february 28, 2007 gasification - western research gasification conference february 28, 2007...
TRANSCRIPT

Gasification
University of WyomingSchool of Energy ResourcesCoal Gasification Conference
February 28, 2007
Integrated Gasification – Combined Cycle 101
Richard D. BoardmanINL R&D Lead for
Gasification & Alternative Fuels

Why Coal ?
What is gasification ?
How can gasification be used ?
How does gasification compare to traditional pulverized coal plant for power generation?
Why is gasification important to Wyoming ?
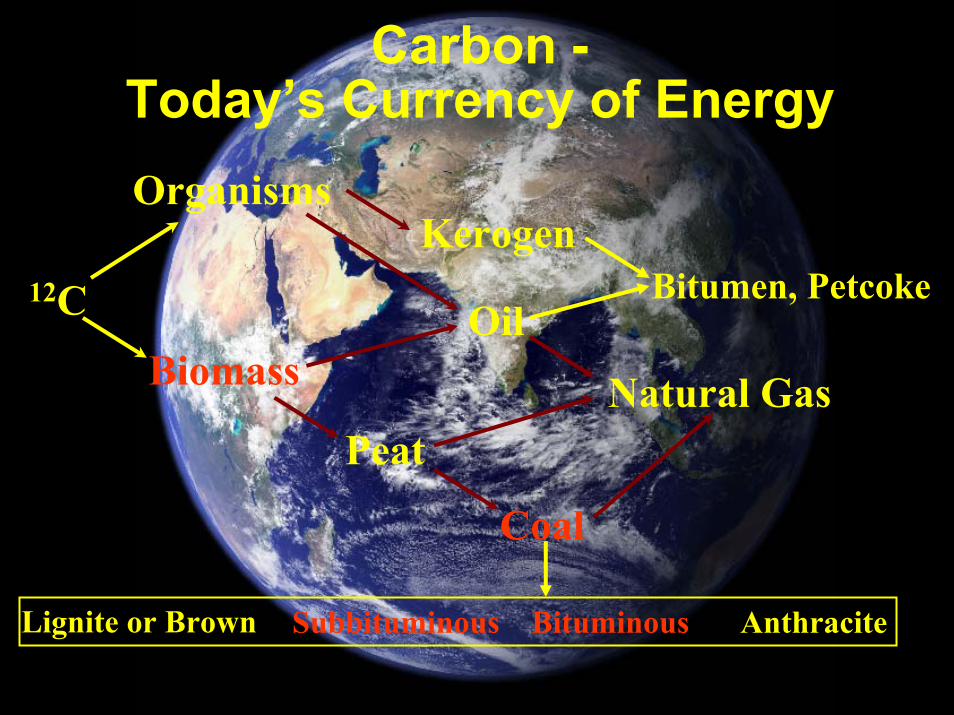
Carbon -Today’s Currency of Energy
12C
Biomass
Organisms
Bitumen, Petcoke
Peat
Coal
Oil
Kerogen
Natural Gas
Lignite or Brown Subbituminous Bituminous Anthracite

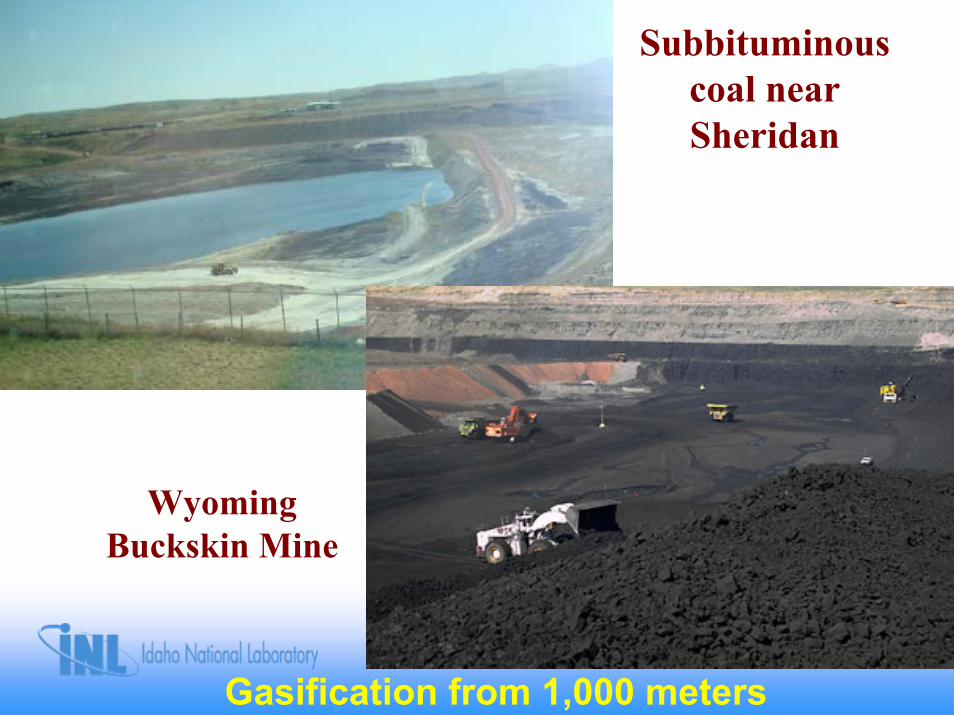
Subbituminous coal near Sheridan
Wyoming Buckskin Mine
Gasification from 1,000 meters

Carbon, Oxygen, Hydrogen, Nitrogen, SulfurAsh, Moisture, Mercury, other metals
Excluded (Liberated) Minerals
Coal Particle
Included (Locked) Minerals
C OH O-
C -O OH Ca+2
C OH
O- Na+
Organically Associated Elements

Coal Molecule – Subbituminous
CH3 O
C
H
H2
H H
H2
H2
H2
O
OH H2
H H
C H H
C H H
N H
H2 O C
C H
H H
H
H2 OH
H2 H2
S
C HH
CH3
C
H2
CH3
O
H O
H H2
H2 C H H
C OH
O
H O
H
C H
N
H2
H2
SH
OH
OH
H
O H2
H2
H2
CH3 CH3
C CH3 H
C H HH2
H2
O
C H H
OH
Nitrogen as pyroles
Organic Sulfur andInorganic Sulfur FeS

VisbreakerCrude
Petro. Coke
Pittsburg #8
Illinois #6Bitum.
Wyoming Sub-Bit.
NDLignite
Moisture wt% - 1.1
90.83.20.80.82.11.2
12,150
0.42
5.2 13 30.2 33.5
C, wt% 85.3 73.8 59.8 48.2 39.6H, wt% 10.8 4.9 4.1 3.31 2.6S wt% 4.0 2.13 3.7 0.37 0.5N wt% 0.3 1.4 1.1 0.70 0.7O, wt% 0.2 1.9 7.6 11.9 9.7Ash, wt% 0.15 5.0 10.7 5.3 15.9HHV – AR(BTU/lb) 13,500 13,260 10,982 8,340 6,010
H:C Ratio 1.52 0.80 0.82 0.82 0.79
Fuel Properties Differ Markedly
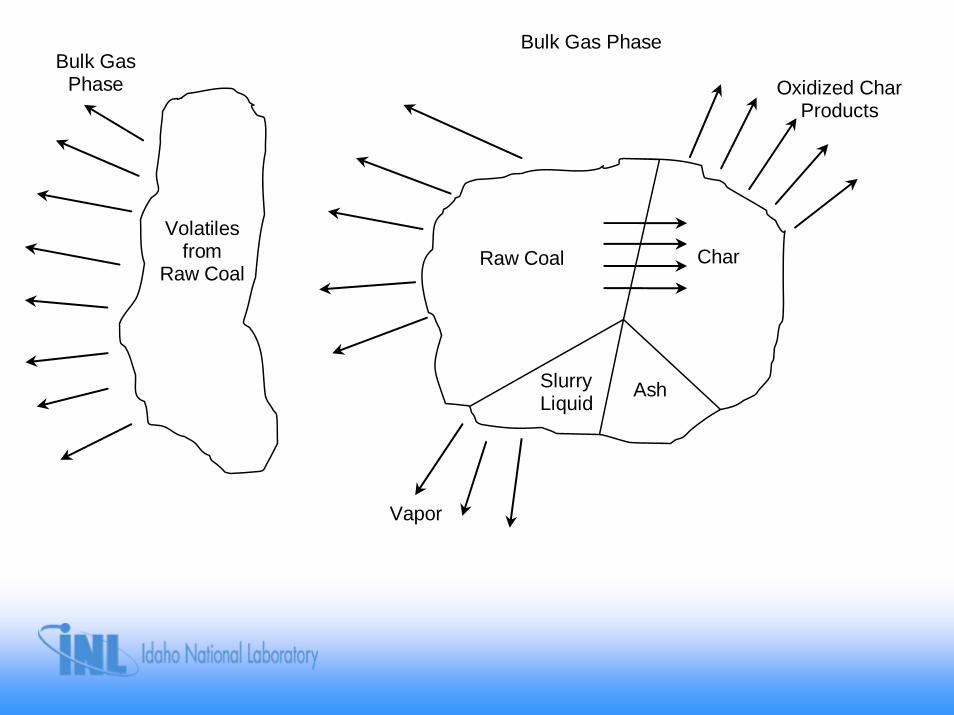
Char
Oxidized Char Products
Bulk Gas Phase
Ash Slurry Liquid
Raw Coal
Vapor
Volatiles from
Raw Coal
Bulk Gas Phase

Char
Oxidized Char Products
Bulk Gas Phase
Ash Slurry Liquid
Raw Coal
Vapor
Volatiles from
Raw Coal
Bulk Gas Phase
Temperature
Tight volatiles(pyrolysis)
Moistureand lightvolatiles
1. CO Oxidation CO + ½ O2 → CO2 -283 MJ/kmol2. CO Shift CO + H2O → CO2 + H2 -41 MJ/kmol3. Partial Oxidation CnHm + n/2 O2 → n CO + m/2 H2 slight exothermic4. Methane Reforming CH4 + H2O ↔ CO + H2 +2-6 MJ/kmol
Ash Melting
CharGasification
& WGS
5. Full Oxidation C + O2 → CO2 -394 MJ/kmol6. Partial Oxidation C + ½ O2 → CO -111 MJ/kmol7. Water Gas Reaction C + H2O → CO +H2 +131 MJ/kmol8. Boudouard Reaction C + CO2 → 2 CO +172 MJ/kmol9. Methanation C + 2 H2 → 2 CH4 -75 MJ/kmol
Major Homogeneous & Heterogeneous Reactions
Combustion vs
Gasification

0%
10%
20%
30%
40%
50%
60%
0.25 0.75 1.25 1.75 2.25 2.75 3.25 3.75
Equivalence Ratio, Φ
mol
-%
CO
H2
H2O
C
CO2
Combustion vs Gasification
SyngasFlue Gas

Combustion/Gasification Stages
Relative Char Reaction Rate: O2 >> H2O > CO2 > H2
Full Oxidation C + O2 → CO2 -394 MJ/kmolPartial Oxidation C + ½ O2 → CO -111 MJ/kmolWater Gas Reaction C + H2O → CO +H2 +131 MJ/kmolBoudouard Reaction C + CO2 → 2 CO +172 MJ/kmolMethanation C + 2 H2 → 2 CH4 -75 MJ/kmol
Char Reactivity (Rates):Black Liquor > Lignite Char > Sub-B. char > Bit. Char > Pet. Coke

0
1000
2000
3000
4000
5000
6000
0.25 0.75 1.25 1.75 2.25 2.75 3.25 3.75
Equivalence Ratio, Φ
ppm
CO CS2
H2S
SO2
Behavior of Gas-Phase Sulfur
ReducedOxidized

Mechanisms for Volatile Coal Nitrogen
Coal Nitrogen HCN
CN
NCO
N2O
NH N
NO
N2
+O
+OH +OH +NO
+H +H, OH
+OH
+H
+NO
+OH Fuel-Lean Bituminous Coal
Coal Nitrogen HCN
HOCN
HNCO NH2 NH3
N2
+OH
+OH +H
+H +H, H2O
+NO
Fuel-Rich Bituminous Coal

Coal Conversion and Electric Power Generation

Coal
PrimaryAir Fans
CoalPulverization
PrimaryAir
ForcedDraft Fans
OverfireAir
Ash HandlingSystem
Ash
Ash
Feed WaterHeaters
Feed WaterHeaters
Deaerator
Boiler Feed Pumps
Hot Well
CondensatePumps
GeneratorHP IP LP LP
SteamTurbines
Boiler FeedPump Turbine
Drives
AmmoniaPump
Ammonia
Flue Gas
WetScrubber
Baghouse
Scrub Pump Gypsum-Water to Dewatering & Drying
Scrub Tank
GACBed
Stack
Lime Slurry
Oxidation Air
Lime Pump
Oxidation AirBlower
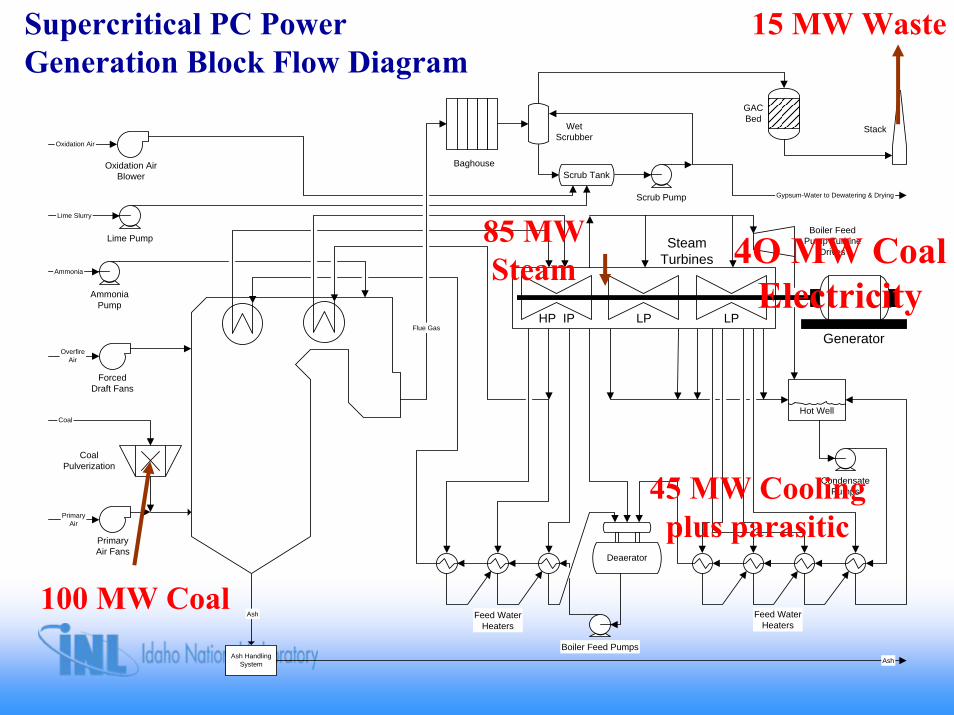
Supercritical PC Power Generation Block Flow Diagram
100 MW Coal
15 MW Waste
85 MWSteam
45 MW Coolingplus parasitic
4O MW CoalElectricity

Conventional Power Plant Configuration
Sub-Critical: 2400 psig steam / 1000 °F / 37.5% eff.Super-Critical: 3500 psig steam / 1050 °F / 40% eff.Ultra- supercritical: 4500 psig steam / 1100 °F / 42% eff.

Simple Cycle, Two-Shaft Gas Turbine
Brayton Cycle
Gas Turbine Principles

Combined Cycle / Gas-Steam Turbine
38 MWeCombustion
19 MW Steam
100 MWNatural Gas
Principle of Combined Cycle
38 + 19 = 57% for NGCC

Altitude Correction Curve
16% Derate

Temperature Correction Curve

IGCC Electrical Power Generation
WabashConocoPhillips E-Gas(Destec)
TampaGE-CVX (Texaco)

Fixed-Bed Gasifier
Steam & oxygen Ash
Gas
Coal (5 – 0.5 cm)
500 1000 1500 2000
Gas Coal
Steam and oxygen
Ash
Temperature, K

Fixed-Bed Gasifier
Steam & oxygen Ash
Gas
Coal (5 – 0.5 cm)
DryingDevolatilizationVolatiles CombustionChar gasificationChar oxidationAsh melting
Tars and OilsCH4, moisture,light gases
High carbon burnoutDry bottom or slag
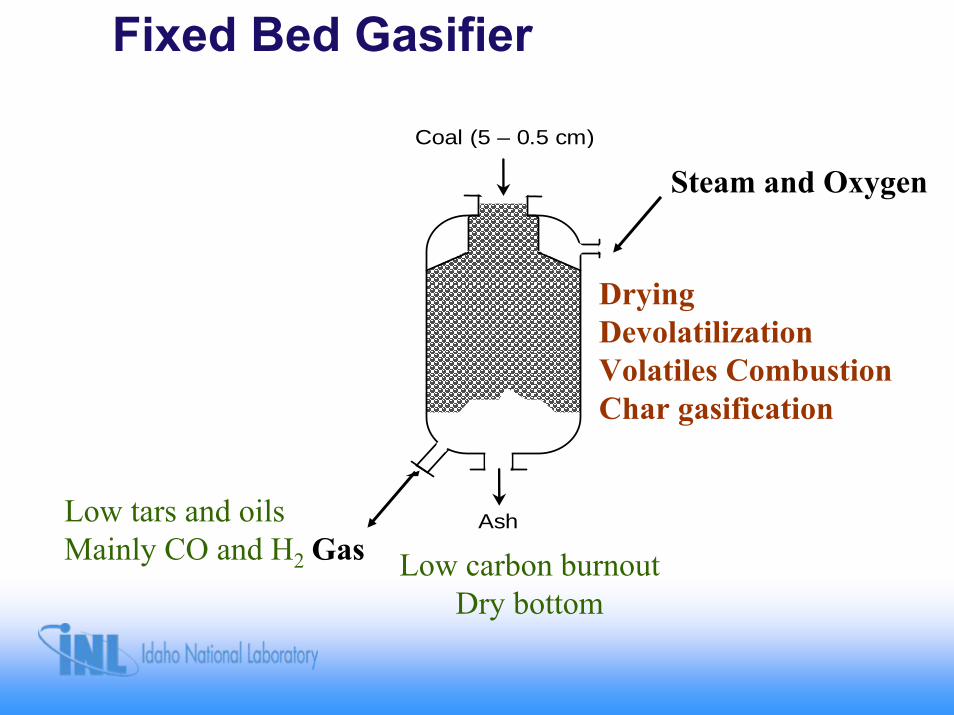
Fixed Bed Gasifier
Steam & oxygen Ash
Gas
Coal (5 – 0.5 cm)
GasLow tars and oilsMainly CO and H2
DryingDevolatilizationVolatiles CombustionChar gasification
Low carbon burnoutDry bottom
Steam and Oxygen

Fluidized Bed Gasifier
Gas
Char Steam & oxygen
Coal (~0.5 cm)
Carry-over
500 1000 1500 2000
Gas Coal
Steam and oxygen
Char
Temperature, K
Moderate carbon burnoutDry bottom
Moderate tars and oilsMix of CH4, CO and H2

Examples of Commercial Gasifiers
Fixed-Bed (Lurgi) So. Company Transport
(KBR Design Basis)
DisengagerSyngas
Coal
MixingZone
Riser
Loopseal
Cyclone
Standpipe
J-leg
StartupBurner
O2/AirSteam
O2/ AirLoopseal
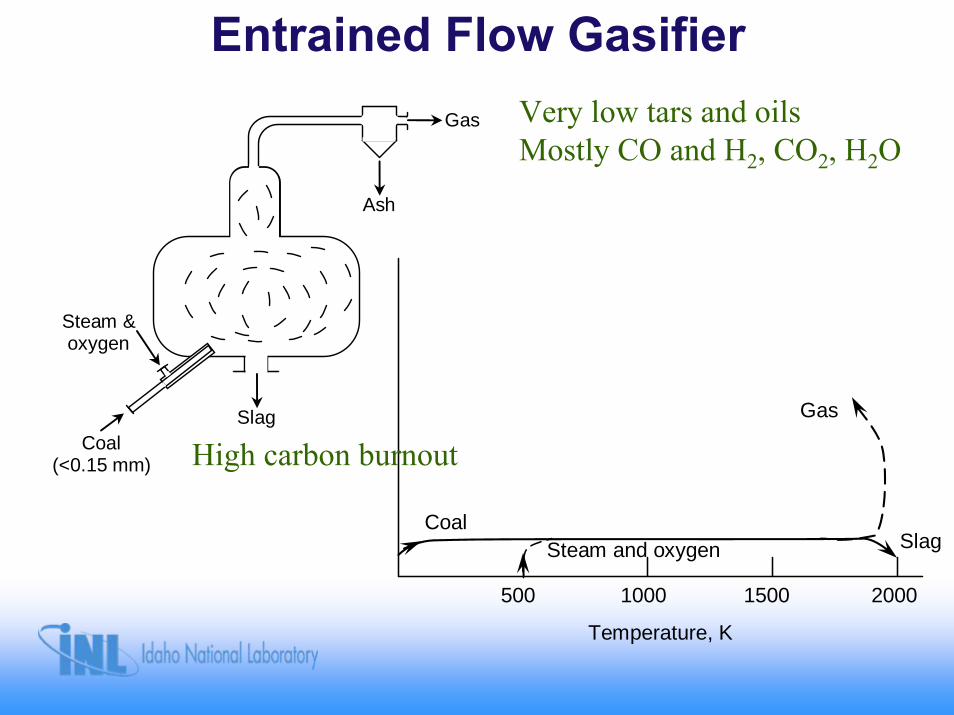
Entrained Flow Gasifier Gas
Ash
Slag Coal
(<0.15 mm)
Steam & oxygen
500 1000 1500 2000
Gas
Coal Steam and oxygen Slag
Temperature, K
Very low tars and oilsMostly CO and H2, CO2, H2O
High carbon burnout

Examples of Commercial Gasifiers
GE-CVX (Texaco)
ConocoPhillips-EGAS (Destec)
Siemens-Sustec (Noell)

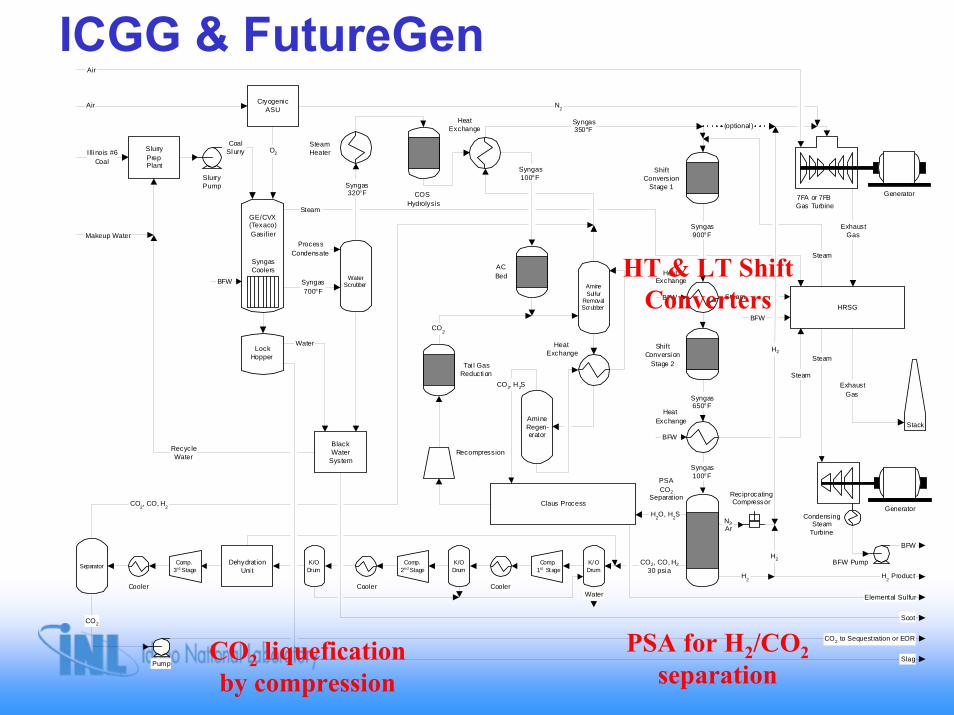
Coal ICGG
GE/CVX(Texaco)Gasifier
CryogenicASU
SlurryPrepPlant
SlurryPump
SyngasCoolers
WaterScrubber
Claus Process
HeatExchange
HRSG
Air
O2Illinois #6 orKentucky #9
Coal
CoalSlurry
BFW
LockHopper
Slag
BlackWater
System
Water
Soot
Syngas700°F
RecycleWater
Syngas320°F
Steam
COSHydrolysis
AmineSulfur
RemovalScrubber
AmineRegen-erator
CO2, H2S
Syngas100°F
N2
Syngas350°F
Elemental Sulfur
7FA or 7FBGas Turbine
Generator
Air
ExhaustGas
Steam
Stack
ExhaustGas
CondensingSteamTurbine
Generator
Makeup WaterProcess
Condensate
BFW
BFW
BFW Pump
SteamHeater
HeatExchange
StackExhaust
ACBed
100 MW Coal
-9 MW O2 Separation
- 43 MWCooling 22 MW
SteamTurbine
30 MW Gas
Turbine15 MW Reactor Steam
80 MW HHV Gas
~ 50 MWSteam
30 + 22 – 9 (ASU) = 43%
GE/CVX(Texaco)Gasifier
CryogenicASU
SlurryPrepPlant
SlurryPump
SyngasCoolers
WaterScrubber
Claus Process
HeatExchange
HRSG
Air
O2Illi nois #6Coal
CoalSlurry
BFW
LockHopper
Slag
BlackWater
System
Water
Soot
Syngas700°F
RecycleWater
Syngas320°F
Steam
COSHydrolysis
AmineSulfur
RemovalScrubber
AmineRegen-erator
CO2, H2S
Tai l GasReducti on
CO2
Syngas100°F
ReciprocatingCompressor
N2
Syngas350°F
Elemental Sulfur
ShiftConversion
Stage 1
ShiftConversi on
Stage 2
Syngas900°F
HeatExchange
Syngas650°F
Steam
7FA or 7FBGas Turbine
Generator
Air
ExhaustGas
Steam
PSACO2
Separation
Syngas100°F
H2O, H2S
CO2, CO, H230 psia
N2,Ar
Steam
BFW
CO2, CO, H2
CO2 to Sequestration or EOR
Pump
Stack
ExhaustGas
CondensingSteam
Turbine
Generator
Makeup WaterProcess
Condensate
BFW
BFW
BFW Pump
HeatExchange
BFW Steam
H2 ProductH
2
H2Comp.1st Stage
Recompression
ACBed
SteamHeater
HeatExchange
K/ODrum
Cooler
K/ODrum
Comp.2nd Stage
Cooler
K/ODrum
DehydrationUni t
Comp.3rd Stage
Cooler
Separator
H2
CO2
Water
(optional )
HT & LT ShiftConverters
PSA for H2/CO2separation
CO2 liqueficationby compression
ICGG & FutureGen

IGCC vs PC Combustion Considerations
• Efficiency• On-line availability• Turndown (base and peak operations)• Emissions• Water consumption• Economics (capital, construction and
operating) • Experience
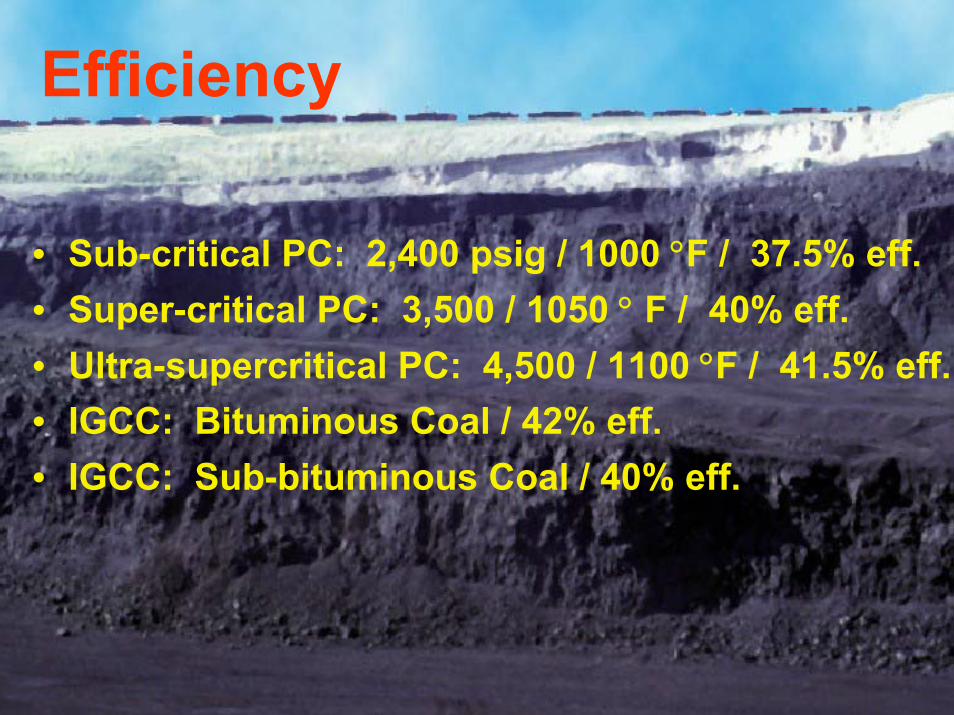
Efficiency
• Sub-critical PC: 2,400 psig / 1000 °F / 37.5% eff.• Super-critical PC: 3,500 / 1050 ° F / 40% eff.• Ultra-supercritical PC: 4,500 / 1100 °F / 41.5% eff.• IGCC: Bituminous Coal / 42% eff.• IGCC: Sub-bituminous Coal / 40% eff.

On-Line Availability
• Sub-critical PC: > 96%• Super-critical PC: > 93% (Europe)• Ultra-supercritical PC: > 90% (Japan, unknown)• IGCC- Bituminous Coal: 85 – 92% (Tampa)• IGCC- Sub-bituminous Coal: 85 – 95 % (Prenflo)

Turndown Capability
• PC: 50 - 60% Peak capacity• IGCC: 70 – 80% Peak capacity

Emissions for PRB Coal
• PC with FGD (sulfur), SCR (NOx), carbon injection (Hg)• IGCC with Purisol (sulfur), SCR (NOx), carbon bed (Hg)
• PM – IGCC about 2x less • CO and VOC’s - IGCC 3x less • NOx - IGCC 3x less• SO2 - IGCC 4x less• Hg - About the same, but 50-100x less carbon used for
IGCC

Water Consumption
• IGCC, Slurry-Feed: About 30 % less• IGCC, Dry-Feed: About 50% less

Carbon Control
• PC Boilers:– amine or ammonia (wet) scrubbers– oxy combustion
• IGCC:– amine, purisol, rectisol, or other
scrubbing

Economics
• Supercritical PC Boilers: $2,000 - $2,500 kW installe• IGCC: $2,500 - $3,500 kW installed
• IGCC cost reduction considerations:– Need US fabrication capability– Construction experience– Turbine designs for altitude– Use surplus syngas to dry coal and/or fire HRSG– air-blown gasifiers– Design gasifiers to match ASU and gas turbines
How else can gasification be used ?
•
• Polygeneration of power, fuels, hydrogen, etc.• Efficient conversion of coal to syngas,
transportation fuels, and fungible refinery feed• Feedstock for chemical plants
– Ammonia → ammonium nitrate →explosives or fertilizer
– polymers, pharmaceuticals, sulfur, etc.– Hydrogen generation




Coal to Liquids (Fischer-Tropsch)
WaterScrubber
Coal
Slag
BlackWater
System
Soot
Syngas
SuperheatedSteam
BFW
BFW Pump
ActivatedCarbon
Bed
Compression
SyngasCooler
Steam
BFW(jacket)
Syngas
MPS(jacket)
HPS
MPS
Cyclone
Fly Ash
Condenser
Water
RectisolProcess
(H2S, CO2 Removal)
Purge Gas
CO, H2
H2S, CO2
ClausProcess
ElementalSulfur
Byproduct
SCOTProcess
Claus Tail Gas
SCOT Offgas
CO2
MPS
Generator
CondensingSteam Turbine
EntrainedFlow
Gasifier
Pulverizer
CoalDrying
Coal(Dried &Sized)
Separation
MiddleDistillate
&Light
Liquids
HeavyLiquids
Water
Compression
Gas
Separation
Water
HeavyLiquids
MiddleDistillate
&Light
Liquids
Hydrocracker
DistillationColumns
HeavyLiquids
NaphthaProduct
DieselProduct
F-TReactor
F-TReactor
Tail Gas
H2 Membrane
CompressionH2
Recycle Quench Gas
TailGas
BFW
TailGas
BFW
BFW
BFW
MPS
BFW
MPS
CryogenicASUAir
O2
N2
SourShift
ReactorHPS
Compression
Pump
CO2Product
TEGDehydration
Unit
HRSG
AirExhaust
Gas
Stack
Exhaust Gas
BFW Steam Generatedvia Heat Recovery
Gas Turbine Generator
Compressor

Eastman Chemical Process
Eastman ChemicalKingsport, TN
High-value chemicals productionSasol synfuelsSecunda plantLiquid fuel and
chemical feedstock

Wyoming Coal is Opportune Feedstock for Synthetic Gas, Fuel, and Chemicals
Naphtha
Fischer-TropschLiquids Acetate Esters
Ketene
Acetic AcidDiketene &Derivatives
WYOMING COAL
Power & Steam CO Formaldehyde
PVAVAMWaxes
Diesel
Alpha Olefins
Car Fuel
Acetic AnhydrideMethyl AcetateMethanolSynthesis GasGasification
Distrib. Co-Generation
Dimethyl EtherH2Town Gas
Alpha Olefins
Oxo Chemicals
Polyolefins
Acrylic Acid/Acrylates
Ammonia
Urea
Urea/Ammonium
Nitrate
Hydrogenation Processes Fuel Cells
Acrylonitrile
Ammonium Nitrite
Ethylene & Propylene
CO Chemicals
Syn. Natural Gas
There is a Bright Future for Coal Gasification in Wyom
Education, Energy, Economy, Environment, are KEY to Wyoming’s Future

QUESTIONS?