. The concentration of MDPA
bound to cotton increased linearly as the concentration of the MDPA applied to the fabric was
CH2
O
n
OH
OH
OH
OH
HO CH2OH
CH2
HH
H
HHHH
H H
H O
O
O
O
NHC
O
H
CH2
O
PCH3OCH3O CH2
Scheme 6.4

115
40
45
50
55
60
65
0 1 2 3 4 5 6 7 8
TMM Concentration (%)
Phos
phor
us R
eten
tion
(%) After 1 HLTD
After 50 HLTD
Figure 6.3. Phosphorus content of the cotton fabric treated with 45% MDPA, in combination of
TMM with different concentrations and cured at 165oC for 2.5 min (after 1, 50 HLTD cycles).
0
10
20
30
40
50
60
70
80
0 1 2 3 4 5 6 7 8
Binder Concentration (%)
Phos
phor
us R
eten
tion(
%)
HFPO/TMM
HFPO/(DMDHEU+TMM)
Figure 6.4. Phosphorus content of the cotton fabric treated with 32% HFPO, in combination of a
binder with different concentrations and cured at 165oC for 2.5 min (after 1 HLTD cycle).

116
increased (Figure 6.1). The percent retention of phosphorus after one laundering cycle remained
statistically unchanged (50-52%) as the MDPA concentration was increased from 8 to 48%
(Table 6.2). The percent retention of MDPA on the fabric after one laundering cycle appears to
be independent of the concentration of the MDPA applied to the fabric.
The cotton fabric was treated with 45% MDPA and cured at 165ºC for 2.5 min, and then
subjected to 50 home laundering cycles. The percent phosphorus retention of the fabric thus
treated is plotted against the number of home laundering cycles in Figure 6.2. The phosphorus
retention of treated fabric was 51% after one laundering cycle, and it was 49% after 50
laundering cycles (Figure 6.2). The data presented here demonstrate that the MDPA bound to
cotton through its N-methylol group is extremely durable to multiple home laundering.
Shown in Figure 6.3 is the phosphorus retention of the cotton fabric treated with 45%
MDPA in combination with TMM at different concentrations and cured at 165ºC for 2.5 min
after 1 and 50 laundering cycles. The amount of MDPA bound to cotton was increased from 50
to 63% (a 25% increase) when 8% TMM was present in the finish solution (Figure 6.3). Certain
portions of the cellulosic hydroxyl groups, which are not accessible by the bulky MDPA
molecules, can react with the N-methylol groups of TMM. Consequently, a portion of MDPA is
bound to cotton by the TMM-bridge as shown in Scheme 6.3. It should be point out that such a
portion approximately 20% of the total amount of MDPA bound to cotton is still relatively small
even at a high TMM concentration (8%) in the finish solution.
The cotton fabric was treated with the combination of 32% HFPO and
(DMDHEU+TMM) (1:1, w/w) or TMM at concentrations ranging from 2 to 8%, and then cured
at 165ºC for 2.5 min. The phosphorus retentions of the fabric thus treated after 1 home
laundering is presented as a function of the total binder concentration in Figures 6.4. The

117
phosphorus retention of the treated fabric after one laundering cycle was close to 0% when no
binder was used. Since HFPO does not have a reactive functional group to form a covalent bond
with cellulose, it cannot be retained on the fabric without the use of a bonding agent, such as
DMDHEU or TMM. When 2% (DMDHEU+TMM) or TMM was present in the finish solution,
the phosphorus retention on treated fabric after one home laundering became 40 or 32%,
respectively (Figure 6.4). The higher phosphorus retention for the fabric treated using
(DMDHEU+TMM) the binders was due to the fact that DMDHEU is more effective in reacting
with HFPO and cotton to for a “bridge” between them than TMM, as discussed in our previous
research [15-17]. One observes that the phosphorus retention was increased as the binder
concentration was increased (Figures 6.4). Because a bonding agent or the mixture of bonding
agents were necessary for HFPO to be bound to cotton, the effectiveness and the concentration of
the bonding agent play the most critical role in determining the amount HFPO bound to cotton.
One also observes that the difference in the phosphorus retention after home laundering
became smaller as the binder concentration was increase to 6% and beyond (Figure 6.4). When
8% (DMDHEU+TMM) or TMM was used, the phosphorus retentions were 71% and 69% after
one home laundering (Figure 6.4). After 50 launderings, the phosphorus retention of the fabric
treated using 8% TMM became 41%, which was higher than that treated using
(DMDHEU+TMM). At high concentration, TMM react with HFPO to form a crosslinked
polymer network on the fabric shown in Scheme 6.5, thus improving the laundering durability of
the HFPO bound to cotton.
The cotton fabric was treated with the combination of 45% MDPA and 8% TMM and the
combination of 32% HFPO and 8% (DMDHEU+TMM) or TMM. The treated fabric was cured
at 165ºC for 2.5 min and then subjected to different number of home laundering cycles. The

118
percent phosphorus retention of the cotton fabric was shown against the number of laundering
cycles (Figure 6.5). MDPA/TMM treated cotton had 2.29% phosphorus after one laundering
cycle, which represented 63% of the phosphorus retention on fabric. The percent phosphorus of
HFPO/TMM or (DMDHEU+TMM) treated cotton was 2.39% and 2.46% respectively after one
laundering cycle, which was 69% and 71% phosphorus retention after one laundering cycle.
Approximately 13% higher phosphorus retention on HFPO treated fabric after one laundering
cycle than that MDPA treated fabric when 8% of TMM was used as a bonding agent.
MDPA can be bound to cotton cellulose via its own N-methylol group or by additional
N-methylol groups (TMM), and N-methyloy bonding agent, such as DMDHEU or TMM, is
necessary for HFPO to be bound to cotton. Thus, the amount of the bonding between MDPA-
cotton and HFPO-cotton should be affected by the content of N-methylol groups in the finishing
system. The cotton fabric was treated with 45% MDPA or 32% HFPO in combination of TMM
with different concentrations, cured at 165ºC for 2.5 min. The retention of phosphorus in the
fabric thus treated is presented as a function of the mole ratio of N-methylol/phosphorus in
Figure 6.6 (after one laundering cycle). The mole ratio of N-methylol/phosphorus in MDPA is 1,
45% MDPA only treated cotton fabric has 51% phosphorus retention after one laundering cycle.
Meanwhile, in the HFPO/TMM flame retardant finishing system, when the N-
methylol/phosphorus mole ratio is 0.26 (TMM concentration 4.0%), the treated fabric has 49%
phosphorus retention after one laundering cycle, which represented the same phosphorus
retention as the MDPA treated fabric with 1.0 mole ratio of N-methylol/phosphorus. The cotton
fabric treated with 45% MDPA and 8% TMM (1.52 mole ratio of N-methylol/phosphorus) had
the phosphorus retention of 63% after one laundering cycle, to achieve the same phosphorus
content, only 0.39 mole ratio of N-methylol/phosphorus (TMM concentration 6%) is required for

119
20
30
40
50
60
70
80
90
100
1 10 25 50
Number of Home Laundering Cycles
Phos
phor
us R
eten
tion
(%)
HFPO/(TMM)
HFPO/(DMDHEU+TMM)
MDPA/TMM
Figure 6.5. Phosphorus retention of the cotton fabric treated with 45% MDPA or 32% HFPO, in
combination of 8% binder and cured at 165oC for 2.5 min, as a function of the number of the
HLTD cycles.
0
20
40
60
80
100
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6
N-Methylol/Phosphorus (mole Ratio)
Pho
spho
rus
Ret
entio
n (%
)
HFPO/TMMMDPA/TMM
Figure 6.6. Phosphorus retention of cotton fabric treated with 45% MDPA, or 32% HFPO in
combination of TMM with different concentrations, cured at 165oC for 2.5 min, as a function of
mole ratio of N-methylol/phosphorus (after 1 HLTD cycle).

120
N
N N
N N
N
CH2
O
OCH2
NH
NH
NH CH2 O
NH CH2 O
NHCH2O
NHCH2O
HFPO O CH2 NH
NHCH2O
N
N N
N N
N
CH2
O
OCH2
NH
NH
NH CH2 O
NH CH2 OHFPO
HFPOHFPO
Scheme 6.5
0
10
20
30
40
50
60
70
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6
N-methylol/phosphorus (mole ratio)
Phos
phor
us R
eten
tion
(%)
HFPO/TMMMDPA/TMM
Figure 6.7. Phosphorus retention of cotton fabric treated with 45% MDPA, or 32% HFPO in
combination of TMM with different concentrations, cured at 165oC for 2.5 min, as a function of
mole ratio of N-methylol/phosphorus (after 50 HLTD cycles).

121
HFPO/TMM finishing system. When the mole ratio is increased to 1.0 in HFPO/TMM finishing
system (TMM concentration 15.3%), the phosphorus retention of HFPO/TMM treated fabric is
78% after one laundering cycle, which is 53% higher than that of MDPA/TMM treated fabric.
The data presented here demonstrate the amount of the flame retardant agent bound to cotton is
significantly higher for the HFPO system than for MDPA system when the same content of N-
methylol group was used in the system. In our previous research, we found that the HFPO/TMM
mole ratio of the crosslinked polymeric network is 1.5 (Scheme 6.5) [17], assuming x=1 in
Scheme 6.1, 1.0 mole HFPO contains 3.0 mole of phosphorus, and 1.0 mole TMM contains 3.0
mole of N-methylol group, so the phosphorus/N-methylol mole ratio of the crosslinked
polymeric network is 1.5. One mole N-methylol group can bond 1.5 mole of phosphorus as
HFPO to cotton. On the contrary, the mole ratio of phosphorus/N-methylol in MDPA system is
1, 1.0 mole N-methylol group can only bound 1.0 mole of phosphorus to cotton. This is the
possible reason why HFPO was more effective to be bound to cotton cellulose than MDPA.
The phosphorus content on the fabric treated with 45% MDPA and 8%TMM after 50
laundering cycles was 2.06%, which represented 59% of the phosphorus retention on fabric, 6%
decrease in phosphorus after 50 laundering cycles compared to after one laundering cycle (63%
phosphorus retention in Figure 6.5). Meanwhile, the phosphorus content of cotton fabric treated
with 32% HFPO and 8% of TMM or (DMDHEU+TMM) only has 1.42% and 1.32% of P after
50 laundering cycles, respectively, which was around 40% retention of the phosphorus,
approximate 40% decrease in phosphorus after 50 laundering cycles compared to after one
laundering cycle. The decrease in percent phosphorus content after multiple laundering cycles
for HFPO system is substantially higher than that for MDPA system. This is an indication that

122
the laundry durability of the MDPA/TMM treated fabric was significantly better than that of
HFPO/TMM or (DMDHEU+TMM) treated fabric when 8% of bonding agent was used.
The cotton fabric was treated with 45% MDPA or 32% HFPO in combination with TMM
at different concentrations, and cured at 165ºC for 2.5 min. The retention of phosphorus on the
fabric thus treated after 50 laundering cycles is presented as a function of the mole ratio of N-
methylol/phosphorus in Figure 6.7 (after 50 laundering cycles). The cotton fabric treated with N-
methylol/phosphorus mole ratio of 1.0 (45% MDPA only) had 49% retention of phosphorus after
50 laundering cycles. And the fabric treated with 45% MDPA and 8% TMM (1.52 mole ratio of
N-methylol/phosphorus) had the phosphorus retention of 59% (Figure 6.7). Meanwhile, in the
HFPO/TMM flame retardant finishing system, when the mole ratio was 0.39 (TMM
concentration is 6.0%), the treated fabric had 28% phosphorus retention after 50 laundering
cycles. When the mole ratio was increased to 0.52 (50% N-methylol content as MDPA itself),
the phosphorus retention of HFPO/TMM treated fabric was 41% after 50 laundering cycles
(Figure 6.7). Approximately 20% higher retention of phosphorus was achieved when 50% more
N-methylol content was used. The data demonstrate that the higher laundry durability of
MDPA/TMM treated fabric is attributed to the greater content of N-methylol in MDPA system.
Another possible reason is that more phosphorus got lost by hydrolysis during the laundering,
since several units of phosphorus in the chain of the oligomer were bound to cotton by a single
N-methylol unit in the HFPO system, whereas each phosphorus ester unit is bound by an N-
methylol unit in the MDPA system.
We studied the effects of the catalyst type on the bonding formed between the flame
retardant agents and cotton. The cotton fabric was treated with 45% MDPA and 6% TMM, or
with 32% HFPO and 6% TMM or (DMDHEU+TMM) with different types of catalysts: H3PO4,

123
Table 6.3. The phosphorus retention and LOI of cotton fabric was treated 45% MDPA and 6%
TMM, or 32% HFPO and 6% TMM/DMDHEU&TMM with different type of catalysts, cured at
165oC for 2.5 min, after 1 HLTD cycle.
HFPO/TMM HFPO/(DMDHEU+TMM) MDPA/TMM Catalyst Type
% P Retention
LOI (%)
% P Retention
LOI (%)
% P Retention
LOI (%)
H3PO4 55 32.3 61 32.0 61 33.3 NH4Cl-Based 63 33.6 68 32.2 53 29.8 MgCl2-Based 56 32.4 62 32.0 51 29.5
NH4Cl-based and MgCl2-based catalyst. The percent retention of phosphorus and LOI of the
fabric thus treated after one laundering cycle is shown in Table 6.3. All H3PO4, NH4Cl-based and
MgCl2-based catalyst can be used as a catalyst for both MDPA and HFPO finishing system.
However, for MDPA finishing system, the use of H3PO4 as a catalyst got a 15% higher of
phosphorus retention on cotton than that of NH4Cl-based catalyst, and an approximately 20%
higher of phosphorus retention on cotton than that of MgCl2-based catalyst (Table 6.3). The LOI
of the fabric reached its maximum when H3PO4 was used as a catalyst for MDPA system (Table
6.3). Although the use of NH4Cl-based catalyst in HFPO/(DMDHEU+TMM) finishing system
got the highest phosphorus retention, the LOI of treated cotton are very close for all those three
different catalyst (Table 6.3). For HFPO/TMM finishing system, the use of NH4Cl-based catalyst
achieved an approximately 15% and 13% higher of phosphorus retention on cotton than that of
H3PO4 and MgCl2-based catalyst (Table 6.3). And also the use of NH4Cl-based catalyst in
HFPO/TMM finishing system, the highest LOI of treated cotton was obtained. Therefore, we can
say that the catalyst type plays an important role in influencing the bonding of both of these

124
flame retardant finishing systems. Evidently, H3PO4 is the optimum catalyst for the MDPA
system, and the NH4Cl-based catalyst is the best catalyst for the HFPO system.
The cotton fabric treated with 45% MDPA or 32% HFPO in combination with a bonding
agent (TMM or the mixture of DMDHEU and TMM) at different concentrations and cured at
165ºC for 2.5 min. The LOI of the cotton fabric thus treated is plotted against the concentration
of TMM or the mixture of DMDHEU and TMM in Figure 6.8 (before laundering). The LOI of
the fabric treated with MDPA/TMM and that treated with HFPO/TMM or
HFPO/(DMDHEU+TMM) increased as the concentration of the TMM or (DMDHEU + TMM)
was increased. Since the phosphorus content of the treated fabric was the same (around 3.50%)
before laundering, the increasing LOI of the fabric clearly indicate that the presence of TMM or
the mixture of DMDHEU and TMM in both MDPA and HFPO system enhanced the flame
resistance performance of the treated fabric. The positive effect of a non-flame retardant additive
to a flame retardant agent is one of the two definitions for synergism [15]. The LOI of the fabric
treated with MDPA/TMM increased from 36.5 to 41.8, whereas the LOI of HFPO/TMM treated
fabric only increased from 30.8 to 36.3 when the concentration of the TMM was increased from
0 to 8%. The fabric treated with MDPA/TMM has a significantly higher LOI value than that of
HFPO/TMM treated fabric (before laundering). Two parallel curves for both MDPA/TMM and
HFPO/TMM system in Figure 6.8 indicate that both MDPA/TMM and HFPO/TMM system have
the same effect of phosphorus-nitrogen synergism when there is the same amount of nitrogen on
fabric. The higher LOI of the MDPA/TMM treated fabric is attributable to the nitrogen content
in the MDPA molecule, which improves the flame resistance performance by means of
phosphorus-nitrogen synergism.

125
28.0
30.0
32.0
34.0
36.0
38.0
40.0
42.0
0 1 2 3 4 5 6 7 8Concentration of TMM or (DMDHEU+TMM) (%)
LOI (
%)
MDPA/TMM
HFPO/TMM
HFPO/(DMDHEU+TMM)
Figure 6.8. LOI of cotton fabric treated with 45% MDPA or 32% HFPO, in combination of
TMM or the mixture of DMDHEU and TMM with different concentrations, cured at 165oC for
2.5 min (before wash).
30.0
31.0
32.0
33.0
34.0
35.0
36.0
37.0
0.00 0.50 1.00 1.50 2.00 2.50
Nitrogen Content (Mole)
LOI (
%)
TMM
DMDHEU+TMM
Figure 6.9. LOI of cotton fabric treated with 32% HFPO, in combination of TMM or the mixture
of DMDHEU and TMM with different concentrations, cured at 165oC for 2.5 min, as a function
of calculated nitrogen content on fabric (before wash).

126
We also noticed that LOI of HFPO/TMM treated fabric was higher than that of
HFPO/(DMDHEU+TMM) treated fabric (Figure 6.8). It is quite reasonable, the nitrogen content
of TMM is 39%, whereas DMDHEU contains 16% nitrogen, so the same concentration of the
bonding agent was used, the nitrogen content of fabric treated with HFPO/TMM system is much
higher than that of HFPO/(DMDHEU+TMM), therefore resulting in significant better flame
resistance by means of phosphorus-nitrogen synergism. When the same content of nitrogen
(calculated) is on the fabric, the fabric treated with HFPO/TMM system also had a higher LOI
than that of HFPO/(DMDHEU+TMM) system (Figure 6.9). The nitrogen in TMM is possibly
more efficient to enhance the flame resistance of cotton through phosphorus-nitrogen synergism.
Shown in Figure 6.10 is the LOI of the cotton fabric thus treated versus the mole ratio of
nitrogen/phosphorus (before laundering). One observes that the LOI of HFPO/TMM treated
fabric increased from 30.8 to 36.3 when the nitrogen/phosphorus mole ratio changed from 0 to
1.0 (TMM concentration from 0 to 8%). The flame resistance of HFPO/TMM treated fabric was
improved when the mole ratio of nitrogen/phosphorus was increased. And the LOI of MDPA-
only treated fabric (nitrogen/phosphorus mole ratio with 1.0) was 36.5, is identical to the LOI of
the HFPO/TMM treated fabric with the nitrogen/phosphorus mole ratio of 1.0. The flame
resistance of cotton is same for both the HFPO system and the MDPA system when there are the
same amounts of the phosphorus and nitrogen on fabric. The LOI of the MDPA/TMM treated
fabric increased when the TMM concentrations increased, and the curve of LOI versus the
nitrogen/phosphorus mole ratio for MDPA/TMM system is on the same line of that HFPO/TMM
treated fabric. Since both treated fabric have the same phosphorus content (3.50%, before
laundering), this is another evidence to demonstrate that the higher LOI for the MDPA system is
due to the nitrogen content in the MDPA structure.

127
20.0
25.0
30.0
35.0
40.0
45.0
0.0 0.4 0.8 1.2 1.6 2.0
Nitrogen/Phosphorus (mole ratio)
LOI (
%)
HFPO/TMMMDPA/TMM
Figure 6.10. LOI of cotton fabric treated with 45% MDPA or 32% HFPO in combination of
TMM or the mixture of DMDHEU and TMM with different concentrations, cured at 165oC for
2.5 min, as a function of mole ratio of nitrogen/phosphorus (before wash).
10.0
14.0
18.0
22.0
26.0
30.0
34.0
38.0
0 2 4 6 8
Concentration of TMM or (DMDHEU+TMM) (%)
LOI (
%)
HFPO/(DMDHEU+TMM)HFPO/TMMMDPA/TMM
Figure 6.11. LOI of cotton fabric treated with 45% MDPA or 32% HFPO in combination of
TMM or the mixture of DMDHEU and TMM with different concentrations, cured at 165oC for
2.5 min (after 1 HLTD cycle).

128
10.0
14.0
18.0
22.0
26.0
30.0
34.0
38.0
0 2 4 6 8
Concentration of TMM or (DMDHEU+TMM) (%)
LOI (
%)
HFPO/(DMDHEU+TMM)HFPO/TMMMDPA/TMM
Figure 6.12.The LOI of the cotton fabric treated with 45% MDPA or 32% HFPO in combination
of TMM or the mixture of DMDHEU and TMM with different concentrations, cured at 165oC
for 2.5 min (after 25 HLTD cycles).
Table 6.4. Phosphorus content of cotton fabric treated with 32% HFPO, in combination with
TMM or the mixture of DMDHEU and TMM of different concentrations, and cured at 165oC for
2.5 min.
Phosphorus (%) HFPO/TMM HFPO/(DMDHEU+TMM)
TMM or (DMDHEU
+TMM) (%) After 1
HLTD After 10 HLTD
After 25 HLTD
After 50 HLTD
After 1 HLTD
After 10 HLTD
After 25 HLTD
After 50 HLTD
0 0.15 0.05 0.02 0.01 0.15 0.05 0.02 0.01
2 1.12 0.75 0.48 0.24 1.40 0.99 0.70 0.39
4 1.65 1.35 0.92 0.58 1.94 1.56 1.20 0.73
6 2.18 1.85 1.45 0.96 2.35 1.85 1.52 1.05
8 2.38 2.10 1.85 1.42 2.46 2.08 1.83 1.32

129
Table 6.5. Phosphorus content of cotton fabric treated with 45% MDPA in combination with
TMM of different concentrations, and cured at 165oC for 2.5 min.
Phosphorus (%) MDPA/TMM
TMM or (DMDHEU
+TMM) (%) After 1 HLTD After 10 HLTD After 25 HLTD After 50 HLTD
0 1.75 1.72 1.70 1.67
2 1.85 1.70 1.75 1.70
4 1.96 1.86 1.82 1.83
6 2.12 1.96 1.95 1.93
8 2.20 2.15 2.10 2.05
Note: The phosphorus content of fabric is 3.50% (before wash)
The LOI of the treated cotton fabric subjected to 1 and 25 home laundering cycles is
presented as a function of the concentration of the TMM or the mixture of DMDHEU and TMM
in Figure 6.11 and 6.12, respectively. The LOI of the fabric treated with MDPA/TMM was
higher than that treated with HFPO/TMM or HFPO/(DMDHEU+TMM). However, the LOI
difference between the fabric treated with MDPA/TMM and HFPO/TMM became smaller as the
concentration of TMM or (DMDHEU+TMM) increased (Figure 6.11). Without the TMM, the
MDPA treated fabric has the LOI of 29.3; whereas the HFPO treated fabric only has 18.1 (very
close to control). When the TMM concentration increased to 8.0%, the LOI of fabric treated with
MDPA was 35.1, the HFPO treated fabric had LOI of 35.4, marginally higher of LOI than that
MDPA treated fabric due to the relatively higher phosphorus content of the fabric after one
laundering cycle (Table 6.4 and 6.5 respectively). We also noticed that the LOI of the fabric
treated with HFPO/TMM was lower than that treated with HFPO/(DMDHEU+TMM) when the
bonding agent concentration was below 3.0% (Figure 6.11). When the bonding agent
concentration increased to 4.0% and more, the LOI of the HFPO/TMM treated fabric was higher

130
10.0
14.0
18.0
22.0
26.0
30.0
34.0
38.0
0 2 4 6 8
Concentration of TMM or (DMDHEU+TMM) (%)
LOI (
%)
HFPO/(DMDHEU+TMM)HFPO/TMMMDPA/TMM
Figure 6.13.The LOI of the cotton fabric treated with 45% MDPA or 32% HFPO in combination
of TMM or the mixture of DMDHEU and TMM with different concentrations, cured at 165oC
for 2.5 min (after 50 HLTD cycles).
26.0
28.0
30.0
32.0
34.0
36.0
0 10 20 30 40 50
Number of HLTD Cycles
LOI (
%)
MDPA/TMM
HFPO/TMM
HFPO/(DMDHEU+T
Figure 6.14. LOI of cotton fabric treated with 45% MDPA or 32% HFPO, in combination of 6%
TMM or the mixture of DMDHEU and TMM, cured at 165oC for 2.5 min, as a function of the
numbers of the HLTD cycles.

131
than that treated with HFPO/(DMDHEU+TMM) although the HFPO/(DMDHEU+TMM) treated
fabric had higher phosphorus content (Table 6.4 and 6.5). TMM is a more efficient nitrogen
provider; phosphorus-nitrogen synergism became more significant at higher TMM concentration
[16]. The LOI of the cotton fabric treated with MDPA/TMM is higher than that HFPO/TMM or
HFPO/(DMDHEU+TMM) treated fabric after 25 home laundering cycles (Figure 6.12).
Similarly, the LOI difference between the fabric treated with MDPA/TMM and HFPO/TMM
became smaller as the concentration of TMM or (DMDHEU + TMM) was increased. When 8%
TMM was used, the LOI of HFPO/TMM treated fabric was 34.2, whereas the MDPA/TMM
treated fabric had LOI of 34.0. After 25 laundering cycles, the HFPO/TMM treated fabric had a
same flame resistance as that MDPA/TMM treated fabric.
After the treated fabric was subjected to 50 laundering cycles, the LOI of the cotton
fabric treated with MDPA/TMM is obviously higher than that HFPO/TMM or
HFPO/(DMDHEU+TMM) treated fabric (Figure 6.13). Since MDPA/TMM treated fabric was
more durable to home laundering, higher phosphorus content was obtained on MDPA/TMM
treated fabric even after 50 laundering cycles.
The data presented in Figure 6.14 show the LOI of the cotton fabric treated with 45%
MDPA or 32% HFPO in combination with 6% TMM or (DMDHEU + TMM) after multiple
laundering cycles. The fabric treated with MDPA/TMM showed a higher LOI value than that
HFPO/TMM and HFPO/(DMDHEU+TMM) after multiple laundering cycles. When the TMM
or (DMDHEU + TMM) concentration increased to 8%, the LOI of the cotton fabric thus treated
versus the numbers of home laundering cycles is in Figure 6.15. Both MDPA/TMM and
HFPO/TMM treated fabric showed the same LOI value after 1, 10, and 25 laundering cycles.

132
28.0
30.0
32.0
34.0
36.0
38.0
0 10 20 30 40 50
Number of HLTD cycles
LOI (
%)
MDPA/TMM
HFPO/TMM
HFPO/(DMDHEU+TMM)
Figure 6.15. LOI of cotton fabric treated with 45% MDPA or 32% HFPO, in combination of 8%
TMM or the mixture of DMDHEU and TMM, cured at 165oC for 2.5 min, as a function of the
numbers of the HLTD cycles.
Table 6.6. Vertical flammability of cotton fabric treated with 32% HFPO, in combination with
TMM or the mixture of DMDHEU and TMM with different concentrations, and cured at 165oC
for 2.5 min.
Char length (mm)
HFPO/TMM HFPO/(DMDHEU+TMM)
TMM or (DMDHEU
+TMM) (%) Before
wash After
1 HLTD
After 10
HLTD
After 25
HLTD
After 50
HLTD
Before wash
After 1
HLTD
After 10
HLTD
After 25
HLTD
After 50
HLTD 0 - - - - - - - - - -
2 - - - - - - - - - -
4 59 70 81 82 >300 53 52 57 73 >300
6 48 46 60 87 85 52 62 75 75 81
8 48 60 60 63 73 56 65 68 63 63

133
The LOI difference drastically increased when the fabric was subjected to 50 laundering cycles
because of the lower phosphorus content on the HFPO/TMM treated fabric.
The vertical flammability of the treated cotton fabric presented in Table 6.6 and 6.7 is
consistent with LOI data shown in Figure 6.10-6.14, respectively. MDPA/TMM treated cotton
fabric showed good flame resistance at any TMM concentration even after 50 laundering cycles,
whereas the HFPO/TMM or HFPO/(DMDHEU+TMM) treated fabric had the satisfactory
performance when the binder concentration is 6% or beyond.
Table 6.7. Vertical flammability of cotton fabric treated with 45% MDPA in combination with
TMM of different concentrations, and cured at 165oC for 2.5 min.
Char length (mm)
MDPA/TMM
TMM or (DMDHEU
+TMM) (%) Before wash After 1 HLTD After 10 HLTD After 25 HLTD After 50 HLTD
0 65 56 49 56 60
2 52 69 44 50 83
4 37 34 66 36 63
6 58 45 42 38 59
8 44 45 49 39 47
The WRA and tensile strength retention of the cotton fabric treated with 45% MDPA or
32% HFPO in combination with TMM or (DMDHEU+TMM) at different concentrations and
cured at 165ºC for 2.5 min, as shown in Table 6.8, and 6.9, respectively. The WRA of the
MDPA/TMM treated fabric remained statistically unchanged at 163-168o (close to control 166 o)
and tensile strength retention was in the 95-93% range when the TMM concentration was
increased from 2.0% to 8.0%. TMM, a class of formaldehyde melamine resin, is the reaction
product of melamine and formaldehyde at slight alkaline conditions (Scheme 6.6). It is able to

134
self-condense between methylol and amine groups to form a polymer with methylene bridges
[19], shown in Scheme 6.6, in addition to forming crosslinkages between cellulosic hydroxyl
groups on cotton. The self-condensation also can take place between methylol groups to form a
polymer under acidic conditions (Scheme 6.7) [20], therefore, to improve the wrinkle resistance
of cellulosic materials.
The fact that the WRA and strength loss of MDPA/TMM treated fabric remained at a low
level and the WRA. The tensile strength loss of the treated fabric did not increase as the TMM
concentration was increased; indicate that for MDPA/TMM system, there was no crosslinking
among cellulose molecules even at high TMM concentration. For HFPO/TMM system, the WRA
of the treated fabric increased from 163o to 180o and the tensile strength retention was at the 93-
87% range when the TMM concentration was increased from 2.0% to 8.0%. The slightly
increased WRA on HFPO/TMM treated fabric indicate the amount of crosslinking among
cellulose molecules were small but significant at higher TMM concentration. The tensile strength
loss was 87% of HFPO/TMM treated fabric when TMM concentration is 8.0% in HFPO system,
Table 6.8. WRA of cotton fabric treated with 45% MDPA or 32% HFPO, in combination with
TMM or ( DMDHEU + TMM) with different concentrations, and cured at 165oC for 2.5 min.
WRA (Degree, W + F) TMM or (DMDHEU+TMM)
(%) HFPO/TMM HFPO/(DMDHEU+TMM) MDPA/TMM
0 163 163 164 2 167 215 163 4 165 228 165 6 171 235 164 8 180 240 168

135
Table 6.9. Tensile strength of cotton fabric treated with 45% MDPA or 32% HFPO, in
combination with TMM or the mixture of DMDHEU and TMM with different concentrations,
and cured at 165oC for 2.5 min.
HFPO/TMM HFPO/(DMDHEU+TMM) MDPA/TMM TMM or (DMDHEU+TMM)
(%) Tensile strength
(kgf)
T.S. retention
(%)
Tensile strength
(kgf)
T.S. retention
(%)
Tensile strength
(kgf)
T.S. retention
(%) 0 43.3 99 43.3 99 43.3 90 2 40.9 93 38.1 87 40.9 95 4 40.8 93 36.0 82 40.8 94 6 39.5 89 35.8 81 41.2 94 8 38.3 87 34.4 78 38.3 93
-H2O
N N
N N
N CH2OH
N
+
N N
N N
N
N
H
N N
N N
N
N
CH2 N N
N N
N
N
3H2C ONH2 CN C
NH2
NCN
NH2
+ HOH2CHN CN C
NCN
NHCH2OH
NHCH2OH
Scheme 6.6

136
-H2O
N N
N N
N CH2OH
N
+
HOCH2 N N
N N
N
N
N N
N N
N
N
CH2 N N
N N
N
N
O CH2
Scheme 6.7
which is consistent with that the WRA increase, i.e. cross-linking cellulose reduced the tensile
strength of cotton fabric [21].
Nevertheless, the WRA of the HFPO/(DMDHEU+TMM) treated fabric notably increased
from 166o to 238o and tensile strength retention reduced from 87% to 78% when the mixture of
DMDHEU and TMM concentration was increased from 2.0% to 8.0%. The data show that a
substantially higher amount of crosslinking is formed among cellulose molecules by DMDHEU
in the HFPO/(DMDHEU+TMM) system.
The stiffness of the treated cotton fabric is presented in Figure 6.16. When the TMM or
the mixture of DMDHEU and TMM concentration was 2.0%, the stiffness of the treated fabric
was 220 grams, which is close to control. When the TMM or the mixture of DMDHEU and
TMM concentration was increased to 4.0% or more, the stiffness of HFPO/TMM and
HFPO/(DMDHEU+TMM) treated fabric was increased to around 550 grams. The substantially
increased stiffness for the fabric as a result of an increase in TMM concentration indicates that
TMM react with HFPO to form crosslinked polymeric network [17]. The MDPA/TMM treated

137
0
200
400
600
800
1000
1200
1400
1600
0 2 4 6 8
Concentration of TMM or (DMDHEU+TMM) (%)
Stiff
ness
(gra
m)
HFPO/(DMDHEU+TMM)HFPO/TMMMDPA/TMM
Figure 6.16. Stiffness of cotton fabric treated with 45% MDPA or 32% HFPO, in combination of
TMM or (DMDHEU + TMM) with different concentrations, cured at 165oC for 2.5 min.
fabric has highest stiffness (1462 gram) when the TMM concentration was increased to 8%,
which is double of that of HFPO/(DMDHEU+TMM) treated fabric. For HFPO system, we can
further reduce the fabric stiffness by adjusting the HFPO/TMM or HFPO/(DMDHEU+TMM)
ratio [17].
The cotton fabric was treated with 45% MDAP or 32% HFPO in combination with 6%
TMM and cured at 165ºC for 2.5 min. The dimensional change in the warp direction of treated
fabric after multiple laundering cycles is shown in Table 6.10. The percent dimensional change
of the fabric was calculated using the formula (LAL/LBW)×100%, where, LAL is the length of the
fabric after laundering, and LBW is length of the fabric before washing.

138
Both MDPA and HFPO treated fabric give the satisfactory results after one laundering
cycle with more than 97% dimensional retention. However, as the numbers of home laundering
cycles increased, the cotton fabric treated with MDPA/TMM was prone to fraying and unravels
Table 6.10. Dimensional change in the warp direction of cotton fabric treated with 45% MDPA
or 32% HFPO, in combination with 6% TMM, and cured at 165oC for 2.5 min after different
numbers of HLTD cycles
HFPO MDPA Number of HLTD cycles Length in warp
direction (cm)
Dimensional retention (%)
Length in warp direction (cm)
Dimensional retention (%)
0 37.6 - 37.7 - 1 37.2 99 36.7 97 10 35.6 95 30.8 82 25 33.9 90 28.8 76 50 34.0 90 24.5 64
at edge (Figure 6.17), the dimensional retention of the MDPA/TMM treated fabric is 82% after
10 laundering cycles, and is only 64% after 50 laundering cycles, whereas the HFPO treated
fabric has 90% dimensional retention after 50 laundering cycles. Because we use the same
laundering conditions, the higher yarn friction coefficient of MDPA/TMM treated fabric is the
possible reason why the MDPA/TMM treated fabric frays more easily during the laundering
cycles.
The amount of formaldehyde release of cotton fabric treated with 45% MDPA or 32%
HFPO in combination with 6% TMM or the mixture of DMDHEU and TMM is presented in
Table 6.11. The MDPA/TMM treated fabric has 8913 ppm formaldehyde release before wash,
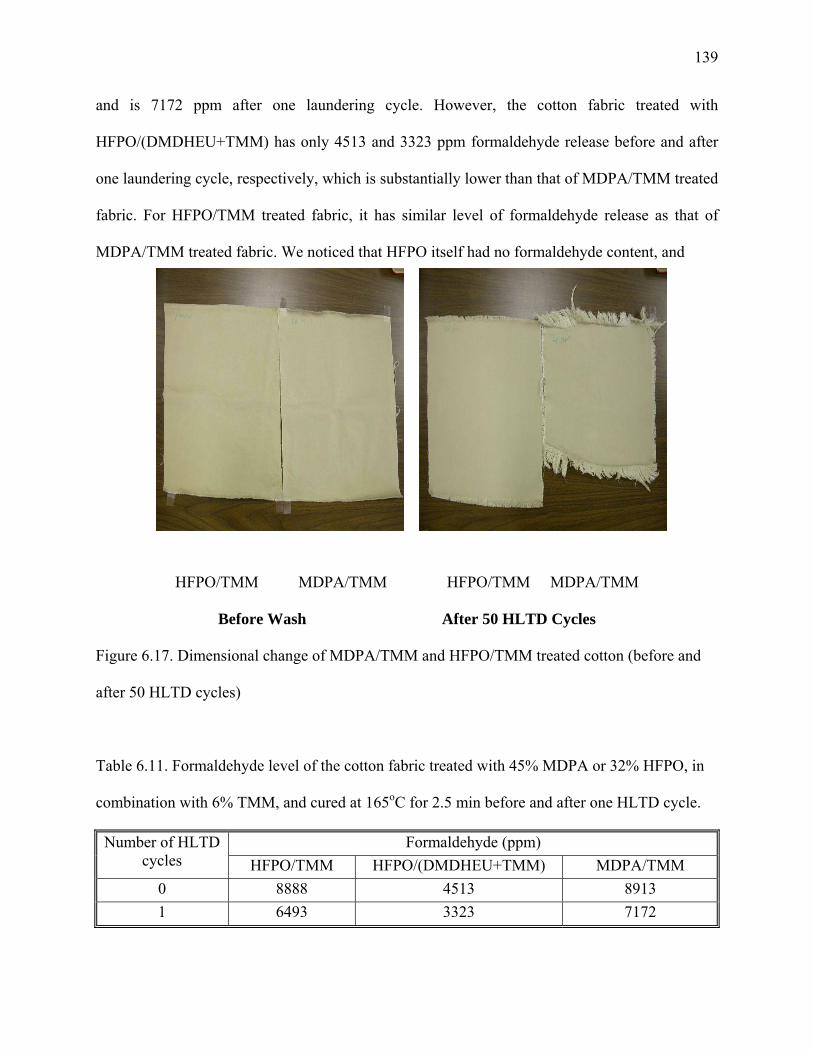
139
and is 7172 ppm after one laundering cycle. However, the cotton fabric treated with
HFPO/(DMDHEU+TMM) has only 4513 and 3323 ppm formaldehyde release before and after
one laundering cycle, respectively, which is substantially lower than that of MDPA/TMM treated
fabric. For HFPO/TMM treated fabric, it has similar level of formaldehyde release as that of
MDPA/TMM treated fabric. We noticed that HFPO itself had no formaldehyde content, and
HFPO/TMM MDPA/TMM HFPO/TMM MDPA/TMM
Before Wash After 50 HLTD Cycles
Figure 6.17. Dimensional change of MDPA/TMM and HFPO/TMM treated cotton (before and
after 50 HLTD cycles)
Table 6.11. Formaldehyde level of the cotton fabric treated with 45% MDPA or 32% HFPO, in
combination with 6% TMM, and cured at 165oC for 2.5 min before and after one HLTD cycle.
Formaldehyde (ppm) Number of HLTD cycles HFPO/TMM HFPO/(DMDHEU+TMM) MDPA/TMM
0 8888 4513 8913 1 6493 3323 7172

140
MDPA had much a higher level of formaldehyde (1211 ppm in solution). The data indicate that
for both HFPO/TMM and MDPA/TMM system, the major part of the formaldehyde release was
attributed to the TMM in the systems.
During the fabric treatment and curing process, the MDPA/TMM finishing system has a
strong unpleasant odor, whereas HFPO/TMM and HFPO/(DMDHEU+TMM) systems have not.
The formaldehyde in MDPA and the by-product are the possible reason for this odor. This must
be considered as a significant drawback of the MDPA/TMM system.

141
CONCLUSION
MDPA by itself can be bound to the cotton cellulose via its N-methylol group. The
presence of TMM can improve the amount of MDPA bound to cotton (approximately a 25%
increase in phosphorus at 8% TMM level). The percent retention of MDPA bound to cotton
cellulose is independent of the MDPA concentration in the system. The bonding agent, such as
TMM or DMDHEU, is necessary for the HFPO finishing system. The type and concentration of
binder significantly affect the amount of HFPO bound to cotton. The amount of the flame
retardant agent bound to cotton is significantly higher for the HFPO system than that for the
MDPA system when the equal moles of the phosphorus and N-methylol group are used. The
better laundry durability of MDPA/TMM treated fabric is attributed to the higher content of N-
methylol in MDPA system. The H3PO4 is the optimum catalyst for MDPA system, and the
NH4Cl-based catalyst is the best catalyst for the HFPO system.
The MDPA/TMM treated fabric has a higher initial LOI than that of HFPO/TMM treated
fabric due to the nitrogen content in the MDPA molecule, which enhances the flame resistance
by means of phosphorus-nitrogen synergism. The flame resistance of cotton is identical for both
the HFPO system and MDPA system when there is an equal amount of the phosphorus and
nitrogen on the fabric. The fabric treated with MDPA/TMM and HFPO/TMM had similar LOI
values after 1, 10, and 25 laundering cycles. The better flame resistance of the MDPA/TMM
treated fabric is attributed to the higher phosphorus content of MDPA/TMM treated cotton after
50 laundering cycles.
Both the HFPO/TMM and MDPA/TMM treated fabric remained at a low level of WRA.
The tensile strength loss of the treated fabric did not increase as the TMM concentration was
increased. The fabric stiffness significantly increased when a high TMM concentration is used.

142
And MDPA/TMM treated fabric showed lower dimensional retention during the laundering
cycles and higher formaldehyde release level.

143
REFERENCES 1. Horrocks AR. Rev Prog Coloration 1986; 16: 62.
2. Tesoro CG, Sello BS, Willard JJ. Flame-retardant properties of phosphonate derivatives
of cotton cellulose. Text Res J 1968;38:245.
3. LeBlanc RB. Degradation of Pyrovatex -treated fabric during storage. Text Res J 1989;
59:307.
4. Hebeish A, Waly A, Abou-Okeil AM. Flame retardant cotton. Fire Mater 1999; 23:117.
5. Lecoeur E, Vroman I, Bourbigot S, Lam TM, Delobel R. Flame retardant formulations
for cotton. Polym Degradation and Stability 2001; 74:487.
6. Weil ED. In: Grayson M. editor. Kirk Othmer Encyclopedia of Chemical Technology.
4th ed. New York: John Wiley & Sons, Inc.; 1995. 976pp.
7. Weil ED. In: Engel R. editor. Handbook of Organophosphorus Chemistry. New York:
Marcel Dekker; 1992. 683pp.
8. Aenishanslin R, Guth C, Hofmann P, Maeder A, Nachbur H. Text Res J1969; 39:375.
9. Tesoro GC, Sello SB, and Willard JJ. Text Res J1968; 38:245.
10. Tesoro GC, Sello SB, and Willard JJ. Text Res J1969; 39:180.
11. Horrocks AR. In: Heywood D. editor. Textile Finishing. UK: West Yorkshire: Society of
Dyers and Colourists, U.K.; 2003. 229pp.
12. Egyed O and Simon J. J Therm Anal. 1979; 16:321.
13. Ball GH and Walt JV. 1982; SAWTRI Tech Report No. 498.
14. Ball GH and Walt JV. 1982; SAWTRI Tech Report No. 525.
15. Wu W, Yang, CQ. Polym Degradation and Stability 2004; 84:623.
16. Wu W, Yang CQ. J Fire Sci 2004; 22:125.
17. Yang CQ, Wu W. 2004; Fire Mater. In press.

144
18. Stowell JK, Yang CQ. AATCC Rev 2003; 3:7.
19. Stevens MP. In Baker J, editor. Polymer chemistry. New York: Oxford University Press;
1990. 483pp.
20. Jones FN, Subrayan RP. Evolution of melamine-formaldehyde resin science and
technology.
21. Kang IS, Yang CQ, Weir W. Mechanical strength of durable finished cotton fabric. Text
Res J1998; 68:865.

145
CHAPTER 7
CORRELATION BETWEEN VERTICAL BURNING TEST RESULTS AND LIMITING
OXYGEN INDEX OF COTTON TREATED WITH ORGANOPHOSPHORUS FLAME
RETARDANT FINISHES1
_ 1 Wu, W, and Yang, CQ. 2003. Submitted to Fire and Materials.

146
ABSTRACT
The statistical models between char length and limiting oxygen index (LOI) have been
developed on flame resistant cotton treated with a hydroxy-functional organophosphorus
oligomer (HFPO) and a bonding agent: BTCA, DMDHEU, trimethylolmelamine (TMM) or
mixture of DMDHEU and TMM. We found that the linear regression model is not appropriate to
interpret the relationship between char length and LOI. The non-linear correlation between char
length and LOI is meaningful to predict the char length of the cotton fabric treated with HFPO
and a bonding agent at a specified LOI value. The use of different bonding systems for the flame
retardant agent has no significant effect on the correlation between char length and LOI. And the
use of fabrics with different thickness has a significant influence on this non-linear function
between char length and LOI.
INDEX WORDS: BTCA, Cotton, Char length, DMDHEU, Limiting oxygen index,
Trimethylolmelamine, Organophosphorus oligomer, Regression model, Statistical analysis.

147
INTRODUCTION
Since its introduction in 1966 by Fenimore and Martin [1-2], the limiting oxygen index
(LOI) test has been widely used to provide information on a material’s flammability in a given
configuration and with a particular set of test conditions. Limiting oxygen index or critical
oxygen index is defined as the minimum concentration of oxygen which allows a sample to
sustain combustion under specified conditions in a candle-like fashion, and thus may be
considered to measure the ease of extinction of a sample [3].
Limiting oxygen index test is easy to run and usually reproducible, it can be run on any
solid or, with some equipment modification, even on a liquid. It has been formalized in the USA
as ASTM 2863, the latest version being D2863-00 [4]. Lots of work has been done on the
correlation between LOI and other fire test, and the LOI has been criticized, as having no relation
to a “real” fire, particularly in view of the non-representative atmospheres used for combustion
in the test [5-6].
The vertical test used for the Children’s Sleepwear Standard (FF3-71) is performed on a
vertical specimen that has been bone-dried [7]. Ignition is at the lower edge of the specimen with
the burning configuration upwards, thus simulating conditions usually encountered in an apparel
fire.
Both LOI and vertical test are intend to measure flammability, however, they are quite
different in their mode of testing, the type of results gained, and the interpretation of these
results. Some work have been done on the qualitative relationship between char length and LOI
values. An LOI of 26 had been associated with a 5-inch char length in the vertical test for several
flame retardant treated cotton fabrics [8]. A rule of thumb has been that fabrics with a LOI
greater than 26 pass the vertical test and those with a LOI less than 24 fail. In the range of 24 to

148
26, fabrics will sometimes pass and sometimes fail the vertical test. And the weight, geometry,
and air permeability are the major factors for influencing the vertical test results [9-10].
In order to obtain a quantitative relationship between the vertical test and LOI values, in
this research, we statistically studied the relationship between the vertical test results and LOI
values on cotton fabric treated with a hydroxy-functional organophosphorus oligomer (HFPO)
and a bonding agent: 1,2,3,4-Butanetetracarboxylic acid (BTCA), DMDHEU,
trimethylolmelamine (TMM), or mixture of DMDHEU and TMM. We analyzed the (1) different
bonding systems factor; and (2) fabric weight factor on the relationship between char length and
LOI values.
EXPERIMENTAL
Materials
The fabric used were used in this study: (1) a desized, scoured, and bleached 40x40
cotton printcloth weighing 108 g/m2 (Testfabrics Style 400); and (2) a 100% cotton weave fabric
weighing 246 g/m2 supplied by Milliken, Spartanburg, South Carolina. The hydroxy-functional
organophosphorus oligomer with the commercial name of “Fyroltex HP” was supplied by Akzo
Nobel Chemical Inc., Dobbs Ferry, New York. DMDHEU with the commercial name of
“Freerez 900” and methylolated melamine formaldehyde resin with the trade name of “Aerotex
M-3” were supplied by Noveon, Inc, Cleveland, Ohio. The catalyst with the commercial name of
“Catalyst RD” was supplied by Eastern Color & Chemical Co., Greenville, South Carolina.
BTCA, NaH2PO2 were reagent-grade chemicals supplied by Aldrich Chemical, Wisconsin
Fabric Treatment and Home Laundering Procedures
The fabric was first immersed in a finish solution containing HFPO, different kind of
bonding agents, such as BTCA, DMDHEU, TMM, or mixture of DMDHEU and TMM, and a

149
catalyst, then passed through a laboratory padder with two dips and two nips, dried at 90°C for 3
min, and finally cured in a Mathis curing oven at a specified temperature. The wet pick-up of the
plain cotton fabric was approximately 105±3%, and the wet pick-up of the twill cotton fabric was
approximately 80±3%. After curing, the treated cotton fabric was subjected to different number
of home laundering cycles with the use of “AATCC Standard Detergent 1993”. The home
laundering procedure was done according to AATCC Test Method 124-1996 (“Appearance of
Fabrics After Repeated Home Laundering”). The water temperature for laundering was
approximately 46°C.
Fabric Performance Evaluation
The limiting oxygen index (LOI) of the cotton fabric was measured according to ASTM
Standard Method D2863-00. The vertical flammability of the cotton fabric was measured
according to ASTM Standard Method D 6413-99.
RESULTS AND DISCUSSION
The cotton twill fabric was treated with HFPO and BTCA with different concentrations,
then cured at 185ºC for 2 min, and subjected to different home laundering cycles. The limiting
oxygen index (LOI) and char length thus treated are shown in Table 7.1. The limiting oxygen
index and char length of the cotton twill fabric treated with HFPO/DMDHEU, HFPO/TMM, and
HFPO/(DMDHEU+TMM) are presented in Table 7.2-7.4 respectively, and the LOI and char
length of cotton plain fabric treated with HFPO/TMM are shown in Table 7.5. One observes that

150
Table 7.1. LOI and char length of 100% cotton twill fabric treated with HFPO and BTCA with
different concentrations, cured at 185oC for 2 min, after different number of HLTD cycles.
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
29.8 108 29.6 78 30.0 99 28.2 131 24.1 150 29.9 95 29.8 85 32.4 87 31.4 80 24.7 136 29.9 95 28.2 128 28.9 116 28.7 122 25.6 133 29.9 102 26.6 103 32.3 103 27.6 114 26.3 138 29.8 100 26.5 104 28 89 27.4 102 26.5 144 27.2 114 30.9 85 32.8 79 26.3 105 26.9 119 27.5 108 25.4 213 28.6 110 30.7 110 26.9 133 27.6 96 26.2 125 27.7 98 29.1 135 29.1 117 27.5 108 30.1 74 34.3 66 27.9 134 29.2 92 27.6 112 26.9 110 33.7 80 27.6 140 29.2 99 29.9 83 27.8 118 29.3 92 26.7 120 29.2 124 29.9 81 31.7 76 31.1 70 30.9 90 29.2 97 29.9 79 27.8 129 31.8 88 30.2 92 29.2 97 29.9 94 27.0 119 27.5 97 28.1 86 26.6 138 29.9 110 25.6 136 30.5 78 30.2 105 26.9 115 30 97 30.9 96 30.1 85 29.7 77 26.9 136
29.9 106 27.0 127 28.6 102 29.6 80 26.8 135 29.9 87 27.1 90 28.3 114 30.9 90 27.0 143 27.5 125 26.0 132 38.1 40 27.2 127 26.5 169 27.7 108 32.2 75 26.8 97 27.1 115 29.4 94 27.8 110 29.2 114 38.6 71 27.2 106 29.6 78 27.7 117 30.0 104 28.6 121 27.6 106 29.8 85 27.6 134 27.3 110 30.9 66 28.3 106 28.2 128 27.6 135 25.2 173 33.8 67 28.9 106 26.6 103 27.7 113 33.6 66 28.1 102 29.0 85 26.5 104 27.3 112 30.7 84 29.7 117 29.1 88 29.8 108 29.4 94 32.0 92 35.3 58 29.2 88 29.9 95 29.9 95 27.2 114 27.5 108 29.9 81 29.9 110 29.9 102 27.5 108 27.6 112 29.9 79 27.5 125 29.8 100 27.6 96 29.9 83 29.9 94 27.7 108 27.8 110 30.0 97 27.6 135 31.9 72 26.8 105 27.7 117 29.9 95 27.8 110 31.9 85 29.9 87 27.6 134 29.9 106 27.7 113 32.1 90 27.3 112 30.4 78 29.8 112 29.7 102 30.1 65 29.5 114 31.2 112 29.2 121 28.9 107 29.9 85 29.0 112 30.9 114 28.4 101 28.9 113 30.9 115 28.5 115 30.0 128 27.6 129 29.0 94 30.5 118 26.7 148 30.2 122 29.4 98 29.6 117 29.5 112 26.1 149 30.7 108 29.6 77 29.0 126 32.7 84

151
Table 7.2. LOI and char length of 100% cotton twill fabric treated with HFPO and DMDHEU
with different concentrations, cured at 165oC for 2.5 min, after different number of HLTD.
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
30.0 73 29.4 98 30.2 82 30.2 84 29.6 100 29.9 93 29.6 77 30.0 77 30.2 100 29.7 71 30.1 115 29.7 102 29.3 87 31.3 46 29.5 76 29.7 90 28.9 107 29.3 84 31.0 102 29.6 78 29.7 83 28.9 113 28.3 95 29.0 45 27.7 108 29.7 93 29.0 94 27.4 103 29.7 88 29.2 74 30.0 84 29.6 117 27.2 106 28.9 84 29.1 85 29.7 96 29.0 126 30.6 78 30.4 73 29.3 80 30.5 66 30.1 65 29.9 100 29.1 95 30.2 92 30.4 78 29.9 85 29.6 98 29.3 109 29.6 132 31.2 112 30.9 115 30.9 112 31.0 115 29.9 125 30.9 114 30.5 118 31.0 112 31.2 110 29.9 126 30.0 128 29.5 112 32.3 106 31.9 124 29.6 87 30.2 122 32.7 84 32.0 111 30.5 107 30.9 98 30.7 108 29.5 114 32.7 84 32.7 93 29.9 82 29.8 112 29.0 112 29.6 87 30.4 83 29.9 96 29.2 121 28.5 115 30.9 98 30.9 119 29.7 100 28.4 101 26.1 148 27.6 129 28.3 117 27.5 117 27.6 129 26.7 149 29.5 114 29.5 123 29.9 102
Table 7.3. LOI and char length of 100% cotton twill fabric treated with HFPO and TMM with
different concentrations, cured at 165oC for 2.5 min, after different number of HLTD cycles.
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
31.0 107 33.2 85 33.5 50 30.2 43 36.5 55 30.8 97 32.2 90 30.5 38 29.0 36 34.3 48 35.6 67 29.4 100 29.6 93 28.0 38 33.1 63 34.4 68 31.5 111 34.5 79 26.9 124 33.2 77 34.0 68 29.9 98 35.8 78 33.4 89 34 90 32.9 75 30.8 83 28.3 98 34.6 89 29.6 77 32.9 100 31.8 75 33.6 86 31.1 82 30.2 110 30.3 105 30.3 89 34.3 81 31.6 94 31.2 72 31.3 87 34.4 68 36.8 79 33.3 102 28.4 169 33.5 74 29.9 99 35 91 31.4 78 29.4 100 35.6 67 30.8 83 34.0 68 32.9 75 31.5 111 26.9 168 27.8 78 31.8 75

152
Table 7.4. LOI and char length of 100% cotton twill fabric treated with HFPO and mixture of
DMDHEU and TMM with different concentrations, cured at 165oC for 2.5 min, after different
number of HLTD cycles.
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
34.7 70 28.1 111 28.5 75 28.9 77 29.8 98 32.6 85 27.3 132 28.5 65 28.3 49 29.3 84 31.8 96 28.0 125 28.4 88 26.7 164 29.2 88 30.0 80 27.8 127 29.5 80 27.2 118 30.0 77 28.5 75 27.2 121 28.9 77 28.3 49 26.3 155 28.2 79 26.7 179 27.3 132 30.8 73 26.8 123 28.5 65 26.7 164 27.8 127 27.2 118 25.9 170 28.4 88 27.2 118 27.7 121 29.5 128 30.2 88 29.5 80 29.5 128 26.7 179 32.4 79 31.8 83 28.9 77 28.5 75 26.7 164 32.8 73 30.2 84 28.3 49 28.2 79 31.0 70 30.0 100 30.5 93 30.8 73 27.3 132 32.5 64 30.2 95 26.9 130 34.5 75 28.0 125 32.5 66 28.3 90 28.2 94 32.5 75 34.5 75 32.9 63 28.2 85 26.1 123 32.4 79 35.1 82 28.2 85 29.1 81 26.5 177 29.9 100 34.8 77 30.0 100 28.5 90 34.5 75 30.0 100 32.5 79 30.8 89 27.6 86 35 80 34.5 75 33.1 90 30.3 95 25.8 148 35.6 70 35 76 32.8 86 34.1 75 29.7 102 32.5 79
32.5 79 29.8 100 33.9 82 28.3 102 33.1 88 32.9 80 29.7 98 32.3 79 29.0 98 33.5 76 29.9 100 29.4 102 32.0 90 32.9 98 29.9 100 29.4 108 28.9 102 29.1 106 32.3 96 28.9 112 34.1 75 32.3 79 29.1 106 32.2 90 30.3 95 34.3 82 32.4 90 29.7 98 34.8 77 33.2 75 33.7 94 32.8 93 33.4 76 34.1 83 32.9 85 34.0 89 33.0 95 33.2 65 34.0 66 33.0 73 34.2 71 29.0 77 33.1 82 32.8 81 32.9 76 34.3 77 29.7 95 33.2 65 32.9 70 32.8 80 34.8 65 29.5 101 34.1 71 33.1 82 32.7 85 31.3 99 29.9 98 34.0 77 33.0 73 33.0 75 31.8 100 30.2 90 34.8 65 31.8 76 29.8 86 32.6 86 34.2 69 32.0 73 31.6 83 29.6 91 30.4 80 30.0 77 28.0 94 26.8 150 31.9 79 31.2 78 29.5 84

153
Table 7.5. LOI and char length of 100% cotton plain fabric treated with HFPO and TMM with
different concentrations, cured at 165oC for 2.5 min, after different number of HLTD cycles.
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
LOI (%)
Char length (mm)
29.8 132 28.9 118 28.3 110 27.2 150 31.9 90 30.2 100 29.8 105 29.0 108 28.5 125 29.0 110 31.0 107 28.9 101 28.9 146 28.9 150 28.8 103 30.8 97 29.5 78 29.3 129 29.0 105 28.1 110 27.5 127 28.9 118 28.3 110 27.2 150 33.0 100 27.1 135 28.9 101 28.9 146 28.9 150 31.5 68 29.8 132 29.5 78 29.3 129 28.5 105 30.7 87 28.9 64 29.8 83
when the LOI is 24.1, the char length is close to 150 mm. When the LOI increased to 35.6, the
char length is decreased to 67 mm. The increase of LOI will accordingly decrease the char
length. Our concern here is to quantitatively measure the relationship between char length and
LOI. Is there a linear correlation or a non-linear function between char length and LOI? In order
to solve this concern, SAS® program was used in the statistical analysis. The statistical analysis
was performed in the form of “analysis of variance” (ANOVA). This analysis include the
regression model for interpreting the correlation between char length and LOI, the F-test (overall
model significance) and its associated probability (p-value) for studying the effect of both flame
retardant finishing system factor and fabric factor on the correlation between char length and
LOI.
The Pearson linear correlation coefficient and Spearman linear correlation coefficient of
char length and LOI are shown in Table 7.6. Both parameter (Pearson) and non-parameter
(Spearman) linear correlation coefficients of char length and LOI are approximately -0.64, it
indicates that the linear relationship between char length and LOI is not strong. With the

154
Table 7.6. The Pearson and Spearman linear correlation coefficients between char length and
limiting oxygen index (LOI).
Pearson (parameter) correlation coefficient
Spearman (non-parameter) correlation coefficient
Char length vs LOI - 0.6359 - 0.6481
Table 7.7. Linear regression parameter estimates for flame retardant cotton. Variable Degree of
freedom Parameter estimate
Standard Error
t-value Pr > t
Intercept 1 298.9244 10.3326 28.93 < 0.0001 LOI 1 -6.6808 0.3436 -19.45 < 0.0001
assistance of SAS® program, we developed a linear regression model between char length and
LOI. From the SAS output, the parameter estimates are shown in Table 7.7. The linear statistical
model is expressed in Equation (1), where CL refers to char length.
CL =298.92 - 6.68 *LOI (1)
Equation (1) gives an R2 of 0.4044, thus indicating that only approximately 40% of the total
variability of char length is associated with the variability of the independent variable LOI within
the frame-work of the equation. Obviously, the R2 of 0.4044 is too low, this is an evidence of that
the relationship between char length and LOI is not linear. We also added a term of (LOI)2 to the
regression model, and obtained the following linear model:
CL = 929.73 - 48.16 * LOI + 0.68 (LOI)2 (2)
R2 for equation (2) is 0.4341, is not significant improved, only less than 50% of the total char
length can be interpreted by the independent variable of LOI within the linear regression model,
that is not enough.
To achieve an appropriate linear regression model Y=β0+β1X1+⋅⋅⋅βnXn+εi, it is necessary
to make the following assumptions on the residuals εi: (1) ε1, ε2, ⋅⋅⋅εn are independent; (2) ε1, ε2,

155
Figure 7.1. Plot of the residual vs. predicted value of char length
Figure 7.2. Plot of the residual vs. the independent variable of LOI

156
⋅⋅⋅εn have a identical distribution; and (3) ε1, ε2, ⋅⋅⋅εn have a normal distribution, with mean 0 and
variance σ2 [11].
Table 7.8. Normality test for linear correlation between char length and LOI on flame retardant
cotton.
Test Statistics p-value Shapiro-Wilk W 0.9766 < 0.0001
Kolmogorov-Smirnov D 0.0494 < 0.0100 Cramer-von Mises W-Sq 0.3496 < 0.0050 Anderson-Darling A-Sq 2.3499 < 0.0050
In order to test whether this regression model can meet these assumptions, we first
plotted the residuals against the predicted value of char length, and the independent variable LOI
in Figure 7.1 and 7.2 respectively. The data presented here show a specific pattern, indicating the
variance is not a constant. And also Shapiro-walk W test is also used to check the normality of
the residuals. One observes that W is 0.9766, and p value is less than 0.0001 (Table 7.8). The p
value is far less than significance level 0.05, meaning the residuals does not come from normal
distribution, therefore, certain transformation is necessary [12].
Table 7.9. The non-linear model, R-square, and root square mean square error after different
transformations for flame retardant cotton.
Non-linear Models R-square Root MSE CL = 311.35- 20.94 (LOI)1/3 0.7169 14.4102 CL =528.39 -77.96 (LOI)1/2 0.7202 14.3124 CL =844.12 -218.44 * Log (LOI) 0.7412 13.8000 CL = [46.66-10.79 Log (LOI)]1/2 0.7769 0.6170 CL = Exp [11.95 - 2.17 Log (LOI)] 0.7909 0.1189

157
We tried several transformations on independent variable of LOI: log transformation,
square root transformation, cubic root transformation, and both log transformation on char length
and LOI, the models, R square, and root square of mean square error are shown in Table 7.9. The
data presented here shows that all those transformations can significantly improve the R-square.
The R-square is increased from approximately 0.40 to above 0.70. Among all these
transformations, both log transformations on char length and LOI shows the highest R-square of
0.7909 and the smallest root mean square error of 0.1198. The model we developed is as follows:
CL = Exp [10.95 -2.17 log (LOI)] (3)
approximately 80% of the total variability of char length is associated with the variability of LOI
within this non-linear model.
The plot of residuals against the predict variable of char length is shown in Figure 7.3.
The data presented here show that all the residuals fall within a horizontal band centered on 0,
displaying no systematic tendencies. It shows that all the residuals are random; therefore this
non-linear regression model is appropriate.
Table 7.10. Normality test for non-linear correlation between char length and LOI on flame
retardant cotton.
Test Statistics p-value Shapiro-Wilk W 0.9834 Pr<W 0.3058
Kolmogorov-Smirnov D 0.0849 Pr<D >0.1652 Cramer-von Mises W-Sq 0.0402 Pr< W-Sq >0.1333 Anderson-Darling A-Sq 0.8245 Pr< A-Sq >0.1338
Shapiro-walk W test for the normality of the residuals is presented in Table 7.10. One
observes that W is 0.9834, and p value is 0.3058. Both W and p values are large, meaning the
residuals come from normal distribution. From the diagnostics of the regression model, we got

158
Figure 7.3. Plot of the residual vs. independent variable of log (LOI)
the conclusion that the non-linear regression function between char length and LOI is appropriate
and meaningful.
The statistical analysis results of both different bonding systems and fabric weight on the
correlation between char length and LOI are in Table 7.11. For different bonding systems, the
data show that the p-value is 0.2779, which is higher than the significance level (α = 0.05),
meaning that the different flame retardant finishing systems: HFPO/BTCA, HFPO/DMDHEU,
HFPO/TMM, and HFPO/(DMDHEU-TMM) has insignificant effect on the char length at a fixed
LOI level, thus indicating that the different bonding systems for the flame retardant agent has no
significant effect on the correlation between char length and LOI. For 100% cotton twill and
plain fabric, the p-value is 0.0030, less than significance level, thus we can reject the null

159
Table 7.11. The statistical analysis of the effects of different flame retardant finishing systems
and fabric weight on the correlation between char length and LOI on flame retardant cotton.
Contrast DF Contrast SS Mean square F value Pr >F Flame Retardant
Systems 1 432.2631 432.2631 1.20 0.2739
Fabric Weight
1 3205.2502 3205.2502 8.89 0.0030
hypothesis, and conclude that the fabric factor has a significant influence on the char length at a
fixed LOI level, and also fabric factor has a significant influence on this non-linear correlation
between char length and LOI.

160
CONCLUSION
When the combination of a hydroxy-functional organophosphorus oligomer (HFPO) and
a bonding agent are used as a durable flame retardant finishing system for cotton, a non-linear
least square estimated regression function exists between the char length and limiting oxygen
index. Analysis of regression shows that this is an appropriate and meaningful regression model.
The use of different bonding systems for the flame retardant agent has no significant effect on
the correlation between char length and LOI. The use of fabrics with different weight has a
significant influence on this non-linear correlation model between char length and LOI.

161
REFERENCES
1. Fenimore CP and Martin FJ. Flammability of polymers, Combustion and Flame 1966;
10:135.
2. Fenimore CP and Martin FJ. A candle-type test for flammability of polymers. Modern
Plastics. 1966;43:141.
3. Lewin M. In: Lewin M. editor. Handbook of fiber science and technology. Vol. II.
Chemical Processing of fibers and fabrics, functional finishes Part B. New York: Mercel
Dekker; 1984. 78pp.
4. ASTM D2863-00, Standard test method for measuring the minimum oxygen
concentration to support candle-like combustion of plastics (Oxygen Index). ASTM, West
Conshohocken, PA.
5. Weil ED, Hirschler MM, Patel NG, Said MM and Shakir Saleem. Oxygen index:
correlations to other fire tests. . Fire Mater. 1992; 16:159.
6. Wharton RK. Correlation between the critical oxygen index test and other fire tests. . Fire
Mater. 1981; 5:93.
7. U.S. Department of Commerce Standard for the Flammability of Children’s Sleepwear
(DOC FF 3-71), Federal Register, Vol 36, No. 146, huly 19, 1971.
8. Willard JJ and Wondra RE. Quantitative evaluation of flame retardant cotton finishes by
the limiting oxygen index (LOI) technique. Text Res J 1970; 40:203.
9. Drake GL. Retardancy-Its status today. Text Chem Color. 1972; 4:71.
10. Tesoro GC and Rivlin J. Flammability behavior of experimental blends. Text Chem
Color. 1971; 3:156.

162
11. Neter J et al, Applied Linear Statistic Models, 4th ed. Mcgraw-Hill Publishing Company,
1996,10-20, 100-150.
12. Montgomery DC. Design and analysis of experiments. 5 th ed. New York: Wiley; 2001.

163
CHAPTER 8
CONCLUSIONS
New feasible durable flame retardant finishing systems based on a hydroxyl-functional
organophosphorus oligomer and a bonding agent has been developed. DMDHEU and TMM both
function as the bonding agent for the hydroxy-functional organophosphorus flame retardant
agent. DMDHEU is more effective for crosslinking cotton than TMM, thus causing higher
fabric wrinkle resistance and higher fabric strength loss. DMDHEU is also more reactive for
bonding HFPO to cotton than TMM, and the HFPO bound to cotton by DMDHEU is more
durable to home laundering than that by TMM. The cotton fabric treated with HFPO/TMM has
significantly higher initial flame resistance than that treated with HFPO/DMDHEU. When the
concentrations of the flame retarding organophosphorus compound and the crosslinker reach
certain levels, the cotton fabric treated with HFPO/TMM maintain a higher level of flame
retarding properties than that treated with HFPO/DMDHEU even after 12 home laundering
cycles in spite of the fact that the phosphorus retention after laundering on the fabric treated with
HFPO/DMDHEU is significantly higher than that treated with HFPO/TMM.
The statistical analysis of the performance of the cotton fabric treated with
HFPO/(DMDHEU+TMM) using a two-factorial experimental design method reveals the
following:
The DMDHEU/(DMDHEU+TMM) ratio in a HFPO/(DMDHEU+TMM) formula has a
profound effect on the bonding of HFPO to cotton, the laundering durability of the HFPO bound

164
to cotton and the strength retention of the treated fabric. An increase in the DMDHEU content
in the mixture of the two binders increases the amount of HFPO bound to cotton, increases the
laundering durability of HFPO on cotton, and reduces the fabric tensile strength retention.
An increase in HFPO concentration in a formula decreases the amount of HFPO bound to
cotton, whereas it reduces the percent retention of HFPO after laundering and the laundering
durability of the treated fabric. An increase in HFPO concentration also decreases fabric strength
loss.
Since the flame retarding performance and the strength of the cotton fabric treated with
the HFPO/(DMDHEU+TMM) system are determined by the HFPO concentration, the total
concentrations of the total binders as well as the ratio of the two binders, the desirable
performance of the treated cotton fabric can be achieved by adjusting the concentrations of the
three components in a formula.
MDPA by itself can be bound to the cotton cellulose via its N-methylol group. The
presence of TMM can improve the amount of MDPA bound to cotton (approximately a 25%
increase in phosphorus at 8% TMM level). The percent retention of MDPA bound to cotton
cellulose is independent of the MDPA concentration in the system. The bonding agent, such as
TMM or DMDHEU, is necessary for the HFPO finishing system. The type and concentration of
binder significantly affect the amount of HFPO bound to cotton. The amount of the flame
retardant agent bound to cotton is significantly higher for the HFPO system than that for the
MDPA system when the equal moles of the phosphorus and N-methylol group are used. The
better laundry durability of MDPA/TMM treated fabric is attributed to the higher content of N-
methylol in the MDPA system. The H3PO4 is the optimum catalyst for MDPA system, and the
NH4Cl-based catalyst is the best catalyst for the HFPO system.

165
The MDPA/TMM treated fabric has a higher initial LOI than that of HFPO/TMM treated
fabric due to the nitrogen content in the MDPA molecule, which enhances the flame resistance
performance by means of phosphorus-nitrogen synergism. The flame resistance of cotton is
identical for both the HFPO system and MDPA system when there is an equal amount of the
phosphorus and nitrogen on the fabric. The fabric treated with MDPA/ TMM and HFPO/TMM
had similar LOI values after 1, 10, and 25 laundering cycles. The better flame resistance of the
MDPA/TMM treated cotton is attributed to the higher phosphorus content of MDPA/TMM
treated fabric after 50 laundering cycles.
Both the HFPO/TMM and MDPA/TMM treated fabric remained at a low level of WRA.
The tensile strength loss of the treated fabric did not increase as the TMM concentration was
increased. The fabric stiffness significantly increased when a high TMM concentration is used.
And MDPA/TMM treated fabric showed lower dimensional retention during the laundering
cycles and higher formaldehyde release level.
Both TMM and DMDHEU finishes by themselves can marginally increase the flame
resistance of cotton fabric, DMDHEU to a greater degree. TMM and DMDHEU are nitrogen
providers to the organophosphorus-based flame retardant finishing system, therefore useful to
enhance the flame resistance performance of cotton fabric by means of phosphorus-nitrogen
synergism. TMM is found to be a more efficient synergistic agent than DMDHEU. The
interaction between phosphorus and nitrogen alters the thermal decomposition path: the
phosphorus-nitrogen interaction inhibits the thermal decomposition of cellulose by
depolymerization, and contributes to the dehydration process, thus reducing levoglucosan
formation and evaporation, increasing the amount of solid char, and substantially improving the
flame resistance of treated cotton fabric. The nitrogen and phosphorus content have a different

166
influence on the dehydration temperature. The extent of dehydration, not the dehydration
temperature is discovered to have the significant effect on the flame resistance.
When the combination of a hydroxy-functional organophosphorus oligomer (HFPO) and
a bonding agent are used as a flame retardant finishing system for cotton, a non-linear least
square estimated regression function exists between the char length and limiting oxygen index.
Analysis of regression shows that this is an appropriate and meaningful regression model. The
use of different bonding systems for the flame retardant agent has no significant effect on the
correlation between char length and LOI. The use of fabrics with different weight has a
significant influence on this non-linear correlation between char length and LOI.

167
APPENDIX A
CORRELATION BETWEEN LIMITING OXYGEN INDEX AND PHOSPHORUS/NITROGEN
CONTENT OF COTTON FABRICS TREATED WITH A HYDROXY-FUNCTIONAL
ORGANOPHOSPHORUS FLAME RETARDING AGENT AND DMDHEU1
_ 1 Wu, W and Yang, CQ. 2003. Journal of Applied Polymer Science. 90:1885-1890. Reprinted
here by permission.
168
ABSTRACT
The combination of a hydroxy-functional organophosphorus flame retardant agent
(HFPO) and dimethyloldihydroxyethyleneurea (DMDHEU) was used as a durable flame
retardant finishing system for cotton fabrics. DMDHEU functions as a bonding agent between
HFPO and cotton cellulose, thus making this flame retardant finishing system durable to home
laundering. DMDHEU also provides nitrogen to this system, and therefore enhances its
performance. Limiting oxygen index (LOI) is one of the most commonly used parameters to
indicate the flammability of textiles and other polymeric materials. In this research, we
investigated the correlation between LOI and phosphorus/nitrogen contents on the cotton fabric
treated with that durable flame retardant finishing system. Phosphorus concentration on the
fabric was analyzed by inductively coupled plasma atomic emission spectroscopy (ICP-AES),
whereas the nitrogen content was determined indirectly by measuring the carbonyl band intensity
in the infrared spectra of the treated fabric. We developed a statistical model to predict LOI of
the cotton fabric treated with HFPO and DMDHEU based on the phosphorus concentration and
the intensity of carbonyl band of DMDHEU on cotton.
INDEX WORDS: Cotton, DMDHEU, Flame retardant finishing, Organophosphorus
chemicals, Limiting oxygen index, and Infrared spectroscopy.
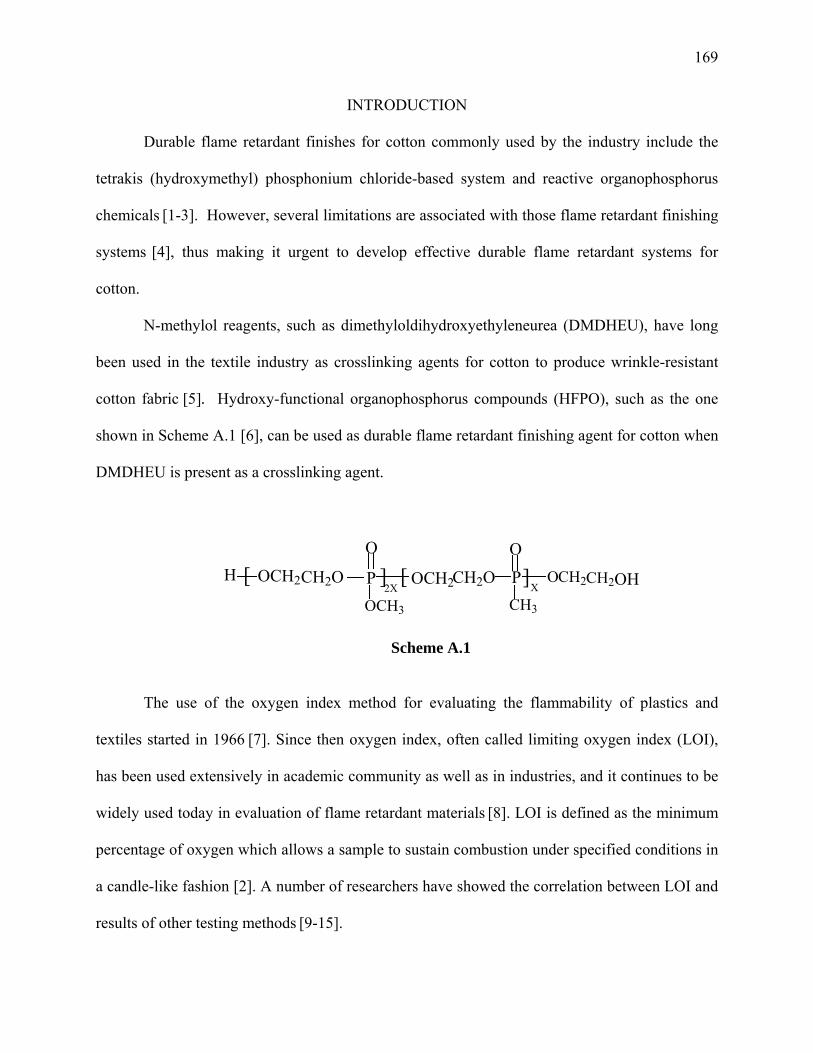
169
INTRODUCTION
Durable flame retardant finishes for cotton commonly used by the industry include the
tetrakis (hydroxymethyl) phosphonium chloride-based system and reactive organophosphorus
chemicals [1-3]. However, several limitations are associated with those flame retardant finishing
systems [4], thus making it urgent to develop effective durable flame retardant systems for
cotton.
N-methylol reagents, such as dimethyloldihydroxyethyleneurea (DMDHEU), have long
been used in the textile industry as crosslinking agents for cotton to produce wrinkle-resistant
cotton fabric [5]. Hydroxy-functional organophosphorus compounds (HFPO), such as the one
shown in Scheme A.1 [6], can be used as durable flame retardant finishing agent for cotton when
DMDHEU is present as a crosslinking agent.
H [ OCH2CH2O P
O
]2X
[ CH2OOCH2 ]OP
X OHCH2CH2O
OCH3 CH3
Scheme A.1
The use of the oxygen index method for evaluating the flammability of plastics and
textiles started in 1966 [7]. Since then oxygen index, often called limiting oxygen index (LOI),
has been used extensively in academic community as well as in industries, and it continues to be
widely used today in evaluation of flame retardant materials [8]. LOI is defined as the minimum
percentage of oxygen which allows a sample to sustain combustion under specified conditions in
a candle-like fashion [2]. A number of researchers have showed the correlation between LOI and
results of other testing methods [9-15].

170
The LOI test is easy to run and usually reproducible, but it is also time consuming.
Determining phosphorus content and carbonyl band intensity using ICP/AES and FT-IR
spectroscopy is fast, efficient and requires much smaller sample size. In this research, we
investigated the correlation between LOI and the phosphorus/nitrogen contents on the cotton
fabric treated with the durable flame retarding system, and developed a statistical model to
predict LOI based phosphorus/nitrogen content of the treated cotton fabric.
EXPERIMENTAL
Materials
The fabric used was a desized, scoured, and bleached 40×40 cotton printcloth weighing
108 g/m2 (Testfabric Style 400). The hydroxy-functional organophosphorus oligomer (with
commercial name Fyroltex HP) was supplied by Akzo Nobel Chemical Corporation, New York.
DMDHEU (“Freerez 900”) and the catalyst (MgCl2 based catalyst with commercial name
“Catalyst 531”) were supplied by Noveon, Ohio, and OMNOVA Solution, South Carolina,
respectively.
Fabric Treatment and Home Laundering Procedures
The cotton fabric was first immersed in a finish solution containing HFPO, DMDHEU,
and the catalyst, then passed through a laboratory padder with two dips and two nips, dried at 90
°C for 3 min, and then cured in a Mathis curing oven at a specified temperature. All the
concentrations presented here are based on weight of bath (w/w, %). The wet pick-up of the
cotton fabric was approximately 115±2%. After curing, the treated cotton fabric was subjected
to one home laundering washing/drying cycle without the use of a detergent (specified here as
“water wash”) to remove the chemicals not bound to the fabric. The home laundering process

171
was done using a standard detergent (“AATCC Detergent 1993”) according to AATCC Test
Method 124-1996. The water temperature was approximately 46 °C.
LOI Measurement
LOI of the treated cotton fabric was measured according to ASTM Standard Method
D2863-00.
Determination of Phosphorus Concentration on the Treated Cotton Fabric
Approximately 2g of the treated cotton fabric taken from different parts of a larger fabric
specimen were ground in a Wiley mill into a powder to improve sample uniformity. 2 ml of
concentrated H2SO4 was added to 0.1 g of cotton powder. 10 ml of 30% H2O2 was added
dropwise to the mixture, allowing the reaction to subside between drops. The reaction mixture
was then heated at approximately 250°C to digest the powder and to evaporate the water until
dense SO3 vapor is produced. The completely digested cotton sample as a clear solution was
transferred to a 50-ml volumetric flask, and then diluted with distilled/deionized water. The
sample thus prepared was analyzed using a Thermo-Farrell-Ash Model 965 ICP/AES instrument
to determine the % concentration of phosphorus.
Infrared Spectroscopy Measurement
All the infrared spectroscopy data presented here are diffuse reflectance spectra and are
presented in absorbance mode (-log R/R0). Resolution for all the infrared spectra is 4 cm-1, and
there were 120 scans for each spectrum. Potassium bromide powder was used as a reference
material to produce a background diffuse reflectance spectrum. To measure the carbonyl band
intensity, the treated and cured cotton fabric was first washed in water to remove the HFPO and
DMDHEU not bound to cotton and the catalyst, then dried at 80°C for 5 min. To improve
sample uniformity, a fabric sample was ground in a Wiley mill to form a powder before infrared

172
spectroscopy analysis. The carbonyl band intensity in the infrared spectra was normalized
against the 1318 cm-1 band associated with a C-H bending mode of cellulose.
RESULTS AND DISCUSSION
The cotton fabric was treated with 24% HFPO in combination of DMDHEU with
concentration ranging from 1 to 12%, and then cured at 165°C for 2.5min. The infrared spectra
of the cotton fabric thus treated are presented in Figure A.1, in which the band at 1723 cm−1 is
due to the carbonyl stretching mode of DMDHEU (Scheme A.2). The intensity of carbonyl band
increases as the DMEHEU concentration of the solution increases. The carbonyl band intensity
is plotted against the DMDHEU concentration in the solution (Figure A.2). One observes a linear
relationship between the carbonyl band intensity of the treated fabric and the DMDHEU
concentration in the solution (Figure A.2). Since the carbonyl band intensity is proportional to
the quantity of DMDHEU, the carbonyl band intensity can be used as an indirect measure of the
nitrogen content on the fabric due to DMDHEU bound to the fabric.
CH2C
O
CH CH OH
CH2N N
HO
HO OH
Scheme A.2
DMDHEU has four hemi-acetal groups to react with the hydroxyl groups of cellulose as
well as ones of HFPO. Among the four groups, the two hemi-acetal groups derived from
formaldehyde are significantly more reactive than those derived from glyoxyl. DMDHEU

173
Figure A.1. Diffuse reflectance infrared spectra of the cotton fabric treated with 24% HFPO and
DMDHEU of different concentrations (A-F): 12, 10, 8, 4, 2, and 1%.
R2 = 0.9736
0.000
0.200
0.400
0.600
0.800
1.000
1.200
0.0 2.0 4.0 6.0 8.0 10.0 12.0DMDHEU Concentration (%)
Car
bony
l Ban
d In
tens
ity
Figure A.2. The carbonyl band intensity of the fabric treated with 24% HFPO and different
concentrations of DMDHEU, and cured at 165oC for 2.5 min as a functional of DMDHEU
concentration.

174
functions as a binder between HFPO and cotton fabric (Scheme A.3), thus making this flame
retardant finishing system a durable one. DMDHEU also provides nitrogen to this system,
therefore enhances performance of this flame retardant system by means of phosphorus/nitrogen
synergism.
O
CH2
H [ OCH2CH2O P
O
]2X
[ CH2OOCH2 ]O
PX
CH2 O CH2C
O
CH CH
OH OH
CH2 O CelluloseNN
OCH3 CH3
Scheme A.3
The cotton fabric was treated with 24% HFPO and DMDHEU of different concentrations,
cured at 165°C for 2.5 min. The LOI, carbonyl band intensity and phosphorus concentration of
treated fabrics are shown in Table A.1. LOI and carbonyl band intensity increase as the
concentration of DMDHEU increases. As the concentration of DMDHEU increases from 1% to
12%, one observes that the phosphorus content of the treated fabric remain practically
unchanged, whereas the LOI value (before wash) increases from 29.5 to 31.6 (Table A.1). The
data indicate that DMDHEU provides phosphorus/nitrogen synergism to the flame retardant
finishing system, thus improving the flame resistance of the treated fabric.
The treated cotton fabric was also subjected to different number of HLTD cycles. At each
DMDHEU concentration level, the higher the number of home laundering cycle is, the lower the
phosphorus content and LOI value for the treated fabric become. LOI values of the cotton fabric
treated with 24% HFPO and DMDHEU of different concentrations is plotted against the
phosphorus content on the treated fabric (Figure A.3), in which a linear correlation exists

175
Table A.1. LOI, carbonyl band intensity and phosphorus content of the cotton fabric treated with
24% HFPO and DMDHEU of different concentrations, and cured at 165oC for 2.5 min.
LOI (%) Carbonyl Band intensity Phosphorus (%) DMDHEU
(%, owb) Before wash
1 wash
5 washes
10 washes
Before wash
1 wash
5 washes
10 washes
Before wash
1 wash
5 washes
10 washes
1 29.2 25.4 23.3 21.2 0.306 0.270 0.249 0.233 3.42 1.58 1.01 0.65
2 29.5 27.6 26.3 23.5 0.428 0.423 0.393 0.345 3.72 2.22 1.82 1.03
4 31.0 29.1 28.8 28.0 0.631 0.628 0.626 0.546 3.92 2.84 2.55 2.35
6 31.3 29.0 28.9 28.2 0.699 0.697 0.690 0.680 3.97 3.22 2.89 2.59
8 30.6 29.2 28.9 28.3 0.871 0.843 0.839 0.821 4.02 3.25 2.92 2.65
10 31.6 29.8 29.6 29.4 0.872 0.856 0.866 0.841 4.08 3.28 3.02 2.90
12 31.6 29.8 29.6 29.5 0.934 0.920 0.917 0.908 4.10 3.34 3.02 3.00
between LOI and the phosphorus content of the treated fabric.
The cotton fabric was treated with 24% HFPO and 8% DMDHEU, and cured at different
temperatures for 2.5 min. The treated and cured fabric was also subjected to different numbers of
HLTD cycles. The LOI, carbonyl band intensity, and phosphorus content of the cotton fabric
cured at different temperatures are presented in Table A.2. LOI is plotted against the phosphorus
content of the treated fabric (Figure A.4). Once again, the data show a good linear relationship
between LOI value and the phosphorus content of the fabric.
The cotton fabric was treated with HFPO/DMDHEU of different concentrations with a
constant HFPO-to-DMDHEU ratio of 3:1 and cured at 165oC for 2.5min. The treated cotton
fabric was then subjected to different number of HLTD cycles. The LOI, carbonyl band
intensity, and phosphorus content of the fabric are presented in Table A.3. LOI, carbonyl band
intensity and phosphorus content of the treated fabric increase as the concentration of
HFPO/DMDHEU increases, and decrease as the number of laundering increases. At each

176
15.0
17.0
19.0
21.0
23.0
25.0
27.0
29.0
31.0
33.0
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00
Phosphorus Concentration (%)
LOI (
%)
Figure A.3. LOI of the fabric treated with 24% HFPO and DMDHEU of different concentration,
cured at 165oC for 2.5 min, and after different HLWD cycles, as a functional of phosphorus
concentration on the fabric.
23.0
25.0
27.0
29.0
31.0
1.80 2.05 2.30 2.55 2.80 3.05
Phosphorus Concentration (%)
LOI (
%)
Figure A.4. LOI of the fabric treated with 24%HFPO/8%DMDHEU, cured at different
temperatures for 2.5 min, and subjected to different number of home laundering cycles as a
functional of phosphorus concentration on the fabric.

177
Table A.2. LOI, carbonyl band intensity and phosphorus concentration of the cotton fabric
treated with 24% HFPO and 8% DMDHEU, and cured at different temperature for 2.5 min.
LOI (%) Carbonyl Band intensity Phosphorus (%) Temp. (oC) Before
wash 1
wash 5
washes 10
washes Before wash
1 wash
5 washes
10 washes
Before wash
1 wash
5 washes
10 washes
130 30.3 28.4 28.0 27.6 0.830 0.737 0.790 0.732 3.29 2.71 2.38 2.13
140 30.3 28.6 28.0 27.6 0.803 0.791 0.802 0.801 3.22 2.79 2.53 2.30
150 30.3 28.7 28.1 27.6 0.827 0.784 0.813 0.800 3.28 2.81 2.66 2.39
160 30.3 28.9 28.1 27.4 0.870 0.810 0.824 0.805 3.34 2.84 2.55 2.32
165 30.3 28.2 27.9 27.3 0.871 0.843 0.839 0.821 3.22 2.82 2.60 2.47
170 30.3 27.3 27.8 27.2 0.837 0.800 0.848 0.794 3.21 2.74 2.59 2.14
180 30.3 27.8 27.2 26.8 0.913 0.862 0.845 0.825 3.17 2.47 2.13 1.97
Table A.3. LOI, carbonyl band intensity and phosphorus concentration of the cotton fabric
treated with HFPO/DMDHEU (3:1) of different concentrations, cured at 165oC for 2.5 min.
LOI (%) Carbonyl Band intensity Phosphorus (%) HFPO Conc. (%)
Before wash
Before wash
1 wash
5 washes
Before wash
1 wash
5 washes
10 washes
Before wash
1 wash
5 washes
10 washes
4 22.2 20.3 19.7 19.4 0.389 0.372 0.443 0.399 0.82 0.50 0.39 0.33
8 24.5 22.5 22.0 21.9 0.562 0.504 0.542 0.504 1.44 1.04 0.88 0.76
12 26.8 24.9 24.7 24.2 0.655 0.638 0.616 0.596 2.09 1.57 1.39 1.27
16 28.5 26.9 26.7 26.5 0.742 0.709 0.684 0.676 2.62 2.13 1.85 1.92
18 29.6 27.7 27.7 27.6 0.781 0.730 0.713 0.691 2.83 2.33 2.16 2.08
20 30.0 28.8 28.5 27.9 0.787 0.748 0.753 0.729 3.01 2.44 2.33 2.13
24 30.3 28.2 27.9 27.3 0.871 0.843 0.839 0.821 3.22 2.82 2.60 2.47
HFPO/DMDHEU concentration level, a larger number of laundering cycle’s results in lower
phosphorus content and lower LOI value of fabrics. As the concentration of HFPO increased
from 4% to 24%, the LOI after 10 HLTD increased from 19.4 to 27.3. LOI is plotted against the
phosphorus content of the treated fabric (Figure A.5).

178
Figure A.5. LOI of the fabric treated with different HFPO/DMDHEU (3:1) concentrations, cured
at 165oC for 2.5 min, and subjected to different number of home laundering cycles as a
functional of phosphorus concentration on the fabric.
Table A.4. Parameter estimates for cotton fabric treated with HFPO/DMDHEU.
Variable DF Parameter Estimate
Standard Error
t value Pr > ׀ t ׀
Intercept 1 18.54531 0.24796 74.78 < 0.0001
X1 1 2.87061 0.12124 23.68 < 0.0001
X2 1 2.82948 0.50820 5.57 < 0.0001
All LOI values, phosphorus content, and carbonyl band intensities of the treated fabric
were used as the basis to develop a statistical model. We used the SAS program to develop a
least square estimated regression function between LOI value and the phosphorus
content/carbonyl band intensity, shown in Equation 1 and Table A.4, where Y refers to the LOI
value, X1% refers to the phosphorus content, and X2% refers to the carbonyl band intensity of the
fabric.
18.0
20.0
22.0
24.0
26.0
28.0
30.0
32.0
0.40 0.65 0.90 1.15 1.40 1.65 1.90 2.15 2.40 2.65 2.90 3.15Phosphorus Concentration (%)
LOI (
%)

179
Y(%)=18.54+2.87X1% +2.83 X2% (1)
Equation 1 gives an R2 of 0.9567 (Table A.5), thus indicating that more than 95% of the
total variability of LOI is associated with the variability of the independent variables
(phosphorus content and carbonyl band intensity) within the framework of the equation. To
achieve an appropriate linear regression model Y=β0+β1X1+⋅⋅⋅βnXn+εi, it is necessary to make
the following assumptions on the residuals εi: (1) ε1, ε2, ⋅⋅⋅εn are independent; (2) ε1, ε2, ⋅⋅⋅εn have
an identical distribution; and (3) ε1, ε2, ⋅⋅⋅εn have a normal distribution, with mean 0 and variance
σ2 [16].
Table A.5. Analysis of variance for cotton fabrics treated with HFPO/DMDHEU.
Source DF Sum of Square Mean Square F value Pr > F
Model 2 818.64285 409.32142 873.51 < 0.0001
Error 79 37.01911 0.46860
Corrected Total 81 855.66195
R-Square=0.9567; adjusted R-Square=0.9556
The diagnostic plots of residuals, such as the one presented in Figure A.6, show that all
the residuals fall within a horizontal band centered around 0, displaying no systematic
tendencies, meaning that all the residuals are random, and the linear regression is appropriate.
From the Shapiro-Wilk W normality test [18], W is 0.977543, and p value is 0.2324
(Table A.6). Both W and p values are large, meaning the residuals come from normal
distribution. Test of the overall hypothesis shows that F value is 873.51, and P value is <0⋅0001,
meaning that we can accept the alternative hypothesis Ha, and demonstrates that at least one
ofβ’s not equal to zero (Table A.5). The statistical analysis shows that LOI value does depend on

180
Figure A.6 Plot of the residual versus predicted value of Y (LOI).
Table A.6. Normality tests for cotton fabrics treated with FR/DMDHEU.
Test Statistic p- value
Shapiro-Wilk W 0.980081 Pr < W 0.2324
Kolmogorov-Smirnov D 0.07045 Pr < D >0.1500
Cramer-von Mises W-Sq 0.068122 Pr < W-Sq >0.2500
Anderson-Darling A-Sq 0.463778 Pr < A-Sq > 0.2500
all predictor variables: phosphorus content and carbonyl band intensity. The phosphorus content
and carbonyl band intensity are the two significant factors for determining the flammability of
the fabric. From the diagnostics of the regression model, we conclude that the linear least square

181
estimated regression function between LOI and phosphorus content and carbonyl band intensity
is appropriate, meaningful and useful.

182
CONCLUSION
When the combination of a hydroxyl-functional organophosphorus flame retardant agent
and DMDHEU are used as a durable flame retardant finishing system for cotton, a linear least
square estimated regression function exists between the limiting oxygen index and phosphorus
content / carbonyl band intensity. The carbonyl band intensity is used as an indirect measure of
the nitrogen content on fabrics due to DMDHEU bound to cotton. Analysis of regression shows
that this is an appropriate and meaningful regression model. The model can be used to predict
LOI of treated fabrics based on the phosphorus concentration and nitrogen concentration
indirectly measured using the intensity of carbonyl band of DMDHEU in the infrared spectra of
the treated fabrics.
Acknowledgement: The authors are grateful for Akzo Nobel Corporation for their financial
support to this research.

183
REFERENCES
1. Weil, ED. in Kirk-Other Encyclopedia of Chemical Technology, 4th ed., Grayson M. Ed.,
Wiley: New York, 1991, 10, 976.
2. Lewin M., in Handbook of Fiber Science and technology: Vol. II. Chemical Processing
of Fibers and Fabrics, Functional Finishes Part B, Lewin M, Sello SB, Eds. Mercel
Dekker: New York, 1984, 78.
3. Weil, ED. in Handbook of Organophosphorus Chemistry, Chapter 14, Engel R. Ed.
Marcel Dekker: New York, 1992, 683.
4. Rearick, WA, Wallace ML, Martin VB. in Recent Advance in Flame Retardancy of
Polymeric Materials, Lewin M Ed, Business Communication Co.: Norwalk, Connecticut,
2000, 222.
5. Petersen, H. A., in Handbook of Fiber Science and Technology: Vol. II. Chemical
Processing of Fibers and Fabrics, Functional Finishes Part A, Lewin M, Sello SB, Eds.
Marcel Dekker: New York, 1983, 47-327.
6. Leitner, George, in 3rd California Conference on Product Flammability, Menlo Park,
California 1981.
7. J. L. Isaacs, J Fire & Flam 1970, 1 (1) 36.
8. Weil ED, Fire and Materials, 1972, 16, 159.
9. Wharton , R. K., Fire and Materials 1981, 5 (3), 93.
10. Babrauskas V., in Report No. NISTIR 4326 National Institute of Standards and
Technology, Center for Fire Research, Gaithersburt, MD 1990.
11. Jakes K. A., Smith B.F. and Spivak S.M., Textile Res J 1974, 5, 398.
12. Hirschler, M.M., J of Fire Sci 1991, 9, 183.

184
13. Hirschler, M.M., in Heat Release in Fire, ed. by V. Babrauskas and S. Grayson, Elsevier,
London, 1992 375-422.
14. Kaufman S., in Encyclopedia of Materials Science and Engineering, ed. by M.B. Bever,
Pergamon Press, Oxford, 1986, 1797-1802.
15. Johnson P. R., J Appl Polym Sci 1974, 18, 491.
16. John Neter et al, in Applied Linear Statistic Models, 4th ed. McGraw-Hill Publishing
Company, 1996,10-20, 100-150.

185
APPENDIX B
CORRELATION BETWEEN LIMITING OXYGEN INDEX AND PHOSPHORUS CONTENT
OF THE COTTON FABRIC TREATED WITH A HYDROXY-FUNCTIONAL
ORGANOPHOSPHORUS FLAME RETARDING FINISH AND MELAMINE-
FORMALDEHYDE1
_ 1 Wu, W, Zhen, X. and Yang, CQ. 2003. Journal of Fire Sciences. 90:1885-1890. Reprinted here
by permission.

186
ABSTRACT
The combination of a hydroxy-functional organophosphorus flame retardant agent
(HFPO) and trimethylolmelamine (TMM) was used as a durable flame retardant finishing system
for cotton fabrics. TMM functions as a binder between HFPO and cotton cellulose, thus making
this flame retardant finishing system durable to home laundering. TMM also provides nitrogen to
this system, therefore enhances its flame resistance by means of phosphorus-nitrogen (P-N)
synergism. Limiting oxygen index (LOI) is one of the most commonly used parameters to
indicate the flammability of textiles as well as other materials. In this research, we investigated
the correlation between LOI and the phosphorus content on the cotton fabric treated with the
durable flame retarding system described above. Phosphorus concentration on the fabric was
analyzed by inductively coupled plasma atomic emission spectroscopy (ICP-AES). We
developed a statistical model to predict the LOI of the treated cotton fabric based on the
phosphorus concentration and the concentrations of the TMM in the finish solutions.
INDEX WORDS: Cotton, Flame retardant finishing, Limiting oxygen index, Organophosphorus
chemicals, Trimethylolmelamine, Statistical regression.

187
INTRODUCTION
Cotton is a combustible textile fiber. Cotton burns or smolders in the presence of oxygen
and heat (360-420oC) [1]. Resistance to burning is one of the most desirable properties for
cotton, which can be imparted to cotton fabrics by chemical finishing techniques.
The most commonly used durable flame retardant finishes for cotton today are
phosphorus-based compounds [2]. Recently, we developed a durable flame retardant finishing
system for cotton based on the combination of HFPO as shown in scheme B.1, and TMM. Even
though HFPO has been used as a flame retardant agent for polymeric materials and TMM is
widely used together with N-methylol dimethylphosphonopropionamide [2], the use of the
combination of HFPO and TMM resin as a bonding agent for HFPO has not been reported in
details in the literature.
H [ OCH2CH2O P
O
]2X
[ CH2OOCH2 ]OP
X OHCH2CH2O
OCH3 CH3
Scheme B.1
TMM also provides nitrogen to this flame retarding system, thus enhancing its
performance by means of P-N synergism. Synergism has two different definitions. Strictly
speaking, synergism refers to the use of two (or more) flame-retarding chemicals whose effect is
greater than that based on the prediction of the combined effects of all the individual components
[3]. The enhancing effects of a non-flame retarding additive to a flame retardant agent are also
called synergism [3]. Some of P-N synergism can be explained by the fact that suitable nitrogen
compounds increase the yield of the initial phosphorylation of cellulose [3]. Furthermore, the

188
reactions of phosphorus-nitrogen bonds can increase flame retardancy by forming a cross-linked
network within the cellulose that inhibits the release of volatile combustible fragments and
promotes char formation [4]. In addition, phosphorus-nitrogen cross-linking fixes the phosphorus
in the matrix and prevents the loss of phosphorus by volatilization during combustion [3].
LOI is defined as the minimum percentage of oxygen, which allows a sample to sustain
combustion under specified conditions in a candle-like fashion [3]. Since its introduction in
1966, LOI has been used extensively for evaluating the flammability of materials [5-6]. The
correlations between LOI and other flammability tests, such as tunnel test and cone calorimeter,
have been reported in the literatures [7-13].
For the HFPO/TMM system, the amount of the organophosphorus compound bound to
cotton is obviously the predominant factor in determining the flammability of the treated cotton
fabric. The amount of the organophosphorus compound bound to cotton can be determined by
quantitative analysis of the phosphorus content on the treated cotton fabric using ICP-AES.
Since TMM provides P-N synergism, the flammability of the treated cotton fabric also depends
on the amount of TMM bound to cotton, which in turn is affected by the TMM concentrations in
a finish solution. In this research, we investigated the correlation between (a) LOI and (b)
phosphorus contents on the treated cotton fabric and the TMM concentrations in finish solutions,
and developed a statistical model to predict LOI based on phosphorus content of the treated
cotton fabric and the TMM concentrations in finish solutions.
EXPERIMENTAL Materials
The fabric was a desized, scoured, and bleached 40×40 cotton print cloth weighing 108
g/m2 (Testfabrics Style 400). The hydroxy-functional organophosphorus oligomer with the trade

189
name of Fyroltex HP and phosphorus acid (H3PO3) were supplied by Akzo Nobel Functional
Chemicals, Dobbs Ferry, New York. TMM resin with the trade name of Ecco Rez M 300 was
supplied by Eastern Color & Chemical Company, Rhode Island.
Fabric Treatment and Home Laundering Procedures
H3PO3 or NaOH was added the finish solution containing HFPO and TMM to adjust the
pH to a specified value. The pH of solution containing 16% HFPO and 6% TMM is 4.9. The
solution with pH of 2.0, 3.0, and 4.0 was adjusted by adding H3PO3, and the solution with pH of
5.0, 6.0, and 7.0 was adjusted by NaOH. The fabric was first immersed in the finish solution,
and then passed through a laboratory padder with two dips and two nips, dried at 90EC for 3 min,
and finally cured in a Mathis curing oven at a specified temperature. All the concentrations
presented here are based on weight of bath (w/w, %). The wet pick-up of the cotton fabric was
approximately 110±2%. After curing, the treated cotton fabric was subjected to one
washing/drying cycle without use of a detergent (specified here as “water wash”) to remove the
chemicals not bound to the fabric. The home laundering cycle process was done according to
AATCC Test Method 124-1996 with AATCC “Detergent 1993”. The water temperature was
approximately 46EC.
LOI Measurement
LOI of the cotton fabric was measured according to ASTM Standard Method D2863-00.
Determination of Phosphorus Concentration on the Treated Cotton Fabric
Approximately 2g of treated cotton fabric were ground in a Wiley mill into a powder to
improve sample uniformity. 2 ml of concentrated H2SO4 was added to 0.1 g of cotton powder.
10 ml of 30% H2O2 was added dropwise to the mixture, allowing the reaction to subside between
drops. The reaction mixture was then heated at approximately 250oC to digest the powder and to
190
evaporate the water until dense SO3 vapor is produced. The completely digested cotton sample as
a clear solution was transferred to a 50-ml volumetric flask, and then diluted with
distilled/deionized water. The sample thus prepared was analyzed with a Thermo-Farrell-Ash
Model 965 inductively coupled plasma atomic emission spectrometer (ICP/AES) to determine
the % concentration of phosphorus. We determined the phosphorus concentration (%) of the
powder from four different parts in a 10”x12” fabric specimen, which was treated with
16%HFPO and 6% TMM and cured at 165oC for 2.5 min. The results were 2.23%, 2.19%,
2.20% and 2.22% with average of 2.20%. The data show that HFPO is uniformly distributed on
the treated cotton fabric. To further improve the sample uniformity, we use three small pieces of
fabric taken from three different areas in a 10”x12” fabric sample, totally weighing
approximately 2g. The fabric was ground into a powder and thoroughly mixed. The cotton
powder thus prepared was used to determine the phosphorus content by ICP-AES. Every time
when we measured the phosphorus content using ICP-AES, we used a standard solution with a
known phosphorus concentration of (12.00%). For a period of four months, we obtained the
following results: 12.01%, 11.99%, 12.01%, 12.02%, 12.00%, thus showing that the phosphorus
content measurement is highly reproducible.
RESULTS AND DISCUSSION
The cotton fabric was treated with 16% HFPO and TMM of different concentrations, and
then cured at 165oC for 2.5 min. The LOI values and the phosphorus contents (P%) of the fabric
thus treated are shown in Table B.1. The LOI of the cotton fabric treated with 6% TMM is
identical to that of control (LOI 17.8%), thus indicating TMM by itself is not a flame retarding

191
chemical. When the concentration of TMM increases from 6% to 14%, the P% of the treated
fabric (before wash) remains practically unchanged, because all the finish solutions contain a
constant HFPO concentration of 16% (Table B.1). The LOI value increases from 30.8 to 33.6 as
the TMM
Table B.1. LOI and phosphorus content of the cotton fabric treated with 16% HFPO and TMM at
different concentrations, and cured at 165oC for 2.5 min
Before wash Water wash 1 HLTD 5 HLTD HFPO (%)
(owb)
TMM (%)
( owb) LOI (%)
P (%)
LOI (%)
P (%)
LOI (%)
P (%)
LOI (%)
P (%)
0 6 17.8 0.00 - - - - - -
16 0 26.2 2.03 - - - - - -
16 6 30.8 2.07 29.8 1.49 28.8 1.33 27.3 1.12
16 8 31.3 1.96 31.0 1.51 30.5 1.47 29.7 1.36
16 12 33.3 2.02 32.0 1.73 32.0 1.70 30.4 1.46
16 14 33.6 2.10 33.4 1.83 32.5 1.78 31.4 1.58
Control 17.8 0.00 - - - - - -
concentration increases from 6 to 14% (Table B.1). The data presented here clearly indicate that
TMM provides P-N synergism to the system by enhancing the flame resistance of HFPO,
therefore the effect of TMM fits the second definition P-N synergism discussed previously [3].
The treated cotton fabric was also subjected to different numbers of home laundering
cycles. The data presented in Table B.1 indicate that TMM concentration in a finish solution also
has a significant impact on the LOI value of treated fabric after laundering. This is because that
TMM bonds HFPO to cotton, and consequently it affects the amount of HFPO bound to the
fabric after laundering. Only 64% of original phosphorus is bound to cotton after one home

192
25.0
27.0
29.0
31.0
33.0
35.0
1.00 1.20 1.40 1.60 1.80 2.00 2.20
Phosphorus Concentration (%)
LOI (
%)
Figure B.1. LOI of the cotton fabric treated with 16% HFPO and TMM of different
concentrations, cured at 165oC for 2.5 min, and after different numbers home laundering cycles
as a function of phosphorus concentration on the fabric.
Table B.2. LOI and phosphorus content of the cotton fabric treated with 16%HFPO and 6%
TMM at different pH values, and cured at 165oC for 2.5 min
Before wash Water wash 1 HLTD 5 HLTD HFPO (%, owb)
pH
LOI (%)
P (%)
LOI (%)
P (%)
LOI (%)
P (%)
LOI (%)
P (%)
0 2.0 31.1 2.11 28.4 1.41 27.8 1.28 26.1 1.07
16 3.0 30.8 2.10 29.1 1.59 29.0 1.45 28.0 1.26
16 4.0 31.2 2.24 29.8 1.78 29.7 1.69 29.1 1.48
16 5.0 30.7 2.12 29.3 1.72 29.1 1.64 28.9 1.46
16 6.0 30.7 2.13 29.1 1.68 28.9 1.55 28.7 1.40
16 7.0 29.8 2.02 28.6 1.54 28.5 1.42 28.3 1.35

193
laundering cycle when 6% TMM was used in the finish solution, whereas the phosphorus bound
to cotton increases to 84% when the TMM concentration is increased to 14%. At each TMM
concentration level, the higher the number of home laundering cycles is, the lower the
phosphorus content and LOI value becomes. The LOI values of the cotton fabric treated with
16% HFPO and TMM of different concentrations is plotted against P% on the treated fabric in
Figure B.1. A linear relationship exists between LOI and P% for the treated fabric as shown in
Figure B.1.
The cotton fabric was treated with 16% HFPO and 6% TMM with different pH, and then
cured at 165oC for 2.5 min. The cotton fabric thus treated was also subjected to different
26.0
27.0
28.0
29.0
30.0
31.0
32.0
1.00 1.20 1.40 1.60 1.80 2.00 2.20 2.40
Phosphorus Concentration (%)
LOI (
%)
Figure B.2. LOI of the cotton fabric treated with 16% HFPO and 6% TMM with different pH
values, cured at 165oC for 2.5 min, and after different numbers home laundering cycles as a
function of phosphorus concentration on the fabric.

194
numbers of home laundering cycles. The LOI and P% of the fabric are presented in Table B.2.
The data indicate that the optimum pH is around 4. The fabric treated with HFPO/TMM at pH 4
shows the highest LOI and P% after different numbers of home laundering cycles. LOI is plotted
against the phosphorus content of the treated fabric in Figure B.2. Once again, the data show a
linear relationship between LOI and P% of the fabric.
Table B.3. LOI and phosphorus content of the cotton fabrics treated with 6% TMM and HFPO at
different concentrations, and cured at 165oC for 2.5 min
Before wash Water wash 1 HLTD 5 HLTD HFPO (%, owb)
pH
LOI (%)
P (%) LOI (%)
P (%) LOI (%)
P (%) LOI (%)
P (%)
12 4.0 29.3 1.75 27.9 1.36 27.6 1.15 26.2 0.95
16 4.0 30.8 2.07 29.8 1.49 28.8 1.33 27.3 1.12
20 4.0 32.0 2.67 30.0 1.64 29.2 1.43 27.9 1.31
The cotton fabric was treated with 6% TMM and HFPO with different concentrations and
cured at 165oC for 2.5 min. All the finish solutions maintained a constant pH value of 4. The
treated cotton fabric was then subjected to different numbers of home laundering cycles. The
LOI and P% of the fabric is presented in Table B.3. Both LOI and P% of the treated fabric
increase as the concentration of HFPO increases, and decrease as the number of laundering
increases. As the concentration of HFPO increases from 12% to 20%, the LOI value of the
treated fabric (before wash) increases from 29.3 to 32.0, and P% increases from 1.75% to 2.67%
(Table B.3). This is because the amount of HFPO on cotton increases as the HFPO
concentration in the finish solution increases. However, the percent phosphorus bound to cotton
after one home laundering cycle decreases from 66% to 54% as the HFPO concentration

195
26.0
27.0
28.0
29.0
30.0
31.0
32.0
0.80 1.00 1.20 1.40 1.60 1.80 2.00 2.20 2.40 2.60 2.80
Phosphorus Concentration (%)
LOI (
%)
Figure B.3. LOI of the cotton fabric treated with 6% TMM and HFPO of different
concentrations, cured at 165oC for 2.5 min, and after different numbers home laundering cycles,
as a function of phosphorus concentration on the fabric.
increases from 12 to 20%. Because TMM functions as a binder for HFPO, the increase in HFPO
concentration reduced TMM/HFPO ratio, thus reducing the relative amount of HFPO bound to
cotton. The data demonstrate the influence of TMM-to-HFPO ratio in a finish solution on the
laundering durability of the flame retardant system is significant. At each HFPO concentration
level, an increase in laundering cycles reduces P% and LOI of the fabric. The LOI is plotted
against P% of the cotton fabric thus treated in Figure B.3.
The P% values of treated fabric and TMM concentrations in finish solutions were used as
the basis for the statistical analysis. With the assistance of SAS program, we developed a least
square estimated regression function between (a) LOI value and (b) P% on the fabric and TMM
concentration in finish solution. From the SAS output, the parameter estimates are shown

196
Table B.4. Parameter estimates for the cotton fabric treated with HFPO/TMM. Variable DF Parameter
estimate Standard error t value Pr > ׀ t ׀
Intercept 1 17.5633 0.7248 24.23 < 0.0001
X1 1 5.4572 0.4384 12.45 < 0.0001
X2 1 0.5127 0.0665 7.71 < 0.0001
in Table B.4. The statistical model is expressed in Equation 1, where Y refers to LOI value, X1%
refers to P%, and X2% refers to the TMM concentration in finish solution, X1 >0 and X2≥0.
Y (%)=17.56+5.46X1% +0.51X2% (1)
Equation 1 gives an R2 of 0.8701, thus indicating that approximately 90% of the total
variability of LOI is associated with the variability of the independent variables (P% and TMM
concentration) within the framework of the equation. We also added a term of X1%X2% to the
regression model, and obtained the following statistical model:
Y (%) =17.77+4.57X1% +0.39X2% +0.21X1%•X2% (2)
For Equation 2, the t-value of the coefficient of the term X1%•X2% is 0.76, and the p-value
equals to 0.4510, larger than significance level 0.05, thus meaning that we can accept the null
hypothesis H0 (the coefficient of term X1•X2 equals zero). Therefore, we should remove the term
X1%•X2% from the statistical model. R2 (0.8854) is not significantly improved for Equation 2.
Therefore, we selected Equation 1 as the statistical model to predict LOI.

197
Figure B.4. Plot of the residual versus predicted value of Y (LOI).
Figure B.5. Plot of the residual versus the independent variable of X1 (phosphorus content).

198
25.0
27.0
29.0
31.0
33.0
35.0
25.0 27.0 29.0 31.0 33.0 35.0
Observed LOI value (%)
Cal
cula
ted
LOI (
%)
Figure B.6. LOI values calculated using the regression model versus LOI values observed.
To achieve an appropriate linear regression model Y=β0+β1X1+⋅⋅⋅βnXn+εi, the following
assumptions on the residuals εi are necessary: (1) ε1, ε2, ⋅⋅⋅εn are independent; (2) ε1, ε2, ⋅⋅⋅εn have
an identical distribution; and (3) ε1, ε2, ⋅⋅⋅εn have a normal distribution, with mean 0 and variance
σ2 [14].
In order to test whether this regression model can meet these assumptions, we first plotted
the residuals against the predicted value of Y (LOI) and the independent variable X1 (P%) in
Figures B.4, B.5, respectively. The data presented here show that all the residuals fall within a
horizontal band centered on 0, displaying no systematic tendencies. It shows that all the residuals
are random; therefore the linear regression model is appropriate.
Secondly, we used the Shapiro-Wilk W test [15] to check the normality of the residuals.
One observes that W is 0.9693 and p value is 0.3578. Both W and p values are large, meaning
that we cannot reject null hypothesis H0, therefore the residuals come from normal distribution.

199
Finally, the overall hypothesis test shows that F value is 151.32, and P value <0.0001
(Table B.5), meaning that we can accept the alternative hypothesis Ha, and that at least one of
Table B.5. Analysis of variance for the cotton fabric treated with HFPO/TMM.
Source DF Sum of Square
Mean Square F value Pr > F
Model 2 199.0507 99.5254 127.31 < 0.0001
Error 38 29.7073 0.7818
Corrected Total 40 228.7581
R-Square=0.8701; adj. R-Square=0.8633
β’s is not equal to zero. The statistical analysis shows that LOI value does depend on all
predictor variables (P% and TMM concentration). The P% and TMM concentration are the two
critical factors for the flammability of the treated fabric. From the diagnostics of the regression
model, we conclude that the linear least square estimated regression function between (a) LOI
and (b) P% and TMM concentration is appropriate, meaningful and useful.
The predicted value of LOI is plotted against the observed value of LOI on the treated
fabric (Figure B.5). One observes a good linear relationship between the predicted LOI values
using the statistical model (Equation 1) and the observed LOI values. It is further verified that
the linear least square estimated regression function is a good one.

200
CONCLUSION
A linear least square estimated regression function exists between (a) LOI and (b) P% of
the treated fabric and TMM concentration of the finish solution for the cotton fabric treated with
the hydroxy-functional organophosphorus compound and TMM. Analysis of regression shows
that it is an appropriate and meaningful regression model. The model can be used to predict LOI
of a treated fabric sample based on the phosphorus concentrations on the fabric determined by
atomic emission spectroscopy and the TMM concentration in the finish solutions.

201
REFERENCES
1. Wakelyn, P. J. 1998. “Cotton and Flammability-Overview of New Development,”
American Dyestuff Reporter, 87(2): 13-21.
2. Weil, E. D. 1995. in Kirk-Othmer Encyclopedia of Chemical Technology 4th Ed.,
Grayson M ed., 10: pp. 976-998.
3. Lewin, M. and Sello, S.B. 1984. “Chemical processing of Fibers and Fabrics Functional
Finishes” in Handbook of Fiber Science and Technology, Volume Two Part B Marcel
Dekker, Inc. pp. 60-63, pp.78.
4. Hendrix, J. E., Drake, G. L. and Barker, R. H. 1979. in Flame Retardancy of
Polymeric Materials Volume Five, Kuryla, W. C. and Papa, A. H. eds., Marcel Dekker
Inc. pp. 88.
5. Isaacs, J. L. 1970. “The oxygen Index Flammability Test,” J. Fire & Flam. 1(1): 36-
42.
6. Weil, E. D., Hirschler, M. M., Patel, N. G., Said, M. M., and Shakir, S. 1992.
“Oxygen Index: Correlation to Other Fire Tests,” Fire and Materials, 16(3):159-167.
7. Wharton, R. K. 1981. ”The Effect of Sample Size on the Burning Behavior of
Thermoplastic Materials in the Critical Oxygen Index Test,” Fire and Materials
5 (2): 73-76.
8. Wharton, R. K. 1984. “The performance of Various Testing Columns in Small-
Scale Horizontal Burning Studies,” Fire and Materials 8 (4): 177-182.
9. Wharton, R. K. 1981. “Correlation Between the Critical Oxygen Index Test and
Other Fire Tests,” Fire and Materials 5 (3): 93-102.
10. Johnson, P. R. 1974. “A General Correlation of the Flammability of Natural and

202
Synthetic Polymers,” J. Appl. Polym. Sci. 18(3): 525-535.
11. Kishore, K. and Mohandas K. 1983. “Oxygen Index and Flammability of Polymeric
Materials,” J. Sci. and Indust. Research, 42(2): 76-81.
12. Camino, G., Costa, L., Casorati, E., Bertelli, G., and Locatelli, R. 1988. “The
Oxygen Index Method in Fire Retardance Studies of Polymeric Materials,” J. Appl.
Polym. Sci., 35(7):1863-1876.
13. Arcand, C. G. and Vullo, W. J. 1972. “The Bottom Ignition Oxygen Index Test,”
Text. Res. J. 42(6):328-330.
14 John Neter , 1996 . Applied Linear Statistic Models, 4th ed. Mcgraw-Hill Publishing
Company, pp.10-20, pp.100-150.