eucalyptus saligna and (part c) - fwpa.com.au · length timber, mainly a nominal 100 mm x 25 mm,...
TRANSCRIPT

`
Impact of sapwood and the properties and market utilisation of plantation and young hardwoods: Mechanical testing of Western Australian species – Eucalyptus saligna and E. diversicolor (PART C)
PROJECT NUMBER: PNB039-0708 FEBRUARY 2010
PRODUCTS & PROCESSING
This report can also be viewed on the FWPA website
www.fwpa.com.auFWPA Level 4, 10-16 Queen Street,
Melbourne VIC 3000, AustraliaT +61 (0)3 9927 3200 F +61 (0)3 9927 3288
E [email protected] W www.fwpa.com.au

Impact of sapwood and the properties and market utilisation of plantation and young hardwoods: Mechanical testing of Western
Australian species – Eucalyptus saligna and E. diversicolor (PART C)
Prepared for
Forest & Wood Products Australia
by
G. Siemon

Publication: Impact of sapwood and the properties and market utilisation of plantation and young hardwoods Project No: PNB039-0708 © 2009 Forest & Wood Products Australia Limited. All rights reserved. Forest & Wood Products Australia Limited (FWPA) makes no warranties or assurances with respect to this publication including merchantability, fitness for purpose or otherwise. FWPA and all persons associated with it exclude all liability (including liability for negligence) in relation to any opinion, advice or information contained in this publication or for any consequences arising from the use of such opinion, advice or information. This work is copyright and protected under the Copyright Act 1968 (Cth). All material except the FWPA logo may be reproduced in whole or in part, provided that it is not sold or used for commercial benefit and its source (Forest & Wood Products Australia Limited) is acknowledged. Reproduction or copying for other purposes, which is strictly reserved only for the owner or licensee of copyright under the Copyright Act, is prohibited without the prior written consent of Forest & Wood Products Australia Limited. ISBN: 978-1-920883-96-6 Principal Researcher: Greg Nolan and Ross Farrell UTAS, Centre for Sustainable Architecture with Wood William Atyeo Department of Primary Industry & Fisheries – Queensland
Dr Graeme Siemon Forest Products Commission – Western Australia Dr Georgiana Daian and Prof. Barbara Ozarska University of Melbourne
Final report received by FWPA in February, 2010
Forest & Wood Products Australia Limited Level 4, 10-16 Queen St, Melbourne, Victoria, 3000 T +61 3 9927 3200 F +61 3 9927 3288 E [email protected] W www.fwpa.com.au

i
SUMMARY This report describes the wood density, shrinkage and mechanical test measurements carried out on sapwood and heartwood of two species - Sydney blue gum (Eucalyptus saligna) grown in Western Australian plantations and regrowth karri (E. diversicolor) from native forests. Comparing the results from these resources with CSIRO published data for mature wood indicated that Sydney blue gum had lower basic and air-dry density, lower tangential and radial shrinkage (although similar unit shrinkage), lower MOR, MOE and Janka hardness. Karri had lower density, lower tangential but higher radial shrinkage, lower MOR and MOE but marginally lower Janka hardness. Direct comparisons of the two species showed that karri had less shrinkage but superior MOR, MOE and Janka hardness.

Table of Contents INTRODUCTION..............................................................................................................................1ProjectOutline .........................................................................................................................................1ProjectBackground ................................................................................................................................1
METHODS.........................................................................................................................................3Plantationgrownresourcesamplesandmilling .........................................................................3Regrowthforestsamplesandmilling...............................................................................................4Percentagesapwood ..............................................................................................................................5Specimenpreparation ...........................................................................................................................6Shrinkageanddensitymeasurements.............................................................................................7Mechanicalproperties ...........................................................................................................................8Jankahardness.........................................................................................................................................................9Screwwithdrawaltests ....................................................................................................................................10
Veneers .................................................................................................................................................... 10Appearance&machiningproperties............................................................................................. 10Gluing........................................................................................................................................................ 10
RESULTSANDDISCUSSION...................................................................................................... 11Samplematerial .................................................................................................................................... 11Percentagesapwood ........................................................................................................................... 11Wooddensity ......................................................................................................................................... 12Shrinkage ................................................................................................................................................ 13Strengthproperties,hardnessandscrewwithdrawal ............................................................ 15MOR/MOE...............................................................................................................................................................15Hardness..................................................................................................................................................................15Screwwithdrawalloads ...................................................................................................................................15
CONCLUSIONS .............................................................................................................................. 19

1
INTRODUCTION Project Outline This project is the result of work coordinated by the University of Tasmania (UTAS), in collaboration with the Department of Primary Industries & Fisheries – Queensland (DPI-Q), University of Melbourne (UMEL) and the Forest Products Commission (FPC) in Western Australia. The objectives of the project are to: (i) Determine and compare the physical and visual properties of the heartwood and sapwood of commercially important hardwood species grown in plantation and young regrowth regimes in Australia with accepted public data for native forest material of those species. (ii) Determine the likely net value of retaining the sapwood in the tested species given these properties. The project outcomes are reported in six parts as listed below. Overview of project reporting structure. REPORT NUMBER NAME AUTHOR/S
Part 1 Project executive summary All
Part 2 Literature review All
Part 3 Mechanical Testing: Minimum radius of bending curvature UMEL
Part 4 Mechanical Testing of western species FPC
Part 5 Mechanical Testing of southern & northern species DPI-Q
Part 6 Visual properties assessment UTAS
Project Background The hardwood processing industry in Australia is in transition from milling predominantly native forest logs to milling a combination of plantation and native forest logs of different age and diameter. Increases to Australia's native forest reserves and a reduction in productivity of the remaining resource have reduced the supply of native forest sawlogs (for both solid wood and veneer production) from public forests. Smaller diameter native forest regrowth, and plantation sawlogs are being substituted to make up this shortfall (Nolan, Greaves et al. (2005). Mechanical properties of the Australian timber species (both hardwoods and softwoods) considered at the time to have most commercial potential are given in the standard 1960s references. These reports were prepared by CSIRO Division of Forest Products in the 1960s (Kingston and Risdon (1961) for shrinkage and density, and Bolza and Kloot (1963) for mechanical properties). The data were nearly all based on samples from mature trees. The continually changing availability of forest resources to the Australian timber industry means that it is essential to assess the properties of regrowth species from native forest and those of plantation-grown timbers.
2
With the transition of the log supply many challenges face the industry regarding the economics of processing the future resource and the ability of the future resource to substitute for declining native sawlog supply (Cameron and Willersdorf (2006). The industry is in different stages of this transition in different regions. Tasmania will experience this transition before others with Forestry Tasmania estimating that hardwood plantations will account for 50% of the (high quality) hardwood sawlog supply by 2020 (currently providing less than 1%). By 2010, the total national supply of hardwood plantation sawlogs will be about 358,000 cubic metres per year. Tasmania will produce about 53% of the total and Central Gippsland and North Coast New South Wales about 20% each. Hardwood plantation sawlog supply is forecast to exceed 1 million cubic metres per year after about 2020 and to peak at around 1.8 million cubic metres per year in 2030 (Parsons, Frakes et al. (2007). A successful transition from native forest logging to intensively managed hardwood plantations will require not only the development of new processing techniques, but also improved knowledge of the properties of the young, fast grown wood resource. Among the attributes most critical to the successful utilisation of plantation hardwoods are the physical and mechanical properties of the wood. Studies on the utilisation properties of Australia plantation hardwoods have recently been conducted by Muneri, Leggate et al. (1998), Muneri and Leggate (2000), Muneri, Smith et al. (2003), McGavin, Bailleres et al. (2007) and McGavin, Davies et al. (2006), who have reported on a range of physical and mechanical properties. However these studies, and most others reported in the literature, have omitted sapwood from their investigations. Among the reasons for this are: sapwood has been regarded of such low value due to its low durability and susceptibility to Lyctus spp. (lyctid or powder post beetle) infestation in most species, that it has been regarded as a waste product; sapwood made up only a small part of hardwood logs traditionally extracted from native forests, and little was recovered during traditional milling operations. Hardwood producers in all states are recognizing that adjustment to the changed resource is essential. Fundamental questions raised by this adjustment include defining the properties of this new resource and comparing them to the species properties currently recognised in the marketplace. Furthermore, the sapwood of lyctid susceptible eucalypts is removed from the sawn board and veneer as standard practice. With large diameter logs sourced from mature native forests the yield losses through removal of sapwood are relatively minor. However, the recovery losses by removing sapwood become increasingly significant as log diameter decreases and the relative proportion of sapwood increases. Thus potential gains may be made by retaining the sapwood and treating the susceptible material to prevent lyctid attack. As the sapwood is likely to differ in properties from the heartwood this project will determine and compare the physical and appearance properties of the heartwood and sapwood of commercially important hardwood species grown in plantation and young regrowth regimes with the accepted public data for native forest material of those species. For non-susceptible species and in states where sapwood is currently retained and treated, there is still significant value in clarifying the properties of the future resource. The characteristics of interest in the marketplace include mechanical properties, such as stiffness, strength, density, stability, screw holding and hardness. Appearance properties are also assessed with particular reference to colour, finishing quality and the ability to take a stain and coating.

3
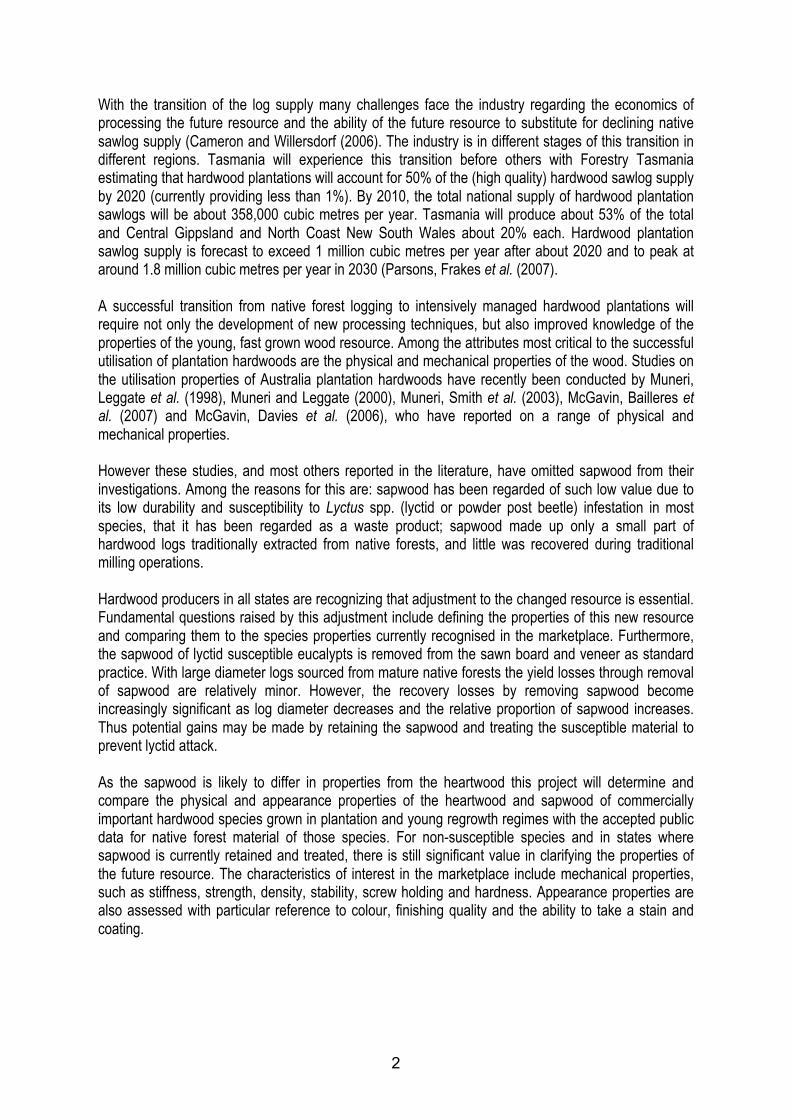
METHODS Sydney blue gum and karri are the two Western Australian-grown species being assessed by the University of Western Australia – Forest Products Commission Joint Venture. Plantation-grown resource samples and milling As material from two different sites was required, samples of Sydney blue gum were available from a previous sawmilling trial organised by Ensis for the then FWPRDC (FWPA 2009), where the resource was grown at Dinninup and Middlesex. The Dinninup timber came from a farm forestry trial near Boyup Brook and about 250 km SSE of Perth, in the lower rainfall area (660 mm/year) (Photograph 1), and the Middlesex area is near Manjimup, a high rainfall area (>1000 mm /year) about 300 km south of Perth. The silvicultural history is given below. Sydney blue gum 1 - White’s property – Dinninup (P.87)
Age (years)
Operation
1987 Planted 333 trees/ha or 15 x 2 m spacing 2.7 Culled from 333 to 166 trees/ha. Pruned remaining trees to 50% of tree ht
or ~1.5 metres. Debris removed by tractor pushing 4.5 Culled to final stocking of 125 trees/ha & pruned to half tree ht. or ~5 m 4.7 Foliar sprayed coppice with Roundup 15:1 6.6 Pruned to half tree ht. or ~7-8 metres by Squirrel
19.4 Thinned to 86 trees/ha (for mill study) Sydney blue gum 2 - CALM property – Middlesex (P.89)
Age (years)
Operation
1989 Planted 333 trees/ha or 15 x 2 m spacing 2.7 Culled from 333 to 166 trees/ha. Pruned remaining trees to 50% of tree ht
or ~2.4 metres. Debris removed by tractor pushing. Treat coppice 3.7 Culled to final stocking of 125 trees/ha & pruned to half tree ht. or ~7-9 m
(E.glob. E.sal. & 1 x prov. E.vim.) 4.7 Foliar sprayed coppice with Roundup 15:1 5.8 Pruned to half tree ht. or ~8-10 metres by ladder
17.4 Thinned to 86 trees/ha (for mill study) The milling trial of over 60 m3 was done in November 2006 at Whittakers mill in Greenbushes (south-east of Bunbury). However, the company was not able to kiln dry the timber due to lack of kiln capacity, and the Forest Products Commission kilns at Harvey were no longer operational. This 3 m length timber, mainly a nominal 100 mm x 25 mm, was transported to FPC Harvey, and dipped in preservative to prevent Lyctus attack and minimise the risk of fungal attack, and left block-stacked for over two months to allow diffusion. It was then strip-stacked and left in either a kiln structure (temperature and relative humidity controls were no longer available) or pre-drying shed, where drying was done conservatively.
4
Photograph 1. Sydney blue gum planted in 1987 at Dinninup in the WA Wheatbelt
(annual rainfall about 600 mm).
For the present trial, a number of strip-stacked bundles had to be broken down again to get sapwood and heartwood material from the same log. As each piece of timber from each log was identified, it took a considerable time to sort through bundles to find two sets of complementary sapwood and heartwood samples from fifteen different logs, i.e. thirty boards per species from each site. Two logs required for milling into veneer flitches were harvested from the Dinninup trial in December 2007, but it was not logistically feasible to get two logs from the Middlesex trial because of the size of the trees and handling problems. Consequently, two logs were harvested from a small 1972 trial planting near the Brunswick River, close to Harvey. All flitches were cut on a WoodMizer portable sawmill at FPC in Harvey, to 2.6 m length and as large a cross-section as possible, for later slicing at Gunns WA at Yarloop. Plans to have Gunns Ltd in Tasmania slice the material from each State did not eventuate. Regrowth forest samples and milling The first source of fifteen logs was 35-year-old regrowth from Iffley Block, about 20 km west of Manjimup, and east of the Vasse Highway between Nannup and Pemberton. The second source (also fifteen logs) was Brockman Block, adjacent to Pemberton on the south-east side of the town, where thinning operations were continuing in May 2008. These two sources were considered representative of young karri resource. It should be pointed out that the total area of the karri forest is only about 140 000 ha, and that much of this area is in reserves. Karri has specific site requirements (e.g. loam soils) so there is little difference expected between sites. Allowable harvest of karri regrowth is 54 000 m3 /year. The two batches of karri timber were freshly milled at Rockbridge Milling, a small sawmill 25 km south-east of Manjimup, with 2.4 m length boards and dimensions 100 x 25 mm or 75 x 25 mm. The small sawmill was used because of the perceived logistical difficulties in separating out suitable material for the trial from the two large sawmills milling karri (Whittakers and Auswest). The logs from the first site were milled in November 2007 and from the second site in February 2008.

5
With regard to veneers, the quality of the small regrowth karri logs supplied to Rockbridge Milling was not high enough to enable flitches for slicing veneers to be supplied, and flitches were ordered from Whittakers at Greenbushes. Two logs were from each of Quinninup Block (near Northcliffe) and Diamond Block (south of Manjimup), regenerated in the mid-1960s. These two areas were originally regenerated using the ‘Australian Group Selection System’ practiced from 1949 to 1967, in which both over-mature and mature trees were removed for use as sawlogs while trying to minimise damage, under the direction of a Forest Officer. Standard tree marking procedures were introduced in which the Forest Officer marked the trees to be harvested. This created a ‘two-tier’ stand, and the practice was continued until 1967. In 1968 the system reverted to an even-aged stand system, similar to the 1929-1938 procedures, but by now a market had developed for smaller dimensioned timber that could be milled from smaller more immature trees. The major advantages were considered to be simplified management and protection, more efficient extraction and less complex regeneration procedures. One major difference was that now high quality trees were retained to use as seed trees, and these were harvested after regeneration was achieved. Percentage sapwood One objective of the trial was to assess whether the percentage sapwood in the species under review could be estimated from a mathematical model. Karri is now supplied to two major sawmills (Auswest and Whittakers) with very small quantities being available from time to time to a small sawmiller. Consequently, more data on sapwood band widths and proportions could be obtained from one of these mills than from the small sawmill where timber for other aspects of the trial was milled. Sixty-five logs with a range of diameters from 370 mm to 805 mm were measured in the Auswest stockpile. Limitations in carrying out measurements were based on occupational health and safety issues, being able to safely measure logs without taking risks by standing where logs could roll, or by climbing. Only one end was measured. Karri is known to have a transitional zone, and previous assessments had indicated that careful visual observation was an efficient way to decide boundaries – chemical methods such as methyl orange application was not particularly effective, while methyl yellow has OHS problems. The major axis and the two relevant sapwood edges were measured first on each log, then the minor axis and the two sapwood edges. The overall cross-sectional area was estimated from the mean diameter of the heartwood, and the cross-sectional area of heartwood from the mean diameter under sapwood. The percentage sapwood was then calculated. As stated previously, the major objective in including Sydney blue gum in the trial was that the Forest Products Commission recommends this species for ongoing plantation development in higher rainfall areas. Research on the potential of timber from this resource indicated that it is similar to regrowth jarrah. Available resources of the latter species are dwindling because of conservation pressures. Because the Sydney blue gum resource is in the early stages of development, it was necessary to use timber from a previous sawmilling trial organised through the then FWPRDC. The major plantation trials were thinned to the required stocking for this sawmilling trial - it was too difficult to get access to more logs for the current trial, so no sapwood data are available. However, the same situation applied as with the karri, i.e. it was difficult to prepare specimens that were completely sapwood.

6
Specimen preparation With the Sydney blue gum, one board each of sapwood and heartwood was forwarded to the University of Melbourne for microwave bending trials. The second board of each type was docked to the minimum allowable 1.8 m, and then dried for the subsequent machining trials in Tasmania. The residual piece was milled as follows: 25 x 25 x 100 mm with growth rings generally parallel to a face for shrinkage and wood density measurements as described by Kingston and Risdon (1961), 25 x 25 x 300 mm for drying for subsequent strength tests, additional 300 mm length pieces of full cross-section retained for drying for screw withdrawal, finishing and gluing tests. Each piece was identified, using species and paired specimens and marked as either sapwood or heartwood, e.g. S1-5H for the first Sydney blue gum sample and heartwood from the 5th log. With the karri samples, specimens were also prepared as described above.
7
Shrinkage and density measurements The specimens were measured using ANG digital scales with an accuracy of 0.01 g, and Vernier callipers. The position of each measurement was marked with waterproof pen so that the exact position would be used at each measure (the Vernier callipers allow more accurate measurement than dial gauges if the specimen distorts during drying). Separate ‘Excel’ spreadsheets were set up for the following parameters: green and basic density tangential and radial shrinkage air-dry density. Density was estimated using the following equations: Green density = green mass_ (kg)_
green volume (m3) Basic density = oven-dry mass (kg)
green volume (m3) Air-dry density = air-dry mass (kg)__
air-dry volume (m3) The relationship between shrinkage and moisture content was assessed using data from regular measurements of dimensions by Vernier callipers and moisture loss by weighing. The moisture content at any time is estimated from mass at that time and oven-dry mass of the specimen. The specimens were strip-stacked in an office with conditions similar to the standard 12% equilibrium moisture content (EMC), and measurements made every second or third day (i.e. three times a week) until they reached EMC. The original intention was that unit shrinkage measurements would be based on shrinkage from 12 per cent to 5 per cent, then calculating percentage shrinkage with 1 per cent change in EMC. The most convenient way was considered to be drying at increased temperatures and remeasuring at least three times, after which the specimens would be dried at 103ºC to constant weight as specified in ASNZS 1080.1 (Standards Australia 1997). As a result of anomalies in the unit shrinkage data, the data for 18% to EMC were used instead.

8
Mechanical properties The Modulus of Rupture (MOR) and Modulus of Elasticity (MOE) tests were done under contract by the Department of Mechanical Engineering at the University of Western Australia, using an Instron 4301 testing machine (Photograph 2) and the methods reported by Mack (1979). A standard software package enabled five load / deflection readings per second, so there were over 1000 sets for each specimen. These data were then supplied on a USB to the Joint Venture, and MOR and MOE values calculated. Mean and standard deviation values were calculated and then the data ranked to find the 95% probability values.
Photograph 2. Assessment of strength properties using an Instron testing machine at the Department of Mechanical Engineering, UWA.
9
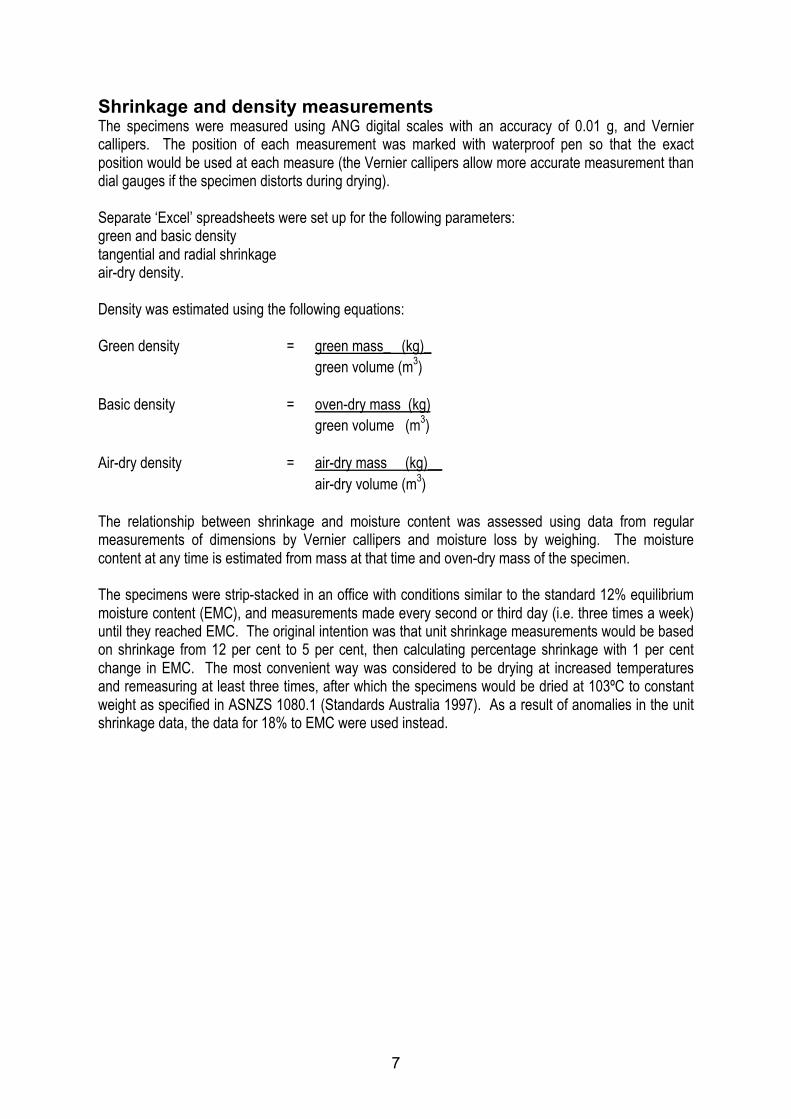
Janka hardness The Janka hardness tests were done using a specially developed vice with the 5.6 mm radius steel ball required for the test mounted on one of the jaws. A tension wrench is used to apply the load at the uniform rate required by Mack (1979), and the kN value calculated from Nm using an equation developed by FPC using a load cell (r2 of 0.99) (Photograph 3). The method has consistently shown similar results to those reported from tests using a universal testing machine.
Photograph 3. Janka hardness testing using a torque wrench to embed a 5.6 mm radius steel ball into the sample depth measured by Vernier callipers). The hardness (kN) is calculated from the torque wrench (N.m) reading using an equation established using a load cell (r2 = 0.99).

10
Screw withdrawal tests Screw withdrawal tests were done using a rig developed at the UWA, incorporating a load cell calibrated to 2 N accuracy by a NATA-registered laboratory, and a head moved by turning a wheel at a constant speed (Photograph 4). A 6Gm 30 mm screw was embedded13 mm into the timber. The rate of loading was in accordance with the requirements of Australian Standard AS1649-2001 Timber – methods of test for mechanical fasteners and connectors.
Photograph 3. University of Western Australia rig used for screw withdrawal tests. Veneers Veneer flitches of the two Western Australian-grown species were sawn either at Harvey (Sydney blue gum) or at a commercial sawmill in Greenbushes (karri). The original working plan intended the flitches to be sliced at Gunns veneers in Somerset, Tasmania, but this did not eventuate. Consequently the slicing was done at the Gunns WA mill at Yarloop, about 130 km south of Perth, where two small Japanese machines are operated. It was organised for the slicing to be done while FPC staff were able to observe, and for flitch identity to be maintained. The schedule was subsequently changed, and the 0.6 mm thick veneers returned after being dried to 6% MC and all securely bundled for transport to Tasmania. The 350 kg pack was freighted to Gunns Ltd in Somerset in June for assessment. Appearance & machining properties Assessment of the appearance and machining properties was done by the University of Tasmania (see Part 6 of project report).
Gluing The gluing properties were assessed by Department of Primary Industries & Fisheries – Queensland with results detailed in Part 5 of the project report.

11
RESULTS AND DISCUSSION Sample material With both Sydney blue gum and karri, there were comparatively few boards that were close to pure backsawn or quartersawn, a major requirement for material for preparing specimens for shrinkage assessment. The other situation concerned ‘sapwood’ boards, because of the width of sapwood bands in the two WA-grown species. It was found that, with log taper and standard sawmill backsawing cutting patterns, it was difficult to obtain boards of sapwood only in these two WA-grown species. Sapwood width is generally not considered a problem by the local timber industry. Sawmills do not taper saw, but cut a square or rectangular baulk for resawing, and consequently many ‘sapwood’ boards considered for this trial did not have any sapwood in the wood from the large end of the log. Percentage sapwood The results from measurements in a separate assessment of karri logs were as follows: Mean sapwood width: 31 mm (SD 5.5 mm) Mean % sapwood: 22 % (SD 4.6 %). Mean log diameter: 545 mm (SD 99 mm). Correlation coefficient: -0.59 The data for mean percentage sapwood and log diameter are shown in the Figure below, and the spread of results (combined with the correlation coefficient) suggests that there would be difficulties in developing an accurate mathematical model of percentage sapwood in karri. The mean sapwood width is significantly different to the situation with jarrah, which is generally very consistent around 15 mm width.
As stated previously, the major objective in including Sydney blue gum in the trial was that the Forest Products Commission recommends this species for ongoing plantation development in higher rainfall

12
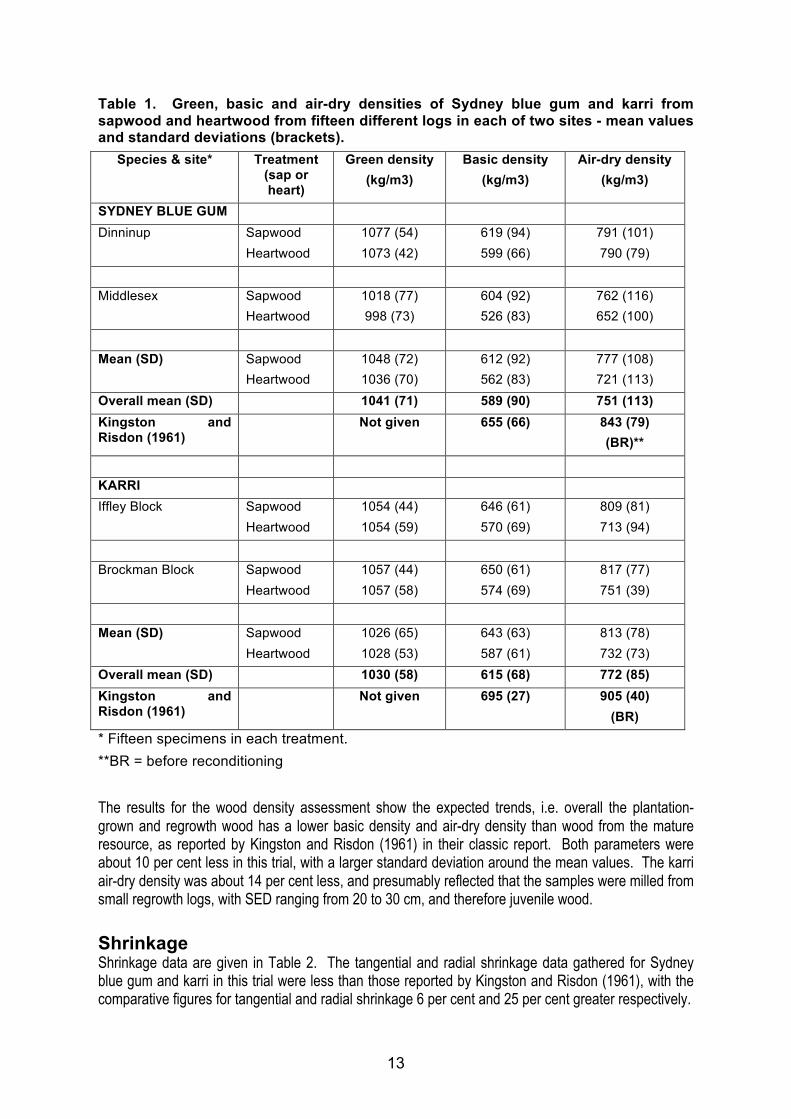
areas. Research on the potential of timber from this resource indicated that it is similar to regrowth jarrah. Available resources of the latter species are dwindling because of conservation pressures. Because the Sydney blue gum resource is in the early stages of development, it was necessary to use timber from a previous sawmilling trial organised through the then FWPRDC. The major plantation trials were thinned to the required stocking for this sawmilling trial - it was too difficult to get access to more logs for the current trial, so no sapwood data are available. However, the same situation applied as with the karri, i.e. it was difficult to prepare specimens that were completely sapwood. Wood density The paired sapwood and heartwood specimens had the three density measures assessed (Table 1). It was originally hypothesised that there would be less variation and therefore a smaller standard deviation in sapwood than in the heartwood, because there were more heartwood boards which ranged in quality from inner heartwood to outer heartwood, and these were randomly selected. There was little choice with selection of sapwood boards. Sapwood was expected to be higher density than heartwood, because the wood formed in the first few years is generally lower density. However, green density values were similar, because lower density wood has higher moisture content which compensates for some of the weight difference. It was interesting that basic density and air-dry density values for sapwood and heartwood from the lower rainfall site at Dinninup were similar. There were definite trends with lower basic density and air-dry density in the heartwood of Sydney blue gum from Middlesex and the two karri resources. Further in comparing sapwood and heartwood, the standard deviation around the mean at Dinninup did not show the high variation expected in the heartwood because the sample boards were randomly selected from within the heartwood and the wood of different ages. In comparison, sapwood sample boards would tend to be of similar age, with variations depending on the log size and cutting pattern. There was more variation in both basic density and air-dry density at the high rainfall Middlesex site. The mean values of both parameters were less than the figures quoted by Kingston and Risdon (1961), whose specimens would have come from wood from mature trees (Note that ‘before reconditioning’ figures from the publication are used because specimens in the current trial were not reconditioned.
13
Table 1. Green, basic and air-dry densities of Sydney blue gum and karri from sapwood and heartwood from fifteen different logs in each of two sites - mean values and standard deviations (brackets).
Species & site* Treatment (sap or heart)
Green density (kg/m3)
Basic density (kg/m3)
Air-dry density (kg/m3)
SYDNEY BLUE GUM Dinninup Sapwood
Heartwood 1077 (54) 1073 (42)
619 (94) 599 (66)
791 (101) 790 (79)
Middlesex Sapwood
Heartwood 1018 (77) 998 (73)
604 (92) 526 (83)
762 (116) 652 (100)
Mean (SD) Sapwood
Heartwood 1048 (72) 1036 (70)
612 (92) 562 (83)
777 (108) 721 (113)
Overall mean (SD) 1041 (71) 589 (90) 751 (113) Kingston and Risdon (1961)
Not given 655 (66) 843 (79) (BR)**
KARRI Iffley Block Sapwood
Heartwood 1054 (44) 1054 (59)
646 (61) 570 (69)
809 (81) 713 (94)
Brockman Block Sapwood
Heartwood 1057 (44) 1057 (58)
650 (61) 574 (69)
817 (77) 751 (39)
Mean (SD) Sapwood
Heartwood 1026 (65) 1028 (53)
643 (63) 587 (61)
813 (78) 732 (73)
Overall mean (SD) 1030 (58) 615 (68) 772 (85) Kingston and Risdon (1961)
Not given 695 (27) 905 (40) (BR)
* Fifteen specimens in each treatment. **BR = before reconditioning The results for the wood density assessment show the expected trends, i.e. overall the plantation-grown and regrowth wood has a lower basic density and air-dry density than wood from the mature resource, as reported by Kingston and Risdon (1961) in their classic report. Both parameters were about 10 per cent less in this trial, with a larger standard deviation around the mean values. The karri air-dry density was about 14 per cent less, and presumably reflected that the samples were milled from small regrowth logs, with SED ranging from 20 to 30 cm, and therefore juvenile wood.
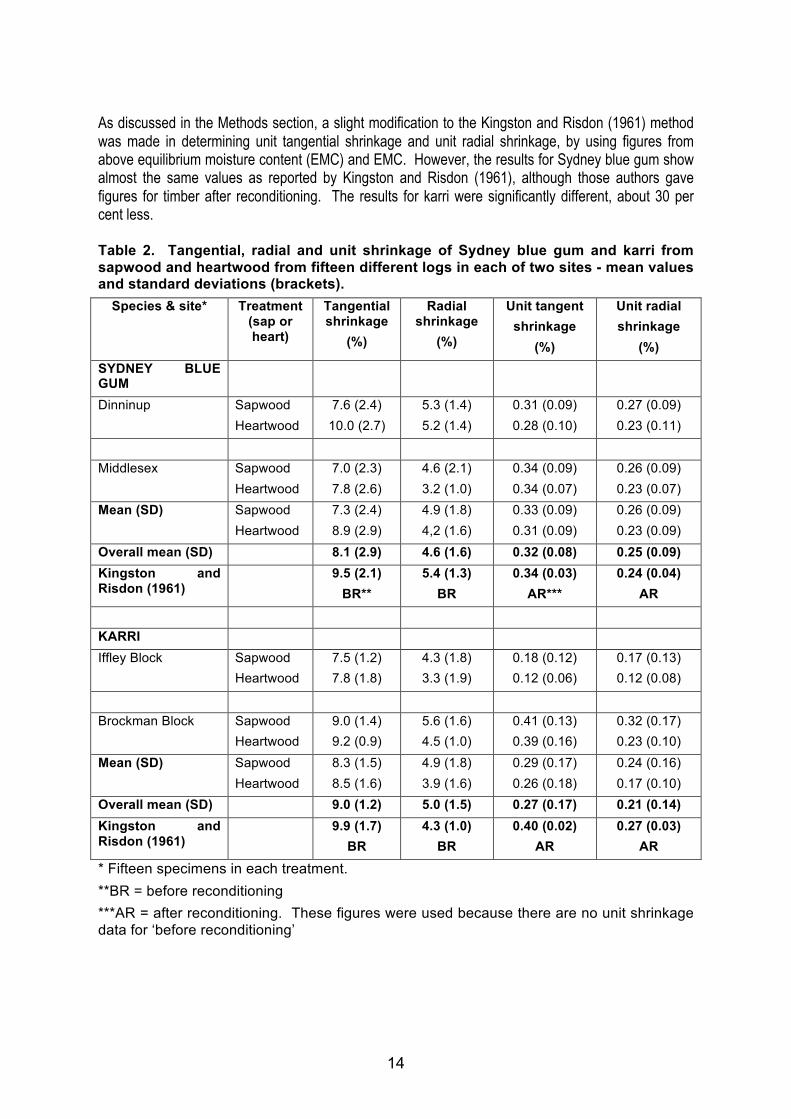
Shrinkage Shrinkage data are given in Table 2. The tangential and radial shrinkage data gathered for Sydney blue gum and karri in this trial were less than those reported by Kingston and Risdon (1961), with the comparative figures for tangential and radial shrinkage 6 per cent and 25 per cent greater respectively.
14
As discussed in the Methods section, a slight modification to the Kingston and Risdon (1961) method was made in determining unit tangential shrinkage and unit radial shrinkage, by using figures from above equilibrium moisture content (EMC) and EMC. However, the results for Sydney blue gum show almost the same values as reported by Kingston and Risdon (1961), although those authors gave figures for timber after reconditioning. The results for karri were significantly different, about 30 per cent less. Table 2. Tangential, radial and unit shrinkage of Sydney blue gum and karri from sapwood and heartwood from fifteen different logs in each of two sites - mean values and standard deviations (brackets).
Species & site* Treatment (sap or heart)
Tangential shrinkage
(%)
Radial shrinkage
(%)
Unit tangent shrinkage
(%)
Unit radial shrinkage
(%) SYDNEY BLUE GUM
Dinninup Sapwood Heartwood
7.6 (2.4) 10.0 (2.7)
5.3 (1.4) 5.2 (1.4)
0.31 (0.09) 0.28 (0.10)
0.27 (0.09) 0.23 (0.11)
Middlesex Sapwood
Heartwood 7.0 (2.3) 7.8 (2.6)
4.6 (2.1) 3.2 (1.0)
0.34 (0.09) 0.34 (0.07)
0.26 (0.09) 0.23 (0.07)
Mean (SD) Sapwood Heartwood
7.3 (2.4) 8.9 (2.9)
4.9 (1.8) 4,2 (1.6)
0.33 (0.09) 0.31 (0.09)
0.26 (0.09) 0.23 (0.09)
Overall mean (SD) 8.1 (2.9) 4.6 (1.6) 0.32 (0.08) 0.25 (0.09) Kingston and Risdon (1961)
9.5 (2.1) BR**
5.4 (1.3) BR
0.34 (0.03) AR***
0.24 (0.04) AR
KARRI Iffley Block Sapwood
Heartwood 7.5 (1.2) 7.8 (1.8)
4.3 (1.8) 3.3 (1.9)
0.18 (0.12) 0.12 (0.06)
0.17 (0.13) 0.12 (0.08)
Brockman Block Sapwood
Heartwood 9.0 (1.4) 9.2 (0.9)
5.6 (1.6) 4.5 (1.0)
0.41 (0.13) 0.39 (0.16)
0.32 (0.17) 0.23 (0.10)
Mean (SD) Sapwood Heartwood
8.3 (1.5) 8.5 (1.6)
4.9 (1.8) 3.9 (1.6)
0.29 (0.17) 0.26 (0.18)
0.24 (0.16) 0.17 (0.10)
Overall mean (SD) 9.0 (1.2) 5.0 (1.5) 0.27 (0.17) 0.21 (0.14) Kingston and Risdon (1961)
9.9 (1.7) BR
4.3 (1.0) BR
0.40 (0.02) AR
0.27 (0.03) AR
* Fifteen specimens in each treatment. **BR = before reconditioning ***AR = after reconditioning. These figures were used because there are no unit shrinkage data for ‘before reconditioning’

15
Strength properties, hardness and screw withdrawal One major disadvantage had been that the strength data quoted for an extensive range of Australian-grown timbers were based on CSIRO research on timber from predominantly mature trees in the 1960s (Bolza and Kloot (1963)). A search of the Internet located several references to strength of the species, but the figures quoted were the original CSIRO data. Bootle (1983; revised 2005) also used the data. The CSIRO Silviscan technology has been used for estimating strength properties of pulp and paper products. The present study is apparently the first to report assessment of Modulus of Rupture, Modulus of Elasticity and Janka hardness of plantation-grown Sydney blue gum and regrowth karri.
MOR/MOE With Sydney blue gum, there was a significant variation in MOR between sapwood and heartwood in the Dinninup material, but the difference was negligible with the Middlesex material. With both sites, MOE of heartwood was lower, i.e. under a given load the timber would deflect more. Comparing these two variables with the Bolza and Kloot (1963) data, the overall MOR was 15 per cent lower and the MOE 26 per cent lower (overall air-dry density was 11 per cent lower, and density has a strong correlation with strength). Strength should not be a problem with appearance grade timber, but the different properties would need to be scrutinised when structural uses were planned. Figures 1 and 2 plot the data for MOR and MOE respectively in ascending order, which allows estimation of the 95% lower probability value.
Hardness The Janka hardness of the timber is a measure of resistance to indentation. As discussed previously, it was not possible to make the standard tangential and radial measurements because of the limited thickness of the sapwood bands in the specimens taken from appearance timber dimension boards. It can be argued that the hardness measurements taken in this trial are more representative of the hardness of flooring than straight tangential and radial measurements. The results showed that plantation-grown Sydney blue gum had Janka hardness about 10 per cent less than the average of the Bolza and Kloot (1963) measurements, while the karri was only 3 per cent less. The standard deviations were larger than those in the CSIRO research, which might be expected with samples including those taken from near the heart. Overall, these two hardness results confirm the suitability of the plantation-grown Sydney blue gum and regrowth karri for flooring purposes.
Screw withdrawal loads There was significant variation in the loads required to withdraw the 6Gm 30 mm screw embedded 13 mm into the timber. Very low loads were required in the heartwood, while the average figures and high standard deviations show the variability. Sapwood performed better than heartwood in each case.

16
Table 3. Modulus of Rupture, Modulus of Elasticity, Janka hardness and screw withdrawal loads of Sydney blue gum and karri from sapwood and heartwood from fifteen different logs in each of two sites - mean values and standard deviations (brackets). Species & site* Treatment
(sap or heart)
MOR (MPa)
MOE (MPa)
Janka hardness
(kN)
Screw withdrawal
(kN) SYDNEY BLUE GUM
Dinninup Sapwood Heartwood
110.8 (19.9) 90.4 (19.9)
12703 (3159) 10104 (2814)
8.1 (2.2) 8.8 (2.7)
2.03 (0.44) 1.90 (0.50)
Middlesex Sapwood
Heartwood 108.2 (14.4) 106.5 (21.2)
11482 (1570) 10939 (1950)
6.5 (1.9) 5.8 (2.3)
1.72 (0.39) 1.64 (0.43)
Mean values Sapwood
Heartwood 109.5 (17.1)
98.5 (21.8) 12092 (2529) 10431 (2417)
7.3 (2.2) 7.3 (2.9)
1.87 (0.44) 1.77 (0.47)
Overall mean and SD
104.0 (21.8) 11307 (2577) 7.3 (2.5) 1.82 (0.46)
Bolza and Kloot (1963)
122.1 (22.0) 15240 (3050) 8.7 (0.9) Rad 7.5 (1.7) Tan
Not given
KARRI Iffley Block Sapwood
Heartwood 112.8 (20.2) 105.2 (21.7)
14361 (3323) 11868 (3156)
8.0 (1.9) 7.5 (1.7)
2.09 (0.38) 1.90 (0.27)
Brockman Block Sapwood
Heartwood 115.3 (23.5)
109.6 (25.6) 14127 (2980) 12447 (2662)
9.4 (1.8) 7.8 (1.9)
2.12 (0.40) 1.93 (0.27)
Mean values Sapwood
Heartwood 114.1 (21.6) 107.4 (23.4)
14244 (3104) 12157 (2884)
8.7 (2.0) 8.6 (2.0)
1.93 (0.27) 1.92 (0.33)
Overall mean and SD
110.7 (22.6) 13201 (3151) 8.7 (1.9) 2.01 (0.37)
Bolza and Kloot (1963)
132.4 (10.6) 19035 (2475) 9.0 (1.2) Rad 9.0 (1.2) Tan
Not given
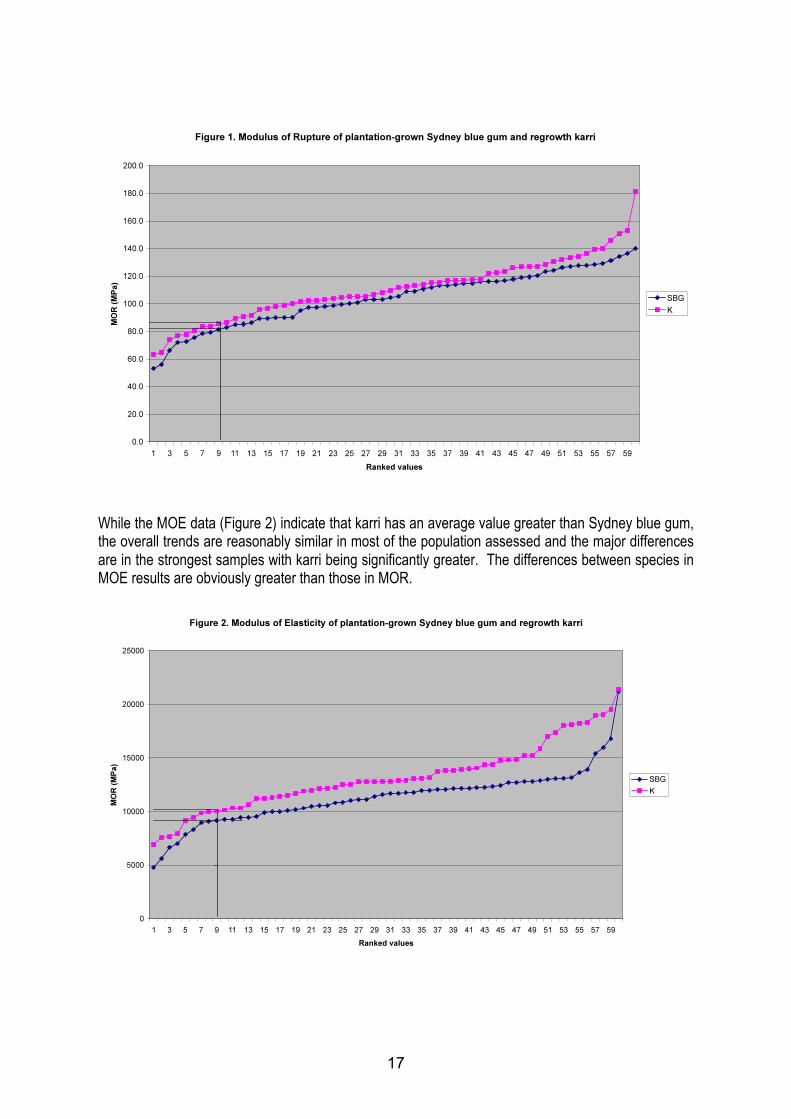
Comparisons between the properties of the two species were considered to be of value. Consequently the data for each of the four strength parameters (i.e. MOR, MOE, Janka hardness and screw withdrawal loads) were ranked in ascending order, and the plots show the value of the 95% lower probability value, which is a useful measure in engineering design. The four graphs below show the parameters: Figure 1 MOR, Figure 2 MOE, Figure 3 Janka hardness and Figure 4 Screw withdrawal loads. The ranked MOR results (Figure 1) show an interesting trend of very similar results, with the karri being only marginally stronger than the Sydney blue gum.
17
While the MOE data (Figure 2) indicate that karri has an average value greater than Sydney blue gum, the overall trends are reasonably similar in most of the population assessed and the major differences are in the strongest samples with karri being significantly greater. The differences between species in MOE results are obviously greater than those in MOR.

18
Figure 3 with the Janka hardness data shows that regrowth karri is overall significantly harder than Sydney blue gum but that the results are similar with the hardest samples.
The screw withdrawal tests showed that significantly greater loads were required in karri to pull the 6G screws embedded to 13 mm to beyond the average value, but with the greatest loads the two species were similar.

19
CONCLUSIONS These assessments of resources of WA plantation-grown Sydney blue gum and regrowth karri from native forest indicated that properties such as wood density, shrinkage and mechanical properties generally vary from slightly to significantly less from those of mature wood of the same species. With Sydney blue gum, average basic density and air-dry density were about 10 per cent lower than in mature wood, and tangential and radial shrinkage 6 per cent and 25 per cent lower respectively. While mean tangential and radial shrinkages were less than the Kingston and Risdon (1963) figures, the unit sapwood and heartwood shrinkage values were not significantly different (both Dinninup and Middlesex data), MOE and MOR were significantly lower than in mature wood. Janka hardness was lower, while no comparative figures for screw withdrawal were found. Karri air-dry density data were 14 per cent lower than the published figures, tangential shrinkage larger and radial shrinkage lower. MOR and MOE were significantly lower than the figures for mature wood, but Janka hardness was similar. Overall, the problems in sampling boards with adequate amounts of sapwood, and the comparative results of sapwood and heartwood properties indicated that sapwood is not a problem for these two Western Australian-grown species.
20
REFERENCES Bolza, E. and Kloot, N.H. (1963). The mechanical properties of 174 Australian timbers. CSIRO Division of Forest Products Technological Paper No. 25. Bootle, K.R. (1983). Wood in Australia. Types, properties and uses. McGraw Hill. (Second edition 2005). Cameron J, Willersdorf R (2006) Why plantations are no substitute for native forest timber in Victoria. In 'Victorian Forest Industries Association Seminar'. (VAFI: Melbourne) FWPA (2009). Comparison of solid wood quality and mechanical properties from 3 species and 9 provenances of eucalypts grown in clearwood regimes across southwest Western Australia. FWPA Project CSIRO-PRC114-0708. (www.fwpa.com.au). Kingston RST, Risdon CJE (1961) Shrinkage and density of Australian and other South-west Pacific woods. Division of Forest Products Technological Paper C.S.I.R.O. 13. McGavin R, Bailleres H, Hopewell G (2007) 'Wood quality and structural properties of two tropical plantation eucalypts from North Queensland.' Forest and Wood Products Australia, PN07.3022, Melbourne, Vic, Australia. McGavin R, Davies M, M.MacGregor-Skinner J, Bailleres H, Armstrong M, Atyeo W, Norton J (2006) 'Utilisation potential and market opportunities for plantation hardwood thinnings from Queensland and northern New South Wales Forest and Wood Products Research and Development Corporation., PN05.2022, Melbourne, Vic, Australia. Muneri A, Leggate W (2000) Wood properties and sawn timber characteristics of fast, plantation grown 4-year old Eucalyptus pilularis. In 'Opportunities for the new Millennium: Proceedings of the Australian Forest Growers Biennial Conference'. Cairns, Qld, Australia. (Eds A Snell and S Vize) pp. 64 - 72. (Australian Forest Growers) Muneri A, Leggate W, Palmer G, Ryan P (1998) The influence of age and site on wood properties of plantation grown Eucalyptus cloeziana and the implications for utilisation. In 'Managing and Growing Trees Training Conference'. Kooralbyn, Queensland, Australia pp. 290-296. (Department of Natural Resources and Mines, Qld) Nolan G, Greaves B, Washusan R, Parsons M, Jennings S (2005) 'Eucalypt plantations for solid wood products in Australia - A review.' FWPRDC Proj. No. PN04.3002. Parsons M, Frakes I, Gavran M (2007) 'Australia's Plantation Log Supply 2005 - 2049.' National Plantation Inventory, Bureau of Rural Sciences, Canberra.