failure mode effects & analysis
TRANSCRIPT

1
Failure Mode Effects & Analysis
Mohammad Mehdi Rezvani
Supervisor:Dr. Rafiee

2
Agenda
• History.
• A review on FMEA.
• FMEA Processes.
• Example.
• Advantages & Benefits.

3
A review on FMEA History
• This type of thinking has been around for hundreds of years. It was first formalized in the aerospace industry during the Apollo program in the 1960’s.
• Initial automotive adoption in the 1970’s.
• Required by QS-9000 & Advanced Product Quality Planning Process in 1994 for all automotive suppliers.

4
FMEA
• WIKIPEDIA: The FMEA is a design tool used to systematically analyze postulated component failures and identify the resultant effects on system operations.
• ASQ: FMEA is a step-by-step approach for identifying all possible failures in a design, a manufacturing or assembly process, or a product or service.
• IHI: FMEA is a systematic, proactive method for evaluating a process to identify where and how it might fail and to assess the relative impact of different failures, in order to identify the parts of the process that are most in need of change.

5
• FMEA is a design tool for assessing risk associated with the different ways (modes) in which a part or system can fail, identifies the effects of those failures, and provides a structure for revising the design to mitigate risk where necessary.

6
What it can do?!
• Inductive process, asks question ‘If this failure occurred, then what could happen?’
• Provides a method for quantitative analysis of risk.
• Identifies design or process related failure modes before they happen.
• Determines the effect & severity of these failure modes.
• Identifies the causes and probability of occurrence of the failure modes.

7
Process Steps
1: Identify modes of failure (e.g.: car won’t stop)
2: Identify consequences & related systems for each mode.
3: Rate the Severity (S) of each effect.
4: Identify potential root causes for each failure mode.
5: Rate the Probability of Occurrence (O) of each root cause .
6: Identify process controls and indicators (e.g.: brake squeal).
7: Rate Detectability (D) of each mode/root cause.
8: Calculate risk priority (S*O*D).
9: Use design to mitigate high-risk or highly critical failures, and re-assess to ensure goals have been achieved.

8
Severity
Severity of Effect Rating
ExtremeMay endanger machine or operator. Hazardous without warning. 10
May endanger machine or operator. Hazardous with warning. 9
High
Major disruption to production line. Loss of primary functions. Possible jig lock and major loss of Takt Time.
8
Reduced primary function performance. Product requires repair or major variance. Noticeable loss of takt time.
7
Moderate
Medium disruption of production. Possible scrap. Noticeable loss of takt time. Loss of secondary function performance. Requires repair or minor variance.
6
Minor disruption to production. Product must be repaired.Reduced secondary function performance.
5
Minor defect, product repaired or "Use-As-Is" disposition. 4
LowFit & Finish item. Minor defect, may be reprocessed on-line. 3
Minor Nonconformance, may be reprocessed on-line. 2None No effect 1

9
Occurrence
Likelihood of occurrence F. Rate Rating
Very High Failure is almost inevitable.1in2 101in3 9
HighProcess is not in statistical control.
Similar Processes have experiences problems. 1in8 8
1in20 7
ModerateProcess is in statistical control but with isolated failures.
Previous processes have experienced occasional failures or out of control conditions.
1in80 61in400 51in2K 4
LowProcess is in statistical control. 1in15K 3
Process is in statistical control. Only isolated failures associated with almost identical processes. 1in150K 2
Remote Failure is unlikely. No known failures associated with almost identical processes. 1in1.5M 1

10
Detect
Likelihood that control will detect failure Rating
Very Low No known controls available to detect failure mode. 10
Low Controls have a remote chance of detecting the failure.9
8
Moderate Controls may detect the existence of a failure.
7
6
5
High Controls have a good chance of detecting the existence of a failure. 4
3
Very HighThe process automatically detects failure.
Controls will almost certainly detect the existence of a failure.
2
1

11
Risk Priority Number(RPN)
Severity x Occurrence x Detect

12
Example:
Battery Headlight
SwitchPossible Failure Modes:• Light doesn’t turn on• Light doesn’t turn off
Possible Consequences:• Light doesn’t turn on• Driver can’t see obstacles• Car inoperable at night (8)
• Light doesn’t turn off• Battery dies• Car won’t start (10)
Possible Root Causes:• Light doesn’t turn on• Battery dead (8)• Broken wire (3)• Headlight out (10)• Switch corroded (2)• Switch broken (3)
13
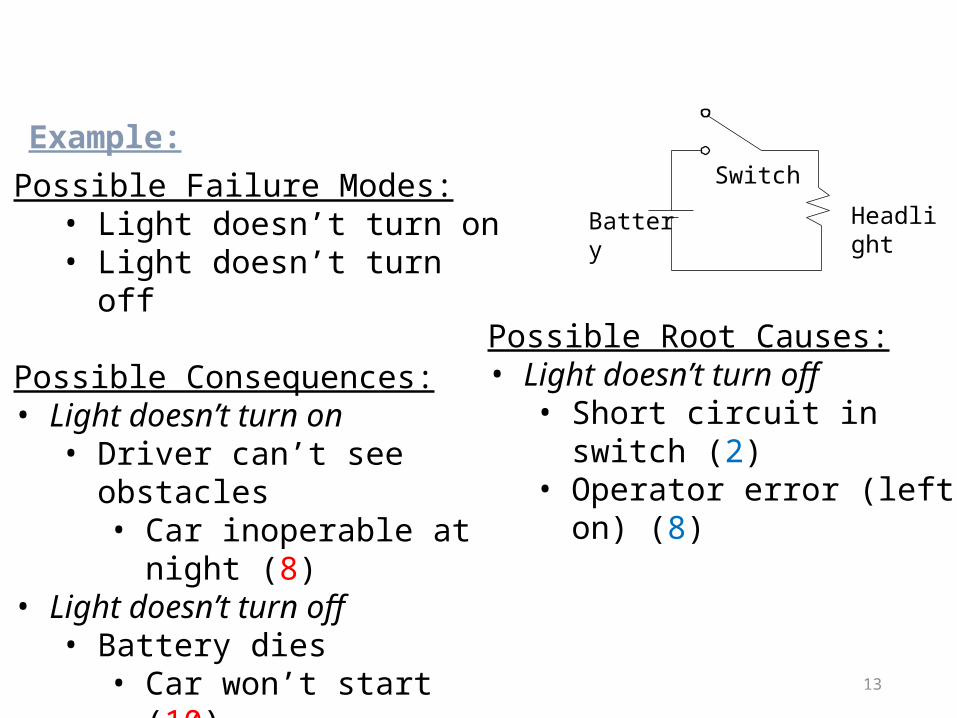
Example:
Battery Headlight
SwitchPossible Failure Modes:• Light doesn’t turn on• Light doesn’t turn off
Possible Consequences:• Light doesn’t turn on• Driver can’t see obstacles• Car inoperable at night (8)
• Light doesn’t turn off• Battery dies• Car won’t start (10)
Possible Root Causes:• Light doesn’t turn off• Short circuit in switch (2)• Operator error (left on) (8)

14
Example:
Battery Headlight
SwitchControls/indicators:• Light doesn’t turn on• User notices lights on in dark
• Light doesn’t turn off• User notices lights on in dark
Detectability:• Light doesn’t turn on (6)• User notices lights on in dark• User doesn’t notice lights not
on during day
• Light doesn’t turn off (6)• User notices lights on in
dark• User doesn’t notice lights
not on during day

15
Example:
Possible Effect Root Cause S O D RPN Crit.
Car inoperable at night
Battery dead 10 8 6 480 80
Broken wire 8 3 144 24
Headlight out
8 10 480 80
Switch corroded
8 2 96 16
Switch broken
8 3 144 24
Failure Mode: Light doesn’t turn on

16
Example:
Possible Effect Root Cause S O D RPN Crit.
Car inoperable at night
Battery dead 10 8 2 160 80
Broken wire 8 3 60 30
Headlight out
6 10 120 60
Switch corroded
8 2 40 20
Switch broken
8 3 60 30
Failure Mode: Light doesn’t turn on
Redesign: Use two headlights instead of one, add visual lights-on display in console.

17
Example:
Possible Effect
Root Cause
S O D RPN Crit.
Car won’t start
Short circuit in switch
10 2 7 140 20
Operator error
8 560 80
Failure Mode: Light doesn’t turn off

18
Example:
Possible Effect
Root Cause
S O D RPN Crit.
Car won’t start
Short circuit in switch
10 2 2 40 20
Operator error
8 160 80
Failure Mode: Light doesn’t turn off
Redesign: Add audible indicator when driver’s door is opened while lights are on, add visual lights-on display in console.

19
Benefits
• Improve the quality, reliability and safety of a product/process• Improve company image and competitiveness• Increase user satisfaction• Reduce system development time and cost• Collect information to reduce future failures,
capture engineering knowledge• Reduce the potential for warranty concerns• Reduce the possibility of same kind of failure in
future

20
Refrences
• The basics of FMEA, 2nd Edition, Robbin E. McDermott, CRC Press.• Understanding & Applying the Fundamentals of
FMEAs, Carl S. Carlson, Tuscon.• http://www.fmea.co.uk/• http://asq.org/

21
خوشا به حال گیاهان که عاشق نورند
و دست منبسط نور روی شانه ی آن هاست...