first test firing of an ariane-5 production · pdf filebooster-motor performance ... the...
TRANSCRIPT
r bulletin 104 — november 2000
62
First Test Firing of an Ariane-5 ProductionBooster
A. González-BlázquezDirectorate of Launchers, ESA, Paris
A. ConstanzoDirection du Développement Ariane, CNES/Arianespace, Evry, France
Introduction Ariane-5 accompanying activities started in1996 with ARTA-5, based on the experiencegained from Ariane-3 and 4. The objectives ofthis ESA programme are to monitor theperformance and reliability of the Ariane-5launcher during its operational phase, deal withground and flight non-conformances, andassess the validity of design and materialchanges.
The high reliability requirements set for Ariane-5 and the aim of reducing both production andoperating costs have resulted in a launcherconfiguration that differs substantially from that of previous generations. The chosenconfiguration required a new solid-propellantbooster. The initial development of the boosterserved to freeze its definition and establish the production procedures and hardwareacceptance criteria. Five development and two qualification tests were performed.Presently three types of activities are beingcarried out under ARTA-5: – analysis of in-flight measurements during
operational launches– recovery of flight specimens for inspection
(thickness of thermal protection, nozzleparts, field joints)
– ground firings of full-scale productionboosters.
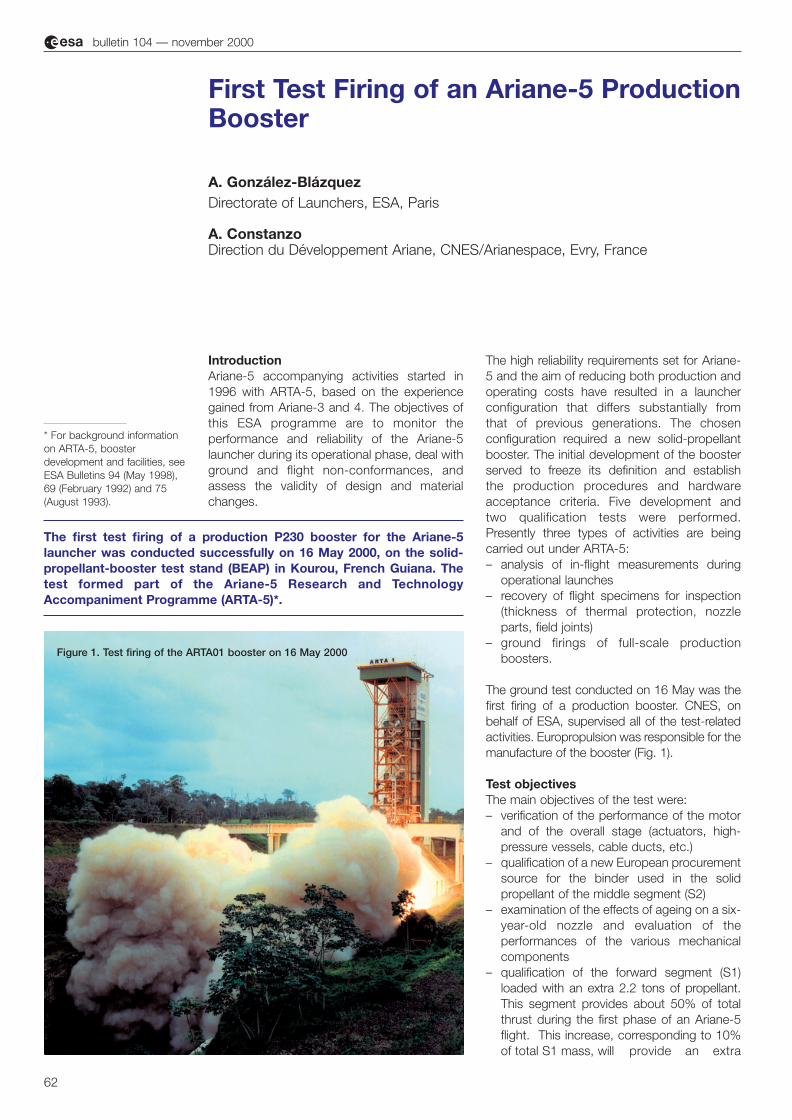
The ground test conducted on 16 May was thefirst firing of a production booster. CNES, onbehalf of ESA, supervised all of the test-relatedactivities. Europropulsion was responsible for themanufacture of the booster (Fig. 1).
Test objectives The main objectives of the test were:– verification of the performance of the motor
and of the overall stage (actuators, high-pressure vessels, cable ducts, etc.)
– qualification of a new European procurementsource for the binder used in the solidpropellant of the middle segment (S2)
– examination of the effects of ageing on a six-year-old nozzle and evaluation of theperformances of the various mechanicalcomponents
– qualification of the forward segment (S1)loaded with an extra 2.2 tons of propellant.This segment provides about 50% of totalthrust during the first phase of an Ariane-5flight. This increase, corresponding to 10%of total S1 mass, will provide an extra
The first test firing of a production P230 booster for the Ariane-5launcher was conducted successfully on 16 May 2000, on the solid-propellant-booster test stand (BEAP) in Kourou, French Guiana. Thetest formed part of the Ariane-5 Research and TechnologyAccompaniment Programme (ARTA-5)*.
* For background informationon ARTA-5, boosterdevelopment and facilities, seeESA Bulletins 94 (May 1998),69 (February 1992) and 75(August 1993).
Figure 1. Test firing of the ARTA01 booster on 16 May 2000
GON 11/8/00 9:23 AM Page 2
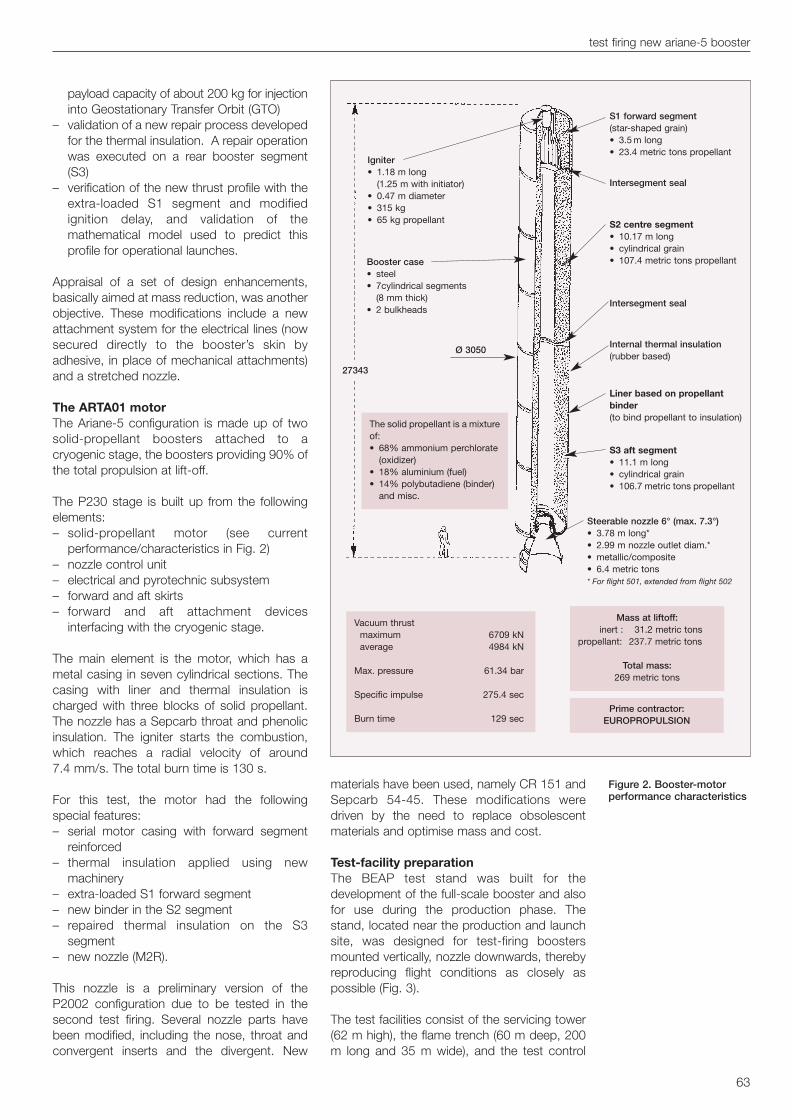
Figure 2. Booster-motorperformance characteristics
test firing new ariane-5 booster
63
payload capacity of about 200 kg for injectioninto Geostationary Transfer Orbit (GTO)
– validation of a new repair process developedfor the thermal insulation. A repair operationwas executed on a rear booster segment(S3)
– verification of the new thrust profile with theextra-loaded S1 segment and modifiedignition delay, and validation of themathematical model used to predict thisprofile for operational launches.
Appraisal of a set of design enhancements,basically aimed at mass reduction, was anotherobjective. These modifications include a newattachment system for the electrical lines (nowsecured directly to the booster’s skin byadhesive, in place of mechanical attachments)and a stretched nozzle.
The ARTA01 motor The Ariane-5 configuration is made up of twosolid-propellant boosters attached to acryogenic stage, the boosters providing 90% ofthe total propulsion at lift-off.
The P230 stage is built up from the followingelements:– solid-propellant motor (see current
performance/characteristics in Fig. 2)– nozzle control unit– electrical and pyrotechnic subsystem– forward and aft skirts– forward and aft attachment devices
interfacing with the cryogenic stage.
The main element is the motor, which has ametal casing in seven cylindrical sections. Thecasing with liner and thermal insulation ischarged with three blocks of solid propellant.The nozzle has a Sepcarb throat and phenolicinsulation. The igniter starts the combustion,which reaches a radial velocity of around 7.4 mm/s. The total burn time is 130 s.
For this test, the motor had the followingspecial features:– serial motor casing with forward segment
reinforced– thermal insulation applied using new
machinery– extra-loaded S1 forward segment– new binder in the S2 segment– repaired thermal insulation on the S3
segment– new nozzle (M2R).
This nozzle is a preliminary version of theP2002 configuration due to be tested in thesecond test firing. Several nozzle parts havebeen modified, including the nose, throat andconvergent inserts and the divergent. New
materials have been used, namely CR 151 andSepcarb 54-45. These modifications weredriven by the need to replace obsolescentmaterials and optimise mass and cost.
Test-facility preparation The BEAP test stand was built for thedevelopment of the full-scale booster and alsofor use during the production phase. Thestand, located near the production and launchsite, was designed for test-firing boostersmounted vertically, nozzle downwards, therebyreproducing flight conditions as closely aspossible (Fig. 3).
The test facilities consist of the servicing tower(62 m high), the flame trench (60 m deep, 200m long and 35 m wide), and the test control
Igniter• 1.18 m long
(1.25 m with initiator)• 0.47 m diameter• 315 kg• 65 kg propellant
S3 aft segment• 11.1 m long• cylindrical grain• 106.7 metric tons propellant
Steerable nozzle 6° (max. 7.3°)• 3.78 m long*• 2.99 m nozzle outlet diam.*• metallic/composite• 6.4 metric tons* For flight 501, extended from flight 502
Booster case• steel• 7cylindrical segments
(8 mm thick)• 2 bulkheads
S1 forward segment(star-shaped grain)• 3.5 m long• 23.4 metric tons propellant
S2 centre segment• 10.17 m long• cylindrical grain• 107.4 metric tons propellant
Intersegment seal
Intersegment seal
Internal thermal insulation(rubber based)
Liner based on propellantbinder(to bind propellant to insulation)
The solid propellant is a mixtureof:• 68% ammonium perchlorate
(oxidizer)• 18% aluminium (fuel)• 14% polybutadiene (binder)
and misc.
Ø 3050
27343
Vacuum thrustmaximum 6709 kN average 4984 kN
Max. pressure 61.34 bar
Specific impulse 275.4 sec
Burn time 129 sec
Mass at liftoff:inert : 31.2 metric tons
propellant: 237.7 metric tons
Total mass:269 metric tons
Prime contractor:EUROPROPULSION
GON 11/8/00 9:23 AM Page 3
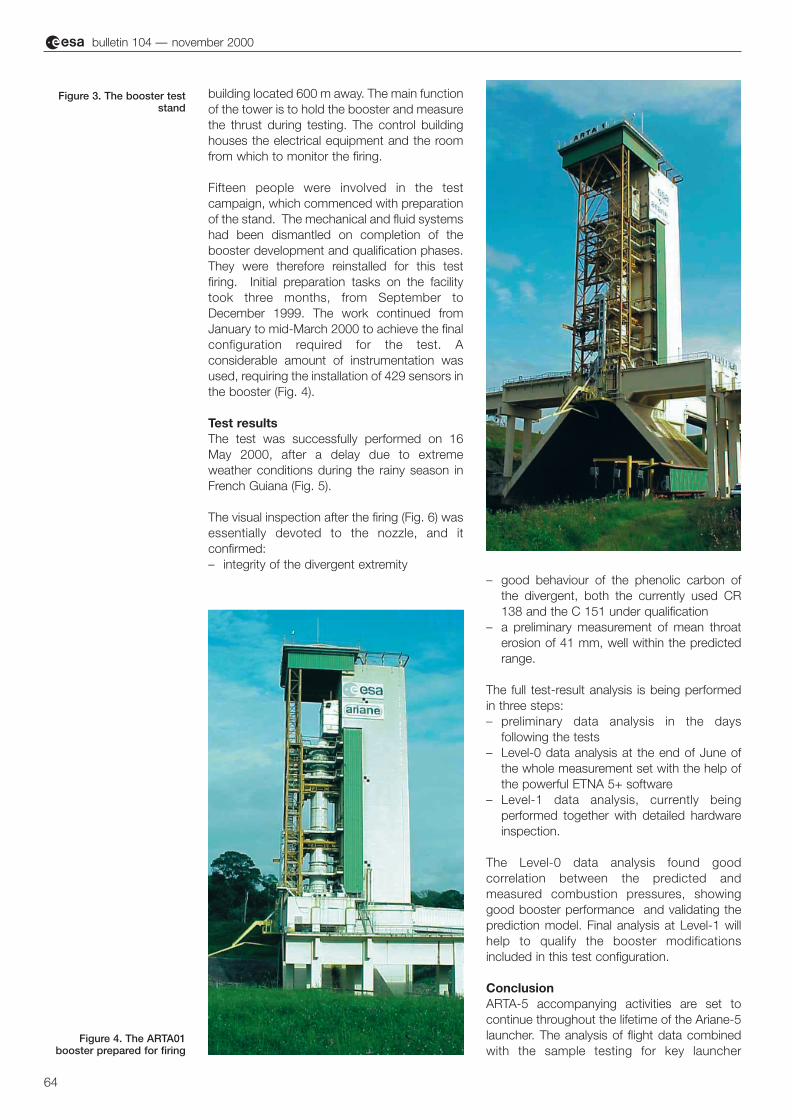
Figure 3. The booster teststand
Figure 4. The ARTA01booster prepared for firing
– good behaviour of the phenolic carbon ofthe divergent, both the currently used CR138 and the C 151 under qualification
– a preliminary measurement of mean throaterosion of 41 mm, well within the predictedrange.
The full test-result analysis is being performedin three steps:– preliminary data analysis in the days
following the tests– Level-0 data analysis at the end of June of
the whole measurement set with the help ofthe powerful ETNA 5+ software
– Level-1 data analysis, currently beingperformed together with detailed hardwareinspection.
The Level-0 data analysis found goodcorrelation between the predicted andmeasured combustion pressures, showinggood booster performance and validating theprediction model. Final analysis at Level-1 willhelp to qualify the booster modificationsincluded in this test configuration.
Conclusion ARTA-5 accompanying activities are set tocontinue throughout the lifetime of the Ariane-5launcher. The analysis of flight data combinedwith the sample testing for key launcher
r bulletin 104 — november 2000
64
building located 600 m away. The main functionof the tower is to hold the booster and measurethe thrust during testing. The control buildinghouses the electrical equipment and the roomfrom which to monitor the firing.
Fifteen people were involved in the testcampaign, which commenced with preparationof the stand. The mechanical and fluid systemshad been dismantled on completion of thebooster development and qualification phases.They were therefore reinstalled for this testfiring. Initial preparation tasks on the facilitytook three months, from September toDecember 1999. The work continued fromJanuary to mid-March 2000 to achieve the finalconfiguration required for the test. Aconsiderable amount of instrumentation wasused, requiring the installation of 429 sensors inthe booster (Fig. 4).
Test resultsThe test was successfully performed on 16May 2000, after a delay due to extremeweather conditions during the rainy season inFrench Guiana (Fig. 5).
The visual inspection after the firing (Fig. 6) wasessentially devoted to the nozzle, and itconfirmed:– integrity of the divergent extremity
GON 11/8/00 9:23 AM Page 4
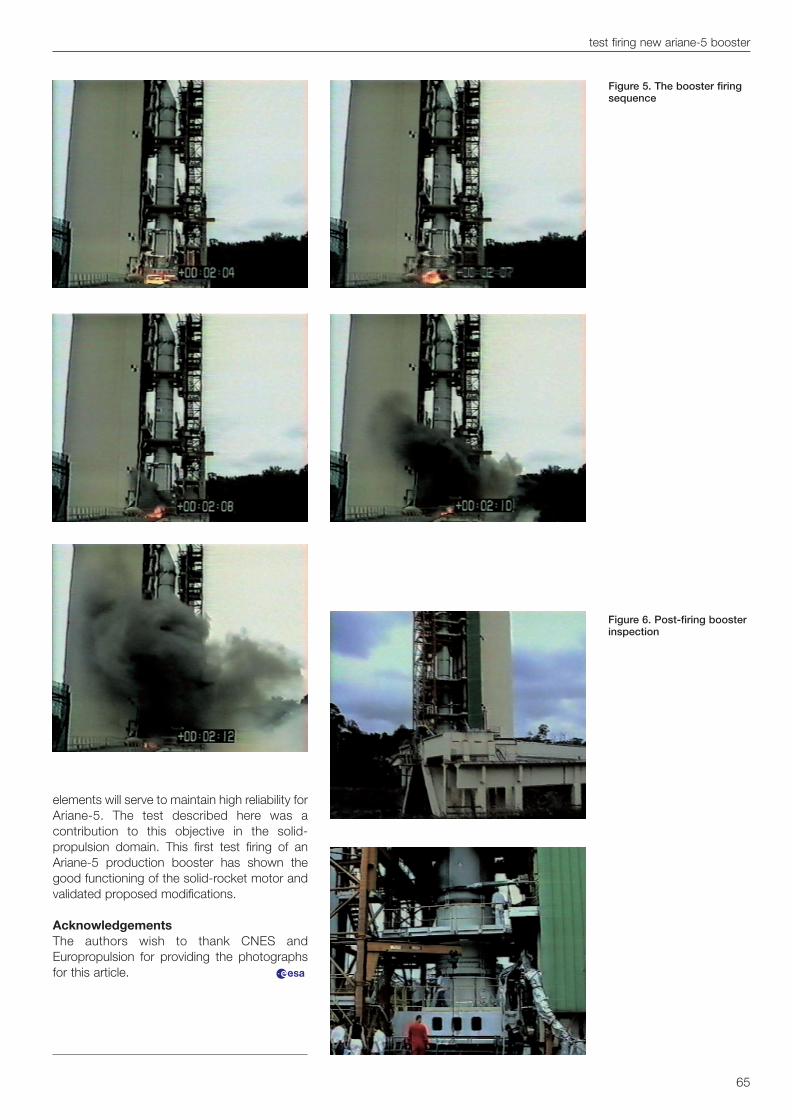
Figure 5. The booster firingsequence
elements will serve to maintain high reliability forAriane-5. The test described here was acontribution to this objective in the solid-propulsion domain. This first test firing of anAriane-5 production booster has shown thegood functioning of the solid-rocket motor andvalidated proposed modifications.
AcknowledgementsThe authors wish to thank CNES andEuropropulsion for providing the photographsfor this article. r
test firing new ariane-5 booster
65
Figure 6. Post-firing boosterinspection
GON 11/8/00 9:24 AM Page 5