evolución y taxonomía del mantenimiento
TRANSCRIPT

1. Evolución y taxonomía del mantenimiento
1.1.1. Evolución del mantenimiento.
La historia de mantenimiento acompaña el desarrollo Técnico-Industrial de la
humanidad. Al final del siglo XIX, con la mecanización de las industrias, surgió la
necesidad de las primeras reparaciones. Desde la Revolución Industrial, podemos
definir, a grandes rasgos, las siguientes etapas en la evolución del mantenimiento:
1798 Surgió la necesidad de mejorar el Mantenimiento Correctivo, pues los
trabajos eran muy tardados y frecuentemente exigían la atención de varios
especialistas, ya que las piezas rotas tenían que volverse a hacer a la medida.
1879 Debido a la proliferación de fábricas, en muchas se contrató personal sin
preparación, lo cual complicó fuertemente su adiestramiento y la
administración de las mismas fábricas.
1903 Los bienes que necesariamente tenían que ser de buena calidad eran
muy caros y, por lo tanto, tenían poca demanda; solo los ricos podían aspirar a
comprar.
1910 Se incrementó la cantidad de máquinas, y por razón natural, el trabajador
dedicado a la producción invirtió cada vez más de su tiempo para hacer
trabajos de arreglo a las mismas (Mantenimiento Correctivo).
1914-1918 debido a la demanda urgente de sus productos, pero la cantidad de
máquinas con falla era cada El personal de Mantenimiento Correctivo se le
comenzó a signar labores de prevención para evitar que las máquinas más
importantes fallaran. Nacieron los departamentos de Mantenimiento Preventivo
PM. mayor día.
1916 Se desarrolló el actual Proceso Administrativo, con cinco elementos
planeación, organización, integración, ejecución y control.
1927-1931 Debido al cientificismo y a los trabajos de Taylor en la aplicación de
tiempos y movimientos, creció el interés por el uso de la estadística en el
trabajo, pero su aplicación era muy lenta y poco confiable.
1939-1945 Se sistematizan los trabajos de Mantenimiento Preventivo.
1946 Se creó la Sociedad Americana de Control de Calidad de la cual fue
socio el Dr. W. Edwards Deming. Dicha sociedad ayudó al estudio estadístico
del trabajo y mejoró, de manera notable, la calidad de los productos obtenidos.
1950 Los trabajos de Deming dieron inicio a la Tercera Revolución
Industrial, al establecer en la industria japonesa el Control Estadístico de
Calidad.
1960 Se dio el concepto de Mantenimiento Centrado en la Confiabilidad.
Comienza la aplicación del Sistema Equipo/satisfactorio, el cual debe
cuidar se equilibrio con respecto a las expectativas del usuario.
1961 A partir de 1961 Shingeo comenzó a desarrollar el sistema Poka-
Yoke, que literalmente significa “a prueba de errores”.
1971 Creó se crea el mantenimiento productivo total TPM basado en el
Mantenimiento Productivo PM estadounidense.
1995 Hiroyuki Hirano Presentó su libro 5 Pillars of the Visual Workplace
(5Ss) comúnmente llamado “Las cinco eses”. La aplicación de esta
filosofía mejoró de manera notable el ambiente de trabajo, la limpieza de
la fábrica, la definición y organización de herramientas y sobre todo, la
calidad y productividad.
2005 Hasta la fecha existe un gran problema con la palabra
mantenimiento, pues se usa para tratar de explicar dos sistemas de
trabajo diferentes. El primero es el cuidado del equipo
(máquina/hombre), y el segundo es el cuidado del producto o servicio
que proporciona la máquina. Esto se presenta como una dicotomía,
aunque sus efectos se interrelacionan y han traído como consecuencia
una gran confusión, ya que no existe una taxonomía al respecto que nos
permita hablar el mismo idioma.
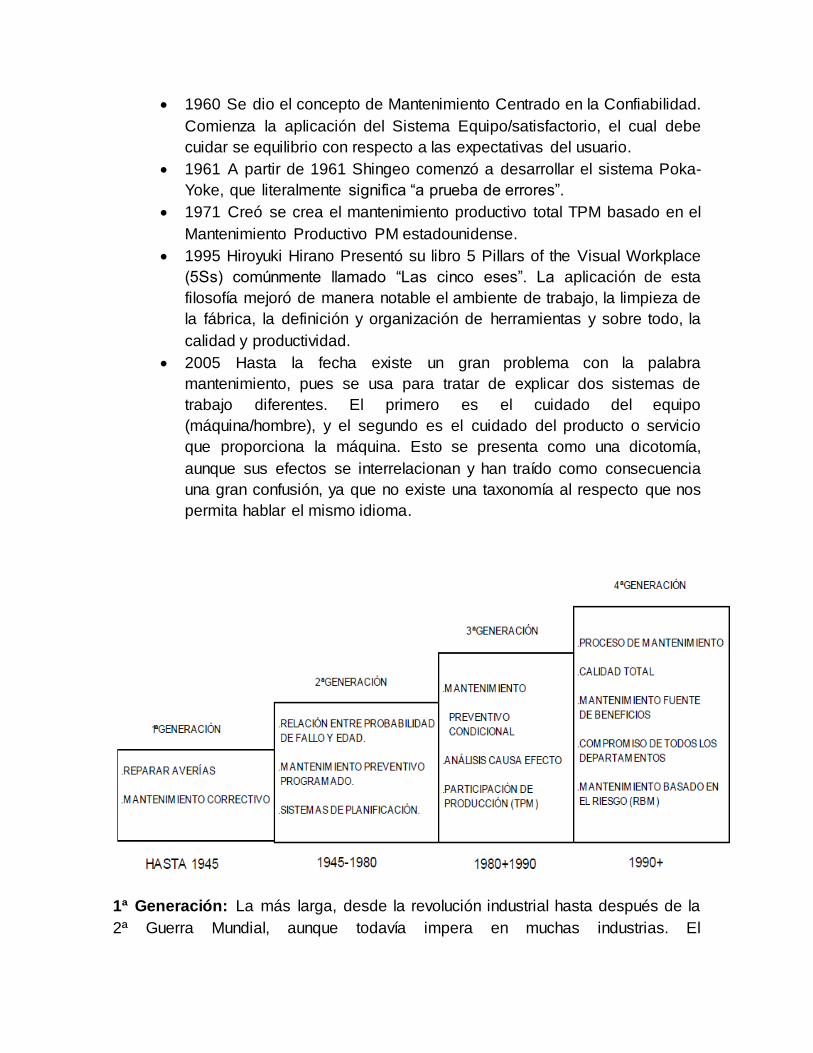
1ª Generación: La más larga, desde la revolución industrial hasta después de la
2ª Guerra Mundial, aunque todavía impera en muchas industrias. El

Mantenimiento se ocupa sólo de arreglar las averías. Es el Mantenimiento
Correctivo.
2ª Generación: Entre la 2ª Guerra Mundial y finales de los años 70 se descubre la
relación entre edad de los equipos y probabilidad de fallo. Se comienza a hacer
sustituciones preventivas. Es el Mantenimiento Preventivo.
3ª Generación: Surge a principios de los años 80. Se empieza a realizar estudios
CAUSA-EFECTO para averiguar el origen de los problemas. Es el Mantenimiento
Predictivo ó detección precoz de síntomas incipientes para actuar antes de que las
consecuencias sean inadmisibles. Se comienza a hacer partícipe a Producción en
las tareas de detección de fallos.
4ª Generación: Aparece en los primeros años 90. El Mantenimiento se contempla
como una parte del concepto de Calidad Total: "Mediante una adecuada gestión
del mantenimiento es posible aumentar la disponibilidad al tiempo que se reducen
los costos. Es el Mantenimiento Basado en el Riesgo (MBR): Se concibe el
mantenimiento como un proceso de la empresa al que contribuyen también otros
departamentos. Se identifica el mantenimiento como fuente de beneficios, frente al
antiguo concepto de mantenimiento como "mal necesario". La posibilidad de que
una máquina falle y las consecuencias asociadas para la empresa es un riesgo
que hay que gestionar, teniendo como objetivo la disponibilidad necesaria en cada
caso al mínimo coste.

1.2. Concepto e importancia del mantenimiento industrial.
Mantenimiento industrial:
“Control constante de las instalaciones y/o componentes, así como del
conjunto de trabajos de reparación y revisión necesarios para garantizar el
funcionamiento regular y el buen estado de conservación de un sistema”.
Es la función empresarial a la que se encomienda el control del estado de
las instalaciones de todo tipo, tanto las productivas como las auxiliares y de
servicios, en un contexto operacional dado.
No es posible determinar con plena exactitud cuándo aparece el mantenimiento
sobre la faz de la tierra, ya que es, evidentemente, innato en el ser humano.
Por esa razón, suponemos que el mantenimiento se ha utilizado desde la
prehistoria, debido a la necesidad del ser humano de mantener en buenas
condiciones sus utensilios de caza y pesca. De cualquier modo, con la
mecanización de la industria, por medio del surgimiento de máquinas
rudimentarias, era obvio para el industrial que obtendría mayor provecho de ellas
si las mantenía trabajando todo o el mayor tiempo posible. Naturalmente ello hizo
que las máquinas solamente fueran puestas fuera de operación debido a su
descompostura total.
La primera industria que programó reparaciones en sus unidades fue la del
transporte, y ello fue realizado después de la segunda guerra mundial. Aún y todo,
el mero hecho de programar no lo es todo. Actualmente, la idea del
mantenimiento, como tradicionalmente era manejada ha desaparecido, y se trata
ahora de la reducción del tiempo que el equipo permanece en reparación, de la
tendencia a la eliminación de los almacenes de refacciones, de la planeación e
implementación de programas de mantenimiento que permitan a la empresa
mantener la producción de las plantas en sus máximos valores. Ello garantiza una
operación estable, continua, económica y, sobre todo, segura.
Si hablamos del mantenimiento en forma general, tenemos que se define como
"Toda actividad humana orientada a mantener en operación una planta en forma
correcta, económica, segura y con buena calidad; a través de las técnicas y los
medios tanto materiales como humanos para la realización de dicha actividad". Si
bien es un concepto textual muy largo y aparentemente rebuscado, al analizarlo
nos damos cuenta de que presenta un extracto de todo cuanto se hace en una
industria por implementar programas de mantenimiento.

Básicamente podemos decir que el mantenimiento es una actividad que conserva
la calidad del servicio que presta la infraestructura existente en los centros de
producción en óptimas condiciones de seguridad, eficiencia y economía.
La importancia del mantenimiento entonces, dado lo que hemos visto hasta ahora
es muy grande, pues sus objetivos son la base para un adecuado funcionamiento
de los centros de producción de una empresa. Así como para una persona es muy
importante mantenerse en forma para realizar ciertas actividades diarias sin
presentar un desgaste o fatiga excesivos, o simplemente para poder afrontar los
desafíos rutinarios, es también importante para una empresa mantener en óptimas
condiciones de operación todas sus plantas para obtener el máximo rendimiento
de las mismas, y el mínimo en desgaste y costos de reparaciones.
Incrementar la disponibilidad de los activos.
Persigue el funcionamiento confiable y eficiente.
Conserva la seguridad de operación.
Respeta al medio ambiente
Evitar, reducir y, en su caso, reparar los fallos
Disminuir la gravedad de los fallos que no se puedan evitar
Evitar detenciones inútiles o paros de máquina
Evitar accidentes
Conservar los bienes productivos en condiciones seguras de operación
Reducir costes
Prolongar la vida útil de los bienes
1.3. Definición de mantenimiento.
Mantenimiento:
mantener las condiciones originales de algo.
Se entiende por Mantenimiento a la función empresarial a la que se
encomienda el control del estado de las instalaciones de todo tipo, tanto las
productivas como las auxiliares y de servicios. En ese sentido se puede
decir que el mantenimiento es el conjunto de acciones necesarias para
conservar ó restablecer un sistema en un estado que permita garantizar su
funcionamiento a un coste mínimo.
todas las acciones que tienen como objetivo mantener un artículo o
restaurarlo a un estado en el cual pueda llevar a cabo alguna función
requerida.1 Estas acciones incluyen la combinación de las acciones
técnicas y administrativas correspondientes.

Todas aquellas acciones llevadas a cabo para mantener los materiales en
una condición adecuada o los procesos para lograr esta condición. Incluyen
acciones de inspección, comprobaciones, clasificación, reparación, etc.
Conjunto de acciones de provisión y reparación necesarias para que un
elemento continúe cumpliendo su cometido.
Rutinas recurrentes necesarias para mantener unas instalaciones (planta,
edificio, propiedades inmobiliarias, etc.) en las condiciones adecuadas para
permitir su uso de forma eficiente, tal como está designado.
1.4. Papel del mantenimiento en la industria.
Tradicionalmente, el papel asignado al mantenimiento en el proceso industrial fue
el de prestar a los responsables de producción servicios encaminados a conseguir
que las instalaciones estuvieran en disposición de producir, e inicialmente incluso
de una forma totalmente supeditada a estos responsables de producción, que eran
quienes tomaban las decisiones de cuándo y cómo tenía que intervenir el servicio
de mantenimiento, tomando en consideración exclusivamente los intereses
(teóricos) de la producción.
Vivimos la era de la calidad productiva que desafía la creatividad del profesional
de producción (operación y mantenimiento) en la búsqueda de alternativas que
permitan la supervivencia de la empresa en ambientes muy competitivos y
exigentes donde se ve la necesidad de producir o prestar servicios con calidad y a
costos alcanzables. El nuevo orden internacional obliga a los países, y
especialmente a los menos desarrollados, a llevar a cabo importantes cambios en
su tecnología y en sus sistemas educativos, para poder competir.
La viabilidad de las empresas en los años venideros depende de su integración a
nivel mundial, a través de una política de transformación productiva que permita
un aumento de eficiencia, la incorporación de nueva tecnología y una reducción
progresiva del costo promedio de los procesos de producción. Si no se inicia esta
transformación productiva, el país se verá imposibilitado de competir en los
mercados internacionales.
Un camino lógico y racional para las empresas es el reconocimiento de la
importancia del mantenimiento en el proceso productivo y la preservación de
maquinaria con sofisticados controles y supervisión automática.
Las empresas que se encuentran involucradas en el mantenimiento son más
activas por medio de la introducción de sistemas automatizados, modernización de
las estructuras; adquisición de nuevas herramientas, instrumentos de medición,
tercerización etc.
También están siendo transferidos para esta función algunas actividades
importantes como seguridad operacional y seguridad del medio ambiente.
Los jefes de mantenimiento se encuentran sujetos a restricciones de tipo
económico atribuidas a la falta de conocimiento acerca de la importancia del
mantenimiento en esferas superiores teniendo un efecto negativo en la ejecución
de programas requeridos por personas involucradas en mejorar el desarrollo del
mantenimiento. La apertura del mercado por la integración de los países, la
búsqueda incesante de exportación tanto de productos, cuanto de servicios, la
capitalización y la privatización de las empresas estatales, también exigen
planteamientos de corto plazo que requieren permanentes actualizaciones de
metas y alteraciones de planes, objetivos y directrices con la participación directa
de los jefes de mantenimiento. Este es el momento adecuado para agrupar y
transmitir los conocimientos acumulados por profesionales de renombrada
experiencia práctica y teórica para la FORMACIÓN DEL INGENIERO, brindándole
toda nuestra capacitación para alcanzar todos sus objetivos.

2. Teorías del mantenimiento correctivo y predictivo.
2.1. Definición y características.
2.2. Ventajas y desventajas.
El Mantenimiento Correctivo: efectuado después del fallo, para reparar averías.
Es el conjunto de actividades de reparación y sustitución de elementos
deteriorados por repuestos que se realiza cuando aparece el fallo. Este sistema
resulta aplicable en sistemas complejos, normalmente componentes electrónicos o
en los que es imposible predecir los fallos y en los procesos que admiten ser
interrumpidos en cualquier momento y durante cualquier tiempo, sin afectar la
seguridad. También para equipos que ya cuentan con cierta antigüedad.
Tiene como inconvenientes, que el fallo puede sobrevenir en cualquier momento,
muchas veces, el menos oportuno, debido justamente a que en esos momentos se
somete al bien a una mayor exigencia. Asimismo, fallos no detectadas a tiempo,
ocurridos en partes cuyo cambio hubiera resultado de escaso coste, pueden
causar daños importantes en otros elementos o piezas conexos que se
encontraban en buen estado de uso y conservación. Otro inconveniente de este
sistema, es que se debe disponer de un capital importante invertido en piezas de
repuesto.
1. Ventajas
• No se requiere una gran infraestructura técnica ni elevada capacidad de análisis.
• Máximo aprovechamiento de la vida útil de los equipos.
2. Inconvenientes
• Las averías se presentan de forma imprevista lo que origina trastornos a la
producción.
• Riesgo de fallos de elementos difíciles de adquirir, lo que implica la necesidad de
un “stock” de repuestos importante.
• Baja calidad del mantenimiento como consecuencia del poco tiempo disponible
para reparar.
3. Aplicaciones
• Cuando el coste total de las paradas ocasionadas sea menor que el coste total
de las acciones preventivas.

• Esto sólo se da en sistemas secundarios cuya avería no afectan de forma
importante a la producción.
• Estadísticamente resulta ser el aplicado en mayor proporción en la mayoría de
las industrias.
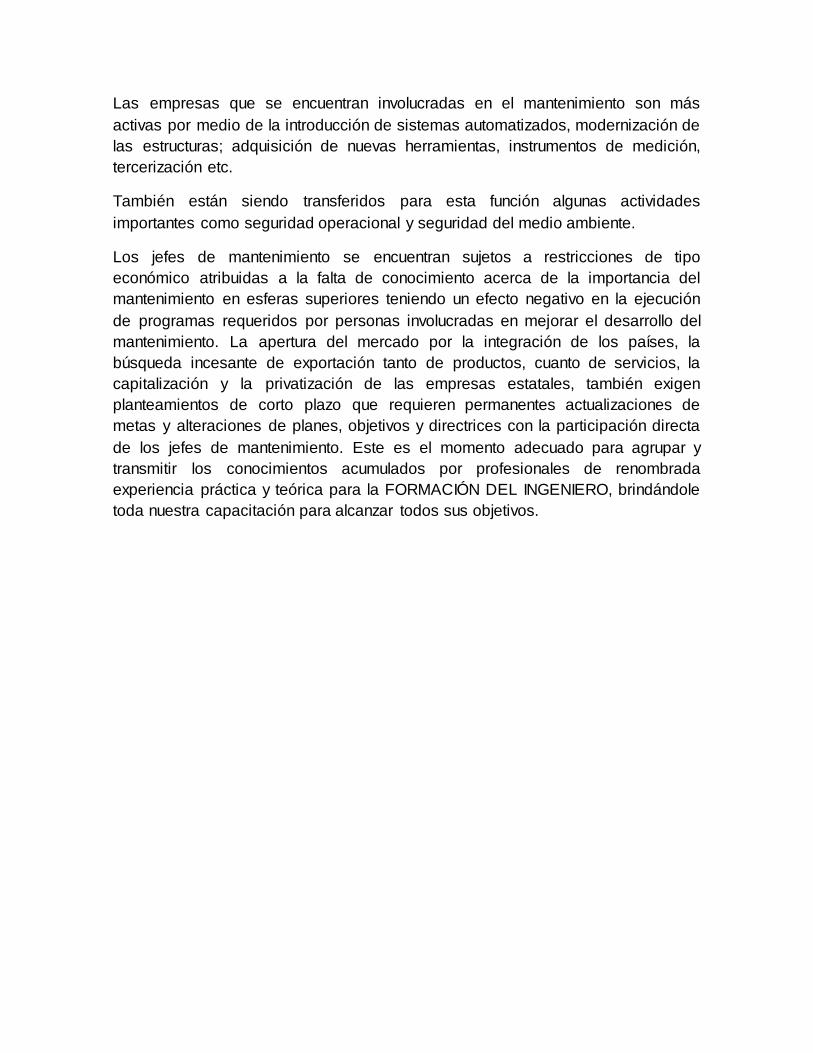
El Mantenimiento Preventivo:
Es el conjunto de actividades programadas de antemano, tales como inspecciones
regulares, pruebas, reparaciones, etc., encaminadas a reducir la frecuencia y el
impacto de los fallos de un sistema.
Las desventajas que presenta este sistema son:
Cambios innecesarios: al alcanzarse la vida útil de un elemento se procede
a su cambio, encontrándose muchas veces que el elemento que se cambia
permitiría ser utilizado durante un tiempo más prolongado. En otros casos,
ya con el equipo desmontado, se observa la necesidad de "aprovechar"
para realizar el reemplazo de piezas menores en buen estado, cuyo coste
es escaso frente al correspondiente de desmontaje y montaje, con el fin de
prolongar la vida del conjunto. Estamos ante el caso de una anticipación del
reemplazo o cambio prematuro.
Problemas iniciales de operación: cuando se desmonta, se montan piezas
nuevas, se monta y se efectúan las primeras pruebas de funcionamiento,

pueden aparecer diferencias en la estabilidad, seguridad o regularidad de la
marcha.
Coste en inventarios: el coste en inventarios sigue siendo alto aunque
previsible, lo cual permite una mejor gestión.
Mano de obra: se necesitará contar con mano de obra intensiva y especial
para períodos cortos, a efectos de liberar el equipo para el servicio lo más
rápidamente posible.
Mantenimiento no efectuado: si por alguna razón, no se realiza un servicio
de mantenimiento previsto, se alteran los períodos de intervención y se
produce un degeneración del servicio.
Efectuado con intención de reducir la probabilidad de fallo, del que existen dos
modalidades:
El Mantenimiento Preventivo Sistemático, efectuado a intervalos regulares
de tiempo, según un programa establecido y teniendo en cuenta la criticidad
de cada máquina y la existencia o no de reserva.
El Mantenimiento Preventivo Condicional o según condición, subordinado a
un acontecimiento predeterminado.
A. Ventajas
• Importante reducción de paradas imprevistas en equipos.
• Solo es adecuado cuando, por la naturaleza del equipo, existe una cierta relación
entre probabilidad de fallos y duración de vida.
B. Inconvenientes
• No se aprovecha la vida útil completa del equipo.
• Aumenta el gasto y disminuye la disponibilidad si no se elige convenientemente
la frecuencia de las acciones preventivas.
C. Aplicaciones
• Equipos de naturaleza mecánica o electromecánica sometidos a desgaste
seguro
• Equipos cuya relación fallo-duración de vida es bien conocida.
1.1. Programación.
La meta más importante de cualquier programa de mantenimiento es la
eliminación de algún desarreglo de la maquinaria. Muchas veces una avería grave
causará daños serios periféricos a la máquina, incrementando los costos de
reparación. Una eliminación completa no es posible en la practica en ese
momento, pero se le puede acercar con una atención sistemática en el
mantenimiento.
El segundo propósito del mantenimiento es de poder anticipar y planificar con
precisión sus requerimientos. Eso quiere decir que se pueden reducir los
inventarios de refacciones y que se puede eliminar la parte principal del trabajo en
tiempo extra.
Las reparaciones a los sistemas mecánicos se pueden planificar de manera ideal
durante los paros programados de la planta.
El tercer propósito es de incrementar la disponibilidad para la producción de la
planta, por medio de la reducción importante de la posibilidad de algún paro
durante el funcionamiento de la planta, y de mantener la capacidad operacional
del sistema por medio de la reducción del tiempo de inactividad de las máquinas
críticas. Idealmente, las condiciones de operación de todas las máquinas se
deberian conocer y documentar.
El último propósito del mantenimiento es de permitir al personal de mantenimiento
el trabajar durante horas de trabajo predecible y razonable.

La programación se fundamenta en el orden de realización de las actividades de
mantenimiento según los modelos planteados y tomando en cuenta la
periodicidad; se basa en el orden en que se deben realizar los mantenimientos
según su urgencia, disponibilidad del equipo de mantenimiento y del material
necesario.
Iniciación y creación de un requerimiento de trabajo. El proceso de iniciación
se centra en la identificación adecuada del trabajo. Esta etapa del proceso debe
tener lugar tan pronto como el trabajo se identifica y es donde se coloca toda la
información que el solicitante considera pertinente para la ejecución correcta del
trabajo, como por ejemplo: Numero del equipo, fecha del requerimiento, texto corto
de la descripción del problema, nombre del solicitante y cualquier otro información
relevante que contribuya a la identificación de los equipos y del conocimiento
sobre el problema.
Revisión y aprobación de los requerimientos. Una vez que una solicitud de
trabajo se crea, la información está disponible en el Sistema Computarizado de
Gestión de Mantenimiento (CMMS por sus siglas en ingle). Los planificadores
consultan este sistema sobre una base diaria para identificar las nuevas
solicitudes de trabajo. Las solicitudes de trabajo, serán ordenados por prioridad y
tipo de trabajo para determinar la disposición correcta y generar una orden de
trabajo (ODT).
Análisis, recolección de datos, alcance, y estimaciones. Después de revisar
las requisiciones de trabajo, el planificador analiza y discute las solicitudes con las
personas interesadas y debidamente informadas, como los supervisores de
operaciones, mantenimiento, técnicos, especialistas, inspectores o ingenieros de
confiabilidad. Una revisión en el campo del trabajo se llevará a cabo. El objetivo es
asegurarse de que el alcance del trabajo y la razón para hacerlo estén claros y
que el planificador obtenga información que pueda ayudar a desarrollar el plan de
trabajo y las estimaciones de dotación de recursos.
Identificación de Materiales, necesidades de procura y estrategia de
ejecución. Un factor clave para la ejecución eficiente de los trabajos de
mantenimiento es que todos los recursos estén disponibles antes de la
programación de los mismos. Debe asegurarse que todos los materiales estarán
en el almacén, los procedimientos desarrollados, y los equipos, maquinarias y
herramientas identificadas. Esto asegura que los técnicos pueden ir directamente
a ejecutar las actividades una vez que el trabajo está programado y no perderán el
tiempo cazando las piezas o herramientas que necesiten. Igualmente el
Planificador prepara una solicitud de compra para todos los materiales que no
estén en stock en el almacén. Esta solicitud estará vinculada a una orden de
compra y esta a su vez a la solicitud de trabajo, la cual, se colocara
automáticamente en un estatus de “a la espera de Materiales” cuando la solicitud
de compra se emite.
Identificación de los recursos, habilidades y competencias requeridas,
servicios requeridos. Este es uno de los principales objetivos de los modelos de
planificación y programación como practica recomendada para mejorar la
productividad y se basa en la evaluación de la mano de obra, antes de pasar a la
ejecución de los trabajos. Por esta razón, todos los trabajos se planificarán en
base al conocimiento y a las habilidades especiales que se requieran, el
planificador es responsable de determinar estas necesidad. La disponibilidad de
mano de obra será determinado durante la etapa de programación, y el plan de
ajustara en ese momento solo si es estrictamente necesario.
Creación de una Orden de Trabajo. Solo después de haber completados todos
los pasos anteriores se procede a la generación o creación de una orden de
trabajo, la cual inmediatamente toma el estatus de "Planificada".
Las órdenes de trabajo es el documento más importante en todo este proceso,
deben contener como mínimo la siguiente información:
1. Los detalles del trabajo que se cubrirá por la orden de trabajo
2. El tipo de orden de trabajo (Mantenimiento preventivo, correcto, servicio,
proyecto, etc.)
3. El número o código del equipo a intervenir y su ubicación
4. Las horas estimadas a ser utilizadas por el personal que ejecutara el trabajo.
Igualmente debe contener espacio para los datos de cierre de la orden de trabajo:
1. El tiempo de inicio y tiempo de culminación del trabajo.
2. Los comentarios del personal de mantenimiento sobre los trabajos realizados.
3. Cualquier recomendación de cambios en el procedimiento o en la estrategia
de ejecución.
4. Los materiales y repuestos adicionalmente utilizados, ya vengan del almacén o
no.
Programación y jerarquización de las órdenes de trabajo. El primer paso de
una programación deberá ser cotejar la mano de obra y la disponibilidad de los

equipos y herramientas disponibles, para poder determinar la viabilidad de la
ejecución de los trabajos. El programador debe solicitar actualizaciones
semanales de mano de obra y disponibilidad de los equipos y herramientas a los
supervisores de mantenimiento para asegurar que las previsiones han siendo
hechas. Una programación preliminar no es posible si no se definen un orden en la
ejecución de los trabajos, para eso se usa la jerarquización de las ODT en función
al tipo de trabajo, la criticidad del equipo a intervenir, back-log acumulado,
ventanas de oportunidad que se puede perder (por ejemplo, una parada mayor de
un equipo o sistema), entre otros factores.
Reunión de Coordinación. Con una programación preliminar concluida el
programador debe convocar a una reunión de coordinación donde estarán
presente todos los involucrados en la logística para la ejecución de los trabajos.
Así pues debe convocarse a: Compras, almacenes, operaciones de producción,
ingeniería de confiabilidad, supervisores de mantenimiento y de Seguridad,
Higiene y Ambiente (SHA), como mínimo.
Operaciones de producción, tendrá un papel relevante en esta reunión, ya que
informara sobre la disponibilidad de los equipos, en función del calendario de
producción y confirmara las suposiciones hechas por el programador en el
desarrollo del programa preliminar e igualmente informara sobre nueva
información que faciliten el manejo del back-log, tales como ventanas de
oportunidad que podrían ser utilizadas. Después de las aprobaciones pertinentes
sometidas en esta reunión, el programador finaliza el proceso de programación,
refleja los ajustes requeridos y congela la programación. En este estado la orden
de trabajo cambia al estatus “Programado” y se le asigna una fecha de inicio.
Ejecución de la actividad. Una vez la planificación ha sido preparada y la
programación haya finalizado, el programador debe distribuir los planes de trabajo
a los supervisores de mantenimiento, los cuales se convertirán en ese instante en
los responsables de las tácticas de ejecución. Los planes se utilizarán para
informar a los técnicos de mantenimiento de la descripción del trabajo, con esto se
asegura que el personal entienda los requerimientos del trabajo, los aspectos
seguridad, Higiene y Ambiente (SHA) que están involucrados y otras
consideraciones necesarias para completar el trabajo, una vez ejecutado este, el
técnico debe ser bien estricto en cumplir con los aspecto de integridad, orden y
limpieza, cierre de permisos y re-comisionamiento de los equipos antes de ser
entregados a operaciones.
Retroalimentación, seguimiento, reporte técnico y cierre de la orden. El
trabajo no estará completado hasta que no se inicia la retroalimentación entre el
técnico que ejecuto el trabajo y su supervisor. Una retroalimentación básica debe
contener como mínimo: las horas de mano de obras utilizadas, materiales y partes
utilizados, revisión de los procedimientos y planes de trabajos (en función de
mejorarlos o corregirlos), otras herramientas especiales utilizadas y las dificultades
que se presentaron en la ejecución del trabajo. Esto debe plasmarse en un reporte
escrito por el técnico que ejecuto el trabajo y complementado con los comentarios
y observaciones de su supervisor. Esta fase del proceso le permite al planificador
obtener información de primera mano para mejorar su trabajo, optimizar los
procesos y hacer seguimientos.
Indicadores de Gestión. Los indicadores de gestión son claves para medir el
rendimiento del proceso de planificación y programación y para optimizar la
utilización de recursos, controlar el Back-log, y aumentar la eficacia de la
programación. Los indicadores de Gestión deben ser medidos y reportados, dentro
de los tiempos adecuados y el resultado debe ser comparado con los objetivos de
la empresa, las mejores prácticas del sector y contra las causas de las
desviaciones detectadas.
La planificación y programación de las actividades de mantenimiento aumenta la
capacidad para ejecutar exitosamente las solicitudes de trabajo requeridas. Los
planes de trabajo y procedimientos previamente elaborados evitan demoras y
permiten la programación de los mismos. La programación de mantenimiento, por
su parte, permite a los supervisores asignar y controlar la cantidad adecuada de
trabajo. La planificación y programación está ligada a una coordinación detallada,
con los grupos de apoyo logísticos, con las actividades de producción y con una
gestión de materiales y repuestos eficiente, esto permite que los equipos de
trabajo estén listos para ir inmediatamente a ejecutar los trabajos de manera
eficiente, al recibir una asignación correctamente coordinada, con instrucciones
claras y con los materiales, repuestos, herramientas, permisos y otros aspectos
logísticos listos para su uso. Todo este conjunto de acciones se traduce en un
aumento de la productividad de entre un 25% a 35%, evaluado a través del tiempo
efectivo de mano de obra del personal.
Un proceso de planificación y programación eficiente se caracterizara por ser
ejecutado por personal capacitado, por una asignación de trabajo rápido y por un
fuerte apoyo organizacional, esto permite la mezcla perfecta entre calidad y alta
productividad en la ejecución de los trabajos.
La planificación y programación es considerado como el marketing de la gestión
de mantenimiento, ya que, el resultado correcto de este proceso se traduce en la
satisfacción de los solicitantes de los trabajos (clientes) y en el cumplimiento de

las metas y objetivos relacionados con la confiabilidad operacional, la
programación de producción y los resultados financieros de las empresas.
Programa de Mantenimiento Preventivo
Cuando los análisis individuales estén terminados, entonces se examinarán las
acciones relacionadas y las periodicidades en conjunto, con el objeto de encontrar
oportunidades de coordinación (mediante la programación conjunta, en periodos
fijos, de todas las acciones a realizar sobre un grupo de equipos o en una unidad).
Esto llevará a un compromiso entre los programas individuales óptimos, el uso
más económico de la mano de obra y la máxima disponibilidad de la planta. Estos
periodos predeterminados deberán tener una tolerancia en tiempo para admitir
contingencias tales como la incertidumbre en la planificación de producción. De
este análisis resultan los programas de inspección, de lubricación, de otros
servicios y de las revisiones generales.
Programa de Mantenimiento Correctivo
Cuando la planta es nueva, incluso después de haber realizado los análisis
mencionados con anterioridad, resulta difícil predecir el nivel y la naturaleza de la
carga de mantenimiento correctivo. Durante la vida inicial de la planta la predicción
es muy imprecisa y dependerá fundamentalmente de la información proporcionada
por los fabricantes y de la experiencia de los ingenieros de planta.
Obviamente, esta predicción mejorará con la vida de la planta y, en consecuencia,
la carga de mantenimiento correctivo podrá ser planificada con mayor precisión.
La decisión crítica a este respecto es fijar el nivel de repuestos en existencias.
Cuanto más se tengan, menor será el coste de indisponibilidad en caso de fallo, y
además será más fácil organizar el mantenimiento correctivo; pero por otro lado,
los costes de inmovilizado serán cada vez mayores. El problema del gestor de
mantenimiento es minimizar la suma de estos costes, para lo que es esencial
identificar las unidades o los equipos críticos en la planta y asegurarse de que se
adopta el mejor plan de mantenimiento correctivo.