escuela politÉcnica nacionalbibdigital.epn.edu.ec/bitstream/15000/18962/1/cd-8359.pdf ·...
TRANSCRIPT

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA QUÍMICA Y
AGROINDUSTRIA
INCREMENTO DE LA PRODUCTIVIDAD EN EL ÁREA DE
PROCESAMIENTO DE MATERIAS PRIMAS HASTA LA ETAPA DE
SEMIELABORADO DEL RESTAURANT DE COMIDA RÁPIDA
JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO
MEDIANTE LA IMPLEMENTACIÓN DE LA METODOLOGÍA DE
TRABAJO LEAN COMPANY
TESIS PREVIA A LA OBTENCIÓN DE GRADO DE MÁSTER (MSc.) EN
INGENIERÍA INDUSTRIAL Y PRODUCTIVIDAD
JENNY FERNANDA CORREA NAVAS
DIRECTOR: ING. FAUSTO ERNESTO SARRADE DUEÑAS MSc.
Quito, noviembre 2017

© Escuela Politécnica Nacional (2017)
Reservados todos los derechos de reproducción

DECLARACIÓN
Yo, Jenny Fernanda Correa Navas, declaro que el trabajo aquí descrito es de mi
autoría; que no ha sido previamente presentado para ningún grado o calificación
profesional; y, que he consultado las referencias bibliográficas que se incluyen en
este documento.
La Escuela Politécnica Nacional puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la normativa institucional vigente.
_________________________
Jenny Fernanda Correa Navas

CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado por la Ing. Jenny Fernanda
Correa Navas, bajo mi supervisión.
________________________
Ing. Fausto Sarrade, MSc.
DIRECTOR DEL PROYECTO

AGRADECIMIENTOS
Agradezco al señor Juan Naranjo y a la señora Amparo Lozada por
permitirme realizar el presente Proyecto de Titulación en las
instalaciones de su restaurante y al ingeniero Fausto Sarrade por
guiarme en el desarrollo del presente trabajo.
Agradezco también a mis padres y esposo, que han sido el pilar para
concluir con éxito mi maestría.
Finalmente hago extensiva mi gratitud a la empresa Tecnandina S.A.
y en especial a Sonia Riera, que con su guía y apoyo facilitó la
consecución de este logro.

DEDICATORIA
Por el apoyo incondicional durante el tiempo que cursé la maestría y
el amor que siempre me han brindado, dedico el presente trabajo de
titulación a mis padres Jaime Correa y Marcia Navas, también dedico
a mi esposo Juan Miguel Naranjo, a mi hermana Lissette Correa y a
mi tía Martha Navas que siempre me ha acompañado.

i
ÍNDICE DE CONTENIDOS
PÁGINA RESUMEN xv INTRODUCCIÓN xvii 1. FUNDAMENTO TEÓRICO 1 1.1. ESTUDIO DEL TRABAJO 1
1.1.1. RAMAS DEL ESTUDIO DEL TRABAJO 2 1.1.2. TÉCNICAS DEL ESTUDIO DEL TRABAJO 3 1.1.3. DISCIPLINAS ADICIONALES PARA EL ANÁLISIS DE LOS
FACTORES QUE PROPICIAN LA PRODUCTIVIDAD 5 1.2. ESTUDIO DE MÉTODOS 7
1.2.1. PROCEDIMIENTO DEL ESTUDIO DE MÉTODOS 8 1.2.2. SIMBOLOGÍA GRÁFICOS Y DIAGRAMAS PROCEDIMIENTOS
DEL ESTUDIO DE MÉTODOS 13 1.3. MEDICIÓN DEL TRABAJO 18
1.3.1. MEDICIÓN DEL TRABAJO 18 1.3.2. MUESTREO DEL TRABAJO 26 1.3.3. SISTEMAS DE TIEMPOS PREDETERMINADOS (STP) 29
1.4. METODOLOGÍA LEAN COMPANY 29
1.4.1. HERRAMIENTAS BÁSICAS 31 1.4.1.1. (5S´s): Orden y Limpieza 32 1.4.1.2. Andon: Comunicación Visual 34 1.4.1.3. Kaizen: mejora continua 37
1.4.2. HERRAMIENTAS PARA MINIMIZAR TIEMPO DE CICLO 38 1.4.2.1. Manufactura Celular 38 1.4.2.2. SMED: cambios rápidos 39
1.4.3. HERRAMIENTAS PARA MEJORAR CALIDAD 40 1.4.4. HERRAMIENTAS PARA LOGRAR LA ESTANDARIZACIÓN DE
LOS PROCESOS 41 1.4.4.1. Standard Work: Trabajo Estándar 41
1.4.5. CINCO PRINCIPIOS PARA LA IMPLEMENTACIÓN DEL SISTEMA LEAN 42 1.4.5.1.Especificar qué es lo el cliente percibe como valor 42
1.4.6. DETERMINAR MÉTRICAS 45 2. PARTE EXPERIMENTAL 47 2.1. EVALUAR LA PRODUCTIVIDAD DE LA SECCIÓN DE
PROCESAMIENTO DE MATERIAS PRIMAS HASTA LA ETAPA DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO 47

ii
2.1.1. DESCRIPCIÓN DEL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER 47
2.1.2. LEVANTAMIENTO DEL LAYOUT INICIAL DE LA PLANTA DE PRODUCCIÓN EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER 49
2.1.3. DESCRIPCIÓN DE LOS PROCESOS DE PRODUCCIÓN (DOCUMENTACIÓN DE LA SITUACIÓN ACTUAL DE LA PLANTA DE PRODUCCIÓN) 49
2.1.4. ESTABLECIMIENTO DE INDICADORES DE PRODUCTIVIDAD 53 2.2. DISEÑAR UN PLAN DE MEJORAS AL PROCESO DE
TRANSFORMACIÓN DE MATERIAS PRIMAS HASTA LA ETAPA DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO BASADO EN LA METODOLOGÍA LEAN COMPANY 57
2.3. IMPLANTAR LAS MEJORAS AL PROCESO DE TRANSFORMACIÓN
DE MATERIAS PRIMAS HASTA LA ETAPA DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO, PARA AUMENTAR SU PRODUCTIVIDAD Y ATENDER LA DEMANDA DE SU NUEVA SUCURSAL 57 2.3.1. ESPECIFICAR QUÉ ES LO EL CLIENTE PERCIBE COMO
VALOR. 58 2.3.2. IDENTIFICAR EL FLUJO DE VALOR 58 2.3.3. AGREGAR VALOR AL PROCESO 58 2.3.4. ORGANIZAR EL PROCESO PARA QUE LA PRODUCCIÓN SEA
HALADA POR EL CLIENTE 59 2.3.5. TRABAJAR HACIA LA PERFECCIÓN 59
2.4. DETERMINAR LA PRODUCTIVIDAD DEL PROCESO DE
TRANSFORMACIÓN DE MATERIAS PRIMAS HASTA LA ETAPA DE SEMIELABORADO RESTAURANT DE COMIDA RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO, DESPUÉS DE LA IMPLANTACIÓN DEL PLAN DE MEJORAS BASADOS EN LA METODOLOGÍA LEAN COMPANY 60
3. RESULTADOS Y DISCUSIÓN 62 3.1. EVALUAR LA PRODUCTIVIDAD DE LA SECCIÓN DE
PROCESAMIENTO DE MATERIAS PRIMAS HASTA LA ETAPA DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO 62

iii
3.1.1. LEVANTAMIENTO DEL LAYOUT INICIAL DE LA PLANTA DE PRODUCCIÓN EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER 62
3.1.2. DESCRIPCIÓN DE LOS PROCESOS DE PRODUCCIÓN (DOCUMENTACIÓN DE LA SITUACIÓN ACTUAL DE LA PLANTA DE PRODUCCIÓN) 62
3.1.3. ESTABLECIMIENTO DE INDICADORES DE PRODUCTIVIDAD 80 3.2. DISEÑAR UN PLAN DE MEJORAS AL PROCESO DE
TRANSFORMACIÓN DE MATERIAS PRIMAS HASTA LA ETAPA DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO BASADO EN LA METODOLOGÍA LEAN COMPANY 93
3.3. IMPLANTAR LAS MEJORAS AL PROCESO DE TRANSFORMACIÓN
DE MATERIAS PRIMAS HASTA LA ETAPA DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO, PARA AUMENTAR SU PRODUCTIVIDAD Y ATENDER LA DEMANDA DE SU NUEVA SUCURSAL 94 3.3.1. ESPECIFICAR QUÉ ES LO EL CLIENTE PERCIBE COMO
VALOR 94 3.3.2. IDENTIFICAR EL FLUJO DE VALOR 94 3.3.3. AGREGAR VALOR AL PROCESO 95 3.3.4. ORGANIZAR EL PROCESO PARA QUE LA PRODUCCIÓN
SEA HALADA POR EL CLIENTE 96 3.3.5. TRABAJAR HACIA LA PERFECCIÓN 97
3.4. EVALUACIÓN DE LA PRODUCCIÓN DESPUÉS DE LA
IMPLEMENTACIÓN DE LA METODOLOGÍA LEAN COMPANY 97 3.4.1. LAYOUT FINAL DE LA PLANTA DE PROCESAMIENTO 97 3.4.2. PROCESAMIENTO DE POLLO ALIÑADO 97 3.4.3. PROCESAMIENTO DE PAPAS PELADAS Y PICADAS
101 3.4.4. PROCESAMIENTO DE CEBOLLA PELADA Y PICADA 105 3.4.5. PROCESAMIENTO DE TOMATE PICADO 108 3.4.6. PROCESAMIENTO DE MAYONESA 111
3.5. INDICADORES DE PRODUCTIVIDAD DESPUÉS DE LA
IMPLEMENTACIÓN DE LA METODOLOGÍA LEAN COMPANY 116 3.6. COMPARACIÓN DE LOS RESULTADOS OBTENIDOS ANTES Y
DESPUÉS DE LA IMPLEMENTACIÓN DE LA METODOLOGÍA LEAN COMPANY 127
4. CONCLUSIONES Y RECOMENDACIONES 136 4.1. CONCLUSIONES 136

iv
4.2. RECOMENDACIONES 138 5. REFERENCIAS BIBLIOGRÁFICAS 139 ANEXOS 143

v
ÍNDICE DE TABLAS
PÁGINA
Tabla 1.1. Preguntas preliminares de la fase de interrogatorio 10
Tabla 1.2. Preguntas de fondo de la fase de interrogatorio 10
Tabla 1.3. Simbología estándar para la elaboración de diagramas de procesos 14
Tabla 1.4. Número de observaciones recomendado para el estudio de tiempos 23
Tabla 1.5. Principales escalas empleadas para la valoración del ritmo de trabajo 24
Tabla 1.6. Preguntas que permiten definir el valor del producto desde el punto de vista del cliente 42
Tabla 1.7. Preguntas para determinar si las actividades generan valor o son mudas de tipo I 43
Tabla 2.1. Producción de pollo aliñado 51
Tabla 2.2. Promedio en kilogramos de papa procesados y kilogramos de producto semielaborado obtenido 51
Tabla 2.3. Kilogramos de cebolla procesados y kilogramos de producto semielaborado obtenido 52
Tabla 2.4. Kilogramos de tomate procesados, kilogramos de producto semielaborado obtenido y kilogramos de reserva 52
Tabla 2.5. Litros de producto semielaborado obtenido 53
Tabla 2.6. Suplementos y tolerancias para tiempos básicos de trabajo 56
Tabla 3.1. Datos de pesos para el proceso de papas peladas y picadas 69
Tabla 3.2. Datos de pesos para el proceso de papas peladas y picadas 72
Tabla 3.3. Datos de pesos para el proceso de tomate picado 76
Tabla 3.4. Suplementos y estimación de tolerancias para tiempos básicos en la producción de pollo aliñado 81

vi
Tabla 3.5. Suplementos y estimación de tolerancias para tiempos básicos en la producción de papas picadas 82
Tabla 3.6. Suplementos y estimación de tolerancias para tiempos básicos en la producción de cebolla picada 83
Tabla 3.7. Suplementos y estimación de tolerancias para tiempos básicos en la producción de tomate picado 84
Tabla 3.8. Suplementos y estimación de tolerancias para tiempos básicos en la producción de mayonesa 85
Tabla 3.9. Promedio de tiempo de ciclo, calificación del ritmo de trabajo, tiempo básico, suplementos y tiempo estándar antes de la implementación del sistema Lean Company 86
Tabla 3.10. Número de ciclos semanales, tiempo empleado en el proceso por ciclo y semanal, producción por ciclo y semanal y productividad 87
Tabla 3.11. Especificación del valor añadido del producto semielaborado desde el punto de vista del cliente 88
Tabla 3.12. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de pollo aliñado 89
Tabla 3.13. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de papas peladas y picadas 90
Tabla 3.14. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de cebolla picada 91
Tabla 3.15. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de tomate picado 91
Tabla 3.16. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de mayonesa 92
Tabla 3.17 Plan de mejoras al proceso de proceso de transformación de materias primas hasta la etapa de semielaborado en el restaurante de comida rápida Juane´s Papi Burguer 93
Tabla 3.18. Datos de pesos para el proceso de papas peladas y picadas después de la implementación del sistema Lean Company 104

vii
Tabla 3.19. Datos de pesos para el proceso de cebolla pelada y picada después de la implementación del sistema Lean Company 108
Tabla 3.20. Datos de pesos para el proceso de tomate picado después de la implementación del sistema Lean Company 111
Tabla 3.21. Suplementos y estimación de tolerancias para tiempos básicos en la producción de pollo aliñado después de la implementación de la metodología Lean Company 117
Tabla 3.22. Suplementos y estimación de tolerancias para tiempos básicos en la producción de papas picadas después de la implementación de la metodología Lean Company 118
Tabla 3.23. Suplementos y estimación de tolerancias para tiempos básicos en la producción de cebolla picada después de la implementación de la metodología Lean Company 119
Tabla 3.24. Suplementos y estimación de tolerancias para tiempos básicos en la producción de tomate picado después de la implementación de la metodología Lean Company 120
Tabla 3.25. Suplementos y estimación de tolerancias para tiempos básicos en la producción de mayonesa después de la implementación de la metodología Lean Company 121
Tabla 3.26. Promedio de tiempo de ciclo, calificación del ritmo de trabajo, tiempo básico, suplementos y tiempo estándar después de la implementación de la metodología Lean Company 122
Tabla 3.27. Número de ciclos semanales, tiempo empleado en el proces por ciclo y semanal, producción por ciclo y semanal y productividad después de la implementación de la metodología Lean Company 122
Tabla 3.28. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de pollo aliñado después de la implementación de la metodología Lean Company 123
Tabla 3.29. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de papas peladas y picadas después de la implementación de la metodología Lean Company 124
Tabla 3.30. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de cebolla picada después de la implementación de la metodología Lean Company 125

viii
Tabla 3.31. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de tomate picado después de la implementación de la metodología Lean Company 126
Tabla 3.32. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de mayonesa después de la implementación de la metodología Lean Company 127
Tabla 3.33. Comparación de las distancias recorridas en los procesos productivos antes y después de la implementación de la metodología Lean Company 128
Tabla 3.34. Comparación del tiempo de ciclo en los procesos productivos antes y después de la implementación de la metodología Lean Company 129
Tabla 3.35. Comparación del tiempo estándar en los procesos productivos antes y después de la implementación de la metodología Lean Company 131
Tabla 3.36. Comparación de la productividad en los procesos productivos antes y después de la implementación de la metodología Lean Company 132
Tabla 3.37. Comparación de la eficiencia del ciclo del proceso o ECP en los procesos productivos antes y después de la implementación de la metodología Lean Company 134
Tabla AII.1. Actividades y tiempos observados en la producción de pollo aliñado 147
Tabla AII.2. Actividades y tiempos observados en la producción de papas peladas y picadas 149
Tabla AII.3. Actividades y tiempos observados en la producción de cebolla picada 150
Tabla AII.4. Actividades y tiempos observados en la producción de tomate picado 151
Tabla AII.5. Actividades y tiempos observados en la producción de mayonesa 152
Tabla AII.6. Actividades y tiempos observados en la producción de pollo aliñado después de la implementación de la metodología Lean Company 155

ix
Tabla AII.7. Actividades y tiempos observados en la producción de papas peladas y picadas después de la implementación de la metodología Lean Company 156
Tabla AII.8. Actividades y tiempos observados en la producción de cebolla pelada y picada después de la implementación de la metodología Lean Company 157
Tabla AII.9. Actividades y tiempos observados en la producción de tomate picado después de la implementación de la metodología Lean Company 157
Tabla AII.10. Actividades y tiempos observados en la producción de mayonesa después de la implementación de la metodología Lean Company 158
Tabla AIII.1. Tiempos totales observados en los ciclos de trabajo registrados y determinación del tamaño de muestra 162
Tabla AV.1. Identificación del flujo de valor para el proceso de pollo aliñado 173
Tabla AV.2. Identificación del flujo de valor para el proceso de papas peladas y picadas 175
Tabla AV.3. Identificación del flujo de valor para el proceso de cebolla pelada y picada 176
Tabla AV.4. Identificación del flujo de valor para el proceso de tomate picado 177
Tabla AV.5 Identificación del flujo de valor para el proceso de mayonesa 178
Tabla AV.6. Identificación del flujo de valor para el proceso de pollo aliñado después de la implementación del sistema Lean Company 181
Tabla AV.7. Identificación del flujo de valor para el proceso de papas peladas y picadas después de la implementación del sistema Lean Company 182
Tabla AV.8. Identificación del flujo de valor para el proceso de cebolla pelada y picada después de la implementación del sistema Lean Company 183
Tabla AV.9. Identificación del flujo de valor para el proceso de tomate picado después de la implementación del sistema Lean Company 184
Tabla AV.10. Identificación del flujo de valor para el proceso de mayonesa después de la implementación del sistema Lean Company 185

x
ÍNDICE DE FIGURAS
PÁGINA
Figura 3.1. Cursograma sinóptico de la producción de pollo aliñado 64
Figura 3.2. Cursograma analítico de la producción de pollo aliñado 66
Figura 3.3. Cursograma sinóptico de la producción de papas peladas y picadas 67
Figura 3.4. Cursograma analítico de papas peladas y picadas 69
Figura 3.5. Cursograma sinóptico de la producción de cebolla pelada y picada 70
Figura 3.6. Cursograma analítico de la producción de cebolla pelada y picada 72
Figura 3.7. Cursograma sinóptico de la producción de tomate picado 74
Figura 3.8. Cursograma analítico de la producción de tomate picado 75
Figura 3.9. Cursograma sinóptico de la producción de mayonesa 77
Figura 3.10. Cursograma analítico de la producción de mayonesa 79
Figura 3.11. Cursograma sinóptico de la producción de pollo aliñado después de la implementación del sistema Lean Company 99
Figura 3.12. Cursograma analítico de la producción de pollo aliñado después de la implementación del sistema Lean Company 101
Figura 3.13. Cursograma sinóptico de la producción de papas peladas y picadas después de la implementación del sistema Lean Company 102
Figura 3.14. Cursograma analítico de la producción de papas peladas y picadas después de la implementación del sistema Lean Company 104
Figura 3.15. Cursograma sinóptico de la producción de cebolla pelada y picada después de la implementación del sistema Lean Company 106
Figura 3.16. Cursograma analítico de la producción de cebolla pelada y picada después de la implementación del sistema Lean Company 107
Figura 3.17. Cursograma sinóptico de la producción de tomate picado después de la implementación del sistema Lean Company 109

xi
Figura 3.18. Cursograma analítico de la producción de tomate picado después de la implementación del sistema Lean Company 110
Figura 3.19. Cursograma sinóptico de la producción de mayonesa después de la implementación del sistema Lean Company 113
Figura 3.20. Cursograma analítico de la producción de mayonesa después de la implementación del sistema Lean Manufacturig 115
Figura 3.21. Comparación de las distancias recorridas en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company 129
Figura 3.22. Comparación del tiempo de ciclo en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company 130
Figura 3.23. Comparación del tiempo estándar en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company 131
Figura 3.24. Comparación de la productividad en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company 132
Figura 3.25. Comparación de la productividad en el proceso de mayonesa antes (azul) y después (verde) de la implementación de la metodología Lean Company 133
Figura 3.26. Comparación de la productividad en el proceso de pollo aliñado antes (azul) y después (verde) de la implementación de la metodología Lean Company 133
Figura 3.27. Comparación de la eficiencia del ciclo del proceso o ECP en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company 135
Figura AI.1. Layout inicial de la planta de producción de semielaborado 145
Figura AI.2. Layout final de la planta de producción de semielaborado 146
Figura AIV.1 Diagrama de recorrido de la producción para el proceso de pollo aliñado 165
Figura AIV.2. Diagrama de recorrido de la producción para el proceso de pollo aliñado (zoom) 166
Figura AIV.3. Diagrama de recorrido de la producción para el proceso de papas peladas y picadas 167

xii
Figura AIV.4. Diagrama de recorrido de la producción para el proceso de cebolla pelada y picada 168
Figura AIV.5. Diagrama de recorrido de la producción para el proceso de tomate picado 169
Figura AIV.6. Diagrama de recorrido de la producción para el proceso de tomate picado (zoom) 170
Figura AIV.7. Diagrama de recorrido de la producción para el proceso de mayonesa 171
Figura AIV.8 Diagrama de recorrido de la producción para el proceso de mayonesa (zoom) 172
Figura AVI.1. Diagrama de recorrido de la producción para el proceso de pollo aliñado, después de la implementación de la metodología Lean Company 187
Figura AVI.2. Diagrama de recorrido de la producción para el proceso de pollo aliñado (zomm), después de la implementación de la metodología Lean Company 188
Figura AVI.3. Diagrama de recorrido de la producción para el proceso de papas peladas y picadas, después de la implementación de la metodología Lean Company 189
Figura AVI.4. Diagrama de recorrido de la producción para el proceso de cebolla pelada y picada, después de la implementación de la metodología Lean Company 190
Figura AVI.5. Diagrama de recorrido de la producción para el proceso de tomate picado, después de la implementación de la metodología Lean Company 191
Figura AVI.6. Diagrama de recorrido de la producción para el proceso de mayonesa, después de la implementación de la metodología Lean Company 192
Figura AVI.7. Diagrama de recorrido de la producción para el proceso de mayonesa (zoom), después de la implementación de la metodología Lean Company 193
Figura VII.1. Fotografías de la construcción del área 2 194
Figura VII.2. Fotografía de los procesos antes y después de la implementación de la metodología Lean Company 195

xiii
Figura VII.3. Fotografías de los lugares de trabajo antes y después de la implementación de la metodología Lean Company 196
Figura VII. 4. Fotografías de los lugares de trabajo antes y después de la implementación de la metodología Lean Company 197

xiv
ÍNDICE DE ANEXOS
PÁGINA ANEXO I Layouts inicial y final de la planta de procesamiento de semielaborado 144 ANEXO II Datos de tiempos observados en los procesos productivos estudiados 147
ANEXO III Justificación del tamaño de muestra y ejemplo de cálculos de indicadores de productividad 160
ANEXO IV Diagramas de recorrido de la producción del semielaborado antes de la implementación de la metodología Lean Company 165
ANEXO V Identificación de los flujos de valor para los procesos de semielaborado 173
ANEXO VI Diagramas de recorrido de los procesos después de la implementación de la metodología Lean Company 187
ANEXO VII Fotografías de la planta antes y después de la implementación de la metodología Lean Company 194

xv
RESUMEN
El presente trabajo de tesis se enfocó en incrementar la productividad del
semielaborado en el restaurante de comida rápida Juane´s Papi Burger debido a
que van a abrir una nueva sucursal que solo contará solo con el área de cocción y
servicio, mediante la implementación de la metodología Lean Company, sin
afectar la calidad del producto.
Este proyecto de tesis se enfocó en los 5 procesos de semielaborado más
importantes para el restaurante y para estudiarlos se seleccionó personal
capacitado y con experiencia que colabore en el estudio. Para la obtención de
datos, se siguieron los procesos paso a paso, logrando así identificar las
actividades que se realizan para un determinado proceso. El tiempo que demoran
las actividades fueron mediadas con la ayuda de un cronómetro. Con los datos
obtenidos se elaboraron cursogramas sinópticos, cursogramas analíticos y
diagramas de recorrido. En los diagramas de recorrido de los 5 procesos
estudiados se ilustra la cantidad de movimientos que se realizan y la necesidad
de una optimización.
En el presente trabajo también se calificó el ritmo de trabajo y la estimación de las
tolerancias que permitió calcular el tiempo base y el tiempo estándar. Al relacionar
la cantidad de producto semielaborado obtenido y el tiempo utilizado por la
trabajadora se determinó la productividad. Se identificaron también las actividades
que generan valor desde el punto de vista del cliente para calcular la eficiencia del
ciclo del proceso o ECP.
Se diseñó un nuevo “layout” y a la par se diseñaron las estaciones de trabajo de
manera que se eliminen en lo posible los traslados con grandes distancias. Para
mejorar los procesos se incorporaron máquinas industriales como: una licuadora,
una peladora de papas y una picadora de cebolla. El trabajo se completó con un
evento “kaizen” en donde se implementaron las 5 S´s para evitar las pérdidas de
tiempo por búsqueda de material.

xvi
Con los nuevos procesos en funcionamiento se volvieron a tomar los tiempos de
ciclo con cronómetro y realizar cursogramas sinópticos, cursogramas analíticos,
diagramas de recorrido, cálculo del tiempo base, tiempo tipo, productividad y
ECP, con el fin de comparar los datos obtenidos con los iniciales y comprobar el
incremento de la productividad. En todos los casos se obtuvo un incremento
notable cuyos valores van desde el 9,81% en el caso del proceso de tomate
picado a 305,21% en el caso del proceso de las papas peladas y picadas.

xvii
INTRODUCCIÓN
Justificación del trabajo de titulación
Definición y diagnóstico del problema:
Los procesos desarrollados actualmente en el restaurante de comida rápida
Juane´s Papi Burguer son desarrollados empíricamente por lo tanto no se cuenta
con datos iniciales que puedan servir como línea base para el presente estudio.
Es importante realizar adecuaciones al área de procesamiento de materia prima
hasta la etapa de semielaborado, pues se deben atacar dos frentes: El primero a
mejorar los flujos de trabajo, desorden, falta de materiales y herramientas, entre
otros y el segundo la expansión del negocio pues dicho restaurante planea abrir
una nueva sucursal, manteniendo el proceso hasta semielaborado en el espacio
actual.
Estado del arte:
Implementando las herramientas de Lean Company en una empresa se puede
incrementar la capacidad 20-30%, según Lean Six Sigma Institute. También
aplicando este tipo de metodología esbelta se logra una reducción y en algunos
casos eliminación de los desperdicios o Mudas, variabilidad o Mura y la
sobrecarga y cuellos de botella o Muri el resultado es el incremento en la
productividad (Socconini, 2014; Gutiérrez, 2010).
Se puede medir el incremento de la productividad con métodos de medición del
trabajo, que es la parte cuantitativa del estudio del trabajo. El estudio del trabajo
examina la manera en las que se está realizando una actividad para simplificar o
modificar el método operativo y así de reducir el trabajo innecesario, el uso
indiscriminado de recursos y fijar el tiempo normal para la realización de esa
actividad. La medición del trabajo indica el resultado del esfuerzo físico
desarrollado, en función del tiempo permitido a un operario para realizar una
determinada tarea, siguiendo a un ritmo normal un método predeterminado. Para
que la información sea confiable y los datos obtenidos sirvan para tomar las

xviii
decisiones correctas es necesario asegurarse de que los datos y la información
que son generados sean consistentes (García Criollo, 1998; Kanawaty, 1996).
Importancia de la realización del trabajo:
Es importante resolver el problema puntual en el área de procesamiento hasta la
fase de semielaborado ordenando los flujos de trabajo, desorden, falta de
materiales y herramientas, entre otros, mejorando de esta manera las condiciones
de trabajo y a la vez garantizar que se produzca mayor cantidad de
semielaborado para cubrir la demanda del nuevo local que se está por abrir, el
mismo funcionará como punto de venta con los procesos de cocción y el servicio.
Se realizará el proceso hasta la etapa de semielaborado en el lugar actual, por lo
que es necesario realizar mejoras en el mismo, cabe recalcar que el nuevo local
seguirá bajo la administración del mismo dueño.
El restaurante Juane´s Papi Burger ha decidido pasar de ser un negocio familiar
manejado de manera empírica a constituirse en una pyme que maneja
técnicamente sus procesos, lo que me brinda la oportunidad de poner en práctica
todos los conocimientos adquiridos durante la maestría, con el total apoyo de los
propietarios del restaurant y demostrar la importancia y beneficios de manejar
técnicamente los procesos productivos.
Hipótesis
Con la implementación de la metodología de trabajo Lean Company se
incrementará la productividad del proceso de transformación de materias primas
hasta la etapa de semielaborado en el restaurant de comida rápida Juane´s Papi
Burguer de la ciudad de Ambato.

xix
Objetivos
Objetivo general:
· Incrementar la productividad del área de procesamiento de materias primas
hasta la etapa de semielaborado del restaurant de comida rápida Juane´s Papi
Burguer de la ciudad de Ambato, en el periodo 2016-2017 mediante la
implementación de la metodología de trabajo Lean Company.
Objetivos específicos:
· Evaluar la productividad del área de procesamiento de materias primas
hasta la etapa de semielaborado en el restaurante de comida rápida Juane´s Papi
Burguer de la ciudad de Ambato.
· Diseñar un plan de mejoras al proceso de transformación de materias
primas hasta la etapa de semielaborado en el restaurante de comida rápida
Juane´s Papi Burguer de la ciudad de Ambato basado en la metodología Lean
Company.
· Implantar las mejoras al proceso de transformación de materias primas
hasta la etapa de semielaborado en el restaurante de comida rápida Juane´s Papi
Burguer de la ciudad de Ambato, para aumentar su productividad y atender la
demanda de su nueva sucursal.
· Determinar la productividad del proceso de transformación de materias
primas hasta la etapa de semielaborado en el restaurant de comida rápida
Juane´s Papi Burguer de la ciudad de Ambato, después de la implantación del
plan de mejoras basados en la metodología Lean Company

1
1. FUNDAMENTO TEÓRICO
1.1. ESTUDIO DEL TRABAJO
El estudio del trabajo es una herramienta utilizada para mejorar o incrementar la
productividad, estudia cualquier procedimiento en el que intervenga el hombre,
con el fin de optimizar recursos, establecimiento normas y estándares respecto a
las actividades que se estén realizando para un determinado trabajo (Kanawaty,
1996, p. 9).
La productividad es la razón entre productos e insumo, este término refleja el
grado en que puede extraerse cierto producto de un insumo dado, también puede
determinar la relación entre la cantidad de producto obtenido y las horas
empleadas por un trabajador para obtener ese producto. En la productividad
intervienen varios factores, los factores externos, como la disponibilidad de los
empleados y materias primas, políticas del gobierno de cada país, etc. no pueden
ser controladas por el empleador, a diferencia de los factores internos como son
maquinarias, energía, capital en general, etc. que si pueden ser controladas
(Kanawaty, 1996, p. 5).
Actualmente tanto la calidad como la productividad son intereses de nivel
nacional, inclusive en países que están en vías de desarrollo, pues debe ser un
esfuerzo conjunto de los gobernantes, dueños de industrias, administradores y
empleados, para lograr metas y objetivos en materia de productividad, la misma
que se ve reflejada en los costos, el mismo puede ser un diferenciador para la
competencia. Para mejorar la productividad, la mayoría de empresas se orientan
principalmente a la tecnología, administración y conducta del personal.
El objetivo del estudio del trabajo es examinar las tareas de una manera
minuciosa para simplificarlo, reduciendo el trabajo innecesario, ahorrando
recursos y en general haciendo el trabajo más fácil. Gracias al estudio del trabajo
se puede reducir el tiempo de realización hasta un 20 por ciento como resultado

2
de una nueva ordenación o simplificación del método de trabajo sin gastos
adicionales (Kanawaty, 1996, p. 9).
El estudio del trabajo comprende varias técnicas, y en especial el estudio de
métodos y la medición del trabajo, reflejándose en la productividad (Kanawaty,
1996, p. 19; Quezada Castro y Villa Arenas, 2007, p. 14).
1.1.1. RAMAS DEL ESTUDIO DEL TRABAJO
1.1.1.1. Estudio de tiempos
El estudio de tiempos, como su nombre lo indica, registra los tiempos y ritmos de
trabajo de las actividades de una tarea a estudiarse, efectuada en condiciones
determinadas, con ello se obtiene los tiempos estándar necesarios para la
ejecución de las tareas bajo normas preestablecidas. Es decir consiste en
determinar el tiempo que un operario normal, calificado y entrenado, trabajando a
marcha normal y bajo condiciones ambientales normales, para desarrollar una
tarea (Kanawaty, 1996, p. 273; Palacios Acero, 2009, p. 243).
Las razones que hacen necesaria la estimación de tiempos son: la cotización de
un precio competitivo, la estimación de costos y tiempos de fabricación, evitar las
pérdidas de tiempo o tiempos ociosos tanto en los trabajadores como en la
maquinaria, planificación de la producción y el mantenimiento de equipos e
instalaciones, entre otras.
Un estudio de tiempos puede ser realizado de varias maneras, la más antigua y
popular es con el uso del cronómetro, donde un observador registra las lecturas
del cronómetro referidas a una determinada actividad en un documento. Los datos
registrados servirán para calcular el tiempo normal de un determinado trabajo.
Otra de las opciones para el estudio de tiempos es la utilización de métodos de
síntesis de tiempos normales conocido como MTM (Vaughn, 1988).

3
El objetivo del estudio de tiempos es determinar el tiempo normal de una
determinada tarea y posteriormente minimizarlo, disminuyendo costos al hacer el
trabajo más simple y rápido, sin perder el tiempo realizando tareas que no
agregan valor al producto.
1.1.1.2. Estudio de movimientos
El estudio de movimientos analiza a profundidad del método de trabajo con el fin
de optimizarlo. Los estudios de movimiento se deben realizar antes de
estandarizar tiempos. Un correcto estudio de movimientos conduce a una
reducción de costos automática y en muchos casos significativa (Meyer, 2000, p.
5).
Se utiliza un estudio de tiempos para:
· Encontrar el método de trabajo más adecuado.
· Concientizar a los empleados sobre los movimientos empleados en las
actividades.
· Desarrollar herramientas o dispositivos de bajo costo que den soporte en
la producción.
· Seleccionar nueva maquinaria que permita hacer los procesos más
eficientes.
· Reducir costos.
1.1.2. TÉCNICAS DEL ESTUDIO DEL TRABAJO
El estudio de métodos tiene una estrecha relación con la medición del trabajo, la
cual se presenta esquemáticamente en la Figura 1.1. (Kanawaty, 1996, p. 19).

4
Figura 1.1. Estudio del trabajo
(Kanawaty, 1996, p. 20)
1.1.2.1. Estudio de métodos
El estudio de métodos tiene relación con la reducción del contenido de trabajo de
una tarea u operación y mejorar la productividad, esto se logra al conjugar
adecuadamente recursos humanos económicos y materiales (García, 1998, p. 33;
Kanawaty, 1996, p. 19).
Entre los objetivos del estudio de métodos tenemos la mejora de procesos,
mejora de la disposición de los equipos y materiales y diseño del lugar de trabajo,
reducción del esfuerzo humano y reducir la fatiga innecesaria, reducir costos de
mano de obra, materiales y equipos en general hacer el trabajo más fácil y
sencillo, estandarizar los procesos y aumentar la seguridad (García, 1998, p. 33;
Quezada Castro y Villa Arenas, 2007, p. 70).
1.1.2.2. Medición del trabajo
La medición del trabajo investiga los tiempos improductivos del mismo y
determina los tiempos normales para ejecutar la operación después de una
ESTUDIO DEL TRABAJO
Estudio de Métodos
Siplifica tareas.
Establece métodos más económicos
Medición del trabajo
Determina el tiempo en el que se debe realizar una trea
Mayor productividad

5
optimización resultante del estudio de métodos, bajo la premisa que en todo
proceso siempre existe la posibilidad de mejorarlo (García, 1998, p. 33; Kanawaty,
1996, pp. 19, 225).
Las etapas necesarias para efectuar sistemáticamente la medición del trabajo
son: selección, registro, examinación o análisis, medición, compilación y definición
de las tareas que realiza el trabajador, tomada en cuenta desde el punto de vista
humano, económico y funcional del trabajo. Estas etapas sólo se seguirán en su
totalidad cuando se desee fijar tiempos tipo. Si la medición del trabajo se utiliza
para averiguar los tiempos improductivos antes o en el curso de un estudio de
métodos o para comparar la eficacia de varios métodos posibles, probablemente
basten las cuatro primeras etapas. Las principales técnicas que se emplean en la
medición del trabajo se especifican en la Figura 1.2. (García, 1998, P. 36;
Kanawaty, 1996, p. 19).
Figura 1.2. Principales técnicas que se emplean en la medición del trabajo
(Kanawaty, 1996, p. 256)
1.1.3. DISCIPLINAS ADICIONALES PARA EL ANÁLISIS DE LOS FACTORES
QUE PROPICIAN LA PRODUCTIVIDAD
1.1.3.1. Ergonomía
La ergonomía es una ciencia interdisciplinaria que estudia los factores que
intervienen en la interrelación hombre-máquina, para conseguir el mejor
rendimiento de las dos partes, haciendo del entorno un aliado. El hombre piensa y
Técnicas para medir el trabajo
Muestreo del trabajo
Estimación estructurada
Estudio de tiempos
Normas de tiempo
predeterminadas

6
acciona, la máquina complementa su trabajo, acoplándose a sus cualidades
(Cruz y Garnica, 2001).
La seguridad del trabajador es fundamental desde el punto de vista ergonómico,
por lo tanto busca prevenir o eliminar situaciones que puedan afectarla, para ello
utiliza reglamentos que deben hacerse cumplir. Es esencial concienciar tanto a los
trabajadores como a los empleadores que al no aplicar los principios de
ergonomía están poniendo en riesgo su salud y seguridad.
Los objetivos de la ergonomía son: promover la eficacia funcional y mantener o
mejorar el bienestar humano. Al crear condiciones más confortables para el
trabajador relacionadas a iluminación, nivel de ruido, carga laboral, entre otras, se
protege y a la vez se potencia las características físicas, fisiológicas y psicológicas
de los trabajadores (Kanawaty, 1996, pp. 63, 64).
1.1.3.2. Higiene y seguridad industrial
Es esencial que en las distintas empresas o negocios se preste la suficiente
atención a los riesgos de seguridad, sin dejar de lado los riesgos de salud, pues
conforme se realizan nuevos estudios sobre enfermedades industriales su
importancia aumenta. A continuación se detalla las diferencias entre higiene y
seguridad, pues a pesar de que estas dos palabras son muy comunes la mayoría
de personas tienen una idea más firme del concepto de seguridad en relación con
la higiene o salud.
La seguridad se ocupa de los efectos agudos de los riesgos, en tanto que la salud
trata sus efectos crónicos. Un efecto agudo es por ejemplo un accidente repentino
que causa la ruptura de una extremidad, un efecto crónico es por ejemplo un
problema de salud relacionado a la exposición frecuente a químicos por un largo
tiempo (Asfahl, 2000, p. 4).

7
Para que la prevención de accidentes y enfermedades sea eficaz, es necesario
que el empleador garantice un lugar de trabajo seguro y sin riesgos para la salud
de los trabajadores. La empresa debe también adoptar políticas de higiene y
seguridad del trabajo, así como también es importante crear comités de seguridad
en donde se involucre a delegados de todos los niveles jerárquicos desde
gerentes hasta operadores, realizar inspecciones frecuentes y constantes
capacitaciones. Los trabajadores tienen el derecho de conocer cuáles son los
posibles riesgos a los que están expuestos en los diferentes lugares de trabajo y
retirarse del mismo si creen que está en riesgo su salud o su vida (Kanawaty,
1996, p. 36).
1.2. ESTUDIO DE MÉTODOS
Para lograr un aumento de productividad la interrelación adecuada entre los
recursos económicos, materiales y humanos es fundamental. Con base en la
premisa de que todo método siempre puede ser mejorado se puede realizar un
análisis para identificar alternativas a las técnicas originales, lo cual se logra a
través del estudio de métodos.
El estudio de métodos es la técnica principal para optimizar el trabajo reduciendo
el tiempo improductivo, especialmente cuando se eliminan movimientos
innecesarios del material o de los operarios. La medición del trabajo, es el medio
por el cual la dirección puede medir el tiempo que se invierte en ejecutar una
operación o una serie de operaciones de tal forma que el tiempo improductivo se
destaque y sea posible separarlo del tiempo productivo, para averiguadas sus
causas se pueden tomar medidas para reducirlo (Kanawaty, 1996, p. 252).
La medición del trabajo además de revelar la existencia del tiempo improductivo,
también sirve para fijar tiempos tipo de ejecución del trabajo, de tal manera que si
en un futuro surgen tiempos improductivos, estos puedan ser detectados de
inmediato y se tomen las respectivas medidas (Kanawaty, 1996, p. 252).

8
1.2.1. PROCEDIMIENTO DEL ESTUDIO DE MÉTODOS
Ocho son las etapas que constituyen el procedimiento básico para el estudio del
trabajo. Las etapas 1, 2 y 3 no pueden ser evitadas, la 4 forma parte del estudio
de métodos corriente, mientras que la 5 exige la medición del trabajo (Kanawaty,
1996, p. 21).
A continuación se detallan las ocho etapas del estudio del trabajo:
1.2.1.1. Seleccionar el trabajo que se va a mejorar
Todas las actividades de un trabajo pueden ser mejoradas pero resultaría
improductivo realizar un análisis de todas ellas, sin embargo analizando algunas
actividades esenciales se puede conseguir resultados de gran alcance en un
período corto de tiempo, pues al no poder mejorar todos los procedimientos al
mismo tiempo, el establecimiento de prioridades juaga un papel importante, esta
decisión debe hacerse desde el punto de vista humano, económico y técnico
(García, 1998, p. 36; Kanawaty, 1996, p. 78).
Consideraciones humanas. Los primeros trabajos que deben ser mejorados
son los que tengan mayor riesgo de accidentes, puedan provocar afecciones a la
salud o provocar insatisfacción, fatiga y monotonía al trabajador (García, 1998, p.
36; Kanawaty, 1996, p. 80).
Consideraciones económicas: también conocida como eficiencia en función de
los costos. Las condiciones para realizar el estudio son: operaciones esenciales
generadoras de beneficios o costosas, cuyos valores representen un alto
porcentaje del costo del producto terminado u operaciones que generen grandes
cantidades de desechos. Se debe considerar también operaciones largas,
actividades repetitivas con un gran empleo de mano de obra y movimientos de
personas y materiales (García, 1998, p. 36; Kanawaty, 1996, p. 78).

9
Consideraciones técnicas: El estudio de métodos puede señalar cuales son los
procesos que pueden ser mejorados con la implementación de tecnologías más
avanzadas en los que se debería invertir. Es importante considerar los cuellos de
botella que pueden retrasar el proceso (García, 1998, p. 36; Kanawaty, 1996, p.
80).
El propósito de desarrollar nuevos métodos de trabajo o cambiarlos parcialmente
en un sistema de producción, es mejorar la práctica, permitiendo que sea más
eficiente, rentable y seguro para los operadores que trabajan en ella.
1.2.1.2. Registrar (evidenciar)
Una vez definido el trabajo que se va a estudiar, el grado de exactitud con el que
se registran los hechos, determinará el éxito del procedimiento, pues esto servirá
de base para hacer un examen crítico y plantear un nuevo método mejorado
(Huertas García y Dominguez Galcerán , 2016, p. 89).
Para realizar mejoras a un trabajo se debe conocer exactamente en qué consiste.
Los datos relevantes frutos de procesos o tareas que se van a analizar deben
registrarse mediante técnicas apropiadas para posteriormente ser analizadas.
Estos datos deben ser claros y concisos. Los medios más adecuados para su
registro son: la escritura en papel, diagramas de flujo, gráficos, fotografías y
videos (García, 1998, p. 37; Kanawaty G. , 1996, pp. 77, 83).
1.2.1.3. Examinar o analizar los detalles del trabajo
Los registros de cada detalle de los que consta un determinado trabajo, son
analizados con espíritu crítico con el fin de determinar qué acciones se pueden
tomar. Para que un trabajo sea analizado de forma completa, el estudio de
métodos utiliza un interrogatorio cuyas preguntas son secuenciales y para restar
subjetividad consta de preguntas preliminares y de fondo, las mismas se

10
presentan en las Tablas 1.1 y 1.2. estas preguntas buscan justificar la existencia
de una actividad, el uso de la misma, la forma en la que se ejecuta, el espacio
físico donde se realiza, la secuencia y el personal que lo ejecuta (Baca Urbina et
al, 2014, pp. 183, 184; García, 1998, p. 37; Kanawaty, 1996, pp. 96-99).
Tabla 1.1. Preguntas preliminares de la fase de interrogatorio
VARIABLES PREGUNTAS
Propósito ¿Para qué se hace?
¿Por qué se hace?
Lugar ¿Dónde se realizan las actividades?
¿Por qué se hace allí?
Secuencia ¿Cuándo se hace?
¿Por qué se hace en ese momento?
Persona ¿Quién lo hace?
¿Por qué esa persona lo hace?
Medios ¿Cómo se hace?
¿Por qué se hace de ese modo?
(Kanawaty, 1996, p. 99)
Tabla 1.2. Preguntas de fondo de la fase de interrogatorio
VARIABLES PREGUNTAS
Propósito ¿Qué otra cosa podría hacerse? ¿Qué debería hacerse?
Lugar ¿En qué otro lugar podría hacerse? ¿Dónde debería hacerse?
Secuencia ¿Cuándo podría hacerse? ¿Cuándo debería hacerse?
Persona ¿Qué otra persona podría hacerlo? ¿Quién debería hacerlo?
Medios ¿De qué otro modo podría hacerse? ¿Cómo debería hacerse?
(Kanawaty, 1996, p. 99)
1.2.1.4. Establecer el método más económico
Las respuestas a las preguntas de la Tabla 1.1 y 1.2 permiten tomar las siguientes
acciones:
· Eliminar: al no contestar en forma razonable las preguntas ¿Para qué? y
¿Por qué? Significa que el detalle no se justifica y tiene sustento para ser
eliminado.

11
· Cambiar: al contestar las preguntas ¿Quién?, ¿Cuándo? y ¿En dónde? Es
posible encontrar la secuencia lógica del proceso, un lugar más adecuado
e inclusive el personal más idóneo para el trabajo.
· Reorganizar: con las respuestas de la pregunta ¿Cómo se hace? Se
pueden proponer que se realicen cambios.
· Simplificar: al responder la pregunta ¿Cómo se hace?, se puede encontrar
formas más sencillas y rápidas de ejecutar las actividades, esto llevará a
simplificar la forma de ejecución.
Para plantear soluciones, estas deben ser novedosas y considerar los costos más
bajos, sin dejar de lado la ética. Las alternativas se incrementan cuando todo el
personal de la empresa se involucra, es decir desde operadores hasta dirigentes y
supervisores. Para los métodos propuestos se deben realizar los análisis de costo
y beneficio tomando en cuenta que un posible efecto negativo es la reducción de
personal. Es importante también tener en cuenta la tecnología, los aspectos
físicos y psicológicos de los trabajadores (Baca Urbina et al, 2014, p. 184;
Fernández, Gonzales, y Puente, 1996, p. 19; García, 1998, p. 38; Kanawaty,
1996, pp. 77,107).
1.2.1.5. Evaluación de nuevos métodos para hacer el trabajo
Al aplicar un nuevo método, este debe ser correctamente registrado con la
finalidad de ser comparados con los métodos que actualmente se encuentran en
uso y así las mejoras con la aplicación del nuevo método sean tangibles, para ello
será necesario establecer el tiempo estándar al igual que realizar un análisis de
costo beneficio, pues sólo será rentable si aumenta la productividad o reduce los
costos (Baca Urbina et al, 2014, p. 184; Fernández, Gonzales y Puente, 1996, p.
21; Kanawaty, 1996, pp. 77, 161)

12
1.2.1.6. Definir el nuevo método
Se debe definir el nuevo método y el tiempo correspondiente, y presentar dicho
método ya sea verbalmente o por escrito, a todas las personas a quienes
concierne, utilizando demostraciones (Kanawaty, 1996, p. 21).
1.2.1.7. Implantar el nuevo método
Cuando el método esté perfeccionado, comienza la etapa de entrenamiento y
para ello es necesario no sólo darlo a conocer verbalmente a los trabajadores,
sino también se debe dejar el procedimiento por escrito, en hojas de instrucción
para los trabajadores o procedimientos operativos estándar, pues estos servirán
para dar capacitaciones futuras e incluso pueden ser usados como referencia en
el futuro. En estos documentos se deben detallar paso a paso el método a seguir,
las condiciones, las herramientas y equipos a ser empleados e inclusive un
diagrama de distribución del área y un croquis de las herramientas y equipos
(Baca Urbina et al, 2014, p. 185; Fernández, Gonzales, y Puente, 1996, p. 20;
Kanawaty, 1996, pp. 77, 163, 164).
Para que los empleados apliquen el nuevo método es necesario luchar contra la
resistencia al cambio, para ello es necesario convencerlos de los beneficios del
mismo para que creen conciencia y el hábito de trabajar con la nueva
metodología. En este punto, la motivación es importante, de lo contrario los
trabajadores intentarán regresar al antiguo método, por lo tanto un factor
importarte en este punto es la supervisión del ingeniero a cargo (Baca Urbina et al
2014, p. 185; García, 1998, p. 39; Kanawaty, 1996, pp. 77, 164).
1.2.1.8. Control en la aplicación del método perfeccionado
La planificación de la sustitución del método nuevo por el actual es necesaria. Al
igual que el control y la supervisión. Al inicio cuando la nueva metodología se esté

13
implantando es posible que el resultado sea una disminución de la productividad,
pero esto es mientras los operadores se adapten a los nuevos métodos y
adquieran velocidad y destreza para las actividades, este proceso está
relacionado con la curva de aprendizaje. Si los cambios a realizarse son
complejos, será necesario controlar la aplicación mediante un control técnico de
producción, mientras que si el cambio es sencillo, un control diario de actividades
será suficiente (Baca Urbina et al 2014, p. 185; Kanawaty, 1996, pp. 77, 169,
170).
1.2.2. SIMBOLOGÍA GRÁFICOS Y DIAGRAMAS PROCEDIMIENTOS DEL
ESTUDIO DE MÉTODOS
La información extraída de los métodos de trabajo debe estar correctamente
registrada y ser de fácil interpretación por cualquier especialista en el tema. La
manera tradicional de presentarlos, es con el uso de diagramas técnicos de
procesos y gráficos. La simbología estándar y los diagramas más utilizados son
los siguientes:
1.2.2.1. Simbología estándar
En los diagramas se utilizan símbolos que representan la información recopilada,
dicha simbología fue generada por la Asociación de Ingenieros Mecánicos de
Estados Unidos de América (ASME, por sus siglas en ingles). Esta simbología es
estándar, por lo que cualquier analista independientemente de su procedencia
puede entenderlo. La Tabla 1.3. presenta los símbolos gráficos estándar y deben
ser presentados en la secuencia señalada (Baca Urbina et al, 2014, p. 178;
Kanawaty, 1996, pp. 84-87).

14
Tabla 1.3. Simbología estándar para la elaboración de diagramas de procesos
SÍMBOLOGÍA ASME
ACTIVIDAD DETALLE
Operación (acción)
Actividades principales del proceso, en donde los materiales u objetos modifican o cambian sus características, también la unión de piezas para la fabricación un elemento mayor y la aplicación en la planeación o transferencia de información.
Transporte
La flecha hacia delante significa movimiento, el mismo puede ser de personas, materiales, equipos y/o información, es decir son trasladados sin que se realice ningún trabajo adicional en ellos. No considera movimientos en los que no hay desplazamientos
Inspección
El cuadrado significa actividades de verificación o evaluación, aplicable a la calidad, cantidad de materiales o productos o cualquiera de sus características. Se extiende a lecturas de indicadores o información impresa. Este es un proceso que no añade valor al producto.
Demora o deposito
provisional
Se utiliza un símbolo en forma de “D” semicircular cuando
ocurren interferencias o paras en el flujo del proceso, ya sea por trabajo en suspenso o abandono momentáneo, o en el transporte de materiales con lo cual el paso siguiente se retarda.
Almacenamiento
Se utiliza cuando materiales, productos o información es retenida de manera intencional en un área específica, protegidos contra movimientos o usos sin autorización estos son idealmente almacenes.
Actividades combinadas
Es la ejecución simultánea de dos actividades por el mismo operador en el mismo lugar de trabajo, la más común es: operación-inspección.
(Baca Urbina et al, 2014, p. 178; García, 1998, p. 43)
1.2.2.2. Diagramas utilizados para representar la secuencia de operaciones
· Cursograma sinóptico del proceso: este diagrama refleja de forma general
la totalidad del proceso o actividades antes de emprender un estudio detallado,
muestra la sucesión de las actividades principales, operaciones e inspecciones
afectadas para comprobar sus resultados, sin tener en cuenta quien la ejecuta ni
en donde se llevan a cabo, para llevar a cabo este diagrama se necesitan solo
dos símbolos correspondientes a operación y a inspección (Kanawaty, 1996, p.
86).
A la información que dan de por sí los símbolos y su sucesión se añade
paralelamente una breve nota sobre la naturaleza de cada operación o inspección

15
y cuando se conoce el tiempo también se lo coloca. En la parte superior del
cursograma sinóptico y sobre una línea horizontal, se coloca las materias primas
que ingresan (Meyer, 2000, p. 52; Kanawaty, 1996, p. 86).
Se realiza este tipo de diagramas para visualizar de una manera rápida las
actividades que generan valor y tratar de eliminar o reducir el tiempo de aquellas
actividades que no aportan ningún valor al proceso. Este diagrama no tiene mayor
cantidad de detalle por lo tanto es necesario recurrir al cursograma analítico.
· Cursograma analítico: Conocido también como diagrama de flujo de
proceso, este diagrama muestra a detalle la secuencia del proceso, utiliza una
simbología especifica en el siguiente orden: operaciones, transportes, demoras,
inspecciones y almacenajes, unidas por líneas que trazan las secuencias del
proceso, consta de columnas para registrar el tiempo de duración de los
almacenamientos y las demoras, en el caso del transporte, se registra también las
distancias recorridas con la con la siguiente consideración: movimientos menores
a 1,50 metros no se registran a menos que sean significativas ya sea por su
prioridad o su cantidad. Se coloca también un apartado para las observaciones
del analista (Baca Urbina et al, 2014, pp. 178, 179; Kanawaty, 1996, pp. 91-96)
El cursograma analítico más que un diagrama es una técnica que consiste en
hacer un análisis muy detallado del proceso, básicamente con la intención de
reducir tiempos distancias o ambos, dentro de un proceso que ya está en
funcionamiento. Para que los gráficos den el máximo posible de información
debería llevar en el encabezado donde apuntar el nombre del producto, material o
equipo, con el número de dibujo o número clave, el proceso que se realice,
indicar si el método es el realizado o el proyectado, el nombre del observador, la
fecha del estudio y la clave de los símbolos empleados (Baca Urbina et al 2013, p.
114; Kanawaty, 1996, p. 96).

16
1.2.2.3. Diagramas con escalas de tiempos
· Diagrama de actividades múltiples: conocido también como diagrama
Hombre-Máquina. Representa gráficamente la ejecución de las actividades
simultáneas de varios operarios, máquinas y elementos del proceso bajo una
escala común de tiempo que muestre sus correlaciones. Utiliza rectángulos
coloreados: Negros representa un elemento ocupado de manera independiente.
Gris, cuando una actividad se realice de manera simultánea con otro elemento del
proceso. Blanco, cuando no se encuentra activo el elemento analizado. La
utilización de estos diagramas permite identificar tiempos de inactividad así como
también identificar alternativas para asignar los recursos ociosos a otras
actividades y maximizar su utilización, esto ayuda a eliminar costos ocultos en
sistemas productivos con actividades múltiples. El análisis de la relación de los
tiempos de trabajo que ocurren de forma simultánea puede presentarse en 4
casos, estos son (Baca Urbina et al, 2014, pp. 180, 181; Kanawaty G. , 1996, pp.
122, 123):
· Un operario - un equipo
· Un grupo de trabajadores - una máquina
· Un operario - un grupo de máquinas
· Una cuadrilla de trabajadores - un grupo de equipos
· Diagrama bimanual: también conocido como diagrama de proceso del
operario, este cursograma presenta mayor detalle en su estructura por lo que se
lo se lo denomina también estudio de micromovimientos y sirve para estudiar los
movimientos que realiza un operador al realizar su trabajo con ambas manos,
esto cuando el lugar donde se realizan es pequeño, de ser necesario también se
puede estudiar movimientos de otras partes del cuerpo. Este tipo de diagramas es
recomendable para trabajos de oficina o procesos de ensamble en donde se
justifiquen las actividades rutinarias, de ciclo corto y con al menos 70 % u 80 % de
movimientos con las manos. Se necesita una escala de tiempos y cada
movimiento de cada parte del cuerpo sometida a estudio debe estar

17
correctamente registrada en una columna adicional (Baca Urbina et al, 2014, p.
179; Kanawaty, 1996, pp. 152- 155).
En este tipo de diagramas se utiliza la Simbología estándar para la elaboración de
diagramas de procesos Tabla 1.3. con las siguientes variaciones:
· Operación: sujetar, utilizar, soltar, etc. materiales, herramientas,
piezas, etc.
· Trasporte: movimientos de las extremidades
· Espera: la mano o extremidad no trabaja
· Almacenamiento: sostener: herramientas, materiales, etc. Mientras
un trabajo es realizado.
· Inspección: de un objeto
Diagramas para la representación de flujos, movimientos y/o
desplazamientos
· Diagrama de recorrido: traza los flujos de materiales, personas y equipos
que intervienen en un proceso analizado, en un Layout de la planta, se puede
decir que es el complemento del cursograma analítico, el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas. Gracias al diagrama de recorrido se puede evidenciar demoras y
definir estrategias y acciones para hacer los procesos más esbeltos, evitando
procesos innecesarios generalmente implementando mejoras en la distribución de
la planta (Baca Urbina et al, 2014, p. 181; Kanawaty, 1996, pp. 99, 100).
En los diagramas de recorrido se representa a escala la sección o secciones
donde los procesos se llevan a cabo, dibujando en cada una de ellas los símbolos
ASME correspondiente al diagrama analítico (Vallhonrat y Corominas, 1991, p.
62).
· Diagrama de hilos: da información sobre las trayectorias, la frecuencia de la
utilización de los diversos puntos de paso y la posibilidad de interferencia entre los

18
distintos flujos. Muestra la interacción entre las distintas áreas del proceso, muy
similar al diagrama de recorrido con la diferencia que se trazan una o varias
hebras de hilo para determinar visualmente las áreas con más relación. El
diagrama debe ser trazado a escala pues las medidas de los hilos se emplean
para medir las distancias reales del proceso. Comúnmente se utiliza este
diagrama en los diseños preliminares del layout pues permite identificar las áreas
que den estar próximas y las que no (Baca Urbina et al, 2014, pp. 181-183;
Kanawaty, 1996, pp. 111, 112; Vallhonrat y Corominas, 1991, p. 62).
1.3. MEDICIÓN DEL TRABAJO
1.3.1. MEDICIÓN DEL TRABAJO
La medición del trabajo es un conjunto de técnicas que mide el tiempo que tarda
un trabajador calificado en realizar sus actividades laborales siguiendo una norma
de ejecución preestablecida, para ello se deben identificar las operaciones
principales o las que generen mayor impacto para la empresa. Requiere de un
procedimiento de selección, registro, examinación, medición, compilación y
definición de las tareas que realiza el trabajador. Los tiempos improductivos son
detectados en base de a los cuatro primeros pasos y la medición del trabajo
busca su eliminación o reducción pues se considera un tiempo mal gastado por
los trabajadores (Baca Urbina et al, 2014, pp. 177, 178; Kanawaty, 1996, pp. 77,
78,252,448,255).
Es necesario crear normas, tiempos estándares que incluyan las holguras
mediante la observación a los trabajadores, se utiliza también estadística y
tiempos predeterminados. Algunos beneficios son: permite el diseño, mejora y
comparación de métodos, así mismo en el control, la planificación, distribución del
trabajo y la estimación del presupuesto determinación de número de máquinas
(Baca Urbina et al, 2014, pp 176, 186; Fernández, Gonzales, y Puente, 1996, p.
21; Kanawaty, 1996, p. 254).

19
1.3.1.1. Técnicas de medición del trabajo
Las principales técnicas empleadas en la medición del trabajo son las que se
muestran a continuación:
· Estimando datos históricos
· Realizando estudios de tiempos utilizando un cronómetro.
· Por descomposición en micromovimientos de tiempos predeterminados
(MTM, MODAPTS).
· Método de la observación instantánea conocido también como muestreo de
trabajo
· Datos estándar y fórmulas de tiempos
Indistintamente de la técnica que utilicemos podremos obtener el tiempo tipo o
estándar del trabajo analizado (García, 1998, p. 184).
1.3.1.2. Estudio de tiempos con cronómetro
El estudio de tiempos se lo lleva generalmente con un cronómetro, para analizar
un lugar de trabajo o una película del mismo. El estudio de tiempos es una técnica
principal y básica en el estudio de tiempos, utilizada para determinar con la mayor
exactitud posible y partiendo de un número limitado de observaciones, el cual es
tomado como base, el tiempo estándar que debe tardar una tarea determinada
bajo normas establecidas. Se puede usar también cámaras de video y software
especializado para medir tiempos (Baca Urbina et al, 2014, p. 187; Fernández,
Gonzales, y Puente, 1996, p. 21; Kanawaty, 1996, p. 254; García, 1998, p. 185;
Kanawaty, 1996, p. 254).
Se lleva a cabo un estudio de tiempos con cronómetros cuando:
· Se desea introducir al proceso una nueva operación, actividad o tarea.
· Los trabajadores se quejan sobre el tiempo de operación.
· Existen cuellos de botella, que ocasionan demoras y pérdidas de tiempo a
las operaciones posteriores.

20
· Se pretende fijar los tiempos estándar de un sistema de incentivos.
· Los rendimientos de los operadores o de las máquinas son bajos o se
encuentran tiempos muertos en el proceso (García, 1998, p. 185).
1.3.1.2.1. Selección del trabajo para su estudio
Para seleccionar la opresión que se va a medir se pueden emplear los siguientes
criterios: el orden de las operaciones según se presenten en el proceso, la
posibilidad de ahorro que se espera en la operación. Relacionado con el costo de
la operación, según necesidades específicas como: instalación de nuevos
métodos de trabajo, cambios en las especificaciones del trabajo y cuellos de
botella presentes en el proceso. Definir y estandarizar los métodos de trabajo
antes de iniciar cualquier medición de tiempos es importante (Baca Urbina et al,
2014, p. 187; Fernández, Gonzales, y Puente, 1996, p. 21; García, 1998, p. 186;
Kanawaty, 1996, pp. 289, 290).
1.3.1.2.2. Selección de un trabajador calificado
Para seleccionar el operador al que se le debe realizar el estudio se tienen que
considerar los siguientes puntos:
· Habilidad: debe ser un operador que cuente con habilidad promedio
· Deseo de cooperar: con el estudio
· Temperamento : no debe elegirse a un operador nervioso
· Experiencia: elegir a un operador con experiencia que tenga los
conocimientos y demás cualidades que se necesitan para desarrollar un trabajo
en condiciones adecuadas de calidad, cantidad y seguridad el mismo debe
trabajar a un ritmo normal.

21
El operador que participará en el estudio de medición de tiempos puede ser
sugerido por los supervisores o por representantes de los trabajadores (Baca
Urbina et al, 2014, p. 187; García, 1998, p. 186; Kanawaty, 1996, p. 291).
1.3.1.2.3. Actitud frente al trabajador
La percepción del trabajador es de suma importancia por lo el operador debe
conocer sobre el estudio de tiempos que se va a realizar así como también el
analista debe conocer las políticas empresariales, no criticar el trabajo del
operador y tratarlo de una manera franca y abierta (García, 1998, p. 186).
1.3.1.2.4. Análisis del trabajo
Antes de cronometrar una operación, se debe verificar que esté normalizada o
estandarizada, y si no lo está, se debe realizar este proceso, pues nunca debe
cronometrarse una operación en la que no se han identificado todas las
actividades en documentos o guías. La normalización de los métodos de trabajo
es un procedimiento donde se fija en forma escrita una norma de realización del
trabajo para cada una de las operaciones que se hacen en una empresa. En las
normas se especifica el lugar de trabajo y sus características, las máquinas y
herramientas, los insumos y materiales al igual que equipo de seguridad que se
requiera para ejecutar dicha operación (Baca Urbina et al, 2014, p. 1887; García,
1998, p. 186).
1.3.1.2.5. Segmentación del trabajo en elementos menores y delimitación
Para facilitar el trabajo del investigador se deben descomponer las tareas en
elementos menores, pues esto facilitará la observación, medición de tiempos y
análisis de las mismas. El ciclo de trabajo debe reflejarlas actividades
improductivas, condiciones de fatiga para los trabajadores, entre otras. Se debe

22
considerar también que los elementos mecánicos deben estar separados de los
manuales. Si se dispone de elementos que no estén presentes en todos los ciclos
de trabajo, estos deben ser cronometrados a parte pues deben ser interpretados
como holguras para la determinación del tiempo estándar (Baca Urbina et al,
2014, p. 187; Kanawaty, 1996, pp. 293, 296-299).
1.3.1.2.6. Desarrollo de mediciones de prueba y ejecución de una muestra inicial
Las mediciones de prueba permiten que el operador se acostumbre a la presencia
del analista, para que en lo posterior realice sus actividades de forma normal y de
la misma manera permite al analista practicar y definir algunos parámetros para el
estudio (Baca Urbina et al, 2014, p. 187; Kanawaty, 1996, p. 290).
1.3.1.2.7. Determinación del tamaño de la muestra
Se determina un valor promedio representativo del tamaño de la muestra en
estudio utilizando los parámetros de la muestra preliminar, nivel de confianza y
exactitud. Para examinar los datos estadísticamente es necesario usar la
aleatoriedad en el muestreo para evitar que los datos sean sesgados, para eso se
utiliza la fórmula 1.1 con un nivel de confianza de 95,45% y un margen de error de
± 5% (Baca Urbina et al, 2014, p. 187; Kanawaty , 1996, p. 300):
n = !"#$%$&'´$%$(%)*+(%,)$(% -. [1.1]
Donde:
n: tamaño de muestra requerido
n´: tamaño de la muestra inicial,
x: tiempo observado trabajando
∑: suma de los valores

23
Si el número de observaciones obtenido es menor a la muestra inicial significa
que las observaciones son suficientes, de lo contrario se tendrán que realizar más
observaciones especialmente si tienen medidas similares. Si las mediciones
varían entre sí significa que el método estadístico podría dar problemas y para
ello se puede utilizar una guía convencional representada en la Tabla 1.4.
aplicada por empresas como General Electric donde se basan en el número total
de minutos por siclo (Kanawaty, 1996, p. 301).
Tabla 1.4. Número de observaciones recomendado para el estudio de tiempos
Tiempo por ciclo
Hasta Más de 40
min 6 s 15 s 30 s 45 s 1
min 2
min 5
min 10
min 20
min 40
min
Número de observaciones
200 100 60 40 30 20 15 10 8 5 3
(Kanawaty, 1996, p. 301)
1.3.1.2.8. Cronometraje
Se mide el tiempo que tardan los operarios en ejecutar las actividades que
integran un ciclo de trabajo mediante cronómetros, cámaras de video y/o software
especializado, para lo cual es necesario que los operadores trabajen de manera
habitual y con conocimiento de que están siendo medidos, pues de lo contrario
pueden generarse reacciones adversas por parte del grupo y por tanto el fracaso
del estudio (Baca Urbina et al, 2014, p. 188).
1.3.1.2.9. Valoración del ritmo de trabajo y desempeño del empleado
El objetivo de la valoración del ritmo de trabajo es determinar el tiempo tipo para
fijar el volumen de trabajo de cada puesto en las empresas, determinar el costo
estándar o establecer sistemas de salarios de incentivos. Se debe tomar en
cuenta que el ritmo de trabajo de cada persona se ve influenciado por factores
como el medio laboral, estado de ánimo, la calidad de los materiales, el esfuerzo

24
realizado en el día. Vale recalcar que el estudio de tiempos no es una ciencia
exacta pero al terminar el periodo de observación se usa la técnica de la
calificación de la actuación para determinar equitativamente el tiempo requerido
por el operador normal para ejecutar una tarea es decir medir al operador en su
trabajo en forma natural y sin forzarse con un método estandarizado y que es de
su pleno conocimiento. La Tabla 1.5. muestra las principales escalas empleadas
para la valoración del ritmo de trabajo. La escala 0-100 se refiere a la norma
británica Westinghouse (Baca Urbina et al, 2014, pp. 187, 188; García, 1998, p.
209; Kanawaty, 1996, pp. 309,310,315,317,318).
Tabla 1.5. Principales escalas empleadas para la valoración del ritmo de trabajo
Escala
Descripción del desempeño del individuo 60 - 80 75 - 100 100 - 133
0 – 100 (norma
británica)
0 0 0 0 Actividad Nula
40 50 67 50 Muy lento: movimientos torpes e inseguros, operario somnoliento y sin interés de trabajar.
60 75 100 75 Constante: resuelto, sin prisa, como de obrero no pagado a destajo, pero bien supervisado. Parece lento pero no pierde tiempo voluntariamente
80 100 133 100 Ritmo estándar o tipo: trabajador activo y capaz; operario calificado promedio, logra con tranquilidad el nivel de calidad y precisión fijado.
100 125 167 125 Muy rápido: el trabajador actúa con seguridad, destreza y coordinación de movimientos, superior al ritmo estándar.
120 150 200 150 Excepcionalmente rápido: concentración y esfuerzo intenso sin probabilidad de durar así por periodos largos de tiempo.
(Kanawaty, 1996, pp. 318)
Son dos los requisitos para una calificación eficiente, el primero, la compañía
debe establecer claramente lo que se entiende por tasa de trabajo normal y
segundo en la mente de cada uno de los calificadores debe existir una
aproximación razonable del desempeño normal (García, 1998, p. 110).

25
El tiempo básico o Tb es el tiempo que tarda un operador en ejecutar una
actividad a ritmo estándar expresado en el siguiente ecuación (Baca Urbina et al,
2014, p. 188; Kanawaty, 1996, p. 319).
Tb = Tiempo$observado$x$ /012324042ó'$561$7289:;289:$6<8á'507 [1.2]
La exactitud es característica más importante de un sistema de calificación. La
inconsistencia en las calificaciones puede destruir la confianza de los operadores
hacia el analista. La calificación del operario debe hacerse única y exclusivamente
en el curso de las observaciones de los tiempos elementales. El analista evalúa la
velocidad, la destreza, la ausencia de movimientos falsos, el ritmo, la coordinación
y la eficiencia. Una vez que se ha juzgado y anotado la actuación nada debe
cambiarse (García, 1998, p. 110).
1.3.1.2.10. Determinación de suplementos y estimación de tolerancias
Un suplemento es el tiempo que se concede al trabajador o también consideradas
como fracciones de tiempos adicionales con el objeto de compensar las pausas,
retrasos, demoras y elementos contingentes que son partes regulares de la tarea.
Estos suplementos pueden ser: Asignables al trabajador, es decir que el operador
no tenga la habilidad para realizar el trabajo o no aproveche el 100% de su tiempo
productivo por satisfacer necesidades personales. También encontramos
suplementos asignables al trabajo estudiado, se da cuando el operador no
desempeñe el trabajo a ritmo normal debido a la fatiga causado por el mismo, o
por elementos extraños relacionados con la operación del equipo fuera de
condiciones normales. Los suplementos que no son asignables ni al método ni al
trabajador son aquellos tiempos improductivos debido a interrupciones del
proceso productivo. Se debe tomar en cuenta los suplementos por contingencias
ocasionados por retrasos que deben ser previstos y no pueden ser medidos
exactamente ya que son ocasionales (Baca Urbina et al, 2014, p. 189; García,
1998, p 224; Kanawaty, 1996, pp. 337 - 343).

26
A pesar de que se debe agregar tolerancias al tiempo básico, se recomienda que
estas no sean mayores al 10%. Es importante establecer un 4 y 5 % del tiempo
básico a suplementos por descansos por fatiga y necesidades personales,
respectivamente (Baca Urbina et al, 2014, p. 189).
1.3.1.2.11. Cálculo del tiempo estándar o tiempo tipo
Para el cálculo del tiempo estándar o el tiempo tipo se utiliza la siguiente
ecuación:
Ts = Tb$x$+> ? tolerancia, [1.3]
Ts es el tiempo estándar el cual está constituido por dos elementos: el tiempo
básico (Tb) tiempo observado con su factor de evaluación del ritmo de trabajo, y
las tolerancias adicionales debidas a los suplementos. La representación gráfica
es la siguiente (Baca Urbina et al, 2014, p. 190; Kanawaty, 1996, p. 325).
Figura 1.3. Composición del tiempo estándar
(Baca Urbina et al, 2014, p. 190)
1.3.2. MUESTREO DEL TRABAJO
El muestreo del trabajo utiliza métodos estadísticos para determinar el porcentaje
de uso de equipos y maquinas con el objetivo de establecer estándares de
producción y tolerancias o márgenes aplicables al proceso, basados en
observaciones al azar. Tiene varias ventajas entre las que podemos mencionar:

27
no requiere que el analista esté presente durante un periodo largo de tiempo, el
operador no está expuesto a largos periodos en observación, un solo analista
puede estudiar operaciones de grupo. Entre las desventajas podemos mencionar
son: no es económico para estudiar una sola operación o máquina y tampoco
para determinar tiempos tipo de operaciones muy cortas, no proporciona un
registro detallado del método (Baca Urbina et al, 2014, pp. 190,191; García, 1998,
p. 250; Kanawaty, 1996, pp. 257-260).
1.3.2.1. Metodología del muestreo del trabajo
Antes de aplicar la metodología de muestreo del trabajo se deben definir los
objetivos y el procedimiento de muestreo el cual debe contemplar: una estimación
del número de observaciones, la longitud del trabajo y los detalles del
procedimiento deben estar claros. Posteriormente se realiza la recolección de
datos de acuerdo al plan de muestreo especificado, seguido por el procesamiento
de datos para finalmente realizar la presentación de resultados (García, 1998, p.
250).
1.3.2.2. Obtención de una estimación inicial de la proporción que se desea
investigar
A partir del número de n observaciones aleatorias y previas que determinan la
actividad del operario/máquina se estima la proporción (p). La proporción de
inactividad (q) corresponde a 1 – p (Baca Urbina, y otros, 2014, p. 191).
1.3.2.3. Cálculo del tamaño de muestra
Para determinar el tamaño de muestras necesarias para realizar un muestreo de
trabajo se utiliza métodos estadísticos o con el uso de monogramas. Para
analizarlo estadísticamente es necesario calcular aproximadamente la proporción

28
de una actividad deseable en relación al total de actividades, el supuesto básico
de la misma es que se distribuya de manera normal, a partir de la variación de los
datos y el nivel de confianza deseado es posible determinar el tamaño de
muestra. Generalmente se trabaja con un nivel de confianza del 95% y un margen
de error del 10%. Cuando se estandariza la distribución normal de forma que su
media sea cero y su varianza uno, el error e, viene dado por: (Baca Urbina et al,
2014, p. 191; García, 1998, p. 253; Kanawaty, 1996, pp. 161, 162).
e = z$x$@$ [1.4]
N = p$x$q$x$+A6)2 [1.5]
Donde:
N: tamaño de muestra,
p: probabilidad de ocurrencia
q: inverso de p
z: variable aleatoria continua
e: error
1.3.2.4. Realización de las N observaciones de estudio
Las observaciones (N) se realizan directamente al objeto de estudio, las mismas
deben ser aleatorias, asegurando la valides de los datos al no ser sesgadas, para
ello se utiliza la función Aleatorio de Microsof Excel o Tablas de números
aleatorios (Baca Urbina et al, 2014, pp. 191, 192; Kanawaty, 1996, p. 262).
1.3.2.5. Efectuar las mediciones y sacar conclusiones
Las observaciones deben efectuarse según el plan de muestreo aleatorio
previamente fijado (Baca Urbina et al, 2014, p. 192).

29
1.3.3. SISTEMAS DE TIEMPOS PREDETERMINADOS (STP)
Se considera datos estándar a los tomados de estudios de tiempos preliminares
que han probado ser satisfactorios, emplean métodos indirectos sin necesidad de
recurrir a mediciones de tiempo con cronómetro (Baca Urbina et al, 2014, p. 192;
García, 1998, p. 253; Kanawaty, 1996, p. 387).
En la actualidad existen alrededor de 250 de estos sistemas por lo que el analista
que los utilice debe tener gran experiencia y deben poseer una licencia para su
uso. Es importante recalcar que la mayoría de estos sistemas son procedentes de
EEUU por lo que antes de aplicarse a otro país deben ser correctamente
evaluados (Baca Urbina et al, 2014, p. 193; Kanawaty, 1996, pp. 389, 390).
1.4. METODOLOGÍA LEAN COMPANY
“Lean” es una filosofía de administración de la operación de una compañía. “Lean”
quiere decir hacer más con menos: usar menos recursos materiales, económicos
y humanos, menos esfuerzo del personal que labora en la planta, menos espacio
y realizar el trabajo en menor tiempo, enfocados siempre a la satisfacción del
cliente, pues es necesario entregarle lo que quiere en el momento exacto en el
que lo requiere. Una compañía Lean está formada por gente motiva, flexible, que
resuelve problemas y trabaja en equipo (Socconini, 2014, p. 17).
La palabra “Lean” es inglesa y su traducción literal significa "sin grasa, escaso,
esbelto", su traducción al hablar de producción significa "ágil, flexible", es decir,
una fabricación que pueda adaptarse a las necesidades del cliente en cortos
periodos de tiempo; puede traducirse también al castellano como “producción
ajustada” y es conocida también como “Toyota Production System”, término
utilizado por primera vez por John Krafcik, miembro del MIT (Massachusetts
Institute of Technology), tratando de explicar que la “producción ajustada” es lean
porque utiliza menos recursos en comparación con la producción en masa. Un
sistema lean fue aceptado rápidamente al explicar que busca eliminar

30
desperdicios y todo aquello que no añade valor. Se define como desperdicios
aquellos procesos que usas más recursos de los estrictamente necesarios, entre
los que podemos nombrar: sobreproducción, tiempo de espera, transporte, tiempo
de reproceso, inventario, movimientos y defectos (Carreras y Sánchez, 2010;
Hernández y Vizán, 2013, p. 10).
A inicios del siglo XX surgen las primeras técnicas de organización de la
producción con los trabajos realizados por Taylor y Henry Ford que metodifican y
formalizan conceptos de fabricación en serie. En Japón, en 1902, Sakichi Toyoda
inventa un sistema de automatización con un toque humano, posteriormente su
hijo Kiichiro invierte en la industria automotriz, naciendo así la compañía Toyota. A
finales de 1949 Eiji Toyoda (sobrino de Kiichiro) y Taiichi Ohno considerado el
padre del Lean Manufacturing visitaron las empresas automovilísticas americanas
y concluyeron que el modelo rígido americano no es aplicable para Japón, que lo
que debían hacer es suprimir los Stocks y los despilfarros aprovechando las
capacidades humanas. A partir de estas reflexiones Ohno establece un nuevo
sistema JIT/Just in Time (justo a tiempo) o conocido también como TPS (Toyota
Manufacturing System). Estas aportaciones se complementaron con los trabajos
de Shiegeo Shingo y Gilbreth (Hernández y Vizán, 2013, pp. 12 y 13).
Los dueños de pequeñas y grandes empresas o inclusive los encargados de las
mismas se muestran escépticos y dudan de las ventajas que puedan generar en
sus empresas aplicando la metodología Lean, pero el compromiso de las cabezas
es importante para que el resultado de la implementación de este modelo dé
resultados positivos. Existen motivos por los que la implementación de la
metodología Lean pudiera no arrojar buenos resultados y estos son: la resistencia
al cambio por parte de los trabajadores, pues es complicado romper el modelo
actual y colocar uno nuevo, la poca convicción de las cabezas sobre el proyecto y
el punto clave es la ausencia de liderazgo.
Con el uso de esta metodología se busca mejorar la productividad siempre de la
mano con la excelencia industrial, eliminando las actividades que no agregan
valor o desperdicios y de esta manera mejorar los procesos productivos, puesto

31
que en esta área la mayoría de las empresas genera más costes y un porcentaje
grande de los ingresos es dedicada para esta actividad, esta área en general es
una oportunidad para que las empresas mejoren su rentabilidad y den un mejor
servicio a la sociedad. Para conseguir la mejora continua es necesario el
conocimiento por las herramientas lean que las veremos a continuación.
1.4.1. HERRAMIENTAS BÁSICAS
El Lean utiliza una colección de herramientas (5S, SMED, kanban, kaizen,
heijunka, jidoka, etc.) para lograr propósitos como la eliminación de desperdicios,
estas herramientas fueron desarrolladas principalmente en Japón. Los pilares del
lean manufacturing son: la filosofía de la mejora continua, el control total de la
calidad, la eliminación del despilfarro, el aprovechamiento de todo el potencial a lo
largo de la cadena de valor y la participación de los operarios (Carreras y
Sánchez, 2010, p. 1).
En la cadena productiva se deben identificar aquellos procesos que añaden valor,
aquellos que son denominados como despilfarro con el fin de eliminarlos y cuáles
procesos son necesarios a pesar que sean considerados como despilfarro y que
la empresa se debe hacer responsable del costo. Los procesos que añaden valor
son aquellas que tienen por objetivo trasformar la materia prima en un producto
de superior acabado y que el cliente esté dispuesto a pagar por el mismo, el
despilfarro es todo aquello que no añade valor al producto y no es necesario para
su fabricación. La clave está en reducir al máximo las actividades que no agregan
valor a los a los procesos productivos y con ello reducir los costos del producto.
Para la eliminación sistemática del despilfarro Lean propone tres pasos que recibe
el nombre de Hoshin (Brújula):
· Reconocer el desperdicio y el valor añadido en los procesos.
· Eliminar el desperdicio aplicando una o varias técnicas Lean.

32
· Estandarizar el trabajo con mayor carga de valor añadido para,
posteriormente, volver a iniciar el ciclo de mejora (Hernández y Vizán, 2013, pp.
21-22)
Un punto clave para que el sistema funcione es el involucramiento del personal,
desde los dueños o directivos, hasta los operadores, pues es necesario que entre
todos se encuentre las mejoras necesarias al puesto de trabajo a las
instalaciones, a los flujos de procesos, en general a toda la organización.
1.4.1.1. (5S´s): Orden y Limpieza
Las 5 S´s surgieron en Japón pero hoy en día se las aplica en todo el mundo, fue
desarrollada por Hiroyuki Hirano y es una técnica para mejorar la limpieza, orden
y utilización del área de trabajo, ayuda a incrementar el aprovechamiento del
tiempo. En su país de origen son: Seiri, Seiton, Seiso, Seiketsu, Shitsuke.
Traducido al español las 5´S son las siguientes: (Hirano y Rubin, 2007; Socconini,
2014, pp. 120-140).
· Seleccionar: es separar lo necesario de lo innecesario, para lo cual se debe
descartar lo que no se necesita y almacenar sólo lo que se vaya a utilizar. La
pregunta es ¿es esto útil o inútil? Con esto evitamos perder tiempo en buscar las
cosas que son realmente útiles para el trabajo puesto que las cosas inútiles no
estarán estorbando, también al eliminar cosas rotas, viejas, dañadas o inservibles
el espacio destinado al trabajo es más grande (Socconini, 2014, pp. 120-140;
Hernández y Vizán, 2013, pp. 38).
· Situar: es ordenar todos materiales para encontrarlos con facilidad, esto
significa tener “Un lugar para cada cosa y cada cosa debe estar en su lugar”. Para
ello cada lugar definido debe ser también identificado, con esto, se facilita su
búsqueda y su retorno a su posición inicial. La implantación de esta S requiere
marcar los límites del área de trabajo, almacenaje y zonas de paso evitando
duplicidades. Se deben ordenar las cosas priorizando la frecuencia de uso, puesto

33
que lo más frecuente se debe tener más cerca de la mano, los criterios de calidad
seguridad y eficacia también deben ser tomados en cuenta (Hernández y Vizán,
2013, p. 39; Socconini, 2014, pp. 120-140).
· Suprimir la suciedad: es limpiar el lugar de trabajo todos los días
implementando la limpieza como parte del proceso y eliminar los focos de
suciedad. Un lugar limpio permite producir artículos de calidad. El principio en el
cual se basa es “El lugar más limpio, no es el que más se asea, sino el que
menos se ensucia”, la inspección de la limpieza es también un punto importante
que se debe implementar (Hernández y Vizán, 2013, p. 39; Socconini, 2014, pp.
120-140).
· Señalar anomalías: o estandarizar las prácticas laborales, significa también
homologar un lugar de trabajo para que todos los empleados tengan las mismas
facilidades. Permite consolidar lo ya logrado en las tres primeras “S” ya que
estandarizar es la manera más práctica para trabajar, ya sea con un documento o
una fotografía (Hernández y Vizán, 2013, p. 40; Socconini, 2014, pp. 120-140).
· Seguir mejorando: es darle seguimiento a los avances en las 5 S para
mantener las mejoras conseguidas y fomentar el compromiso para el
cumplimiento de los estándares, para esta S es necesaria la disciplina y la
persistencia (Hernández y Vizán, 2013, p. 41; Socconini, 2014, pp. 120-140).
Nota: los temas importantes están traducidos al español para facilitar la
implantación.
Las 5 S es la herramienta Lean más fácil y sencilla de usar, que puede ser
implantada en corto tiempo y con excelentes resultados, pues de esta manera se
logra que los trabajadores palpen como con cosas sencillas se pueden lograr
grandes cambios y que éste comienza por mantener sus puestos de trabajo
limpios y ordenados, pero detrás de esta simplicidad se esconde una potente
herramienta que pocas empresas han logrado sacarle el mayor beneficio. A pesar
de que es conocida en todo el mundo y se esperaría que todas las empresas la

34
pongan en práctica, lamentablemente no es así, en muchas empresas pequeñas
esta herramienta todavía es desconocida.
Al implantar las 5 S se evita la presencia de síntomas disfuncionales como: una
planta de procesamiento con suciedad, pacillos desordenados, elementos rotos,
viejos o inservibles en los estantes, falta de espacio, falta de instrucciones
sencillas de operación, cables o mangueras fuera del lugar que pueden causar
accidentes, poco interés de los empleados por su lugar de trabajo. La
implementación de las 5S ayuda a romper paradigmas de personas resistentes al
cambio (Hernández y Vizán, 2013, p. 37).
Para que la implantación de las 5 S se lleve con éxito, la dirección de la empresa
debe estar consiente que se invertirá tiempo de los trabajadores para que realicen
algunas tareas y estas deberán mantenerse en el tiempo, todo el personal debe
ser capacitado para que entiendan los conceptos básicos de la metodología Lean
y el área o áreas donde se va a implementar deberán ser bien conocidas y ser de
gran impacto para la empresa para que los resultados tengan una alta
probabilidad de éxito.
1.4.1.2. Andon: Comunicación Visual
La técnica de Andon o también conocido como Control Visual es aquella que
plasma de forma fácil y evidente la situación actual del sistema productivo, con el
propósito de evitar que ocurran despilfarros o anomalías especialmente en los
procesos que generan alto valor añadido. Al igual que el resto de herramientas
Lean, Andon también necesita la colaboración de todos los empleados de la
empresa, y es necesario que todos en la misma estén capacitados para que
puedan entender y reaccionar a las distintas señales.
Esta herramienta Lean persigue tener informado al personal sobre cómo sus
esfuerzos afectan a los resultados y guiarlos en la obtención de sus metas. La
información ayuda a tener al personal motivado y a que contribuyan con ideas y

35
las mismas sean tomadas en cuenta. El tema de reconocimientos para el personal
proactivo y que colabora con el cambio, juega también un papel importante
(Hernández y Vizán, 2013, p. 52).
Esta técnica en particular es importante porque permite difundir información de
manera fácil y rápida y de la misma manera permite que el mensaje sea
rápidamente captado por los empleados. Existen varias técnicas de comunicación
visual que sirven para orientar el flujo de las ideas y darle un mejor enfoque a
situaciones que vayan a ser analizadas.
A continuación se señalan diferentes técnicas de control visual que contribuyen a
conseguir los objetivos empresariales y pueden ser implementadas en la planta
de fabricación. No es necesario aplicarlas todas, sino simplemente las que mejor
se adapten a las particularidades del sistema, de las personas, y del estado de
evolución de la empresa hacia la cultura Lean (Hernández y Vizán, 2013, pág.
53).
Control visual de espacios y equipos:
· Identificar los equipos y espacios.
· Identificar actividades recursos y productos.
· Marcas sobre el suelo.
· Marcas sobre técnicas y estándares.
· Áreas de comunicación y de descanso.
· Informción e instrucciones.
· Limpieza (Hernández y Vizán, 2013, pág. 53).
Documentación visual en el puesto de trabajo:
· Métodos de organización: hojas de instrucciónes, seguridad, reportes,
autoinspección y recomendaciones de calidad.
· Recursos y tecnología: instrucciones de operación, mantenimiento, ajustes,
procesos.

36
· Productos y materiales: especificaciones de piezas, requerimientos de
empaquetado, identificaciónes para materiales y productos (Hernández y
Vizán, 2013, p. 53).
Control visual de la producción:
· Programa de mantenimiento
· Programa de producción.
· Identificación de reprocesos.
· Identificación de stocks.
· Identificación de cargas en proceso (cargas, retrasos..).
· Indicadores de productividad (Hernández y Vizán, 2013, p. 53).
Control visual de la calidad:
· Señales de monitorización de máquinas.
· Control estadístico de procesos.
· Registros de problemas (Hernández y Vizán, 2013, p. 54).
Gestión de indicadores:
· Objetivos, resultados y diferencias de indicadores de proceso.
· Gestión de la mejora continua.
· Actividades de mejoras.
· Sugerencias.
· Proyecto en marcha (Hernández y Vizán, 2013, pp. 54).
Para que un sistema Andom tega éxito en una fábrica, empresa, microempresa,
etc., es necessario un cambio cultural, y no se da de un día para otro, es un
proceso y para ello se recomienda lo siguiente:
· Verificar el compromiso de todo el personal involucrado antes de empezar
un proyecto de comunicación visual.

37
· Evitar que la dirección tome el control visual como una técnica, puesto que
al exponer el proyecto no irá más allá que un gesto sin contenido y las
personas sólo lo entenderán superficialmente.
· Estimular a que la comunicación visual y el diálogo ayuden a superar
barreras jerárquicas.
· Recibir ideas del personal, permitiendo que se involucren para crear
nuevos estándares y maneras de hacer el trabajo más rápido y con menos
fallas.
· Antes de buscar culpables se debe capacitar al personal en la solución de
problemas.
· Incentivar al personal a que participen en proyectos de mejora continua.
1.4.1.3. Kaizen: Mejora continua
Kaizen significa “cambio para mejorar” deriva de las palabra KAI-cambio y ZEN-
bueno, utiliza por lo general las herramientas Lean como: andon, SMED, poka
yoke y trabajo estándar, ya que no requieren grandes inversiones de capital. Los
eventos Kaizen o eventos de mejora continua, se los realiza con equipos de
trabajo multidisciplinarios y multijerárquicos, que buscan optimizar los procesos
existentes, reduciendo desperdicios y variabilidad, mejorando las condiciones de
trabajo en seguridad y ergonomía. Con la aplicación de estos eventos se ven
mejoras muy rápidas en el desempeño de procesos específicos (Hernández y
Vizán, 2013, p. 27; Socconini, 2014, pp. 38-43).
Kaizen involucra la actitud de las personas, pues se debe sembrar en ellas una
nueva cultura, que ayude a llevar al éxito a la organización y a ser más
competitivos, esta cultura es de cambio constante y de evolución, mejorando de
esta manera continuamente los procesos.
A continuación se detallarán los puntos clave de mejoras kaizen:
· Abandonar los tabús.

38
· Reflexionar sobre cómo hacer cosas que hasta el momento parecen
imposibles.
· Realizar las buenas propuestas de mejora.
· No buscar la perfección.
· Corregir los errores en el momento que estos se presentan.
· Encontrar las ideas cuando se presenten los problemas..
· Buscar la causa raíz de los problemas, plantearse los 5 porqués y buscar
las soluciones.
· Tomar en cuenta todas las ideas del personal.
· Probar y después validar.
· La mejora es continua (Hernández y Vizán, 2013, p. 29).
1.4.2. HERRAMIENTAS PARA MINIMIZAR TIEMPO DE CICLO
1.4.2.1. Manufactura celular
La manufactura celular es una aplicación de los conceptos de la tecnología de
grupo, para ello el layout de la planta tiene un flujo que está orientado al producto,
donde las estaciones de trabajo se sitúan una alado de la otra y el producto
avance según se realizan las operaciones correspondientes, creando así un
movimiento continuo (Hernández y Vizán, 2013, p. 70).
La célula de trabajo o célula flexible, permite que se realicen actividades muy
cercanas unas de otras y evitar la pérdida de tiempos en traslados de un lugar a
otro, adopta la forma de una “U”, pues permite que los procesos se realicen uno a
continuación del otro, lo ideal es que la entrada y la salida de una línea de
producción estén en la misma posición.
Para diseñar células se hacen necesarios ciertos requerimientos:
· Identificar familias de productos.
· Contar con personal capacitado, predispuesto imaginativo y flexible.

39
· Diseñar sistemas que prevengan errores en la célula (Hernández y Vizán,
2013, p. 71).
La adopción de las células permite ventajas en la eficiencia del sistema tales
como:
· Mejor cumplimiento de los requisitos de calidad y tiempo.
· Reducción del inventario en proceso permite que este fluya sin pausas.
· Mayor aprovechamiento de las máquinas y los espacios (Hernández y
Vizán, 2013, p. 71).
1.4.2.2. SMED: Cambios rápidos
Las siglas en inglés de SMED significa Single Minute Exchange of Die, traducido
al español significa cambios de herramientas en un solo dígito de minuto, es decir
realizar cambios de elementos en máximo 10 minutos. Busca regresar un equipo
lo más rápido posible a la producción, SMED mide tiempos de cambio, separa
tiempos internos de externos, y elimina desperdicios. Para disminuir los tiempos
de preparación, se necesita instalar de nuevos mecanismos de alimentación,
retirada, ajuste, etc. por lo que se debe conocer la máquina a la perfección
(Hernández y Vizán, 2013, p. 42; Socconini, 2014, pp. 253, 261).
El SMED tiene una metodología clara que se puede aplicar fácilmente con poca
inversión y para ello se requiere ser constantes. Es importante reducir los tiempos
de preparación por varios motivos uno de ellos es el stock. Ya que cuando el
tiempo de cambio es elevado es necesario que los lotes sean de gran tamaño
para reducir costos de fabricación pero si el tiempo de cambio es corto se puede
producir diariamente solo la cantidad necesaria por lo tanto no se produce gastos
de inventario. Al disminuir los tiempos de cambio también se logra un aumento de
la capacidad de la máquina y aplicando esta metodología inclusive se puede
evitar la compra de una máquina de mayor capacidad.

40
Entre los ejemplos de aplicaciones SMED en una fábrica tenemos:
Técnica N°1: Estandarizar las actividades de preparación externa.
Técnica N°2: Estandarizar las partes necesarias.
Técnica N°3: Utilizar sistemas de fijación rápida
Técnica N°4: Hacer uso de operaciones en paralelo.
Técnica N°5: Utilización de un sistema de preparación mecánica (Hernández y
Vizán, 2013, p. 45).
1.4.3. HERRAMIENTAS PARA MEJORAR CALIDAD
1.4.3.1. Poka Yoke: Mecanismos a prueba de errores
El objetivo de la herramienta Poka Yoke es detectar los errores antes que se
conviertan en defectos por lo que es conocida también como “cero defectos”, esto
ayuda a mejorar la calidad. Una parte clave es la inspección de todas las causas
de los defectos que se producen durante la fabricación. Otra parte importante del
Poka Yoke es el sistema de Control Visual: códigos de colores, tableros de
información y más, que ayuda a distinguir rápidamente lo que es normal de lo que
no es normal (Guajardo. E, 2003).
Los Poka Yoke pueden ser dispositivos que se caracterizan por ser simples y en
muchos casos económicos, ingeniosos y de preferencia deben ser diseñados por
un operador. Después de ser instalados, evitan que ocurra errores por parte de
los operadores o por parte de las máquinas y puede también facilitar detección de
errores, pues para que no ocurran defectos los Poka Yokes pueden parar la
máquina, controlar que la máquina opere de manera correcta o inclusive dar aviso
de que puede ocurrir un error para que la persona a cargo lo evite. Este sistema
es conocido también como a prueba de tontos y el objetivo es obtener un proceso
o un producto que no tenga defectos, para que el mismo no sea rechazado o
reprocesado.
41
Para implementar un sistema Poka Yoque se puede diseñar piezas que permitan
ser conectadas solo en la forma correcta, de lo contrario estas no encajarán, se
puede usar también códigos de colores. Actualmente la mayoría de usuarios
especialmente de la tecnología utilizan productos que están hechos para evitar
ser utilizados de manera incorrecta, entre ellos tenemos la USB, el cable para
cargar el teléfono entre otros que cumplen con el objetivo de satisfacer al cliente.
1.4.4. HERRAMIENTAS PARA LOGRAR LA ESTANDARIZACIÓN DE LOS
PROCESOS
1.4.4.1. Standard Work: Trabajo estándar
Estándar es una norma establecida, es a lo que se quiere llegar, las mediciones
diarias se deben comparar contra el estándar y de esta manera seguir mejorando.
Se utiliza esta herramienta para asegurar el rendimiento máximo de un proceso
con el mínimo desperdicio posible, utilizando la mejor combinación hombre-
máquina. Marca el ritmo de producción.
Implementar el trabajo estándar en una organización implica que el personal esté
dispuesto a realizar su trabajo no solo de la misma manera, sino de la mejor
manera y estar capacitados para solucionar problemas que puedan ocurrir a lo
largo de la cadena.
Para implementar procedimientos operativos Estándar o SOP´s por sus siglas en
inglés, es necesario: observar, realizar un mapa del proceso, analizarlo, mejorarlo,
documentarlo en procedimientos operativos estándar, que deben estar
disponibles para el personal y este debe ser entrenado.

42
1.4.5. CINCO PRINCIPIOS PARA LA IMPLEMENTACIÓN DEL SISTEMA
LEAN
1.4.5.1. Especificar qué es lo el cliente percibe como valor
En este aspecto es necesario saber quién es el cliente, sea este interno o externo,
y qué es lo que quiere, para incorporar al proceso sus necesidades y
expectativas. El valor de un proceso coincide con las necesidades específicas el
cliente, en calidad, precio y tiempo de entrega. Una actividad con valor agregado
es aquella que cambia físicamente un producto, transformándolo y volviéndolo
más valioso (Maldonado Villalva, 2008, p. 16; Vilana Arto, 2010 - 2011, p. 5)
Para identificar qué es lo que realmente quiere el cliente la empresa debe
colocarse en el lugar del consumidor final, sin confundirse con los objetivos
financieros o resultados esperados por parte de la empresa y para ello la Tabla
1.6. muestra preguntas que nos ayudan a definir el valor del producto desde el
punto de vista del cliente (Gutiérrez, 2010, p. 98)
Tabla 1.6. Preguntas que permiten definir el valor del producto desde el punto de vista del cliente
¿Qué es lo que quiere el cliente?
¿Cuáles son las necesidades del cliente respecto al producto?
¿Por qué el cliente compra el producto?
¿Se ha traducido adecuadamente al lenguaje de la organización lo que el cliente quiere?
¿Todo el personal en la organización sabe lo que es valioso para el cliente?
¿Se conoce con precisión como se va a agregar valor al producto a lo largo del proceso?
¿Lo que se hace actualmente concuerda con lo que es valioso para el cliente?.
1.4.5.2. Identificar el flujo de valor
Hay que identificar el camino de valor en los procesos y reconocer en ellos las
mudas, que son actividades que no agregan valor a los procesos para

43
minimizarlas y si es posible eliminarlas del proceso. Para determinar los procesos
que agregan valor se lo hace desde el punto de vista del cliente, sea este interno
o externo (Vilana Arto, 2010 - 2011, p. 5).
En la mayoría de procesos productivos sólo el 5% de las actividades generan
valor para los clientes, 35% constituye actividades que generan valor interno, y el
60 % no genera ningún tipo de valor (Jones, Hines, y Rich, 1997, p. 153)
En un análisis de flujo de valor se encuentran 3 tipos de actividades: actividades
que agregan valor al proceso, actividades que no generan valor pero son
necesarias ya sea por requerimientos legales o por el proceso en sí, conocidas
como mudas de tipo I y actividades que no generan valor y por lo tanto deben ser
minimizadas o eliminadas conocidas como mudas de tipo II, este tipo de mudas
se refiere a movimientos innecesarios, tiempos muertos, entre otros. En la Tabla
1.7. se muestran preguntas que ayudan a clasificar las actividades en
generadoras de valor y mudas de tipo I. Las actividades que no generan valor y
deben ser eliminadas son mudas de tipo II (Gutiérrez H. , 2010, p. 99; Womack y
Jones, 2003, p. 20).
Tabla 1.7. Preguntas para determinar si las actividades generan valor o son mudas de tipo I
Generan valor al producto
¿Entrega algo al producto?
¿Genera una ventaja competitiva?
¿El cliente estaría dispuesto a pagar más por el producto por realizar esta tarea?
No generan valor pero son inevitables
¿Es requerida por ley o alguna norma obligatoria?
¿Reduce el riesgo financiero para la empresa?
¿Proporciona información financiera importante?
¿El proceso se viene abajo si se elimina esta tarea?
Tahiichi Ohno definió 7 tipos de desperdicios y estos son: sobreproducción,
espera, transporte, reproceso, inventarios, movimientos y defectos,
posteriormente se definieron 8 desperdicios más: Sub-utilización del personal
humano, sistemas inapropiados, agua y energía, materiales, servicios y oficinas,

44
tiempo del cliente, clientes desertores, incapacidad para desarrollar al personal
(Bicheno, 1999; Ballesteros Silva, 2008)
1.4.5.3. Agregar valor al proceso
Hay que agregar valor mediante flujos continuos, disminuyendo en lo posible o
eliminando movimientos innecesarios, cuellos de botella y layouts mal diseñados.
Una técnica adicional es lograr una apropiada distribución de las áreas de trabajo
en las instalaciones (Vilana Arto, 2010 - 2011, p. 5; Womack y Jones, 2003, p.
63).
1.4.5.4. Organizar el proceso para que la producción sea halada por el cliente
También conocido como Pull System, y significa producir según el cliente lo
requiera y responder de una manera rápida con lo que minimiza la
sobreproducción y el exceso de inventarios. Al enviar pedidos diarios y en
cantidades que el cliente lo requiera evita desbalances sorpresivos en la
producción (Vilana Arto, 2010 - 2011, p. 5).
1.4.5.5. Trabajar hacia la perfección
Buscar ser mejores y gestionar la perfección, eso implica no solo limpiar los
procesos y hacerlos más esbeltos sino también cumplir con los requerimientos del
cliente a tiempo, este es un proceso que no tiene fin pues siempre habrá algo que
mejorar (Vilana Arto, 2010 - 2011, p. 5).
Los cinco principios se deben implementar con el fin de optimizar toda la cadena
de valor, no solo una parte de ella, pues de ser así no traerá mayor beneficio.
Para ello primeramente se debe ver toda la secuencia de eventos, posteriormente

45
enfocarse en el producto y finalmente enfocarse en el flujo de la cadena de valor y
no en el desarrollo tradicional de cada departamento (Jones, Hines, y Rich, 1997).
1.4.6. DETERMINAR MÉTRICAS
1.4.6.1. Cálculo de productividad
El cálculo de productividad se utiliza para medir los resultados de una empresa.
En términos cualitativos la productividad es la razón entre la cantidad de
productos que se produjeron y los insumos que se utilizaron, se utiliza la ecuación
1.6 para calcularla (Tinajero Trejo, 2008).
BCDEFGHIJIEKE = LMOPQRRSóU$O$MVWQXYZPOW$[O\MZPOW$]UWQ^OW$O$MVRQMWOW$QWZPOW [1.6]
La productividad se incrementa cuando:
· Se reducen los insumos mientras la producción permanece constante.
· Se incrementan las salidas mientras los insumos permanecen constantes.
La productividad puede ser medida en forma parcial cuando por ejemplo
calculamos el producto obtenido sobre un determinado insumo, por ejemplo las
horas hombre empleadas, pero la productividad también puede ser total cuando
involucra el cociente de la salida y la suma de todas las entradas (Carro Paz y
González Gómez, 2012, p. 3).
1.4.6.2. Cálculo de la eficiencia del ciclo del proceso (ECP)
Para el cálculo de la eficiencia del ciclo del proceso se utiliza la ecuación 1.7. y
determina que tan rápido o que tan lento es el proceso, y relaciona el tiempo de
las actividades que el cliente las tomaría como indispensables y el tiempo total del

46
ciclo. Si su valor es mayor a 25% es un proceso esbelto (George, 2002, p. 43;
Gutiérrez H. , 2010, pp. 97, 98).
_`B = fSV^gO$PV$hZXOM$ZñZPSPOfSV^gO$YOYZX$PVX$RSRXO$PVX$gMORVWO j >kk [1.7]

47
2. PARTE EXPERIMENTAL
2.1. EVALUAR LA PRODUCTIVIDAD DE LA SECCIÓN DE
PROCESAMIENTO DE MATERIAS PRIMAS HASTA LA ETAPA DE
SEMIELABORADO EN EL RESTAURANTE DE COMIDA RÁPIDA
JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO
2.1.1. DESCRIPCIÓN DEL RESTAURANTE DE COMIDA RÁPIDA JUANE´S
PAPI BURGUER
El restaurante de comida rápida Juane´s Papi Burguer es un negocio familiar, por
lo cual fue necesario recabar información por medio de entrevistas a los dueños
del negocio, pues no existe documentación que muestre el año de su creación y
los progresos que el restaurante ha tenido durante los últimos años.
El restaurante de comida rápida Juane´s Papi Burguer inicio como un pequeño
negocio familiar en diciembre del año 2003 y que hoy a través del presente
trabajo de tesis decide mejorar los procesamientos de materias primas hasta la
etapa de semielaborado.
El restaurante Juane´s Papi Burguer desde el inicio de su operación ha estado
ubicado en las calles García Moreno y Calle Cevallos, de la parroquia de Santa
Rosa, Ambato en un local que es propiedad de los dueños del restaurante;
atiende de domingo a domingo únicamente en horario vespertino: 4h00 pm a
10h00 pm. Los productos que ofrecen corresponden a la gama de la comida
rápida: Papas fritas, pollo broster, en mayor cantidad y también en cantidades
pequeñas salchipapas, carnipapas y hamburguesas, además de bebidas no
alcohólicas.
El restaurante Juane´s Papi Burguer en un principio surgió como un ingreso extra
para la familia propietaria, y durante su primer año de operación solamente
contaba con una empleada, con el pasar del tiempo el negocio se fue

48
consolidando y actualmente cuenta con 8 empleados a tiempo completo y 2
empleados de soporte, convirtiéndose este negocio en la actualidad como la
ocupación y la fuente económica principal de los propietarios. Las fases por las
que ha pasado el restaurante se pueden resumir en las siguientes:
Una fase de consolidación entre 2003 y 2006 donde lograron posicionarse en su
nicho de mercado y se mantuvieron con una operación artesanal, con equipos
locales y con un manejo familiar.
Una fase de expansión entre 2006 y 2010 donde ayudados por la coyuntura
nacional crecieron en 175% en ventas, por lo que invirtieron en infraestructura
para atención al cliente, ampliando el área de su local y adquiriendo equipos para
agilitar el servicio de despacho.
Una fase de modernización entre 2010 y 2016, enfocada al procesamiento de los
productos semielaborados, en la que tuvieron un crecimiento de 150% en ventas
con respecto al 2010, por lo que se adquirió equipos americanos (3 freidoras y 2
brosterizadoras) de última tecnología para el procesamiento de los productos
semielaborados, además de estandarizar el proceso de cocción y entrega de los
productos finales.
A pesar del importante y constante crecimiento del restaurante Juane´s Papi
Burguer, existe una sección de su proceso que se ha mantenido invariante
durante todos estos años y es el área de procesamiento de materias primas;
donde se evidencia que no existe estandarización ni condiciones óptimas para
trabajar, lo que afecta considerablemente el nivel de productividad del negocio;
por lo que los propietarios han decidido brindar la apertura para desarrollar la
presente tesis buscando incrementar la productividad del área de procesamiento
de materias primas hasta la etapa de semielaborado.
Finalmente, es de interés de los propietarios abrir una nueva sucursal, que se
constituirá en solamente un punto de venta y que espera recibir los productos
semielaborados desde la central de operaciones actual, por lo que la presente

49
tesis busca alcanzar un impacto considerable en la mejora de la productividad del
área de procesamiento de materias primas, además de sentar las bases técnicas
y de infraestructura para a futuro fácilmente escalar los niveles de producción, por
lo que se utilizó la metodología de trabajo Lean Company para alcanzar estos
objetivos.
2.1.2. LEVANTAMIENTO DEL “LAYOUT” INICIAL DE LA PLANTA DE
PRODUCCIÓN EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI
BURGUER
El layout inicial de la planta de producción se realizó en el programa AUTOCAD
para ello fue necesaria la observación y el reconocimiento general de las
instalaciones, tomar medidas internas y externas de la planta para plasmarlas en
el dibujo a escala.
2.1.3. DESCRIPCIÓN DE LOS PROCESOS DE PRODUCCIÓN
(DOCUMENTACIÓN DE LA SITUACIÓN ACTUAL DE LA PLANTA DE
PRODUCCIÓN)
Se identificaron las áreas que se utilizan para realizar los procesos productivos
hasta la etapa de semielaborado, en las mismas se describen los materiales que
se almacenan y los procesos que se realizan.
Para este proyecto de titulación se tomaron los 5 procesos más importantes que
se realizan en el área de producción y se realizó un seguimiento a las
trabajadoras que lo realizan, con un cronómetro en mano para tomar los tiempos
exactos que tardan en cada una de las actividades que conforman un
determinado trabajo, lo antes dicho se ve reflejado en el Anexo II, se realizó el
seguimiento desde que las trabajadoras empiezan a buscar los materiales y
utensilios para comenzar un proceso, los movimientos que realizan durante el

50
mismo, hasta que se lava todo lo utilizado, almacenan el producto semielaborado
y desechan los residuos.
Con la ayuda de un flexómetro se midieron las distancias que recorren las
trabajadoras al transportar las materias primas de un área a otra y dentro de la
misma área. Los diagramas de recorrido de los 5 procesos se presentan en el
Anexo V. Con todos los datos obtenidos se realizaron los cursogramas analíticos
y cursogramas sinópticos de cada proceso que se reflejan en las secciones de la
3.1.2. a la 3.1.6.
A continuación se muestran los procesos que fueron estudiados, detallando en
ellos los datos necesarios para la realización de cálculos.
2.1.3.1. Procesamiento de pollo aliñado
La producción es variable en el transcurso de la semana sin embargo trabajan
con 25 pollos al día, los fines de semana y feriados se procesan entre 3 y 10
pollos más, pero en otro ciclo más corto, pues al ser un área pequeña, se pueden
procesar máximo 25 pollos. La recepción del pollo es 2 veces por semana y son
almacenados en el área 1 en congeladores, la materia prima es trasportada en
contenedores abiertos. En esta área también se encuentra parte de la materia
prima para realizar el aliño, por lo que la trabajadora debe realizar movimientos a
esta área como mínimo dos veces por ciclo, el resto de materia prima para el aliño
se encuentra en el área 2. También realiza movimientos al patio en búsqueda de
contenedores que adicionalmente debe lavarlos. Las materias primas y los
materiales para la preparación del pollo aliñado no tienen orden, ni una limpieza
adecuada.
Se recibe el pollo sin menudencias por parte del proveedor en fundas
transparentes, en el proceso los pollos son divididos en 8 presas, como muestra
la Tabla 2.1. teniendo como residuos únicamente las fundas plásticas y los rabos
de los pollos, los cuales son desechados. Posteriormente las presas de pollo son

51
colocadas en el aliño previamente preparado. Los ingredientes para el aliño se
encuentran en el área 1 y área 2, posteriormente son picados y colocados de una
licuadora de 1,5 litros exclusiva para realizar el aliño. La licuadora al ser utilizada
constantemente y al procesar materia prima de composición un tanto dura, sufre
averías constantemente, por lo que es reemplazada por otra cada tres meses.
Tabla 2.1. Producción de pollo aliñado
Materia prima N° de pollos al día N° de presas al día
Pollo pelado 25 200
2.1.3.2. Procesamiento de papas peladas y picadas
Las papas se almacenan en el área 2, esta área es oscura, fría y húmeda. A
pocos metros, las papas son peladas a mano. El área no ofrece condiciones
favorables para las trabajadoras. Se procesa de quintal en quintal, es decir
cuando un quintal es pelado en un contenedor, este se arrastra al extremo del
área para lavar las papas peladas y picadas, estas se quedan en agua hasta que
el siguiente proceso lo requiera. Fines de semana y días festivos se requiere
mayor cantidad de papas, por lo que una trabajadora adicional, a medio tiempo
realiza esta tarea. Los kilogramos de producto procesado y obtenido se muestran
en la Tabla 2.2.
Tabla 2.2. Promedio en kilogramos de papa procesados y kilogramos de producto semielaborado obtenido
Materia prima kg procesados kg obtenidos
Papas 45,16 34,03
2.1.3.3. Procesamiento de cebolla picada
La cebolla es almacenada en el área 2, comparte ubicación con el
almacenamiento de papas, al igual que el resto de materia prima los fines de

52
semana y feriados se procesa mayor cantidad de la misma, la Tabla 2.3. muestra
los valores en kilogramos de cebolla promedio que se procesa al día.
El proceso es manual y la cebolla se lava antes de ser picada y posteriormente es
almacenada hasta que sea requerida para el siguiente proceso y sólo entonces se
la lava para que preserve sus propiedades.
Tabla 2.3. Kilogramos de cebolla procesados y kilogramos de producto semielaborado obtenido
Materia prima kg procesados kg obtenidos
Cebolla 16,61 14,12
2.1.3.4. Procesamiento de tomate picado
El tomate es almacenado en el área 1 y procesado en el área 3, el espacio en el
que es lavado y picado es pequeño, por lo que el proceso se lo realiza por partes,
es decir no se procesa todo al mismo tiempo, en este proceso existen tiempos de
demora al no encontrar con facilidad los instrumentos necesarios para el proceso
como: contenedores, tablas de picar y cuchillos. La Tabla 2.4. muestra los valores
promedio en kilogramos procesados diariamente. Es necesario aclarar que no
todo el tomate es picado antes que se abra el restaurante de comida rápida
Juane´s Papi Burguer, del tomate seleccionado para procesarse ese día, todo es
lavado (kg procesados), pero sólo una parte es picado (kg obtenidos), el resto (kg
de reserva) se pica según las necesidades del transcurso de la tarde y noche para
ofrecerle al cliente un producto fresco.
Tabla 2.4. Kilogramos de tomate procesados, kilogramos de producto semielaborado obtenido y kilogramos de reserva
Materia prima kg procesados kg obtenidos kg de reserva
Tomate 15,75 11,11 4,16

53
2.1.3.5. Procesamiento de mayonesa
La mayonesa se procesa en el área 3 y toda la materia prima se encuentra en el
área 1, al ser materia prima (huevos) que puede romperse con facilidad existe un
riesgo al transportarla de un área a la otra, en especial cuando llueve puesto que
el patio se vuelve resbaloso, la Tabla 2.5. muestra la cantidad de mayonesa que
se procesa diariamente, Los contenedores para este producto almacenan sólo 15
litros por lo que es la cantidad procesada por ciclo, si en el transcurso de la tarde
o noche se necesita más mayonesa es procesada en ese momento, esto sucede
en particular los fines de semana y feriados. La mayonesa es uno de los
principales productos que atraen al cliente por su sabor y textura, por lo que se
debe cuidar no perder la calidad de la misma. La licuadora que se utiliza es una
licuadora de cocina de 1.5 litros que se utiliza sólo para este producto.
Tabla 2.5. Litros de producto semielaborado obtenido
Materia prima L procesados L Obtenidos
Mayonesa -- 15
2.1.4. ESTABLECIMIENTO DE INDICADORES DE PRODUCTIVIDAD
Se realizó la medición del trabajo sobre la base de la metodología descrita en la
sección 1.3.1.2 Estudio de tiempos con cronómetro con las siguientes
particularidades:
· Para el estudio se tomó en cuenta los 5 procesos principales para la
fabricación del semielaborado.
· Se seleccionó tres trabajadoras calificadas para los diferentes procesos,
una trabajadora está a caro de tres procesos (pollo aliñado, papas peladas y
picadas y cebolla picada) para los otros procesos se seleccionó una trabajadora
para cada uno. Se debe resaltar que todas las trabajadoras están capacitadas

54
para todos los trabajos por lo mismo las trabajadoras se turnan para realizar los
procesos.
· Todas las trabajadoras, en especial las seleccionadas fueron capacitadas
sobre el estudio de tiempos y aportaron activamente en el proceso.
· El cliente en este caso es interno, ya que el semielaborado pasa al área de
cocción, para ser vendido. Por el momento existe un único cliente pero pronto se
abrirá un nuevo local por lo que fue necesario mejorar los procesos para que en la
planta se pueda procesar suficiente semielaborado para los dos puntos de venta.
· Los tiempos fueron tomados de la manera tradicional utilizando un
cronómetro, incluso actividades con tiempos muy pequeños fue posible
cronometrarlos
· Para el muestreo inicial se tomaron 5 observaciones para los procesos que
duran menos de 40 minutos pero más de 20 minutos, mientras que para los
procesos que más de 40 minutos se realizaron 3 observaciones, esto con base en
la Tabla 1.4. Para ello se realizó un seguimiento a las trabajadores para detallar lo
más exacto posible el tiempo que se demore el proceso en total, incluyendo las
operaciones, los transportes, las demoras e inspecciones (operación inspección).
Los almacenamientos no fueron cronometrados ya que no son parte del proceso
de semielaborado.
· Para corroborar el número de observaciones que se empleó en el estudio
se aplicó la ecuación 1.1, los resultados revelan que el número de muestras
requeridas fue igual o menor al número inicial de observaciones en todos los
casos, por lo que no fue necesario realizar más observaciones para alcanzar un
nivel de confianza del 95,45 % con un margen de error de +/- 5% para el estudio.
· Con los datos de los tiempos observados y promedios obtenidos en Anexo
II, se lograron elaborar los cursogramas sinópticos y cursogramas analíticos de

55
los procesos, así como también los diagramas de recorrido que muestran cómo
se desarrollan los procesos en las áreas.
La Tabla 2.6. presenta los suplementos y tolerancias del trabajo, con los cuales se
estimó la tolerancia para el promedio de tiempos obtenidos para los ciclos de
trabajo. Los encargados de dar la puntuación fueron dos administradores y un
supervisor.
La norma británica Wetinghouse, con estala 0-100 presentada en la Tabla 1.5. fue
utilizada para la valoración del ritmo de trabajo en los procesos analizados en el
restaurant de comida rápida Juane´s Papi Burguer. Para calcular los tiempos
básicos de producción, se utilizó la ecuación 1.2 y la calificación del ritmo de
trabajo. Con los tiempos básicos calculados y la ecuación 1.3 se calcularon los
tiempos estándar.
Se calculó la productividad con base en la ecuación 1.6 la cual involucra las horas
hombre trabajadas por el personal y las unidades producidas de cada
semielaborado, se toma en cuenta el tiempo que las trabajadoras emplean en
cada ciclo y los ciclos que se realizan a la semana.
Se determinó la eficiencia del ciclo del proceso (ECP) para la producción de los 5
productos semielaborados, para lo cual fue necesario determinar primeramente el
valor añadido desde el punto de vista del cliente, contestando las preguntas de la
Tabla 1.6. posteriormente se determinó el flujo de valor para cada proceso con
base en la Tabla 1.7. determinando en cada proceso las actividades que generan
valor. Usando los resultados que arrojaron estas tablas y con base en la ecuación
1.7 se calculó el ECP para cada proceso. Este cálculo se realiza después de la
implementación del sistema Lean especificado en la sección 2.3.2, sin embargo
pertenece a los cálculos que se realizan antes de realizar cualquier cambio o
mejora a cualquier proceso, puesto que son datos que sirven para la comparación
del antes y después de la implementación de la metodología Lean Company.

56
Tabla 2.6. Suplementos y tolerancias para tiempos básicos de trabajo
Suplementos Tolerancia % A. Suplementos constantes: 1. Suplemento personal 5
2. Suplemento por fatiga básica 4
B. Suplementos variables: 1. Suplementos por estar de pie 2
2. Suplementos por posición anormal
a. un poco incómoda 0
b. incómoda (agachado) 2
c. muy incómoda (tendido o estirado) 7
3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0
10/4,5 1
14/6,8 2
20/9,1 3
25/11,3 4
30/13,6 5
35/15,9 7
40/18,1 9
45/20,4 11
50/22,7 13
60/27,2 17
70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0
b. bastante menor a la recomendada 2
c. muy inadecuada 5
5. Condiciones atmosféricas (calor y humedad) 0-10 6. Atención requerida
a. trabajo bastante fino 0
b. trabajo fino o preciso 2
c. trabajo muy fino y muy preciso 5 7. Nivel de ruido
a. Continuo 0
b. intermitente – fuerte 2
c. intermitente - muy fuerte 5
d. de tono alto – fuerte 5
8. Estrés mental
a. proceso bastante complejo 1
b. atención compleja o amplia 4
c. muy compleja 8
9. Monotonía
a. nivel bajo 0
b. nivel medio 1
c. nivel alto 4 (Nievel & Freivalds, 2004)

57
2.2. DISEÑAR UN PLAN DE MEJORAS AL PROCESO DE
TRANSFORMACIÓN DE MATERIAS PRIMAS HASTA LA ETAPA
DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA
RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO
BASADO EN LA METODOLOGÍA LEAN COMPANY
Se diseñó un plan de mejora que involucra a todo el personal del restaurante,
desde los administradores y dueños del restaurante hasta el personal que realizan
los procesos, el cual consta de acciones que deben implementarse en el
restaurante de comida rápida Juane´s Papi Burguer, herramientas Lean que se
emplean para completar dichas acciones, se especificó los responsables y la fase
en la que debe ser ejecutada, es decir antes de la implementación de las mejoras
y durante la implementación de las mejoras.
2.3. IMPLANTAR LAS MEJORAS AL PROCESO DE
TRANSFORMACIÓN DE MATERIAS PRIMAS HASTA LA ETAPA
DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA
RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO,
PARA AUMENTAR SU PRODUCTIVIDAD Y ATENDER LA
DEMANDA DE SU NUEVA SUCURSAL
Primeramente se realizó una charla con todo el personal indicándoles los cambios
que se van a realizar en la zona de producción de semielaborado, sobre las
técnicas Lean que se van a utilizar y cómo estos cambios ayudarán a mejorar la
productividad. La acogida por parte del personal fue positiva y se convencieron de
que estos cambios en los procesos serán de utilidad en la producción del
semielaborado.
Posteriormente se procedió a seguir los pasos que se describen a continuación,
para tener claro el valor del producto desde el punto de vista del cliente y el flujo

58
de valor de los procesos para identificar las posibles mejoras para agregar valor al
proceso de manera que sea halada por el cliente con miras a trabajar siempre
hacia la perfección.
2.3.1. ESPECIFICAR QUÉ ES LO EL CLIENTE PERCIBE COMO VALOR
Con base en la Tabla 1.6. se elaboraron una serie de preguntas que pueden
ayudar a especificar qué es lo que el cliente percibe como valor.
2.3.2. IDENTIFICAR EL FLUJO DE VALOR
En los procesos estudiados se identificó el flujo de valor basados en la Tabla 1.7.
en dichos flujos se identificaron también las mudas de tipo I y las mudas de tipo II.
2.3.3. AGREGAR VALOR AL PROCESO
Se realizaron flujos continuos evitando que se recorran grandes distancias, para
ello se construyó un área de procesamiento más grande.
En el rediseño de la planta se procuró encontrar la mejor distribución de los
equipos y las áreas de trabajo, para que sean más eficientes y seguras para el
personal que ahí labora. Con ello se consiguió aprovechar el espacio disponible,
disminuir la congestión, mayor facilidad de ajuste para cambios imprevistos,
disminución del riesgo de contaminación o pérdida de materia prima, la
eliminación de movimientos entre una área y otra, todo bajo normas de seguridad
requeridas para que la planta tenga la certificación del ARCSA (Agencia Nacional
de Regulación, Control y Vigilancia Sanitaria).
Para optimizar los procesos se incorporaron máquinas y utensilios que faciliten el
trabajo.

59
2.3.4. ORGANIZAR EL PROCESO PARA QUE LA PRODUCCIÓN SEA
HALADA POR EL CLIENTE
Se diseñó procesos flexibles en donde los productos están disponibles y listos
para ser procesados de manera variable en caso que la demanda cliente lo
requiera.
Se colocaron señales para identificar que el producto es suficiente y pueda cubrir
la demanda. Cabe mencionar que el área de cocción procesa el producto
semielaborado según el cliente externo lo requiera, por este motivo puede
quedarse con producto semielaborado que es regresado a la planta para su
adecuado almacenamiento. El semielaborado puede pasar en la planta un
máximo de 24 horas.
2.3.5. TRABAJAR HACIA LA PERFECCIÓN
Se organizó un evento kaizen en el que participó todo el personal, se revisaron los
lugares de trabajo y se eliminaron los artículos innecesarios, rotos y viejos, lo que
permitió la mejor utilización del espacio físico y mejoró la visualización de los
artículos necesarios. Se designó un lugar para cada cosa y se la delimitó para
evitar perder el tiempo en la búsqueda de artículos necesarios, se estandarizaron
los rótulos para mejorar la armonía de la planta, se puso énfasis en la limpieza
puesto que antes de comenzar cualquier proceso se debe limpiar el lugar de
trabajo para evitar cualquier tipo de contaminación. Para que los cambios
persistan en el tiempo el esfuerzo debe ser constante por lo que los
administradores son parte de la supervisión y los trabajadores deben cumplir con
las disposiciones planteadas, pues solo el esfuerzo de todos permitirá mantener
las mejoras de forma constante.

60
2.4. DETERMINAR LA PRODUCTIVIDAD DEL PROCESO DE
TRANSFORMACIÓN DE MATERIAS PRIMAS HASTA LA ETAPA
DE SEMIELABORADO RESTAURANT DE COMIDA RÁPIDA
JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO, DESPUÉS
DE LA IMPLANTACIÓN DEL PLAN DE MEJORAS BASADOS EN
LA METODOLOGÍA “LEAN COMPANY”
Se construyó un área de fabricación más grande, se distribuyeron los equipos,
utensilios y materiales de manera que se optimicen los procesos y se disminuyan
riesgos de calidad, salud y seguridad.
Con todas las implementaciones listas, se tomaron nuevamente los tiempos con
la ayuda de un cronómetro según la sección 2.4. Se tomó una muestra inicial de 5
observaciones para todos los procesos analizados puesto que con las
optimizaciones de los procesos todos los ciclos duran menos de 40 minutos y
según la Tabla 1.4. el número de observaciones es suficiente. Para corroborar
este dato se utilizó la ecuación 1.1 y los cálculos se presentan en la tabla AIII.1.
en todos los casos el resultado fue menor a las observaciones realizadas por lo
que no fue necesario cronometrar más ciclos. Con esta cantidad de muestras se
alcanzó un nivel de confianza de 95,45% y un margen de error de ± 5%.
Con los resultados obtenidos se elaboraron cursogramas analíticos y
cursogramas sinópticos que se presentan en la sección 3.4. también se
elaboraron diagramas de recorrido que se presentan en el Anexo VI, este tipo de
diagramas se lo realiza ubicando en el layout los símbolos ASME que se
presentan en el cursograma analítico.
Al mejorar las instalaciones y las condiciones de trabajo se estimó nuevamente
las tolerancias, las mismas se presentan en las Tablas 3.20. a 3.24. las
tolerancias disminuyeron ya que se mejoraron las condiciones de luz, temperatura
y humedad, además las trabajadoras ya no deben trasladar pesos grandes de un
área a otra.

61
Con los datos de las estimaciones de las tolerancias y los tiempos base se
calcularon los tiempos estándar para cada proceso, los cuales se representan en
la Tabla 3.25.
Se identificaron también los ciclos que se repiten en la semana para calcular la
productividad, relacionando la cantidad de producto que se obtiene y el tiempo
que la trabajadora invierte para obtenerlo. Se calculó la eficiencia del ciclo del
proceso identificando las actividades que generan valor para cada proceso.

62
3. RESULTADOS Y DISCUSIÓN
3.1. EVALUAR LA PRODUCTIVIDAD DE LA SECCIÓN DE
PROCESAMIENTO DE MATERIAS PRIMAS HASTA LA ETAPA DE
SEMIELABORADO EN EL RESTAURANTE DE COMIDA RÁPIDA
JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO
3.1.1. LEVANTAMIENTO DEL LAYOUT INICIAL DE LA PLANTA DE
PRODUCCIÓN EN EL RESTAURANTE DE COMIDA RÁPIDA JUANE´S PAPI
BURGUER
En el layout inicial de la planta se presentan tres áreas separadas por un patio
como se muestra en la Figura AI.1. y un patio trasero que se lo utiliza para dejar
basura y almacenar costales, en este layout se puede observar como las materias
primas se encuentran ubicadas lejos del área de procesamiento.
3.1.2. DESCRIPCIÓN DE LOS PROCESOS DE PRODUCCIÓN
(DOCUMENTACIÓN DE LA SITUACIÓN ACTUAL DE LA PLANTA DE
PRODUCCIÓN)
La zona de producción de Juane´s Papi Burguer consta de tres áreas:
Área 1: Bodega, se guardan conjuntamente parte de la materia prima para la
fabricación del semielaborado, como también se almacenan bebidas no
alcohólicas para la venta en el local y residuos de aceite quemado.
Área 2: Área donde se realiza el almacenado y pelado de papas y de cebolla,
también se almacena cilantro y perejil. Es un área en la que se encuentra gran
cantidad de polvo por la naturaleza de los elementos que ahí se procesan.

63
Área 3: Área donde se prepara el pollo, mayonesa y verduras, es un área limpia,
en esta área no se almacena ninguna materia prima.
Estas tres áreas están separadas por un patio que se encuentra en la mitad, sin
techo, por lo que los movimientos entre un área y otra están expuestos a vientos,
lluvia y cualquier otro tipo de contaminación, en el patio se almacena tinas. Existe
también un patio trasero, donde se guardan cajas de madera y costales.
En la producción de semielaborado trabajan sólo mujeres.
3.1.2.1. Procesamiento de pollo aliñado
El procesamiento del pollo aliñado se divide en varias actividades que están
detalladas conjuntamente con el tiempo que demoran en la Tabla AII.1. Se
realizaron 5 observaciones para este proceso basados en la Tabla 1.4. ya que
son procesos que duran menos de 40 minutos. Estos valores resultaron ser
suficientes ya que al aplicar la ecuación 1.1 el número de observaciones
requeridas resulto ser menor al número de ciclos observados, con ello se obtuvo
un nivel de confianza de 95,45 % con un margen de error del 5%. Los cálculos se
detallan en el Anexo III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.1. el cursograma analíticos que se muestra en la Figura 3.2. y el
diagrama de recorrido representado en la Figura AIV.1. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso del semielaborado pollo aliñado.
La Figura 3.1. refleja el proceso para obtener el producto semielaborado pollo
aliñado de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.

64
Figura 3.1. Cursograma sinóptico de la producción de pollo aliñado
En la a Figura 3.1. se observa que la trabajadora selecciona el perejil y le corta los
troncos, selecciona también el resto que ingredientes que se va a utilizar para la
elaboración del aliño. Los ingredientes son lavados y picados para agregarlos a
una licuadora, este proceso se repite al menos tres veces. Después de licuados
Diagrama número:Proceso:ActividadMétodoRealizado por
Operación / Inpección: 1 Escoger perejil
Operación: 1 Cortar troncos del perejil
Operación / Inpección: 2 Seleccionar ingredientes para el aliño
Operación: 2 Lavar los ingredientes para el aliño
Operación: 3 Picar y agregar los ingredientes del aliño a la licuadora
Operación: 4Licuar los ingredientes y al mismo tiempo picar más ingredientes del aliño
Operación: 5Licuar los ingredientes y al mismo tiempo picar más ingredientes del aliño
Operación: 6 Licuar los ingredientes
Operación: 3 Mezclar el aliño con especies y sal
Operación: 7 Lavar licuadora
Operación: 8 Lavar el lavabo
Operación: 9 Toma de pollos de la refrigeradora a un contenedor
Operación: 10Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
Operación: 11 Recoger las fundas plásticas
Operación: 12 Llenar el lavabo con agua
Operación: 13 Lavar las presas y ubicarlas en una bandeja (1)
Operación: 14 Lavar las presas y ubicarlas en una bandeja (2)
Operación: 15 Lavar las presas y ubicarlas en una bandeja (3)
Operación: 16 Aliñar las presas de pollo
Operación: 17 Lavar las presas y ubicarlas en una bandeja (4)
Operación: 18 Aliñar las presas de pollo
Operación: 19 Lavar todo lo utilizado
Ing. Jenny Correa
Producción de pollo aliñadoOriginal
CURSOGRAMA SINÓPTICO1Producción de semielaborado
1
2
3
4
5
6
7
3
10
11
13
14
15
16
17
18
19
8
Ingredientes del aliño Pollo
1
2
9
12

65
los ingredientes se mezclan con especies y sal y se lava todos los equipos y
utensilios para continuar con el proceso.
La trabajadora toma los pollos en un contenedor, posteriormente el pollo es
sacado de la funda, cortado el rabo y despresado en 8 partes, estas son
colocadas en un lavabo y las fundas son desechadas. El lavabo es llenado con
agua, las presas son lavadas en 4 grupos ya que el espacio físico no permite
realizar todo a la vez. Las presas lavadas son colocadas en un contenedor para
aliñarlas. Todo el material utilizado es lavado al finalizar el proceso.
Para detallar la secuencia de actividades en el proceso, incorporando transportes
y demoras, así como también para conocer los tiempos promedio de cada
actividad, y las cantidades procesadas, se elaboró el cursograma analítico
presentado en la Figura 3.2. El tiempo promedio se obtuvo con base en la Tabla
AII.1.
En la Figura 3.2. se puede observar que para obtener el producto semielaborado
pollo aliñado se deben realizar 42 actividades, de las cuales 19 son operaciones,
18 son transportes, 2 son esperas y 3 son operación/inspección. Esto significa
que del total de actividades, alrededor del 43% pertenece a transportes y ya que
algunos de ellos son de un área a otra, causan fatiga a la trabajadora en especial
cuando se transporta materiales pesados. En el proceso se registran 2 esperas
causadas por la falta de orden en la planta.
En este proceso ingresan 25 pollos pelados y se obtienen 200 presas de pollo
aliñadas. Se seleccionó una trabajadora calificada para el proceso, mismo que se
desarrolla en las áreas 1, 2, 3 y en los patios (principal y trasero). El tiempo que
dura el proceso es 38 minutos con 18 segundos y la distancia que se recorre es
de 123,5 metros.

66
Figura 3.2. Cursograma analítico de la producción de pollo aliñado
Econimía
Objeto Pollos pelados en fundas plasticas Actividad Aliñar pollosMétodo ActualLugar Areas 1, 2, 3 y patiosRealizado por Ing. Jenny Correa
Trabajadora Lida Chicaiza
1 Traslado del área 3 al área 2 7,5 0:00:13 •
2 Escoger perejil 0:00:09 • en buen estado3 Cortar troncos del perejil 0:00:08 • a mano4 Llevar el perejil del área 2 al área 3 7,5 0:00:10 •
5 Traer contenedores del patio al área 3 10 0:00:22 •
6 Traslado del área 3 al área 1 13 0:00:15 •
7 Seleccionar ingredientes para el aliño 0:01:12 • en buen estado8 Traslado de ingredientes del área 1 al área 3 13 0:00:15 •
9 Lavar los ingredientes para el aliño 0:00:23 •
10 Búsqueda de utensilios 0:00:35 • cuchillo y vaso
de licuadora
11Picar y agregar los ingredientes del aliño a la licuadora
0:01:01 • a mano, en el
lavabo
12 Colocar licuadora en la base 2 0:00:10 •
13Licuar los ingredientes y al mismo tiempo picar más ingredientes del aliño
0:01:07 •
14Colocar el licuado en un contenedor y regresar al lavabo
2 0:00:09 •
15Colocar más ingredientes picados del aliño en la licuadora y llevarla a la base
2 0:00:17 •
16Licuar los ingredientes y al mismo tiempo picar más ingredientes del aliño
0:00:42 •
17Colocar el licuado en un contenedor y regresar al lavabo
2 0:00:07 •
18Colocar más ingredientes picados del aliño en la licuadora y llevarla a la base
2 0:00:20 •
19 Licuar los ingredientes 0:00:46 •
20 Colocar el licuado en un contenedor 0,5 0:00:08 •
21 Mezclar el aliño con especies y sal 0:01:03 •
22 Lavar licuadora 0:00:26 •
23 Lavar el lavabo 0:00:18 •
24 Ir del área 3 al área 1 14 0:00:14 •
25Toma de pollos de la refrigeradora a un contenedor
25 pollos 0:00:42 •
26 Traslado de pollos al área 3 25 pollos 14 0:00:33 •
27 Buscar elementos de protección personal 0:00:28 • guantes
28Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
200 presas 0:18:35 •
empaque: fundas de plástico
29 Recoger las fundas plásticas 0:00:04 •
30 Dejar la basura en el patio trasero y regresar 28 0:00:18 •
31 Llenar el lavabo con agua 0:02:01 •
32 Lavar las presas y ubicarlas en una bandeja (1) 50 presas 0:00:38 •
33 Pasar las presas a un contenedor 50 presas 1,5 0:00:07 •
34 Lavar las presas y ubicarlas en una bandeja (2) 50 presas 0:00:40 •
35 Pasar las presas a un contenedor 50 presas 1,5 0:00:08 •
36 Lavar las presas y ubicarlas en una bandeja (3) 50 presas 0:00:35 •
37 Pasar las presas a un contenedor 50 presas 1,5 0:00:07 •
38 Aliñar las presas de pollo 0:00:18 •
39 Lavar las presas y ubicarlas en una bandeja (4) 50 presas 0:00:39 •
40 Pasar las presas a un contenedor 50 presas 1,5 0:00:07 •
41 Aliñar las presas de pollo 200 presas 0:00:58 •
42 Lavar todo lo utilizado 0:00:51 •
18230
Materiales
ResumenActividad
Tiempo (h/min/s)
Transporte
Actual Propuesta
123,5
Espera
Distancia (m)
Operación /Inspección
Cursograma Analítico
Diagrama 1
Operación
0:38:18
19
No Descripción
Can
tida
d
Uni
dade
s
Dis
tanc
ia
(m)
Almacenamiento
SímbolosPromedio Tiempo
(h/min/s)
Observaciones

67
3.1.2.2. Procesamiento de papas peladas y picadas
El procesamiento de papas peladas y picadas se divide en varias actividades que
están detalladas conjuntamente con el tiempo que demoran en la Tabla AII.2. Se
realizaron 3 observaciones para este proceso basados en la Tabla 1.4. ya que
son procesos que duran más de 40 minutos. Estos valores resultaron ser
suficientes ya que al aplicar la ecuación 1.1 el número de observaciones
requeridas resulto ser igual al número de ciclos observados, con ello se obtuvo un
nivel de confianza de 95,45 % con un margen de error del 5%. Los cálculos se
detallan en el Anexo III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.3. el cursograma analíticos que se muestra en la Figura 3.4. y el
diagrama de recorrido representado en la Figura AIV.3. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso del semielaborado papas peladas y picadas.
La Figura 3.3. refleja el proceso para obtener el producto semielaborado papas
peladas y picadas de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.
Figura 3.3 Cursograma sinóptico de la producción de papas peladas y picadas
Diagrama número:Proceso:ActividadMétodoRealizado por
Operación / Inpección: 1 Seleccionar un costal de papas
Operación: 1 Llenar agua en el contenedor
Operación: 2 Safar costal
Operación: 3 Acomodar costal para desechos
Operación: 4 Pelar y picar papas
Operación: 5 Lavar papas
Ing. Jenny Correa
2
CURSOGRAMA SINÓPTICO
Producción de semielaboradoProducción de papas peladas y picadasOriginal
1
2
3
4
5
Papas
1

68
En la a Figura 3.3. se observa que la trabajadora selecciona un costal de papas,
llena de agua un contenedor para posteriormente colocar el producto
semielaborado. El costal de papas seleccionado es safado y es necesario colocar
otro costal para los desechos. Las papas son peladas, picadas y colocadas en un
contenedor, para posteriormente ser lavadas.
Para detallar la secuencia de actividades en el proceso, incorporando transportes
y demoras, así como también para conocer los tiempos promedio de cada
actividad, y las cantidades procesadas, se elaboró el cursograma analítico
presentado en la Figura 3.4. El tiempo promedio se obtuvo con base en la Tabla
AII.2.
En la Figura 3.4. se puede observar que para obtener el producto semielaborado
papas peladas y picadas, se deben realizar 12 actividades, de las cuales 5 son
operaciones, 5 son transportes, 1 es espera y 1 es operación/inspección. Esto
significa que del total de actividades, alrededor del 42% pertenece a transportes y
causan fatiga a la trabajadora en especial cuando se transporta materiales
pesados. En el proceso se registra 1 espera causadas por la falta de orden en la
planta. La operación que tarda más tiempo es pelar y picar papas, puesto que el
proceso es manual, el tiempo que demora en pelar aproximadamente un quintal
de papas es variable puesto que depende del tamaño de las papas, mientras más
pequeñas sean se demoran más.
En este proceso ingresan en promedio 45,16 kg de papas y se obtienen 34,03 kg
de papas peladas y picadas. Se seleccionó una trabajadora calificada para el
proceso, mismo que se desarrolla en el área 2 y en los patios (principal y trasero).
El tiempo que dura el proceso es 1 hora con 55 minutos y 28 segundos y la
distancia que se recorre es de 38 metros.

69
Figura 3.4. Cursograma analítico de papas peladas y picadas
Los datos de pesos en kilogramos para la obtención de los pesos promedios de
papas procesadas se encuentran en la Tabla 3.1.
Tabla 3.1. Datos de pesos para el proceso de papas peladas y picadas
Datos Peso
1 2 3 Promedio
Papas + costal 45,72 44,01 45,92 45,22
Costal 0,06 0,06 0,06 0,06
Papas 45,66 43,95 45,86 45,16
Papas peladas y cortadas + contenedor 35,72 36,48 35,78 35,99
Contenedor 1,96 1,96 1,96 1,96
Papas peladas y cortadas 33,76 34,52 33,82 34,03
Desechos 11,90 9,43 12,04 11,12
Econimía
Objeto Papas sin pelar en costalesActividad Pelar y picar papas Método ActualLugar Area 2 y patiosRealizado por Ing. Jenny Correa
Trabajadora Lida Chicaiza
1 Seleccionar un costal de papas 0:00:03 • mayor tiempo de almacenamiento
2Traslado de papas de la zona de almacenado a la zona de pelado
1 0:00:09 •
3 Traer un contenedor del patio al área 2 13 0:00:10 •
4 Llenar agua en el contenedor 0:00:06 •
5Trasladar el contenedor del área de lavado al área de pelado
4 0:00:07 •
6 Safar costal 0:00:06 •
7Traer costal para desechos desde el patio trasero y regresar
16 0:00:18 •
8 Buscar cuchillo 0:00:21 •
9 Acomodar costal para desechos 0:00:17 •
10 Pelar y picar papas 45,16 1:50:19 •
11Traslado de papas peladas y cortadas a la zona de lavado
34,03 4 0:00:08 •
12 Lavado de papas 0:03:24 •
5Transporte
Almacenamiento
No Descripción
Can
tida
d (k
g)
5
Cursograma Analítico MaterialesCursograma Analítico Materiales
Diagrama 2Resumen
Actividad Actual Propuesta
Operación
Espera 1Operación /Inspección 1
Distancia (m) 38
Tiempo (h/min/s) 1:55:28
0
Dis
tanc
ia
(m) Promedio
Tiempo (h/min/s)
Símbolos Observaciones

70
3.1.2.3. Procesamiento de cebolla pelada y picada
El procesamiento de cebolla pelada y picada se divide en varias actividades que
están detalladas conjuntamente con el tiempo que demoran en la Tabla AII.3. Se
realizaron 3 observaciones para este proceso basados en la Tabla 1.4. ya que
son procesos que duran más de 40 minutos. Estos valores resultaron ser
suficientes ya que al aplicar la ecuación 1.1 el número de observaciones
requeridas resulto ser menor al número de ciclos observados, con ello se obtuvo
un nivel de confianza de 95,45 % con un margen de error del 5%. Los cálculos se
detallan en el Anexo III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.5. el cursograma analíticos que se muestra en la Figura 3.6. y el
diagrama de recorrido representado en la Figura AIV.4. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso del semielaborado cebolla picada.
La Figura 3.5. refleja el proceso para obtener el producto semielaborado cebolla
picada de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.
Figura 3.5. Cursograma sinóptico de la producción de cebolla pelada y picada
Diagrama número:
Proceso:
ActividadMétodoRealizado por
Operación / Inpección: 1 Seleccionar la porción de cebolla a pelar
Operación: 1 Acomodar costal para desecho y contenedor
Operación: 2 Pelar cebolla
Operación: 3 Lavar de cebolla
Operación: 4 Picar cebolla
CURSOGRAMA SINÓPTICO
3Producción de semielaboradoProducción de cebolla pelada y picadaOriginalIng. Jenny Correa
1
2
3
4
1
Cebolla

71
En la a Figura 3.5. se observa que la trabajadora selecciona la porción de cebolla
a ser pelada, acomoda el costal para el desecho y el contenedor para la cebolla.
La cebolla es pelada, lavada y picada.
Para detallar la secuencia de actividades en el proceso, incorporando transportes
y demoras, así como también para conocer los tiempos promedio de cada
actividad, y las cantidades procesadas, se elaboró el cursograma analítico
presentado en la Figura 3.5. El tiempo promedio se obtuvo con base en la Figura
AII.3.
En la Figura 3.6. se puede observar que para obtener el producto semielaborado
cebolla pelada y picada, se deben realizar 12 actividades, de las cuales 4 son
operaciones, 6 son transportes, 1 es espera y 1 es operación/inspección. Esto
significa que del total de actividades, alrededor del 50% pertenece a transportes y
causan fatiga a la trabajadora en especial cuando se transporta materiales
pesados. En el proceso se registra 1 espera causadas por la falta de orden en la
planta. La operación que tarda más tiempo es picar la cebolla, puesto que el
proceso es manual.
En este proceso ingresan en promedio 16,61 kg de cebollas y se obtienen 14,12
kg de cebolla picada. Se seleccionó una trabajadora calificada para el proceso,
mismo que se desarrolla en las áreas 2 y 3, y en los patios (principal y trasero). El
tiempo que dura el proceso es 48 minutos y 04 segundos y la distancia que se
recorre es de 56 metros.

72
Figura 3.6. Cursograma analítico de la producción de cebolla pelada y picada
Los datos de pesos en kilogramos para la obtención de los pesos promedios de
cebolla procesada se encuentran en la Tabla 3.2.
Tabla 3.2. Datos de pesos para el proceso de papas peladas y picadas
Datos Pesos
1 2 3 Promedio
Costal + cebolla 15,88 15,72 18,44 16,68
Costal 0,04 0,06 0,04 0,05
Cebolla 15,80 15,66 18,36 16,61
Contenedor + cebolla picada 14,04 14,24 16,48 14,92
Contenedor 0,80 0,80 0,80 0,80
Cebolla picada 13,24 13,44 15,68 14,12
Desechos 2,56 2,22 2,68 2,49
Econimía
Objeto Cebolla sin pelar en costales
Actividad Pelar y picar cebolla
Método ActualLugar Areas 2 y 3, y patiosRealizado por Ing. Jenny Correa
Trabajadora Lida Chicaiza
1 Seleccionar la porción de cebolla a pelar 0:00:02 • mayor tiempo de almacenamiento
2Trasladar la cebolla de la zona de almacenado a la zona de pelado 1 0:00:05 •
3 Traer contenedor del patio al área 2 13 0:00:17 •
4 Traer costal para desecho del patio trasero 16 0:00:26 •
5 Acomodar costal para desecho y contenedor 0:00:20 •
6 Buscar utensilios 0:00:22 • cuchilo y guantes
7 Pelar cebolla 16,61 0:16:55 •
8 Trasladar la cebolla pelada a la zona de lavado 14,12 4 0:00:06 •
9 Lavar de cebolla 0:01:30 •
10Trasladar la cebolla pelada de la zona de lavado a la zona de picado
4 0:00:05 •
11 Traer contenedor de área 3 18 0:00:11 •
12 Picar cebolla 0:27:44 •
Tiempo (h/min/s)
Promedio Tiempo
(h/min/s)
Observaciones
Espera 1
4
Transporte
0
Descripción Símbolos
Actual
Dis
tanc
ia
(m)
56
Operación
6
Operación /Inspección 1
Distancia (m)
0:48:04
Can
tida
d (k
g)
Cursograma Analítico Materiales
Diagrama 3Resumen
Actividad
Almacenamiento
Propuesta
No

73
3.1.2.4. Procesamiento de tomate picado
El procesamiento de tomate picado se divide en varias actividades que están
detalladas conjuntamente con el tiempo que demoran en la Tabla AII.4. Se
realizaron 5 observaciones para este proceso basados en la Tabla 1.4. ya que
son procesos que duran menos de 40 minutos. Estos valores resultaron ser
suficientes ya que al aplicar la ecuación 1.1 el número de observaciones
requeridas resulto ser menor al número de ciclos observados, con ello se obtuvo
un nivel de confianza de 95,45 % con un margen de error del 5%. Los cálculos se
detallan en el Anexo III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.7. el cursograma analíticos que se muestra en la Figura 3.8. y el
diagrama de recorrido representado en la Figura AIV.5. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso del semielaborado tomate picado.
La Figura 3.7. refleja el proceso para obtener el producto semielaborado tomate
picado de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.

74
Figura 3.7. Cursograma sinóptico de la producción de tomate picado
En la a Figura 3.7. se observa que la trabajadora selecciona la porción de tomate
a ser picado, limpia el lavabo y lava un contenedor. Al tomate se lo lava y se le
saca el resto de sépalos. Posteriormente se sacan los pedículos de pocos
tomates con un cuchillo para ser picados, estas dos actividades se repinten tres
veces debido al espacio físico, al final se lava y guarda lo utilizado.
Para detallar la secuencia de actividades en el proceso, incorporando transportes
y demoras, así como también para conocer los tiempos promedio de cada
actividad, y las cantidades procesadas, se elaboró el cursograma analítico
presentado en la Figura 3.8. El tiempo promedio se obtuvo con base en la Tabla
AII.4.
En la Figura 3.8. se puede observar que para obtener el producto semielaborado
tomate picado, se deben realizar 21 actividades, de las cuales 10 son
Diagrama número:Proceso:ActividadMétodoRealizado por
Operación / Inpección: 1 Selección del tomate
Operación: 1 Lavar el lavabo
Operación: 2 Lavar contenedor
Operación: 3Lavar, sacar los restos de cáliz y colocarlos en un contenedor
Operación: 4 Sacar pedículos de pocos tomates
Operación: 5 Picar tomate
Operación: 6 Sacar pedículos de pocos tomates
Operación: 7 Picar tomate
Operación: 8 Sacar pedículos de pocos tomates
Operación: 9 Picar tomate
Operación: 10 Lavar y guardar lo utilizado
CURSOGRAMA SINÓPTICO4
Producción de semielaboradoProducción de tomate picado
OriginalIng. Jenny Correa
1
2
3
4
5
6
7
8
9
1
Tomate
10

75
operaciones, 9 son transportes, 1 es espera y 1 es operación/inspección. Esto
significa que del total de actividades, alrededor del 45% pertenece a transportes y
causan fatiga a la trabajadora en especial cuando se transporta materiales
pesados. En el proceso se registra 1 espera causadas por la falta de orden en la
planta.
En este proceso ingresan en promedio 15,75 kg de tomate y se obtienen 11,11 kg
de tomate picado, cabe recalcar que no se pica todo el tomate, pues se deja una
reserva para picarlo en la noche de ser necesario. Se seleccionó una trabajadora
calificada para el proceso, mismo que se desarrolla en las áreas 1 y 3, y en los
patios (principal y trasero). El tiempo que dura el proceso es 22 minutos y 53
segundos y la distancia que se recorre es de 73 m.
Figura 3.8. Cursograma analítico de la producción de tomate picado
Econimía
Objeto TomatesActividad Picar tomateMétodo ActualLugar Areas 1 y 3, y patiosRealizado por Ing. Jenny Correa
Trabajadora Mirian Chanahuano
1 Traslado del área 3 al área 1 15 0:00:13 •
2 Selección del tomate 15,75 0:00:52 •
3 Traslado de una caja de Tomate del área 1 al área 3 15 0:00:27 •
4 Limpieza del lavabo 0:00:27 •
5 Traer contenedor del patio 13 0:00:17 •
6 Lavar contenedor 0:00:06 •
7 Buscar utensilios 0:01:17 •
8 Colocar tomate en el lavabo 0:00:17 •
9Lavar, sacar los restos de caliz y colocarlos en un contenedor
0:02:08 •
10 Sacar pedículos de pocos tomates 0:02:07 • con un cuchillo11 Picar tomate 0:08:08 •
12 Colocar el tomate picado en un recipiente 0:00:03 •
13 Sacar pedículos de pocos tomates 0:01:09 • con un cuchillo14 Picar tomate 0:03:43 •
15 Colocar el tomate picado en un recipiente 0:00:03 •
16 Sacar pedículos de pocos tomates 0:00:13 • con un cuchillo17 Picar tomate 0:00:44 •
18 Colocar el tomate picado en un recipiente 0:00:01 •
19 Guardar los contenedores debajo del aparador 2 0:00:08 •
20 Lavar y guardar lo utilizado 0:00:13 •
21 Dejar la basura en el patio trasero y regresar 28 0:00:18 •
Observaciones
73
Operación /Inspección
0:22:53
Promedio Tiempo
(h/min/s)
Símbolos
Operación 10Transporte 9
1Almacenamiento 0Distancia (m)
PropuestaResumen
Espera 1
No Descripción
Can
tida
d (k
g)
Dis
tanc
ia
(m)
Tiempo (h/min/s)
11,11
Cursograma Analítico Materiales
Diagrama 4 Actividad Actual

76
Los datos de pesos en kilogramos para la obtención de los pesos promedios del
tomate procesado se encuentran en la Tabla 3.3.
Tabla 3.3. Datos de pesos para el proceso de tomate picado
Datos Pesos
1 2 3 4 5 Promedio
Caja de madera 1,60 1,56 1,51 1,50 1,60 1,55
Caja de madera + tomate 16,88 17,94 17,12 17,22 17,35 17,30
Tomate 15,28 16,38 15,61 15,72 15,75 15,75
Contenedor 1 0,62 0,62 0,62 0,62 0,62 0,62
Contenedor + tomate picado 11,46 10,98 11,88 12,64 11,68 11,73
Tomate picado 10,84 10,36 11,26 12,02 11,06 11,11
Desechos 0,37 0,48 0,58 0,46 0,50 0,48
Contenedor 1 0,44 0,44 0,44 0,44 0,44 0,44
Contenedor + reserva 4,51 5,98 4,21 3,68 4,63 4,60
Reserva 4,07 5,54 3,77 3,24 4,19 4,16
3.1.2.5. Procesamiento de mayonesa
El procesamiento de mayonesa se divide en varias actividades que están
detalladas conjuntamente con el tiempo que demoran en la Tabla AII.5. Se
realizaron 3 observaciones para este proceso basados en la Tabla 1.4. ya que
son procesos que duran más de 40 minutos. Estos valores resultaron ser
suficientes ya que al aplicar la ecuación 1.1 el número de observaciones
requeridas resulto ser menor al número de ciclos observados, con ello se obtuvo
un nivel de confianza de 95,45 % con un margen de error del 5%. Los cálculos se
detallan en el Anexo III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.9. el cursograma analíticos que se muestra en la Figura 3.10. y el
diagrama de recorrido representado en la Figura AIV.7. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso de mayonesa.
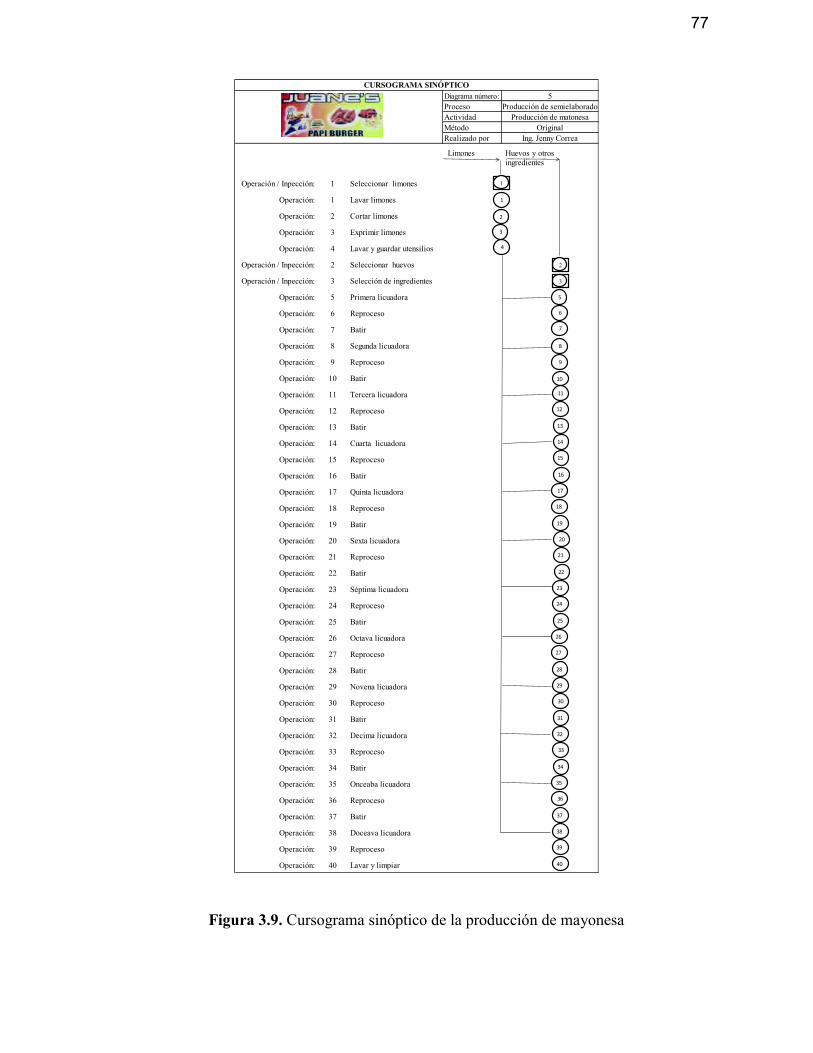
77
Figura 3.9. Cursograma sinóptico de la producción de mayonesa
Diagrama número:
ProcesoActividadMétodoRealizado por
Operación / Inpección: 1 Seleccionar limones
Operación: 1 Lavar limones
Operación: 2 Cortar limones
Operación: 3 Exprimir limones
Operación: 4 Lavar y guardar utensilios
Operación / Inpección: 2 Seleccionar huevos
Operación / Inpección: 3 Selección de ingredientes
Operación: 5 Primera licuadora
Operación: 6 Reproceso
Operación: 7 Batir
Operación: 8 Segunda licuadora
Operación: 9 Reproceso
Operación: 10 Batir
Operación: 11 Tercera licuadora
Operación: 12 Reproceso
Operación: 13 Batir
Operación: 14 Cuarta licuadora
Operación: 15 Reproceso
Operación: 16 Batir
Operación: 17 Quinta licuadora
Operación: 18 Reproceso
Operación: 19 Batir
Operación: 20 Sexta licuadora
Operación: 21 Reproceso
Operación: 22 Batir
Operación: 23 Séptima licuadora
Operación: 24 Reproceso
Operación: 25 Batir
Operación: 26 Octava licuadora
Operación: 27 Reproceso
Operación: 28 Batir
Operación: 29 Novena licuadora
Operación: 30 Reproceso
Operación: 31 Batir
Operación: 32 Decima licuadora
Operación: 33 Reproceso
Operación: 34 Batir
Operación: 35 Onceaba licuadora
Operación: 36 Reproceso
Operación: 37 Batir
Operación: 38 Doceava licuadora
Operación: 39 Reproceso
Operación: 40 Lavar y limpiar
CURSOGRAMA SINÓPTICO5
Producción de semielaboradoProducción de matonesa
OriginalIng. Jenny Correa
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
1
2
3
Limones Huevos y otros ingredientes

78
La Figura 3.9. refleja el proceso para obtener el producto semielaborado
mayonesa de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.
En la a Figura 3.9. se observa que la trabajadora selecciona, lava, corta y exprime
los limones, lava y guarda todo lo utilizado, selecciona los huevos y demás
ingredientes para licuarlos, si es necesario y la mayonesa no tiene una
consistencia espesa, se realiza un reproceso. Terminada esta actividad se coloca
la mayonesa en un contenedor y se bate de ser necesario, se procesan como
mínimo doce licuadoras de mayonesa a diario, la doceava licuadora no se coloca
en ningún contenedor.
Para detallar la secuencia de actividades en el proceso, incorporando transportes
y demoras, así como también para conocer los tiempos promedio de cada
actividad, y las cantidades procesadas, se elaboró el cursograma analítico
presentado en la Figura 3.10. El tiempo promedio se obtuvo con base en la Tabla
AII.5.
En la Figura 3.10. se puede observar que para obtener mayonesa se deben
realizar 74 actividades, de las cuales 40 son operaciones, 28 son transportes, 2
son esperas y 3 son operación/inspección. Esto significa que del total de
actividades, alrededor del 38% pertenece a transportes y ya que algunos de ellos
son de un área a otra, causan fatiga a la trabajadora y son un riesgo para los
materiales frágiles. En el proceso se registran 2 esperas causadas por la falta de
orden en la planta.
En este proceso ingresan materiales como huevos, aceite, entre otros, y se
obtienen 15 litros de mayonesa. Se seleccionó una trabajadora calificada para el
proceso, mismo que se desarrolla en las áreas 1 y 3 y patio trasero. El tiempo que
dura el proceso es 44 minutos con 13 segundos y la distancia que se recorre es
de 84 metros.

79
Figura 3.10. Cursograma analítico de la producción de mayonesa
Econimía
Objeto MayonesaActividad Preparar mayonesaMétodo ActualLugar Areas 1 y 3, y patiosRealizado por Ing. Jenny CorreaTrabajadora Lida Gavilanes
1 Traslado de la área 3 a la área 1 15 0:00:12 •
2 Seleccionar limones 0:01:01 •
3 Traslado de limones de área 1 al área 3 15 0:00:13 •
4 Lavar limones 0:01:03 •
5 Buscar y Preparar materiales 0:00:49 • cuchillo y tabla de
picar6 Cortar limones 0:01:54 •
7 Buscar utensilios 0:01:11 • plato y exprimidor
8 Exprimir limones 0:05:24 •
9 Lavar y guardar utensilios 0:00:28 •
10 Traslado del área 3 al área 1 13 0:00:11 •
11 Seleccionar huevos 0:00:15 •
12 Traslado de huevos del área 1 al área 3 13 0:00:13 •
13 Selección de ingredientes 0:01:31 • Dispersos, nunca en el mismo lugar
14 Poner ingredientes en la licuadora 0:01:04 •
15 Primera licuadora 0:01:05 •
16 Reproceso 0:00:00 •
17 Pasar la mayonesa a una olla 0:00:12 •
18 Batir 0:00:00 •
19 Poner ingredientes en la licuadora 0:00:41 •
20 Segunda licuadora 0:01:08 •
21 Reproceso 0:00:27 •
22 Pasar la mayonesa a una olla 0:00:13 •
23 Batir 0:00:00 •
24 Poner ingredientes en la licuadora 0:00:42 •
25 Tercera licuadora 0:01:08 •
26 Reproceso 0:00:00 •
27 Pasar la mayonesa a una olla 0:00:13 •
28 Batir 0:00:13 •
29 Poner ingredientes en la licuadora 0:00:30 •
30 Cuarta licuadora 0:01:13 •
31 Reproceso 0:00:00 •
32 Pasar la mayonesa a una olla 0:00:12 •
33 Batir 0:00:07 •
34 Poner ingredientes en la licuadora 0:00:40 •
35 Quinta licuadora 0:01:22 •
36 Reproceso 0:00:00 •
37 Pasar la mayonesa a una olla 0:00:17 •
38 Batir 0:00:12 •
39 Poner ingredientes en la licuadora 0:00:30 •
40 Sexta licuadora 0:01:08 •
41 Reproceso 0:00:23 •
42 Pasar la mayonesa a una olla 0:00:14 •
43 Batir 0:00:00 •
44 Poner ingredientes en la licuadora 0:00:52 •
45 Séptima licuadora 0:01:13 •
46 Reproceso 0:00:27 •
47 Pasar la mayonesa a una olla 0:00:13 •
48 Batir 0:00:27 •
49 Poner ingredientes en la licuadora 0:00:36 •
50 Octava licuadora 0:01:12 •
51 Reproceso 0:00:00 •
52 Pasar la mayonesa a una olla 0:00:13 •
53 Batir 0:00:00 •
54 Poner ingredientes en la licuadora 0:00:37 •
55 Novena licuadora 0:01:12 •
56 Reproceso 0:00:00 •
57 Pasar la mayonesa a una olla 0:00:15 •
58 Batir 0:00:00 •
59 Poner ingredientes en la licuadora 0:00:33 •
60 Decima licuadora 0:01:12 •
61 Reproceso 0:00:00 •
62 Pasar la mayonesa a una olla 0:00:16 •
63 Batir 0:00:08 •
64 Poner ingredientes en la licuadora 0:00:44 •
65 Onceaba licuadora 0:01:10 •
66 Reproceso 0:00:00 •
67 Pasar la mayonesa a una olla 0:00:14 •
68 Batir 0:00:33 •
69 Poner ingredientes en la licuadora 0:00:39 •
70 Doceava licuadora 0:01:07 •
71 Reproceso 0:00:00 •
72 Dejar la basura en el patio trasero y regresar 28 0:00:22 •
73 Lavar y limpiar 0:01:38 •
ObservacionesNo Descripción
Can
tida
d (L
)
Dis
tanc
ia
(m) Promedio
Tiempo (h/min/s)
Símbolos
Distancia (m) 84Tiempo (h/min/s) 0:44:13
Operación /Inspección 3Almacenamiento 0
40Transporte 28Espera 2
15
Cursograma Analítico Materiales
Diagrama 5Resumen
Actividad Actual PropuestaOperación

80
3.1.3. ESTABLECIMIENTO DE INDICADORES DE PRODUCTIVIDAD
Para realizar los cálculos respectivos en esta sección fue necesario transformar
los términos horarios presentados en horas minutos y segundos (h/min/s) al
sistema decimal, utilizando las unidades de minutos, para ello es necesario
multiplicar el resultado presentado en h/min/s por 24 y por 60.
Para realizar la etapa 8 de la medición del trabajo y determinar el ritmo de trabajo
y desempeño del empleado así como también para calcular los tiempos básicos
se seleccionó con base en la Tabla 1.5. perteneciente a la norma británica
Westinghouse (0 – 100), el valor del 100% pues se le considera una trabajadora
promedio capaz que se encuentra activa y logra con facilidad los objetivos fijados.
Los tiempos básicos se presentan en la Tabla 3.9. y fueron calculados con base
en a la ecuación 1.2
Para la determinación de suplementos y tolerancias, etapa 9 del proceso de
medición del trabajo, se solicitó de la colaboración de dos administradores y un
supervisor los cuales calificaron con base en la Tabla 2.3. Las calificaciones
individuales se detallan de las Tablas 3.4. a la 3.8. y se resumen en la Tabla 3.9.

81
Tabla 3.4. Suplementos y estimación de tolerancias para tiempos básicos en la producción de pollo aliñado
Suplementos Tolerancia
% Evaluador
1 Evaluador
2 Evaluador
3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 3 3 4 B. Suplementos variables: 1. Suplementos por estar de pie 2 2 2 2 2. Suplementos por posición anormal a. un poco incómoda 0 b. incómoda (agachado) 2 c. muy incómoda (tendido o estirado) 7 7 7 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 10/4,5 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 22 22 22 4. Mala iluminación a. un poco debajo de la recomendada 0 b. bastante menor a la recomendada 2 2 2 2 c. muy inadecuada 5 5. Condiciones atmosféricas (calor y humedad) 0-10 4 5 4 6. Atención requerida a. trabajo bastante fino 0 b. trabajo fino o preciso 2 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 0 0 0 b. intermitente - fuerte 2 c. intermitente - muy fuerte 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 b. nivel medio 1 1 1 1 c. nivel alto 4 Tolerancias totales (%) 49 53 50 Tolerancia media (%) 50,67

82
Tabla 3.5. Suplementos y estimación de tolerancias para tiempos básicos en la producción de papas picadas
Suplementos Tolerancia
% Evaluador
1 Evaluador
2 Evaluador
3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 2 3 2 B. Suplementos variables: 1. Suplementos por estar de pie 2 0 0 0 2. Suplementos por posición anormal a. un poco incómoda 0 0 b. incómoda (agachado) 2 2 2 c. muy incómoda (tendido o estirado) 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 10/4,5 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 22 22 22 4. Mala iluminación a. un poco debajo de la recomendada 0 b. bastante menor a la recomendada 2 c. muy inadecuada 5 5 5 5 5. Condiciones atmosféricas (calor y humedad) 0-10 7 5 8 6. Atención requerida a. trabajo bastante fino 0 0 0 b. trabajo fino o preciso 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 0 0 0 b. intermitente - fuerte 2 c. intermitente - muy fuerte 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 1 b. atención compleja o amplia 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 b. nivel medio 1 c. nivel alto 4 4 4 4 Tolerancias totales (%) 48 45 51 Tolerancia media (%) 48,00

83
Tabla 3.6. Suplementos y estimación de tolerancias para tiempos básicos en la producción de cebolla picada
Suplementos Tolerancia
% Evaluador
1 Evaluador
2 Evaluador
3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 3 3 2 B. Suplementos variables: 1. Suplementos por estar de pie 2 0 0 0 2. Suplementos por posición anormal a. un poco incómoda 0 0 0 b. incómoda (agachado) 2 2 c. muy incómoda (tendido o estirado) 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 10/4,5 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 7 40/18,1 9 9 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0 b. bastante menor a la recomendada 2 c. muy inadecuada 5 5 5 5 5. Condiciones atmosféricas (calor y humedad) 0-10 7 5 8 6. Atención requerida a. trabajo bastante fino 0 b. trabajo fino o preciso 2 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 0 0 0 b. intermitente - fuerte 2 c. intermitente - muy fuerte 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 b. nivel medio 1 1 1 1 c. nivel alto 4 Tolerancias totales (%) 33 32 35 Tolerancia media (%) 33,33

84
Tabla 3.7. Suplementos y estimación de tolerancias para tiempos básicos en la producción de tomate picado
Suplementos Tolerancia
% Evaluador
1 Evaluador
2 Evaluador
3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 2 2 2 B. Suplementos variables: 1. Suplementos por estar de pie 2 2 2 2 2. Suplementos por posición anormal a. un poco incómoda 0 0 0 b. incómoda (agachado) 2 2 c. muy incómoda (tendido o estirado) 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 10/4,5 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 7 7 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0 b. bastante menor a la recomendada 2 2 2 2 c. muy inadecuada 5 5. Condiciones atmosféricas (calor y humedad) 0-10 4 5 4 6. Atención requerida a. trabajo bastante fino 0 b. trabajo fino o preciso 2 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 0 0 0 b. intermitente - fuerte 2 c. intermitente - muy fuerte 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 b. nivel medio 1 1 1 1 c. nivel alto 4 Tolerancias totales (%) 26 30 28 Tolerancia media (%) 28,00

85
Tabla 3.8. Suplementos y estimación de tolerancias para tiempos básicos en la producción de mayonesa
Suplementos Tolerancia
% Evaluador
1 Evaluador
2 Evaluador
3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 3 2 2 B. Suplementos variables: 1. Suplementos por estar de pie 2 2 2 2 2. Suplementos por posición anormal a. un poco incómoda 0 b. incómoda (agachado) 2 c. muy incómoda (tendido o estirado) 7 7 7 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 0 0 0 10/4,5 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0 b. bastante menor a la recomendada 2 2 2 2 c. muy inadecuada 5 5. Condiciones atmosféricas (calor y humedad) 0-10 4 5 4 6. Atención requerida a. trabajo bastante fino 0 1 b. trabajo fino o preciso 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 b. intermitente - fuerte 2 2 c. intermitente - muy fuerte 5 5 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 0 0 0 b. nivel medio 1 c. nivel alto 4 Tolerancias totales (%) 30 34 27 Tolerancia media (%) 30,33

86
· En la etapa 10 de medición del trabajo, se determinó el tiempo estándar o
tiempo tipo, utilizando la ecuación 1.3. los valores de tiempo estándar se reflejan
en la Tabla 3.9. estos se calcularon con los resultados de tiempo básico y de
suplementos que se detallan en la misma tabla.
Tabla 3.9. Promedio de tiempo de ciclo, calificación del ritmo de trabajo, tiempo básico, suplementos y tiempo estándar antes de la implementación del sistema Lean Company
Proceso
Tiempo promedio de ciclo
Ritmo de
trabajo (%)
Tiempo básico (min)
Suplementos (%)
Tiempo estándar
(min) (h/min/s) (min)
Pollo aliñado 0:38:18 38,29 100,00 38,29 50,67 57,70 Papas peladas y picadas 1:55:28 115,46 100,00
115,46 48,00 170,88
Cebolla picada 0:48:04 48,06 100,00 48,06 33,33 64,08
Tomate picado 0:22:53 22,88 100,00 22,88 28,00 29,28
Mayonesa 0:44:13 44,22 100,00 44,22 30,33 57,63
En el restaurante de comida rápida Juane´s Papi Burguer cuenta con un área de
producción de semielaborado y otra de cocción y servicio. Una persona en la
mañana se encarga de la limpieza del local, lava platos, pela y pica papas, pela y
pica cebolla y aliña pollos, por la tarde 7 trabajadoras llegan al local. Una
continúan con procesos de picar tomate y otra hace mayonesa. Dos trabajadora
ayudan a pelar y picar papas, el resto tiene otros trabajos para la preparación de
la comida rápida.
Por lo tanto para el cálculo de productividad se tomó en cuenta el tiempo en que
la trabajadora se dedica a la producción de un determinado semielaborado en la
Tabla 3.10. se detalla la producción semanal de los 5 productos semielaborados,
en el cual se indica el número de ciclos que se realizan a la semana, la cantidad
que se produce por ciclo y la productividad, la cual se calcula dividiendo la
cantidad de producto obtenido sobre el tiempo que la trabajadora empleó en el
proceso, cálculos basados en la ecuación 1.6.

87
Tabla 3.10. Número de ciclos semanales, tiempo empleado en el proceso por ciclo y semanal, producción por ciclo y semanal y productividad
Proceso Ciclos
/semana
Tiempo Producción Productividad
Por
cic
lo
(h/m
in/s
)
Por
cic
lo
(min
)
To
tal
(min
)
Po
r ci
clo
To
tal
Un
ida
de
s
Va
lor
Un
ida
de
s
Pollo aliñado 7 0:38:18 38,29 268,05 200,00 1400,00 presas 5,22 presas/min
Papas peladas y picadas
25 1:55:28 115,46 2886,53 34,03 850,83 kg 0,29 kg/min
Cebolla picada
7 0:48:04 48,06 336,43 14,12 98,84 kg 0,29 kg/min
Tomate picado
7 0:22:53 22,88 160,14 11,11 77,77 kg 0,49 kg/min
Mayonesa 7 0:44:13 44,22 309,52 15,00 105,00 l 0,34 l/min
Se determinó también la eficiencia del ciclo del proceso para lo cual, fue
necesario determinar cuáles son las actividades que añaden valor, desde el punto
de vista del cliente, que en este caso es el área de cocción del restaurante de
comida rápida Juane´s Papi Burger. La recopilación de información acerca del
valor añadido del producto desde el punto de vista del cliente se detalla en la
Tabla 3.11. y esta se basa en la Tabla 1.6.

88
Tabla 3.11. Especificación del valor añadido del producto semielaborado desde el punto de vista del cliente
1.- ¿Qué es lo que quiere el cliente?
Un producto fresco, sin mermas ni desperdicios.
2.- ¿Cuáles son las necesidades del cliente respecto al producto?
· Disponibilidad inmediata · Higiene y sanidad · Productos listos para su cocción o preparación
3.- ¿Por qué el cliente compra el producto?
· Calidad · Disponibilidad · Cercanía
4.- ¿Se ha traducido adecuadamente al lenguaje de la organización lo que el cliente quiere?
Si, y para ello se ha planteado la necesidad de mejorar las instalaciones y los procesos.
5.- ¿Todo el personal en la organización sabe lo que es valioso para el cliente?
Si, al estar en contacto directo el área de producción con la de cocción, todo el personal sabe que es lo que valora el cliente del producto.
6.- ¿Se conoce con precisión como se va a agregar valor al producto a lo largo del proceso?
Si, y con las nuevas instalaciones se planeó mejorar los procesos
7.- ¿Lo que se hace actualmente concuerda con lo que es valioso para el cliente?
Si, en mayor parte sin embargo hay procesos que están demás y no generan valor, ni para el cliente ni para la empresa.
Para calcular la eficiencia del ciclo del proceso para la producción de pollo
aliñado, se elaboró la Tabla AV.1. para identificar el flujo de valor para este
proceso, basados en la Tabla 1.7. se determinó que las actividades que agregan
valor desde el punto de vista del cliente son: mezclar el aliño con especies y sal,
despresar los pollos (esta actividad se relaciona con otras como: sacar los pollos
del empaque, cortarles el rabo y ubicarlas en el lavabo, ya que los tiempos no
pueden ser separados) y aliñar las presas de pollo, que en este proceso se repite
dos veces.
La Tabla 3.12. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.2. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7 y a pesar que éste tiene un valor mayor al 25%, la Tabla AV.1.

89
evidencia que hay varios procesos que no agregan valor y deben ser reducidos o
eliminados.
Tabla 3.12. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de pollo aliñado
Para calcular la eficiencia del ciclo del proceso para la producción de papas
peladas y picadas, se elaboró la Tabla AV.2. para identificar el flujo de valor para
este proceso, basados en la Tabla 1.7. se determinó que las actividades que
agregan valor desde el punto de vista del cliente son: pelar y picar papas y lavar
las papas.
La Tabla 3.13. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.4. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7 y a pesar que éste tiene un valor mayor al 25%, la Tabla AV.2
evidencia que hay varios procesos que no agregan valor y deben ser reducidos o
eliminados.
Este proceso en particular tiene un ECP muy alto por lo que parecería un proceso
esbelto, sin embargo la actividad que más se demora es pelar y picar papas pues
lo hacen a mano y en condiciones desfavorables de luz, temperatura y humedad,
por lo que estuvo sujeto a mejora
Actividades que agregan valor desde el punto de vista del cliente Tiempo total de
ciclo (h/min/s)
Tiempo total de
ciclo (min)
ECP Descripción
Tiempo (h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Mezclar el aliño con especies y sal 0:01:03
0:20:54 20,90 0:38:18 38,29 54,57
Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
0:18:35
Aliñar las presas de pollo 0:00:18 Aliñar las presas de pollo 0:00:58

90
Tabla 3.13. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de papas peladas y picadas
Actividades que agregan valor desde el punto de vista del cliente
Tiempo total de
ciclo (h/min/s)
Tiempo total de
ciclo (min)
ECP Descripción
Tiempo (h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Pelar y picar papas 1:50:19 1:53:43 113,72 1:55:28 115,46 98,49
Lavado de papas 0:03:24
Para calcular la eficiencia del ciclo del proceso para la producción de cebolla
pelada y picada, se elaboró la Tabla AV.3. para identificar el flujo de valor para
este proceso, basados en la Tabla 1.7. Se determinó que las actividades que
agregan valor desde el punto de vista del cliente son pelar cebolla y picar cebolla.
La Tabla 3.14. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.6. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7 y a pesar que éste tiene un valor mayor al 25%, la Tabla AV.3.
evidencia que hay varios procesos que no agregan valor y deben ser reducidos o
eliminados.
Picar la cebolla es un proceso realizado a mano y con condiciones desfavorables
de luz, temperatura y humedad por lo que estuvo sujeto a mejora.

91
Tabla 3.14. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de cebolla picada
Actividades que generan valor desde el punto de vista del
cliente Tiempo total
de ciclo (h/min/s)
Tiempo total de ciclo (min)
ECP
Descripción Tiempo
(h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Pelar cebolla 0:16:55 0:44:39 44,65 0:48:04 48,06 92,90
Picar cebolla 0:27:44
Para calcular la eficiencia del ciclo del proceso para la producción de tomate
picado, se elaboró la Tabla AV.4. para identificar el flujo de valor para este
proceso, basados en la Tabla 1.7. Se determinó que las actividades que agregan
valor desde el punto de vista del cliente son lavar y sacar los restos de cáliz y
picar el tomate que se puede realizar en tres partes.
La Tabla 3.15. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.8. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7. y a pesar que éste tiene un valor mayor al 25%, la Tabla AV.4
evidencia que hay varios procesos que no agregan valor y deben ser reducidos o
eliminados.
Tabla 3.15. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de tomate picado
Actividades que agregan valor desde el punto de vista del
cliente Tiempo total de
ciclo (h/min/s)
Tiempo total de
ciclo (min)
ECP Descripción
Tiempo (h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Lavar, sacar los restos de cáliz y colocarlos en un contenedor
0:02:08
0:14:43 14,72 0:22:53 22,88 64,36 Picar tomate 0:08:08 Picar tomate 0:03:43 Picar tomate 0:00:44

92
Para calcular la eficiencia del ciclo del proceso para la producción de mayonesa,
se elaboró la Tabla AV.5. para identificar el flujo de valor para este proceso,
basados en la Tabla 1.7. Se determinó que las actividades que agregan valor
desde el punto de vista del cliente es licuar la mayonesa y al utilizar una licuadora
de 1,5 Litros se tiene que realizar este proceso 12 veces.
La Tabla 3.16. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.10. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7 y a pesar que éste tiene un valor mayor al 25%, la Tabla AV.5.
evidencia que hay varios procesos que no agregan valor y deben ser reducidos o
eliminados.
Tabla 3.16. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de mayonesa
Actividades que agregan valor desde el punto de vista del
cliente Tiempo total de
ciclo (h/min/s)
Tiempo total de
ciclo (min)
ECP Descripción
Tiempo (h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Primera licuadora 0:01:05
0:14:11 14,19 0:44:13 44,22 32,09
Segunda licuadora 0:01:08 Tercera licuadora 0:01:08 Cuarta licuadora 0:01:13
Quinta licuadora 0:01:22
Sexta licuadora 0:01:08
Séptima licuadora 0:01:13
Octava licuadora 0:01:12
Novena licuadora 0:01:12
Decima licuadora 0:01:12
Onceaba licuadora 0:01:10
Doceava licuadora 0:01:07

93
3.2. DISEÑAR UN PLAN DE MEJORAS AL PROCESO DE
TRANSFORMACIÓN DE MATERIAS PRIMAS HASTA LA ETAPA
DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA
RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO
BASADO EN LA METODOLOGÍA LEAN COMPANY
La Tabla 3.7. muestra el plan de mejoras al proceso de proceso de transformación
de materias primas hasta la etapa de semielaborado en el restaurante de comida
rápida Juane´s Papi Burguer.
Tabla 3.17. Plan de mejoras al proceso de proceso de transformación de materias primas hasta la etapa de semielaborado en el restaurante de comida rápida Juane´s Papi Burguer
ACCIONES HERRAMIENTAS LEAN RESPONSABLES FASE DE
EJECUCIÓN
Charla a todo el personal sobre herramientas Lean y los beneficios para una compañía
Herramientas básicas
Herramientas para minimizar tiempos de ciclo
Herramientas para lograr el trabajo estándar
Ing. Jenny Correa Antes de la implementación de las mejoras
Especificar qué es lo que el cliente percibe como valor.
Preguntas que permiten definir el valor del producto desde el punto de vista del cliente
Ing. Jenny Correa
Administradores
Antes de la implementación de las mejoras
Identificar el flujo de valor Preguntas para determinar si las actividades generan valor o son mudas de tipo 1
Ing. Jenny Correa Antes de la implementación de las mejoras
Agregar valor a los procesos mediante:
Diseño de flujos continuos, construcción de un área de producción más grande, incorporación de maquinaria que facilite los procesos
Manufactura celular
Ing. Jenny Correa
Administradores Implementación de las mejoras
Diseñar procesos flexibles SMED
Andon Ing. Jenny Correa
Implementación de las mejoras
Trabajar hacia la perfección Kaizen
5S´s
Ing. Jenny Correa
Administradores Todos los empleados
Implementación de las mejoras

94
3.3. IMPLANTAR LAS MEJORAS AL PROCESO DE
TRANSFORMACIÓN DE MATERIAS PRIMAS HASTA LA ETAPA
DE SEMIELABORADO EN EL RESTAURANTE DE COMIDA
RÁPIDA JUANE´S PAPI BURGUER DE LA CIUDAD DE AMBATO,
PARA AUMENTAR SU PRODUCTIVIDAD Y ATENDER LA
DEMANDA DE SU NUEVA SUCURSAL
La implantación del sistema Lean detalladas en la sección 1.4.5 se la realizó con
el apoyo de todas aquellas personas que forman parte del negocio, desde los
dueños o administradores, hasta las trabajadoras, para ello fue necesario
capacitarlos en la necesidad de hacer los procesos más limpios y esbeltos, pues
es importante que las trabajadoras comprendan que se puede optimizar los
tiempos de trabajo mediante varias técnicas Lean especificadas en la sección 1.4.
3.3.1. ESPECIFICAR QUÉ ES LO EL CLIENTE PERCIBE COMO VALOR
Con base en la Tabla 1.6. se elaboraron una serie de preguntas que pueden
ayudar a especificar qué es lo que el cliente percibe como valor, y sus respuestas
se reflejan en la Tabla 3.11. esto fue realizado previo a la determinación de la
eficiencia del ciclo del proceso.
3.3.2. IDENTIFICAR EL FLUJO DE VALOR
En los procesos estudiados se identificó el camino de valor y se reconoció
también las mudas de tipo I, que son aquellas que son necesarias y las mudas de
tipo II, que pueden ser eliminadas, este tipo de mudas involucra movimientos
innecesarios, búsquedas, entre otros. Con base en la Tabla 1.7. se elaboraron las
Tablas V.1. a V.5. que muestran los procesos estudiados y especifican si las
actividades pueden ser eliminadas (mudas de tipo II) o no (mudas de tipo I). En

95
todos los casos se encontraron movimientos de un área a otra y pérdidas de
tiempo por búsqueda de materiales y utensilios.
Con la construcción de un espacio más grande en donde se pueden realizar los
procesos de manera continua se eliminaron las mudas de movimiento, mientras
que al implementar un sistema de orden y limpieza se eliminó las pérdidas de
tiempo por búsqueda de materiales y utensilios.
Al comparar los movimientos en los diagramas de recorrido que se muestran en el
Anexo IV con los diagramas de recorrido del Anexo VI se pueden observar las
grandes diferencias entre los procesos realizados antes de la implementación de
la metodología Lean Company con los procesos ya mejorados.
3.3.3. AGREGAR VALOR AL PROCESO
Se agregó valor al proceso mediante flujos continuos, disminuyendo en lo posible
o eliminando movimientos innecesarios, debidos a layouts mal diseñados. Se
logró una apropiada distribución de las áreas de trabajo en las instalaciones
reflejadas en la Tabla AI.2. se diseñó los procesos de tal manera que el trabajo se
realicen sin recorrer grandes distancias.
La nueva distribución tubo influencia en todos los procesos, pues se acortaron
distancias lo cual se refleja en los cursogramas analíticos representados en las
secciones 3.4.2. a 3.4.6.
Entre los cambios realizados en la planta procesadora de alimentos se encuentra
un agrandamiento al área 2, mejorando condiciones de luz, temperatura y
humedad. En ella se diseñaron los distintos puestos de trabajo en donde se toma
el material de una percha grande la cual cuenta con el stock suficiente de materia
prima y de esta manera se evita que los materiales se descompongan y los
procesos se realizan lo más cerca posible uno del otro.

96
Se agregó valor a los procesos incorporando maquinaria como: una licuadora
industrial de 1.5 caballos de fuerza y 6 litros de capacidad, con la cual se logró
optimizar el proceso de pollo aliñado puesto que anteriormente para realizar el
aliño se debían realizar varios procesos de licuado, con los ingredientes
previamente picados. Con la adquisición de la nueva licuadora se realiza un solo
proceso de licuado y gracias a su potencia no necesita que los ingredientes estén
picados previamente.
Los administradores del restaurante adquirieron años atrás máquinas que
permiten industrializar algunos de los procesos, pero al no tener instalaciones
adecuadas y personal capacitado para manejarlas decidieron sacarlas de la
planta, sin embargo con la construcción y redistribución de la nueva planta se
logró incorporar estas máquinas nuevamente, por lo que otras máquinas que se
incorporaron a los procesos fueron: una máquina peladora de papas y una
máquina picadora de cebolla, las cuales el propietario había adquirido años atrás,
pero debido a la falta de instalaciones y a personal capacitado no se las ocupaba.
Ahora con las nuevas instalaciones estas máquinas están en uso.
3.3.4. ORGANIZAR EL PROCESO PARA QUE LA PRODUCCIÓN SEA
HALADA POR EL CLIENTE
La planta procesadora de alimentos brinda productos semielaborados frescos, los
cuales son preparados el mismo día en el que van a ser cocinados. Con la nueva
infraestructura se logró diseñar procesos flexibles en donde los productos están
disponibles y listos para ser procesados en caso que el cliente así lo requiera. La
planificación es diaria y los productos pueden pasar en refrigeración máximo 24
horas.
Se implementaron señales que permiten determinar que el producto
semielaborado es el suficiente.

97
3.3.5. TRABAJAR HACIA LA PERFECCIÓN
Con la realización de un evento kaizen en donde participaron todos los
involucrados en la planta se implementaron las 5 S´s, en donde se especificó un
lugar para cada cosa y cada cosa en su lugar, esto evitaría las búsquedas de
materiales y utensilios.
Se eliminaron todos los artículos viejos y que no se utilizaban para optimizar el
espacio. También se estandarizaron métodos de limpieza, en donde las
trabajadoras deben limpiar su lugar de trabajo antes de iniciar un proceso y al
terminarlo. De igual manera al terminar el proceso deben lavar limpiar y ordenar
todo lo utilizado.
Para que los cambios persistan en el tiempo los administradores deben realizar
una supervisión diaria para revisar que todos los materiales y utensilios estén
limpios y en su lugar. El Anexo VII muestra imágenes de la planta antes y
después de la implantación de la metodología Lean Company.
3.4. EVALUACIÓN DE LA PRODUCCIÓN DESPUÉS DE LA
IMPLEMENTACIÓN DE LA METODOLOGÍA LEAN COMPANY
3.4.1. LAYOUT FINAL DE LA PLANTA DE PROCESAMIENTO
La Figura AI.2. muestra la distribución final de la planta, donde se construyó un
galpón más grande para eliminar los movimientos innecesarios y ordenar los
procesos. La escala del diagrama es 1: 100.
3.4.2. PROCESAMIENTO DE POLLO ALIÑADO
En el procesamiento de pollo aliñado se dieron varios cambios debido a la
concentración de actividades en una sola área, sin la necesidad de realizar

98
movimientos innecesarios y pérdidas de tiempo y a la incorporación de una
licuadora industrial de 6 litros y 1,5 caballos de fuerza. Las actividades están
detalladas conjuntamente con el tiempo que demoran en la Tabla AII.6. Se
realizaron 5 observaciones para este proceso basados en la Tabla 1.4. ya que
son procesos que duran menos de 40 minutos. Estos valores resultaron ser
suficientes ya que al aplicar la ecuación 1.1 el número de observaciones
requeridas resulto ser menor al número de ciclos observados, con ello se obtuvo
un nivel de confianza de 95,45 % con un margen de error del 5%. Los cálculos se
detallan en el Anexo III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.11. el cursograma analíticos que se muestra en la Figura 3.12. y el
diagrama de recorrido representado en la Figura AVI.1. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso del semielaborado pollo aliñado.
La Figura 3.11. refleja el proceso para obtener el producto semielaborado pollo
aliñado de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.

99
Figura 3.11. Cursograma sinóptico de la producción de pollo aliñado después de la
implementación del sistema Lean Company
En la a Figura 3.11. se observa que la trabajadora selecciona todos los
ingredientes para el aliño (incluyendo perejil), es necesario lavar el lavabo antes
de continuar con el proceso. Los ingredientes para el aliño son lavados,
preparados y colocados en la licuadora, en este caso ya no es necesario picar los
ingredientes puesto que se cambió la licuadora domestica por una licuadora
industrial por lo que no se necesita realizar varias veces este proceso como se lo
hacía antes de las mejoras. Después de licuados los ingredientes se le coloca un
poco de agua a la licuadora para no dejar residuos, el aliño es mezclado con
especies y sal.
El tiempo que la licuadora está en actividad la trabajadora aprovecha para colocar
los contenedores necesarios en su lugar y alistar el pollo para ser procesado,
posteriormente el pollo es sacado de la funda, cortado el rabo y despresado en 8
partes, estas son colocadas en un lavabo y las fundas son desechadas. Las
presas son lavadas y colocadas directamente en un contenedor, donde son
aliñadas. Todo el material utilizado se limpia y ordena al finalizar el proceso.
Diagrama número:Proceso:ActividadMétodoRealizado por
Operación / Inpección: 1 Seleccionar ingredientes para el aliño
Operación: 1 Lavar el lavabo
Operación: 2Lavar y preparar los ingredientes para el aliño y colocarlos en la licuadora
Operación: 3Licuar los ingredientes del aliño (tomar dos contenedores y alistar los pollos)
Operación: 4 Licuar
Operación / Inpección: 2 Mezclar el aliño con especies y sal
Operación: 5Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
Operación: 6 Lavar las presas de pollo y colocarlas en un contenedor
Operación: 7 Aliñar las presas de pollo
Operación: 8 Limpiar y ordenar todo lo utilizado
Ing. Jenny Correa
Producción de pollo aliñadoNuevo
CURSOGRAMA SINÓPTICO6Producción de semielaborado
7
Ingredientes del aliño Pollo
1
1
2
3
4
6
8
2
5

100
Para detallar la secuencia de actividades en el proceso, incorporando transportes,
así como también para conocer los tiempos promedio de cada actividad, y las
cantidades procesadas, se elaboró el cursograma analítico presentado en la
Figura 3.12. El tiempo promedio se obtuvo con base en la Tabla AII.6.
En la Figura 3.12. se puede observar que para obtener el producto semielaborado
pollo aliñado se disminuyó de 42 actividades representadas en la Figura 3.2. a 15
actividades, de las cuales 9 son operaciones, 4 son transportes, no se observan
esperas y 2 son operación/inspección. En este proceso mejorado solo se
encuentra un movimiento de 1,5 metros. Se eliminaron todos los transportes que
van de un área a otra, por lo que no tiene que trasladar grandes distancias
materiales pesados, con la implementación de las 5 S´s no se observan esperas
pues todo está limpio y en su lugar.
En este proceso ingresan 25 pollos pelados y se obtienen 200 presas de pollo
aliñadas. Se seleccionó una trabajadora calificada para el proceso, mismo que se
desarrolla en el área 2. El tiempo que dura el proceso disminuyó de 38 minutos y
18 segundos a 30 minutos con 10 segundos y la distancia que se recorre
disminuyó de 123,5 metros a 1,5 metros, esto al comparar la Figura 3.2. con la
Figura 3.12

101
Figura 3.12. Cursograma analítico de la producción de pollo aliñado después de la
implementación del sistema Lean Company
3.4.3. PROCESAMIENTO DE PAPAS PELADAS Y PICADAS
En el procesamiento de papas peladas y picadas se dieron cambios debido a la
concentración de actividades en una sola área y a la implementación de
maquinaria, pues se incorporó al proceso una máquina peladora de papas cuya
capacidad es de medio quintal. Las actividades están detalladas conjuntamente
con el tiempo que demoran en la Tabla AII.7. Se realizaron 5 observaciones para
este proceso basados en la Tabla 1.4. ya que son procesos que duran menos de
40 minutos. Estos valores resultaron ser suficientes ya que al aplicar la ecuación
1.1 el número de observaciones requeridas resulto ser menor al número de ciclos
observados, con ello se obtuvo un nivel de confianza de 95,45 % con un margen
de error del 5%. Los cálculos se detallan en el Anexo III.
Econimía
Objeto Pollos pelados en fundas plasticas Actividad Aliñar pollosMétodo NuevoLugar Area 2Realizado por Ing. Jenny Correa
Trabajadora Lida Chicaiza
1 Seleccionar ingredientes para el aliño 0:01:22 • en buen estado2 Colocar los ingredientes en el mesón 1,5 0:00:03 •
3 Lavar el lavabo 0:00:07 •
4Lavar y preparar los ingredientes para el aliño y colocarlos en la licuadora
0:00:18 • licuadora industrial
5Licuar los ingredientes del aliño (tomar dos contenedores y alistar los pollos)
0:03:43 •
6 Colocar el licuado en un contenedor 0:00:19 •
7 Colocar agua en la licuadora 0:00:08 •
8 Licuar 0:00:05 •
9 Colocar en licuado en un contenedor 0:00:18 •
10 Mezclar el aliño con especies y sal 0:00:17 •
11Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
25 0:18:39 •
12 Desechar fundas 0:00:05 •
13Lavar las presas de pollo y colocarlas en un contenedor
200 0:02:34 •
14 Aliñar las presas de pollo 0:01:18 •
15 Limpiar y ordenar todo lo utilizado 0:00:54 •
No Descripción
Can
tida
d
Uni
dade
s
Dis
tanc
ia
(m)
Cursograma Analítico
Diagrama 6
Operación
0:30:10
Distancia (m)
Operación /Inspección 2
SímbolosPromedio Tiempo
(h/min/s)
Observaciones
9
Almacenamiento
40
Tiempo (h/min/s)
Transporte
1,50
Espera
0
Materiales
ResumenActividad Nuevo Propuesta

102
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.13. el cursograma analíticos que se muestra en la Figura 3.14. y el
diagrama de recorrido representado en la Figura AVI.3. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso de papas peladas y picadas.
La Figura 3.13. refleja el proceso para obtener el producto semielaborado papas
peladas y picadas de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.
Figura 3.13. Cursograma sinóptico de la producción de papas peladas y picadas después
de la implementación del sistema Lean Company
En la a Figura 3.13. se observa que la trabajadora selecciona un quintal de papas
lo safa y lo distribuye en dos parte casi iguales, pela la primera mitad del costal de
papas en la máquina y mientras este proceso se realiza trae contenedores y
acomoda los costales para el desecho. Posteriormente pela la otra mitad del
costal de papas. La trabajadora pica las papas, las lava y al finalizar el proceso
limpia y ordena todo lo utilizado
Diagrama número:Proceso:ActividadMétodoRealizado por
Operación / Inpección: 1 Seleccionar un costal de papas
Operación: 1 Safar costal
Operación: 2Distribuir el costal de papas en dos partes casi iguales
Operación: 3Pelar papas (traer contenedor y acomodar costal para desechos)
Operación: 4 Pelar papas
Operación: 5 Picar papas
Operación: 6 Lavar papas
Operación: 7 Limpiar y ordenar todo lo utilizado
Ing. Jenny Correa
7
CURSOGRAMA SINÓPTICO
Producción de semielaboradoProducción de papas peladas y picadasNuevo
Papas
1
1
2
3
6
5
4
7

103
Para detallar la secuencia de actividades en el proceso, incorporando transportes,
así como también para conocer los tiempos promedio de cada actividad, y las
cantidades procesadas, se elaboró el cursograma analítico presentado en la
Figura 3.14. El tiempo promedio se obtuvo con base en la Tabla AII.7.
En la Figura 3.14. se puede observar que para obtener el producto semielaborado
papas peladas y picadas pasaron de 12 actividades representadas en la Figura
3.4. a 13 actividades, esto debido a la incorporación de la máquina peladora, pues
su capacidad es de medio quintal por lo que el proceso se realiza dos veces, esta
incorporación sin embargo disminuyó notablemente el tiempo de esta actividad. El
proceso consta de 7 operaciones, 5 transportes, no se observan esperas y 1
operación/inspección. En este proceso mejorado solo se encuentra un movimiento
de 1,5 metros, el resto son traslados pequeños pero necesarios cuyas distancias
son despreciables. Se eliminaron todos los transportes que van de un área a otra.
Con la implementación de las 5 S´s no se observan esperas, pues todo está
limpio y en su lugar.
En este proceso ingresan 44,15 kg de papas y se obtienen 31,98 kg de papas
peladas y cortadas. Se seleccionó una trabajadora calificada para el proceso,
mismo que se desarrolla en el área 2. El tiempo que dura el proceso disminuyó de
1 hora con 55 minutos y 28 segundos a 26 minutos con 46 segundos y la
distancia que se recorre disminuyó de 38 metros a 1,5 metros, esto al comparar la
Figura 3.4. con la Figura 3.14.

104
Figura 3.14. Cursograma analítico de la producción de papas peladas y picadas después de
la implementación del sistema Lean Company
Los datos de pesos en kilogramos para la obtención de los pesos promedios del
proceso de papas peladas y picadas se encuentran en la Tabla 3.18.
Tabla 3.18. Datos de pesos para el proceso de papas peladas y picadas después de la implementación del sistema Lean Company
Datos Peso
1 2 3 4 5 Promedio
Papas + costal 22,16 22,10 22,26 22,32 22,15 22,20
Costal 0,06 0,06 0,06 0,06 0,06 0,06 Papas 22,10 22,04 22,20 22,26 22,09 22,14 Papas + costal 22,06 22,07 22,08 22,12 22,03 22,07 Costal 0,06 0,06 0,06 0,06 0,06 0,06 Papas 22,00 22,01 22,02 22,06 21,97 22,01 Papas sin pelar 44,10 44,05 44,22 44,32 44,06 44,15 Papas peladas y cortadas + contenedor
32,88 33,10 34,04 34,12 33,35 33,50
Contenedor 1,52 1,52 1,52 1,52 1,52 1,52
Papas peladas y cortadas 31,36 31,58 32,52 32,60 31,83 31,98
Desechos 12,80 12,53 11,76 11,78 12,29 12,23
Econimía
Objeto Papas sin pelar en costalesActividad Pelar y picar papas Método NuevoLugar Area 2 Realizado por Ing. Jenny Correa
Trabajadora Lida Chicaiza
1 Seleccionar un costal de papas 0:00:03 • mayor tiempo de almacenamiento
2 Safar costal 0:00:08 •
3Distribuir el costal de papas en dos partes casi iguales
0:00:13 •
4Traslado de las papas a pelar de la zona de almacenado a la zona de pelado
1,5 0:00:07 •
5 Colocar las papas en la máquina peladora 0:00:28 •
6Pelar papas (traer contenedor y acomodar costal para desechos)
22,14 0:01:34 •
7 Sacar las papas peladas en un contenedor 0:00:17 •
8 Colocar las papas en la máquina peladora 0:00:29 •
9 Pelar papas 22,01 0:01:35 •
10 Sacar las papas peladas en un contenedor 0:00:18 •
11 Picar papas 31,98 0:17:43 •
12 Lavar papas 0:03:25 •
13 Limpiar y ordenar todo lo utilizado 0:00:26 •
7Transporte
Almacenamiento
No Descripción
Can
tida
d (k
g)
5Espera
Cursograma Analítico MaterialesCursograma Analítico Materiales
Diagrama 7Resumen
Actividad Nuevo Propuesta
Operación
0Operación /Inspección 1
0Distancia (m) 1,5
Tiempo (h/min/s) 0:26:46
Dis
tanc
ia
(m) Promedio
Tiempo (h/min/s)
Símbolos Observaciones

105
3.4.4. PROCESAMIENTO DE CEBOLLA PELADA Y PICADA
En el procesamiento de cebolla pelada y picada se dieron cambios debido a la
concentración de actividades en una sola área y a la implementación de
maquinaria, pues se incorporó al proceso una máquina picadora de cebolla, la
cual pica las cebollas de manera individual. Las actividades están detalladas
conjuntamente con el tiempo que demoran en la Tabla AII.8. Se realizaron 5
observaciones para este proceso basados en la Tabla 1.4. ya que son procesos
que duran menos de 40 minutos. Estos valores resultaron ser suficientes ya que
al aplicar la ecuación 1.1 el número de observaciones requeridas resulto ser
menor al número de ciclos observados, con ello se obtuvo un nivel de confianza
de 95,45 % con un margen de error del 5%. Los cálculos se detallan en el Anexo
III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.15. el cursograma analíticos que se muestra en la Figura 3.16. y el
diagrama de recorrido representado en la Figura AVI.4. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso de cebolla pelada y picada.
La Figura 3.15. refleja el proceso para obtener el producto semielaborado cebolla
pelada y picada de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.

106
Figura 3.15. Cursograma sinóptico de la producción de cebolla pelada y picada después de
la implementación del sistema Lean Company
En la a Figura 3.15. se observa que la trabajadora llena de agua un contenedor.
Selecciona la porción de cebolla a pelar, acomoda también el costal para
desechos y el contenedor con agua. La cebolla es pelada y lavada,
posteriormente es picada en la máquina picadora y al finalizar el proceso la
trabajadora limpia y ordena todo lo utilizado
Para detallar la secuencia de actividades en el proceso, incorporando transportes,
así como también para conocer los tiempos promedio de cada actividad, y las
cantidades procesadas, se elaboró el cursograma analítico presentado en la
Figura 3.16. El tiempo promedio se obtuvo con base en la Tabla AII.8.
En la Figura 3.16. se puede observar que para obtener el producto semielaborado
cebolla pelada y picada, pasaron de 12 actividades representadas en la Figura
3.6. a 9 actividades, esto debido a la incorporación de una máquina picadora, esta
incorporación reduce notablemente el tiempo de picado de cebolla. El proceso
consta de 6 operaciones, 2 transportes, no se observan esperas y 1
operación/inspección. En este proceso mejorado solo se encuentra un movimiento
Diagrama número:
Proceso:
ActividadMétodoRealizado por
Operación / Inpección: 1 Llenar agua en un contenedor
Operación: 2 Seleccionar la porción de cebolla a pelar
Operación: 3Acomodar costal para desechos y contenedor con agua
Operación: 4 Pelar cebolla
Operación: 5 Lavar cebolla
Operación: 6 Picar cebolla
Operación: 7 Ordenar todo lo utilizado
CURSOGRAMA SINÓPTICO
8Producción de semielaboradoProducción de cebolla pelada y picadaNuevoIng. Jenny Correa
1
2
6
Cebolla
1
3
4
5

107
de 2 metros, el resto son traslados pequeños pero necesarios, cuyas distancias
son despreciables. Se eliminaron todos los transportes que van de un área a otra.
Con la implementación de las 5 S´s no se observan esperas, pues todo está
limpio y en su lugar.
En este proceso ingresan 16,58 Kg de cebolla y se obtienen 14,18 kg de cebolla
cortada y pelada. Se seleccionó una trabajadora calificada para el proceso, mismo
que se desarrolla en el área 2. El tiempo que dura el proceso disminuyó de 48
minutos con 4 segundos a 25 minutos con 56 segundos y la distancia que se
recorre disminuyó de 56 metros a 2 metros, esto al comparar la Figura 3.6. con la
Figura 3.16.
Figura 3.16. Cursograma analítico de la producción de cebolla pelada y picada después de
la implementación del sistema Lean Company
Los datos de pesos en kilogramos para la obtención de los pesos promedios de
cebolla pelada y picada se encuentran en la Tabla 3.19.
Econimía
Objeto Cebolla sin pelar en costales
Actividad Pelar y picar cebolla
Método NuevoLugar Areas 2Realizado por Ing. Jenny Correa
Trabajadora Lida Chicaiza
1 Llenar agua en un contenedor 0:00:24 •
2Transportar dos contenedores a la zona de pelado de cebolla (uno con agua) 2 0:00:05 •
3 Seleccionar la porción de cebolla a pelar 0:00:12 • mayor tiempo de almacenamiento
4Transportar de la zona de almacenado a la zona de pelado
0:00:04 •
5Acomodar costal para desechos y contenedor con agua 0:00:12 •
6 Pelar cebolla 0:17:33 •
7 Lavar cebolla 16,58 0:00:24 •
8 Picar cebolla 14,18 0:06:36 •
9 Ordenar todo lo utilizado 0:00:25 •
Dis
tanc
ia
(m)
Can
tida
d (k
g)
Cursograma Analítico Materiales
Diagrama 8Resumen
Actividad
Almacenamiento
Propuesta
No
Operación /Inspección 1
Distancia (m)0
Promedio Tiempo
(h/min/s)
Símbolos ObservacionesDescripción
0:25:56
Operación
2
Espera 0
6
Tiempo (h/min/s)
Nuevo
2
Transporte

108
Tabla 3.19. Datos de pesos para el proceso de cebolla pelada y picada después de la implementación del sistema Lean Company
Datos Pesos
1 2 3 4 5 Promedio Costal + cebolla 16,05 16,08 17,48 16,14 17,35 16,62
Costal 0,04 0,04 0,04 0,04 0,04 0,04
Cebolla 16,01 16,04 17,44 16,10 17,31 16,58
Contenedor + cebolla picada 13,94 14,54 16,08 14,76 15,57 14,98 Contenedor 0,80 0,80 0,80 0,80 0,80 0,80 Cebolla picada 13,14 13,74 15,28 13,96 14,77 14,18 Desechos 2,87 2,30 2,16 2,14 2,54 2,40
3.4.5. PROCESAMIENTO DE TOMATE PICADO
En el procesamiento de tomate picado se dieron cambios debido a la
concentración de actividades en una sola área. Las actividades están detalladas
conjuntamente con el tiempo que demoran en la Tabla AII.9. Se realizaron 5
observaciones para este proceso basados en la Tabla 1.4. ya que son procesos
que duran menos de 40 minutos. Estos valores resultaron ser suficientes ya que
al aplicar la ecuación 1.1 el número de observaciones requeridas resulto ser
menor al número de ciclos observados, con ello se obtuvo un nivel de confianza
de 95,45 % con un margen de error del 5%. Los cálculos se detallan en el Anexo
III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.17. el cursograma analíticos que se muestra en la Figura 3.18. y el
diagrama de recorrido representado en la Figura AVI.5. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso de tomate picado.
La Figura 3.17. refleja el proceso para obtener el producto semielaborado tomate
picado de manera general, indicando como se suceden las actividades
principales, es decir muestran las operaciones e inspecciones.

109
Figura 3.17. Cursograma sinóptico de la producción de tomate picado después de la
implementación del sistema Lean Company
En la a Figura 3.17. se observa que la trabajadora la el lavabo, selecciona el
tomate a pica y lo lava, sacando los restos de cáliz en los tomates.
Posteriormente saca los pedículos de los tomates a picar y lo coloca en un
recipiente, al finalizar el proceso la trabajadora limpia y ordena todo lo utilizado.
Para detallar la secuencia de actividades en el proceso, incorporando transportes,
así como también para conocer los tiempos promedio de cada actividad, y las
cantidades procesadas, se elaboró el cursograma analítico presentado en la
Figura 3.18. El tiempo promedio se obtuvo con base en la Tabla AII.9.
En la Figura 3.18. se puede observar que para obtener el producto semielaborado
tomate picado, pasaron de 21 actividades representadas en la Figura 3.8. a 10
actividades. El proceso consta de 5 operaciones, 4 transportes, no se observan
esperas y 1 operación/inspección. En este proceso mejorado solo se encuentran
2 movimiento relevantes, el resto son traslados pequeños pero necesarios, cuyas
distancias son despreciables. Se eliminaron todos los transportes que van de un
área a otra. Con la implementación de las 5 S´s no se observan esperas, pues
todo está limpio y en su lugar.
Diagrama número:Proceso:ActividadMétodoRealizado por
Operación / Inpección: 1 Lavar el lavabo
Operación: 1 Seleccionar el tomate a picar
Operación: 2Lavar, sacar los restos de cáliz de los tomates
Operación: 3Sacar pedículos de los tomates a picar
Operación: 4Picar tomate y colocarlo en un recipiente
Operación: 5 Limpiar y ordenar lo utilizado
CURSOGRAMA SINÓPTICO9
Producción de semielaboradoProducción de tomate picado
NuevoIng. Jenny Correa
Tomate
1
1
2
3
4
5

110
En este proceso ingresan 15,78 kg de tomate y se obtienen 11,58 kg de tomate
picado con una reserva de 3,90 kg de tomate por picar. Se seleccionó una
trabajadora calificada para el proceso, mismo que se desarrolla en el área 2. El
tiempo que dura el proceso disminuyó de 22 minutos con 53 segundos a 20
minutos con 50 segundos y la distancia que se recorre disminuyó de 73 metros a
5 metros, esto al comparar la Figura 3.8. con la Figura 3.18.
Figura 3.18. Cursograma analítico de la producción de tomate picado después de la
implementación del sistema Lean Company
Los datos de pesos en kilogramos para la obtención de los pesos promedios de
cebolla pelada y picada se encuentran en la Tabla 3.20.
Econimía
Objeto TomatesActividad Picar tomateMétodo NuevoLugar Area 2Realizado por Ing. Jenny Correa
Trabajadora Mirian Chanahuano
1 Traslado de dos contenedores a la zona de picado 3,5 0:00:08 •
2 Lavar el lavabo 0:00:20 •
3 Seleccionar el tomate a picar 15,78 0:00:57 •
4 Colocar el tomate en el lavabo 1,5 0:00:19 •
5 Lavar, sacar los restos de cáliz de los tomates 0:01:42 •
6 Sacar pedículos de los tomates a picar 0:03:52 •
7 Picar tomate y colocarlo en un recipiente 11,58 0:12:45 •
8 Colocar el resto de tomate entero en un contenedor 3,90 0:00:11 •
9 Guardar los contenedores debajo del aparador 0:00:10 •
10 Limpiar y ordenar lo utilizado 0:00:27 •
Observaciones
5
Operación /Inspección
0:20:50
AlmacenamientoDistancia (m)
Símbolos
Operación 5Transporte 4
1
No Descripción
Can
tida
d (k
g)
Dis
tanc
ia
(m)
Tiempo (h/min/s)
0
Cursograma Analítico Materiales
Diagrama 9 Actividad NuevoResumen
Propuesta
Promedio Tiempo
(h/min/s)
Espera 0

111
Tabla 3.20. Datos de pesos para el proceso de tomate picado después de la implementación del sistema Lean Company
Datos Pesos 1 2 3 4 5 Promedio
Caja de madera 1,60 1,60 1,61 1,59 1,61 1,60 Caja de madera + tomate 16,78 18,34 16,32 17,44 18,02 17,38 Tomate 15,18 16,74 14,71 15,85 16,41 15,78 Contenedor 1 0,62 0,62 0,62 0,62 0,62 0,62 Contenedor + tomate picado 11,67 12,55 12,09 12,94 11,77 12,20 Tomate picado 11,05 11,93 11,47 12,32 11,15 11,58 Desechos 0,25 0,49 0,28 0,26 0,21 0,30 Contenedor 1 0,44 0,44 0,44 0,44 0,44 0,44 Contenedor + reserva 4,32 4,76 3,40 3,71 5,49 4,34 Reserva 3,88 4,32 2,96 3,27 5,05 3,90
3.4.6. PROCESAMIENTO DE MAYONESA
En el procesamiento de mayonesa se dieron cambios debido a la concentración
de actividades en una sola área. Las actividades están detalladas conjuntamente
con el tiempo que demoran en la Tabla AII.10. Se realizaron 5 observaciones para
este proceso basados en la Tabla 1.4. ya que son procesos que duran menos de
40 minutos. Estos valores resultaron ser suficientes ya que al aplicar la ecuación
1.1 el número de observaciones requeridas resulto ser menor al número de ciclos
observados, con ello se obtuvo un nivel de confianza de 95,45 % con un margen
de error del 5%. Los cálculos se detallan en el Anexo III.
Con estos datos se elaboraron el cursograma sinóptico que se muestra en la
Figura 3.19. el cursograma analíticos que se muestra en la Figura 3.20. y el
diagrama de recorrido representado en la Figura AVI.6. el mismo evidencia la
distribución de las áreas, los equipos, los flujos de materiales y las distancias
recorridas para el proceso de mayonesa.
La Figura 3.19. refleja el proceso para obtener mayonesa de manera general,
indicando como se suceden las actividades principales, es decir muestran las
operaciones e inspecciones. La norma británica Wetinghouse, con estala 0-100
presentada en la Tabla 1.5. fue utilizada para la valoración del ritmo de trabajo en

112
los procesos analizados en el restaurant de comida rápida Juane´s Papi Burguer.
Para calcular los tiempos básicos de producción, se utilizó la ecuación 1.2 y la
calificación del ritmo de trabajo. Con los tiempos básicos calculados y la ecuación
1.3 se calcularon los tiempos estándar.
Se calculó la productividad con base en la ecuación 1.6 la cual involucra las horas
hombre trabajadas por el personal y las unidades producidas de cada
semielaborado, se toma en cuenta el tiempo que las trabajadoras emplean en
cada ciclo y los ciclos que se realizan a la semana. Los resultados se presentan
en la Tabla 3.10.

113
Figura 3.19. Cursograma sinóptico de la producción de mayonesa después de la
implementación del sistema Lean Company
Diagrama número:
ProcesoActividadMétodoRealizado por
Operación / Inpección: 1 Seleccionar limones
Operación: 1 Lavar limones
Operación: 2 Cortar limones
Operación: 3 Exprimir limones
Operación: 4 Lavar y guardar utensilios
Operación / Inpección: 2 Seleccionar huevos
Operación / Inpección: 3 Selección de ingredientes
Operación: 5 Primera licuadora
Operación: 6 Batir
Operación: 7 Segunda licuadora
Operación: 8 Batir
Operación: 9 Tercera licuadora
Operación: 10 Batir
Operación: 11 Cuarta licuadora
Operación: 12 Batir
Operación: 13 Quinta licuadora
Operación: 14 Batir
Operación: 15 Sexta licuadora
Operación: 16 Batir
Operación: 17 Séptima licuadora
Operación: 18 Batir
Operación: 19 Octava licuadora
Operación: 20 Batir
Operación: 21 Novena licuadora
Operación: 22 Batir
Operación: 23 Decima licuadora
Operación: 24 Batir
Operación: 25 Onceaba licuadora
Operación: 26 Batir
Operación: 27 Doceava licuadora
Operación: 28 Lavar, limpiar y ordenar
CURSOGRAMA SINÓPTICO10
Producción de semielaboradoProducción de mayonesa
NuevoIng. Jenny Correa
21
22
23
27
Limones Huevos y otros ingredientes
1
1
2
3
4
3
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
24
25
26
28
2

114
En la a Figura 3.19. se observa que la trabajadora selecciona limones los lava,
corta y exprime. Lava el lavabo, selecciona el tomate a picar y lo lava, sacando
los restos de cáliz en los tomates. Posteriormente saca los pedículos de los
tomates a picar y lo coloca en un recipiente, al finalizar el proceso la trabajadora
lava, limpia y ordena todo lo utilizado.
Para detallar la secuencia de actividades en el proceso, incorporando transportes,
así como también para conocer los tiempos promedio de cada actividad, y las
cantidades procesadas, se elaboró el cursograma analítico presentado en la
Figura 3.20. El tiempo promedio se obtuvo con base en la Tabla AII.10
En la Figura 3.20. se puede observar que para obtener mayonesa, pasaron de 73
actividades representadas en la Figura 3.10. a 54 actividades. El proceso consta
de 28 operaciones, 23 transportes, no se observan esperas y 3 son
operación/inspección. En este proceso mejorado no se encuentran movimientos
relevantes. Se eliminaron todos los transportes que van de un área a otra. Con la
implementación de las 5 S´s no se observan esperas, pues todo está limpio y en
su lugar. En este proceso se logró determinar que la causal para que haya
reprocesos es la utilización de mostaza de baja calidad, por lo que se cambió de
proveedor y de esta manera se eliminaron los reprocesos.
En este proceso se obtienen 15 litros de mayonesa. Se seleccionó una
trabajadora calificada para el proceso, mismo que se desarrolla en el área 3. El
tiempo que dura el proceso disminuyó de 44 minutos con 13 segundos a 37
minutos con 49 segundos y la distancia que se recorre disminuyó de 84 metros a
0 metros puesto que todos los traslados en el proceso son despreciables, esto al
comparar la Figura 3.10. con la Figura 3.20.
La mayonesa es el factor diferenciador, puesto que por su sabor y textura atrae a
los clientes. Se trató de cambiar el proceso a una licuadora industrial, pero el
producto cambia sus propiedades por lo que se decidió seguir realizando el
proceso tradicional pero eliminando los movimientos innecesarios y las pérdidas
de tiempo.

115
Figura 3.20. Cursograma analítico de la producción de mayonesa después de la
implementación del sistema Lean Company
Econimía
Objeto MayonesaActividad Preparar mayonesaMétodo NuevoLugar Areas 3 Realizado por Ing. Jenny CorreaTrabajadora Lida Gavilanes
1 Seleccionar limones 0:00:30 •
2 Lavar limones 0:01:00 •
3 Cortar limones 0:01:59 •
4 Exprimir limones 0:05:25 •
5 Lavar y guardar utensilios 0:00:31 •
6 Seleccionar huevos 0:00:13 •
7 Selección de ingredientes 0:00:23 •
8 Poner ingredientes en la licuadora 0:00:58 •
9 Primera licuadora 0:01:13 •
10 Pasar la mayonesa a una olla 0:00:12 •
11 Batir 0:00:00 •
12 Poner ingredientes en la licuadora 0:00:38 •
13 Segunda licuadora 0:01:07 •
14 Pasar la mayonesa a una olla 0:00:14 •
15 Batir 0:00:00 •
16 Poner ingredientes en la licuadora 0:00:42 •
17 Tercera licuadora 0:01:08 •
18 Pasar la mayonesa a una olla 0:00:14 •
19 Batir 0:00:11 •
20 Poner ingredientes en la licuadora 0:00:31 •
21 Cuarta licuadora 0:01:08 •
22 Pasar la mayonesa a una olla 0:00:13 •
23 Batir 0:00:09 •
24 Poner ingredientes en la licuadora 0:00:39 •
25 Quinta licuadora 0:01:10 •
26 Pasar la mayonesa a una olla 0:00:17 •
27 Batir 0:00:00 •
28 Poner ingredientes en la licuadora 0:00:37 •
29 Sexta licuadora 0:01:10 •
30 Pasar la mayonesa a una olla 0:00:15 •
31 Batir 0:00:00 •
32 Poner ingredientes en la licuadora 0:00:42 •
33 Séptima licuadora 0:01:09 •
34 Pasar la mayonesa a una olla 0:00:14 •
35 Batir 0:00:21 •
36 Poner ingredientes en la licuadora 0:00:42 •
37 Octava licuadora 0:01:08 •
38 Pasar la mayonesa a una olla 0:00:13 •
39 Batir 0:00:06 •
40 Poner ingredientes en la licuadora 0:00:45 •
41 Novena licuadora 0:01:07 •
42 Pasar la mayonesa a una olla 0:00:16 •
43 Batir 0:00:00 •
44 Poner ingredientes en la licuadora 0:00:38 •
45 Decima licuadora 0:01:07 •
46 Pasar la mayonesa a una olla 0:00:16 •
47 Batir 0:00:18 •
48 Poner ingredientes en la licuadora 0:00:41 •
49 Onceaba licuadora 0:01:05 •
50 Pasar la mayonesa a una olla 0:00:15 •
51 Batir 0:00:36 •
52 Poner ingredientes en la licuadora 0:00:37 •
53 Doceava licuadora 0:01:09 •
54 Lavar, limpiar y ordenar 0:01:39 •
15
ObservacionesNo Descripción
Can
tida
d (L
)
Dis
tanc
ia
(m) Promedio
Tiempo (h/min/s)
Símbolos
Distancia (m) 0Tiempo (h/min/s) 0:37:49
Operación /Inspección 3Almacenamiento 0
Transporte 23Espera 0
Cursograma Analítico Materiales
Diagrama 10Resumen
Actividad Nuevo PropuestaOperación 28

116
3.5. INDICADORES DE PRODUCTIVIDAD DESPUÉS DE LA
IMPLEMENTACIÓN DE LA METODOLOGÍA LEAN COMPANY
Para realizar los cálculos respectivos en esta sección fue necesario transformar
los términos horarios presentados en horas minutos y segundos (h/min/s) al
sistema decimal utilizando las unidades de minutos, para ello es necesario
multiplicar el resultado presentado en h/min/s por 24 y por 60.
Para el cálculo del tiempo básico en los nuevos procesos, se determinó un ritmo
de trabajo del 100% perteneciente a la norma británica Westinghouse (0 – 100)
representada en la Tabla 1.5. Los tiempos básicos se presentan en la Tabla 3.25.
y fueron calculados con base en la ecuación 1.2
Para la determinación de suplementos y tolerancias, de los nuevos procesos, se
solicitó de la colaboración del mismo personal que participó en la calificación de
los procesos antes de las modificaciones los cuales calificaron con base en la
Tabla 2.3. Las calificaciones individuales se detallan de las Tablas 3.21. a la 3.25.
y se resumen en la Tabla 3.26.

117
Tabla 3.21. Suplementos y estimación de tolerancias para tiempos básicos en la producción de pollo aliñado después de la implementación de la metodología Lean
Company
Suplementos Tolerancia % Evaluador 1 Evaluador 2 Evaluador 3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 2 3 2 B. Suplementos variables: 1. Suplementos por estar de pie 2 2 2 2 2. Suplementos por posición anormal a. un poco incómoda 0 b. incómoda (agachado) 2 2 2 2 c. muy incómoda (tendido o estirado) 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 10/4,5 1 1 1 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0 0 0 0 b. bastante menor a la recomendada 2 c. muy inadecuada 5 5. Condiciones atmosféricas (calor y humedad) 0-10 2 3 2 6. Atención requerida a. trabajo bastante fino 0 b. trabajo fino o preciso 2 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 0 0 0 b. intermitente – fuerte 2 c. intermitente - muy fuerte 5 d. de tono alto – fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 b. nivel medio 1 1 1 1 c. nivel alto 4 Tolerancias totales (%) 18 23 18 Tolerancia media (%) 19,67

118
Tabla 3.22. Suplementos y estimación de tolerancias para tiempos básicos en la producción de papas picadas después de la implementación de la metodología Lean
Company
Suplementos Tolerancia % Evaluador 1 Evaluador 2 Evaluador 3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 2 3 3 B. Suplementos variables: 1. Suplementos por estar de pie 2 2 2 2 2. Suplementos por posición anormal a. un poco incómoda 0 0 b. incómoda (agachado) 2 2 2 c. muy incómoda (tendido o estirado) 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 10/4,5 1 1 1 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0 0 0 0 b. bastante menor a la recomendada 2 c. muy inadecuada 5 5. Condiciones atmosféricas (calor y humedad) 0-10 2 3 2 6. Atención requerida a. trabajo bastante fino 0 b. trabajo fino o preciso 2 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 b. intermitente - fuerte 2 2 2 2 c. intermitente - muy fuerte 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 b. nivel medio 1 1 1 1 c. nivel alto 4 Tolerancias totales (%) 20 23 21 Tolerancia media (%) 21,33

119
Tabla 3.23. Suplementos y estimación de tolerancias para tiempos básicos en la producción de cebolla picada después de la implementación de la metodología Lean
Company
Suplementos Tolerancia % Evaluador 1 Evaluador 2 Evaluador 3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 1 1 2 B. Suplementos variables: 1. Suplementos por estar de pie 2 2 2 2 2. Suplementos por posición anormal a. un poco incómoda 0 0 0 0 b. incómoda (agachado) 2 c. muy incómoda (tendido o estirado) 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 10/4,5 1 1 1 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0 0 0 0 b. bastante menor a la recomendada 2 c. muy inadecuada 5 5. Condiciones atmosféricas (calor y humedad) 0-10 7 5 8 6. Atención requerida a. trabajo bastante fino 0 b. trabajo fino o preciso 2 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 0 0 0 b. intermitente - fuerte 2 c. intermitente - muy fuerte 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 b. nivel medio 1 1 1 1 c. nivel alto 4 Tolerancias totales (%) 20 21 22 Tolerancia media (%) 21,00

120
Tabla 3.24. Suplementos y estimación de tolerancias para tiempos básicos en la producción de tomate picado después de la implementación de la metodología Lean
Company
Suplementos Tolerancia % Evaluador 1 Evaluador 2 Evaluador 3 A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 1 1 2 B. Suplementos variables: 1. Suplementos por estar de pie 2 2 2 2 2. Suplementos por posición anormal a. un poco incómoda 0 0 0 b. incómoda (agachado) 2 2 c. muy incómoda (tendido o estirado) 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 10/4,5 1 1 1 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0 0 0 0 b. bastante menor a la recomendada 2 c. muy inadecuada 5 5. Condiciones atmosféricas (calor y humedad) 0-10 2 3 2 6. Atención requerida a. trabajo bastante fino 0 b. trabajo fino o preciso 2 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 0 0 0 b. intermitente - fuerte 2 c. intermitente - muy fuerte 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 b. nivel medio 1 1 1 1 c. nivel alto 4 Tolerancias totales (%) 15 19 18 Tolerancia media (%) 17,33

121
Tabla 3.25. Suplementos y estimación de tolerancias para tiempos básicos en la producción de mayonesa después de la implementación de la metodología Lean Company
Suplementos Tolerancia % Evaluador 1 Evaluador 2 Evaluador 3
A. Suplementos constantes: 1. Suplemento personal 5 5 5 5 2. Suplemento por fatiga básica 4 1 2 1 B. Suplementos variables: 1. Suplementos por estar de pie 2 2 2 2 2. Suplementos por posición anormal a. un poco incómoda 0 b. incómoda (agachado) 2 c. muy incómoda (tendido o estirado) 7 7 7 7 3. Uso de una fuerza o energía muscular (levantar, Jalar o empujar) según el peso (lb/kg) 5/2,3 0 0 0 0 10/4,5 1 14/6,8 2 20/9,1 3 25/11,3 4 30/13,6 5 35/15,9 7 40/18,1 9 45/20,4 11 50/22,7 13 60/27,2 17 70/31,8 22 4. Mala iluminación a. un poco debajo de la recomendada 0 b. bastante menor a la recomendada 2 2 2 2 c. muy inadecuada 5 5. Condiciones atmosféricas (calor y humedad) 0-10 2 1 2 6. Atención requerida a. trabajo bastante fino 0 1 b. trabajo fino o preciso 2 2 2 c. trabajo muy fino y muy preciso 5 7. Nivel de ruido a. Continuo 0 b. intermitente - fuerte 2 2 c. intermitente - muy fuerte 5 5 5 d. de tono alto - fuerte 5 8. Estrés mental a. proceso bastante complejo 1 1 1 b. atención compleja o amplia 4 4 c. muy compleja 8 9. Monotonía a. nivel bajo 0 0 0 0 b. nivel medio 1 c. nivel alto 4 Tolerancias totales (%) 26 30 24 Tolerancia media (%) 26,67
Con los datos obtenidos de los procesos mejorados, se determinó el tiempo
estándar o tiempo tipo, utilizando la ecuación 1.3. los valores de tiempo estándar

122
se reflejan en la Tabla 3.26. estos se calcularon con los resultados de tiempo
básico y de suplementos que se detallan en la misma tabla.
Tabla 3.26. Promedio de tiempo de ciclo, calificación del ritmo de trabajo, tiempo básico, suplementos y tiempo estándar después de la implementación de la metodología Lean
Company
Proceso
Tiempo promedio de ciclo
Ritmo de
trabajo (%)
Tiempo básico (min)
Suplementos (%) Tiempo
estándar (h/min/s) (min)
Pollo aliñado 0:30:10 30,16 100,00 30,16 19,67 36,09 Papas peladas y picadas 0:26:46 26,77 100,00
26,77 21,33 32,48
Cebolla picada 0:25:56 25,93 100,00 25,93 21,00 31,37
Tomate picado 0:20:50 20,83 100,00 20,83 17,33 24,44
Mayonesa 0:37:49 37,82 100,00 37,82 26,67 47,91
Para el cálculo de productividad se tomó en cuenta el tiempo en que la
trabajadora se dedica a la producción de un determinado semielaborado en la
Tabla 3.27 se detalla la producción semanal de los 5 productos semielaborados,
en el cual se indica el número de ciclos que se realizan a la semana, la cantidad
que se produce por ciclo y la productividad, la cual se calcula dividiendo la
cantidad de producto obtenido sobre el tiempo que la trabajadora empleó en el
proceso, cálculos basados en la ecuación 1.6.
Tabla 3.27. Número de ciclos semanales, tiempo empleado en el proceso por ciclo y semanal, producción por ciclo y semanal y productividad después de la implementación de
la metodología Lean Company
Proceso Ciclos
/semana
Tiempo Producción Productividad
Por
cic
lo
(h/m
in/s
)
Por
cic
lo
(min
)
To
tal
(min
)
Po
r ci
clo
To
tal
Un
ida
de
s
Va
lor
Un
ida
de
s
Pollo aliñado 7 0:30:10 30,16 211,12 200,00 1400,00 presas 6,63 presas/min
Papas peladas y picadas
25 0:26:46 26,77 669,33 31,98 799,45 kg 1,19 kg/min
Cebolla picada
7 0:25:56 25,93 181,49 14,18 99,25 kg 0,55 kg/min
Tomate picado
7 0:20:50 20,83 145,83 11,11 77,77 kg 0,53 kg/min
Mayonesa 7 0:37:49 37,82 264,76 15,00 105,00 l 0,40 l/min

123
En la sección 3.2 se especifica el valor añadido del producto semielaborado
desde el punto de vista del cliente el cual no cambia y se presenta en la Tabla
3.11.
Para calcular la eficiencia del ciclo del proceso en la producción de pollo aliñado,
después de la implementación de la metodología Lean Company, se elaboró la
Tabla AV.6. en la misma se identifica el flujo de valor para este proceso, basados
en la Tabla 1.7. Se determinó que las actividades que agregan valor desde el
punto de vista del cliente son: mezclar el aliño con especies y sal, despresar los
pollos (esta actividad se relaciona con otras como: sacar los pollos del empaque,
cortarles el rabo y ubicarlas en el lavabo, ya que los tiempos no pueden ser
separados) y aliñar las presas de pollo, en esta evaluación se observó que con la
implementación la metodología Lean Company se eliminaron todos procesos que
no agregan valor como mudas de desplazamientos innecesarios y esperas.
La Tabla 3.28. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.22. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7 y tiene un valor mayor al 25% por lo tanto es un proceso esbelto.
Tabla 3.28. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de pollo aliñado después de la implementación de
la metodología Lean Company
Actividades que generan valor desde el punto de vista del cliente Tiempo total de
ciclo (h/min/s)
Tiempo total de
ciclo (min)
ECP Descripción
Tiempo (h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Mezclar el aliño con especies y sal 0:00:17
0:20:13 20,22 0:30:10 30,16 67,04
Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
0:18:39
Aliñar las presas de pollo 0:01:18

124
Para calcular la eficiencia del ciclo del proceso de producción de papas peladas y
picadas, después de la implementación de la metodología Lean Company, se
elaboró la Tabla AV.7. en la misma se identificó el flujo de valor para este
proceso, basados en la Tabla 1.7. Se determinó que las actividades que agregan
valor desde el punto de vista del cliente son: pelar papar, picar papas y lavar
papas, en esta evaluación se observó que con la implementación del sistema
Lean Company se eliminaron todos procesos que no agregan valor como mudas
de desplazamientos innecesarios y esperas.
La Tabla 3.29. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.14. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7 y tiene un valor mayor al 25% por lo tanto es un proceso esbelto.
En este proceso se cambió la actividad de pelar a mano por la implementación de
una máquina peladora, lo que reduce notablemente el tiempo de esta actividad,
también se mejoraron las condiciones de luz, temperatura y humedad.
Tabla 3.29. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de papas peladas y picadas después de la
implementación de la metodología Lean Company
Para calcular la eficiencia del ciclo del proceso para la producción de cebolla
pelada y picada, después de la implementación de la metodología Lean Company
se elaboró la Tabla AV.8. para identificar el flujo de valor para este proceso,
Actividades que generan valor desde el punto de vista del cliente Tiempo total de
ciclo (h/min/s)
Tiempo total de
ciclo (min)
ECP % Descripción
Tiempo (h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Pelar papas (traer contenedor y acomodar costal para
desechos) 0:01:34
0:24:17 24,29 0:26:46 26,77 90,72 Pelar papas 0:01:35
Picar papas 0:17:43
Lavar papas 0:03:25

125
basados en la Tabla 1.7. Se determinó que las actividades que agregan valor
desde el punto de vista del cliente son pelar cebolla y picar cebolla. En esta
evaluación se observó que con la implementación de la metodología Lean
Company se eliminaron todos procesos que no agregan valor como mudas de
desplazamientos innecesarios y esperas.
La Tabla 3.30. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.16. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7 y tiene un valor mayor al 25% por lo tanto es un proceso esbelto.
En este proceso se cambió la actividad de picar a mano por la implementación de
una máquina picadora, lo que reduce notablemente el tiempo de esta actividad,
también se mejoraron las condiciones de luz, temperatura y humedad.
Tabla 3.30. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de cebolla picada después de la implementación de
la metodología Lean Company
Actividades que generan valor desde el punto de vista del cliente
Tiempo total de ciclo
(h/min/s)
Tiempo total de ciclo (min)
ECP
Descripción Tiempo
(h/min/s) Tiempo total
(h/min/s) Tiempo total
(min)
Pelar cebolla 0:17:33 0:24:10 24,16 0:25:56 25,93 93,18
Picar cebolla 0:06:36
Para calcular la eficiencia del ciclo del proceso en la producción de tomate picado,
después de la implementación de la metodología Lean Company, se elaboró la
Tabla AV.9. en la misma se identificó el flujo de valor para este proceso, basados
en la Tabla 1.7. Se determinó que las actividades que agregan valor desde el
punto de vista del cliente son lavar y sacar los restos de cáliz y picar el tomate,
con la mejora del proceso se lo realiza de manera continua, sin interrupciones.

126
La Tabla 3.31. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.18. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7. y tiene un valor mayor al 25% por lo tanto es un proceso esbelto.
Tabla 3.31. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de tomate picado después de la implementación de
la metodología Lean Company
Actividades que generan valor desde el punto de vista del cliente Tiempo
total de ciclo
(h/min/s)
Tiempo total de
ciclo (min)
ECP Descripción
Tiempo (h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Lavar, sacar los restos de cáliz de los tomates
0:01:42
0:14:28 14,46 0:20:50 20,83 69,41 Picar tomate y colocarlo en un recipiente
0:12:45
Para calcular la eficiencia del ciclo del proceso en la producción de mayonesa, se
elaboró la Tabla AV.10. en la misma se identificó el flujo de valor para este
proceso, basados en la Tabla 1.7. Se determinó que las actividades que agregan
valor desde el punto de vista del cliente es licuar la mayonesa y al utilizar una
licuadora de 1,5 Litros se tiene que realizar este proceso 12 veces, en este caso
se intentó cambiar el tamaño de licuadora a una más grande que sea industrial,
pero esto cambiaba las propiedades físicas y organolépticas de la mayonesa,
puesto que en este tipo de licuadoras no se puede controlar la velocidad.
La Tabla 3.32. muestra las actividades que agregan valor desde el punto de vista
del cliente y la eficiencia del ciclo del proceso o ECP. Los datos se obtuvieron del
cursograma analítico representado en la Figura 3.20. que muestra el tiempo de
cada actividad y el tiempo total del ciclo. Para el cálculo del ECP se empleó la
ecuación 1.7 y tiene un valor mayor al 25% por lo tanto es un proceso esbelto.

127
Tabla 3.32. Actividades que agregan valor desde el punto de vista del cliente y eficiencia del ciclo del proceso para la producción de mayonesa después de la implementación de la
metodología Lean Company
Actividades que generan valor desde el punto de vista del cliente Tiempo total de
ciclo (h/min/s)
Tiempo total de
ciclo (min)
ECP Descripción
Tiempo (h/min/s)
Tiempo total
(h/min/s)
Tiempo total (min)
Primera licuadora 0:01:13
0:13:41 13,69 0:37:49 37,82 36,19
Segunda licuadora 0:01:07 Tercera licuadora 0:01:08 Cuarta licuadora 0:01:08
Quinta licuadora 0:01:10 Sexta licuadora 0:01:10 Séptima licuadora 0:01:09 Octava licuadora 0:01:08 Novena licuadora 0:01:07 Decima licuadora 0:01:07 Onceaba licuadora 0:01:05 Doceava licuadora 0:01:09
3.6. COMPARACIÓN DE LOS RESULTADOS OBTENIDOS ANTES
Y DESPUÉS DE LA IMPLEMENTACIÓN DE LA METODOLOGÍA
LEAN COMPANY
Comparar los datos obtenidos antes de la implementación de la metodología Lean
Company con los datos obtenidos después de la implementación de la misma,
evidencia realmente un cambio tangible en todo sentido, pues es importante
comenzar recalcando la construcción de un área más grande con mejores
condiciones de luz, temperatura y humedad ayudó no solo a incrementar la
productividad como tal sino también mejoró las condiciones de trabajo de las
empleadas, mejorando condiciones de salud y seguridad, pues en los anteriores
procesos era común que la trabajadora traslade grandes cantidades de peso
distancias considerables de una área a otra, pudiendo así ocasionar no solo
lesiones a nivel muscular y accidentes sino también poner en riesgo el producto.
Con la creación de zonas de trabajo en un mismo lugar, donde las trabajadoras se
muevan distancias muy cortas y los espacios de trabajo sean más amplios, se
logró implementar procesos continuos y con el orden y la limpieza se lograron

128
eliminar las esperas por búsqueda de material, es así que es importante comparar
términos como distancias, tiempos de ciclo, tiempo estándar, productividad y
ECP.
La Tabla 3.33. compara las distancias recorridas en los procesos productivos
antes y después de la implementación de la metodología Lean Company, en la
cual se observa que hay una disminución desde el 93,15% en el caso de
producción de tomate picado hasta el 100% en el caso de producción de
mayonesa, es importante recalcar que distancias menores a 1,5 metros no son
significativas y por lo tanto no hace falta reportarlas a menos que se repitan varias
veces en el proceso. La Figura 3.21. muestra de manera gráfica las diferencias
entre las distancias que se recorren para cada proceso antes y después de la
implementación de la metodología Lean Company.
Tabla 3.33. Comparación de las distancias recorridas en los procesos productivos antes y después de la implementación de la metodología Lean Company
Proceso Distancia (m) Reducción
% Antes Después
Papas peladas y picadas 38,00 1,50 96,05
Cebolla picada 56,00 2,00 96,43
Tomate picado 73,00 5,00 93,15
Mayonesa 84,00 0,00 100,00
Pollo aliñado 123,50 1,50 98,79

129
Figura 3.21. Comparación de las distancias recorridas en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company
La Tabla 3.34. compara del tiempo de ciclo en los procesos productivos antes y
después de la implementación de la metodología Lean Company, los tiempos se
reducen desde 8,93% en el caso de la producción de tomate hasta 76,81% en el
caso de la producción de papas peladas y picadas. Se reduce considerablemente
el tiempo de ciclo en la producción de papas peladas y picadas y en el caso de
producción de cebolla picada puesto que se introdujo una máquina peladora y una
máquina picado respectivamente. La Figura 3.22. muestra de manera gráfica las
diferencias del tiempo de ciclo para cada proceso antes y después de la
implementación de la metodología Lean Company.
Tabla 3.34. Comparación del tiempo de ciclo en los procesos productivos antes y después de la implementación de la metodología Lean Company
Proceso
Tiempo de ciclo (h/min/s) Reducción
% Antes Después
Tomate picado 0:22:53 0:20:50 8,93
Pollo aliñado 0:38:18 0:30:10 21,24
Mayonesa 0:44:13 0:37:49 14,46
Cebolla picada 0:48:04 0:25:56 46,05
Papas peladas y picadas 1:55:28 0:26:46 76,81
0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
Papaspeladas ypicadas
Cebollapicada
Tomatepicado
Mayonesa Polloaliñado
Dis
tan
cia
(m)
Procesos
Antes
Después

130
Figura 3.22. Comparación del tiempo de ciclo en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company
La Tabla 3.35. compara el tiempo estándar en los procesos productivos antes y
después de la implementación de la metodología Lean Company , en la cual se
observa que hay una disminución desde el 16,52% en el caso de producción de
tomate picado hasta el 80,99% en el caso de producción de papas peladas y
picadas. Los tiempos estándar no disminuyeron solo por la reducción producida
en el tiempo de ciclo, sino también por la mejora en el espacio físico donde se
realizan los procesos, pues se mejoraron condiciones de humedad, luz y
temperatura, así como también disminución de las distancias por lo que las
trabajadoras no deben trasladar grandes cantidades de materia prima, de esta
manera se redujo los suplementos y por tanto también se redujo el tiempo
estándar. La Figura 3.23. muestra de manera gráfica las diferencias del tiempo
estándar para cada proceso antes y después de la implementación de la
metodología Lean Company.
0:00:00
0:14:24
0:28:48
0:43:12
0:57:36
1:12:00
1:26:24
1:40:48
1:55:12
2:09:36
Tomatepicado
Polloaliñado
Mayonesa Cebollapicada
Papaspeladas ypicadas
Tie
mp
o d
e ci
clo
(h
/min
/s)
Procesos
Antes
Después

131
Tabla 3.35. Comparación del tiempo estándar en los procesos productivos antes y después de la implementación de la metodología Lean Company
Proceso Tiempo estándar (min) Reducción
% Antes Después
Tomate picado 29,28 24,44 16,52
Mayonesa 57,63 47,91 16,87
Pollo aliñado 57,70 36,09 37,44
Cebolla picada 64,08 31,37 51,04
Papas peladas y picadas 170,88 32,48 80,99
Figura 3.23. Comparación del tiempo estándar en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company
La Tabla 3.36. compara la productividad en los procesos productivos antes y
después de la implementación de la metodología Lean Company en la cual se
observa que hay un aumento de la productividad desde 9,81% en el caso de la
producción de tomate picado hasta 305,21% en el caso de la producción de
papas peladas y picadas. Las Figuras 3.24. a 3.26. muestran de manera gráfica
las diferencias en productividad para cada proceso antes y después de la
implementación de la metodología Lean Company, se las divide en tres figuras
por la diferencia en unidades.
0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
160,00
180,00
Tomatepicado
Mayonesa Polloaliñado
Cebollapicada
Papaspeladas ypicadas
Tie
mp
o e
stán
dar
(m
in)
Procesos
Antes
Después

132
Tabla 3.36. Comparación de la productividad en los procesos productivos antes y después de la implementación de la metodología Lean Company
Proceso Productividad
Unidades Incremento
% Antes Después
Cebolla picada 0,29 0,55 kg/min 86,13
Papas peladas y picadas 0,29 1,19 kg/min 305,21
Tomate picado 0,49 0,53 kg/min 9,81
Mayonesa 0,34 0,40 l/min 16,90
Pollo aliñado 5,22 6,63 presas/min 26,97
Figura 3.24. Comparación de la productividad en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean Company
0,00
0,20
0,40
0,60
0,80
1,00
1,20
Cebolla picada Papas peladas y
picadas
Tomate picado
Pro
du
ctiv
ida
d (
kg
/min
)
Procesos
Antes
Después

133
Figura 3.25. Comparación de la productividad en el proceso de mayonesa antes (azul) y después (verde) de la implementación de la metodología Lean Company
Figura 3.26. Comparación de la productividad en el proceso de pollo aliñado antes (azul) y después (verde) de la implementación de la metodología Lean Company
La Tabla 3.37. compara la eficiencia del ciclo del proceso o ECP en los procesos
productivos antes y después de la implementación de la metodología Lean
Company, cabe recalcar que se considera un proceso esbelto cuando su valor es
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
Mayonesa
Pro
du
ctiv
idad
(l/
min
)
Proceso
Antes
Después
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
Pollo aliñado
Po
du
ctiv
idad
(p
resa
s/m
in)
Proceso
Antes
Después

134
mayor al 25%, sin embargo en los procesos que se realizaban antes de la
implementación de la metodología Lean Company se registraron actividades que
no agregan valor y no son necesarias, detalladas en las Tablas AV.1. a AV.5. , por
lo que fueron eliminadas y es por este motivo que el ECP se incrementa en casi
todos los casos. En el caso del proceso de papas peladas y picadas el ECP bajó
debido a que la actividad que genera valor desde el punto de vista del cliente era
realizada a mano. Con la nueva metodología se incorporó una máquina que pela
papas por lo tanto este tiempo fue reducido. El cálculo del ECP en todos los caso
indica que son procesos esbeltos. La Figura 3.27. muestra de manera gráfica las
diferencias en la eficiencia del ciclo del proceso para cada proceso antes y
después de la implementación de la metodología Lean Company.
Tabla 3.37. Comparación de la eficiencia del ciclo del proceso o ECP en los procesos productivos antes y después de la implementación de la metodología Lean Company
Proceso ECP % Incremento
% Antes Después
Mayonesa 32,09 36,19 12,78
Pollo aliñado 54,57 67,04 22,85
Tomate picado 64,36 69,41 7,85
Cebolla picada 92,90 93,18 0,30
Papas peladas y picadas 98,49 90,72 -7,89

135
Figura 3.27 Comparación de la eficiencia del ciclo del proceso o ECP en los procesos productivos antes (azul) y después (verde) de la implementación de la metodología Lean
Company
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
Mayonesa Polloaliñado
Tomatepicado
Cebollapicada
Papaspeladas ypicadas
EC
P (
%)
Procesos
Antes
Después

136
4. CONCLUSIONES Y RECOMENDACIONES
4.1. CONCLUSIONES
· Se incrementó la productividad del área de procesamiento de materias
primas hasta la etapa de semielaborado del restaurant de comida rápida Juane´s
Papi Burguer de la ciudad de Ambato, mediante la implementación de la
metodología de trabajo Lean Company. La productividad aumentó 26,97% en el
caso de la producción de pollo aliñado, 305,21 % en el caso de la producción de
papas peladas y picadas, 83,13% en la producción de cebolla picada, 9,81% en la
producción de tomate picado y 16,90% en la producción de mayonesa.
· Se evaluó la productividad del área de procesamiento de materias primas
hasta la etapa de semielaborado en el restaurante de comida rápida Juane´s Papi
Burguer de la ciudad de Ambato, mediante la medición directa con cronómetro,
para ello se siguió paso a paso las actividades de un determinado trabajo y se
tomó su tiempo. Se seleccionaron trabajadoras calificadas a las cuales se les
informó sobre el proyecto de tesis y gracias a su colaboración se logró obtener los
datos iniciales de productividad. En la evaluación de la productividad se determinó
también los trasportes innecesarios y las razones por las cuales se perdía tiempo
en el proceso. La productividad inicial para el pollo aliñado es de 5,22 presas por
minuto, de las papas peladas y picadas es 0,29 kilogramos por minuto, para la
cebolla picada es de 0,29 kilogramos por minuto, para el tomate picado es 0,49
kilogramos por minuto y para la mayonesa es 0,34 litros por minuto.
· Se diseñó un plan de mejoras al proceso de transformación de materias
primas hasta la etapa de semielaborado en el restaurante de comida rápida
Juane´s Papi Burguer de la ciudad de Ambato basado en la metodología Lean
Company, en el mismo se incluyó a los administradores del restaurante así como
también a los empleados. El plan de mejoras pretendió incrementar la
productividad por lo menos un 9%.

137
· Se implantaron las mejoras al proceso de transformación de materias
primas hasta la etapa de semielaborado en el restaurante de comida rápida
Juane´s Papi Burguer de la ciudad de Ambato, utilizando herramientas Lean. Para
ello se construyó un galpón grande en donde se puedo organizar los procesos de
tal manera que la trabajadora se mueva lo menos posible en su lugar de trabajo,
también se organizaron los equipos, materiales y materias primas para evitar
búsquedas y pérdidas de tiempo. Para mejorar aún más los procesos se incorporó
una máquina peladora de papas, una máquina picadora de cebolla y una
licuadora industrial, esto reduce notablemente los tiempos de ciclo de los
procesos por lo que se podrá atender la demanda del nuevo local sin la necesidad
de contratar más personal para procesar los productos hasta la etapa de
semielaborado. Los tiempos de ciclo disminuyeron desde 8,93% en el caso del
proceso de tomate picado, hasta 76,81% en el caso de las papas peladas y
picadas.
· Se determinó la productividad del proceso de transformación de materias
primas hasta la etapa de semielaborado en el restaurant de comida rápida
Juane´s Papi Burguer de la ciudad de Ambato, después de la implantación del
plan de mejoras basados en la metodología “Lean Company”, la cual incrementó
notablemente. La medición fue directa con cronómetro, de la misma manera que
la medición inicial y con la participación de las mismas trabajadoras involucradas.
La productividad final para el pollo aliñado es de 6,63 presas por minuto, de las
papas peladas y picadas es 1,19 kilogramos por minuto, para la cebolla picada es
de 0,55 kilogramos por minuto, para el tomate picado es 0,53 kilogramos por
minuto y para la mayonesa es 0,40 litros por minuto.

138
4.2. RECOMENDACIONES
· Mantener la distribución de los procesos de tal manera que las trabajadoras
tengan la menor cantidad de movimientos posibles y mantengan todos los
materiales y utensilios limpios y en el lugar adecuado.
· Continuar observando los procesos para identificar posibles pérdidas de
tiempo, pues siempre hay la posibilidad de seguir mejorando.
· Diseñar un plan de capacitación para el nuevo personal que incluya las
técnicas Lean implementadas en el local de comida rápida Juane´s Papi Burguer.
· Optimizar la utilización de la máquina peladora de papas para realizar el
proceso de pelado una sola vez al día e implementar alertas en la zona de
almacenamiento de materias primas para evitar imprevistos.
· Realizar eventos Kaizen posteriores a la realización de este proyecto de
incremento de productividad, para que la mejora sea continua y no se pierda el
trabajo realizado.

139
5. REFERENCIAS BIBLIOGRÁFICAS
1. Asfahl, C. (2000). Seguridad industrial y salud (Cuarta ed.). México:
Pearson educación.
2. Baca Urbina , G. (2013). Evalluación de proyectos (Séptima ed.). México:
Mc Graw Hill.
3. Baca-Urbina, G., Cruz, M., Cristóbal, , M., Baca-Cruz,, G., Gutiérrez, J.,
Pacheco, A., y otros. (2014). Introducción a la Ingeniería Industrial
(Segunda ed.). México DF: México: Grupo Editorial Patria.
4. Ballesteros Silva, P. (2008). Algunas Reflexiones para aplicar la
manufactura esbelta en empresas colombianas. (Publicación),
Universidad Tecnológica de Pereira, Scientia et Technica Año XIV,
Colombia.
5. Bicheno, J. (1999). The lean toolbox. PICSIE Boock. Buckingham, England.
6. Carreras, M. R., & Sánchez, J. L. (2010). LEAN MANUFACTURING La
evidencia de una necesidad. España: Días de Santos.
7. Carro Paz, R., & González Gómez, D. (2012). Productividad y
Competitividad. (U. N. Plata, Ed.) Recuperado de:
http://nulan.mdp.edu.ar/1607/1/02_productividad_competitividad.pdf
………(diciembre, 2016)
8. Cruz, J., & Garnica, G. (2001). Princimpios de ergonomía (Segunda ed.).
Bogotá, Colombia: Géminis Ltda.
9. Fernández, I., Gonzales, P., & Puente, J. (1996). Diseño y medición
trabajos. España: Servicio de Publicaciones. Univercidad de Oviedo.

140
10. García Criollo, R. (1998). Estudio de trabajo, Ingeniería de métodos y
medición del trabajo. México: McGraw Hill.
11. García, R. (1998). Estudio del trabajo: Ingeniería de métodos y medición
del trabajo (Segunda ed.). México D.F: McGraw-Hill.
12. George, M. (2002). Lean Six Sigma: Combining Six Sigma Quality With
Lean Production Speed. Blacklick, OH: MCGraw-Hill.
13. Guajardo, E. (2003). Administración de la Calidad Total: conceptos y
enceñanzas de los grandes maestros de la calidad. México: Pax
México.
14. Gutiérrez, H. (2010). Calidad Total y Productividad (Tercera ed.). México
D.F., México: McGarw-Hill/Interamericana de Editores S.A.
15. Gutiérrez, H. (2010). Calidad Total y Productividad (3ra Ed. ed.). México:
McGraw-Hill/Interamericana de editores S.A.
16. Hernández , J. C., & Vizán, A. (2013). LEAN MANUFACTURING
Conceptos, técnicas e implantación. Madrid.
17. Hirano, H., & Rubin, M. (2007). 5s for operators: 5 pillarsof the visual
workplace. . New York: NY: Productivity Press.
18. Huertas García, R., & Dominguez Galcerán , R. (2016). Desiciones
estratégicas para la dirección de operaciones en empresas de
servicios y turísticas. Barcelona: Universidad de Barcelona.
19. Jones, D., Hines, P., & Rich, N. (1997). Lean Logistics. International
Journal of Physical Distribution & Logistics Management, Tomo
27(N° 3/4), 153.

141
20. Kanawaty, G. (1996). Introducción al Estudio del Trabajo (Cuarta ed.).
Ginebra: Oficina internacional del trabajo.
21. López Peralta, J., Alarcón Jimenez , E., & Rocha Pérez, M. A. (2014).
Estudio del trabajo, una nueva visión. México: Grupo editorial patria .
22. Maldonado Villalva, G. (2008). Herramientas y técnicas Lean Manufacturing
en sistemas de producción y calidad. (Proyecto de titulación).
Recuperada de UAEH Biblioteca Digital Principal (ICBI-BD-UAEH,
2008-03).
23. Meyer, F. E. (2000). Estudio de tiempos y movimientos para manufactura
ágil (Segunda ed.). México: Pearson Education.
24. Nievel, W., & Freivalds, A. (2004). Ingeniería industrial: Métodos
estándares y diseño del trabajo (onceava ed.). México DF: McGraw-
Hill.
25. Palacios Acero, L. C. (2009). Ingeniería de Métodos, Movimientos y
Tiempos (Segunda ed.). Colombia: ECOE EDICIONES.
26. Palacios Jiménez, E. (2016). Mejora de la Productividad de la planta de
producción de la empresa MB Mayflower Buffalos S.A. mediante la
implementación de un sistema de producción esbelta. (tesis de
maestría). Recuperada de la base de datos del repositorio digital
EPN (CD-6958.pdf).
27. Quezada Castro, M., & Villa Arenas, W. (2007). Estudio del trabajo. Notas
de Clase (Primera ed.). Medellín - Colombia: ITM.
28. Socconini, L. (2014). Certificación Lean Six Sigma Yellow Belt, para la
excelencia en los negocios (Primera ed.). Sabadell - Barcelona:
Marge Books.

142
29. Socconini, L. (2014). Lean Company, más allá de la manufactura.. ( 1ra Ed.
ed.). México: Norma Ediciones, S.A.de C.V.
30. Tinajero Trejo, P. (2008). Aplicación de una metodología para diagnosticar
y mejorar un sistema de suministro de materiales, basada en los
principios de manufactura esbelta y administración de cadenas de
valor - Edición única. (Tesis de maestría). Recuperado del
repositorio del Tecnológico de Monterrey (DocsTec_6899.pdf).
31. Vallhonrat, J. M., & Corominas, A. (1991). Localización, distribución en
planta y manufactura. Barcelona: Marcombo, S.A.
32. Vaughn, R. (1988). Introducción a la Ingeniería Industrail (segunda ed.).
Barcelona: Reverté, S.A.
33. Vilana Arto, J. R. (2010 - 2011). Fundamentos de Lean Manufacturing,
Nota técnica 3.01. Recuperado de: Escuela de organización
……….industrial, Dirección de operaciones:
http://api.eoi.es/api_v1_dev.php/fedora/asset/eoi:75259/componente
75258.pdf (Noviembre, 2016)
34. Womack , J., & Jones, D. (2003). Lean Thinking: Banish waste and create
wealth in your corporation. Simon and Schuster. New York, Estados
Unidos.

143
ANEXOS

144
ANEXO I
LAYOUTS INICIAL Y FINAL DE LA PLANTA DE
PROCESAMIENTO DE SEMIELABORADO

145
Plano de: Distribución inicial de la planta de producción de semielaborado en el restaurante de comida rápida Juane´s Papi Burguer
Dirección: García Moreno y Cevallos, Santa Rosa, Ambato.
Escala: 1:100 Elaborado por: Ing. Jenny Correa
Figura AI.1. Layout inicial de la planta de producción de semielaborado

146
Plano de: Distribución final de la planta de producción de
semielaborado en el restaurante de comida rápida Juane´s Papi Burguer
Dirección: García Moreno y Cevallos, Santa Rosa, Ambato.
Escala: 1:100 Elaborado por: Ing. Jenny Correa
Figura AI.2. Layout final de la planta de producción de semielaborado

147
ANEXO II
DATOS DE TIEMPOS OBSERVADOS EN LOS PROCESOS
PRODUCTIVOS ESTUDIADOS
Tabla AII.1. Actividades y tiempos observados en la producción de pollo aliñado
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
1 Traslado del área 3 al área 2 0:00:14 0:00:10 0:00:12 0:00:13 0:00:15 0:00:13
2 Escoger perejil 0:00:08 0:00:10 0:00:09 0:00:09 0:00:08 0:00:09
3 Cortar troncos del perejil 0:00:08 0:00:07 0:00:09 0:00:08 0:00:07 0:00:08
4 Llevar el perejil del área 2 al área 3
0:00:12 0:00:09 0:00:10 0:00:09 0:00:09 0:00:10
5 Traer contenedores del patio al área 3
0:00:25 0:00:20 0:00:22 0:00:21 0:00:23 0:00:22
6 Traslado del área 3 al área 1 0:00:16 0:00:13 0:00:14 0:00:16 0:00:16 0:00:15
7 Seleccionar ingredientes para el aliño
0:00:58 0:01:16 0:01:09 0:01:50 0:00:46 0:01:12
8 Traslado de ingredientes del área 1 al área 3
0:00:16 0:00:15 0:00:14 0:00:14 0:00:14 0:00:15
9 Lavar los ingredientes para el aliño
0:00:27 0:00:21 0:00:24 0:00:22 0:00:20 0:00:23
10 Búsqueda de utensilios 0:00:25 0:00:36 0:00:38 0:00:46 0:00:32 0:00:35
11 Picar y agregar los ingredientes del aliño a la licuadora
0:00:50 0:00:56 0:00:58 0:01:11 0:01:11 0:01:01
12 Colocar licuadora en la base 0:00:09 0:00:12 0:00:10 0:00:09 0:00:09 0:00:10
13 Licuar los ingredientes y al mismo tiempo picar más ingredientes del aliño
0:01:52 0:00:45 0:01:22 0:00:47 0:00:50 0:01:07
14 Colocar el licuado en un contenedor y regresar al lavabo
0:00:11 0:00:10 0:00:08 0:00:05 0:00:09 0:00:09
15 Colocar más ingredientes picados del aliño en la licuadora y llevarla a la base
0:00:12 0:00:21 0:00:17 0:00:14 0:00:22 0:00:17
16 Licuar los ingredientes y al mismo tiempo picar más ingredientes del aliño
0:00:34 0:00:44 0:00:44 0:00:37 0:00:53 0:00:42
17 Colocar el licuado en un contenedor y regresar al lavabo
0:00:10 0:00:06 0:00:08 0:00:06 0:00:07 0:00:07

148
(continuación…)
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
18 Colocar más ingredientes picados del aliño en la licuadora y llevarla a la base
0:00:19 0:00:16 0:00:26 0:00:17 0:00:20 0:00:20
19 Licuar los ingredientes 0:00:25 0:00:55 0:00:51 0:00:43 0:00:54 0:00:46
20 Colocar el licuado en un contenedor
0:00:13 0:00:07 0:00:08 0:00:06 0:00:06 0:00:08
21 Mezclar el aliño con especies y sal
0:01:17 0:00:58 0:00:57 0:01:07 0:00:58 0:01:03
22 Lavar licuadora 0:00:30 0:00:22 0:00:23 0:00:28 0:00:25 0:00:26
23 Lavar el lavabo 0:00:09 0:00:07 0:00:35 0:00:20 0:00:21 0:00:18
24 Ir del área 3 al área 1 0:00:16 0:00:10 0:00:12 0:00:14 0:00:16 0:00:14
25 Toma de pollos de la refrigeradora a un contenedor
0:00:48 0:00:49 0:00:44 0:00:45 0:00:23 0:00:42
26 Traslado de pollos al área 3 0:00:38 0:00:33 0:00:25 0:00:35 0:00:35 0:00:33
27 Buscar elementos de protección personal
0:00:20 0:00:16 0:00:40 0:00:21 0:00:42 0:00:28
28
Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
0:18:31 0:18:12 0:18:24 0:18:50 0:18:58 0:18:35
29 Recoger las fundas plásticas 0:00:04 0:00:04 0:00:05 0:00:05 0:00:04 0:00:04
30 Dejar la basura en el patio trasero y regresar
0:00:16 0:00:18 0:00:17 0:00:19 0:00:18 0:00:18
31 Llenar el lavabo con agua 0:02:20 0:01:41 0:02:05 0:02:03 0:01:56 0:02:01
32 Lavar las presas y ubicarlas en una bandeja (1)
0:01:12 0:00:34 0:00:27 0:00:28 0:00:30 0:00:38
33 Pasar las presas a un contenedor
0:00:09 0:00:07 0:00:06 0:00:06 0:00:07 0:00:07
34 Lavar las presas y ubicarlas en una bandeja (2)
0:00:58 0:00:46 0:00:35 0:00:27 0:00:32 0:00:40
35 Pasar las presas a un contenedor
0:00:09 0:00:07 0:00:10 0:00:06 0:00:06 0:00:08
36 Lavar las presas y ubicarlas en una bandeja (3)
0:00:41 0:00:41 0:00:33 0:00:27 0:00:33 0:00:35
37 Pasar las presas a un contenedor
0:00:08 0:00:07 0:00:10 0:00:05 0:00:06 0:00:07
38 Aliñar las presas de pollo 0:00:17 0:00:18 0:00:18 0:00:19 0:00:17 0:00:18
39 Lavar las presas y ubicarlas en una bandeja (4)
0:00:42 0:00:40 0:00:36 0:00:39 0:00:38 0:00:39

149
(continuación…)
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
40 Pasar las presas a un contenedor
0:00:09 0:00:08 0:00:05 0:00:08 0:00:07 0:00:07
41 Aliñar las presas de pollo 0:00:29 0:01:14 0:00:57 0:01:09 0:00:59 0:00:58
42 Lavar todo lo utilizado 0:00:55 0:00:49 0:00:51 0:00:54 0:00:48 0:00:51
Tiempo total 0:39:22 0:37:10 0:38:28 0:38:38 0:37:50 0:38:18
Tabla AII.2. Actividades y tiempos observados en la producción de papas peladas y picadas
No Actividades Tiempos observados (h/min/s)
1 2 3 Promedio
1 Seleccionar un costal de papas 0:00:03 0:00:02 0:00:03 0:00:03
2 Traslado de papas de la zona de almacenado a la zona de pelado
0:00:10 0:00:08 0:00:09 0:00:09
3 Traer un contenedor del patio al área 2 0:00:13 0:00:10 0:00:06 0:00:10
4 Llenar agua en el contenedor 0:00:06 0:00:07 0:00:06 0:00:06
5 Trasladar el contenedor del área de lavado al área de pelado
0:00:08 0:00:06 0:00:07 0:00:07
6 Safar costal 0:00:07 0:00:05 0:00:06 0:00:06
7 Traer de costales para desecho desde el patio trasero y regresar
0:00:18 0:00:16 0:00:20 0:00:18
8 Buscar cuchillo 0:00:32 0:00:25 0:00:06 0:00:21
9 Acomodar costales para desechos 0:00:23 0:00:18 0:00:10 0:00:17
10 Pelar y picar papas 1:44:27 1:57:18 1:49:12 1:50:19
11 Traslado de papas peladas y cortadas a la zona de lavado
0:00:10 0:00:06 0:00:08 0:00:08
12 Lavado de papas 0:03:45 0:03:18 0:03:09 0:03:24
Tiempo total 1:50:22 2:02:19 1:53:42 1:55:28

150
Tabla AII.3. Actividades y tiempos observados en la producción de cebolla picada
No Actividades Tiempos observados (h/min/s)
1 2 3 Promedio
1 Seleccionar la porción de cebolla a pelar 0:00:02 0:00:02 0:00:03 0:00:02
2 Trasladar la cebolla de la zona de almacenado a la zona de pelado
0:00:05 0:00:06 0:00:05 0:00:05
3 Traer contenedor del patio al área 2 0:00:18 0:00:16 0:00:17 0:00:17
4 Traer costal para desecho del patio trasero 0:00:32 0:00:20 0:0:0 22 0:00:26
5 Acomodar costal para desecho y contenedor 0:00:15 0:0:0:30 0:00:25 0:00:20
6 Buscar utensilios 0:00:20 0:00:18 0:00:28 0:00:22
7 Pelar cebolla 0:16:08 0:16:20 0:18:16 0:16:55
8 Trasladar la cebolla pelada a la zona de lavado 0:00:08 0:00:05 0:00:05 0:00:06
9 Lavar de cebolla 0:01:35 0:01:32 0:01:22 0:01:30
10 Trasladar la cebolla pelada de la zona de lavado a la zona de picado
0:00:07 0:00:05 0:00:04 0:00:05
11 Traer contenedor de área 3 0:00:10 0:00:12 0:00:11 0:00:11
12 Picar cebolla 0:25:59 0:28:16 0:28:58 0:27:44
Tiempo total 0:45:39 0:47:32 0:50:14 0:48:04

151
Tabla AII.4. Actividades y tiempos observados en la producción de tomate picado
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
1 Traslado del área 3 al área 1 0:00:14 0:00:12 0:00:13 0:00:12 0:00:12 0:00:13
2 Selección del tomate 0:00:56 0:01:02 0:00:23 0:01:21 0:00:37 0:00:52
3 Traslado de una caja de Tomate del área 1 al área 3
0:00:18 0:00:17 0:00:19 0:00:49 0:00:31 0:00:27
4 Limpieza del lavabo 0:00:30 0:00:14 0:00:16 0:00:59 0:00:18 0:00:27
5 Traer contenedor del patio 0:00:15 0:00:16 0:00:17 0:00:18 0:00:18 0:00:17
6 Lavar contenedor 0:00:05 0:00:06 0:00:05 0:00:07 0:00:07 0:00:06
7 Buscar utensilios 0:01:01 0:01:35 0:01:12 0:01:28 0:01:07 0:01:17
8 Colocar tomate en el lavabo 0:00:15 0:00:18 0:00:17 0:00:19 0:00:18 0:00:17
9 Lavar, sacar los restos de cáliz y colocarlos en un contenedor
0:02:40 0:02:43 0:01:35 0:02:35 0:01:09 0:02:08
10 Sacar pedículos de pocos tomates 0:02:45 0:01:07 0:01:53 0:02:29 0:02:21 0:02:07
11 Picar tomate 0:10:23 0:05:35 0:08:19 0:08:14 0:08:11 0:08:08
12 Colocar el tomate picado en un recipiente
0:00:03 0:00:04 0:00:03 0:00:03 0:00:03 0:00:03
13 Sacar pedículos de pocos tomates 0:00:48 0:00:55 0:01:31 0:00:56 0:01:33 0:01:09
14 Picar tomate 0:02:10 0:02:33 0:05:59 0:02:03 0:05:48 0:03:43
15 Colocar el tomate picado en un recipiente
0:00:03 0:00:03 0:00:04 0:00:03 0:00:03 0:00:03
16 Sacar pedículos de pocos tomates 0:00:00 0:01:03 0:00:00 0:00:00 0:00:00 0:00:13
17 Picar tomate 0:00:00 0:03:40 0:00:00 0:00:00 0:00:00 0:00:44
18 Colocar el tomate picado en un recipiente
0:00:00 0:00:03 0:00:00 0:00:00 0:00:00 0:00:01
19 Guardar los contenedores debajo del aparador
0:00:08 0:00:07 0:00:09 0:00:07 0:00:09 0:00:08
20 Lavar y guardar lo utilizado 0:00:12 0:00:14 0:00:11 0:00:15 0:00:13 0:00:13
21 Dejar la basura en el patio trasero y regresar
0:00:15 0:00:18 0:00:18 0:00:19 0:00:18 0:00:18
Tiempo total 0:23:01 0:22:25 0:23:04 0:22:37 0:23:16 0:22:53

152
Tabla AII.5. Actividades y tiempos observados en la producción de mayonesa
No Actividades Tiempos observados (h/min/s)
1 2 3 Promedio
1 Traslado de la área 3 a la área 1 0:00:12 0:00:12 0:00:13 0:00:12
2 Seleccionar limones 0:01:01 0:00:56 0:01:07 0:01:01
3 Traslado de limones de área 1 al área 3 0:00:14 0:00:13 0:00:13 0:00:13
4 Lavar limones 0:01:03 0:01:08 0:00:58 0:01:03
5 Buscar y Preparar materiales 0:00:36 0:00:56 0:00:54 0:00:49
6 Cortar limones 0:02:01 0:01:45 0:01:56 0:01:54
7 Buscar utensilios 0:00:37 0:00:57 0:01:58 0:01:11
8 Exprimir limones 0:05:48 0:05:32 0:04:51 0:05:24
9 Lavar y guardar utensilios 0:00:26 0:00:32 0:00:27 0:00:28
10 Traslado del área 3 al área 1 0:00:08 0:00:13 0:00:12 0:00:11
11 Seleccionar huevos 0:00:06 0:00:17 0:00:21 0:00:15
12 Traslado de huevos del área 1 al área 3 0:00:12 0:00:13 0:00:14 0:00:13
13 Selección de ingredientes 0:01:04 0:01:35 0:01:53 0:01:31
14 Poner ingredientes en la licuadora 0:00:50 0:01:12 0:01:09 0:01:04
15 Primera licuadora 0:01:01 0:01:13 0:01:02 0:01:05
16 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00
17 Pasar la mayonesa a una olla 0:00:16 0:00:12 0:00:09 0:00:12
18 Batir 0:00:00 0:00:00 0:00:00 0:00:00
19 Poner ingredientes en la licuadora 0:00:43 0:00:34 0:00:45 0:00:41
20 Segunda licuadora 0:01:05 0:01:16 0:01:03 0:01:08
21 Reproceso 0:01:22 0:00:00 0:00:00 0:00:27
22 Pasar la mayonesa a una olla 0:00:14 0:00:12 0:00:13 0:00:13
23 Batir 0:00:00 0:00:00 0:00:00 0:00:00
24 Poner ingredientes en la licuadora 0:00:35 0:00:38 0:00:52 0:00:42
25 Tercera licuadora 0:01:09 0:01:12 0:01:04 0:01:08
26 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00
27 Pasar la mayonesa a una olla 0:00:15 0:00:12 0:00:11 0:00:13
28 Batir 0:00:40 0:00:00 0:00:00 0:00:13
29 Poner ingredientes en la licuadora 0:00:31 0:00:24 0:00:36 0:00:30
30 Cuarta licuadora 0:01:25 0:01:15 0:00:59 0:01:13
31 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00
32 Pasar la mayonesa a una olla 0:00:08 0:00:15 0:00:12 0:00:12
33 Batir 0:00:00 0:00:00 0:00:20 0:00:07

153
(continuación…)
No Actividades Tiempos observados (h/min/s)
1 2 3 Promedio
34 Poner ingredientes en la licuadora 0:00:42 0:00:38 0:00:41 0:00:40
35 Quinta licuadora 0:01:23 0:01:19 0:01:25 0:01:22
36 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00
37 Pasar la mayonesa a una olla 0:00:15 0:00:18 0:00:18 0:00:17
38 Batir 0:00:37 0:00:00 0:00:00 0:00:12
39 Poner ingredientes en la licuadora 0:00:30 0:00:36 0:00:25 0:00:30
40 Sexta licuadora 0:01:06 0:01:12 0:01:05 0:01:08
41 Reproceso 0:01:10 0:00:00 0:00:00 0:00:23
42 Pasar la mayonesa a una olla 0:00:14 0:00:18 0:00:10 0:00:14
43 Batir 0:00:00 0:00:00 0:00:00 0:00:00
44 Poner ingredientes en la licuadora 0:01:01 0:00:56 0:00:38 0:00:52
45 Séptima licuadora 0:01:14 0:01:21 0:01:04 0:01:13
46 Reproceso 0:01:21 0:00:00 0:00:00 0:00:27
47 Pasar la mayonesa a una olla 0:00:15 0:00:13 0:00:10 0:00:13
48 Batir 0:00:00 0:00:53 0:00:28 0:00:27
49 Poner ingredientes en la licuadora 0:00:46 0:00:25 0:00:37 0:00:36
50 Octava licuadora 0:01:08 0:01:16 0:01:12 0:01:12
51 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00
52 Pasar la mayonesa a una olla 0:00:13 0:00:14 0:00:11 0:00:13
53 Batir 0:00:00 0:00:00 0:00:00 0:00:00
54 Poner ingredientes en la licuadora 0:00:32 0:00:40 0:00:40 0:00:37
55 Novena licuadora 0:01:07 0:01:17 0:01:13 0:01:12
56 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00
57 Pasar la mayonesa a una olla 0:00:17 0:00:14 0:00:14 0:00:15
58 Batir 0:00:00 0:00:00 0:00:00 0:00:00
59 Poner ingredientes en la licuadora 0:00:35 0:00:30 0:00:34 0:00:33
60 Décima licuadora 0:01:03 0:01:16 0:01:17 0:01:12
61 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00
62 Pasar la mayonesa a una olla 0:00:14 0:00:15 0:00:20 0:00:16
63 Batir 0:00:00 0:00:00 0:00:24 0:00:08
64 Poner ingredientes en la licuadora 0:00:50 0:00:29 0:00:52 0:00:44
65 Onceava licuadora 0:01:08 0:01:10 0:01:12 0:01:10
66 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00

154
(continuación…)
No Actividades Tiempos observados (h/min/s)
1 2 3 Promedio
67 Pasar la mayonesa a una olla 0:00:18 0:00:10 0:00:13 0:00:14
68 Batir 0:00:31 0:00:31 0:00:38 0:00:33
69 Poner ingredientes en la licuadora 0:00:45 0:00:31 0:00:41 0:00:39
70 Doceava licuadora 0:01:03 0:01:11 0:01:08 0:01:07
71 Reproceso 0:00:00 0:00:00 0:00:00 0:00:00
72 Dejar la basura en el patio trasero y regresar 0:00:25 0:00:19 0:00:23 0:00:22
73 Lavar y limpiar 0:01:34 0:01:31 0:01:48 0:01:38
Tiempo total 0:45:59 0:42:47 0:43:53 0:44:13

155
Tabla AII.6. Actividades y tiempos observados en la producción de pollo aliñado después de la implementación de la metodología Lean Company
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
1 Seleccionar ingredientes para el aliño 0:01:15 0:01:12 0:01:26 0:01:21 0:01:34 0:01:22
2 Colocar los ingredientes en el mesón 0:00:03 0:00:02 0:00:03 0:00:05 0:00:04 0:00:03
3 Lavar el lavabo 0:00:08 0:00:07 0:00:06 0:00:05 0:00:08 0:00:07
4 Lavar y preparar los ingredientes para el aliño y colocarlos en la licuadora
0:00:21 0:00:17 0:00:19 0:00:15 0:00:20 0:00:18
5 Licuar los ingredientes del aliño (tomar dos contenedores y alistar los pollos)
0:03:43 0:03:50 0:03:29 0:03:56 0:03:35 0:03:43
6 Colocar el licuado en un contenedor 0:00:16 0:00:18 0:00:22 0:00:21 0:00:20 0:00:19
7 Colocar agua en la licuadora 0:00:06 0:00:09 0:00:10 0:00:09 0:00:07 0:00:08
8 Licuar 0:00:04 0:00:05 0:00:05 0:00:04 0:00:06 0:00:05
9 Colocar en licuado en un contenedor 0:00:14 0:00:17 0:00:19 0:00:17 0:00:21 0:00:18
10 Mezclar el aliño con especies y sal 0:00:21 0:00:18 0:00:15 0:00:16 0:00:14 0:00:17
11
Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
0:18:22 0:18:31 0:18:58 0:18:36 0:18:46 0:18:39
12 Desechar fundas 0:00:04 0:00:05 0:00:06 0:00:04 0:00:06 0:00:05
13 Lavar las presas de pollo y colocarlas en un contenedor
0:02:35 0:02:37 0:02:27 0:02:42 0:02:31 0:02:34
14 Aliñar las presas de pollo 0:01:21 0:01:29 0:01:17 0:01:19 0:01:03 0:01:18
15 Lavar, limpiar y ordenar 0:00:57 0:00:52 0:00:55 0:00:56 0:00:51 0:00:54
Tiempo total 0:29:50 0:30:09 0:30:17 0:30:26 0:30:06 0:30:10

156
Tabla AII.7. Actividades y tiempos observados en la producción de papas peladas y picadas después de la implementación de la metodología Lean Company
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
1 Seleccionar un costal de papas 0:00:03 0:00:04 0:00:03 0:00:03 0:00:04 0:00:03
2 Safar costal 0:00:07 0:00:06 0:00:09 0:00:08 0:00:10 0:00:08
3 Distribuir el costal de papas en dos partes casi iguales
0:00:017 0:00:11 0:00:13 0:00:13 0:00:15 0:00:13
4 Traslado de las papas a pelar de la zona de almacenado a la zona de pelado
0:00:08 0:00:07 0:00:09 0:00:05 0:00:07 0:00:07
5 Colocar las papas en la máquina peladora 0:00:23 0:00:26 0:00:30 0:00:33 0:00:29 0:00:28
6 Pelar papas (traer contenedor y acomodar costal para desechos)
0:01:31 0:01:35 0:01:33 0:01:38 0:01:34 0:01:34
7 Sacar las papas peladas en un contenedor 0:00:17 0:00:15 0:00:19 0:00:14 0:00:20 0:00:17
8 Colocar las papas en la máquina peladora 0:00:25 0:00:27 0:00:29 0:00:34 0:00:28 0:00:29
9 Pelar papas 0:01:37 0:01:35 0:01:34 0:01:36 0:01:32 0:01:35
10 Sacar las papas peladas en un contenedor 0:00:19 0:00:16 0:00:18 0:00:20 0:00:17 0:00:18
11 Picar papas 0:18:06 0:17:20 0:17:44 0:18:34 0:16:52 0:17:43
12 Lavar papas 0:03:36 0:03:28 0:03:17 0:03:29 0:03:16 0:03:25
13 Lavar, limpiar y ordenar 0:00:34 0:00:21 0:00:26 0:00:15 0:00:32 0:00:26
Tiempo total 0:27:06 0:26:11 0:26:44 0:27:42 0:25:56 0:26:46

157
Tabla AII.8. Actividades y tiempos observados en la producción de cebolla pelada y picada después de la implementación de la metodología Lean Company
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
1 Llenar agua en un contenedor 0:00:22 0:00:28 0:00:27 0:00:19 0:00:25 0:00:24
2 Transportar dos contenedores a la zona de pelado de cebolla (uno con agua)
0:00:05 0:00:04 0:00:05 0:00:05 0:00:06 0:00:05
3 Seleccionar la porción de cebolla a pelar 0:00:12 0:00:16 0:00:05 0:00:12 0:00:15 0:00:12
4 Transportar de la zona de almacenado a la zona de pelado
0:00:04 0:00:04 0:00:03 0:00:04 0:00:04 0:00:04
5 Acomodar costal para desechos y contenedor con agua
0:00:15 0:0:0:10 0:00:09 0:00:14 0:00:11 0:00:12
6 Pelar cebolla 0:17:10 0:16:52 0:17:58 0:18:09 0:17:37 0:17:33
7 Lavar cebolla 0:00:18 0:00:23 0:00:26 0:00:28 0:00:25 0:00:24
8 Picar cebolla 0:05:57 0:06:44 0:06:59 0:06:47 0:06:35 0:06:36
9 Lavar, limpiar y ordenar 0:00:19 0:00:32 0:00:27 0:00:17 0:00:29 0:00:25
Tiempo total 0:24:42 0:25:23 0:26:39 0:26:35 0:26:07 0:25:56
Tabla AII.9. Actividades y tiempos observados en la producción de tomate picado después de la implementación de la metodología Lean Company
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
1 Traslado de dos contenedores a la zona de picado
0:00:08 0:00:07 0:00:06 0:00:09 0:00:08 0:00:08
2 Lavar el lavabo 0:00:16 0:00:12 0:00:33 0:00:21 0:00:17 0:00:20
3 Seleccionar el tomate a picar 0:01:12 0:00:57 0:00:49 0:00:47 0:01:01 0:00:57
4 Colocar el tomate en el lavabo 0:00:15 0:00:17 0:00:19 0:00:29 0:00:16 0:00:19
5 Lavar, sacar los restos de cáliz de los tomates
0:01:28 0:01:12 0:01:57 0:01:38 0:02:16 0:01:42
6 Sacar pedículos de los tomates a picar
0:03:27 0:04:13 0:03:18 0:04:38 0:03:42 0:03:52
7 Picar tomate y colocarlo en un recipiente
0:12:49 0:13:08 0:13:15 0:11:08 0:13:27 0:12:45
8 Colocar el resto de tomate entero en un contenedor
0:00:11 0:00:15 0:00:12 0:00:08 0:00:07 0:00:11
9 Guardar los contenedores debajo del aparador
0:00:10 0:00:09 0:00:07 0:00:09 0:00:13 0:00:10
10 Lavar, limpiar y ordenar 0:00:32 0:00:32 0:00:15 0:00:36 0:00:19 0:00:27
Tiempo total 0:20:28 0:21:02 0:20:51 0:20:03 0:21:46 0:20:50

158
TablaAII.10. Actividades y tiempos observados en la producción de mayonesa después de la implementación de la metodología Lean Company
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
1 Seleccionar limones 0:00:25 0:00:29 0:00:37 0:00:26 0:00:31 0:00:30
2 Lavar limones 0:00:57 0:01:04 0:00:56 0:00:59 0:01:04 0:01:00
3 Cortar limones 0:02:12 0:01:55 0:01:45 0:01:59 0:02:05 0:01:59
4 Exprimir limones 0:05:36 0:05:49 0:04:51 0:05:16 0:05:33 0:05:25
5 Lavar y guardar utensilios 0:00:28 0:00:37 0:00:25 0:00:31 0:00:34 0:00:31
6 Seleccionar huevos 0:00:08 0:00:13 0:00:15 0:00:12 0:00:15 0:00:13
7 Selección de ingredientes 0:00:24 0:00:39 0:00:14 0:00:18 0:00:19 0:00:23
8 Poner ingredientes en la licuadora 0:00:51 0:00:58 0:01:03 0:00:57 0:00:59 0:00:58
9 Primera licuadora 0:01:21 0:01:06 0:00:58 0:01:24 0:01:17 0:01:13
10 Pasar la mayonesa a una olla 0:00:15 0:00:13 0:00:10 0:00:11 0:00:12 0:00:12
11 Batir 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00
12 Poner ingredientes en la licuadora 0:00:44 0:00:31 0:00:39 0:00:41 0:00:33 0:00:38
13 Segunda licuadora 0:01:16 0:01:07 0:00:56 0:01:12 0:01:04 0:01:07
14 Pasar la mayonesa a una olla 0:00:15 0:00:13 0:00:12 0:00:12 0:00:16 0:00:14
15 Batir 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00
16 Poner ingredientes en la licuadora 0:00:45 0:00:41 0:00:39 0:00:43 0:00:42 0:00:42
17 Tercera licuadora 0:01:19 0:01:05 0:00:59 0:01:07 0:01:11 0:01:08
18 Pasar la mayonesa a una olla 0:00:14 0:00:13 0:00:15 0:00:11 0:00:16 0:00:14
19 Batir 0:00:00 0:00:19 0:00:00 0:00:17 0:00:20 0:00:11
20 Poner ingredientes en la licuadora 0:00:32 0:00:24 0:00:36 0:00:33 0:00:29 0:00:31
21 Cuarta licuadora 0:01:05 0:01:03 0:01:05 0:01:15 0:01:13 0:01:08
22 Pasar la mayonesa a una olla 0:00:09 0:00:13 0:00:15 0:00:12 0:00:14 0:00:13
23 Batir 0:00:23 0:00:00 0:00:20 0:00:00 0:00:00 0:00:09
24 Poner ingredientes en la licuadora 0:00:38 0:00:42 0:00:34 0:00:43 0:00:39 0:00:39
25 Quinta licuadora 0:01:12 0:01:07 0:01:01 0:01:12 0:01:17 0:01:10
26 Pasar la mayonesa a una olla 0:00:16 0:00:17 0:00:18 0:00:15 0:00:19 0:00:17
27 Batir 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00
28 Poner ingredientes en la licuadora 0:00:35 0:00:41 0:00:33 0:00:38 0:00:39 0:00:37
29 Sexta licuadora 0:01:15 0:01:08 0:01:11 0:01:13 0:01:02 0:01:10
30 Pasar la mayonesa a una olla 0:00:12 0:00:16 0:00:17 0:00:15 0:00:14 0:00:15
31 Batir 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00
32 Poner ingredientes en la licuadora 0:00:53 0:00:32 0:00:48 0:00:35 0:00:42 0:00:42

159
(continuación…)
No Actividades Tiempos observados (h/min/s)
1 2 3 4 5 Promedio
33 Séptima licuadora 0:01:05 0:01:12 0:01:15 0:01:02 0:01:11 0:01:09
34 Pasar la mayonesa a una olla 0:00:14 0:00:16 0:00:13 0:00:12 0:00:17 0:00:14
35 Batir 0:00:00 0:00:25 0:00:27 0:00:22 0:00:29 0:00:21
36 Poner ingredientes en la licuadora 0:00:56 0:00:39 0:00:47 0:00:38 0:00:32 0:00:42
37 Octava licuadora 0:01:09 0:01:18 0:01:02 0:01:12 0:00:58 0:01:08
38 Pasar la mayonesa a una olla 0:00:16 0:00:13 0:00:09 0:00:14 0:00:15 0:00:13
39 Batir 0:00:31 0:00:00 0:00:00 0:00:00 0:00:00 0:00:06
40 Poner ingredientes en la licuadora 0:00:39 0:00:41 0:00:58 0:00:42 0:00:45 0:00:45
41 Novena licuadora 0:00:58 0:01:08 0:01:14 0:01:03 0:01:11 0:01:07
42 Pasar la mayonesa a una olla 0:00:12 0:00:17 0:00:19 0:00:14 0:00:16 0:00:16
43 Batir 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00 0:00:00
44 Poner ingredientes en la licuadora 0:00:45 0:00:36 0:00:31 0:00:41 0:00:38 0:00:38
45 Décima licuadora 0:01:13 0:01:00 0:01:07 0:01:09 0:01:07 0:01:07
46 Pasar la mayonesa a una olla 0:00:13 0:00:19 0:00:17 0:00:14 0:00:18 0:00:16
47 Batir 0:00:31 0:00:00 0:00:24 0:00:33 0:00:00 0:00:18
48 Poner ingredientes en la licuadora 0:00:38 0:00:49 0:00:36 0:00:37 0:00:45 0:00:41
49 Onceava licuadora 0:01:16 0:01:02 0:01:09 0:01:06 0:00:52 0:01:05
50 Pasar la mayonesa a una olla 0:00:19 0:00:11 0:00:14 0:00:18 0:00:13 0:00:15
51 Batir 0:00:34 0:00:41 0:00:32 0:00:37 0:00:34 0:00:36
52 Poner ingredientes en la licuadora 0:00:35 0:00:37 0:00:42 0:00:34 0:00:39 0:00:37
53 Doceava licuadora 0:01:07 0:01:09 0:00:58 0:01:16 0:01:17 0:01:09
54 Lavar, limpiar y ordenar 0:01:04 0:01:51 0:01:39 0:01:45 0:01:56 0:01:39
Tiempo total 0:38:35 0:37:59 0:36:25 0:37:56 0:38:12 0:37:49

160
ANEXO III
JUSTIFICACIÓN DEL TAMAÑO DE MUESTRA Y EJEMPLO DE
CÁLCULOS DE INDICADORES DE PRODUCTIVIDAD
JUSTIFICACIÓN DEL TAMAÑO DE MUESTRAS
En número de ciclos que se cronometraron para cada tipo de trabajo fue tomado
con base en la Tabla 1.4. de la sección 1.3.1.2.7. la misma que se basa en el
número total de minutos por ciclo.
Tiempo por ciclo
Hasta Más de 40
min 6 s 15 s 30 s 45 s 1
min 2
min 5
min 10
min 20
min 40
min
Número de observaciones
200 100 60 40 30 20 15 10 8 5 3
En los trabajos estudiados se observa que el promedio de minutos que se demora
cada uno es en 3 casos mayor a 40 minutos (papas peladas y picadas, cebolla
picada y mayonesa) por lo que se realizaron 2 observaciones y en 2 casos
menores a 40 minutos pero mayores que 20 (pollo aliñado y tomate picado) por lo
que se realizaron 5 observaciones.
Para corroborar el número de observaciones requeridas se utilizó la ecuación 1.1,
donde n es el número de observaciones, n´ es el tamaño de muestra inicial y x es
el valor de las observaciones
n = uwk$x$&n´$x$(x. y +(x,.$(x {.
Los cálculos se muestran en la Tabla AIII.1. para ello se tuvo que transformar los
datos de unidades de tiempo al sistema decimal. Para convertir minutos utilizando

161
Excel, se cambia el formato de la celda donde se va a realizar la transformación a
"Número" con 2 posiciones decimales, se multiplica por 24 y luego por 60.
Al obtener el valor de n calculada con la fórmula estadística, se corroboró que los
tamaños de muestra inicialmente medidos son suficientes para realizar el estudio,
puesto que el todos los casos la n calculada tuvo un valor igual a menor a la n´
observada inicialmente.
En los procesos de pollo aliñado, cebolla picada, tomate picado y mayonesa, la n
calculada fue menor a la n´ observada y en el caso del proceso de papas peladas
y picadas la n calculada fue igual a la n´ observada. Por tal motivo no se tuvieron
que realizar más observaciones.

162
Tabla AIII.1. Tiempos totales observados en los ciclos de trabajo registrados y determinación del tamaño de muestra
x (h
/min
/s)
x
(min
)x2
(min
2)
x (h
/min
/s)
x
(min
)x2
(min
2)
x (h
/min
/s)
x
(min
)x2
(min
2)
x (h
/min
/s)
x
(min
)x2
(min
2)
x (h
/min
/s)
x
(min
)x2
(min
2)
Pollo
aliñ
ado
0:39
:22
39,3
71
549,
730:
37:1
037
,17
1 38
1,36
0:38
:28
38,4
71
479,
680:
38:3
838
,63
1492
,53
0:37
:50
37,8
31
431,
360,
6063
73
Papa
s pe
lada
s y
pica
das
1:50
:22
110,
3712
180
,80
2:02
:19
122,
3214
961
,37
1:53
:42
113,
7012
927
,69
3,04
2612
Ceb
olla
pic
ada
0:45
:39
45,6
52
083,
920:
47:3
247
,53
2 25
9,42
0:50
:14
50,2
32
523,
392,
4771
19
Tom
ate
pica
do0:
23:0
123
,02
529,
770:
22:2
522
,42
502,
510:
23:0
423
,07
532,
070:
22:3
722
,62
511,
540:
23:1
623
,27
541,
340,
2976
17
May
ones
a0:
45:5
945
,98
2 11
4,47
0:42
:47
42,7
81
830,
410:
43:5
343
,88
1 92
5,75
1,44
2144
Pollo
aliñ
ado
*0:
29:5
029
,83
890,
030:
30:0
930
,15
909,
020:
30:1
730
,28
917,
080:
30:2
630
,43
926,
190:
30:0
630
,10
906,
010,
0704
76
Papa
s pe
lada
s y
pica
das
*0:
27:0
627
,10
734,
410:
26:1
126
,18
685,
570:
26:4
426
,73
714,
670:
27:4
227
,70
767,
290:
25:5
625
,93
672,
540,
9008
16
Ceb
olla
pic
ada
*0:
24:4
224
,70
610,
090:
25:2
325
,38
644,
310:
26:3
926
,65
710,
220:
26:3
526
,58
706,
670:
26:0
726
,12
682,
081,
3286
92
Tom
ate
pica
do *
0:20
:28
20,4
741
8,88
0:21
:02
21,0
344
2,40
0:20
:51
20,8
543
4,72
0:20
:03
20,0
540
2,00
0:21
:46
21,7
747
3,79
1,22
3475
May
ones
a *
0:38
:35
38,5
81
488,
670:
37:5
937
,98
1 44
2,73
0:36
:25
36,4
21
326,
170:
37:5
637
,93
1438
,94
0:38
:12
38,2
01
459,
240,
6119
68
* D
espu
és d
e la
impl
emen
taci
ón d
e la
met
odol
ogía
Lea
n M
anuf
actu
ring
nPr
oces
o
x1
x2
x3
x4
x5

163
EJEMPO DE CÁLCULO DE INDICADORES
A continuación se presenta un ejemplo de los cálculos realizados para la
producción de pollo aliñado, para ello se toma el tiempo observado del
cursograma analítico representado en la Figura 3.2. que fue de 38 minutos y 18
segundos y transformado al sistema decimal fue de 38,29 minutos (multiplicar en
Excel 0:38:18 x 24 X 60), la calificación del ritmo de trabajo fue 100% y la
tolerancia o suplementos que se asignó fue del 50,67%.
CÁLCULOS DEL TIEMPO BÁSICO
Los cálculos se basaron en la ecuación 1.2.
Tb = Tiempo$observado$x$ |ali}icaicón$del$ritmo~itmo$estándar
!
Tb = �����$min$x$ >kk>kk
Tb = �����$min
CÁLCULO DEL TIEMPO ESTANDAR
Los cálculos se realizaron con base en la ecuación 1.3, y para ello se utilizó los
tiempos básicos y los suplementos y tolerancias.
Ts = Tb$x$+> ? tolerancia, Ts = �����$min$x$+> ? k��k��, Ts = ����k$min

164
CÁLCULO DE PRODUCTIVIDAD
Para el cálculo de productividad se utilizó la ecuación 1.6, para ello se determinó
el número de ciclos por semana como se indica en la Tabla 3.10. con la cual se
obtiene el tiempo de ciclo semanal y la cantidad producida a la semana.
BCDEFGHIJIEKE = BCDEFGGIó�$D$C��F�HKED�$�D�CKED�$���F�D�$D$C�GFC�D�$F�KED�
BCDEFGHIJIEKE = >wkk$�C��K�$E�$�D��D$$K$�K$���K�K����k�$�I�FHD�$HCK�K�KED�$��$�K$���K�K$�KCK$�K$�CDEFGGIó�$E�$�D��D$K�IñKED
BCDEFGHIJIEKE = ����$ BC��K�$E�$�D��D�I�FHD$
Discusión: Se procesan 5,22 presas de pollo por cada minuto trabajado.
CÁLCULO DE LA EFICIENCIA DEL CICLO DEL PROCESO.
Para calcular la eficiencia del ciclo del proceso se utilizó la ecuación 1.7 la misma
necesita identificar las actividades que generan valor para el cliente las cuales se
detallan en la Tabla AV.1. esta tabla muestra que las actividades que generan
valor para el cliente y por las que están dispuestas a pagar, y estas son: mezclar
el aliño con especies y sal, sacar los pollos del empaque / cortarles el rabo/
despedazar los pollos / ubicar las presas en el lavabo, aliñar las presas de pollo y
aliñar las presas de pollo (2), la suma de estos tiempos es de 20,90 minutos como
se presenta en la Tabla 3.12. el total del tiempo de ciclo es de 38,28 minutos.
�|� = Tiempo$de$valor$añadidoTiempo$total$del$ciclo$del$proceso$ j >kk
�|� = �k��k$����� j >kk = �w����

165
ANEXO IV
DIAGRAMAS DE RECORRIDO DE LA PRODUCCIÓN DEL
SEMIELABORADO ANTES DE LA IMPLEMENTACIÓN DE LA
METODOLOGÍA LEAN COMPANY
DIAGRAMA DE RECORRIDO
Diagrama: 1 Referencia: Figura 3.2.
Proceso: producción de pollo aliñado
Método: original de producción
Elaborado por: Ing. Jenny Correa
Figura AIV.1. Diagrama de recorrido de la producción para el proceso de pollo
aliñado

166
DIAGRAMA DE RECORRIDO
Diagrama: 1.1 Referencia: Figura 3.2.
Proceso: producción de pollo aliñado (zoom)
Método: original de producción
Elaborado por: Ing. Jenny Correa
Figura AIV.2. Diagrama de recorrido de la producción para el proceso de pollo
aliñado (zoom)

167
DIAGRAMA DE RECORRIDO
Diagrama: 2 Referencia: Figura 3.4.
Proceso: producción de papas peladas y picadas
Método: original de producción
Elaborado por: Ing. Jenny Correa
Figura AIV.3. Diagrama de recorrido de la producción para el proceso de papas
peladas y picadas

168
DIAGRAMA DE RECORRIDO
Diagrama: 3 Referencia: Figura 3.6.
Proceso: producción de cebolla pelada y picada
Método: original de producción
Elaborado por: Ing. Jenny Correa
Figura AIV.4. Diagrama de recorrido de la producción para el proceso de cebolla
pelada y picada

169
DIAGRAMA DE RECORRIDO
Diagrama: 4 Referencia: Figura 3.8.
Proceso: producción de tomate picado
Método: original de producción
Elaborado por: Ing. Jenny Correa
Figura AIV.5. Diagrama de recorrido de la producción para el proceso de tomate
picado

170
DIAGRAMA DE RECORRIDO
Diagrama: 4.1 Referencia: Figura 3.8.
Proceso: producción de tomate picado
Método: original de producción
Elaborado por: Ing. Jenny Correa
Figura AIV.6. Diagrama de recorrido de la producción para el proceso de tomate
picado (zoom)

171
DIAGRAMA DE RECORRIDO
Diagrama: 5 Referencia: Figura 3.10.
Proceso: producción de mayonesa
Método: original de producción
Elaborado por: Ing. Jenny Correa
Figura AIV.7. Diagrama de recorrido de la producción para el proceso mayonesa

172
DIAGRAMA DE RECORRIDO
Diagrama: 5.1 Referencia: Figura 3.10.
Proceso: producción de mayonesa (zoom)
Método: original de producción
Elaborado por: Ing. Jenny Correa
Figura AIV.8. Diagrama de recorrido de la producción para el proceso de mayonesa
(zoom)

173
ANEXO V
IDENTIFICACIÓN DE LOS FLUJOS DE VALOR PARA LOS
PROCESOS DE SEMIELABORADO
Tabla AV.1. Identificación del flujo de valor para el proceso de pollo aliñado
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
? ¿P
rop
orci
ona
info
rmac
ión
fi
nan
cier
a im
por
tan
te?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
1 Traslado del área 3 al área 2 Sí
2 Escoger perejil Sí
3 Cortar troncos del perejil Sí
4 Llevar el perejil del área 2 al área 3 Sí
5 Traer contenedores del patio al área 3 Sí
6 Traslado del área 3 al área 1 Sí
7 Seleccionar ingredientes para el aliño Si
8 Traslado de ingredientes del área 3 al área 1
Sí
9 Lavar los ingredientes para el aliño Sí
10 Búsqueda de utensilios Sí
11 Picar y agregar los ingredientes del aliño a la licuadora
Sí
12 Colocar licuadora en la base Sí
13 Licuar los ingredientes y al mismo tiempo picar más ingredientes del aliño
Sí
14 Colocar el licuado en un contenedor y regresar al lavabo Sí
15 Colocar más ingredientes picados del aliño en la licuadora y llevarla a la base
Sí
16 Licuar los ingredientes y al mismo tiempo picar más ingredientes del aliño
Sí
17 Colocar el licuado en un contenedor y regresar al lavabo Sí
18 Colocar más ingredientes picados del aliño en la licuadora y llevarla a la base
Sí

174
(continuación…)
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
? ¿P
rop
orci
ona
info
rmac
ión
fi
nan
cier
a im
por
tan
te?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
19 Licuar los ingredientes Sí
20 Colocar el licuado en un contenedor Sí
21 Mezclar el aliño con especies y sal Sí Sí Sí
22 Lavar licuadora Sí
23 Lavar el lavabo Sí
24 Ir del área 3 al área 1 Sí
25 Toma de pollos de la refrigeradora a un contenedor
Sí
26 Traslado de pollos al área 3 Sí
27 Buscar elementos de protección personal Sí
28 Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
Sí Sí Sí
29 Recoger las fundas plásticas Sí
30 Dejar la basura en el patio trasero y regresar
Sí
31 Llenar el lavabo con agua Sí
32 Lavar las presas y ubicarlas en una bandeja (1)
Sí
33 Pasar las presas a un contenedor Sí
34 Lavar las presas y ubicarlas en una bandeja (2)
Sí
35 Pasar las presas a un contenedor Sí
36 Lavar las presas y ubicarlas en una bandeja (3)
Sí
37 Pasar las presas a un contenedor Sí
38 Aliña las presas de pollo Sí Sí Sí
39 Lavar las presas y ubicarlas en una bandeja (4) Sí
40 Pasar las presas a un contenedor Sí
41 Aliña las presas de pollo Sí Sí Sí

175
(continuación…)
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
? ¿P
rop
orci
ona
info
rmac
ión
fi
nan
cier
a im
por
tan
te?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
42 Lavar todo lo utilizado Sí
Tabla AV.2. Identificación del flujo de valor para el proceso de papas peladas y picadas
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
?
¿Pro
por
cion
a in
form
ació
n
fin
anci
era
imp
orta
nte
?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
1 Seleccionar un costal de papas Sí
2 Traslado de papas de la zona de almacenado a la zona de pelado
Sí
3 Traer un contenedor del patio al área 2
Sí
4 Llenar agua en el contenedor Sí
5 Trasladar el contenedor del área de lavado al área de pelado
Sí
6 Safar costal Sí
7 Traer costal para desechos desde el patio trasero y regresar
Sí
8 Buscar cuchillo Sí 9 Acomodar costal para desechos Sí
10 Pelar y picar papas Sí Sí Sí
11 Traslado de papas peladas y cortadas a la zona de lavado
Sí
12 Lavado de papas Sí Sí Sí

176
Tabla AV.3. Identificación del flujo de valor para el proceso de cebolla pelada y picada
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
?
¿Pro
por
cion
a in
form
ació
n
fin
anci
era
imp
orta
nte
?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
1 Seleccionar la porción de cebolla a pelar
Sí
2 Trasladar la cebolla de la zona de almacenado a la zona de pelado
Sí
3 Traer contenedor del patio al área 2
Sí
4 Traer costal para desecho del patio trasero
Sí
5 Acomodar costal para desecho y contenedor
Sí
6 Buscar utensilios Sí
7 Pelar cebolla Sí Sí Sí
8 Trasladar la cebolla pelada a la zona de lavado
Sí
9 Lavar de cebolla Sí
10 Trasladar la cebolla pelada de la zona de lavado a la zona de picado
Sí
11 Traer contenedor de área 3 Sí
12 Picar cebolla Sí Sí Sí

177
Tabla AV.4. Identificación del flujo de valor para el proceso de tomate picado
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
?
¿Pro
por
cion
a in
form
ació
n
fin
anci
era
imp
orta
nte
?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
1 Traslado del área 3 al área 1 Sí
2 Selección del tomate Sí
3 Traslado de una caja de Tomate del área 1 al área 3
Sí
4 Limpieza del lavabo Sí
5 Traer contenedor del patio Sí
6 Lavar contenedor Sí
7 Buscar utensilios Sí
8 Colocar tomate en el lavabo Sí
9 Lavar, sacar los restos de cáliz y colocarlos en un contenedor
Sí Sí
10 Sacar pedículos de pocos tomates Sí
11 Picar tomate Sí Sí Sí
12 Colocar el tomate picado en un recipiente
Sí
13 Sacar pedículos de pocos tomates Sí
14 Picar tomate Sí Sí Sí
15 Colocar el tomate picado en un recipiente
Sí
16 Sacar pedículos de pocos tomates Sí
17 Picar tomate Sí Sí Sí
18 Colocar el tomate picado en un recipiente
Sí
19 Guardar los contenedores debajo del aparador
Sí
20 Lavar y guardar lo utilizado Sí
21 Dejar la basura en el patio trasero y regresar
Sí

178
Tabla AV.5. Identificación del flujo de valor para el proceso de mayonesa
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
? ¿P
rop
orci
ona
info
rmac
ión
fi
nan
cier
a im
por
tan
te?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
1 Traslado de la área 3 a la área 1 Sí Sí
2 Seleccionar limones Sí
3 Traslado de limones de área 1 al área 3
Sí
4 Lavar limones Sí
5 Buscar y Preparar materiales Sí
6 Cortar limones Sí
7 Buscar utensilios Sí
8 Exprimir limones Sí
9 Lavar y guardar utensilios Sí
10 Traslado del área 3 al área 1 Sí
11 Seleccionar huevos Sí
12 Traslado de huevos del área 1 al área 3
Sí
13 Selección de ingredientes Sí
14 Poner ingredientes en la licuadora Sí
15 Primera licuadora Sí Sí Sí
16 Reproceso Sí
17 Pasar la mayonesa a una olla Sí
18 Batir Sí
19 Poner ingredientes en la licuadora Sí
20 Segunda licuadora Sí Sí Sí
21 Reproceso Sí
22 Pasar la mayonesa a una olla Sí
23 Batir Sí
24 Poner ingredientes en la licuadora Sí

179
(continuación…)
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
? ¿P
rop
orci
ona
info
rmac
ión
fi
nan
cier
a im
por
tan
te?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
25 Tercera licuadora Sí Sí Sí
26 Reproceso Sí
27 Pasar la mayonesa a una olla Sí
28 Batir Sí
29 Poner ingredientes en la licuadora Sí
30 Cuarta licuadora Sí Sí Sí
31 Reproceso Sí
32 Pasar la mayonesa a una olla Sí
33 Batir Sí
34 Poner ingredientes en la licuadora Sí
35 Quinta licuadora Sí Sí Sí
36 Reproceso Sí
37 Pasar la mayonesa a una olla Sí
38 Batir Sí
39 Poner ingredientes en la licuadora Sí
40 Sexta licuadora Sí Sí Sí
41 Reproceso Sí
42 Pasar la mayonesa a una olla Sí
43 Batir Sí
44 Poner ingredientes en la licuadora Sí
45 Séptima licuadora Sí Sí Sí
46 Reproceso Sí
47 Pasar la mayonesa a una olla Sí
48 Batir Sí
49 Poner ingredientes en la licuadora Sí
50 Octava licuadora Sí Sí Sí

180
(continuación…)
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
? ¿P
rop
orci
ona
info
rmac
ión
fi
nan
cier
a im
por
tan
te?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
51 Reproceso Sí
52 Pasar la mayonesa a una olla Sí
53 Batir Sí
54 Poner ingredientes en la licuadora Sí
55 Novena licuadora Sí Sí Sí
56 Reproceso Sí
57 Pasar la mayonesa a una olla Sí
58 Batir Sí
59 Poner ingredientes en la licuadora Sí
60 Décima licuadora Sí Sí Sí
61 Reproceso Sí
62 Pasar la mayonesa a una olla Sí
63 Batir Sí
64 Poner ingredientes en la licuadora Sí
65 Onceava licuadora Sí Sí Sí
66 Reproceso Sí
67 Pasar la mayonesa a una olla Sí
68 Batir Sí
69 Poner ingredientes en la licuadora Sí
70 Doceava licuadora Sí Sí Sí
71 Reproceso Sí
72 Dejar la basura en el patio trasero y regresar
Sí
73 Lavar y limpiar Sí

181
Tabla AV.6. Identificación del flujo de valor para el proceso de pollo aliñado después de la implementación del sistema Lean Company
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
dis
pues
to a
p
agar
más
por
el p
rodu
cto
por
rea
liza
r es
ta t
area
?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
ligat
oria
?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la e
mp
resa
?
¿Pro
porc
iona
info
rmac
ión
fi
nan
cier
a im
port
ante
?
¿El p
roce
so s
e vi
ene
abaj
o si
se
eli
min
a es
ta t
area
?
1 Seleccionar ingredientes para el aliño Sí Sí 2 Colocar los ingredientes en el mesón Sí 3 Lavar el lavabo Sí
4 Lavar y preparar los ingredientes para el aliño y colocarlos en la licuadora
Sí
5 Licuar los ingredientes del aliño (tomar dos contenedores y alistar los pollos)
Sí Sí
6 Colocar el licuado en un contenedor Sí 7 Colocar agua en la licuadora Sí 8 Licuar Sí 9 Colocar en licuado en un contenedor Sí
10 Mezclar el aliño con especies y sal Sí Sí Sí
11 Sacar los pollos del empaque/cortarles el rabo/ despedazar los pollos / ubicar las presas en el lavabo
Sí Sí Sí
12 Desechar fundas Sí
13 Lavar las presas de pollo y colocarlas en un contenedor
Sí Sí
14 Aliñar las presas de pollo Sí Sí Sí 14 Limpiar y ordenar todo lo utilizado Sí

182
Tabla AV.7. Identificación del flujo de valor para el proceso de papas peladas y picadas después de la implementación del sistema Lean Company
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
?
¿Pro
por
cion
a in
form
ació
n
fin
anci
era
imp
orta
nte
?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
1 Seleccionar un costal de papas Sí
2 Safar costal Sí
3 Distribuir el costal de papas en dos partes casi iguales
Sí
4 Traslado de las papas a pelar de la zona de almacenado a la zona de pelado
Sí
5 Colocar las papas en la máquina peladora
Sí
6 Pelar papas (traer contenedor y acomodar costal para desechos)
Sí Sí Sí
7 Sacar las papas peladas en un contenedor
Sí
8 Colocar las papas en la máquina peladora
Sí
9 Pelar papas Sí Sí Sí
10 Sacar las papas peladas en un contenedor
Sí
11 Picar papas Sí Sí Sí
12 Lavar papas Sí Sí Sí
13 Lavar, limpiar y ordenar Sí

183
Tabla AV.8. Identificación del flujo de valor para el proceso de cebolla pelada y picada después de la implementación del sistema Lean Company
Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
?
¿Pro
por
cion
a in
form
ació
n
fin
anci
era
imp
orta
nte
?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
Llenar agua en un contenedor Sí
Transportar dos contenedores a la zona de pelado de cebolla (uno con agua)
Sí
Seleccionar la porción de cebolla a pelar
Sí Sí
Transportar de la zona de almacenado a la zona de pelado
Sí
Acomodar costal para desechos y contenedor con agua
Sí
Pelar cebolla Sí Sí Sí
Lavar cebolla Sí Sí
Picar cebolla Sí Sí Sí
Lavar, limpiar y ordenar Sí

184
Tabla AV.9. Identificación del flujo de valor para el proceso de tomate picado después de la implementación del sistema Lean Company
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
?
¿Pro
por
cion
a in
form
ació
n
fin
anci
era
imp
orta
nte
?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
1 Traslado de dos contenedores a la zona de picado
Sí
2 Lavar el lavabo Sí
3 Seleccionar el tomate a picar Sí
4 Colocar el tomate en el lavabo Sí
5 Lavar, sacar los restos de cáliz de los tomates
Sí Sí Sí
6 Sacar pedículos de los tomates a picar Sí Sí
7 Picar tomate y colocarlo en un recipiente
Sí Sí Sí
8 Colocar el resto de tomate entero en un contenedor
Sí
9 Guardar los contenedores debajo del aparador
Sí
10 Lavar, limpiar y ordenar Sí

185
Tabla AV.10. Identificación del flujo de valor para el proceso de mayonesa después de la implementación del sistema Lean Company
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
? ¿P
rop
orci
ona
info
rmac
ión
fi
nan
cier
a im
por
tan
te?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
1 Seleccionar limones Sí
2 Lavar limones Sí
3 Cortar limones Sí
4 Exprimir limones Sí
5 Lavar y guardar utensilios Sí
6 Seleccionar huevos Sí
7 Selección de ingredientes Sí
8 Poner ingredientes en la licuadora Sí
9 Primera licuadora Sí Sí Sí
10 Pasar la mayonesa a una olla Sí
11 Batir Sí
12 Poner ingredientes en la licuadora Sí
13 Segunda licuadora Sí Sí Sí
14 Pasar la mayonesa a una olla Sí
15 Batir Sí
16 Poner ingredientes en la licuadora Sí
17 Tercera licuadora Sí Sí Sí
18 Pasar la mayonesa a una olla Sí
19 Batir Sí
20 Poner ingredientes en la licuadora Sí
21 Cuarta licuadora Sí Sí Sí
22 Pasar la mayonesa a una olla Sí
23 Batir Sí
24 Poner ingredientes en la licuadora Sí
25 Quinta licuadora Sí Sí Sí
26 Pasar la mayonesa a una olla Sí

186
(continuación…)
No Actividades
Generan valor al producto
No generan valor pero son inevitables
No
crea
n v
alor
seg
ún
el c
lien
te,
pu
eden
y d
eben
ser
eli
min
adas
(M
ud
a d
e ti
po
II)
¿En
treg
a al
go a
l pro
du
cto?
¿Gen
era
un
a ve
nta
ja
com
pet
itiv
a?
¿El
clie
nte
est
aría
d
isp
ues
to a
pag
ar m
ás p
or
el p
rod
uct
o p
or r
eali
zar
esta
tar
ea?
¿Es
req
uer
ida
por
ley
o al
gun
a n
orm
a ob
liga
tori
a?
¿Red
uce
el r
iesg
o fi
nan
cier
o p
ara
la
emp
resa
? ¿P
rop
orci
ona
info
rmac
ión
fi
nan
cier
a im
por
tan
te?
¿El p
roce
so s
e vi
ene
abaj
o si
se
elim
ina
esta
tar
ea?
27 Batir Sí
28 Poner ingredientes en la licuadora Sí
29 Sexta licuadora Sí Sí Sí
30 Pasar la mayonesa a una olla Sí
31 Batir Sí
32 Poner ingredientes en la licuadora Sí
33 Séptima licuadora Sí Sí Sí
34 Pasar la mayonesa a una olla Sí
35 Batir Sí
36 Poner ingredientes en la licuadora Sí
37 Octava licuadora Sí Sí Sí
38 Pasar la mayonesa a una olla Sí
39 Batir Sí
40 Poner ingredientes en la licuadora Sí
41 Novena licuadora Sí Sí Sí
42 Pasar la mayonesa a una olla Sí
43 Batir Sí
44 Poner ingredientes en la licuadora Sí
45 Décima licuadora Sí Sí Sí
46 Pasar la mayonesa a una olla Sí
47 Batir Sí
48 Poner ingredientes en la licuadora Sí
49 Onceava licuadora Sí Sí Sí
50 Pasar la mayonesa a una olla Sí
51 Batir Sí
52 Poner ingredientes en la licuadora Sí
53 Doceava licuadora Sí Sí Sí
54 Lavar, limpiar y ordenar Sí

187
ANEXO VI
DIAGRAMAS DE RECORRIDO DE LOS PROCESOS DESPUÉS DE
LA IMPLEMENTACIÓN DE LA METODOLOGÍA LEAN COMPANY
DIAGRAMA DE RECORRIDO
Diagrama: 6 Referencia: Figura 3.12.
Proceso: producción de pollo aliñado
Método: nuevo de producción
Elaborado por: Ing. Jenny Correa
Figura AVI. 1. Diagrama de recorrido de la producción para el proceso de pollo aliñado,
después de la implementación de la metodología Lean Company

188
DIAGRAMA DE RECORRIDO
Diagrama: 6.1 Referencia: Figura 3.12.
Proceso: producción de pollo aliñado (zoom)
Método: nuevo de producción
Elaborado por: Ing. Jenny Correa
Figura AVI. 2. Diagrama de recorrido de la producción para el proceso de pollo aliñado
(zomm), después de la implementación de la metodología Lean Company

189
DIAGRAMA DE RECORRIDO
Diagrama: 7 Referencia: Figura 3.14.
Proceso: producción de papas peladas y picadas
Método: nuevo de producción
Elaborado por: Ing. Jenny Correa
Figura AVI. 3. Diagrama de recorrido de la producción para el proceso de papas peladas y
picadas, después de la implementación de la metodología Lean Company

190
DIAGRAMA DE RECORRIDO
Diagrama: 8 Referencia: Figura 3.16.
Proceso: producción de cebolla pelada y picada
Método: nuevo de producción
Elaborado por: Ing. Jenny Correa
Figura AVI.4. Diagrama de recorrido de la producción para el proceso de cebolla pelada y
picada, después de la implementación de la metodología Lean Company

191
DIAGRAMA DE RECORRIDO
Diagrama: 9 Referencia: Figura 3.18.
Proceso: producción de tomate picado
Método: nuevo de producción
Elaborado por: Ing. Jenny Correa
Figura AVI.5. Diagrama de recorrido de la producción para el proceso de tomate picado,
después de la implementación de la metodología Lean Company

192
DIAGRAMA DE RECORRIDO
Diagrama: 10 Referencia: Figura 3.20.
Proceso: producción de mayonesa
Método: nuevo de producción
Elaborado por: Ing. Jenny Correa
Figura AVI. 6. Diagrama de recorrido de la producción para el proceso de mayonesa,
después de la implementación de la metodología Lean Company

193
DIAGRAMA DE RECORRIDO
Diagrama: 10.1 Referencia: Figura 3.20.
Proceso: producción de mayonesa (zoom)
Método: nuevo de producción
Elaborado por: Ing. Jenny Correa
Figura AVI. 7. Diagrama de recorrido de la producción para el proceso de mayonesa
(zoom), después de la implementación de la metodología Lean Company

194
ANEXO VII
FOTOGRAFÍAS DE LA PLANTA ANTES Y DESPUÉS DE LA
IMPLEMENTACIÓN DE LA METODOLOGÍA LEAN COMPANY
Figura AVII.1. Fotografías de la construcción del área 2

195
ANTES DESPUÉS
Figura AVII.2. Fotografía de los procesos antes y después de la implementación de la
metodología Lean Company

196
ANTES DESPUÉS
Figura AVII.3. Fotografías de los lugares de trabajo antes y después de la implementación
de la metodología Lean Company

197
ANTES DESPUÉS
Figura AVII.4. Fotografías de los lugares de trabajo antes y después de la implementación
de la metodología Lean Company