extruziunea magie si tehnica - tnpmm2.files.wordpress.com · anul 1866 a adus cea mai mare...
TRANSCRIPT

Extruziunea – magie si tehnica

Scurt istoric:
Aluminiul este un element chimic, notat cu simbolul Al iar in stare naturala este intalnit sub forma mineralelor;
Aluminiul metalic a fost produs prima data in cantitati comerciale in anul 1854. Anul 1866 a adus cea mai mare perfectionare in domeniul producerii aluminiului si poate fi considerat ca inceputul metalurgiei moderne a acestui metal; numai dupa aceasta data, productia de aluminiu pe scara larga a devenit posibila.
Abundenta aluminiu• este al 3-lea metal ca si procentaj din scoarta terestra.
Primele utilizari ale aluminiului• Ustensile de bucatarie• Cabluri si fire electrice• Folie• Caroserii auto• Componente motoare de catre Wright Brothers’

Procesul de productieSunt 5 pasi/procese in ciclul Aluminiului
1. Reciclare2. Minerit3. Rafinare4. Electroliza5. Fabricatie
1. Reciclarea• Materialul cel mai valoros în fluxul de deșeuri• Peste 66 de miliarde de cutii au fost reciclate anul trecut• 85-95% din aluminiu în mașini este reciclat
Reciclarea folosește 5% din energia de producere de aluminiu• Pentru a produce o cutie este nevoie de aproximativ 5kwh, care este suficientă energie pentru a rula un laptop pentru 11hrs • Cele 66 de miliarde de cutii reciclate anul trecut echivaleaza cu 181,5 miliarde de ore suplimentare pe un laptop • 181.5kwh = $ 5478000000
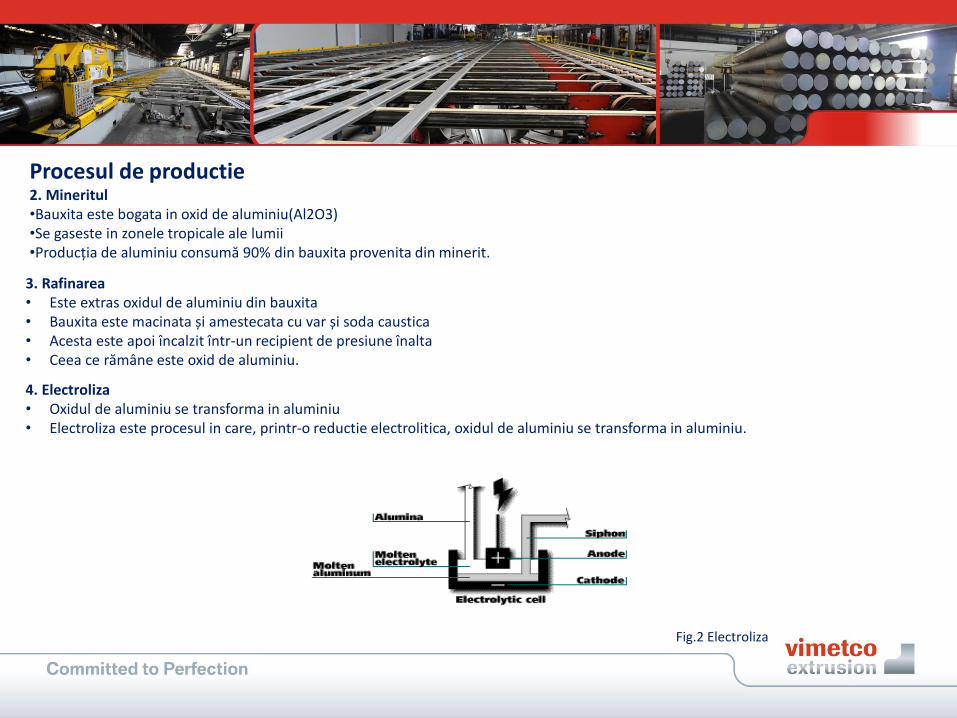
Procesul de productie 2. Mineritul•Bauxita este bogata in oxid de aluminiu(Al2O3)•Se gaseste in zonele tropicale ale lumii•Producția de aluminiu consumă 90% din bauxita provenita din minerit.
3. Rafinarea• Este extras oxidul de aluminiu din bauxita• Bauxita este macinata și amestecata cu var și soda caustica• Acesta este apoi încalzit într-un recipient de presiune înalta• Ceea ce rămâne este oxid de aluminiu.
4. Electroliza• Oxidul de aluminiu se transforma in aluminiu• Electroliza este procesul in care, printr-o reductie electrolitica, oxidul de aluminiu se transforma in aluminiu.
Fig.2 Electroliza

Procesul
Billet• Aluminiul topit este transformat in bilet• Biletul este o bara de aluminiu
5. Fabricatia
Aluminiul este transformat in produse• In primul rand aluminiul este transformat in aliaj• Diferite metale sunt adaugate pentru a da diferite caracteristici
Tipuri de fabricatie• Turnare • Laminare• Forjare• Tragere• Extrudare

Ce este extruziunea?
Extruziunea este un proces de deformare plastica, constand in trecerea fortata a materialului, supus unei forte de compresiune, printr-o matrita de forma adecvata;
Sau
Cum am invatat despre extruziune folosind o jucarie de copii

Presa de extruziune Materiale Instrumente
Presa in functiune

Presa de extruziune

Cel mai important factor in extruziune ???
Specialistii in extruziune au o zicala: “in extruziune totul depinde de 3 factori: temperatura,temperatura si temperatura. Te joci cu asta si transformi aluminiul in tot ce iti poti imagina de
la tuburi de spray la constructii civile si industriale, industria auto si aeronautica”.

Stabilirea temperaturilor

Încălzirea Critică
Neîncălzit
MANAGEMENTUL TEMPERATURILOR Stabilirea TemperaturilorTEMPERATURI CRITICE DE PRELUCRARE
Inelul matriţei / matriţaPlacă de sprijin / suport450 °C ±10 °C
Piston principal –piesă intermediară de presareMinimum 300 °C
Platanul din faţă
Imaginea matriţei / transportor
Container / capac400-420 °C
Placă de Presiune
Placă de Presiune Pistonul principal al presei
TEMPERATURA CRITICĂContainerele TREBUIE să aibe SUB 50 °C Temperatura medie a butucului dumneavoastră.NICIODATĂ MAI CALDĂ şi trebuie să fie controlatăpentru a se încadra în ±5 °C
11VEHr-CURS-002-01 21.01.2016
Încălzirea Critică
Neîncălzit
Inelul matriţei / matriţaPlacă de sprijin / suport450 °C ±10 °C
Piston principal –piesă intermediară de presareMinimum 300 °C
Platanul din faţă
Imaginea matriţei / transportor
Container / capac400-420 °C
Placă de Presiune
Placă de Presiune Pistonul principal al presei
TEMPERATURA CRITICĂContainerele TREBUIE să aibe SUB 50 °C Temperatura medie a butucului dumneavoastră.NICIODATĂ MAI CALDĂ şi trebuie să fie controlatăpentru a se încadra în ±5 °C

Componente matrite
Matrita plina
• inel
• suport matrita
• bolster
• sub-bolster
Matrita cu mandrel
• inel
• mandrel
• capac matrita
• Bolster
• sub-bolster

O preîncălzire corectă a matriţei este decisivă pentru stabilitatea
procesului de extrudare!
• Minim 4 ore în cuptor pentru atingerea temperaturii ţintă şi stabilizare
•Maxim 8 ore pentru evitarea oxidării
•Intervalul optim va depinde de capacitatea cuptorului, de dispunerea şi
de dimensiunile matriţei.
S-a demonstrat că suprafețele oxidate ale matriţei sunt detrimentale
calității suprafeței secțiunii, ca urmare a "bulgărilor de oxid" care se
scurg în timpul extruziunii sau care acționează ca niște micro-
denivelări, care creează linii pe suprafața secțiunii.
•Procesul de oxidare va consuma, de asemenea, nitrură, formând
elemente la nivelul oțelului, reducând astfel "răspunsul" nitrurării
oțelului. S-a demonstrat că stratul de nitrurare va fi complet înlăturat
după 24 de ore într-un cuptor de preîncălzire a matriței.

• Biletul de aluminiu este incalzit pana la 400-520˚C
– Aliajele diferite au temperaturi optime diferite:
• 6063 450 ˚C
• 6082 490 ˚C
• Biletul este transferat pe incarcator
– Un strat subtire de ulei este adaugat la bilet si piston pentru a preveni lipirea partilor
• Biletul este transferat in suport
– Pistonul aplica presiune pe saiba expandabila si impinge biletul
• Biletul devine in forma plastica
– Biletul patrunde prin deschiderile matritei si creaza forma extrudata
• In timpul extruziunii temperaturile sunt permanent monitorizate pentrua obtine perfomatele si caracteristicile optime
– Nitrogenul lichid asigura ca unele parti ale matritei sa ramanareci , astfel se previne formarea de oxizi care pot altera forma de extruziune

• Nu tot biletul poate fi folosit• Procesul produce un invelis plin
de oxizi – care este inlaturat –rest bilet
Fig. 11, 12: Sectiune matrita si bilet
Fig. 12
Extruziunea – pornind de la matrita
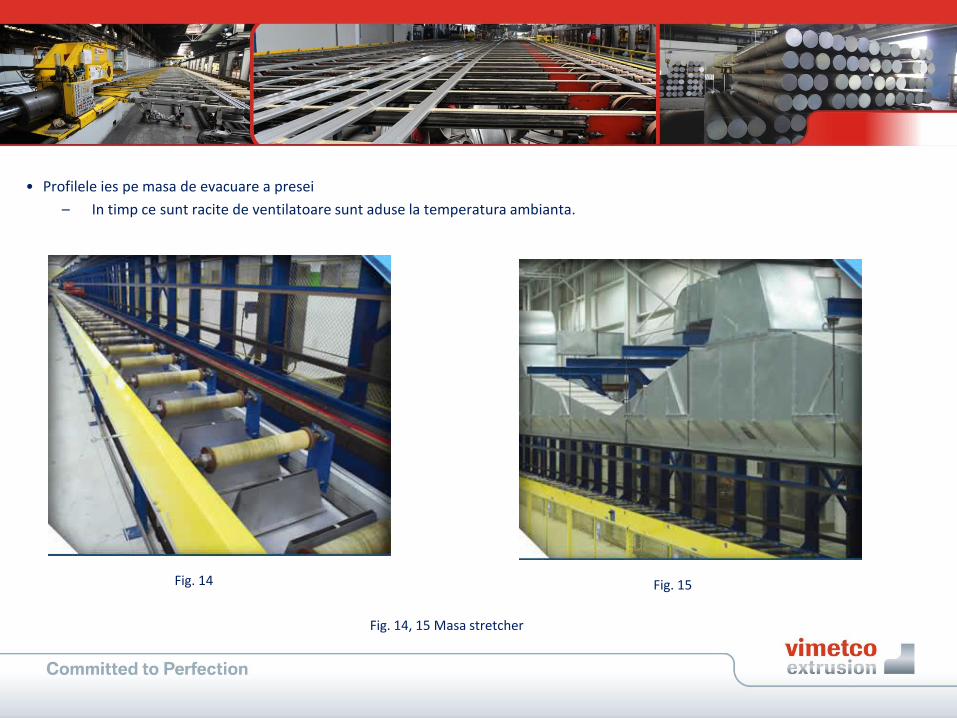
• Profilele ies pe masa de evacuare a presei
– In timp ce sunt racite de ventilatoare sunt aduse la temperatura ambianta.
Fig. 14 Fig. 15
Fig. 14, 15 Masa stretcher
• Masa de racire
• Intindere si indreptare
• Realiniaza moleculele si mareste duritate profilelor
• Se numeste si “Durificare”
• Durificare: deformare mecanica a metalului la temperaturi mai mici decat cele la care are loc de obicei recristalizareaMetalul prelucrat la rece poate fi adus in starea initiala prin calirea corespunzatoare.
• Debitare
• Profilele sunt debitate la lungime finala
Stari de baza ale aluminiului
• F-- Stare de fabricatie : nu se pot stabili limite pentru proprietati fizico-mecanice
• O-- Stare de recoacere : tratament termic de reducerea proprietatilor fizico- mecanice
• W-- Stare obtinuta in urma tratamentului termic de punere in solutie. (7XXX)
• H-- Stare obtinuta prin durificare
• T-- Stare obtinuta prin tratament termic. Are multiple diviziuni
Dupa extruziune
Subdiviziuni ale starii TUnele se aplica doar la aliaje specifice
T1-- Stare obtinuta prin racire de la o temperatura ridicata si imbatranire naturala.T2-- Stare obtinuta prin racire de la o temperatura ridicata , prelucrare la rece si imbatranire naturala.T3-- Stare obtinuta prin punere in solutie, prelucrare la rece si imbatranire naturala.T4-- Stare substantial stabila obtinuta prin punere in solutie si imbatranire naturala.T5-- Stare obtinuta prin racire de la o temperatura ridicata a procesului de formare si imbatranire artificiala.(T1+ imbatranire artificiala)T6-- Stare obtinuta prin punere in solutie si imbatranire artificiala.(T4+ imbatranire artificiala)T7-- Stare obtinuta prin punere in solutie si stabilizare.T8-- Stare obtinuta prin punere in solutie, prelucrare la rece si imbatranire artificiala.T9-- Stare obtinuta prin punere in solutie si imbatranire artificiala si prelucrare la rece T10-- Stare obtinuta prin racire de la o temperatura ridicata si imbatranire artificiala. (de obicei produse turnate)
Dupa extruziune

• Rata de extruziune
• Rata de extruziune= Suprafata bilet/ suprafata forma
• O indicatie clara a cantitatii lucrului mecanic
• Valori mici ale ratei de extruziune indica valori mici pentru durificare
• Valori mari ale ratei de extruziune indica valori mari pentru durificare
Dificulatea se numeste “Factor” • Factor = Perimetrul formei/ Greutate pe metru liniar
Este folosit pentru determinarea performantei de extruziune• O valoare mare a factorului indica o dificultate mare a formei.
Fig. 16 Perimetru mare cu greutate /ml mica
Factori care afecteaza extruziunea

Raportul “limba”
Cu cat este mai mare raportul cu atat mai dificil de produs este produsulPatratul ariei celei mai mici deschideri/aria intregii forme
Post productie
Testare proprietati fizico-mecanice
Rezistenta la tractiune: tragerea maxima la care resista inainte de rupere
Rezistenta la rupere: stresul la care este supus un set pe parametri specifici
Alungire: alungirea maxima inainte de rupere
Rockwell test: un test de duritate pe baza de penetrare a suprafetei în condiții fixe
Factori care afecteaza extruziunea

• Printre primii cinci producători de aluminiu din Europa și primele zece din China
Grupul de aluminiu integrat global
• Sierra Leone: mine de bauxită, mine de cărbune, 1.200.000 t / an
• China: instalații de producție de aluminiu 850.000 t / an aluminiu primar și• 440.000 t / an produse cu valoare adăugată
• România: Rafinăria alumină și topitoria de aluminiu din alumina din România• 600.000 t / an, aluminiu primar 265.000 t / an aluminiu prelucrat 135.000 t / an
• Focus: extinderea domeniilor de valoare adăugată ale afacerii, precum și asigurarea necesarului de materii prime și de energie

Parte a grupului Vimetco - specializata in extrudarea profilurilor de aluminiu
Unități de producție situate în Slatina, România
Echipa de management dinamic a profesioniștilor cu experiență
Capacitate de producție 25.000 tone / an
2 prese de extrudare și peste 250 de angajați dedicați
Producția sa axat pe seria de aliaje 6xxx, în conformitate cu standardele EN
Certificat ISO 9001: 2015 și CE (CEE) în 2011
Piețe: 95% din producția noastră este exportată în țările UE și 5% pe piața locală
Clienții noștri sunt partenerii noștri, satisfacția lor fiind succesul nostru!
Noi credem în noi înșine și în echipa pe care o facem împreună cu
partenerii noștri.
OAMENII
Identificarea
angajatilor cu
compania si
obiectivele
acesteia
SERVICII
Cultură de
înaltă
performanță și
orientare către
client
Cei 3 piloni ai strategiei noastre
CALITATE
Investiții
continue în
tehnologia
modernă
client

Tehnologie si echipamente
Linii de extrudare modernizate Sisteme computerizate de control Sistem ERP dedicat

Tehnologie si echipamente
Pentru a raspunde nevoilor clienților noștri oferim si o gamă largă de operații mecanice efectuate pe profile extrudate pentru a crea un produs mai "finit" și pentru a crește nivelul serviciilor:
Tăiere precisă: lungimea de 10-400 mm, +/- 0,5 mm, Unitate de tăiere mai lungă: 400-3000 mm, toleranță de +/- 1 mm Tăiere dublă: toleranță la 90 ° și 45 ° +/- 0,5 mm Strunjire: de la unități la unelte multiple Freze: 0-800 mm. latime 0-200 mm

De la construcții la industria de automobile, extrudările suntelemente cheie în realizarea produsului final
Vimetco Extrusion produce o gamă largă de forme și dimensiunisolicitate de clienți, pentru diferite industrii și în cele mai exigentescopuri
Luăm fiecare cerere ca o provocare și ca un nou pas către atingereascopului nostru de a avea clienți satisfăcuți
Echipa tehnica oferă cu ușurință servicii de asistență și de proiectarepentru a ajuta clienții să obțină cele mai rentabile soluții pentruprodusele lor
Folosind cea mai recentă tehnologie IT pentru Planificarea șiControlul Producției, metode eficiente de control și asigurare acalității, echipa noastră se asigură că totul se potrivește nevoilorclienților
Au fost efectuate în mod regulat investiții consecvente înîntreținerea și actualizarea presei, fapt care a mărit în modsemnificativ productivitatea, eficiența procesului nostru, dar maiales calitatea produselor noastre

Unde se utilizeaza profilele noastre?

Ce producem?1. Profile standard 2. Profile speciale conform cerintelor si necesitatilor clientilor

Proiecte de succes Vimetco Extrusion
Proiecte de succes Vimetco Extrusion

Proiecte de succes Vimetco Extrusion

Proiecte de succes Vimetco Extrusion

Resursa principala in Vimetco Extrusion:
OAMENII
Ce cautam?• Tineri entuziasti, ambitiosi, dornici de dezvoltare profesionala
Ce oferim?• Posibilitatea dezvoltarii unei cariere solide in cadrul unei echipe mutinationale
• Anual organizam programe de training , cursuri interne/externe de dezvoltare profesionala pentru angajatii VE
• O companie este in primul rand definita de echipa sa. Avem incredere in noi si in echipa pe care o formamimpreuna.
Dedicati perfectiuni, impreuna investim in tineripentru un viitor mai bun!