fenster nr. 55 - ernst schmidt gmbh - schweißtechnik und · pdf file ·...
TRANSCRIPT

FENSTER Nr. 55 | 2012 1
Aktuelles Aus der schweiss- und schneidtechnik
nr. 55Fenster
Herrenknecht setzt auf Coreweld 46 Ls.esAB produziert Zukunft.
Herrenknecht setzt auf Coreweld 46 Ls.esAB produziert Zukunft.

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 20122 3
3 | Vorwort
4 | synergie mit erfolg!
7 | HinneBurg gmbH
8 | Fülldraht-schweißen
10 | nacht der technik
11 | Die schule der nation
12 | Coreweld 46 Ls
16 | Herrenknecht setzt auf Coreweld 46 Ls
20 | unsere Heroes für die Kleinmechanisierung
22 | Aristo® tech Automatikschweißerschutzhelm
24 | Alles unter Kontrolle mit AutO-trAC/Wt-esAB
26 | Professionelles schweißen to go
28 | neue entwicklungen beim
uP-tandem-engspaltschweißen
34 | neue Möglichkeiten in der schweißtechnik
2011 war ein ereignisreiches Jahr. Viele politische Entscheidungen betreffen auch die
Schweißtechnik. Die Energiepolitik ist ein gutes Beispiel hierfür. Der Weg von der Atom-
kraft hin zu alternativen Energien stellt die Schweißtechnik vor neue Herausforderungen!
ESAB hat diese Aufgaben erkannt und bietet beispielsweise für den Bau der Offshore-
Windparks die entsprechende innovative Technik an. Im neu gestalteten Anwendungs-
zentrum können viele der schweißtechnischen Aufgaben nachvollzogen werden, mit dem
Ziel, dem Endverbraucher neue produktive Lösungen bieten zu können. Dieses geschieht
in enger Zusammenarbeit mit dem europäischen Anwendungszentrum in Göteborg, wo
meist das vollmechanisierte Unterpulverschweißen zum Einsatz kommt.
Neue Möglichkeiten in anderen Bereichen bietet der neue Metallpulverfülldraht
Coreweld 46 LS – insbesondere in der Roboterapplikation. Die neuen erstaunlichen
Verfahren – auch bei dünneren Blechen – werden viele von Ihnen begeistern.
ESAB bietet jedoch mehr als Lösungen für den Offshore- oder Automotive-Bereich. Auch
für das Handwerk oder den schweißtechnisch begabten Heimwerker stehen jetzt mit der
neuen Buddy-Reihe erschwingliche Geräte zur Verfügung. Komplettiert wird das Programm
durch eine sich ständig erweiternde Reihe an persönlicher Schutzausrüstung und weiterem
Schweißzubehör – zu finden im aktuellen Zubehörkatalog mit vielen neuen Produkten.
Insgesamt wird ESAB 2012 viele Innovationen präsentieren können, wobei ESAB als
Komplettlieferant immer auch Gesamtlösungen für alle Bereiche der Schweißtechnik zur
Verfügung stellt. Mit unseren Beratern im Außendienst, den Anwendungstechnikern und
Prozessspezialisten unterstützen wir unsere Kunden auch nach dem Kauf. Zusätzlich
stehen unsere Fachhändler vor Ort für persönliche Beratung zur Verfügung. Nutzen Sie
den Service und profitieren Sie von unserer Erfahrung.
Ich wünsche Ihnen eine gute Lektüre und ein erfolgreiches Jahr 2012!
Liebe interessierte Leser,inhalt
titeLstOry
16 | Herrenknecht setzt auf Coreweld 46 Ls
erFAHrungsBeriCHte
7 | HinneBurg gmbH
teCHnisCHe BeriCHte
22 | Aristo® tech Automatikschweißerschutzhelm
Fenster nr. 55 | 2012
redaktion
Klaus Blome, Cornelia röltgen,
rolf Paschold
esAB gmbH – Deutschland
Friedrich-Wilhelm-straße 41
D-42655 solingen
tel. +49 212 298-0
Fax +49 212 298-204
[email protected] – www.esab.de
esAB ges.m.b.H. – Österreich
Dirmhirngasse 110
A-1235 Wien-Liesing
tel. +43 188 82511
Fax +43 188 82511-85
[email protected] – www.esab.at
esAB Ag – schweiz
Business Center neuhof
neuhofstrasse 4
CH-6340 Baar
tel. +41 44 741 25 25
Fax +41 44 740 30 55
[email protected] – www.esab.ch
technische Änderungen und irrtümer
vorbehalten
innOVAtiOn
28 | uP-tandem-engspaltschweißen
Jörg schilling, Geschäftsführung

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 20124 5
Ausspruch von Aristoteles „Das ganze ist mehr als die
summe seiner teile“
lugstein ist ein führendes unternehmen in Bau und entwicklung
von sicherheitskabinen. lugstein kabinen: neue Perspektiven für
Mensch, Maschine und Material. kabinen sind längst komplexe
steuerstände mit interfacecharakter geworden: die nahtstelle
zwischen dem Potential der Maschine und der tatsächlich ab-
rufbaren leistung. komfort, informationsdesign und ergonomie
sind deshalb kein luxus, sondern die Basis der Produktivität.
der Mensch als Maßstab: die besten leute in der richtigen
Position, im werk und an der Maschine unserer kunden. deshalb
bildet lugstein lehrlinge aus, um auch morgen noch mit stolz
„made in Austria“ sagen zu können. lugstein sicherheitskabi-
nen – alles aus einer hand, hand in hand, und das seit mehr
als 60 Jahren. schon nach kurzer Zeit machte sich die Firma
lugstein im Bereich Formen- und Maschinenbau einen bekannten
namen. lugstein ist schon lange Jahre ein zufriedener kunde
von esAB-schweißgeräten. seit ca. drei Jahren wird dieser von
unserem handelspartner, der Firma kleineberg, die auch gleich-
zeitig die Autorisierung als esAB-servicezentrum hat, betreut.
durch die gute Beratung der geschulten Mitarbeiter der Firma
kleineberg, vom Verkauf bis hin zum service, ist ein hohes Maß
an Qualität in allen Arbeitsabläufen gewährleistet.
Kleineberg Maschinen gmbH
die Firma kleineberg ist ein unternehmen mit 20 Jahren er-
fahrung im Bereich der reparatur von elektromechanischen
Maschinen aller Art. Als Verkaufsniederlassung und servicezen-
trum für esAB hat sich die Firma kleineberg in kürzester Zeit
einen bedeutsamen namen in ganz Österreich gemacht.
kleineberg ist ein sehr loyaler handelspartner – daher hat sich die
Zusammenarbeit mit esAB für beide seiten bezahlt gemacht.
synergie mit erfolg!Synergie (griech. „die Zusammenarbeit“) bezeichnet das Zusammenwirken
von Lebewesen, Stoffen oder Kräften im Sinne von „sich gegenseitig
fördern“ bzw. einen daraus resultierenden gemeinsamen Nutzen ziehen.
Bei lugstein kommen ausschließlich esAB-schweißzusätze zum
einsatz. diese haben sich bei automatisierten schweißprozessen
auf robotern ebenso wie bei manuell durchgeführten schweißver-
bindungen an den handschweißplätzen ausgezeichnet bewährt.
Aufgrund der optimalen Zündeigenschaften, minimaler spritzer-
bildung und hervorragender Fördereigenschaften des esAB Ok
Aristorod 12.63 konnten bei der nachbearbeitung und im Betrieb
erhebliche kosten gespart werden. weiter setzt lugstein auf mo-
dernste esAB-schweißtechnologie folgender Maschinenkombi-
nation: Mig 4002c mit AristoFeed 3004w mit u8²Plus steuerung.
Das Zauberwort heißt esAB – suPerPuLs
die Anlage gepaart mit der esAB-steuerung u8²Plus kann alle
lichtbogenarten (kurzlichtbogen, sprühlichtbogen, impulslicht-
bogen) miteinander kombinieren. Bei richtiger kombination kön-
nen die Vorteile der einzelnen lichtbogenarten optimal genutzt
werden. Diese Maschinenkonfiguration ermöglichte es Lugstein,
bei Fallnähten ein sicheres einbrandverhalten sowie ein optimier-
tes nahtaussehen zu erzielen. Mit dem suPerPuls ist eine
große Vielzahl von schweißaufgaben und Materialien einfacher
und besser zu schweißen.
LUGSTEIN Sicherheitskabinen | Tradition mit Weitblick
2011 Ausbau Werk II, Schweißerei und Verdoppelung der Pulverbeschichtungs- kapazitäten
2010 Marktvergrößerung durch neue Produkte
•••• Ein neues ERP-System wurde eingeführt
2009 60 Jahre Lugstein GmbH
2008 Fertigstellung Werk II
2006 Rund 6.000 Sicherheitskabinen verlassen jährlich die LUGSTEIN Produktions- hallen in Lengau, OÖ
1979 Übersiedelung auf das 30.000 m² große Firmenareal am Ortsrand von Lengau, OÖ
1949 Firmengründung in Brunn, Strasswalchen
KLEINEBERG | Dienstleistungen
• Reparatur und Service aller ESAB-Schweißanlagen im Haus oder beim Kunden
• Sicherheitstechnische Überprüfungen
• Kalibrierungen
• Inbetriebnahmen und Einweisungen
• Kundenschulungen/Seminare
• Schweißautomationen
Zusätzlich bietet das unternehmen kleineberg noch eine große An-
zahl an dienstleistungen für Metall- und Blechbearbeitungsmaschinen
(Abkantpressen, tafelscheren, stanzen, sägen, u. v. m.) an.
Mehr informationen erhalten sie unter www.kleineberg-maschinen.at.

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 20126 7
die 1986 durch dieter hinneburg gegrün-
dete dh hinneBurG Gmbh arbeitete im
„nuklearservice“ zunächst als dienstleis-
ter in allen spektren der kerntechnik. das
unternehmen spezialisierte sich auf die
Anwendung praktischer strahlenschutz-
maßnahmen im Bereich Abschirmung.
die Firma hinneBurG steht seit mehr als
25 Jahren für kompetenze im strahlen-
schutz, Anlagen- und Vorrichtungsbau.
die leistungen reichen von der Beratung
über die entwicklung, konstruktion und
Fertigung bis hin zur Montage der Anlagen
vor Ort. der name hinneBurG ist gleich-
zusetzen mit dem Begriff Abschirmung
und ist für insider ein Markenbegriff. die
hinneBurG Gmbh bietet ein weltweit
einzigartiges konzept zur reduzierung der
strahlendosis von Personen und umwelt
durch ionisierende strahlung.
HinneBurg gmbHStrahlenschutz – Anlagenbau – Umwelttechnologie
2011 wurde ein neuer Fertigungsbereich
geschaffen, der sich mit der Produktion
von lager- und transportbehältern für
schwach und stark strahlende Abfälle
beschäftigt.
die hohen Anforderungen an die Quali-
tätssicherung, schweißdatendokumenta-
tion und das Garantieren von reproduzier-
baren schweißergebnissen machten die
Beschaffung von modernen schweiß-
stromquellen notwendig.
in einem umfangreichen test- und Aus-
wahlverfahren wurden die Produkte der
Firma esAB aufgrund ihrer technischen
Möglichkeiten, der hohen Qualität und der
einfachen Bedienung in einem starken Feld
von wettbewerbern von den schweißfach-
leuten der Firma hinneBurG ausgewählt.
die ausgezeichnete technische Beratung,
anwendungstechnische unterstützung
und schulung durch die Mitarbeiter
des schweißtechnischen Fachhandels
Mteck- schweißtechnik Gmbh aus karls-
ruhe haben zu der Entscheidungsfindung
erfolgreich beigetragen.
MteCK-schweißtechnik gmbH
die Mteck-schweißtechnik Gmbh aus karlsruhe betreut und beliefert seit 1999
mit acht Mitarbeitern die schweißtechnische kundschaft im raum Baden-württem-
berg und darüber hinaus. in Zusammenarbeit mit esAB entwickelte sich die Firma
Mteck zu einem wichtigen esAB-handels- und -servicestützpunkt in Baden-würt-
temberg. durch kontinuierliche schulung unseres servicepersonals und modernste
Werkstattausrüstung qualifizierte sich die Firma MTECK 2009 zum „autorisierten
esAB-servicepartner“. informieren sie sich auch auf www.mteck-gmbh.de.
Peter reukauf, esAB Gmbhthomas kirschner (sFM) Ad-Mitarbeiter, Mteck-schweisstechnik Gmbhdipl.-ing. christoph kirchner (iwe) Geschäftsführer, Mteck-schweisstechnik Gmbh
schweißzusatzwerkstoffe
Ok Aristorod 12.63
Ok Autrod 308lsi
Ok tigrod 308lsi
Ok tigrod 12.64
schweißausrüstungen
Origotig 3001iw tA 24
Origotig 3000iw Ac/dc
OrigoMig 4002cw, Feed 3004w u8
OrigoMig 4002cw, Feed 3004w u82Plus

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 20128 9
diplom-ingenieur klaus Blome (esAB) lieferte einblicke in die
Besonderheiten des neu entwickelten Fülldrahts. dieser zeichnet
sich insbesondere dadurch aus, dass die nähte deutlich sauberer
verschweißt werden können, wodurch zeitaufwendiges und damit
auch kostenintensives nacharbeiten verhindert wird. Zudem kön-
nen mit hilfe des Fülldrahts auch dickwandige Bauteile von hand
deutlich schneller und spritzarmer geschweißt werden.
im Anschluss an die theorie hatten die teilnehmer die Möglich-
keit, sich in der schweißwerkstatt des BtZ Papenburg persön-
lich von den eindrucksvollen eigenschaften und der besonderen
Qualität des neu entwickelten Fülldrahts zu überzeugen, da nach
einer Vorführung durch den Anwendungstechniker jeder selbst
hand anlegen durfte.
im regen erfahrungsaustausch lieferte das anwesende Fachper-
sonal der beiden Betriebe für die täglichen schweißaufgaben und
damit verbundenen Probleme verschiedene lösungsansätze.
die durchweg positive resonanz der teilnehmer im Anschluss an
die Veranstaltung untermauert die idee der cA Brill Gmbh und
der esAB Gmbh, auch zukünftig durch eine kompetenzbünde-
lung ähnliche Veranstaltungen anzubieten.
Fülldraht-schweißen in theorie und Praxis – erfolgreiches Kundenseminar der CA Brill gmbH
Die CA Brill GmbH mit Hauptsitz in Nordhorn konnte mal wieder in Koope-
ration mit ihrem Partner ESAB ein durch hohe Fachkompetenz ausgezeich-
netes Seminar rund um das Schweißen mit Fülldraht im Berufsbildungs- und
Technologiezentrum (BTZ) in Papenburg durchführen. Rund 55 Teilnehmer
aus Betrieben des Emslands und Ostfrieslands nutzten die Plattform, sich
über die neueste Technik zu informieren.
Partnerschaft für den gemeinsamen erfolg
die 1977 als Produktionsverbindungshandel gegründete cA Brill
Gmbh ist heute mit ihren über 110 leistungsbereiten und fach-
kompetenten Mitarbeitern als inhabergeführtes handelsunterneh-
men an drei standorten in deutschland und den niederlanden mit
seinen beiden Geschäftsbereichen Baubeschlag und industriebe-
darf hervorragend aufgestellt.
unter dem leitgedanken „Partnerschaft für den gemeinsamen
Erfolg“ pflegt die CA Brill GmbH mit ihren Kunden und Lieferan-
ten eine partnerschaftliche Zusammenarbeit. Jede Geschäftsent-
scheidung der cA Brill Gmbh basiert daher auf kundenorientie-
rung und kundennutzen.
die leistungsstarken und fachkompetenten Mitarbeiter der cA
Brill Gmbh untermauern diesen Grundsatz, indem sie allen Fra-
gen rund um industriebedarf und Baubeschlag professionell und
bedarfsorientiert entgegentreten und den kunden höchstmögli-
chen nutzen liefern.

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201210 11
Marcel klam ist 21 Jahre alt, wohnt in willich und hat im de-
zember 2011 seine Abschlussprüfung auf der Meisterschule
hwk-düsseldorf im Bereich Metallbau (Fachrichtung konstruk-
tionstechnik) absolviert. 2012 startet er im väterlichen Betrieb
bei der Firma Bts F. klam in willich (Bauelemente torantriebe,
sicherheitstechnik). Marcel hat ein großes interesse an technik,
besonders auch an der schweißtechnik, und freut sich über
seinen Gewinn.
2011 fand in der handelskammer in
koblenz zum sechsten Mal die nacht
der technik statt. esAB hat sich dort mit
den neuen Produkten aus den Bereichen
Zubehör und schweißmaschinen gut
präsentiert. die Besucher, unter ande-
rem Fachpublikum, interessierten sich
vor allem für die schweißerhelme und
handschuhe von esAB. Anerkennung
fanden außerdem die caddy-Mig-Geräte,
nicht zuletzt, weil es gerade in der region
koblenz gute einsatzmöglichkeiten bei
der reparatur von landmaschinen und
ähnlichen Geräten gibt.
nacht der technikDie Veranstaltung war ein voller Erfolg, so dass
ESAB auch in Zukunft plant, „dabei zu sein“!
gewinner des DVs-QuizESAB gratuliert Marcel Klam und wünscht ihm alles Gute für die Zukunft!
Die schule der nation Das Friedrich-Albert-Lange-BerufskollegWillkommen in Deutschlands modernstem Schulkomplex in Duisburg-Neudorf
Zusammen mit unserem handelsunter-
nehmen ernst schmidt schweißtechnik
aus dinslaken ist es uns gelungen, esAB-
schweiß- und -schneidprodukte im
modernsten Berufskolleg deutschlands
zu platzieren.
der Grundstein zu diesem 74-Mio-euro-
Projekt wurde im April 2010 gelegt. in
17 Monaten Bauzeit wurde auf dem
Areal zwischen carstanjen-, Pappen-,
Bismarck- und Memelstraße ein schul-
komplex nach modernstem standard
hochgezogen. dies geschah als PPP–
Projekt, dem kürzel für Public Private
Partnership. es beinhaltet, dass das
Bielefelder Bauunternehmen Goldbeck
für Planung, Bau-, Finanzierung und
instandhaltung des komplexes über 25
Jahre verantwortlich ist.
in dem schulkomplex, dem Zentrum für
berufliche Bildung und Weiterbildung
Duisburg-Mitte, befinden sich neben
dem Friedrich-Albert-lange-Berufskolleg
noch das kaufmännische Berufskolleg
duisburg-Mitte sowie das weiterbil-
dungskolleg der stadt duisburg.
Auf 54.000 m2 Geschossfläche wurden
ca.1.000 räume und eine tiefgarage
mit 450 stellplätzen untergebracht. Alle
Fachräume wurden mit modernster
technik ausgestattet. die Berufsschüler,
Vollzeitschüler und Abendschüler, insge-
samt 5.000 pro woche, werden von 220
lehrkräften unterrichtet. weitere nutzer
sind die Volkshochschule duisburg und
die sportvereine des stadtteils.
Kommentar
wir wollen den betrieblichen Alltag in
die schule bringen, so christoph Arning
(Bereichsleiter), verantwortlich für den
Bereich schweiß- und schneidtechnik
des Friedrich-Albert-lange-Berufskollegs.
es wurden insgesamt acht schweißka-
binen mit esAB Mig 4002c eingerichtet,
wo 16 schüler gleichzeitig die Grundla-
gen der schweißtechnik erlernen können.
des weiteren wurde ein wiG-schweiß-
platz installiert, in der eine OrigotM tiG
3000i ihren Platz gefunden hat.
der Bereich schneidtechnik wurde durch
das handelsunternehmen ernst schmidt
schweißtechnik mit einer FAlcOn kom-
plettiert.
Die FALCOn
neue dimensionen im Autogen- und
Plasmaschneiden. die Maschine besteht
aus einem soliden, verstärkten haupt-
träger. dieser gewährleistet perfekte
Steifigkeit über die gesamte Maschinen-
breite. Die tiefliegende Außenschiene ist
unterhalb der schneidtischhöhe montiert.
das Fachpublikum konnte sich unweit
des esAB-standes bei sieben gebotenen
dVs-Vorträgen über neues und auch
historisches aus der schweißtechnik
informieren – z. B. bei einem spannen-
den Vortrag über die herstellung von
damaszener stählen von den Anfängen
bis heute. und auch 2012 wird die nacht
der technik mit spannenden themen
rund um das thema schweißen ein
erfolg werden. esAB wird dabei sein!
FENSTER Nr. 55 | Rückblick 201110
rüc
kblic
k 20
11

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201212 13
Coreweld 46 Ls
Der Coreweld 46 LS ist ein neuer Metallpulverfülldraht für un- und niedrig-
legierte Stähle, der sowohl für automatisierte Hochgeschwindigkeits-
schweißungen an dünnen Blechen (1–4 mm Wanddicke) als auch für
manuelle Schweißungen dickwandiger Bauteile angewendet werden
kann. Er verfügt über eine Mindeststreckgrenze von 460 N/mm2 und ist
für Betriebstemperaturen bis –40 °C geeignet und ohne Wanddicken-
begrenzung TÜV-zugelassen. Mit dem Coreweld 46 LS lassen sich die
Schweißkosten deutlich reduzieren.
Metallpulverfülldraht für Hoch-
leistungsschweißungen im
Dünn- und Dickblechbereich
Allgemeine Vorteile von esAB-Metall-
pulverfülldrähten gegenüber Massiv-
drahtelektroden
esAB-Metallpulverfülldrähte zeichnen
sich durch einen sehr stabilen lichtbogen
aus. im Vergleich zu einer herkömmlichen
Massivdrahtelektrode ist der lichtbogen
breiter und energiereicher und erfasst eine
größere Werkstückoberfläche. Daraus
ergeben sich ein besserer Flankeneinbrand
und eine etwas geringere Empfindlichkeit
für Porenbildung durch verunreinigte oder
geprimerte Blech-oberflächen. Der größere
Flankeneinbrand ermöglicht stumpfnaht-
schweißungen mit reduziertem Öffnungs-
winkel von 40 bis 50° oder auch i-stoß-
schweißungen bis etwa 10 mm wanddicke
auf Badsicherungen. Grundsätzlich lässt
sich der Metallpulverfülldraht in allen
bekannten lichtbogenbereichen verar-
beiten, jedoch weist er gegenüber dem
Massivdraht einige Besonderheiten auf. im
kurzlichtbogen ist die tropfengröße etwas
niedriger und die kurzschlussfrequenz liegt
deutlich höher als beim Massivdraht. das
erleichtert dem schweißer die kontrolle
des schmelzbades. die spaltüberbrück-
barkeit ist exzellent, die spritzerbildung
geringer. luftspalte bis 1,5 mm lassen sich
sauber überbrücken. eine weitere Optimie-
rung der wurzeleigenschaften kann durch
die impulstechnik erreicht werden. der
vom Massivdraht her bekannte Über-
gangslichtbogen oder auch Mischlicht-
bogen kann durch geschickte Parame-
terwahl beim esAB- Metallpulverfülldraht
umgangen werden. dieser schweißzu-
satztyp, im durchmesser 1,2 mm, wird
bereits unter 200 A im sprühlichtbogen
verarbeitet. hier entfaltet der Metallpulver-
fülldraht sein volles leistungsvermögen.
im Gegensatz zum Massivdraht bleibt
dieser lichtbogenbereich auch bei sehr
hohen stromstärken stabil. ein rotierender
lichtbogen ist nicht einstellbar.
Saubere Nahtoberfläche – geringer Nacharbeitsaufwand
durch eine neue Füllungsrezeptur erzeugt der coreweld 46 ls
deutlich weniger Silikatinseln auf der Nahtoberfläche als her-
kömmliche Metallpulverfülldrähte. dies wirkt sich besonders bei
Verwendung von schutzgas M20-Arc-8/10 (90–92 % Ar/8–10 %
cO2) positiv auf das nahtaussehen aus. nachträgliches reinigen
der Nahtoberfläche sowie das Zwischenlagensäubern bei An-
wendungen im dickblechbereich werden so minimiert. (Bild 1)
spritzerarm schweißen
coreweld 46 ls schweißt bereits ab 160 A im sprühlichtbogen
und erreicht damit einen maximalen Arbeitsbereich für sprit-
zerarmes schweißen mit feinem tropfenübergang. speziell im
dünnblechbereich ergeben sich deutliche Vorteile gegenüber
Massivdrahtelektroden, die hier nur im kurzlichtbogen oder
Mischlichtbogen verarbeitet werden können. (Bild 2)
schnell schweißen
der schlüssel zur reduzierung der schweißkosten bei mechani-
sierten Anwendungen liegt in der senkung der schweißzeit. dies
ist über eine erhöhung der schweißgeschwindigkeit realisierbar.
Mit herkömmlichen Massivdrahtelektroden sind die Grenzen
im dünnblechbereich jedoch eng gesteckt. hohe schweißge-
schwindigkeiten gehen meist zu lasten der nahtoptik und -güte,
weshalb die Mehrzahl der Anwendungen im kurz- und Misch-
lichtbogen bei geringen schweißgeschwindigkeiten < 100 cm/
min gefahren werden. Mit dem coreweld 46 ls sind dagegen
schweißgeschwindigkeiten von 150 bis 200cm/min in der Praxis
möglich und auch reproduzierbar. dies gilt nicht nur für gerade
durchlaufende nähte, sondern auch für gekrümmte und in engen
radien verlaufende nähte. die hohen realisierbaren schweißge-
schwindigkeiten senken den wärmeeintrag ins Bauteil und führen
somit zu geringerem Verzug der Bleche. Versuche mit coreweld
46 ls haben gezeigt, dass auch das schweißen galvanisch ver-
zinkter Bauteile kein großes Problem darstellt. Bei schichtdicken
< 10 µm ist die Poren- und spritzerbildung sehr gering.
sicher zünden
Mit dem coreweld 46 ls lassen sich auch kurze nähte mit
häufigen Start/Stopp-Vorgängen sehr spritzeram schweißen.
ein stabiler lichtbogen wird innerhalb von sekundenbruchteilen
nach dem Zünden aufgebaut.
spalte überbrücken
ein Problem bei hochgeschwindigkeitsschweißungen ist oftmals
die nicht ausreichende spaltüberbrückbarkeit der drahtelektrode
im sprühlichtbogenbereich. der coreweld 46 ls 1,2 mm kann
dagegen Luftspalte sehr gut überbrücken. Seine Unempfind-
lichkeit gegenüber Fertigungstoleranzen bei der schweißnaht-
vorbereitung bedeutet weniger nacharbeitsaufwand und eine
geringere Ausschussquote in der serienfertigung.
einfach einstellen
Mit dem coreweld 46 ls ist die Programmierung der schweiß-
parameter unkompliziert. die lichtbogenspannung liegt für den
1,2 mm im dünnblechbereich bei 22–24 V, unabhängig davon,
ob mit geringen drahtvorschubgeschwindigkeiten von 7 m/min
oder im oberen leistungsbereich mit 11 m/min geschweißt wird.
Voreingestellte synergiekennlinien an den esAB-stromquellen
der Aristo-serie reduzieren den Aufwand für die Parameterein-
stellung noch weiter. im dickwandigen Bereich ist der draht bis
ca. 400 A belastbar. schweißanweisungen für den coreweld 46
ls sind auch für ihre Anwendung bei esAB verfügbar. Fragen
sie uns!
typische schweißparameter (Überlappstoß/Kehlnaht)
schutzgas M20 (92 % Ar/8 % CO2)
Bild 2: kehlnaht, a = 3 mm; Vs=160 cm/min; t = 2 mmBild 1: Oben: coreweld 46 ls; unten: herkömmlicher Metallpulverfülldraht
wanddicke mm
Vprm/min
iA
uV
Vscm/min
1 - 2 8,5 - 11 250 - 300 23 - 24 150 - 200
> 10 7 - 18 200 - 400 23 - 36 30 - 75

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201214 15
Produktdaten Coreweld 46 LS:
• Klassifikation: EN ISO 17632-A: T 46 4 M M 2 H5 SFA/AWS A5.18 E70C-6M H4
• Schweißgutrichtanalyse (Schutzgas: M20-ArC-8) C = 0,04 % Mn = 1,2 % Si = 0,6 % Ni = 0,35 % P = 0,011 % S = 0,015 %
• Gütewerte des reinen unbehandelten Schweißgutes (Schutzgas M20) Rp0,2: min. 460 N/mm2 Rm: 530–680 N/mm2 A5: min. 22 % ISO-V: min. 47 J bei –40 °C
• Wasserstoffgehalt: 2–3 ml/100 g SG
• Verpackung: 16 kg Korb-Ringspule B300; Marathon Pac 225 kg
• Zulassungen: TÜV, DB, GL, LR, ABS, DNV, BV, CE-Zeichen
• Lieferbare Durchmesser: 1,2 mm, 1,4 mm, 1,6 mm
sicher einbrennen unter verschiedenen Mischgasen
coreweld 46 ls kann mit verschiedenen Mischgaszusammen-
setzungen verschweißt werden. Optimale ergebnisse hinsichtlich
nahtoptik und spritzerarmut erzeugt das schutzgas M20-Arc-8
(en isO 14175) mit 92 % Ar und 8 % cO2-Anteil. Aber auch
unter dem standardgas M21 (82 % Ar/18 % cO2) sind sehr gute
ergebnisse erzielbar. das einbrandverhalten ist insbesondere im
Flankenbereich sicher und bei richtiger schweißparameterwahl
frei von Bindefehlern.
Lohnt sich der einsatz des Coreweld 46 Ls?
der schlüssel für den wirtschaftlichen einsatz des Metallpulver-
fülldrahtes liegt in der korrekten erfassung der schweißkosten.
Für die Frage, ob sich der einsatz des coreweld 46 ls lohnen
wird, hilft zunächst ein grober Überblick über den ist-Zustand
an der schweißstation.
Dazu sind lediglich folgende informationen nötig:
• Akt. lichtbogenbrennzeit in s/min pro Bauteil
• nahtgewicht pro Bauteil
• lohnkostensatz des schweißers
• Maschinenstundensatz der schweißanlage
• schweißzusatzpreis pro kg
Prinzipiell ist der höhere drahtpreis in euro/kg, der ja höhere
schweißzusatzkosten pro Bauteil bedeutet, der zu erwarten-
den Fertigungskosteneinsparung, die sich aus der geringeren
lichtbogenbrennzeit ergibt, entgegenzusetzen. Man ermittelt
zuerst die schweißzusatzmehrkosten und danach die effektive
lohnkosteneinsparung pro Bauteil. da die schweißzusatzkos-
ten nur einen Anteil von etwa 5 % an den gesamten schweiß-
kosten haben, der lohnkostenanteil jedoch bei 80–95 % liegt,
lohnt sich der Einsatz des Coreweld 46 LS sehr häufig. Die
Zeitersparnis ergibt sich durch geringeren nacharbeitsaufwand,
höhere schweißgeschwindigkeit und die höhere Abschmelz-
leistung des coreweld 46 ls gegenüber der herkömmlichen
drahtelektrode G3si1/G4si1.
sprechen sie uns an, wenn sie eine detaillierte schweißkos-
tenkalkulation benötigen. wir verfügen über kalkulationspro-
gramme, die auch für ihre Anwendung den kostenvorteil durch
einsatz des coreweld 46 ls berechnen.
Kommentar
Schweißer Akos Balasz, Herrenknecht AG, bevor-
zugt den Coreweld 46 LS im täglichen Einsatz.
Bild 3: einbrandverhältnisse unter Mischgas M20 Bild 4: einbrandverhältnisse unter Mischgas M21

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201216 17
Herrenknecht setzt auf Coreweld 46 Ls
die schweißfachingenieure roland
hanke und Johannes töpper realisierten
die einführung des coreweld 46 ls bei
herrenknecht, da sie die eigenschaften
des Metallpulverfülldrahtes schätzen.
das unternehmen hatte bereits vorher
erfahrung im einsatz von Fülldrahtelekt-
roden. Angewendet wurde bisher neben
dem Massivdraht Aristorod 12.63 der
basische Fülldraht Ok tubrod 15.06 für
können hingegen die schweißprozesse
von Füll- und Massivdraht am Bauteil
problemlos gleichzeitig realisiert werden.
der hauptsächlich verwendete Grund-
werkstoff ist der s355J2+n. die vor der
einführung notwendigen Verfahrensprü-
fungen mit dem coreweld 46 ls wurden
im sommer 2011 zügig und erfolgreich
absolviert. um sicherzustellen, dass der
draht von den Mitarbeitern schnell angenommen wird, wurden
die schweißer bereits im Vorfeld in den geplanten umstellungs-
prozess eingebunden. Auf einem Bewertungsbogen gaben sie
Feedback zu ihren tests mit dem schweißzusatz. das überaus
positive schriftliche Feedback bestätigt sich inzwischen auch in
der Praxis. der einsatz erstreckt sich mittlerweile auf kehlnähte
und stumpfstöße, ausgeführt als Y-, hY-, dY- und V-naht mit
einem Öffnungswinkel 45° bis 60° in den Positionen PA, PB, Pc
und PF.
Verwendet wurde der Metallpulverfülldraht coreweld 46 ls bei-
spielsweise bei drei hartgestein-tunnelbohrmaschinen (Ø 5,42
und 5,52 m) für die Gerede-isikli-tunnel in der türkei. um die
hauptstadt Ankara auch in Zukunft zuverlässig mit trinkwasser
zu versorgen, entsteht ein mehr als 30 kilometer langes unterirdi-
sches transfersystem.
coreweld 46 ls im einsatz am Bohrkopfzentrum...
sFi roland hanke ist überzeugt von den Vorteilen des coreweld 46 ls
Firmenprofil
herrenknecht ist technologie- und Marktführer im Bereich der maschinellen tunnel-
vortriebstechnik. Als einziges unternehmen weltweit liefert herrenknecht modernste
tunnelbohranlagen für alle Baugründe und in durchmessern von 0,10 bis 19 m.
Die Produktpalette umfasst maßgeschneiderte Maschinen für Verkehrstunnel (Traffic
tunnelling) und Ver- und entsorgungstunnel (utility tunnelling). herrenknecht erwirt-
schaftete im Jahr 2010 eine Gesamtleistung von 952 Mio. euro. weltweit beschäftigt
der konzern rund 4.000 Mitarbeiter und bildet über 220 junge Menschen aus. Mit 68
tochter- und geschäftsnahen Beteiligungsgesellschaften im in- und Ausland bietet
herrenknecht jederzeit schnell und gezielt umfassende serviceleistungen nah am
Projekt und kunden an.
Betreut wird herrenknecht vom langjährigen esAB-handelspart-
ner Grohmüller in emmendingen. die Grohmüller Gmbh liefert an
herrenknecht einen Großteil des esAB- Produktprogramms wie
schweißzusätze, schweißstromquellen, uP-Automationslösungen
und Zubehör.
Fazit
„der sehr stabile lichtbogen, das spritzerarme schweißverhal-
ten, der tiefe einbrand und das einfache handling des coreweld
46 ls haben uns überzeugt. Gegenüber dem bisher eingesetzten
tubrod 15.06 haben wir zusätzlich noch den Vorteil der schla-
ckefreiheit. das erhöht die Produktivität unserer schweißer“, so
sFi hanke.
stephan Göggel, technischer leiter der komponentenfabrik
der herrenknecht AG, ergänzt: „Auch organisatorisch bringt
der einsatz des Metallpulverfülldrahtes Vorteile: er fällt bei den
schweißerprüfungen nach din en 287-1 unter die Ordnungs-
nr. 138 und kann von unseren nach Verfahren 135 geprüften
MAG-schweißern verarbeitet werden. Zusätzliche schulungen
und Prüfungen sind nicht notwendig. das spart kosten.“
anspruchsvolle schweißaufgaben im
oberen wanddickenbereich bis 200 mm.
Für diesen Fülldraht ist eine negative
Polung erforderlich. wenn gleichzeitig am
selben Bauteil mit Massivdraht am Plus-
pol gearbeitet wird, kann es zu störun-
gen der empfindlichen Steuerungselekt-
ronik der schweißstromquellen kommen.
Mit dem nun ausgewählten coreweld
46 ls, der am Pluspol verschweißt wird,
Tunnelbohrmaschinen sind weltweit unterwegs, um Verkehrstunnel und
Ver- und Entsorgungstunnel zu erstellen. Sie unterqueren dichtbebautes
Gebiet oder natürliche und künstliche Barrieren wie Gebirgszüge, Flüsse
oder Autobahnen. Der international führende Hersteller Herrenknecht greift
nun bei der Fertigung von Komponenten am Hauptstandort Schwanau auf
den Metallpulverfülldraht Coreweld 46 LS zurück.
... und an Förderschnecken

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201218 19
der Metallpulverfülldraht coreweld 46 ls erhöht
definitiv die Produktivität von Schweißern.
FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201220 21
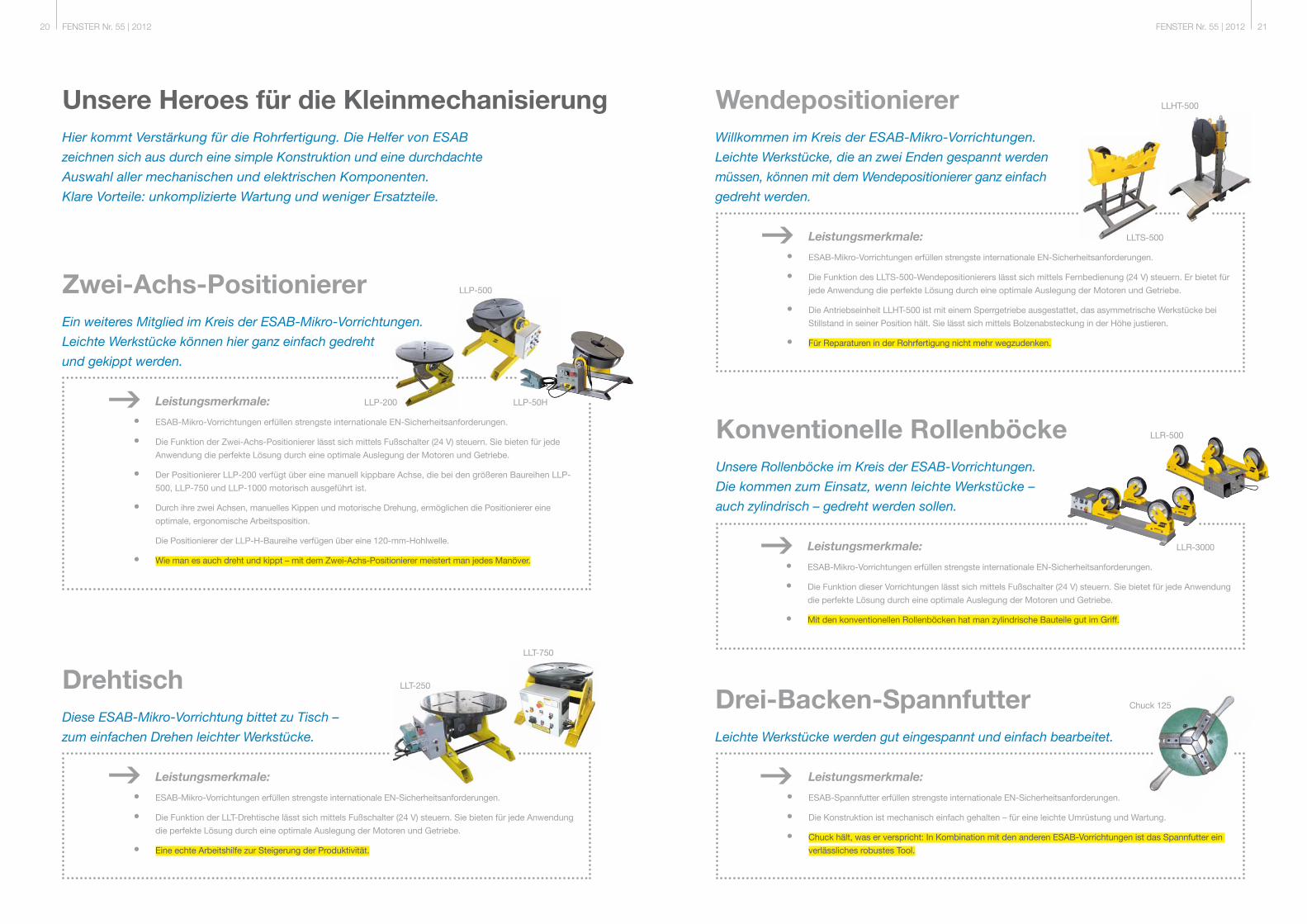
unsere Heroes für die KleinmechanisierungHier kommt Verstärkung für die Rohrfertigung. Die Helfer von ESAB
zeichnen sich aus durch eine simple Konstruktion und eine durchdachte
Auswahl aller mechanischen und elektrischen Komponenten.
Klare Vorteile: unkomplizierte Wartung und weniger Ersatzteile.
Wendepositionierer
Leistungsmerkmale:
• esAB-Mikro-Vorrichtungen erfüllen strengste internationale en-sicherheitsanforderungen.
• die Funktion des llts-500-wendepositionierers lässt sich mittels Fernbedienung (24 V) steuern. er bietet für
jede Anwendung die perfekte lösung durch eine optimale Auslegung der Motoren und Getriebe.
• die Antriebseinheit llht-500 ist mit einem sperrgetriebe ausgestattet, das asymmetrische werkstücke bei
stillstand in seiner Position hält. sie lässt sich mittels Bolzenabsteckung in der höhe justieren.
• Für reparaturen in der rohrfertigung nicht mehr wegzudenken.
Willkommen im Kreis der ESAB-Mikro-Vorrichtungen.
Leichte Werkstücke, die an zwei Enden gespannt werden
müssen, können mit dem Wendepositionierer ganz einfach
gedreht werden.
Drei-Backen-spannfutterLeichte Werkstücke werden gut eingespannt und einfach bearbeitet.
Leistungsmerkmale:
• esAB-spannfutter erfüllen strengste internationale en-sicherheitsanforderungen.
• die konstruktion ist mechanisch einfach gehalten – für eine leichte umrüstung und wartung.
• chuck hält, was er verspricht: in kombination mit den anderen esAB-Vorrichtungen ist das spannfutter ein
verlässliches robustes tool.
Unsere Rollenböcke im Kreis der ESAB-Vorrichtungen.
Die kommen zum Einsatz, wenn leichte Werkstücke –
auch zylindrisch – gedreht werden sollen.
Leistungsmerkmale:
• esAB-Mikro-Vorrichtungen erfüllen strengste internationale en-sicherheitsanforderungen.
• die Funktion dieser Vorrichtungen lässt sich mittels Fußschalter (24 V) steuern. sie bietet für jede Anwendung
die perfekte lösung durch eine optimale Auslegung der Motoren und Getriebe.
• Mit den konventionellen rollenböcken hat man zylindrische Bauteile gut im Griff.
Konventionelle rollenböcke
Zwei-Achs-Positionierer
Leistungsmerkmale:
• esAB-Mikro-Vorrichtungen erfüllen strengste internationale en-sicherheitsanforderungen.
• die Funktion der Zwei-Achs-Positionierer lässt sich mittels Fußschalter (24 V) steuern. sie bieten für jede
Anwendung die perfekte lösung durch eine optimale Auslegung der Motoren und Getriebe.
• der Positionierer llP-200 verfügt über eine manuell kippbare Achse, die bei den größeren Baureihen llP-
500, llP-750 und llP-1000 motorisch ausgeführt ist.
• durch ihre zwei Achsen, manuelles kippen und motorische drehung, ermöglichen die Positionierer eine
optimale, ergonomische Arbeitsposition.
die Positionierer der llP-h-Baureihe verfügen über eine 120-mm-hohlwelle.
• wie man es auch dreht und kippt – mit dem Zwei-Achs-Positionierer meistert man jedes Manöver.
DrehtischDiese ESAB-Mikro-Vorrichtung bittet zu Tisch –
zum einfachen Drehen leichter Werkstücke.
Leistungsmerkmale:
• esAB-Mikro-Vorrichtungen erfüllen strengste internationale en-sicherheitsanforderungen.
• die Funktion der llt-drehtische lässt sich mittels Fußschalter (24 V) steuern. sie bieten für jede Anwendung
die perfekte lösung durch eine optimale Auslegung der Motoren und Getriebe.
• eine echte Arbeitshilfe zur steigerung der Produktivität.
chuck 125
llr-3000
llr-500
llts-500
llht-500
llP-200
llP-500
llP-50h
llt-250
llt-750
Ein weiteres Mitglied im Kreis der ESAB-Mikro-Vorrichtungen.
Leichte Werkstücke können hier ganz einfach gedreht
und gekippt werden.

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201222 23
der Aristo® tech ist nicht nur der schutzschild schlechthin,
der helm bietet auch die aktuellste digitaltechnik.
Der Aristo® Tech Helm ist speziell für den professionellen Schweißer
entwickelt worden. Für besten Schutz und beste Leistung. Die leichte
Helmschale und das ergonomische Kopfband bieten maximalen Komfort,
wenn längere Zeit geschweißt wird. Der Aristo® Tech bietet die aktuellste
Digitaltechnik mit internem LCD-Display und gibt dem Schweißer die volle
Kontrolle über die Schutzstufen-, Empfindlichkeits- und Verzögerungsein-
stellung für jede Schweißanwendung.
Aristo® techAutomatikschweißerschutzhelm
Technologie:
• Schutzstufeneinstellung 5–13. Digitale Kontrolle der Schutzstufeneinstellung, Empfindlichkeit und Verzögerung.
• Optische Klasse 1/1/1/2
• Quick Set™ ermöglicht ein einfaches Wechseln der Schutzstufen durch ein einfaches Hoch- oder Runterdrücken des Schalters.
• Schleifmodus (um in den Schleifmodus zu kommen, setzen Sie die Empfindlichkeitseinstellung auf 0).
• Helm wiegt nur 490 g.
esABs aktuellste integrierte schalttechnologie bietet eine
interne LCD-Anzeige mit hervorragender Zuverlässigkeit,
einsetzbar für alle schweißprozesse, inkl. Plasmaschneiden.
• digitale Anzeige
• Verzögerungseinstellung
• Schutzstufenanzeige und Empfindlichkeitseinstellung
Verfügbar in drei Hochglanzfarben
• Aristo® tech weiß
• Aristo® tech Gelb
• Aristo® tech schwarz
Außenschutzscheiben
die Aristo® tech Außenschutzscheiben bieten ultimativen
schutz. diese scheiben sind für erhöhte kratzer- und hitze-
beständigkeit beschichtet. unter Verwendung eines speziel-
len spritzgussverfahrens ist die scheibe vorgeformt in einer
konvex-kurve. Optische klasse 1.
Kopfband
• robust durch solide Verarbeitung
• Feinjustierbar – Verringerung des Abstandes zum
Gesicht möglich
• komfortables und austauschbares schweißband
• ergonomisch der kopfform angepasst
FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201224 25
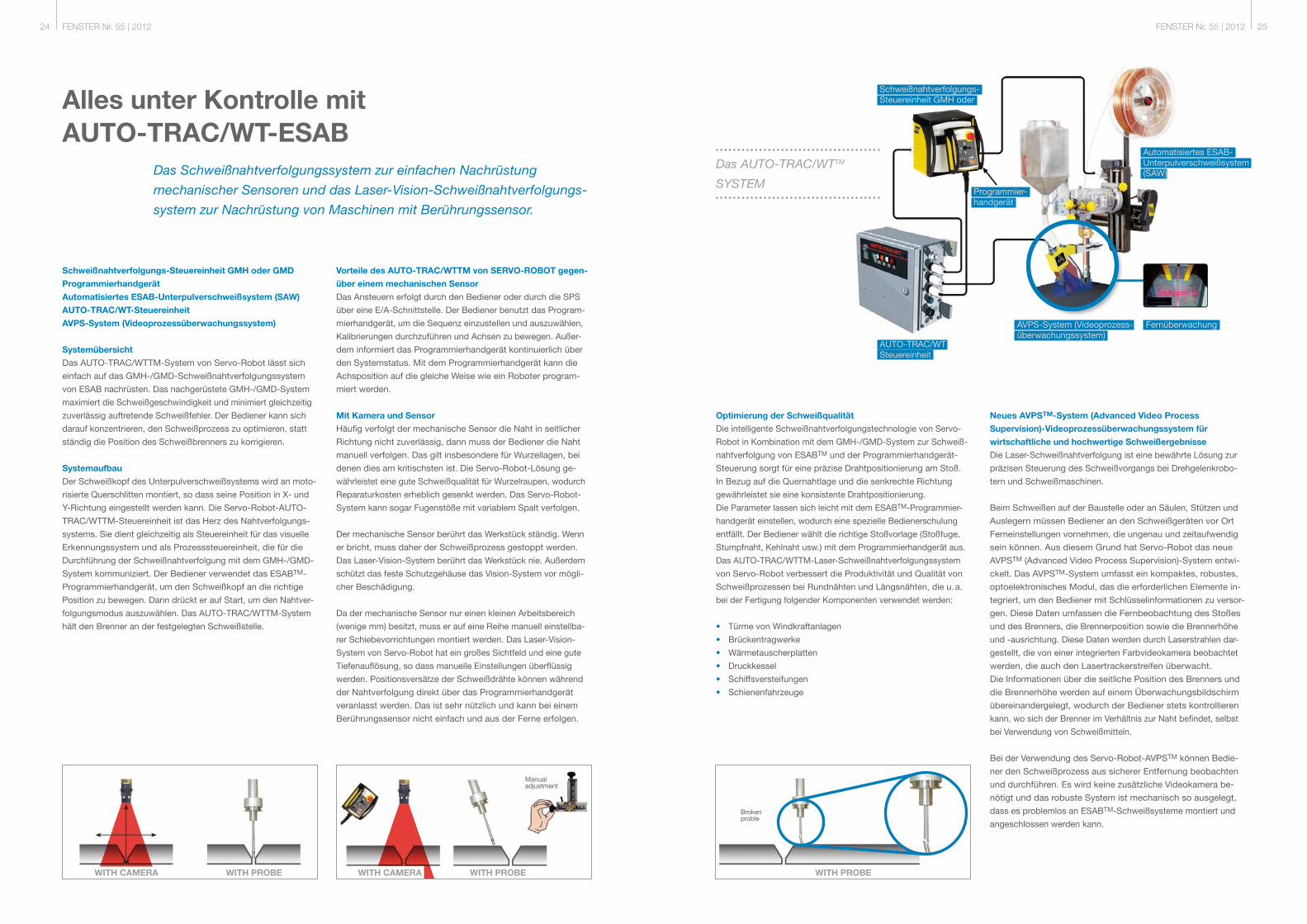
Alles unter Kontrolle mit AutO-trAC/Wt-esAB
Das Schweißnahtverfolgungssystem zur einfachen Nachrüstung
mechanischer Sensoren und das Laser-Vision-Schweißnahtverfolgungs-
system zur Nachrüstung von Maschinen mit Berührungssensor.
schweißnahtverfolgungs-steuereinheit gMH oder gMD
Programmierhandgerät
Automatisiertes esAB-unterpulverschweißsystem (sAW)
AutO-trAC/Wt-steuereinheit
AVPs-system (Videoprozessüberwachungssystem)
systemübersicht
das AutO-trAc/wttM-system von servo-robot lässt sich
einfach auf das GMh-/GMd-schweißnahtverfolgungssystem
von esAB nachrüsten. das nachgerüstete GMh-/GMd-system
maximiert die schweißgeschwindigkeit und minimiert gleichzeitig
zuverlässig auftretende schweißfehler. der Bediener kann sich
darauf konzentrieren, den schweißprozess zu optimieren, statt
ständig die Position des schweißbrenners zu korrigieren.
systemaufbau
der schweißkopf des unterpulverschweißsystems wird an moto-
risierte Querschlitten montiert, so dass seine Position in X- und
Y-richtung eingestellt werden kann. die servo-robot-AutO-
trAc/wttM-steuereinheit ist das herz des nahtverfolgungs-
systems. sie dient gleichzeitig als steuereinheit für das visuelle
erkennungssystem und als Prozesssteuereinheit, die für die
durchführung der schweißnahtverfolgung mit dem GMh-/GMd-
system kommuniziert. der Bediener verwendet das esABtM-
Programmierhandgerät, um den schweißkopf an die richtige
Position zu bewegen. dann drückt er auf start, um den nahtver-
folgungsmodus auszuwählen. das AutO-trAc/wttM-system
hält den Brenner an der festgelegten schweißstelle.
Vorteile des AutO-trAC/WttM von serVO-rOBOt gegen-
über einem mechanischen sensor
das Ansteuern erfolgt durch den Bediener oder durch die sPs
über eine e/A-schnittstelle. der Bediener benutzt das Program-
mierhandgerät, um die sequenz einzustellen und auszuwählen,
kalibrierungen durchzuführen und Achsen zu bewegen. Außer-
dem informiert das Programmierhandgerät kontinuierlich über
den systemstatus. Mit dem Programmierhandgerät kann die
Achsposition auf die gleiche weise wie ein roboter program-
miert werden.
Mit Kamera und sensor
Häufig verfolgt der mechanische Sensor die Naht in seitlicher
richtung nicht zuverlässig, dann muss der Bediener die naht
manuell verfolgen. das gilt insbesondere für wurzellagen, bei
denen dies am kritischsten ist. die servo-robot-lösung ge-
währleistet eine gute schweißqualität für wurzelraupen, wodurch
reparaturkosten erheblich gesenkt werden. das servo-robot-
system kann sogar Fugenstöße mit variablem spalt verfolgen.
der mechanische sensor berührt das werkstück ständig. wenn
er bricht, muss daher der schweißprozess gestoppt werden.
das laser-Vision-system berührt das werkstück nie. Außerdem
schützt das feste schutzgehäuse das Vision-system vor mögli-
cher Beschädigung.
da der mechanische sensor nur einen kleinen Arbeitsbereich
(wenige mm) besitzt, muss er auf eine reihe manuell einstellba-
rer schiebevorrichtungen montiert werden. das laser-Vision-
system von servo-robot hat ein großes sichtfeld und eine gute
Tiefenauflösung, so dass manuelle Einstellungen überflüssig
werden. Positionsversätze der schweißdrähte können während
der nahtverfolgung direkt über das Programmierhandgerät
veranlasst werden. das ist sehr nützlich und kann bei einem
Berührungssensor nicht einfach und aus der Ferne erfolgen.
Optimierung der schweißqualität
die intelligente schweißnahtverfolgungstechnologie von servo-
robot in kombination mit dem GMh-/GMd-system zur schweiß-
nahtverfolgung von esABtM und der Programmierhandgerät-
steuerung sorgt für eine präzise drahtpositionierung am stoß.
in Bezug auf die Quernahtlage und die senkrechte richtung
gewährleistet sie eine konsistente drahtpositionierung.
die Parameter lassen sich leicht mit dem esABtM-Programmier-
handgerät einstellen, wodurch eine spezielle Bedienerschulung
entfällt. der Bediener wählt die richtige stoßvorlage (stoßfuge,
stumpfnaht, kehlnaht usw.) mit dem Programmierhandgerät aus.
das AutO-trAc/wttM-laser-schweißnahtverfolgungssystem
von servo-robot verbessert die Produktivität und Qualität von
schweißprozessen bei rundnähten und längsnähten, die u. a.
bei der Fertigung folgender komponenten verwendet werden:
• türme von windkraftanlagen
• Brückentragwerke
• wärmetauscherplatten
• druckkessel
• schiffsversteifungen
• schienenfahrzeuge
neues AVPstM-system (Advanced Video Process
supervision)-Videoprozessüberwachungssystem für
wirtschaftliche und hochwertige schweißergebnisse
die laser-schweißnahtverfolgung ist eine bewährte lösung zur
präzisen steuerung des schweißvorgangs bei drehgelenkrobo-
tern und schweißmaschinen.
Beim schweißen auf der Baustelle oder an säulen, stützen und
Auslegern müssen Bediener an den schweißgeräten vor Ort
Ferneinstellungen vornehmen, die ungenau und zeitaufwendig
sein können. Aus diesem Grund hat servo-robot das neue
AVPstM (Advanced Video Process supervision)-system entwi-
ckelt. das AVPstM-system umfasst ein kompaktes, robustes,
optoelektronisches Modul, das die erforderlichen elemente in-
tegriert, um den Bediener mit schlüsselinformationen zu versor-
gen. diese daten umfassen die Fernbeobachtung des stoßes
und des Brenners, die Brennerposition sowie die Brennerhöhe
und -ausrichtung. diese daten werden durch laserstrahlen dar-
gestellt, die von einer integrierten Farbvideokamera beobachtet
werden, die auch den lasertrackerstreifen überwacht.
die informationen über die seitliche Position des Brenners und
die Brennerhöhe werden auf einem Überwachungsbildschirm
übereinandergelegt, wodurch der Bediener stets kontrollieren
kann, wo sich der Brenner im Verhältnis zur Naht befindet, selbst
bei Verwendung von schweißmitteln.
Bei der Verwendung des servo-robot-AVPstM können Bedie-
ner den schweißprozess aus sicherer entfernung beobachten
und durchführen. es wird keine zusätzliche Videokamera be-
nötigt und das robuste system ist mechanisch so ausgelegt,
dass es problemlos an esABtM-schweißsysteme montiert und
angeschlossen werden kann.
schweißnahtverfolgungs- steuereinheit GMh oder
Programmier- handgerät
AutO-trAc/wt steuereinheit
AVPs-system (Videoprozess- überwachungssystem)
Fernüberwachung
Automatisiertes esAB- unterpulverschweißsystem (sAw)
Das AUTO-TRAC/WTTM
SYSTEM
teachpendant
Brokenproble
WitH PrOBe
Manualadjustment
WitH CAMerA WitH PrOBeWitH PrOBeWitH CAMerA

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201226 27
Buddy™ tig 160 – 160 A HF tigBuddy™ Arc 145 – 145 A e-Hand Buddy™ Arc 180 – 180 A e-Hand/tigProfessionelles schweißen to go
Buddy heißt nicht umsonst „Kumpel“. Die drei Maschinen hier kann man immer
dabeihaben und sie stehen für modernste Schweißleistungen und Zuverlässig-
keit durch Verwendung der neuesten IGBT-Technologie – eine äußerst robuste
und langlebige Stromquelle für den professionellen Schweißer.
entwickelt für Langlebigkeit
die Buddys sind benutzerfreundliche, sehr
robuste und leichte e-hand-schweißma-
schinen. ihre innere elektronik wird durch
einen hocheffizienten Lüfter zuverlässig
gekühlt und durch einen thermischen
systemschutz überwacht. Für eine hohe
lebensdauer sind die Maschinen mit drei
kühlkörpern ausgestattet. das Gehäuse
der Buddys wurde für hohe Ansprüche
auch im Außeneinsatz entwickelt und
verfügt über die schutzklasse iP23s. ein
komfortabler tragegriff und schultergurt
gehören zur Ausstattung.
Bedieneinheiten
die Bedieneinheiten der Buddys sind sehr
übersichtlich und benutzerfreundlich
gestaltet. die Verstellräder sind einfach
und schnell zu bedienen.
Eigenschaften:
• Hervorragende Lichtbogeneigenschaften – gleichbleibende Schweißbedingungen
• Generatortauglich – geeignet für den Generatoreinsatz
• Einfach in der Bedienung – Schweißstrom individuell einstellen für exzellente Ergebnisse
• Praktisches Design – einfach zu tragen, für den Einsatz auf nahezu jeder Baustelle
• Robustes Design – auch für schwierige Umgebungen
• Erweitertes Netzkabel – für einen noch größeren Einsatzbereich
Wig-schweißen
BuddytM Arc 180 unterstützt das wiG-
schweißen mit der esAB-livetigtM
Berührungszündung. sie benötigen hierzu
den optionalen wiG-Brenner et 17 V
mit eingebautem Gasventil. BuddytM tig
160 wird inklusive wiG-Brenner geliefert,
verfügt über hF und Berührungszündung,
2-/4-takt-Modus und stromabsenkung.
e-Hand-schweißen
die Buddys sorgen für einen glatten
Gleichstrom, der es erlaubt, unlegierten
stahl, edelstahl und Gusseisen ver-
schweißen zu können. „Arc Force“ und
„hot start“ werden automatisch mit dem
schweißstrom eingestellt und geben ex-
zellente start- und schweißeigenschaf-
ten über den kompletten einstellbereich
der Maschine.
die Bedieneinheit des Buddy™ Arc 145
ist mit nur einem Verstellrad für den
schweißstrom sehr einfach und benutzer-
freundlich gestaltet.
ein schalter auf der Frontblende
ermöglicht eine einfache Auswahl
des e-hand- oder wiG-Verfahrens.
die Anti-stick-Funktion verhindert das
Festbrennen der Maschine. Buddy™ Arc
145 ist für die meisten elektroden mit
einem durchmesser von Ø 1,6 - 2,5 mm
geeignet. Buddy™ Arc 180 und Buddy™
tig eignen sich für elektroden mit einem
durchmesser von Ø 3,2 mm elektroden.
Anwendung
• industrie
• reparatur und wartung
• tiefbau
• Allgemeine Fertigung
• landwirtschaft
die Bedieneinheit des Buddy™ tiG 160
verfügt über ein weiteres Verstellrad für
die Absenkzeit im tiG-Modus oder der
„Arc Force“ im e-hand-Modus.

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201228 29
neue entwicklungen beim uP-tandem- engspaltschweißen
Unter dem Begriff Engspaltschweißen wird eine Schweißtechnologie ver-
standen, bei der zwei Werkstücke mit nahezu parallelen und eng zusam-
menstehenden Flanken miteinander verbunden werden [1]. Als Schweiß-
verfahren kommen das MIG-/MAG-, WIG- und das UP-Schweißen in
Frage. In diesem Beitrag wird nur das UP-Verfahren behandelt. Die Wahl
einer sehr engen Nahtgeometrie bei dickwandigen Bauteilen mit dem Ziel
der Verringerung des Nahtvolumens hat vor allen Dingen wirtschaftliche
Gründe. Voraussetzung für diesen ökonomischen Vorteil ist allerdings ein
fehlerfreies Schweißgut mit einer möglichst aufhärtungs- und grobkorn-
freien WEZ [2].
Weltweit sind etwa 300–400 UP-Engspaltanlagen installiert, die meist mit
einem Draht in zwei Raupen pro Lage die Schweißnaht aufbauen. Der
Anwendungsbereich reicht vom Reaktor-, Druckbehälter- und Kesselbau
bis zu Rotoren, Turbinenwellen und Kurbelwellen. Auch im Offshore-Be-
reich wird das Verfahren eingesetzt. Um die Produktivität weiter zu stei-
gern, wird vermehrt das UP-Tandem-Engspaltschweißen gefordert und
auch eingesetzt.
Vorteile und Begrenzungen des uP-tandem-
engspaltschweißens
• der integrative uP-Prozess mit seinem großen Parameterfenster
wird stets als „gutmütig“ beschrieben, wenn es um strom- und
spannungsvariationen geht.
• der geringe nahtquerschnitt der engspaltvorbereitung verkürzt
dabei die schweißzeit mit zunehmender wanddicke wesentlich.
• durch geschickten lagenaufbau (Bild 1) wird die wärmeführung
beim schweißen optimiert. durch die schweißwärme nachfol-
gender raupen werden vorhergehende wärmebehandelt und
somit Aufhärtung und Grobkornbildung in der weZ vermieden.
• die insgesamt geringere wärmeeinbringung führt auch zu gerin-
geren schrumpfspannungen und Verformungen.
• die einsparung im Bereich der eingesetzten schweißzusatzmen-
ge ist zwar im Vergleich zum gesamten kostenbereich marginal,
soll aber hier zumindest genannt werden.
• den Vorteilen stehen die investitionskosten für eine uP-tandem-
engspaltanlage mit Prozesssteuerung, drehvorrichtung, naht-
sensorik und dokumentationseinrichtung entgegen.
• Für ein optimales schweißergebnis ist eine genaue schweißnaht-
vorbereitung der Steilflanken erforderlich, die zweckmäßigerwei-
se spannend erfolgen sollte. Fugenflankenwinkel von 0,5° bis
2° lassen sich an gespannten und gehefteten Bauteilen mittels
Fräsen noch nicht herstellen. Zurzeit sind Flankenwinkel von 16°
kombiniert mit 8° in verschiedenen Anwendungen mit Grund-
radien von 10 bis 8 mm im einsatz, wobei an neuen Fräsern für
engere Fugen gearbeitet wird, die das einklemmen des Fräsers
in der Fuge vermeiden sollen. es wird sich herausstellen, welche
Frästiefe dabei erreichbar ist.
uP-tandem-engspaltverfahren
höhere Abschmelzleistungen und höhere schweißgeschwindigkei-
ten lassen sich mit dem uP-tandem-engspaltschweißen erreichen.
Beim engspaltverfahren ergeben sich bezüglich schweißbadaus-
bildung und wärmeeinbringung natürliche Grenzen. während mit
einem draht ca. 7 kg/h Abschmelzleistung beim uP-engspalt-
schweißen erreicht wird, sind es in der tandem-Ausführung ca. 15
bis 16 kg/h. dabei werden zwei uP-drähte mit jeweils 3 oder 4 mm
durchmesser mit getrenntem Potential in einem drahtabstand von
ca. 15 mm bei einer freien drahtlänge von ca. 30 mm in einer linie
dem schweißbad zugefügt. der erste draht in neutralstellung hat
meist Gleichspannungspotential für einen ausreichenden ein-
brand, während der zweite draht in stechender 15° einstellung zur
Vermeidung der Blaswirkung mit wechselspannung arbeitet. Zur
steigerung der Abschmelzleistung kann man die freie drahtlänge
des Ac-drahtes etwas erhöhen [4]. die Frage, ab welcher nahttiefe
der einsatz des uP-(tandem-)engspaltschweißens sinnvoll und im
einzelfall am kostengünstigsten ist, ist nicht generell zu beantwor-
ten. Einflussgrößen sind: vorhandenes Equipment, Investitionskos-
ten für neues equipment, Zugänglichkeit von außen zur naht, mög-
liche nahtvorbereitung (dreh- oder Fräsmöglichkeit), momentane
nebenzeiten, stundenkosten, lieferzeit zum endkunden, Qualitäts-
sicherung mit erforderlicher dokumentation usw.
Allgemein ist eine gefräste einseitige nahtvorbereitung von außen
mit einem radius von 7 bis 10 mm im Grund und einem wech-
selnden Flankenwinkel von 8° bis 16° bis ca.100 mm nahttiefe
von der wirtschaftlichkeit schon sehr gut. Über diese nahttiefe
hinaus ist das uP-tandem-engspaltschweißen mit steigender
nahttiefe produktiver.
Wahl der stromquelle AC oder DC
ist ein tieferer einbrand nicht erforderlich oder sogar unerwünscht,
kann man auch mit zwei wechselstromquellen arbeiten, wobei die
Phasenlage des wechselstromes zu berücksichtigen ist und die
beiden Quellen entsprechend zu verschalten sind. Beim einsatz
von zwei wechselstromquellen erreicht man eine höhere Ab-
schmelzleistung, die man z. B. in höhere schweißgeschwindigkeit
übertragen kann. weiterhin kann man mit zwei wechselstromquel-
len relativ dünne raupen erzeugen und damit eine gewünschte
wärmenachbehandlung der vorigen raupe erzeugen. dies muss
natürlich in entsprechenden Vorversuchen auch bewiesen werden.
da die erforderlichen stromstärken nicht allzu hoch sind, reichen
stromquellen mit einer stromstärke von 800 A und 100 % ein-
schaltdauer vollständig aus.
Bild 1: schliffbild einer engspaltnaht (70 mm) mit Übergang von zwei raupen pro lage auf raupen

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201230 31
neu entwickelte uP-tandem-engspaltschweißanlage
serienmäßig hergestellte engspaltschweißanlagen stellt die
Firma esAB seit mehr als 30 Jahren her. Aus den praktischen
erfahrungen der Anwender von mehr als 150 installationen
weltweit ergab sich ein detailliertes Anforderungsprofil für eine
neukonstruktion. (Bild 2)
Anwender des engspaltverfahrens haben oft sehr unterschied-
liche schweißaufgaben. die einsatzmöglichkeit für längs- und
rundnähte sollte daher mit einer Anlage erfüllbar sein. hierzu
kann der gesamte schweißkopf mit drahtspulenaufnahme, richt-
werken, Antrieb und schweißschwertern mit einer schwenkvor-
richtung ausgestattet werden. der umbauaufwand wird dadurch
gering gehalten. die Aufnahme des gesamten engspaltkopfes
muss mit dem Anwender genau abgesprochen und entspre-
chend gestaltet sein. Bei rundnähten fängt der uP-einsatz im
engspalt mit einem draht bei ca. 500 mm durchmesser an. eine
feste Grenze für den Beginn des einsatzes des uP-tandem-eng-
spaltschweißens gibt es nicht. eine empfehlung ist der einsatz
ab 1.200 mm durchmesser. ein routinierter Anwender wird
sicherlich bei kleineren durchmessern schon mit zwei drähten
arbeiten können. Grenzen ergeben sich aus schweißbadgrö-
ße, Pulverabdeckung, schlackenabhebung und wärmeeintrag
(resultierende temperatur des werkstücks).
Der Anstellwinkel der Drähte zur Fugenflanke lässt sich mit den
seitlich kippbaren unterteilen der beiden schwerter genau ein-
stellen. die drahtführung innerhalb des feststehenden Oberteils
des schwertes erfolgt in isolierten röhren. Über einen in drei Po-
sitionen einstellbaren Pneumatikzylinder im oberen Bereich des
schweißkopfes und mechanischer kopplung mit dem kippbaren
teil des schweißschwertes lässt sich der seitliche kippwinkel
(max. +/– 3,5°) des unteren schwenkteils des schwertes mit den
draht-kontaktbacken so einstellen, dass einbrandkerben/-fehler
und eine mögliche Grobkornbildung weitestgehend vermieden
werden. die drahtkontaktierung erfolgt über sehr lange genutete
kupferbacken. dabei ist eine Backe fest positioniert, während
die andere Backe über tellerfedern vorgespannt ist. so wird ein
konstanter Übergang des schweißstroms über lange Zeit ge-
währleistet und die lebensdauer der schweißbacken verlängert.
(Bild 5)
der lagenaufbau in zwei raupen pro lage ist die produk-
tivste lösung auch für das uP-tandem-engspaltschweißen.
diese Verfahrenstechnik ohne Parameteränderungen, d. h.
vollautomatisch, ist bis in eine tiefe von 450 mm auch für das
uP-tandem- engspaltschweißen anwendbar, wenn der Flanken-
winkel inklusive schrumpf etwa 0,5° beträgt und im Grund ein
radius von 10 mm vorhanden ist. Bei größerem Flankenwinkel
muss ab etwa 24 mm Fugenbreite eine Mittelraupe zusätzlich
eingebracht werden. nach einer 360°-drehung des werkstücks
plus programmierbaren winkel verschwenken beide drähte über
eine einstellbare Wegstrecke zur anderen Fugenflanke. Dieser
Überlappungsbereich wandert von lage zu lage rund um das
werkstück. (Bild 6)
eine Pulverzuführung auch zwischen den beiden schweiß-
schwertern hat sich als qualitätssteigernd herausgestellt. die
haupt-Pulverzuführung erfolgt direkt vor dem ersten schweiß-
schwert in einer höhe, die den jeweiligen kontaktrohrabstand
nicht erreicht. durch die enge der Fuge wird die Pulverschütthöhe
vom ersten draht oft behindert und vermindert. das schweißbad
unter dem zweiten draht wird teilweise nicht mehr ausreichend
abgedeckt. die schutzfunktion der schlacke kann sich nicht im-
mer ausreichend entfalten und es kann zu sogenannten „Flash-
outs“ kommen, die wiederum den schlackenmantel stören. dies
vermeidet man durch eine gezielte, geringe Zufuhr von weiterem
Pulver zwischen den schweißschwertern.
Auch die Möglichkeit der erweiterung einer uP-eindrahtanlage
auf tandem-einsatz steht auf der wunschliste möglicher Anwen-
der, die zunächst mit der eindrahtanwendung starten wollen.
durch die identische konstruktion der schweißschwerter ist eine
erweiterung einer eindrahtanlage auf den uP-tandem-Prozess
bei entsprechender Grundauslegung der engspaltanlage möglich.
Allerdings muss die Prozesssteuerung angepasst werden. durch
die Gleichteile der schweißschwerter wird die Verschleiß- und
ersatzteilhaltung erleichtert. (Bild 3)
durch entsprechend umfangreiche Vorversuche und durch
eingebrachte erfahrungen von Anwendern wurde die stechende
drahtstellung des nachfolgenden drahtes auf 15° verringert.
Zusammen mit dem einstellbaren drahtabstand ergibt sich eine
wesentlich höhere sicherheit, dass keine schlackeneinschlüsse
vorkommen. Bei einer Breite der schweißschwerter von 14 mm
inklusive seitlicher stromisolierung und einer minimalen Breite
von 20 mm (UP-Tandem) zwischen den Fugenflanken haben die
eintauchenden schwerter noch 3 mm spielraum an jeder seite.
Die bisherige einseitige Abtastung einer Fugenflanke reicht bei
nicht absolut korrekter Fugenvorbereitung oder unterschiedli-
chem schrumpf beider seiten nicht mehr aus, um die schweiß-
schwerter absolut in der Mitte zu halten. nun tasten zwei Finger
kontinuierlich beide Fugenflanken direkt vor dem ersten Schweiß-
schwert ab und melden ihre werte an den motorischen Quer-
schlitten. insgesamt ergibt sich eine Positioniergenauigkeit von
+/– 0,15 mm. (Bild 4)
wird eine engspaltrundnaht geschweißt, muss die drehvor-
richtung zusätzlich mit einer Anti-drift-einrichtung ausgestattet
sein, um ein seitliches wandern des werkstückes außerhalb des
einstellbereiches des Querschlittens des schweißkopfes sicher
zu vermeiden. die höhenführung erfolgt wie bisher taktil mittels
vorlaufender rolle mit entsprechender Meldung an den vertikalen
Positionsschlitten.
Bild 2: Aufbau einer uP-tandem-engspaltanlage
Bild 3: uP-tandem- schweißschwerter
Bild 4: Beidseitige Tastfinger und Rolle zur höhenabtastung
Bild 6: Fugenflanken-wechsel
der neu gestaltete schweißkopf ist
ausgelegt für eine maximale werkstück-
temperatur von 300 °c. die engspalt-
schwerter sind luftgekühlt, da Anwender
eine wasserkühlung mit der Möglichkeit
einer leckage verständlicherweise strikt
ablehnen [5]. die auftretende Aufgaben-
vielfalt auch in Bezug auf Zugänglich-
keit erfordert den einsatz bei variablen
Flankenwinkeln und Fugenbreiten. Bis zu
vier raupen mit entsprechender Überlap-
pung können über die vorhandene Pro-
zesssteuerung angewählt werden. dies
entspricht einer maximalen Fugenbreite
von 50 mm.
Für die genaue und konstante Positionierung der drähte zur
Fugenflanke ist eine exakte Richtung der Drähte durch Draht-
richtwerke und eine lineare Führung von der drahtspule über
die drahtrichtwerke, den Antrieb bis in das schweißschwert
unbedingt erforderlich. Als drahtrichtwerke werden kreuzweise
angeordnete Fünf-rollen-richtwerke eingesetzt, die entspre-
chend der angelieferten drahtqualität und deren sprungmaß
eingestellt werden. der drahtantrieb erfolgt über tachogeregelte
Gleichstrommotoren mit großer drehmomentreserve. Ange-
flanschte Winkelgetriebe übertragen das Drehmoment auf den
schweißdraht über eine glatte genutete rolle gegen eine freilau-
fende druckrolle.
Prozesssteuerung, Datendokumentation und Beobachtung
des schweißprozesses
Mit hilfe der Prozesssteuerung werden alle Prozessparameter
vorgewählt, die entsprechenden Bandbreiten entsprechend der
wPs bis zum gewählten warnsignal eingestellt und Überwa-
chungsfunktionen wie netzspannung, Pulverrestmenge, werk-
stück-, Vorwärmtemperatur, drahtvorrat usw. ausgewählt.
die handhabung des werkstücks z. B. auf einem rollenbock
ist voll in die steuerung integriert. die momentane Position
des schweißkopfes zur eingegebenen null-Position und die
entfernung bis zum Flankenwechsel der schweißdrähte werden
angezeigt. während des schweißens können alle wesentli-
chen aktuellen Prozessdaten (max. 24) angezeigt und mit den
eingegebenen referenzdaten verglichen werden. dies erfolgt mit
bis zu acht Parametern wahlweise numerisch oder graphisch.
Zusätzlich können die eingebrachte wärmeenergie sowie die
Abschmelzrate berechnet, angezeigt und zusammen mit den
anderen werten dokumentiert werden. Über eine Videokamera
können die Positionierung des Schweißkopfes, der Pulverfluss
und der schon geschweißte Bereich überwacht werden [6].
die gesammelten daten können vor Ort betrachtet oder zur
weiteren Analyse und speicherung in das netzwerk eingespielt
werden. Über ein integriertes Modem kann im servicefall über
eine telefonleitung hilfestellung des herstellers gegeben werden.
Für die Grundeinstellung des schweißkopfes oder beim werk-
stückwechsel ist eine Fernbedieneinheit vorhanden.
Bild 5: unterer schwenkteil des schwertes mit kontaktbacken

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201232 33
Als werkstoff für die Probeschweißung wurde 18Mnd5 (ähnlich
sA 508 nach AsMe) eingesetzt. die Firma AreVA entschied sich
für den einsatz zweier square-wave-wechselstromquellen vom
typ esAB tAF 800.
die schweißdaten des 1. drahtes: 29 V +/– 2 V; 550 A +/– 50 A
die schweißdaten des 2. drahtes: 31 V +/– 2 V; 550 A +/– 50 A
die schweißgeschwindigkeit betrug 70 cm/min +/– 2 cm/min.
die streckenenergie lag bei 2,8 kJ/mm.
die Abschmelzrate betrug 14,4 kg/h [7].
schweißzusätze
Ohne entsprechend an die Aufgabe angepasste schweißzu-
sätze geht es natürlich nicht. die draht-Pulver-kombination
entscheidet wesentlich mit über die endgültige schweißqualität
und die erforderlichen mechanisch-technologischen Gütewerte.
Für das uP-tandem-engspaltschweißen eignen sich Massiv-
und Fülldrahtelektroden, wobei auch ein gemischter einsatz
vorstellbar ist. Oft werden Massivdrahtelektroden eingesetzt,
weil drahttransport und die konstante Positioniergenauigkeit an
der Fugenflanke für Fülldrähte mehr Einstellarbeit erfordern. Für
das schweißen von warmfesten sonderstählen und hochfesten
Feinkornbaustählen mit Streckgrenzen ab 460 MPa empfiehlt
esAB z. B. einen niMo-legierten uP-Massivdraht s3ni1Mo
nach en 14295 mit der Bezeichnung Ok Autrod 13.40. Bei der
engspaltschweißung ist eine der wichtigsten eigenschaften des
schweißpulvers die vollständige, selbstständige bzw. leichte
Ablösung der Schlacke. Daneben ist der günstige Einfluss auf
die mechanisch-technologischen Gütewerte der naht natürlich
auch wichtig. Eingesetzt werden meist fluoridbasische, in einigen
Fällen auch aluminatbasische schweißpulver.
Für die engspaltschweißtechnik von hochfesten Feinkornbau-
stählen sowie kaltzähe und warmfeste Stähle empfiehlt ESAB ein
hochbasisches, agglomeriertes schweißpulver Ok Flux 10.62 des
fluoridbasischen Typs mit der Bezeichnung SA FB 1 55 AC H5
nach en 760, entsprechend (sA FB 1 55 Ac h5 2–16) nach der
pren isO 14174 mit einem Basizitätsgrad von 3,2. dieses Pul-
ver besitzt eine extrem gute selbstständige schlackenlöslichkeit
auch bei steilen Nahtflanken.
Parametertests
erste Parametertests beim uP-tandem-engspaltschweißen mit
der neuen Anlagentechnologie bei einer rundnaht wurden bei
AreVA (chalon) mit der draht-Pulver-kombination Ok Autrod
13.40 und Ok Flux 10.62 durchgeführt. die engspaltbreite im
Grund betrug hier 22 mm und der gemeinsame Flankenwinkel
nur 0°40´ (Bild 8).
Schrifttum:
[1] DVS-Merkblatt 0936: Unterpulver-Engspaltschweißen, Dez. 1988.
[2] H. Hantsch, K. Million und H. Zimmermann: UP-Engspaltschweißen dickwandiger Bauteile, DVS-Berichte, Band 72, S. 60–67. DVS-Verlag, Düsseldorf 1982.
[3] Kussmaul, K. und W. Stoppler: Die Engspaltschweißung als fortschrittliches Verfahren bei der Herstellung von Kernkraftwerkskomponenten. DVS-Berichte, Band 75, S. 69–75. DVS-Verlag, Düsseldorf 1982.
[4] ESAB Schriften: Unterpulverschweißen – Verfahren – Schweißeinrichtungen – Arbeitstechniken. ESAB GmbH, Solingen 1995.
[5] ESAB-Brochure XA 00141620: HNG Multi Narrow Gap Welding Head. ESAB Engineering and Automation Dep.
[6] ESAB Brochure XA 00127120: ESAB Control System. ESAB Engineering and Automation Dep.
[7] G. Houdayer: Power Point Presentation. Tandem wire-flux tests at AREVA St Marcel facility. 19.11.2009, S. 1–9.
Zusammenfassung und Ausblick
es bedarf keiner seherischen Fähigkeiten, den energiehunger der
welt und den weltweiten umbruch auf mehr nachhaltigem um-
gang mit unseren ressourcen zu erkennen. Allgemein werden
der druckbehälterbau und die herstellung modernster turbinen
sowie die Offshore-exploration und -windenergiegewinnung
drastisch zunehmen. Auch wenn durch neu entwickelte hoch-
feste stähle die jeweilige konstruktiv erforderliche wanddicke
der werkstücke abnimmt, kommt dem wirtschaftlichen einsatz
der schweißtechnik in wandstärken etwa ab 100 mm besondere
Bedeutung zu. das qualitativ hochwertige und sichere uP-Ver-
fahren in engspalttechnik und hier besonders die neue, verbes-
serte Anlagentechnologie des uP-tandem-engspaltschweißens
Mechanisch-technologi-sche Gütewerte (AreVA)
Measured requested
headness t 291 hV max. 320 hV max.
Prismatic tensile tests at room temp.
664 to 679 MPa 620 MPa min.
cylindrical tensile testes at room temp.
647 to 662 MPa 600 up tp 800
kV impact tests at 0°c 226 J min. 60 J medium
kV impact tests at -20°c 157 J min. 40 J medium
in Verbindung mit hochwertigen schweißzusätzen erhöht die
Prozesssicherheit durch nahezu vollautomatischen Ablauf,
steigert die Produktivität durch höhere Abschmelzleistung und
verkürzt die Arbeitszeit pro werkstück. die erfassung, sofortige
darstellung am Bedienschirm und dokumentation aller wichtigen
Prozessdaten von der ersten bis zur letzten lage sichert den
hersteller und den endkunden. unter diesen randbedingungen
wird der einsatz des uP-tandem-engspaltschweißens sicherlich
vermehrt Anwender finden.
Bei der bisherigen Fertigung eines dampferzeugers mit hilfe
des eindraht-uP-engspaltschweißens wurden die jeweiligen
reinen schweißzeiten ermittelt und im mittleren teil der tabelle
2 aufgelistet. die Abschmelzrate betrug im durchschnitt 8 kg/h.
Mit der neu angeschafften uP-tandem-engspaltanlage will man
bei einer angenommenen Abschmelzleistung von 16 kg/h eine
wesentlich reduziertere schweißzeit pro naht erreichen, die im
rechten teil der tabelle 2 angezeigt ist.
narrow Gap singlewire process (8kg/h) welding duration
nG-tandem process Potential (16kg/h) welding duration
naht Vs/Fe (1) 90 h 50 h
naht Vt/Vs (2) 90 h 50 h
naht Vh/Vc (3) 70 h 44 h
naht VM/Vh (4) 70 h 44 h
naht VB/VM (5) 60 h 40 h
naht FP/Pt (6) 85 h 42 h
summe 465 h 270 h
einsparung 195 h 195 h
Querschliff
Bild 8: Gewählte nahtvorbereitung
Öffnung 0°40´
22 mm
wandstärke bis 300 mm

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201234 35
OrigotM Mig 4004i A44 Air

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201236 37
neue Möglichkeiten in der schweißtechnik
schlank und kräftig
Jetzt lernen sie die nächste Generation der Origo™ Mig Multi-
prozess-inverter kennen. die neuen Geräte der Origo™ Familie
sind ein Quantensprung in Funktionalität und Produktivität.
leichter, schmaler und kraftvoller denn je. Verglichen mit konven-
tionellen, stufengeschalteten oder chopper-stromquellen bis zu
70 % weniger Platzbedarf und 80 % weniger Gewicht bei hoher
einschaltdauer. die neuen primär getakteten inverter stehen für
wahres schweißpotential.
energiesparen ohne einbußen
die beiden 400- und 500-Ampere-stromquellen haben eine
Effizienz von über 85 % – konventionelle Stromquellen unter
70 %. Ferner werden die kühlsysteme nach 6,5 min schweißun-
terbrechung in den Stand-by-Modus geschaltet. Eine Effizienz,
die sich rechnet.
netzspannungstoleranz
die neuen Origo™ Mig sind für netzspannungen von 380 bis
440 Volt, 50/60 hz mit einer toleranz von +/– 10 % ausgelegt.
Dies macht sie unempfindlich gegenüber starken Schwankungen
und gleichzeitig generatortauglich.
Qset™ – intelligent und selbstlernend
Qset™ ist die Funktion für den perfekten kurzlichtbogen bei
allen Material- und Gaskombinationen. sie wählen lediglich das
Material und die Blechstärke aus, den rest übernimmt Qset™
für sie. die blitzschnelle regelung sorgt für gleichbleibende
resultate, auch bei Änderungen des freien drahtendes, z. B. in
engen Bereichen.
Drahtvorschubgeräte
es stehen zwei drahtvorschubgeräte, Origo™ Feed 3004 und
Origo™ Feed 4804, für hohe und höchste Beanspruchung zur
Verfügung. Beide sind mit den steuerungen MA23 oder MA24
lieferbar.
Das erklärte Ziel: ein Maximum an Leistung bei einem Minimum an
Gewicht und Energieverbrauch. Mit einem Höchstmaß an Funktionalität
gehen die neuen Geräte der Origo™ Familie an den Start.
Lassen Sie sich überzeugen
und fordern Sie Ihre
kostenlose Vorführung unter
Kühlaggregat
das kühlaggregat cool 1 schützt den schweißbrenner zwei-
fach. elP (esAB logic Pump) schaltet die kühlmittelpumpe
automatisch zu, wenn ein wassergekühlter schweißbrenner
zum einsatz kommt. ein eingebauter druckschalter überwacht
den kühlkreislauf.
synergiekennlinien
die steuerung MA24 verfügt über 35 vorprogrammierte syner-
giekennlinien. Bestens angepasst an Grundwerkstoff, Zusatz-
werkstoff und Gas.
steuerung A44 (siehe nächste seite)
die stromquelle Origo™ 4004i ist auf wunsch mit der steuerung
A44 lieferbar. diese steuerung unterstützt anspruchsvolles stab-
elektrodenschweißen mit Vorwahl des elektrodentyps, basisch,
rutil oder Zellulose. wiG schweißen mit livetig™ Berührungs-
zündung, kohlefugenhobeln und MiG/MAG-schweißen mit dem
esAB-MobileFeed-drahtvorschubkoffer.
leistungseinstellung (in synergiemodus) drahtvorschubgeschwindigkeit (in Manuellmodus und QsettM
spannungseinstellung
Voltage reduction device leerlaufspannungsbegrenzung
Bedienung über Panel, Programmspeicher oder Fernregler
35 synergic lines costomizing-on-demand
Adjustable Crater fill time
stufenlose drossel
Programmspeicher, abrufbar über Brennertaster
spannungsloser drahtvorschub
syn.no.
Material esAB designationwire dim
(mm)shielding gas
1 Fe er70s-6 Ok Aristorod 12.50/12.51 0.8 cO22 Fe er70s-6 Ok Aristorod 12.50/12.51 1.0 cO23 Fe er70s-6 Ok Aristorod 12.50/12.51 1.2 cO24 Fe er70s-6 Ok Aristorod 12.50/12.51 0.8 82%Ar+18%cO25 Fe er70s-6 Ok Aristorod 12.50/12.51 1.0 82%Ar+18%cO26 Fe er70s-6 Ok Aristorod 12.50/12.51 1.2 82%Ar+18%cO27 Fe er70s-6 Ok Aristorod 12.50/12.51 0.8 75%Ar+25%cO28 Fe er70s-6 Ok Aristorod 12.50/12.51 1.0 75%Ar+25%cO29 Fe er70s-6 Ok Aristorod 12.50/12.51 1.2 75%Ar+25%cO210 Fe er70s-6 Ok Aristorod 12.50/12.51* 0.9 82-90%Ar 10-18%cO211 er 308lsi Ok Autrod 308lsi 0.8 98%Ar 2%cO212 er 308lsi Ok Autrod 308lsi 0.9 98%Ar 2%cO213 er 316lsi Ok Autrod 316lsi 1.0 98%Ar+2%cO214 er 316lsi Ok Autrod 316lsi 1.2 98%Ar+2%cO215 er 308lsi Ok Autrod 308lsi* 0.9 90% he 7,5% Ar 2,5% cO216 er 308lsi Ok Autrod 308lsi* 1.2 90% he 7,5% Ar 2,5% cO217 Al 5356 Ok Autrod 5356 1.0 100%Ar18 Al 5356 Ok Autrod 5356 1.2 100%Ar19 Al 5356 Ok Autrod 5356 1.6 100%Ar20 Al 4043 Ok Autrod 4043 1.0 100%Ar21 Al 4043 Ok Autrod 4043 1.2 100%Ar22 Al 4043 Ok Autrod 4043 1.6 100%Ar23 Fe Mcw e70c-6M Ok tubrod 14.12 1.2 82%Ar+18%cO224 Fe Mcw e70c-6M Ok tubrod 14.12 1.4 82%Ar+18%cO225 Fe Mcw e70c-6M Ok tubrod 14.12 1.6 82%Ar+18%cO226 Fe Mcw e70c-6M coreweld c6* 1.2 92%Ar+8%cO227 Fe Mcw e70c-6M coreweld c6* 1.6 92%Ar+8%cO228 Fe rcwe71t-1M Ok tubrod 15.14 1.2 82%Ar+18%cO229 Fe rcwe71t-1M Ok tubrod 15.14 1.4 82%Ar+18%cO230 Fe rcwe71t-1M Ok tubrod 15.14 1.6 82%Ar+18%cO231 Fe rcwe71t-1 dual shield all-position* 1.2 75%Ar+25%cO232 Fe rcwe71t-1 dual shield all-position* 1.4 75%Ar+25%cO233 Fe rcwe71t-1 dual shield all-position* 1.6 75%Ar+25%cO234 Fe Bcwe71t-5 Ok tubrod 15.00 1.2 82%Ar+18%cO235 Fe rcwe71t-1 dual shield 7100 lk* 1.2 cO2
*=us
Synergic lines
Gasnachströmung
schweißverfahren MiG/MAG, MMA
Auswahl MiG/MAG synergiemodus*, QsettM*, manuell
2-takt-Modus 4-takt-Modus
kriechstart* endkraterfüllen*
die steuerungen MA23 und MA24* zusätzlich bei MA24

FENSTER Nr. 55 | 2012 FENSTER Nr. 55 | 201238 39
die steuerung A44
leistungseinstellung strom/spannung
stufenlose drossel
Arc Force hot start
Programmspeicher abrufbar über Brenntaster
schweißverfahren MMA, MiG/MAG – reggelung lichtbogenspannung Fugenhobeln, livetigtM
Auswahl elektrodentyp (MMA)
Voltage reduction device leerlaufspannungsbegrenzung
Fernregelung
Anzeige displaymodus
Bestellschein esAB FensterFaxen sie eine Kopie des Bestellscheins an Fax-nr. +49 212 298-222
oder senden sie eine e-Mail an [email protected]
Firma
name
Vorname
titel
straße
Postleitzahl
stadt
land
telefon
website
Adresse:
ihre Visitenkarte
esAB gmbH – Deutschland
Friedrich-Wilhelm-straße 41
D-42655 solingen
tel. +49 212 298-0
Fax +49 212 298-222
[email protected] – www.esab.de
esAB ges.m.b.H. – Österreich
Dirmhirngasse 110
A-1235 Wien-Liesing
tel. +43 188 82511
Fax +43 188 82511-85
[email protected] – www.esab.at
esAB Ag – schweiz
Business Center neuhof
neuhofstrasse 4
CH-6340 Baar
tel. +41 44 741 25 25
Fax +41 44 740 30 55
[email protected] – www.esab.ch
Bitte senden sie mir ____ exemplar(e) zu
nehmen sie mich als Abonnent auf
Adressänderung
Bitte senden sie mir die esAB-Fenster-Ausgabe per e-Mail zu
Bitte senden sie mir weitere informationen über esAB per e-Mail zu