environmental protection agency...1974/02/19 · lution control methods), electric arc furnace (wet...
TRANSCRIPT

PROPOSED RULES
ENVIRONMENTAL PROTECTIONAGENCY
[40 CFR Part 420 ]IRON AND STEEL MANUFACTURING
POINT SOURCE CATEGORYProposed Effluent Limitations Guidelines
for Existing Sources and PretreatmentStandards for New SourcesNotice 'is hereby given that effluent
limitations guidelines, standards of per-formance and pretreatment standardsfor new sources set forth in tentativeform below are proposed by the Environ-mental Protection Agency (EPA) for theBy-Product Coke, Beehive Coke, Sinter-ing, Blast Furnace (Iron), Blast Furnace(Ferromanganese), Basic Oxygen Fur-nace (Semi Wet Air pollution ControlMethods), Basic Oxygen Furnace (WetAir Pollution Control Methods), OpenHearth Furnace, Electric Arc Furnace(Semi Wet Air Pollution Control Meth-ods), Electric Arc Furnace (Wet Air Pol-lution Control Methods), Vacuum De-gassing, and Continuous Casting subcate-gories of the Iron and'Steel Manufactur-ing Industry pursuant to sections 304(b),306(b), and 307(c) of the Federal WaterPollution Control Act, as amended (33U.S.C. 1251, 1314, 1316(b) and 1317(c),86 Stat. 816 et seq.; P.L. 92-500) (the"Act") .
(a) Legal authority-(I) Existingpoint sources. Section 301(b) of the Actrequires the achievement by not laterthan July 1, 1977, of effluent limitationsfor point sources, other than publiclyowned treatment works, which requirethe application of the best practicablecontrol technology currently available asdefined by the Administrator pursuantto section 304(b) of the Act. Section301(b) also requires the achievement bynot later than July 1, 1983, of effluentlimitations for point sources, other thanpublicly owned treatment works whichrequire the application of best availabletechnology economically achievablewhich will result in reasonable furtherprogress toward the national goal ofeliminating the discharge of all pollut-ants, as determined in accordance withregulations issued by the Administratorpursuant to section 304(b) to the Act.
Section 304(b) of the Act requires theAdministrator to publish regulations pro-viding guidelines for effluent limitationssetting forth the degree of effluent reduc-tion attainable through the applicationof the best practicable control technologycurrently available and the degree ofeffluent reduction attainable through theapplication of the best control measuresand practices achievable including treat-ment techniques, process and procedureinnovations, operating methods andother alternatives. The regulations pro-posed herein set forth effluent limitationsguidelines, pursuani to section 304(b) ofthe Act, for, the By-Product Coke, Bee-hive Coke, Sintering, Blast Furnace(Iron), Blast Furnace (Ferromanga-nese), Basic Oxygen Furnace (Semi WetAir Pollution. Control Methods), BasicOxygen Furnace (Wet Air Pollution Con-trol Methods), Open Hearth Furnace,
Electric Arc Furnace (Semi Wet Air Pol-lution Control Methods), Electric ArcFurnace (Wet Air Pollution ControlMethods), Vacuum Degassing, and Con-tinuous Casting subcategories of the
Iron and Steel Manufacturing pointsource category.
(2) New sources. Section 306 of theAct requires the achievement by newsources of a Federal stan~lard of per-formance providing for the control ofthe discharge of pollutants which reflectsthe greatest degree of effluent reductionwhich the Administrator determines tobe achievable through application of thebest available demonstrated controltechnology, processes, operating meth-ods, or other alternatives, including,where practicable, a standard permittingno discharge of pollutants.
Section 306(b) (1) (A) of the Act re-quires the Administrator to propose reg-ulations establishing Federal standardsof performances for categories of newsources included in a list published pur-suant to section 306(b) (1) (A) of theAct. The Administrator published in theFEDERAL REGISTER of January 16, 1973,(38 FR 1624) a list of 27 source cate-gories, including the Iron and SteelManufacturing source category. The reg-ulations proposed herein set forth theStandards of performance applicable tonew sources within the By-Product Coke,Beehive Coke, Sintering, Blast Furnace(Iron), Blast Furnace (Ferromanga-nese), Basic Oxygen Furnace (Semi WetAir Pollution Control Methods), BasicOxygen Furnace (Wet Air PollutionControl Methods), Open Hearth Furnace,Electric Arc Furnace (Semi Wet AirPollution Control Methods), Electric ArcFurnace (Wet Air Pollution ControlMethods), Vacuum Degassing, and Con-tinuous Casting subcategorys of theIron and Steel Manufacturing sourcecategory.
Section 307(c) of the Act requires theAdministrator to promulgate pretreat-ment standards for new sources at thesame time that standards of performancefor new sources are promulgated pursu-ant to section 306. Sections 420.15, 420.25,420.35, 420.45,420.55, 420.65, 420.75, 420.-85, 420.95, 420.105, 420.115, and 420.125proposed below provides pretreatmentstandards for new sources within the by-product coke subcategory (Subpart A),beehive coke subcategory (Subpart B),sintering subcategory (Subpart C), blastfurnace (iron) subcategory (Subpart D),blast furnace (ferromanganese) sub-category (Subpart E), basic oxygenfurnace (semi wet air pollution controlmethods) subcategory (Subpart F), basicoxygen furnace (wet air pollution con-trol methods) subcategory (Subpart G),open hearth furnace subcategory (Sub-part H), electric arc furnace (semi wetair pollution control methods) subcate-gory (Subpart I), electric arc furnace(wet air pollution control methods) sub-category (Subpart' J), vacuum degass-ing subcategory (Subpart K), and con-tinuous casting subcategory (Subpart L),of the Iron and steel manufacturingcategory.
Section 304(c) of the Act requires theAdministrator to issue to the states andappropriate water pollution controlagencies information on the processes,procedures or operating methods whichresult in the elimination or reduction ofthe discharge of pollutants to Implementstandards of performance under section306 of the Act. The report referred tobelow' provides, pursuant to section 304(c) of the Act, preliminary informationon such processes, procedures or operat-ing methods.
(b) Summary and basis of proposedeffluent limitations guidelines, stand-ards of performance and pretreatmdntstandards for new Sources.-(1) Generalmethodology. The effluent limitations,guidelines and standards of performanceproposed herein were developed in thefollowing manner. The point source cate-gory was first studied for the purpose ofdetermining whether separate limita-tions and standards are appropriate fordifferent segments within the category,This analysis included a determinationof whether differences in raw materialused, product produced, manufacturingprocess employed, age, size, waste waterconstituents and other factors requiredevelopment of separate limitations andstandards for different segments of thepoint source category. The raw wastecharacteristics for each such segmentwere then identified. This Included ananalysis of (1) the source, flow and vol-ume of water used In the process em-ployed and the sources of waste and wastewaters in the plant; and (2) the constit-uents of all waste water. The constitu-ents of the waste waters which should besubject to effluent limitations guidelinesand standards of performance wereidentified.
The control and treatment technolo-gies existing within each segment wasidentified. This included an Identificationof each distinct control and treatmenttechnology, including both in-plant andind-of-process technologies, which areexistent or capable of being designed foreach segment. It also included an iden-tification of, in terms of the amount ofconstituents and chemical, physical, andbiological characteristics of pollutants,the effluent level resulting from the ap-plication of each of the technologies.The problems, limitations and reliabilityof each treatment and control tech-nology were also identified. In addition,the nonwater quality environmentalimpact, such as the effects of the appli-cation of such technologies upon otherpollution problems, Including air, solidwaste, noise and radiation were identi-fied. The energy requirements of eachcontrol and treatment technology weredetermined as well as the cost of the ap-plication of such technologies.
The information, as outlined above,was then evaluated in order to determinewhat levels of technology constitute the"best practicable control technology cur-rently available," the "best availabletechnology economically achievable" andthe "best available demonstrated con-trol technology, processes, operatingmethods, or other alternatives." In Iden-
FEDERAL REGISTER, VOL. 39, NO. 34-TUESDAY, FEBRUARY 19, 1974

tifying such technologies, various factorswere considered. These included the to-ta cost of application of technology inrelation to the effluent reduction benefitsto be achieved from such application,the age of equipment and facilities in-volved, the process employed, the engi-neering aspects of the application ofvarious types of control techniques, proc-ess changes, nonwater quality environ-mental impact (including energy re-quirements) and other factors-
The data on which the above analysiswas performed included EPA permit ap-plications, EPA sampling and inspec-tions, consultant reports, and industrysubmissions.
The pretreatment standards proposedherein are intended to be complimentaryto the pretreatment standard proposed-for existing sources-under Part 128 of 40CFR. The basis for such standards isset forth in the FEDERAL REGiSTER ofJuly 19, 1973, 8 FR 19236. The pro-visions of Part 128 are equally applicableto sources which would constitute "newsources," under section 306 if they wereto discharge pollutants directly to navi-gable waters except for § 128.133. Thatsection provides a pretreatment standardfor "incompatible pollutants" which re-quires application of the "best practica-ble. control technology currently avail-able," subject to an adjustment foramount of pollutants removed by thepublicly Owned treatment works. Sincethe pretreatment standards proposedherein apply to new sources, §§ 420.15,420.25, 420.35, 420.45, 420.55, 420.65,420.75, 420.85, 420.95, 420.105, 420.115 and420.125 below amend § 128.133 to requireapplication of the standard of perform-ance for new sources rather than the"best practicable" standard applicable toexisting sources under sections 301 and304(b) of the Act.
(2) Summary of conclusions with re-spect to the byproduct coke subcategory(Subpart A), the beehive coke subcate-gory (Subpart B), sintering subcategory(Subpart C), blast furnace (iron) sub-category (Subpart D), blast furnace(ferromanganese) subcategory (SubpartE), basic oxygen furnace (semi wet airpollution control methods) subcategory(Subpart F), basic oxygen furnace (wetair pollution control methods) subcate-gory (Subpart G), open hearth furnacesubcategory (Subpart H), electric arcfurnace (semi wet air pollution control-methods) subcategory (Subpart D, elec-tric arc furnace (wet air pollution con-trol methods) subcategory (Subpart J).vacuum degassing subcategory (SubpartK),- continuous casting subcategory(Subpart L) of the iron and steel manu-facturing category of point sources.
(i) Subcategorization. An evaluationof the raw steel making operations was-necessary to determine whether or notsubeategorization would be required inorder to prepare an effluent limitations_guideline or guidelines which would bebroadly applicable and yet representa-tive and'appropriate for the operations
-. and conditions to be controlled.With respect to identifying any rele-
vant, discrete subcategories for the Iron
PROOSED- ULFLES
and steel industry, the following factorsin addition to those listed under generalmethodology were considered In deter-mining industry subcategories for thepurpose of the application of effluentlimitations guidelines and standards ofperformance: gas cleaning equipment;waste treatability; aqueous waste loads;and process water usage.
After considering all of these factors, Itwas concluded that the Iron and steelindustry Is comprised of separate anddistinct proceses with enough variabilityin product and waste quantity or charac-teristics to require subcategorlzation.The individual processes, products, andthe waste water constituents comprisethe most significant factors In the sub-categorization of this complex industry.The use of various gas cleaning methods,particularly in the steelmaking suboate-gorled, lends Itself to a further subdivi-sion into wet, semi-wet and dry subcate-gories. Waste treatability in Itself is ofsuch magnitude that Itis more reasonableto consider the waste treatment methodsunder the individual subcategories. Sizeand age of the plants has no direct bear-ing on the suboategorization. The proc-esses and treatment systems are siilarregardless of the age and size of theplant In addition to the plant size. thegeographical location of the plant alongwith the age of the plant and of thewaste treatment plant were considered.It can be noted that neither the wastesnor the treatment will vary in respect tothe age or size factor. Therefore, age andsize in Itself would not substantiate in-dustry subcategorlzation along theselines.
The number and type of pollutant pa-rameters of significance varies with theoperation being conducted and the rawmaterials used. The waste volumes andwaste loads also vary with the operation.:In order to prepare effluent limitationthat would adequately reflect these vari-ations in significant parameters andwaste volumes the industry was sub-categorized primarily along operationallines, with permutations where nec-essary. .
(1) Subpart A-By-Product CokeSubcategory. The by product coke seg-ment of the Iron and steel industry servesas a separate subcategory for the pur-pose of establishing effluent limitationsguidelines and standards of perform-ance. It differs from other iron and steelindustry subcategories with respect toraw material used, products produced,waste water constituents, and wastetreatment systems, and from anothercoke making subcategory because cokeoven gas, light oil, ammonium sulfateand sodium phenolate are recovered,rather than allowed to escape to theatmosphere. Recovery of these by-prod-ucts was profitable in times past, but nowonly the coke oven gas can be consideredvaluable since It can be consumed In-ternally as fuel. Other by-products con-tinue to be recovered as a contributionto pollution abatement, not as a com-mercially profitable enterprise. Factorssuch as age and size of plant were notconsidered relevant In the categoriza-
tion of thee plants, since neither thewaste characteristics nor the treatmentsrequired will vary rAth respect to age
.or size.(2) Subpart B-Beehive Coke Sub-
category. The beehive coke segment ofthe iron and steel industry differs fromother subcategories of that industrywith respect to raw materials used, finalproducts produced, process and vmstetreatment techniques and types of pol-lutamts discharged. It also differs fromthe by-product coke subcategory in thatno effort Is made to recover volatilematter generated by the process, thusproducing a generally undesirable levelof air pollution in the few remainingareas where beehives operate.
(3) Subpart C-Sintering Subcate-gory. The sintering segment of the ironand steel industry serves as a separatesubcategory for the purpose of establish-Ing effluent limitations guidelines andstandards of performance. It differsfrom other iron and steel industry sub-categories with respect to raw materialsused, products produced, waste waterconstituents and waste treatment sys-tems.
(4) Subpart D--Blast Furnace (Iron)Subcategory. The blast furnace (iron)segment of the iron and steel industrydiffers from other subcategories of thatindustry with respect to raw materialsused, final products produced, processand waste treatment techniques usedand types of pollutants discharged. Italso differs from the other blast furnacesubcategory (ferromanganese) with re-spect to product produced and types ofpollutants discharged.
(5) Subpart E-Blast Furnace (Fer-romanganese) Subcategory. The blastfurnace (ferromanganese) segment ofthe iron and steel industry differs fromother subcategories of that industry withrevpect to raw materials used, final prod-ucts produced, process and waste treat-ment techniques and types of pollutantsdischarged. It also differs from the otherblast furnace subcategory (iron) in aneed for higher operating temperaturesfor the ferromanganese manufacturin-process, resulting In higher concentra-tions of certain pollutant parameters,notably cyanides, In the gas washerwaters.
(6) Subpart F-Baslc Oxygen Furnace(Semi-Wet Air Pollution Control M!eIeth-ods) Subcategory. The basic oxygen fur-nace (semi-wet) segment of the Iron andsteel industry serves as a separate sub-category for the purpose of establishingeffluent limitations guidelines and stand-ards of performance. It differs fromother iron and steel Industry subcate-gories with respect to raw materials used,products produced, waste water constit-uents, and waste control and treatmenttechnology, and from the other basicoxygen furnace subcategory (wet) In the,quantity of water used to condition fur-nace gases, and as a consequence, in theequipment required to adequately treatthe waste watersgenerated. In the semi-wet process, a spark box or a spray cham-ber using slightly more spray water thancan be evaporated Is used to condition.
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974

gases for further cleaning, producing ahighly contaminated but small volume ofwafte water.
(7) Subpart G-Basic Oxygen Furnace(Wet Air Pollution Control Methods)Subcategory. The basic oxygen furnace(wet) segment of the iron and steel in-dustry serves as a separate subcategoryfor the purpose of establishing effluentlimitations guidelines and standards ofperformance. It differs from other ironand, steel industry subcategories withrespect to raw materials used, productsproduced, waste water cqnstituents, andwastd control and treatment technology,and from the other basic oxygen furnacesubcategory (semi-wet) in the quantityof water used to condition furnace gases,and as a consequence, in the equipmentrequired to adequately treat the viastewaters generated. In the wet process,high energy scrubbers or wet gas washersare used to cool and condition furnacegases, producing much larger volumes ofmoderately contaminated waste watersthan are common to the semi-wetsystems.
(8) Subpart H-Open Hearth FurnaceSubcategory. The open hearth furnacesegment of the iron and steel industryserves as a separate subcategory for thepurpose of establishing effluent limita-tions guidelines and standards of per-formance. It differs from other iron andsteel industry subcategories with respectto raw materials used, products produced,waste water constituents, And waste con-trol and treatment technology.
(9) Subpart I-Electric Arc Furnace(Semi Wet Air Pollution Control Meth-ods) Subcategory. The electric arc fur-nace (semi-wet) segment of the iron andsteel industry serves as a separate sub-category for the purpose of establishingeffluent limitations guidelines and stand-ards of performance. It differs from otheriron and steel industry subcategorieswith respect to raw materials used, prod-ucts produced, waste water constituents,and waste control and treatment tech-nology, and from the other electric arcfurnace subcategory (wet) In the quan-tity of water used to condition furnacegases, and as a consequence, in the equip-ment required to adequately treat thewaste waters. In the electric arc furnace(semi-wet) subcategory a spark box or aspray chamber using slightly more wa-ter than can be evaporated conditionsthe gases for further cleaning in a pre-cipitator or baghouse. A small volume ofcontaminated waste water may be pro-duced, depending on how much excessspray water is used.
(10) Subpart J-Electric Arc Furnace(Wet Air Pollution Control Methods)Subategory. The electric arc furnace(wet) segment of the iron and steel in-dustry serves as a separate subcategoryfor the purpose of establishing effluentlimitations guidelines and standards ofperformance. It differs from other ironand steel industry subcategories with re-*spect to raw materials used, productsproduced, waste water constituents, andwaste control and treatment technology,and from the other electric arc furnacesubcategory (semi-wet) In the quantity
of water used to condition furnace gases,and as a consequence, in the equipmentrequired to adequately treat the wastewaters. In the wet process, high energyscrubbers or wet gas washers are used tocool and condition furnace gases, pro-ducing much larger volumes of con-taminated waste water than in the semi-wet systems.
(11) Subpart K-Vacuum DegassingSubcategory. The'vacuum degassing seg-ment of the iron ahd steel industryserves as a separate subcategory for thepurpose of establishing effluent limita-tions guidelines and standards of per-formance. It differs from other iron andsteel industry subcategories with respectto raw materials used, products pro-duced, waste water constituents, andwaste" control and treatment technol-ogy. The degassing operation removeshydrogen, carbon and oxygen as car-bon monoxide, and any other volatilealloys from the steel, along with minuteparticles of Iron oxide. These gases, to-gether with exhausted steam from steamejectors, are condensed by direct con-tact with cooling water, producing a con-taminated waste water.
(12) Subpart L-Continuous CastingSubcategory. The continuous castingsegment of the iron and steel industryserves as a separate subcategory for thepurpose of establishing effluent limita-tions guidelines and standards of per-formance. It differs from other iron andsteel industry subcategories with respectto raw materials used, products produced,waste water constituents, and waste con-trol and treatment technology. Most ofthe water serving the continuous castingoperations is mold and machine coolingwater, which are both noncontact sys-tems on closed recycle with no possibil-ity of contamination. Dirty process wa-ters originate from an open spray system.
(it) Pollutant parameters, wastesources, control and treatment tech-nology, treatment practices, best prac-ticable, best available, and new sourcetreatment technology, and costs. Thesetopics are discussed for each of the sub-categories established in the precedingsection.
(1) Subpart A-By-Product Coke Sub-category. The known significant pollut-ants or constituents of waste water re-sulting from by-product coking subcate-gory includes ammonia, biochemicaloxygen demand, cyanides, phenols, oilsand greases, pH, sulfides, and suspendedsolids.
Major sources of liquid wastes fromthe by-product coke subcategory are ex-cess ammonia liquor resulting from thecondensation of moisture originallypresent in the raw coal before coking,,wastes from the light oil recovery sys-tem, overflows from the final -coolerrecycle system, condensate from de-sulfurizers, effluents from barometriccondensers, and indirect cooling water.Minor additional sources may includecoke wharf drainage, quench water over-flow and coal pile run6ffs. The volumeof liquid wastes generated by the cokemaking process varies widely depend-ing upoxi the moisture and oxygen con-
tent of the coal used as raw material, thechemical recovery processes used, andthe extent of water recirculation andreuse practiced. Well maintained plantsoperating with a normal amount of re-circulation would be expected to havethe following liquid water volumes fromvarious steps in the process:
anl/ton LfkkgO coke of cok o
Ammontallqnor (treatedinfrco andfixed stills) ....................... 25 10l
Steam condensate .................. 18 75Benzol plant wastes ................ 30 125Blowdown from final cooler recycle.. 20 83Condensate from desulfurizers
(wheroused) ...................... 25 10tBarometric condenser offilnent:
(a) Once-tHrough (DPCTOA)... 82 31t(b) Recclo with blowdown
(BATEA) .................. 7 29
The control and treatment technolo-gies which are available Include in-plantcontrol measures and techniques andend-of-process treatment techniques. In-plant control measures include reuse ofcertain waste waters via recycling or ina subsequent process. Available treatmentmethods Include the former by-productrecovery systems-ammonia stripping,dephenolization, and desulfurization, inaddition to true waste treatment tech-niques such as chemical and biologicaloxidation, aeration, waste stabilization,neutralization, breakpoint chlorination,filtration, carbon adsorption and Incin-eration via controlled combustion.. Various degrees of waste treatment
are practiced throughout the by-productcoke subcategory. Steam stripping ofammonia liquor is done by most plants,although only free ammonia Is removedby the majority of operators. Phenol re-covery or removal Is accomplished byabout half of the plants, using a vaporrecirculation technique or a liquid sol-vent extraction technique for scrubbingphenols from water. One coke plantwhich practices no dephenolization inprocess treats Its final effluent In an ac-tivated sludge lagoon containing bac-terial cultures specifically acclimated toconvert phenolic material Into nontoxicproducts. Several coke plants located Inlarge cities have provided sufficient pro-treatment of by-product waste streams torender them acceptable for further treat-ment along with domestic wastes in mu-nicipally owned sewage treatment plants.A few plants recover no by-productsother than coke oven gas, Incineratingthe total plant waste load in a carefullycontrolled combustion system producingno liquid effluents for discharge. Mostoperating plants currently practice var-ious degrees of recycling. In particular,quench station wastes are necessarilyrecycled wherever contaminated watersare added to the system as make-up forwater lost to evaporation duringquenching. Additional effluent flow re-ductions are accomplished by closing upfinal cooler waste water systems, pass-ing these discharges over cooling towersor through a spray pond for recycle.Other water pollution control technolo-gies may be transferred from other in-dustry categories to treat by-product
FEDERAL REGISTER, VOL. 39, NO. 34-TUESDAY; FEBRUARY 19, 1974

PROPOSEb RULES
coke plant wastes. Oxidation usingchlorine and its compounds has been ap-plied to blast furnace waste waters, andin many chemical industry applications.Past attempts to utilize this techniqueon raw waste waters from coke makinghave been unsuccessful, but would bebetter applied as a polishing techniquefollowing removal of gross quantities ofpollutant by more conventional methods.Certain chemical and refinery wasteswhich are similar to by-product coke'plant wastes have proven amenable totreatment with activated carbon adsorp-tion. The technique has been successfullyapplied to large flow volumes, and is po-tentially applicable to coke plant prob-lems. Improved biological degradation-systems show promise for eventuallyproviding the largest reduction of pol-lutants for the least cost. Systems cur-rently in use preferentially eliminate oneor two of the significant pollutants whiletolerating fairly high concentrations ofother pollutants. Attempts are beingmade to develop biomasses which degradethese other parameters simultaneouslyn the same activated sludge unit, or al-
ternately, to arrang6 a series of biologi-cal culture- for sequentially eliminatingthe various"pollutants.
The best practicable control technol-ogy currently available for the coke mak-ing by-products operation subcategoryof the iron and steel industry would in-clude: ammonia removal via operationof a free and fixed leg ammonia still; de-phenolization using solvent extraction;recy&ling of final cooler and benezolwaste with blowdown dephenolization;neutralization; and sedimentation.
Use of this recommended technologyhereafter called alternate I, would pro-duce an effluent containing no more than0.0015 - kg/kkg (lb/1000 lb) phenols,0.0912 kg/kkg (lb/1000 lb) ammonia,0.0219 kg/kkg (lb/1000 lb) of total cya-nide. (cyanideT) 0.195 kg/kkg (lb/1000lb) BOD5, 0.0109 kg/kkg (lb/1000 lb) oils-and greases, and 0.0365 kg/kkg (lb/lOOOlb) suspended solids. The proposed ef-fluent limitations (BPCTCA) are basedon a total discharge flow equivalent to730 1/kkg (87.5 gal/1000b) -of coke pro-duced, with an additional allowance of104 I/kkg (12:5 gal/O00 lb) for plantsusing desulfurization units.
Anotherapproach (alternate IT) to theBPCTCA level would abandon the useof dephenolization and substitute singlestage biological treatment for phenol re-moval; sulfide oxidation via aeration;and clarification instead of sedimenta-tion, in addition to retaining the am-monia removal steps, the recycle systemand the neutralization step. This alter-nate technology would yield an effluentcomparable to the above in ammonia,BOD5 and flow rate and containingsomewhat lower concentrations ofphenol, cyanide, oil and grease, and sus-pended solids.
The best available technology economi-mally achievable can also pursue eitherof the two alternates. Continuing as aphysical/chemical treatment, alternateI would include all steps in alternate Iabove, plus recycle of all cryatalizer ef-
fluent, sulfide oxidation via aeration,alkaline chlorination, break point chlori-nation, clarification and carbon adsorp-tion. Alternate 11 would expand the sin-gle stage biological treatment systemused to achieve BPCTCA levels by addingmulti-stage blo-oxidation for cyanideand ammonia removal, denitrificaton,and filtration of the final effluent. Eitherof these two systems would produce aneffluent for discharge which would con-tain no more than 0.0002 kg/kkg (lb/1000 -b) phenol, 0.0042 kg/kkg (lb/1000lb) ammonia, 0.0001 kg/kkg (lb/1000 lb)of cyanides amenable to chlorination(cyanideA), 0.0083 kg/kkg (lb/1000 lb)of BOD5, 0.0001 kg/kkg (lb/1000 lb) ofsulfide, 0.0042 kg/kkg (Ib/lO00 lb) oilsand greases, and 0.0042 kg/kkg Ob/1000ib) suspended solids. The proposed ef-fluent limitations (BATEA) are based ona total discharge flow equivalent to 4171!kkg (50 gal/1000 lb) of coke producedwith an additional allowance of 104 l/kkg(12.5 gal/l1000 Ib) for plants producingeffluents from desulfurizatlon units.
The new source performance standardfor the by-product coke subcategory ofthe iron and steel industry cannot be de-fined as no discharge of process wastewater pollutants to navigable waters be-cause the pyrolytic decomposition ofcoals actually generates moisture in thefirst step of the decomposition process.Provision must be made for the removaland treatment of 80 to 165 liters (19 to42 gallons) of water (depending on themoisture and oxygen content of the coalused) produced per metric ton of coalcoked. It is recommended that newsource performance standards for thissubcategory be the same as the bestavailable technology economicallyachievable.
Since most existing plants currentlyoperate or have available for use theequipment to achieve base levels of treat-ment, the incremental cost to providethe best practicable control technologycurrently available and the best avail-able technology economically achievablefor the "typical" 2414 kkg/day (2660ton/day) plant would be $168,000 capitalcosts and $152,000 annual operating costand $935,000 capital and $357,000 annualoperating costs, respectively. An alter-nate technology leading to incinerationof the total plant raw waste load elimi-nates many of the treatment steps, butan operating plant's cost data proratedto be equivalent to the "typical" plantshown above indicated a capital cost of$1,738,000 and an annual operating costof $1,515,000. -
(2) Subpart B-Beehive Coke Sub-category. The known significant constit-uents of beehive operation waste watercontributing to pollution loads includeammonia, biochemical oxygen demand,cyanides, phenol, suspended solids andheat. While these parameters are similarto those for the by-products coke plants,quantities found in beehive waste watersare much lower, since the great bulk ofthe volatile components are allowed toescape to the atmosphere.
A properly regulated beehive operationwill have very low flows, due to the need
6487
to regulate water usage to a minimum toprevent excess water in the workingareas. Process water contacts the cokeonly during the quenching operation.carrying along fine particles of coke anddissolving certain residues from theproduct.
Control and treatment technologiesinclude only n-plant measures, and areaimed at the total recycle of all liquidwastes as make-up to the quenching sys-tem. Two of the three plants surveyedachieve no discharge of pollutants fromtheir operation. The remaining plant re-covers fine solids In settling ponds whiledischarging quench waste water afterone pass through the system.
The application of the best practicablecontrol technology currently availablefor the beehive coke subeategory isshown to be no discharge of pollutants tothe receiving streams. The waste watersgenerated are presently recycled by twoof the three plants surveyed, presentingno problems from this practice. Increasedcosts are minor, and no increased spaceor material handling requirements areencountered.
Best available technology economicallyachievable Is likewise shown to be no dis-charge of pollutants to the receivingstreams, for the reasons cited above.Also, the new source performance stand-ards applicable to beehive coke subcate-gory would logically be no discharge ofpollutants to the receiving streams. Thetechnology recommended is practiced bymost existing plants, and should be re-quired of any new plants.
Capital investments and annual wastewater treatment operating costs for thebeehive coke subeategory depend on thelevel of technology achieved. The plantpracticing once-through waste treatmentshows a capital investment of $4,000, andan average operating cost of $1.56 per907 kkg (1000 tons) of coke produced.The two plants practicing total recycleof waste water have an average capitalInvestment of $13,500 in waste treatmentequipment, and have annual operatingcosts ranging from $2.93 to $20.70 per907 kkg (1000 tons) of coke produced.
(3) Subpart C-Sintering Subcate-gory. The known significant pollutantproperties or constituents of wastewaters from sintering operations includesuspended solids, oil and grease, sulfides,and fluorides.
Plants built In the 1950's are morelikely to contain wet scrubbers thanthose sintering operations built morerecently. The chief sources of pollutantsin a wet system are suspended solidswashed out of the process gases; oils andgreases from mill scale which are vapor-ized during sintering, then scrubbed outof the gas; sulfides from coke fines; andfluorides from fluorspar and limestonefound in flue7 dusts from steelmakingoperations. All of these pollutants mayvary In quantity, depending on the vari-ous blends of iron bearing dust and millscale, coke fines and limestone whichconstitute a typical sinter burden.
Control and treatment technologiescurrently practiced in sintering opera-tions using wet qystems for dedusting
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974

are of two basic types. About one-fifth ofthese sinter plants utilize once-throughsystems consisting of a clarifier-thickener (with or without -polymeraddition) and vacuum filtration. Themajority of those plants using wet sys-tems recycle their thickener overflows,either to the sintering operation alone,or as part of a larger blast furnace re-cycle system. All such plants blowdowna portion of the recycled waters to thereceiving stream, usually without fur-ther treatment.
The anticipated removal of pollutantparameters for each successive level oftreatment technology would be asfollows:
Percent reduction fromTreatment level raw waste load
TSB O&G S F
Once through thckener- 99.5 92.5 67.5 ....----teeycle-no treatment of blow-down-----.- __- 99.8 99.7 98.0 6.7
ltecyclowltktreatedblowdown. 99.9 99.7 99.9 8(.7
Noto.-TSS, total suspended nonfilterable solids;O&G, oil and grease; B, sullldes; F, fluoride.
The best practicable control tech-nology currently available for the sinter-Ing subcategory consists of a clarifier-thickener with polymer addition to thefeed and vacuum filtration of thethickener underflow. Eighty-five percentof the thickener overflow would recycle,while the remaining fifteen percentwould be treated to skim off oily matter.Expected effluents from this systemwould contain less than 0.0104 kg/kkg(Ib/1000 lb) suspended solids, and 0.0021kg/kkg (lb/1000 lb) oils and greases. Thelimitations for BPCTCA are also basedon an effluent flow of 209 1/kkg (25gal/1000 lb) of sinter.
The effluent reduction attainablethrough application of the best avail-able technology economically achievablewould subject the blowdown to limetreatment and sedimentation for fluoridereduction, aeration for sulfide removal,,and neutralization with acid prior todischarge. A final effluent from this sys-tem would contain no more than 0.0052kg/kkg (lb/1000 lb) suspended solids,0.0021 kg/kkg (lb/1000 lb) oil and grease,0.0042 kg/kkg (lb/1000 Ib) F, and 0.00006kg/kkg (lb/1000 lb) S. The limitationsfor BATEA are also based on an effluentflow of 209 I/kkg (25 gal/1000 lb) 6fsinter.
New source performance standards forthe sintering operation subcategory ofthe iron and steel industry category arethe same as those described as best avail-able technology economically achiev-able. No further reduction in pollutantlevels is proposed, and to reduce flowsto less than 209 I/kkg (25 gal/1000 Ib)of sinter in a wet dedusting operation isimpractical at this time. Continued re-search in the technology of fabric typedust filters and baghouses has improvedthe dry dust-catching operation to thepoint where new point sources are notlikely to require wet scrubbing of gasstreams.
7PROP05WL rULES
Typical cost of constructing and oper--ating a base level of treatment for a sin--tering operation producing 2703 kkg-(2,980 tons) of sinter prQduct per day,and using a once-through system with athickener and vacuum filtration is ap-proximately $548,000 initial investment,plus $110,000 per year operating ex-penses. Upgrading this basic system toprovide recycling with 15 percent blow-down and with blowdown treatment toBPCTCA limitations increases capitalcost by $255,000 and operating expensesby $55,800 per year. Treatment of theblowdown flow to BATEA limitationsleads to an increased capital cost of$294,000 over and above the BPCTCAlevel, and an annual operating expense of$69,000 more than the BPCTCA leveloperating costs.
Cost figures given above are derivedfrom cost data, for existing plants andother cost estimates for equiiment, pip-ing, instrumentation, foundations, struc-tures, and electrical items related to pol-lution control measures. Land acquisitioncosts are not included, nor are site clear-ance, taxes, freight charges, or expan-sion of existing supporting utilities, allof which could add significantly to totalcosts.
(4) Subpart D-Blast Furnace (Iron)Subcategory. The known significant con-stituents of waste water generated by theblast furnace (iron) subcategory con-tributing to pollution loads includes sus-pended solids, cyanides, phenols, am-monia, sulfides, pH and fluoride.
Major sources of liquid wastes fromthe blast furnace (iron) subcategory arewaters used for contact cooling of blastfurnace gases, and the scrubbing watersused to wash blast furnace gas free of finesolid particles to allow its use as a fuel.Suspended solids in the waste watersoriginate with these fines from the gas,and quantities vary- with furnace opera-tion and the nature of the burden. Cya-nides, phenols and ammonia originate inthe coke charged to the furnace, espe-cially If the coke was quenched with con-
taminated coke plant waste waters. Sul-fides are produced as hydrogen sulfide gasdue to the reducing atmosphere requiredby the process. Fluorides occur in the gasstream from the decomposition of theraw materials charged to the furnace,and are easily transferred to the gaswasher waters. Blast furnace operationsch6racteristically have high flow ratesfor plant process water. The plants visitedduring the survey ranged from 8,070 to22,500 1/kkg (968 to 2,698 gal/1O00 lb) ofiron. Even larger volumes of indirectcooling water are used, but these do notcontact the dirty process gas or liquidstreams, and are discharged withouttreatment.
Control and treatment technologieswhich are available include in-plant con-trol measures and end-of-process treat-ment techniques. In-plant control meas-ures include reuse of waste waters viarecycling or reuse in a subsequent gascleaning step. Available treatment meth-ods include thickening (with or withoutpolymer addition) of gas washer waterswith vacuum filtration of thickener un-derflows and recycle of thickener over-flows; pH control; alkaline chlorinationfollowing lime addition, filtration; andcarbon adsorption.
The range of treatment technology ac-tually practiced by most of the existingpoint sources in the blast furnace (iron)subcategory begins with solids sedimen-tation in a, thickener, and vacuum filtra-tion of the dense slurry underfilow. Apolymer Is usually added to enhancesettling and dewatering characteristics.The thickener eflluent is then recycled tothe gas cleaning system in about 35 per-cent of the operating plants. BloWdownfrom the system is discharged untreated,except in a few installations, where treat-ment consists of alkaline chlorination,pH adjustment, mixed media filtrationand cooling.
The degree of effluent reduction attain-able by the application of the various'levels of control and treatment technol-ogy are as follows:
Percent toduction of pollutant loadTreatment levelTSS CNT Phenol NH3 S F
Once through : .----------- 97 ------------------------- 80. .......Recycle--no treatment otblowdown ................ 99.9 76 87 GO Q9 74Reoycle--with treatment otblowdown .. ......... 99.9 99.6 9.3.4 97 99 9 87
Note.--CNT, cyanide, total; NILS, ammonia as nitrogex
The best practicable control technol-ogy currently available for the blast fur-nace (iron) subcategory consists of athickener with polymer addition and/ormagnetic flocculation. Vacuum filtrationis used to treat the thickener underflowsand the thickener overflows may be re-cycled over a cooling tower with minimalblowdown. Neutralization of the recycledwaste streams is normally required. Ex-pected effluents from this system wouldcontain less than 0.0260 kg/kkg (lb/1000Ib) suspended solids, 0.0078 kg/kkg (lb/1000 lb) cyanideT, 0.0021 kg/kkg (lb/1000 lb) phenol, and 0.0651 kg/kkg (lb/100a lb) ammonia at a pH value of 6.0 to9.0. The above loads are based on an
effluent flow of 521 l/kkg (62.5,gal/1000lb) of iron produced.
The best available control technologyeconomically achievable for the blastfurnace (iron) subcategory consists of allsystems required to attain the BPCTCAlimitations presented above, plus addi-tional treatment of blowdown, includingalkaline chlorination, neutralization,breakpoint chlorination, pressure filtra-tion, and carbon adsorption. Expectedeffluents from this system would containless than 0.0052 kg/kkg (Ib/1000 lb)suspended solids, 0.00013 kg/kkg (lb/1000 lb) cyanideA, 0.00026 kg/kkg (lb/1000 lb) phenol. 0.0052 kg/kkg (lb/1000Ib) ammonia, 0.00016 kg/kkg (lb/1000
FEDERAL REGISTER, VOL 39, NO., 34-TUESDAY, FEBRUARY 19, 1974
PROPOSED RULES
lb) sulfide and 0.0104 kg/kkg (lb/1000-b)- fluoride based on an effluent flow of521 1/kkg (62.5 gal/1000 lb) of ironproduced. -
New source performance standards forthe blast furnace (iron) subcategory arethe same as the effluent limitations basedon BATEA, as described above,
Capital -investments for operatingplants suveyed ranged from $250,000 to$3,650,000, depending on the number and-capacity of the furnaces. A base level ofwater pollution control for a typical 2995kkg/day (3300 ton/day) plant would re-quire an initial investment of $2,030,000,plus an annual operating cost of $561,000.Addition of a recycle system and cool-ing equipment adds $1,477,000 to thecapital cost and $297,000 per year to theoperating expense. Treatment of theblowdown from this recycle system in--creases -capital costs by another $413,000
- and annual operating costs by $292,000.(5) Subpart -- Blast Furnace (Ferro-
manganese) Subcategory. The knownsignificant waste water constituents gen--erated by the blast furnace (ferroman-ganese) subcategory include suspendedsolids, cyanides, phenols, ammonia, sul-fides, pH and manganese.
The two m-ain sources of liquid wastesare waters used for cooling of blast fur-nace gases, and waters used to scrub thegases free of fine solid particles to allowits use as fuel. Suspended solids in the.waste waters originate with these fines,which are quite rich in manganese due tothe specialized product produced in theferromanganese operation. Cyanides,phenols and ammonia originate from the.coke charged to the furnace. Higher fur-.ace operating temperatures generateincreased amounts of these volatile pa-yameters relative to the blast furnace(iron) subcategory. Sulfides are pro-duced as hydrogen sulfide gas due to thereducing atmosphere required by theprocess..
Control and treatment technologieswhich are available include in-plant con-trol mdssures and end-of-process treat-ment techniques. Methods used mustaim at reducing effluent flows to a mini-mum via tight recycling of processwaters. A base level of treatment con-sists of a classifier/thickener with poly-mer addition and vacuum filtration ofthe underflows and recycle of the thick-ener overflows. Cooling towers are usedto enable the recycle of cooling waters.Advanced levels of treatment could beattained using alkaline chlorination fol-lowing lime adjustment; pH control;filtration; carbon adsorption; lime-sodasoftening and total recycling with no dis-charge of process waste water pollutantsto navigable waters.
The range of treatment technologycurrently practiced by most of the exist-ing blast furnace (ferromanganese)plants begins with solids sedimentation ina thickener, usually with polymer addi-tion to enhance solids settling character-istics. Sludges from this system are notusually used In sintering plants and dopresent a solids disposal problem because
they are fairly hi-h in leachable toxic-materials. Thickener overflows are re-cycled to the gas scrubbers by all operat-ing plants. In some cases, cooling wateris also recycled over cooling towers, withminor amounts blown down to the gasscrubber system. Additional treatmentpractices available include advancedtreatment of blowdown flows using alka-
line chlorination orbioxidation; neutral-ization; breakpoint chlorination; filtra-tion; treatment of the blowdown vialime-soda softening techniques with thesoftened water then returned to therecycle system.
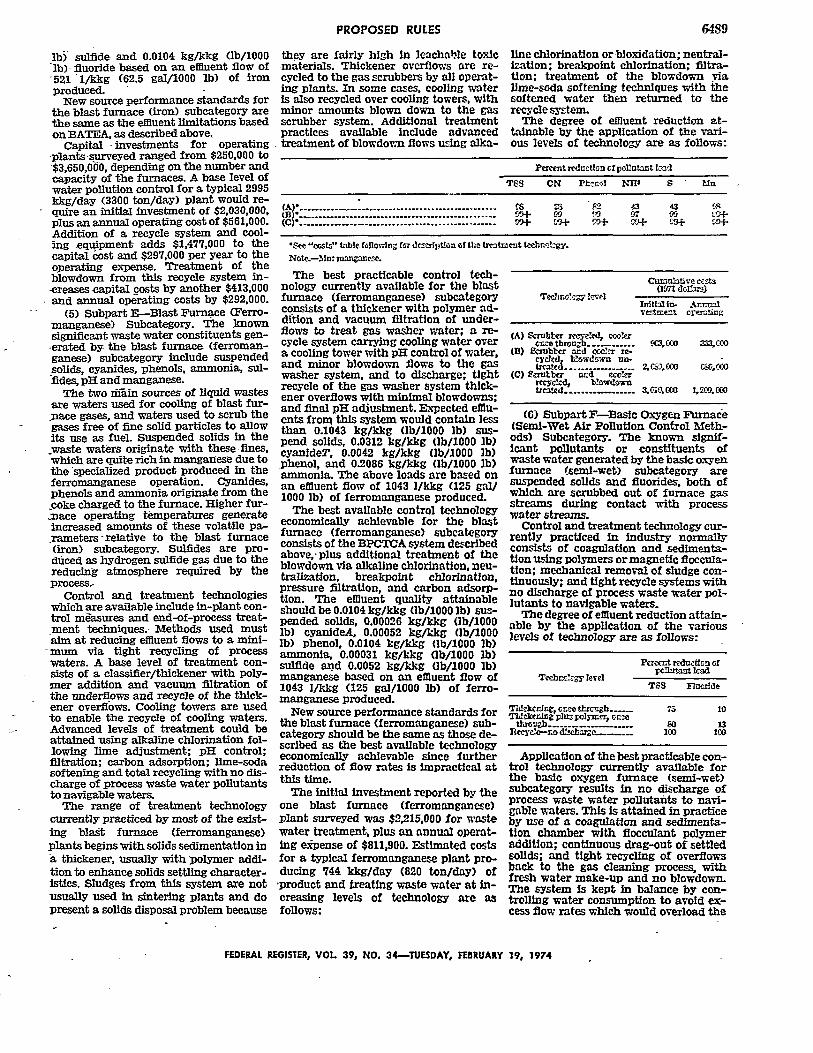
The degree of effluent reduction at-tainable by the application of the vari-ous levels of technology are as follows:
Percent reduction oirpolutant L-'a
T83 CN Ph=;l Nar S Sin
rs 2 2 43 43 fci{170* co 10 97 9 toB ............................................... 991 - V9+ CO 0+ M+ M
'See "costs" table follaownz fcr dc crlptlen at the treatment techMi! -.
Note- Mn: manane.
The best practicable control tech-nology currently available for the blastfurnace (ferromanganese) subcategoryconsists of a thickener with polymer ad-dition and vacuum filtration of under-flows to treat gas washer water; a re-cycle system carrying cooling water overa cooling tower with pH control of water,and minor blowdown flows to the gaswasher system, and to discharge; tightrecycle of the gas washer system thick-ener overflows with minimal blowdowns;and final pH adjustment. Expected eflu-ents from this system would contain lessthan 0.1043 kg/kkg (lb/l000 lb) sus-pend solids, 0.0312 kg/kkg (lb/l000 lb)cyanideT, 0.0042 kg/kkg (lb/l1000 b)phenol, and 0.2086 kg/kkg (lb/1000 lb)ammonia. The above loads are based onan effluent flow of 1043 1/kkg (125 gall1000 Ib) of ferromanganese produced.
The best available control technologyeconomically achievable for the blastfurnace (ferromanganese) subcategoryconsists of the BPCTCA system describedabove,-plus additional treatment of theblowdown via alkaline chlorination, neu-tralization, breakpoint chlorination,pressure filtration, and carbon adsorp-tion. The effluent quality attainableshould be 0.0104 kg/kkg (lb/1000 lb) sus-pended solids, 0.00026 kg/kkg lb/l000lb) cyanideA, 0.00052 kg/1kg (b/1000lb) phenol, 0.0104 kg/kkg (lb/1000 lb)ammonia, 0.00031 kg/kkg Ob/1000 Ib)sulfide aa.d 0.0052 kg/kkg Gb/l000 Ib)manganese based on an effluent flow of1043 l/kkg (125 gal/1000 Ib) of ferro-manganese produced.
New source performance standards forthe blast furnace (ferromanganese) sub-category should be the same as those de-scribed as the best available technologyeconomically achievable since furtherreduction of flow rates is impractical atthis time.
The initial investment reported by theone blast furnace (ferromanganese)plant surveyed was $2,215,000 for wastewater treatment, plus an annual operat-ing e".pense of $811,900. Estimated costsfor a typical ferromanganese plant pro-ducing 744 kkg/day (820 ton/day) of
,product and treating waste water at in-creasing levels of technology are asfollows:
Cumultive crsts(amI71 dcnsrs)
Irtitlal in- Annualvestment orerating
(A) SEnbber recydced, coWeMne thrcub ... ic3, cc0 233, 0!)
(13) 8crubter and cCr re-cy-d" bowdawn Un-
(C) Serubber and cc!rrecycled, b!Owfowfl
(6) Subpart F-Basic Oxygen Furnace(Semi-Wet Air Pollution Control Meth-ods) Subcategory. The known signif-icant pollutants or constituents ofwaste water generated by the basic oxyenfurnace (semi-wet) subcategory aresuspended solids and fluorides, both ofwhich are scrubbed out of furnace gasstreams during contact with processwater streams.
Control and treatment technology cur-rently practiced in industry normallyconsists of coagulation and sedimenta-tion using polymers or magnetic floccula-tion; mechanical removal of sludge con-tinuously; and tight recycle systems withno discharge of process waste water pol-lutants to navigable waters.
The degree of effluent reduction attain-able by the application of the variouslevels of technology are as follows:
PenxR rducton of
'ecbrc! lvelutant TSS Fiuclde
'TckcrJrti, cce thrugb.._ 73 10Th~ckenint V=u pclymor, orce
so 13Recycle-o dihrxgo .... 1C0 1CO
Application of the best practicable con-trol technology currently available forthe basic oxygen furnace (semi-wet)subcategory results in no discharge ofprocess waste water pollutants to navi-gable waters. This is attained in practiceby use of a coagulation and sedimenta-tion chamber with flocculant polymeraddition; continuous drag-out of settledsolids; and tight recycling of overflowsback to the gas cleaning process, withfresh water make-up and no blowdown.The system is kept n balance by con-trolling water consumption to avoid ex-cess flow rates which would overload the
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
6489
6490
treatment system, yet always insuringenough water to provide proper gas con-ditioning.
The attainable effluent reduction basedon the application of the best availabletechnology economically achievable isshown to be no discharge of processwaste water pollutants to navigablewaters, for the reasons cited above. Also,new source performance standards ap-plicable to basic oxygen furnace (semi-wet) subcategory would logically be nodischarge of process waste water pollut-ants to navigable waters. -The technologyrecommended is currently practiced at anumber of existing plants, and should berequired of any new plants.
The initial investment for treatmentfacilities reported by the two semi-wetbasic oxygen furnace plants surveyedwere $400,000 and $1,108,000 with annualoperating costs of $451,900 and $157,700respectively. Estimated treatment costsfor a typical plant in the basic oxygenfurnace (semi-wet) subcategory produc-ing 4426 kkg/day (4880 ton/day) of steelare:
Cumulative costs(1971 dollars)
Technology levelInitial in- Annualvestment operating
Thickening, once through - 6--- 507,000 107,000Thickening + polymer, once
through --------------.. . ----- &14,oo 0 I,o0Recycle-no discharge ---------- 722,000 203, 000
(7) Subpart G-Bastc Oxygen Furnace(Wet Air Pollution Control Methods)Subcategory. The known significant pol-lutants or constituents of waste watergenerated by the basic oxygen furnace(wet) subcategory are suspended solidsand fluorides, both of which are scrubbed,out of furnace gas streams'during con-tact with process water streams.
Current control and treatment tech-nology practiced in industry includes co-agulation and sedimentation, normallywith flocculant polymer addition. Over-flows from the thickeners are dischargedonce-through by some of the operatingplants. Many of the basic oxygen furnace(wet) plahts recycle their treatedwaters back to the process, allowing 5to 25 percent of the recycled flows asblowdown to be discharged untreated.A few existing plants provide pH neutral-Ization and filtration as treatments fortheir blowdown. Additional blowdowntreatment for elimination of fluoridescould be accomplished by the use of limeaddition and/or activated alumina ad-sorption columns.
The effluent reduction attainable bythe application of the various levels oftechnology are *as follows:
Percent reduction of
Technology level pollutant load
TSS Fluoride
ThIckener, once through. 98 ------------Thickener +{ polymer, oncethrough -.-. --............... 98 ------------
Recycle with untreated blow-down ...........-......... 99.8 S8ecycle with treatedblowdown. 99.9 94
PROPOSED RULES
The best practicable control technol-oky currently available for the basic oxy-gen furnace (wet) subcategory consistsof a thickener with polymer addition tothe feed and vacuum filtration of thethickener underflow. The bulk of thethickener overflow is recycled, while lessthan ten percent of this recycle flow isblown down without further treatment.Expected loads of guspended solids inthe discharged effluent would be 0.0104kg/kkg (Ib/1000 lb), based on a blow-down rate of 209 l/kkg (25 gal/1000 lb)of steel.
The best available technology econom-ically achievable includes all componentsof the treatment system described asbest practicable control technologycurrently achievable, plus further treat-ment of the blowdown by lime precipi-tation of fluorides, followed by sedimen-tation and neutralization. Expected loadsof suspended solids and fluorides in thedischarged effluent would be 0.0052 and0.0042 kg/kkg (lb/1000 lb) respectively,based on a blowdown rate of 209 1/kkg(25 gal/1000 lb) of steel produced.
New source performance standards ap-plicable to the basic oxygen furnace(wet) subcategory of the iron and steelindustry point source category are thesame as the limitations based on bestavailable technology economicallyachievable. Further reduction of flows ina wet dedusting system is not practicalat this time.
The initial investment for treatmentfacilities reported by the three basic ox-,ygen furnace operations surveyed rangedfrom $297,000 to $1,730,000 with annualoperating expenses ranging from $42,300to $371,300 respectively. Estimated costsfor a typical plant in the basic oxygenfurnace (wet) -subcategory producing6884 kkg/day (7590 ton/day) of steelare:
Cumulative costs(1971 dollars)Technology level
Initial In- Annualvestment operating
Thickener, once through-...... 1,389,000 402,000Thickener + polymer, once
through --------------------- 1,336,000- 539,000Recycle with untreated blow-
down ------------------------ 1,773,000 630,000Itecycle with treated blowdown. 2136,000 713,000
(8) Subpart H-Open Hearth FurnaceSubcategory. The known significantpollutants or characteristics of processwaste water generated by the openhearth furnace subcategory are sus-pended- solids, fluorides, zinc, pH andnltrates. All of these contaminants arescrubbed out of furnace gas streams dur-ing contact with process water streams.
Base level control and treatment tech-nology currently practiced by industry.on the comparatively few (most openhearth dust collection systems aretotallydry) open hearth furnace wet dedustingsystems includes thickening of process.waters and vacuum filtration of thick-ener undeiflows. Improvements to thisonce-through- system consist of polymeraddition and/or magnetic flocculation to
Several open hearth plants have installedrecycle systems to recirculate thickeneroverflows back to the gas cleaning sys-tem, blowing down a minor fraction ofthe total flow without treatment. Othertechnologies to further reduce Pollutantloads, not currently practiced by openhearth operators, include lime treatmentfor zinc and fluorides reduction withsedimenitation and neutralization oftreated blowdowns. An advanced blow-down treatment could include activatedalumina adsorption of fluorides andbiological denitriflcatlon of nitrates.
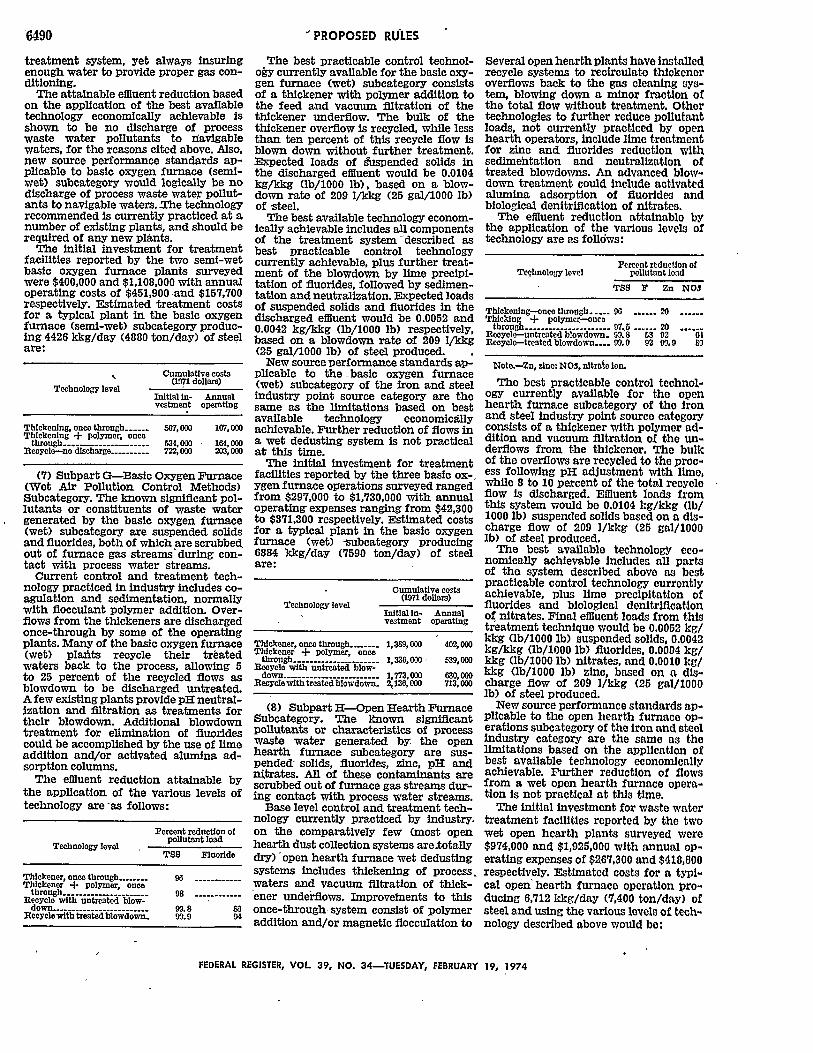
The effluent reduction attainable bythe application of the various levels oftechnology are as folldws:
Percent rtduetion ofTehnology level pollutant load
TS9 F Zn N03
Thickening-once through. 90 ...... 20 ......Thicking + polymer-onea
through ...................... ,7, ...... 20 ....Recycle-untreated blowdown. 99. 8 53 92 01Recycl-treated blowdown.... 99.9 92 99.9 89
Noto.-Zn, ?inc: NOS, nitrote ion.
The best practicable control technol-ogy currently available for the openhearth furnace subcategory of the Ironand steel industry point source categoryconsists of a thickener with polymer ad-dition and vacuum filtration of the un-derflows from the thickener. The bulkof the overflows are recycled to the proc-ess following pH adjustment with lime,while 8 to 10 percent of the total recycleflow Is discharged. Effluent loads fromthis system would be 0.0104 kg/kkg (lb/1000 lb) suspended solids based on a dis-charge flow of 209 l/kkg (25 gal/1000lb) of steel produced.
The best available technology eco-nomically achievable includes all partsof the system described above as bestpracticable control technology currentlyachievable, plus lime precipitation offluorides and biological denitrifleatonof nitrates. Final effluent loads from thistreatment technique would be 0.0052 kg/kkg (lb/1000 lb) suspended solids, 0.0042kg/kkg (lb/1000 lb) fluorides, 0.0094 kg/kkg (lb/1000 lb) nitrates, and 0.0010 kg/kkg (lb/O000 lb) zinc, based on a dis-charge flow of 209 1/kkg (25 gal/1000lb) of steel produced.
New source performance standards ap-plicable to the open hearth furnace op-erations subcategory of the iron and steelindustry category are the same as thelimitations based on the application ofbest available technology economicallyachievable. Futher reduction of flowsfrom a wet open hearth furnace opera-tion is not practical at this time.
The initial investment for waste watertreatment facilities reported by the twowet open hearth plants surveyed were$974,000 and $1,925,000 with annual op-erating expenses of $267,300 and $418,800respectively. Estimated costs for a typi-cal open' hearth furnace operation pro-ducing 6,712 kkg/day (1,400 ton/day) ofsteel and using the various levels of tech-nology described above would be:
FEDERAL REGISTER, VOL 39, NO. 34-UESDAY, FEBRUARY 19, 1974

PROPOSED RULES
Cumulative costs(1971 dollars)
Technology level Initialln- Annualvestment operating
Thickening, once through 892, 00 21% W3Thickening + polymer, oncethrough_ - --- 919,000 2Z% 0DA
Recycle, untreated blowdown_ 1,425,000 ")1,000Recycle, treated blowdown--_. 2,99,00 670, 0-3
(9) Subpart I-Electric Arc Furnace(Semi-Wet Air Pollution Control Meth-ods) Subcategory. The known significantpollutants or constituents of waste watersgenerated by the electric arc furnace(semi-wet) subcategory are suspendedsolids, zinc and fluorides, all of whichare scrubbed out of furnace gas streamsduring contact with process waterstreams.
Current control and treatment tech-nology practiced in semi-wet electric arcfurnace operations consists of coagula-tion and sedimentation using polymersand/or magnetic flocculation, mechan-ical removal of sludges, and tight re-cycle systems with no discharge of p01-lutants to receiving streams. Bothsemi-wet plants surveyed were attainingno discharge of process waste water pol-lutants. The first recycles all processwaters back to the spark box spray sys-tem and the second utilizes close controlover the moisture addition system to pro-duce ifo excess waste water from thespray system. Instead, a sludge of suffi-cient density to allow direct solids dis-posal is generated.
The best practicable control technol-ogy currentiy available and widely prac-ticed in this industry consists of a tightrecycle system with no blowdowns, uti-lizing a settling chamber with mechanl-cal removal of solids, and polymer addi-tion and/or magnetic flocculation to en-hance settling of solids. An alternatetechnique would use a thickener, withvacuum filtration of thickener under-flows. In either case, no discharge of pol-lutants to the stream would result.
The effluent reduction attainable bythe application of the best availabletechnology economically achievable Is nodischarge of process waste water pol-lutants to navigable waters, for the rea-sons cited above. Also, new source per-formance standards applicable to electricarc furnace (semi-wet) subcategory areno discharge of process waste water pol-lutants to navigable waters. The tech-nology recommended is currently prac-ticed at existing plants, and should berequired of any new plants.
Initial investments and operating costsfor the recycled spray water system were$341,000 and $70,000 respectively, whilethe costs for the controlled moisture ad-dition systems were $133,000 and $22;700respectively. Estimated costs for a typicaloperation in the electric arc furnace(semi-wet) subcategory producing 1487kkg/day (1640 tbn/day) of steel, andtreating waste waters by a total recycletechnique with no discharge would be aninitial investment (1971 dollars) of$616,000 and an annual operating cost of$136,000. One hundred percent reduc-tion of water pollution loads is achieved
by the typical plant, and Is achieved byknown operating plants.
(10) Subpart J-Electrlc Arc Furnace(Wet Air Pollution Control Methods)Subcategory. The known significant pol-lutants or constituents of waste watergenerated by the electric arc furnace(wet) subcategory are suspended solids,
-zinc and fluorides, all of which arescrubbed out of furnace gas streams oncontact with process water streams.
Typical control and treatment tech-nology practiced In industry includesclassification and sedimentation-usingflocculant polymers. Overflows from thethickener are discharged once-throughby a few plants. Most of the plants inthe electric arc furnace (wet) subcate-gory recycle the bulk of their processwaste waters, allowing a continuousblowdown of 10-25 percent to pass out ofthe system untreated. A few operatingplants (10 percent of total production)do provide filtration and pH adjustmentof blowdowns prior to discharge.
The effluent reductions attainable bythe application of the above levels oftechnology are:
Pcrccnt redostlen cirFlntant 1=1
TES Film- Zln3129n
Thickener-onno through . ..... 97 ..Thickencr + polymcr-onca
through .................... C ........ 20Recycle with untratcd blow-
Reyclo with treated. blor.down.................... Q9.8 73 V9. 0
The best practicable control tech-nology currently available consists of athickener with polymer addition to thefeed and vacuum filtration of the thick-ener underflow. The bulk of the thick-ener overflow is recycled to the process.while 8 to'10 percent is discharged with-out further treatment. Expected concen-trations of suspended olids in the dis-charged effluent are 0.0104 kg/kkg (ib!1000 lb) based on a blowdown rate of 2091/kkg (25 gal/1000 lb) of steel.
The best available technology econom-ically achievable includes all componentsof the treatment system described asbest practicable control technology cur-rently achievable, plus treatment ofblowdown by lime precipitation of fluo-rides and zinc, clarification, and neutral-ization. Expected loads of suspendedsolids, zinc and fluorides in the dis-charged effluent are 0.0052, 0.0010, and0.0042kg/kkg (lb/1000 lb) respectively.based on a blowdown rate of 209 l/kkg(25 gal/100O lb) of steel produced.
New source performance standardsapplicable to the electric arc furnace(wet) subcategory of the iron and steelindustry category are the same as thelimitations based on the application ofthe best available technology econcml-cally achievable. Further reduction offlows in a wet dedusting system is notpractical at this time.
The two electric arc furnace (wet)plants visited during the survey reportedinitial waste water treatment invest-ments of $3,275,000 and $1=50,000 with
annual operating costs of $555,500 and$421,900. Estimated co6ts for a typicalplant in the electric arc furnace (wet)subcategory producing 1650 kkg/day(1820 ton/day) of steel are as follows:
Cunril3ve cest(fl71 dcflra
IniLtilln- Annua
Tce zra i-g
1r.c-yec VItM unicented biaw-
]Lccclw19htmetcl b!,wd~wn_ 1,00t2,00 222, CW
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
6491
(11) Subpart K-Vacuum DegassingSubcategory. The known significant pol-lutants or constituents of the wastewater generated in the vacuum degassingoperation are suspended solids , lead.nitrate, manganese and zinc, all of whichare scrubbed out of the gases undervacuum by direct contact with processwaters. Current control and treatmenttechnology practiced in industry includesonce-through sedimentation -practicedby less than ten percint of the opera-tions; recycle, usually over a coolingtower, with minimal blowdown practicedby approximately eighty percent of theindustry; treatment of blowdown flowsby filtration practiced by five to ten per-cent of the industry; and advancedtreatment of blowdown, including bio-logical denitriflcation where nitrogenblankets are used to prevent oxidationof degassed steel.
Effluent reductions attainable throughthe application of the various levels oftechnology are:
Percent reducion of poif ntan&Tc- hr s7-jyIvel 1=1:
TS3 Pb NOS 31n Za
t r h -- 3-- _ _ .C'] 17 25 23te yc es, cc c or-towa untreatioc a _n..ecyl 91 5 Ca t2 i
ecycu=eoanto treatl emw-
dow.......,....--. 0a .0+ 80 GO9.5 9_7
The best practicable control technol-ogy currently available for vacuum de-gassing operations consists of sedimen-tatlon with recycle of solids to sinter;recycle and cooling of process waterover cooling towers; lime treatment tprecipitate metals; and filtration oftreated blowdown prior to disharge-Eouents from such a system would con-tain less than 0.0052 kgfkkg (Ib/l000 Ib)suspended solids based on a dischargeflow rate of 104 lkg (12.5 gal/l000 lb)of steel degassed.
The best available technology eco-nomically achievable Includes all com-ponents of the treatment system de-scribed above, plus additional limetreatment, clarification and filtration,along with denitrification by biologicalmeans if nitrate concentrations exceed4 mg/I. Effluents from this system would.contain less thani 0.0026 kglkkg: (Th1000 Ib) suspended solids, 0.00005 kg/kkg_(Ib/100O Th) lead, 0.0005 'kg/kkg (To!
No. 34 --Pt, I331-2
PROPFO ED RtLES
1000 lb) manganese, 0.0005 kg/kkg (ib/1000 lb) zinc and 0.0047 kg/kkg (]b/lO00lb) nitrates, based on A discharge flowrate of 104 1/kkg (12.5 gal/10O6 lb) ofsteel degassed.
New source performance standardsapplicable to the vacuum degassing op-eration subcategory of the iron and steelindustry category are the same as thelimitations based on the application ofthe best available technology econom-Ically achievable. Further reduction offlows is not practical at this time.
Actual costs of two vacuum degassingoperation waste treatment systems sur-veyed were reported as $626,000 and$187,000 initial investment, with annualoperating expenses of $136,900 and$78,200. Estimated costs for a typicalvacuum degassing operation waste watertreatment system at various levels oftechnology are listed below. The degas-sing operation' processes 472 kkg/day(520 ton/day) of steel.
Cumulative costs(1971 dollars)
Initial in- Annualvestment operating
Sedimentation-once through.. 280, 000 46,000Recycle, cooling tower, blow- . -
down, no treatment --------- 684,000 144, 000Recycle, cooling tower, blow-
down treatment ------------- 991,000 229,000
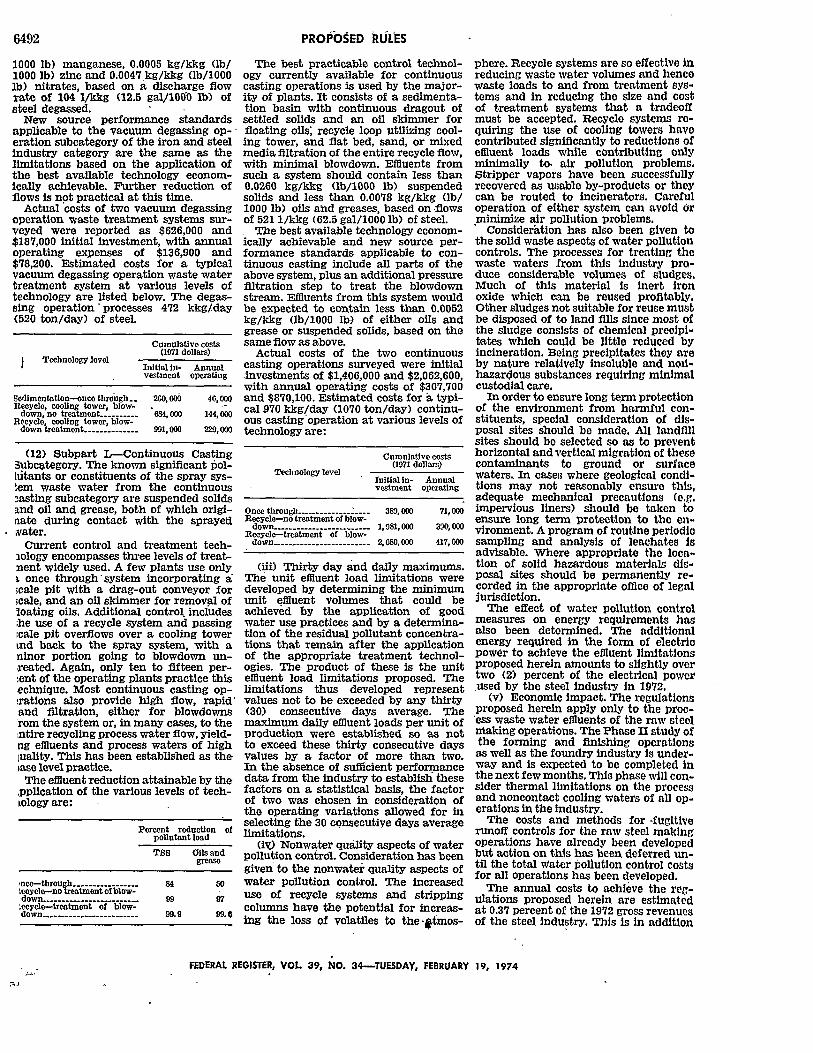
(12) Subpart L-Continuous CastingSubcotegory. The known significant pOl-Litants or constituents of the spray sys-em waste water from the continuouslasting subcategory are suspended solidsind oil and grease, both of which origi-nate during contact with the sprayedwvater.
Current control and treatment tech-nology encompasses three levels of treat-nent widely used. A few plants use onlyt once through system incorporating a;cale pit with a drag-out conveyor for;cale, and an oil skimmer for removal ofleating oils. Additional control includes;he use of a recycle system and passing;cale pit overflows over a cooling towermd back to the spray system, with aninor portion going to blowdown un-,reated. Again, only ten to fifteen per-ent of the operating plants practice thisechnique. Most continuous casting op-,rations also provide high flow, rapid'and filtration, either for blowdownsrom the system or, in many cases, to the!ntire recycling process water flow, yield-ng effluents and process waters of highjuality. This has been established as theiase level practice.
The effluent reduction attainable by the,pplication of the various levels of tech-tology are:
Percent reduction ofpollutant load
TSS Oils andgrease
nco-through ---------------- 84 50cy cl -tno treatment of blow-
down ------------------------ 99 97,ecyclo-treatment of blow-down -- _-------------------- 9K9 99.6
The best practicable control technol-ogy currently available for continuouscasting operations is used by the major-ity of plants. It consists of a sedimenta-tion basin with continuous dragout ofsettled solids and an oil skimmer forfloating oils; recycle loop utilizing cool-ing tower, and flat bed, sand, or mixedmedia filtration of the entire recycle flow,with minimal blowdown. Effluents fromsuch a system should contain less than0.0260 kg/kkg (Ib/1000 Ib) suspendedsolids and less than 0.0078 kg/lkkg (lb/1000 Ib) oils and greases, based on ,flowsof 521 1/kkg (62.5 gal/1000 Ib) of steel.
The best available technology econom-ically achievable and new source per-formance standards applicable to con-tinuous casting include all parts of theabove system, plus an additional pressurefiltration step to treat the blowdownstream. Effluents from this system wouldbe expected to contain less than 0.0052kg/kkg (lb/1000 lb) of either oils andgrease or suspended solids, based on thesame flow as above.
Actual costs of the two continuouscasting operations surveyed were initialinvestments of $1,406,000 and $2,062,600,with annual operating costs of $307,700and $870,100. Estimated costs for a typi-cal 970 kkg/day (1070 ton/day) continu-ous casting'operation at various levels oftechnology are:
Cumulative costs(1971 dollars)Technology level Initial In- Annual
vestment operating
Once through ----- 3-8, 000 71,000Recycle-no treatment of blow-
down ------------------ ----- 1,981,000 390,000Recycle-treatment of blow-
down ........................ 2, 080,000 417,000
(iii) Thirty day and daily maximums.The unit effluent load limitations weredeveloped by determining the minimumunit effluent volumes that could beachieved by the application of goodwater use practices and by a determina-tion of the residual pollutant concentra-tions that remain after the applicationof the appropriate treatment technol-ogies. The product of these is the uniteffluent load limitations proposed. Thelimitations thus developed representvalues not to be exceeded by any thirty(30) consecutive days average. Themaximum daily effluent loads per unit ofproduction were established so as notto exceed these thirty consecutive daysvalues by a factor of more than two.In the absence of sufficient performancedata from the industry to establish thesefactors on a statistical basis, the factorof two was chosen in consideration ofthe operating variations allowed for inselecting the 30 consecutive days averagelimitations.
(iv) Nonwater quality aspects of waterpollution control. Consideration has beengiven to the nonwater quality aspects of'water pollution control. The increaseduse of recycle systems and strippingcolumns have the potential for increas-ing the loss of volatiles to the -tmos-
phere. Recycle systems are so effective inreducing waste water volumes and hencowaste loads to and from treatment sys-tems and in reducing the size and costof treatment systems that a tradeoffmust be accepted. Recycle systems re-quiring the use of cooling towers havecontributed significantly to reductions ofeffluent loads while contributing onlyminimally to. air pollution problems.Stripper vapors have been successfullyrecovered as usable by-products or theycan be routed to incinerators. Carefuloperation of either system can avoid orminimize air pollution problems.
Consideration has also been given tothe solid waste aspects of water pollutioncontrols. The processes for treating thewaste waters from this industry pro-duce considerable volumes of sludges.Much of this material Is inert ironoxide which can be reused profitably.Other sludges not suitable for reuse mustbe disposed of to land fills since most ofthe sludge consists of chemical precipi-tates Which could be little reduced byincineration. Being precipitates they areby nature relatively insoluble and nof-hazardous substances requiring minimalcustodial care.
In order to ensure long term protectionof the environment from harmful con-stituents, special consideration of dis-posal sites should be made. All landfillsites should be selected so as to preventhorizontal and vertical migration of thesecontaminants to ground or surfacewaters. In cases where geological condi-tions may not reasonably ensure this,adequate mechanical precautions (e.g.impervious liners) should be taken toensure long term protection to the en-vironment. A program of routine periodicsampling and analysis of leachates Isadvisable. Where appropriate the loca-tion of solid hazardous materials dis-posal sites should be permanently re-corded in the appropriate office of legaljurisdiction.
The effect of water pollution controlmeasures on energy requirements hasalso been determined. The additionalenergy required in the form of electricpower to achieve the effluent limitationsproposed herein amounts to slightly overtwo (2) percent of the electrical powerused by the steel industry in 1972.
(v) Economic impact. The regulationsproposed herein apply only to the proc-ess waste water effluents of the raw steelnaking operations. The Phase II study ofthe forming and finishing operationsas well as the foundry industry is under-way and is expected to be completed Inthe next few months. This phase will con-sider thermal limitations on the processand noncontact cooling waters of all op-erations In the industry.
The costs and methods for fugitiverunoff controls for the raw steel makingoperations have already been developedbut action on this has been deferred un-til the total Water pollution control costsfor all operations has been developed.
The annual costs to achieve the reg-ulations proposed herein are estimatedat 0.37 percent of the 1972 gross revenuesof the steel industry. This Is In addition
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAy, FEBRUARY 19, 1974
PROPOSED -RULES
to the $127 million annual operating costs(Includingamnortization) which It is esti-mated that the industry is already spend-ing. The total estimated costs for waterpollution control will be available onlyafter the Phase IM study is completed.However, the, prelimnary estimate isthat the additional annual costs (Includ-ing amortization) for the remainingforming and finishing operations, forthermal limitations, and for fugitive run-off controls will be approximately threeto- four times those proposed herein forthe steel making operations or 295 mil-lion per year. Total annual costs (in-cluding amortization) for water pollu-tion controls after 1983, including opera-tion and amortization of existing facil-ities, are estimated at $551 million or2.45 percent of the 1972 gross revenue.Of this amount, $377 million (or 1.68percent) will be incremental to the cur-rent rate of expenditures.
As presented in the table, an initialcapital investment of approximately$144.9 million with annual capital andoperating costs of $39.9 million would berequired by the industry to achieveBPCTcA. gnudelines- An additional cap-ital investment of approximately $122.3milion and a total annual capital amor-tization and operating cost of $82.3 mil-lion would be needed to achieve BATEAguidelines. Costs may vary dependingupon such factors as location, availabil-ity of land and chemicals, flow to betreated, treatment technology selectedwhere competing alternatives exist, andthe extent of preliminary modificationsrequired to accept the necessary controland treatment devices-
The operating costs (including amor-tization) for air pollution controls forthe steeI industry, as presented in the-Council on Environmental Qualityreportof March, 1972 titled "Economic Impactof Pollution Control-A Summary of Re-cent Studies" shows costs building up to$693 million dollars per year for 1976.This is equivalent to 3.1 percent of the1972 gross revenue of the industry.
The total annual costs (includingamortization) for air and water pollu-tion controls for all operations of thesteel industry is thus estimated at 1.24billion per year after 1983 or 5.54 percentof gross revenues for 1972. This includesthe $292 million or 1.3 percent. of grossrevenue fox 1972 which it is estimatedthat the industry is currently spendingannually for air and. water pollutioncontrols.
The report entitled 'DevelopmentDocument for Proposed Effluent Limita-tions Guidelines and. New Source Per-formance Standards for the steel mak-ing Segment of the Iron and SteelManu-facturing Point Source Category" detailsthe analysis undertakenin support of theregulations being proposed herein and isavailable for inspection in the EPA In-formation Center, Room 227V WestTower, Watefslde MAIL WashingtonD.C., at all EPA regional offices, and atState water pollution control offices. Asupplenentary- analysis prepared forEPA of the possible economic effects ofthe proposed. regulations is also avail-
able for inspection at these locations.Copies of both of these documents arebeing sent to persons or institutions af-fected by the proposed regulations, orwho have placed themselves on a mail-ing list for this purpose (see EPA's Ad-vance Notice of Public Review Proce-dures, 38 FR 21202, August 6. 1973). Anadditio pl limited number of copies ofboth reports are available. Persons wish-ing to obtain a copy may write the EPAInformation Center. Environmental Pro-tection Agency, Washington, D.C. 20460,Attentionf Mr. Philip B. Wisnan.
On June 14.1973, the Agency publishedprocedures designed to insure that, whencertain major standards, regulations, andguidelines are propsed, an explanationof their basis, purpose and environmentaleffects is made available to the public.(38 FR 15653) The procedures are ap-plicable to major standards, regulationsand guidelines which are proposed on orafter December 31, 1973, and which pre-scribe national standards of environ-mental quality or require national emis-sion, effluent or performance standardsand lintations.
The Agency determined to Implementthese procedures in order to insure thatthe public was apprised of the environ-mental effects of its major standardssetting actions and was provided withdetailed background information to assistit in commenting on the merits of aproposed action. In brief, the procedurescall for the Agency to make publia theinformation available to it delineatingthe major environmental effects of aproposed action, to discuss the pertinentnonenvironmental factors affecting thedecision, and to explain the viable op-tions available to It and the reasons forthe option selected.
The procedures contemplate publica-tion of this information in the FDuRALREGr.STn, where this is practicable. Theyprovide, however, that where, because ofthe length of these materials, such pub-lication Is Impracticable, the materialmay be made available in an alternateformat.
The report entitled "DevelopmentDocument for Proposed Effluent Limita-tions Guidelines and New SourcePerformance Standards for the SteelMaking Segment of the Iron and SteelManufacturing Point Source Category"contains information available to theAgency concerning the major environ-mental effects of the regulation pro-posed below, including: (1) The pollut-ants presently discharged into theNation's waterways by manufacturersof iron and steel and the degree of pol-lution reduction obtainable from im-plementation of the proposed guldelinesand standards (see particularly SectionsIV V.VIM, X andXD; (2) the antici-pated. effects of the proposed regulationon other aspects of the environment In-cluding air, subsurface waters, solidwaste disposal and land use, and noise(see particularly Section Vr ; and (3)options available to the Agency in de-veloping the proposed regulatory sys-tem and the reasons for Its selecting theparticular levels of effluent reduction
which are proposed (see particularlySections Vi. VII, and vIm.
The supplementary report entitled"Economic Analysis of Proposed Efflu-ent Guidelines for the integrated Ironand Steel Industry" contains an estimateof the costs of pollution control require-ments and an, analysis of the possibleeffects of the proposed regulations onprices, production levels, employment,communities in which iron and steel
nufacturing plants are located, andInternational trade. In addition, theabove described Development Documentdescribe in Section VIII. the cost andenergy consumption Implications of theproposed regulations.
The two reports described above in theaggregate exceed 100 pages In lengthand contain a substantial number ofcharts, diagrams, and tables. It is clearlyimpracticable to publish the materialcontained in these documents- in theFzrZasL R1zorTER. To the extent possible,significant aspects of the material havebeen presented In summary form inforegoing portions of this preamble. Ad-ditional discussion Is contained in thefollowing analysis of comments receivedand the Agency's response to them. Ashas been indicated, both documents areavailable for inspection at the Agency'sWashington and regional offices and atState water pollution control agencyoMces. Copies of each have been distnb-uted to persons and Institutions affectedby the proposed regulations who haveplaced themselves on a, mailing list forthis purpose. Finally, as long as thesupply remains available, additionalcopies may be obtained from the Ageneyas described above.
When regulations for the iron andsteel industry are promulgated in finaiform. revised copies of the DevelopmentDocument will be available from theSuperintenqent of Documents, Govern-ment Printing Offic Washington, D.C.20402. Copies of the Economic Analysiswill be available through the NationalTechnical Information Service, Spring-field, virginia 2215L(c) Summary of public partcipati2.
Prior to this publication. the agenciesand groups listed below were consultedand given an opportunity to participatein the development of efmuent mttions guidelines and standards proposefor the iron and steel manufacturingcategory. All participating agencies havebeen informed. of project developnients.An initial draft of the DevelopmentDocument was sent to all participantsand comments were solicited on that re-port. The following are the principalagencies and groups consulted: (1) Ef-fluent Standards and Water Quality In-formation Advisory Committee (estab-lished under section 515 of the Act;(2) Ohio River Valley Sanitation Cc-mlsson; (3) New England InterstateWaterPollution Control Commission; (4)Delaware River Basin Commission; (5)Hudson River Sloop Restoration, Inc.;(6) Conservation Foundation; (7) En-vironmental Defense Fund, Inc.; (8) Na-tural Resources Defense Council; (g)The American Society of CivilEngineers;
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
6493

,Md~ O'S, "EU
(10) Water Pollution Control Federation;(11) National Wildlife Federation; (12)The Americai Society of Civil Engineers;Engineers; (13) U.S. Department ofCommerce; (14) U.S. Department of theInterior; (15) Water Resources Council;
'(16) U.S. Department of Housing andUrban Development; (17) American Ironand Steel Institute; (18) American Cokeand Coal Chemicals Institute; and (19)Association of Iron and Steel Engineers.
The following organizations respondedwith comments: U.S. Department ofCommerce, U.S. Department of Interior,U.S. Water Resources Council, DelawareRiver Basin Commission, West Trenton,New Jersey, Arizona Department -ofHealth, California Water ResourcesControl Board, Colorado Department ofHealth, Georgia Environmental Protec-tion Division, Hawaii, Department ofHealth, Illinois Division of Water. Pol-lution Control, Kentucky Department ofNatural Resources, Maine Department ofEnvironmental Protection, Michigan De-partment of Natural Resources, NebraskaDepartment of Environmental Control,New York Division of Pure Waters, NorthCarolina Department of Natural andEconomic Resources, Pennsylvania De-partment of Environmental Resources,Texas Water Quality Board, WashingtonDepartment. of Ecology, League ofWomen Voters of Illinois, Chicago, Illi-nois, U.S. Pipe and Foundry Co., Bir-mingham, Alabama, American Iron andSteel Institute, Washington, D.C., andAllied Chemical Corporation, Morris-town, New Jersey. ,
Many comments were received on thecontractors proposed regulations anddraft report. The regulations proposedherein represent a major revision of thematerial initially distributed for review.Dependent upon the reviewing group,comments ranged from the extreme ofthe standards being too loose to the otherextreme of being unduly restrictive. Theprimary issues raised in the develop-ment of these proposed effluent limita-tions guidelines and standards of per-formance, and the treatment of theseissues herein are as follows.
(1) The contractors initial proposedregulations and draft report were criti-cized for specifying effluent limitationsfor BPCTCA that were more restrictivethan the average of the best plants.
The average of the plants studied wasadhered to where possible, but in the in-stances where plants were not applyinggood water conservation practices, werenot utilizing available waste treatmentfacilities, or were not making optimumuse of treatment facilities, such plantswere deleted from the averages, or If ap-propriate, all plants in a subcategorywere declared inadequate with respect towater conservation practices or treat-ment. In these instances, the BPCTCAlimitations were based on the effluentquality attainable by the use of demon-strated treatment technology. Technol-ogy transferred from other industries orwithin the steel industry was used onlyas the basis for achieving some of theproposed BATEA and NSPS limitations.
(2) It has been recommended that the
Interim Guidance (A&B) Issued by theEPA Office of Permit Programs beadopted rather than the limitations pro-posed in the contractors draft report.
The guidelines proposed herein arebased on an lndepth study inclusive ofsampling programs at selected plantsdisplaying in various degrees the bestpracticable treatment technology. Theselected operations are covered in moredetail in the present study in contrast tothe broad categorization of coke, iron,and steel manufacturing covered in theA and B Guidance. The other operationsassociated with the industry will be cov-ered in detail in Phase I. The A and Bnumbers were developed primarily onindustry and EPA technical discussionsand a previous "state of the art" studyby the same contractor and covered onlya few parameters in contrast to the pro-posed guidelines. The B limitations aremuch less restrictive than the A limita-tions which for the most part are equiva-lent to the BPCTCA limitations proposedherein and are much less restrictive thanthe BATEA and NSPS limitations pro-posed. The proposed limitations 'arebased on good water conservation prac-tices, treatment technology capabilities,treatment costs, and economic impact.The adoption of less restrictive require-ments would not.be consistent with therequirements of the Act.
(3) An industry source contends thatan additional capital cost of $1.5 billionis needed to achieve compliance withthe "A" level of the EPA Interim Guid-ance for all operations.
The EPA estimated costs are approxi-* mately $144.9 million for the initial capi-tal investment to achieve BPCTCA pro-posed guidelines and an additional $122.3million dollars to meet BATEA proposedguidelines for the steelmaking operationsonly. The industry believes that the EPAestimated costs are low. However, ourestimate of additional capital cost toachieve BPCTCA and BATEA limitationsfor all operations (raw steel making,forming and finishing, thermal limita-tions, and fugitive runoff control) is 1,540million or a total capital investment of2,300 million including the control facili-ties already in place.
The EPA cost estimates are based ontreatment facilities contained within a"battery limit" site location on a "greenfield" site. Land acquisition costs and ex-pansion of existing support facilities arenot included in cost estimates. Speciallocal conditions such as building coderequirements, safety requirements, laborrates, contractual agreements, etc., arenot included in cost estimates.
In general, cost estimates do reflect anon-site "battery limit" treatment plantwith electrical substation and equipmentfor powering the facilities, all necessarypumps, treatment plant interconnectingfeed pipe lines, chemical treatment facil-ities, foundations, structural steel, andcontrol house. Access roadways withinbattery limits area are included in esti-mates based upon 1 'A" thick bituminouswearing course and 4" thick subbase withsealer, binder, and gravel surfacing. A 9gauge chain link fence with three strand
barb wire and one truck gate was in-cluded for fencing in the treatment facil-ities area. The cost estimates also In-clude a 15 percent contingency, 10 per-cent contractor's overhead and profit,and engineering fees of 15 percent.
(4) It has been contended that the•BPCTCA limits are minimal and overallBATEA standards should be imposed byJuly, 1977.
Application of the BATEA numbers by1977 is not consistent with the require-ments of the Act. The proposed BPCTCAand BATEA guidelines can be applied inan add-on fashion so as not to imposeanundue hardship on the Industry. How-ever, economics have dictated that theapplication of some treatment technolo-gies be deferred until 1983 and that somehigh concentrations of pollutants repre-senting a low percentage of the Initialload, be tolerated in the interim. This isnecessary to give this and the many otherindustries facing tighter controls an op-portunity to spread these large capitalrequirements for water pollution controlsover a longer period of time and to makeit possible for the equipment suppliersand construction firms to provide andbuild the required facilities with less ofthe strain and disruption that woUld beinherent in a crash pr6gram.
(5) Several groups objected to the useof net numbers as was done in the con-tractors Initial draft report. One grouppointed out that this insures downstreamdegradation of the waterway.
The technical report has been re-worked and the effluent numbers are pre-sented on an absolute basis. This Is ap-propriate since the concentration of apollutant remaining after a given treat-ment Is relatively Independent of theconcentration in the raw waste or thesource of the pollutant.
(6) The proposed regulations havebeen criticized for nQt covering all oper-ations of the Industry.
The Phase II study of the Industry Isunderway and will consider the formingand finishing operations, the noninte-grated mill operations, foundry opera-tions, thermal limitations (both processand noncontact cooling waters) and fu-gitive runoffs. A Group II Industry studywill consider effluent limitations on min-ing operations.
(7) Comments have been received tothe effect that the very limited datamakes a sound statistical evaluation ofthe data doubtful.
The sampling program of this indus-try study was designed to provide a basisfor determining the adequacy or accu-racy of a larger data base expected to beavailable from the permit applicationsand from data provided by the industry.These sources contributed only a limitedamount of data of value to the study.Within the required time constraints forcollection 9f data, it was impossible to ex-pand the sampling and analytical workto cover more plants, or even to collectmore samples from the same plants.However, it is felt that the overall typesampling performed provides a good rep-resentation of steel mill waste watersand that this data, together with data
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974

from demonstration projects and thecontractors many years of experience inwater and waste treatment in this andother industries, provides an adequatebasisfor the proposed regulations.
(8) The regulations initially proposedby the contract6r and the technical dc-
- ument on which they were based werecriticized for requiring the use of tech-nology not proven in the steel industryand in-some cases were said to be basedonly on pilot plant results and that al-ternate treatment technologies were notevaluated.
The EPCTCA limitations proposedherein are much less restrictive thanthose proposed by the contractor andcan be achieved by the application oftreatment technology in use in the steelindustry today. The BATEA limitationsproposed herein are only slightly lessrestrictive than those proposed by thecontractor. The reductions made were-made to avoid reliance on two transfertechnologies (activated alumina adsorp-tion-for fluoride removal and blowdownsoftening as a means to accomplishtotal recycle without discharge) of ques-tionable value or applicability. TheBATEA limitations proposed herein arebased on demonstrated water conserva-tion and treatment practices and on theuse of four transfer technologies and onepilot technology with the latter beingproposed as one of two alternates eitherbf 'which can achieve the BATEA limita-tions.- Thirteen treatment models to achievethe effluent quality proposed for eachsubcategory (including an alternate forthe by-product coke subcategory) havebeen developed. The development in-cluded not only a determination that atreatment facility of the type indicatedfor each subcategory could achieve theeffluent quality proposed but it includeda determination of the capital investmentand the total annual operating costsfor the average size facility. In all sub-categories these models are based on thecombination of process changes and unit(waste treatment) operations in an "add-on" fashion as required to control thesignificant waste parameters. The proc-ess changes and the unit operations wereeach- selected as the least expensivemeans that could be devised to accom-plish their particular function and thustheir combination into a treatment modelpresents the least expensive method forcontrol for a given subcategory.
In only one subcategory, by-productcoke, was an alternate developed to pro-vide an option for a high capital invest-ment and high operating cost biologicalsystem as compared to the low capitalinvestment low operating cost physical-chemical system) to achieve the BPCTCAlimitations for 1977. This alternate wasdeveloped because the multistage biolog-ical system, which would be an add-onto the BPCTCA single stage blosystem, isthe most economical way to achieve theBATEA limitations for 1983.
However, to achieve the BATEA lim-itations the alternate relies on the useof treatment technology that has beendeveloped only to the pilot stage or as
,RQPOSED RULES
steps utilized individually, but not In thecombination required in this model onthis type of waste on a full-scale basis.The effluent limitations have been estab-lished such that either alternate canachieve the effluent qualities on whichthe BPCTCA and BATEA limitations arebased.
*A cost analysis indicates that the limi-tations on byproduct coke operationscan most economically be achieved byapplying alternate I to achieve BPCTCAand alternate II to achieve BATEA. Costswere therefore developed on the basisof depreciations of the BPCTCA systemin 6 years (1977-1983). This not onlysaves enough on annual operating costsfrom the present to 1983 to more thanoffset the increased capital cost Incurredin converting from one control tech-nology to the other In 1983 (switchingfrom physical-chemical to biologicalmeans of control), but it also minimizesthe total costs during the interim periodwhile other possible alternates, areevaluated and allows for flexibility in theevent that BATEA limitations are laterrevised to lower values or to no dischargeof process waste water pollutants to nav-igable waters.
The 13 treatment models are com-prised of combinations of as many of 24basic process changes, operating modes,or unit (waste treatment) operations asare required to control all slgnlflcant pol-lutants in a given subcategory. Of the 24basics only 4 involves technology transferfrom other areas and only one Involvespilot technology. This is used only on onealternate, to achieve BATEA limitationsas discussed above. None of the trans-ferred technologies are employed toachieve BPCTCA in any subcategory. Allfour transferred technologies are prac-ticed to achieve the BATEA limitationsonly in five subcategories including onetechnology transferred only from onesteel industry subcategory to another.
In the 13 treatment models the 24basics are used over and over. These arelisted in the attached and aro sum-marized as follows:
Tchn: caappUe/ tU
Demon. Tmns- Pit 'Totastratod ten-1
43 ...... .... 45BPCTCA- .. 33.,..3BATEA...... 3 0 1 43
'rota .. ,..... n9 a 1 isa
Among the transferred technologiesalkaline chlorination, which Is recom-mended by the By Products Coke sub-category on a flow of 835 l/kkg (100 gal/1000 lb) or less, Is used at one blast fur-nace instalatlbn with a flow of 19.180l/kkg (2300 gal/10o0 lb) and has beenbroadly applied for years in the electro-plating industry on very small flows.thus demonstrating that this technologycan reasonably be applied at the flowrates expected. Breakpoint chlorinationhas been broadfy applied for years in thewater treating industry. Activated car-bon adsorption has been applied fullscale in the petroleum industry and other
6495
industries. Biological denitrification habeen used full-scale for nitrate reduc-tion In domestic waste treatment Alfour transferred technologies are recom-mended for use only to achieve BATFAlimitations.
(9) The effluent limitations have beendeveloped from a determination of mm-imum unit effluent volumes and mini-mum concentrations achieveable bytreatment technology. The feasibility ofachieving these low unit effluent volumeshas been questioned.
While unit effluent volumes and con-centrations are not limited as such, theeffluent limitations are most likely to bemet by achieving those flows and con-centrations on which the limitations arebased. The limitations can, however, bemet by achieving correspondingly lowerconcentrations if flows are exceeded orvlce-versa.
The proposed limitations have beenbased on higher effluent volumes per unitof production than was recommended bythe contractor's draft report In the by-product coke (BPCTCA), blast furnace,vacuum degassing, and continuous cast-ing subcategories.
Where effluent volumes per unit ofproduction were considered excessive onthe plants visited a lower rate was used.The sintering operation is an example.The plant visited was discharging 475l/kkg (57 gal/1000 lb) from the combinedblast furnace sinter plant waste treat-ment. This was equivalent to a blow-down of 33 percent of the 1420 1/kkg(171 gal/IO00 lb) recycle rate. The efflu-ent limitations were based on a flow of209 l/kkg (25 gal/1000 Ib) which isequivalent to a 15 percent blowdown.This blowdown rate is well above thatachieved by several recycle systems al-ready In use.
(10) One of the major con.iderationsthat must be deferred pending com-pletion of the Phase II study of the re-mainig steel mill operations Is theeconomic impact of the total costs forwater pollution control for the industry.
These costs have been estimated anddiscussed above under paragraph v)Economic Impact.
(11) Another point of disagreementwith the contractor's initial proposedeffluent limitations was the designationof a limitation only on cyanides amen-able to chlorination rather than on totalcyanides.
The effluent lhiltations proposedherein for BPCTCA are based on demon-strated treatment technologies and nowinclude a total cyanide limitation. TheBATEA limitations proposed herein arebased on the capabilities of treatmentmodels which include cyanide destruc-tion by alkaline chlorination and break-point chlorination or by multi-stagebiological treatment. These treatmentswill destroy the free cyanide which is themost toxic form. The ability of thetreatments to reduce the complex, i.e.less toxic, cyanide compounds to thelevels indicated is less certain. AdditionalInformation will be needed before limi-tations can be placed -n total cyanidesfor the BATEA limitations based on.
FEDERAL REGISTER, -VOL 39, NO. 34-TUESDAY, EEBRUARY)-191-974
PROPOSED RULES
these treatment technologies indicated. publiPreferably this information should be Augaobtained after full scale facilities of the Dalabove types have been installed, oper-ated, and the results analyzed.
The BATEA cyanide limitations are tobe achieved by destruction of the cya- . It Inides and not by the conversion of cya- ter Inides to the complex form. While the as fo£complex cyanides can under certain con-ditions be concerted to the more toxic PARTfree cyanide form, the rates and condi- GUItions are such as to make the discharge ANIof complex cyanide less hazardous under _ AN!normal conditions than the discharge of STfree cyanides, soi
(12) The effluent limitations proposedherein have been criticized for not In- Sucluding a limit on soluble iron. See.
The concentration of iron appearing in 420.10the effluent is afunction of the chemical 420.11form in which it is present and on the 420.12pH and temperature of the effluent. Inthe steel making operations the iron ispresent in the very insoluble oxide formand on this basis soluble iron did notneed to be established as a control 420.13parameter for these operations. The sus-pended solids limitations place a limit onthe iron present in the insoluble form.
Interested persons may participate in 420.14this rulemaking by submitting writtencomments In triplicate to the EPA Inf or- 420.15mation Center, Environmental Protec-tion Agency, Washingtbn, D.C. 20460. At- Stention: Mr. Philip B. Wisman. Com- 420.20ments on all aspects of the proposed reg-ulations are solicited. In the event-corn- 4021ments are in the nature of criticisms as 420.2to the adequacy of data which is avail-able, or which may be relied upon by theAgency, comments should identify and,if, possible, provide any additional data 420.23which may be available and should in-dicate why such data is essential to thedevelopment of the regulations. In theevent comments address the approachtaken by the agency in establishing an 420.4effluent limitation guldelile or standard 420.25of performance, EPA solicits suggestionsas to what alternative approach shouldbe taken and why and how this alterna-tive better satisfies the detailed require- 420.30ments of sections 301, 304(b), 306, and307 of the Act. 420.31
A copy of all public comments will be 420.32available for inspection and copying atthe EPA Information Center, Room 227,West Tower, Waterside Mall, 401 MStreet, SW., Washington, D.C. A copy of 420.33preliminary draft contractor reports, theDevelopment Document and economictudy referred to above and certain sup-
Alementary materials supporting thetudy of the industry concerned will also 420.34
le maintained at this location for pub-lic review and copying. The EPA Infor- 420.35inatlon regulation, 40 CFR Part 2, pro-Aides that a reasonable fee may be Subpiharged for copying. 420.40
All comments received on or beforeM.Uarch 21, 1974, will be considered. Steps 420.41Irevlously taken by the Environmental 420.42:'rotection Agency to facilitate publici:esponse within this time period are out-lined in the advance notice concerning
c review procedures published on Sec.st 6, 1973 (38 FR 21202). 420.43
ed: January 31, 1974.JOHN QUARLES,
Acting Administrator. 420,44a proposed to amend 40 CFR Chap- 42045by adding a new Part 420 to readLows:
420-EFFLUENT LIMITATIONS Subp
IDELINES FOR EXISTING SOURCES 420.50D STANDARDS OF PERFORMANCE" PRETREATMENT STANDARDS FORW SOURCES FOR THE IRON AND 420.51EEL MANUFACTURING POINT 420.52URCE CATEGORYbpart A-By-Product Coke Subcategory
Applicability; description of the By- 420.53Product Coke Subcategory.
Specialized Definitions.Effluent limitations guidelines rep-
resenting the effluent quality at-tainable by the application the 420.54best practicable control technol-ogy currently available. 420.55
Effluent limitations guidelines rep-resenting the degree of effluent Subpatquality attainable by the applica- pction the best ivailable technology 420.60economically achievable.
Standards of performance for newsources.
Pretreatment tandards for new 420.61sources. 420.62
ubpart B-Beehive Coke SubcategoryApplicability; description of the
Beehive Coke Subcategory.Specialized definitions. 420.63Effluent limitations guidelines rep-
resenting the effluent quality at-tainable by the application of thebest practicable control technol-ogy currently available. 420.64
Effluent limitations guidelines rep-resenting the effluent quality at- 420.65tainable by the application of thebest available technology econom-1 Subially achievable. P
Standards of performance for new 420.70sources.
Pretreatment standards for newsources. 420.71
Subpart C-Sintering Subcategory 420.72
Applicability; description of theSintering Subcategory.
Specialized definitions.Effluent limitations guidelines rep- 420.73
resenting the effluent quality at-tainable by the application of thebest pricticable control technol-ogy currently available.
Effluent limitations guidelines rep- 420.74resenting the effluent quality at-tainable by the application of the 420.75best available technology econom-Ically achievable. Subpa
Standards of performance for new 420.80sources.
Pretreatment standards for newsources. 420.81
art D-Blast Furnace (Iron) Subcategory 420.82
Applicability; description of theBlast Furnace (Iron) Subcategory.
Specialized definitions.Effluent limitations guidellis rep- 420.83
resenting the effluent quality at-tainable by the application of thebest practicable control tech-nology currently available.
Effluent limitations guidelines rep-resenting the effluent quality at-tainablo by the application of thebest available technology eco-nomically achievable.
Standards of Performance for nevsources.
Pretreatment standards for newsources.
part E-Blast Furnace (Ferromanganeso)Subcategory
Applicability; description of theBlast Fwrnace (Ferromauganeso)Subcategory.
Specialized definitions.Effluent limitations guidelines rep-
resenting the effluent qualityattainable by the application ofthe best practicable control tech-nology currently available.
Effluent limitations guidelines rep-resenting the effluent quality at-tainable by the application of thebest available technology eco-nomically achievable.
Standards of performance for nowsources.
Pretreatment standards for nowsources.
F-Basic Oxygen Furnace (Semi Wet Airllutlon Control Methods) Subcategory
Applicability; description of theBasic Oxygen Furnace (Semi Wet)Subcategory.
Specialized definitions.Effluent limitations guidelines rep-
resenting the effluent quality at-tainable by the application of thebest practicable control tech-nology currently available.
Effluent limitations guidelines rep-resenting the effluent quality at-tainable by the application of thebest available technology eco-nomically achievable,
Standards of performance for nowsources.
Pretreatment standards for newsources.
part G-Baslc Oxygen Furnace (Wet AirIlution Control Methods) Subcategory
Applicability; description of theBasic Oxygen'Furnaco (Wet) Sub-category.
- Specialized definitions.Effluent limitations guidelines rep-
resenting the effluent quality at-tainable by the application of thebest practicable control technol-ogy currently available.
Effluent limitations guidelines rep-resenting the effluent quality at-tainable by the application ofthe best available technology eco-nomically achievable.
Standards of performance for newsources.
Pretreatment standards for newsources.
rt H-Open Hearth Furnace SubcategoryApplicability description of the
Open Hearth Furnace Subcate-gory.
Specialized Definitions.Effluent limitations guidelines rep-
resenting the effluent quality at-tainable by the application of thebest practicable control teChnol-ogy currently available,
Effluent limitations guidelines rep-resenting the effluent quality at-tainable by the application of thebest available technology eco-nomically achievable.
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
649 6
Sec.420.84 Standards of performance for new
sources.420.85 Pretreatment standards for new
sources.Subpart I-Electric Arc Furnace (Semi Wet Air
Pollution Control Methods) Subcategory
420.90 Applicability; description of theElectric Are Furnace (Semi Wet)Subcategory.
420.91 Specialized definitions.420.92 Effluent limitations guidelines rep-
resenting the effluent qualityattainable by the application ofthe best practicable control tech-nology currently available.
420.93 Effluent limitations guidelines rep-resenting the effluent qualityattainable by the application ofthe best available technologyeconomically achievable.
420.94 Standards of performance for newsources.
420.95 Pretreatment standards for newsources.
Subpart J-EFectric Arc Furnace (Wet AirPollution Control Methods) Subcategory
420.100 Applicability, description of the,Electrio Are Furnace (Wet) Sdb-
category.420.101 Specialized definitions.420.102 Effluent limitations guidelines rep-
resenting the effluent qualityattainable by the application ofthe best practicable controltechnology currently available.
420.103 Effluent limitations guidelines rep-resenting the effluent qualityattainable by the application ofthe best available technologyeconomically achievable. '
420.104 Standards of performance for new* sources.
420.105 Pretreatment standards for newsources.
Subpart K-Vacuum Degassing Subcategory
420.110 Applicability; description of theVacuum Degassing Subcategory.
420.111 Specialized definitions.420.112 Effluent limitations guidelines rep-
resenting the effluent qualityattainable by the application ofthe best practicable control tech-nology currently available.
420.113 Effluent limitations guidelines rep-resenting the effluent qualityattainable by the application ofthe best available techno.ogyeconomically achievable.
420.114 Standards of performance for newsources.
420.115 Pretreatment standards for newsources.
Subpart L-Continuous Casting Subcategory
420.120 Applicability; description of theContinuous Casting Subcategory.
420.121 Specialized definitions.420.122 Effluent limitations guidelines rep-
resenting the effluent qualityattainable by the application of-the best practicable controltechnology currently available.
420.123 Effluent limitations guidelines rep-resenting the effluent qualityattainable by the application ofthe best available technologyeconomically achievable.
420.124 Standards of performance for newsources.
420.125 Pretreatment standards for newsources.
PROPOSED RULES
Subpart A-By-Product Coke Subcategory§ 420.10 Applicability; description of
tho by-product coke subcategory.The provisions of this subpart apply
to all coke making operations conductedby the heating of coal in slot type ovensin the absence of air to produce coke.§ 420.11 Specialized definitions.
For the purposes of this subpart:(a) The term "cyanldeA" shall mean
those cyanides amenable to chlorinationas described in "1972 Annual Book ofASTM Standards," 1972. StandardD2036-72, Method B, page 553.
(b) The term "product" shall meancoke.
(C) The abbreviations listed shall havethe following meaning: (1) The term"kg" shal mean kilogram(s); (if) theterm "kkg" shall mean 1000 kilogram(s) ;(iii) the term "ilb" shall mean pound(s);and (iv) "TSS" shall mean total sus-pended nonfilterable solids.§ 420.12 Effluent limitations guidelines
representfng the effluent quality at-tainable by the application of thebest practicable control technologycurrently available.
(a) Based upon the application of thebest practicable control technology cur-rently available the effluent quality re-quired to be achleved under section301(b) (1) (A) of the Act Is as-set forthin the following table:
Effluentcharacteristic Effluent limitationCyanide T.... Maximum for any I day:
0.0438 kg/kkg of product(0.0438 lb/1.000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0210lglkkg of product (0.0219lb/l.000 lb).
Phenol ------- Maximum for any 1 day:0.0029 kg1jklg of product(0.0029 lb/l.000 Ib).
Maximum average of dallyvalues for any period of 30consecutive days: 0.0015kg/kkg of product (0.0015lb/1.000 Ib).
.Ammonia-. Maximum for any 1 day:0.1825 kg/kkg of product(0.1825 lb/1.000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0912kg/kkg of product. 0.0912lb/1.000 ib).
BOD5 -------- Maximum for any 1 day:0.2190 kg/kkg of product(0.2190 lb/1.000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.1095L.g/kkg of product (0.1095lb/l,000 lb).
Ol and grease. Maximum for any I day:0.0219 kg/kkg of product(0.0219 lb/l,000 lb).
MAaximum average of dailyvalues for any period of 30consecutive days: 0.0109kg/kkg of product (0.0109lb/l,000 Ib).
6497
Effluentcharacteristic Effluent limitation
. . Maximum for any I day:0.O730 kg/kkg of product(0.0=30 lb/.000 Ib).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0365kg/kkg of product (0.0365lb/1,000 lb).
ph -------- Within the range 6.0 to 9.0.
(b) Application of the factors listedIn section 304(b) (1) (B) will requirevariation from the effluent limitation setforth in this section for any point sourcesubject to such effluent limitation onlyfor those coke plants utilizing desulfuri-zation units. The limitation specifiedmay be exceeded up to 15 percent bythose facilities equipped with gas desul-furzation units to the extent that suchmeasured discharge is necessary by rea-son of the incrased effluent volumegenerated by these facilities.
§420.13 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest available technology economi-cally achievable.
(a) Based upon the application of thebest available technology economicallyachleveable, the effluent quality requiredto be achieved under section 301(b) (2)(A) of the Act Is as set forth in the fol-lowingtable:
Effluentcharactertict Effluent limitationCyanide A.... Maximum for any 1 day:
0.0002 kg/kkg of product(0.002 lb/1.000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.001kg/kkg of product (0.0001lb/1,000 ib).
Phenol...... Maximum for any 1 day:0.0004 kg/kkg of product0.0004 lb/1,000 1b).
Maximum average of dallyvalues for any period of 30consecutive days: 0.0002kg/kkg of product (0.002lb/1,000 lb).
Ammonia-.... Maximum for any I day:0.0083 kg/kkg of product(0.0083 lb/l000 Ib).
Maximum average of dailyvalues for any period of 30consecutive days: 0.042kg/kkg of product (0.42lb/l.000 lb).
BODS -....... Maximum for any 1 day:0.0168 kg/kkg of product(0.0166 lb/1.000 lb).
Maximum average of dailyvalues for any period of 10consecutive days: 0.0083f-gJkkg of product (0.0083lb/1,000 Ib).
Sulflde...... Maximum for any I day:0.0003 kg/kkg of product(0.0003 lb/1,000 lb).
Maximum average of dailyvauues for any period of 30consecutive days: 0.0001kg/kkg of product (0.0001lb/l.000 lb).
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY FEBRUARY 19, 1974

6498
Effluentcharacteristic Fffluent limitation*Oil and Maximum for any 1 day:
grease, period shall not exceed0.0083 kg/kkg of product(0.0083 lb/1,000b).
Maximum average of dailyvalues for any period of 30consecutive days: -0.0042kg/kkg of product (0.0042lb/1,000 lb).
TS--------- Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0042kg/kkg of product (0.0042lb/1,000 ib).
pH ---------- Within the range 0.0 to 9.0.
(b) Application of the factors listedin section 304(b) (2) (B) will requirevariation from the effluent limitation setforth In this section for any point sourcesubject to such effluent limitations, onlyfor those coke plants utilizing desulfuri-zation units. The limitations specifiedmay be exceeded up to 25 percent bythose facilities equipped with gas de-Sulfurization units to the extent thatsuch measured discharge is necessaryby reason of the increased effluent vol-ume generated by these facilities.§ 420.14 Standards of performance for
new sources.(a) Based upon the application of the
best available demonstrated controltechnology, processes, operating meth-ods, or other alternatives, the effluentquality required to be achieved by newsources under section 306(e) of the ActIs as set forth in the following table:
Effluentcharacteristic Effluent limitationCyanide A.... Maximum for any 1 day:
0.0002 kg/kkg of product(0.0002 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0001kg/kkg of product (0.0001lb/1,000 lb).
Phenol ----- Maximum for any 1 day:0.0004 kg/kkg of product(0.0004 lb/1,000 lb).
Maximum average of dailyvalues for any period of 80consecutive days: 0.0002kg/kkg of product (0.0002lb/1,000 lb).
Ammonia --- Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0042kg/kkg of product (0.0042lb/1,000 ib).
BOD -......... Maximum for any 1 day:0.0166 kg/kkg of product(0.0166 lb/1,000 lb).
Maximum average of dailyvalues for any period. of 30consecutive days: 0.0083kg/kkg of product (0.0083lb/!,000 lb).
sulfide ------- Maximum for any 1 day;0.0003 kg/kkg of product(0.0003 lb/1,000 lb).
Maximum average of dailyvalues or any period of30 consecutive days;0.0001, kg/kkg of prod-uct (0.0001 lb/1.000 lb).
PROPOSED RULES
Effuantcharacteritic Effluent limitation'Onl and Maximum for any 1 day;
grease. 0.0083 kg/kkg of product(0.0083 lb/1,000 lb).
Maximum average of dailyValues for any period of 30consecutive days: 0.0042kg/kkg of product (0.0042lb/1,000 lb).
TSS ---------- Maximum for any 1 day;0.0083 kg/kkg of product(0.0083 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30-consecutive days: 0.0042kg/kkg of product (0.0042lb/l,000 b).
pH ----------- W ithin the range 6.0 to 9.0.
(b) Application of the factors listedin section 306(b) (1) (B) will require var-iation from the effluent limitation setforth in this section for any point sourcesubject to such effluent limitations onlyfor those coke plants utilizing desul-furization units. The limitatipns speci-fied may be exceeded up to 25 percentin the case of facilities equipped with gasdesulfurization units to the extent thatsuch measured discharge is necessary byreason of the increased effluent volumegenerated by these facilities.
§ 420.15 Pretreatment standards for newsources.
The pretreatment standards under sec-tion 307(c) of the Act, for a source withinthe By Product Coke subcategory whichis an industrial user of a publicly ownedtreatment works (and which would bea new source subject to section 306 of theAct, if it were to discharge pollutantsto navigable waterS), shall be the stand-ard set forth in Part 128 of this chapter,except that for the purpose of this sec-tion, § 128.133 of this chapter shall be"amended to read as follows:
In addition to the prohibitions set forth-in § 128.131, the pretreatment standard forincompatible pollutants introduced into apublicly owned treatmelit works by a majorcontributing industry shall be the -standardof performance for new sources specified In§ 420.14, 40 CPl, Part 420: Provided, That,if the publicly owned treatment works whichreceives the pollutants is committed, in itsNPDES permit, to remove a specified percent-ago of any Incompatible pollutant, the pre-treatment standard applicable to users ofsuch treatment works shall be correspond-ingly reduced for thaepollutant.
Subpart B--Beehive Coke Subcategory§420.20 Applicability; description of
the beehive coke subcategory.The provisions of this subpart apply to
all coke making operations conducted bythe heating of coal with the admission ofair in controlled amounts for the purposeof producing coke. There are no by-prod-uct plants associated with the beehiveoperation.
§ 420.21 Specialized definitions.For the purposes of this subpart:(a) The term "process waste water"
shall mean any water which, during themanufacturing process, comes into directcontact with any raw material, inter-mediate product, by-product or productused in or resulting from the production
of coke in the beehive coke subcategory.(b) The term "process waste water
pollutants" shall mean pollutants con-tained in process waste water.
§ 420.22 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest practicable control technologycurrently available.
(a) The following limitations consti-tute the quantity or quality of pollutantsor pollutant properties which may bedischarged after application of the bestavailable technology economicallyachievable by a point source subject tothe provisions of this subpart: Thereshall be no discharge of process wastewater pollutants to navigable waters.
§ 420.23 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of titobest available technology economi'cally achievable.
(a) The following limitations consti-tute the quantity or quality of pollutantsor pollutant properties which may be dis-charged after application of the bestavailable technology economicallyachievable by a point source subject tothe provisions of this subpart: Thereshall be no discharge of process waste\water pollutants to navigable waters.
§ 420.24 Standards of performance fornew sources.
(a) The following limitations consti-tute the quantity or quality of pollutantsor pollutant properties which may be dis-charged reflecting the greatest degree ofeffluent reduction achievable through ap-plication of the best available demon-strated control technology, processes,operating methods, or other alternatives,including, where practicable, a standardpermitting no discharge of pollutants bya new point source subject to the provi-sions of this subpart: there shall be nodischarge of process waste water pollut-ants to navigable waters.§ 420.25 Pretreatment standards for
new sources.The pretreatment standards under sec-
tion 307(c) of the Act, for a sourcewithin the Beehive Coke subcategory,which Is an Industrial user of a publiclyowned treatment works (and whichwould be a new source subject to section306 of the Act,, If It were to dischargepollutants to navigable waters), shall bethe standard set, forth in Part 128 ofthis title except that for the purpose ofthis section, § 128.133 of this title shallbe amended to read as follows:
In addition to the prohibitions set forth In§ 128.131, the pretreatment standbrd for In-compatible pollutants introduced into a pub-licly owned treatment works by a major con-tributing industry shall be the standard ofperformance for new sources specified in§ 420.24, 40 CFR, Part 420: Provided, That,if the publicly owned treatment works whichreceives the pollutants is committed, in its1.TPDES permit, to remove a speclfled per-centage of any incompatible pollutant, thepretreatment standard applicable to usersof such treatment works shall be correspond-ingly reduced for that pollutant.
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
PROPOSED RULES 6-199
Subpart C-Sintering Subcategory
§ 420.30 Applicability; description ofthe sintering subcategory.
The provisions of this subpart applyto all sintering operations conducted bythe heating of iron bearing wastes (millscale and dust from blast and steelmak-ing furnaces) together with fine iron ore,-limestone, and coke fines in an ignitionfurnace to produce an agglomerate forcharging to the blast furnace.
§ 420.31 Specialized definitions.
For the purposes of this subpart:(a) The term "product" shall mean
sinter. -(b) The abbreviations listed shall have
the following meaning: (1) The term"kg" shall mean kilogram(s); (2) theterm "kkg" shall mean 1000 kilograms;(3) the'term "lb" shall mean pound(s);and (4) "TSS" shall mean total sus-
pended nonfilterable solids.
§ 420.32 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest practicable control technologycurrently available.
(a) Based upon the application of thebest practicable control technology cur-rently available the effluent quality re-quired to be achieved under section 301(b) (1) (A) of the Act is as set forth inthe following table:
Effluentcharacteristic Effluent limitation
TSS --------- M aximum for any 1 day:period shall not exceed0.0208 kg/kkg of product(0.0208 lb/I.000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0104kg/kkg of product (0.0104lb/1,000 lb).
Oil and Maximum for any 1 day:grease. 0.0042 kg/kkg of product
(0.0042 lb/1000 lb).M61aximum average of daily
values for any period of 30consecutive days: 0.0021kg/kkg of product (0.0021lb /1,000 ib).
pH --------- Within the range 6.0 to p.O.
§ 420.33 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of the bestavailable technology economicallyavailable.
(a) Based upon the application of thebest available technology economicallyachievable, the effluent quality requiredto be achieved under section 301(b) (2)(A) of the Act is as set forth in the fol-lowing table:
Effluentcharacteristic Effluent limitation
TSS----------Maximum for any 1 day:0.0104 kg/kkg of product(0.0104 lb/1,000 ib).
Maximum average of dailyvalues for any period of30 consecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 lb).
EffluentcharacteristicOil and
grease.
Sulfide-
Fluoride ----
Effluent limitati nMaximum for any 1 day:
period shall not exceed0.0042 kg/kkg of product(0.0042 lb/1.000 Ib).
Maximum average of dailyvalues for any period of30 conoccutive days:0.0021 kgfkkg of product(0.0021 1bIl.000 Ib).
Maximum for any 1 day:period ahall not exceed0.00012 kg/kkg of product(0.00012 lb/l,000 Ib).
Maximum average of dailyvalues for any period of30 consecutive days:0.00000 kgfkkg of product(0.00006 lb/1,000 lb).
Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/1.000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0042 kg/kkg of product(0.0042 lb/1.000 lb).
pH --------- Within the range 0.0 to 9.0.
§ 420.34 Standards of performance fornew sources.
(a) Based upon the application of thebest available demonstrated controltechnology, processes, operatingmethods, or other alternatives, the efflu-ent quality required to be achieved bynew sources under section 300(e) of theAct is as set forth in the following table:
Effluentcharacteristic Effuent limitation
TSS -------- Maximum for any I day:0.0104 kg/kkg of product(0.0104 lb/1.000 lb).
Maximum average of dailyvalues for any period of30 cons-ecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 lb).
Oil and Maximum for any 1 day:grease. 0.0042 kgklg of product
(0.0042 lb/1.000 lb).Maximum average of daily
values for any period of30 consecutive days:0.0021 kg/13:g of product(0.0021 lb/1.000 lb).
Sulfide ------ Maximum for any 1 day:period shall not exceed0.00012 kgtl:kg of product(0.00012 lb/1.000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.00000 kgfkkg of product(0.00006 lb/1,000 lb).
Fluoride ---- Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/1.O00 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0042 kg/kkg of product(0.0042 lb/1,000 Ib).
pH -------- Within the range 0.0 to 9.0.
§ 420.35 Pretreatment standards for newsources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Sintering subcategory whichis an industrial user of a publicly owned
treatment works (and which would bea new source subject to section 306 ofthe Act, If it were to discharge pollut-ants to navigable waters), shall be thestandard set forth in Part 128 of thischapter, except that for the purpose ofthis section, § 128.133 shall be amendedto read as follows:
In addition to the prohibitions set forth inJ 128.131. the pretreatment standard for in-compatible pollutants introduced into a pub-lcly owned treatment works by a major con-tributing induatry shall be the standard ofperformance for new sources specified in9 420.34, 40 CFE. Fart 420, Prorfded, That. Ifthe publicly owned treatment works whichrecelve3 the pollutants Is committed, in itsMMPDES permit, to remove a specified per-centage of any ncompatible pollutant, thepretreatment standard applicable to users ofsuch treatment works shall be correspond-ingly reduced for that pollutant.
Subpart D-Blast Furnace (Iron)Subcategory
§420.40 Applicability; description ofthe blast furnace (iron) subcatcgory.
The proisions of this subpart applyto all iron making operations in whichiron ore is reduced to molten iron in ablast furnace.§ 420.41 Specialized definitions.
For the purposes of this subpart:(a) The term "cyanldeA'" shall mean
those cyanides amenable to chlorinationas described in "1972 Annual Book ofASTM Standards," 1972, StandardD2036-72, Melthod B, Page 553.
(b) The term "product" shall meaniron.
(c) The abbreviations listed shall havethe following meaning: (1) The term"kg" shall mean kilogram(s); (2) theterm "kkg" shall mean 1000 kilograms;(3) the term "Ib" shall mean pound(s) ;and (4) "TSS" shall mean total sus-pended nonfliterable solids.
§ 420.42 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest practicable control technologycurrently available.
(a) Based upon the application of thebest practicable control technology cur-rently available the effluent quality re-quired to be achieved under section 301(b) (1) (A) of the Act is as set forth inthe following table:
Effluentcharacter i tic Effluent limitationT3 ---------- Maximum for any 1 day:
Cyanide T__
0.0521 kg/kkg of product(0.0521 lb/1,O00 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0260kg/kkg of product (0.0260lb/1,000 Ib).
Maximum for any 1 day:0.0156 kg/kkg of product(0.0156 lb/1,000 Ib).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0o78kgJkkg of product (0.0078lb/1,000 lb).
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974No. 3---Pt. iI---- 4
PROPOSED RULES
Effluentcharacteristic Effluent limitationPhenol ------- Maximum for any 1 day:
0.0042 kg/kkg of product(0.0042 lb/1,000 Ib).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0021llg/kkg of product (0.0021lb/1,000 lb).
Ammonia- Maximum for any 1 day:0.1303 kg/kkg 6f product(0.1303 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0651lkg/kkg of product (0.0651lb/1,000 ib).
pH ----------- Within the range 6.0 to 9.0.
§ 420.43 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest available technology economi.cally achievable.
(a) Based upon the application of the'best available technology economicallyachievable the effluent quality required tobe achieved under section 301(b) (2) (A)of the Act Is as set forth in the following
table:Effluent
characteristic Effluent limitationWSS --------- Maximum -for any I day:
0.0104 kg/kkg of product0.0104 lb/1,000 ib).
Maximum average of dailyvalues for any period ofS0 consecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 lb).
Cyanide A.... Maximum for any 1 day:0.00026 kg/kkg of product(0.00026 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.00013 kg/kg of product(0.00013 lb/1,000 Ib).
Phenol ------ Maximum for any 1 day:0.00052 kg/kkg of product(0.00052 lb/1,000 lb).
Maximum alerage of dailyvalues for any period of30 consecutive days:0.00026 kg/kkg of product(0.00026 lb/1,000 ib).
Ammonia Maximum for any 1 day:0.0104 kg/kkg of product(0.0104: lb/1,000 1b).
Maximum average of dailyvalues for any period of30 consecutive days:0.0052 kg/kkg of product(0.0052 1b/1,000 lb).
Sulfide ------- izmum for any 1 day:0.00031 kg/kkg of product(0.00031 lb/1,000 1b).
Maximum average of dailyvalues for any period of30 consecutive days:0.00016 kg/kkg of product(0.00016 lb/1,000 lb).
auorldo..-- Maximum for any 1 day:0.0208 kg/kkg of product(0.0208 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0104 kg/kkg of product(0.0104 lb/1,000 lb).
pH Within the range 6.0 to 9.0.
§ 420.44 Standards of performance fornew sources.
(a) Based upon the application ofthe best available demonstrated con-trol technology, processes, operatingmethods, or other alternatives, the efflu-ent quality required to be achieved bynew sources under section 306(e) of theAct s as set forth in the following table:
Effluent Effluentcharacteristic limitation78S --------- Maximum for any 1 day:
0.0104 kg/kkg of product(0.0104 lb/1,000 lb).
Maximum average of dailyvalues for any periodof 30 consecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 1b).
Cyanide A ----- Maximum lor any 1 day:0.00026 kg/kkg of product(0.00026 lb/1,000 Ib).
Maximum average of dailyvalues for any periodof 30 consecutive days:0.00013 kg/kkg of product(0.00013 lb/1,000 lb).
Phenol ------ Maximum for any 1 day:0.00052 kg/kkg of product(0.00Q52 lb/1,000 Ib).
Maximum average of dailyvalues for any periodof 30 consecutive days:0.00026 kg/kkg of product(0.00026 lb/1,000 Ib).
Ammonia. Maximum for any 1 day:0.0104 kg/kkg of product(0.0104 lb/1,000 ib).
Maximum average of dailyvalues for any periodof 30 consecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 lb).
Sulfide ------ Maximum for any 1 day:0.00031 kg/kkg of product(0.000311b/1,000 lb).
Maximum average of dailyvalues for any periodof 30 consecutive days:0.00016-kg/kkg of product(0.00016-ib/1,000 l).
Fluoride ---- Maximum for ahy 1 day:0.0208 kg/kkg of product(0.0208 lb/1,000 lb).
Maximum average of dailyvalues for any periodof 30 consecutive days:0.0104 kg/kkg of product(0.0104 lb/1,000 Ib).
pH ----- Within the range 6.0 to9.0.
§420.45 Pretreatment standards for newsources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Blast Furnace (Iron) sub-category which is an industrial user ofa publicly owned treatment works (andwhich would be a new source subject toksection 306 of the Act, if it were to dis-charge pollutants to navigable waters),shall be the standard set forth -in Part128 of this chapter, except that for thepurpose of this section, § 128.133 of thischapter, shall be amended to read asfollows:
In addition to the prohibitions set forthin § 128.131, the pretreatment standard forincompatible pollutants introduced into apublicly owned treatment works by a majorcontributing industry shall be the standardof performance for new sources specified
Cyanide T....
Phenol .....
ArmonIa,--
0.2086 kg/kkg of product(0.2086 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.1043 kg/kkg of product(0.1043 lb/l,000 Ib).
Maximum for any 1 day:0.0625 kg/kkg of product(0.0625 lb/1,000 Ib).
Maximum average of dailyvalues for any period of30 consecutivo days. 0.0312kg,/kkg of product (0.0313lb/1,000 lb).
Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/1,000 lb),
Maximum average of dailyvalues for any period of30 consecutive days:0.0042 kg/kkg of product(0.0042 lb/1,000 lb).
Maximum for any I day:0.4172 kg/kkg of product(0.4172 lb/1,000 lb).
Maximum average of dallyvalues for any period of30 consecutive days:0.2088 kg/kkg of product(0.2086 lb/1,000 Ib),
Within the range 0.0 to 9.0.
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
6500
In § 420.44, 40 OFR, Part 420: Provided, That,If the publicly owned treatment works whichreceives the pollutants is committed, in ItsNPDES permit, to removo a specified per-centage of any Incompatible pollutant, thepretreatment standard applicable to users ofsuch treatment works shall be correspond-ingly reduced for that pollutant.
Subpart E-Blast Furnace(Ferromanganese) Subcategory
§420.50 Apllicability; description ofthe blast furnace (ferromanganese)subcategory.
Th provisions of this subpart apply.to all iron making operations in whichIron/manganese ore is reduced to moltenferromanganese In a blast furnace.§ 420.51 Specialized definitions.
For the purposes of this subpart:(a) The term "cyanideA" shall mean
thise cyanides amenable to chlorinationas described In "1972 Annual Book ofASTM Standards," 1972, StandardD2036-72, Method B, page 553.
(b) The term "product" shall meanferromanganese.
(c) The abbreviations listed shall havethe following meaning: (1) The term"kg" shall mean kilogram(s); (2) theterm "kkg" shall mean 1000 kilograms;(3) the term "ilb" shall mean pound(s);and (4) "TSS" shall mean total sus-pended nonfilterable solids.
§ 420.52 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest practicable control technologycurrently available.
(a) Based upon the application of thobest practicable control technology cur-rently available the effluent quality re-quired to be achieved under Section 301(b) (1) (A) of the Act Is as set forth inthe following table:
Effluent Effluentcharacteristic limitationTSS --------. Maximum for any 1 day:
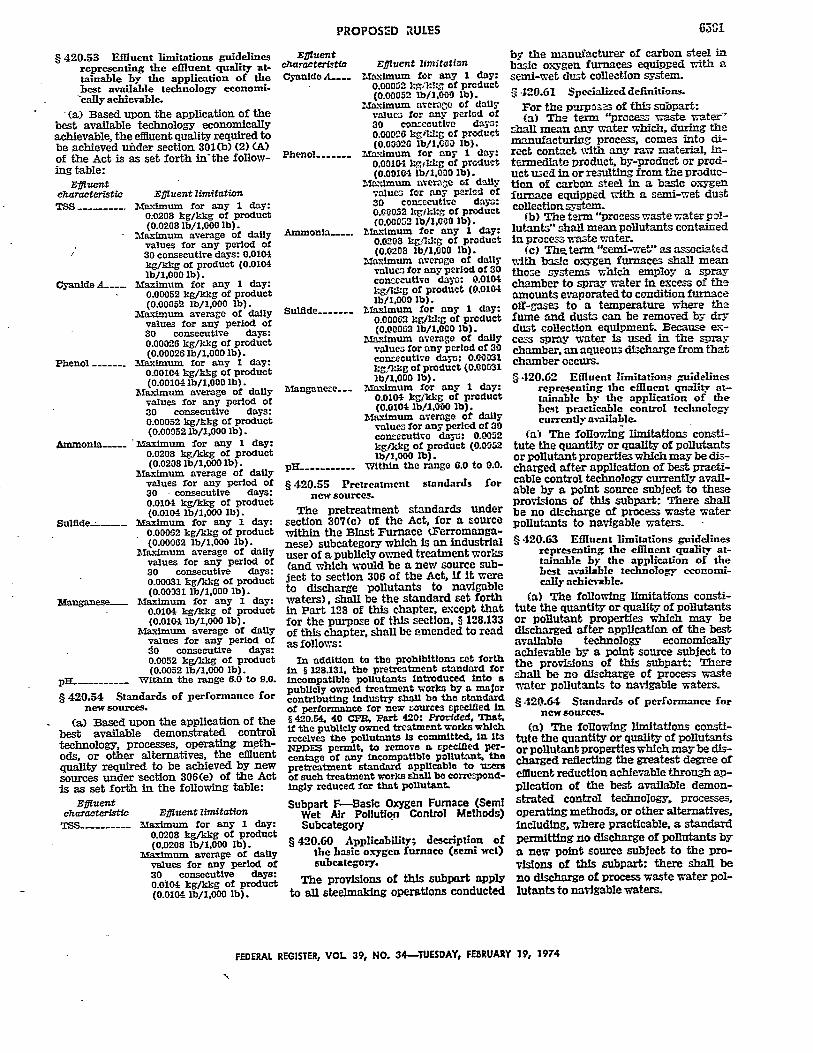
PROPOSED RLES
§ 420.53 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest available technology economi-cally achievable.
(a) Based upon the application of thebest available technology economicallyachievable, the effluent quality required tobe achieved uder section 301(b) (2) (A)of the Act is as set forth in-the follow-ing table:
Effuen t
(a) Based upon the application of thebest available demonstrated controltechnology, processes, operating meth-ods, or other alternatives, the effluentquality required, to be achieved by newsources under section 306(e) of the Actis as set forth in the following table:
Effluentcharacteristic Effluent limitation
TSS --------- Maximum for any 1 day:0.0208 kg/kkg of product(0.0208 lb/l,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0104 kg/kkg of product(0.0104 lb/l.000 ib).
EfflLet
characteristic Effluent limitation
TSS ---------- Mai A mum for any 1 day:0.0208 kg/kkg of product(0.0208 lb/1,000 lb).
maximum average of dailyvalues for any period of30 consecutive days: 0.0104kg/ktkg of product (0.0104lb/l,000 lb).
Cyanide A.... Maximum for any 1 day:0.00052 kg/kkg of product(0.00052 lb/1,000 ib).
Maximum average of dailyvalues for any period of30 consecutive days:0.00026 kg/kkg of product(0.00026 lb/1,000 lb).
Phenol ---- - Maximum for any 1 day:0.00104 kg/kkg of product(0.00104 lb/1,000 lb).
maximum average of dailyvalues for any period of30 consecutive days:0.00052 kg/kkg of product(0.00052 l/1.000 lb).
Ammonia --- -Maximum for any 1 day:0.0203 kg/kkg of product(0.0208 lb/1,000 Ib).
maximum average of dailyvalues for any period of30 - consecutive days:0.0104 kg/kkg of product(0.0104 lb/l.000 lb).
SulfMdeL_-- 1daximum for any 1 day:0.00062 kg/kkg of product(0.00062 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.00031 kg/kkg of product(0.00031 lb/1,000 lb).
Manganese___. maximum for any I day:0.0104 kg/kkg of product(0.0104 lb/1,000 lb).
Maximum average of dailyvalues for any period of
o consecutive days:0.0052 kg/kkg of product(0.0052 lb/1.000 Ib).
p. ---------- Within the range 6.0 to 9.0.
§ 420.54 Standards of performance fornew sources.
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
6501
characteristic Effluent limitationCyanideA.... Maximum for any I day:
o.oao52 kg;=.- of product(0.00052 lb/l.009 lb).
maximum average of dailyvalues for any perlod of30 co necutive days:0.00020 hgldg of product(0.0020 lb/I.000 lb).
Phenol ------- Maximum for any 1 day:0.00104 l:g1:g of product(0.0010I Ib/1.000 Ib).
Maximum average or dailyvalues for any pariod of30 consecutive days:0.00052 kgtdl:g of product(0.00052 lbfl,000 lb).
Ammonia-.... Maximum for any 1 day:0.0203 kg/hl:g of product(0.0208 lbf1,000 Ib).
Maximum average of dailyvalues for any period of 30conscutlive daya: 0.01041uJ1±Rg of product (0.0104lb/1,O00 lb).
Sulfide ------- Maximum for any 1 day:0.00062 kg/l:g of product(0.000G2 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30conzecutive days: 0.00031kgi:Rg of product (0.0031lb/l,000 lb).
Manganeze..- Maximum for any 1 day:0.0104 kgfkkg of product(0.0104 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30con.ecutive dayo: 0.0052kg/kkg of product (0.0052lb/1.000 lb).
pH --------- Within the range 0.0 to 9.0.
§ 420.55 Pretreatment standards for
new sources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Blast Furnace tFerromanga-nese) subcategory which Is an industrialuser of a publicly owned treatment works(and which would be a new source sub-ject to section 306 of the Act, if It wereto discharge pollutants to navigablewaters), shall be the standard set forthin Part 128 of this chapter, except thatfor the purpose of this section, § 128.133of this chapter, shall be amended to readas follows:
In addition to the prohibitions ret forthin § 128.131. the pretreatment standard forIncompatible pollutants Introduced Into apublicly owned treatment works by a majorcontributing Industry shall be the standardof performance for new sources specified In§ 420.54. 40 CPR, Part 420: Provided, TMat,if the publicly owned treatment works whichreceives the pollutants Is committed. In ItsNPDES permit, to remove a rpecifled per-centage of any incompatible pollutant. thepretreatment standard applicable to usersof such treatment wors shall be correspond-ingly reduced for that pollutant.
Subpart F-Basic Oxygen Furnace (SemiWet Air Pollution Control Methods)Subcategory
§ 420.60 Applicability; description ofthe basic oxygen furnace (semi wet)subcategory.
The provisions of this subpart applyto all steelmaking operations conducted
by the manufacturer of carbon steel inbaic oxygen furnaces equipped with asemi-wet dust collection system.
S420.61 Specialized definitions.
For the purposas of this subpart:(a) The term "procesn aste water"
shall mean any water which, during themanufacturing process, comes into di-rect contact with any raw material, in-termediate product, by-product or prod-uct used in or resulting from the produc-tion of carbon steel in a basic oxygenfurnace equipped with a semi-wet dustcollection ystn.
(b) The term "process waste water pol-lutants" shall mean pollutants containedin process waste water.
(c) The.term "semi-wet" as associatedwith basic oxygen furnaces shall meanthose sy-stems which employ a spraychamber to spray water in excess of theamounts evaporated to condition furnaceoff-gases to a temperature where thefume and dusts can be removed by drydust collection equipment. Because ex-cess spray water is used in the spraychamber, an aqueous discharge from thatchamber occurs.
§ 420.62 Effluent limitations guidelinesrepresenting the effluent quality at-tanable by the application of thebest practicable control technologycurrently available.
(a) The following limitations consti-tute the quantity or quality of pollutantsor pollutant properties which may be dis-charged after application of best practi-cable control technology currently avail-able by a point source subject to theseprovisions of this subpart: There shallbe no discharge of process waste waterpollutants to navigable waters.
§ 420.63 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest available technology econoni-cally achievable.
(a) The following limitations consti-tute the quantity or quality of pollutantsor pollutant properties which may bedischarged after application of the bestavailable technology economicallyachievable by a point source subject tothe provisions of this subpart: Thereshall be no discharge of process wastewater pollutants to navigable waters.
§ 420.64 Standards of performance fornew sources.
(a) The following limitations consti-tute the quantity or quality of pollutantsor pollutant properties which may be dis-charged reflecting the greatest degree ofeffluent reduction achievable through ap-plication of the best available demon-strated control technology, processes,operating methods, or other alternatives,including, where practicable, a standard
permitting no discharge of pollutants bya new point source subject to the pro-visions of this subpart: there shall beno discharge of process waste water pol-lutants to navigable waters.

PROPOSED- RULES
§ 420.65 Pretreatment standards for newsources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Basic Oxygen V'urnace (Semi-Wet Air Pollution Control Methods) sub-category which is an industrial user ofa publicly owned treatment works (andwhich would bea new source subject tosection 306 of the Act, if it were to dis-.charge pollutants to navigable waters),shall be the standard set forth in Part128 of this chapter, except that for thepurpose of this section, § 128.133 of thischapter shall be amended to read asfollows:
In addition to the prohibitions set forth in§ 128.131, the pretreatment standard for in-compatible pollutants introduced into a pub-licly owned treatment works by a major con-tributing industry shall be the standard ofperformance for new sources specified in§ 420.64, 40 CFR, Part 420: .Provided, That, ifthe publicly owned treatment works whichreceives the pollutants is committed, in itsNPDES permit, to remove a specified per-centage of any incompatible pollutant, thepretreatment standard applicable to usersof such treatment works shall be correspond-ingly reduced for that pollutant.Subpart G-Basic Oxygen Furnace (Wet Air
Pollution Control Methods) Subcategory§420.70 Applicability; description of
the basic oxygen furnace subcategory.The provisions of this subpart apply
to all steelmaking operations conductedfor the manufacture of carbon steel in abasic oxygen furnace equipped with awet dust collection system.§ 420.71 Specialized definitions.
For the purposes of this subpart:(a) The term "wet" as associated with
basic oxygen furnaces shall mean thoseoff-gas dust cleaning systems which useentirely wet gas cooling and dust removaloperations to scrub contaminants fromfurnace off-gasses, and which produce anaqueous discharge from this operation.
(b) the term "product" shall meansteel.
(c) The abbreviations listed shall havethe following meaning: (1) The term"kg" shall mean kilogram(s); (2) theterm "kkg" shall mean 1000 kilograms;(3) the term "lb" shall mean pound(s);and (4) "TS" shall mean total sus-pended nonfilterable solids.
§ 420.72 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest practicable control technologycurrently available.
(a) Based upon the application of thebest practicable control technology cur-rently available the effluent quality re-quired to be achieved under section 301(b) (1) (A) of the Act is as set forth in thefollowing table:
Effluentcharacteristic Effluent limitationS --------- a ximum for any I day:
pH -------
0.0208 kg/kkg of product(0.0208 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0104 k/akkg bf product(0.0104 lb/1,000 lb).
Within the range 6.0 to 9.0.
§ 420.73 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest available technology economi-cally achievable.
(a) Based upon the application of thebest available technology economicallyachievable, the effluent quality requiredto be achieved under section 301(b) (2)(A) of the Act is as set forth in thefollowing table:
Effluentcharacteristic Effluent limitationTSS --------- Maximum for any I day:
Fluoride
pH
0.0104 kg/kkg of product(0.0104 lb/1,O00 ib).
Maximum average of dailyvalues for any period of30 consecutive days:0.0052 kg/kkg of product(0.00052 lb/1,000 lb).
--- Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0042 kg/kkg of product(0.0042 lb/1,000 lb).
Within the range 6.0 to 9.0.
§ 420.74 Standards of performance fornew sources.
(a) Based upon the application of thebest available demonstrated control tech-nology, processes, operating methods, orother alternatives, the effluent qualityrequired to be achieved by new sourcesunder section 306(e) of the Act is as setforth in the following table:
Effluentcharacteristic Effluent limitationTSS ---------- Maximum for any 1 day:
Fluoride ------
pH.
0.0104 kg/kkg of product(0.0104 lb/1,000 Ib).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0052kg/kkg of product (0.0052lb/1,000 lb).
Maximum for any 1 day0.0083 kg/kkg of product(0.0083 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0042kg/kkg of product (0.0042lb/1,000 lb.
Within the range of 6.0 to9.0.
§ 420.75 Pretreatment standards fori newsources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Basic Oxygen Furnace (WetAir Pollution Control Methods) subcate-gory which is an industrial user of a pub-liclyowned treatment works (and whichwould be a new source subject to sec-tion 306 of the Act, if it were to dischargepollutants to navigable waters), shall bethe standard set forth in Part 128 ofthis chapter, except that for the purposeof this section, § 128.133 of this chaptershall be amended to read as follows:
In addition to the prohibitions set forthin §'128.131, the pretreatment standard forincompatible pollutants introduced into apublicly owned treatment works by a majorcontributing industry shall be the standardof performance for new sources specified in§ 420.74, 40 CM, Part 420: Provided, That, If
the publicly owned treatment works whichreceives the pollutants Is committed, in itoNPDES permit, to remove a speclfled per-centage of any incompatible pollutant, thopretreatment standard applicable to users Otsuch treatment works shall be correspond-ingly reduced for that pollutant,
Subpart H--Open Hearth FurnaceSubcategory
§ 420.80 Applicability; description ofthe open hearth furnace subcategory.
The provisions of this subpart apply toall steelmaking operations conducted forthe manufacture of carbon steel in anopen hearth furnace equipped with wetdust collection systems.
§ 420.81 Specialized definitions.
For the purposes of this subpart:(a) The term "product" shall mean
steel.(bY The abbreviations listed shall have
the following meaning: (1) The term"kg" shall mean kilogram(s); (2) theterm "kkg" shall mean kilograms;(3) the term "ib" shall mean pound(s);and (4) "TSS" shall mean total sus-pended nonfilterable solids.
§ 420.82 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest practicable control technologycurrently available.
(a) Based upon the application of thebest practicable control technology cur-
rently available the eilluent quality re-
quired to be achieved under section 301
(b) (1) (A) of the Act is as set forth In
the following table:
Effluentcharacteristic Effluent litmitation
TSS --------- Maximum for any 1 day:0.0208 kg/kkg of product(0.0208 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0104 kg/kkg of product
. (0.0104 lb/1,000 lb).pH Within the range 0.0 to 0.0.
§ 420.83 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by' the application of thebest available technology econon-caily achievable.
(a) Based upon the application of thebest available technology achievable, theeffluent quality required to be achievedunder section 301(b) (2) (A) of the Actis as set forth in the following table:
EffluentcharacteristicTSS -r-de
Fluoride ------
Effluent limitationMaximum for any 1 day:
0.0104 kg/kkg of product(0.0104 lb/1,000 lb).
Maximum average of-dailyvalues for any period of30 consecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 lb),
Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/l,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0042 kg/kkg of product(0.0042 Th/1,000 lb).
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
,6502
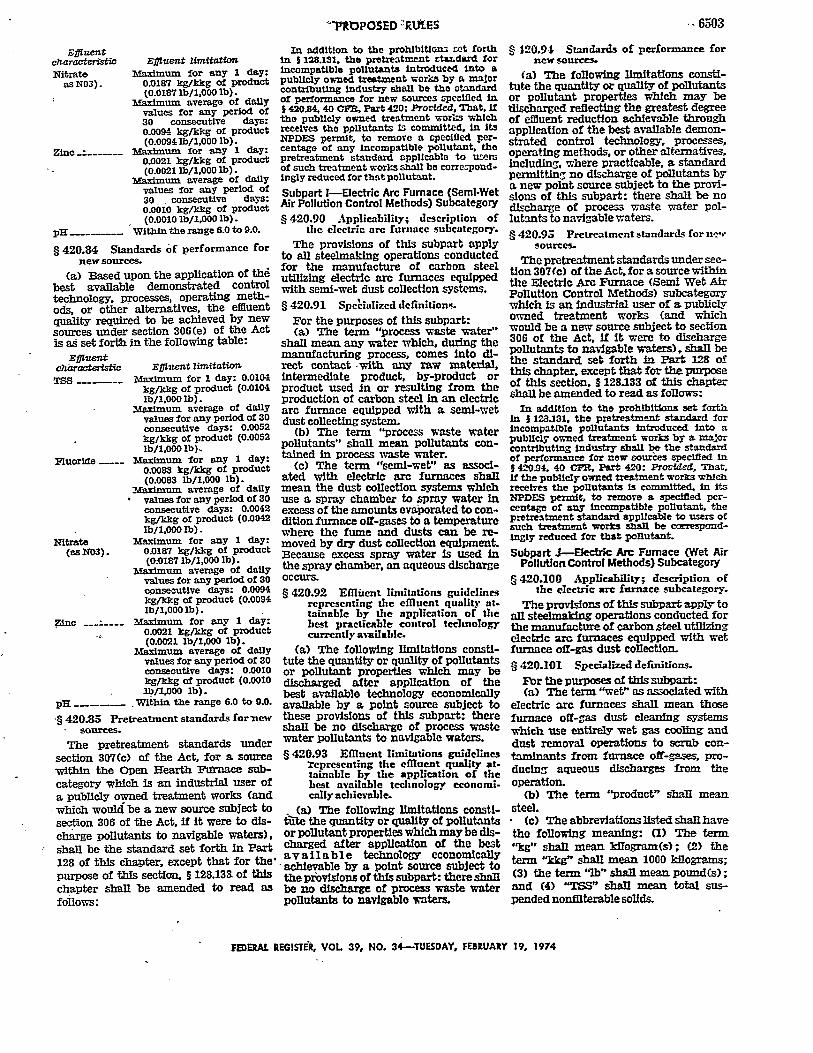
TPtOPOSED -:RIU.ES
Effluentcjtaracteristic Effluent limitationNitrate Maximum for any, 1 day:
as N03). 0.0187 kg/kkg of product(0.0187 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0094 kg/kkg of product(o.0041b/1,000 b).
Zinc- -------- Maximum for any 1 day:0.0021 kg/kkg of product(0.0021 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 - consecutive days:0.0010 kg/kkg of product(0.0010 1b/1,000 1b).
p...... Within the range 6.0 to 9.0.
§ 420.84 Standards of performance fornew sources.
(a) Based upon the application of thdbest available demonstrated controltechnology, processes, operating meth-ods, or other alternatives, the effluentquality required to be achieved by newsources under section 306(e) of the Actis as set forth in the following table:
Effluentcharacteriic Effluent limitation
TSS ...... Maximum for 1 day: 0.0104kg/kkg of product (0.0104lb/I.OOO lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0052kg/kkg of product (0.0052lb/1,000 1b).
Fluoride Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/1,000 lb).
maximum average of dallyvalues for any period of 30consecutive days: 0.0042kg/kkg of product (0.0042lb/1,000lb).
Nitrate Maximum for any 1 day:(as NO). 0.0187 kg/kkg of product
(0.0187 lb/1,000 lb).Maximum average of daily
values for any period of 30consecutive days: 0.0094kg/kkg of product (0.0094lb/1,0001 b).
Zinc -------- Maximum for any 1 day:0.0021 kg/kkg of product(0.01 lb/1,000 lb).
Mayimum averge of dallyvalues for any period of 30consecutive days: 0.0010kg/kkg of product (0.0010lb/1,000 lb).
pH Within the range 6.0 to 9.0.§ 420.85 Pretreatment standards for mew
sources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Open Hearth Ftunace sub-category which is an industrial user ofa publicly owned treatment works (andwhich would be a new source subject tosection 306 of the Act, if it were to dis-charge pollutants to navigable waters),shall be the standard set forth in Part128 of this capter, except that for the'
purpose of this section. § 128.13& of thischapter shall be amended to read asfollows:
In addition to the prohlbition czet forthin I 128.131. the pretreatment rtaLdard forIncompatible pollutants introduced into apublicly owned treatment works by a majorcontributing Industry shall be the standardof performance for now sources rpelfled In§ 420.84 40 CM Part 420: Prorfded, That, ifthe publicly owned treatment works whichreceives tho pollutants Is committed. in ItsNPDES permit, to remove a pecifed per-centage of any incompatible pollutant, thepretreatment standard applicable to u-ersof such treatment works shall be correspond-ingly reduced for that pollutant.
Subpart [-Electric Arc Furnace (Semi-WetAir Pollution Control Methods) Subcategory
§ 420.90 Applicability; description ofthe electric arc furnace subcategory.
The provisions of this subpart applyto all steelmaking operations conductedfor the manufacture of carbon steelutilizing electric arc furnaces equippedwith semi-wet dust collection systems.
§ 420.91 Spelcialized definitions.
For the purposes of this subpart:(a) The term "process waste water"
shall mean any water which, during themanufacturing process, comes into di-rect contact -with any raw material,intermediate product, by-product orproduct used in or resulting from theproduction of carbon steel In an electricarc furnace equipped with a semi-wetdust collecting system.
(b) The term "process waste waterpollutants" shall mean pollutants con-tained in process waste water.(c) The term "semi-wet" as associ-
ated with electric arc furnaces shallmean the dust collection systems whichuse a spray chamber to spray water Inexcess of the amounts evaporated to con-dition furnace off-gases to a temperaturewhere the fume and dusts can be re-moved by dry dust collection equipment.Because exces spray water is used inthe spray chamber, an aqueous discharceoccurs.
§ 420.92 Effluent linlitations guidelinesrepresenting the effluent quality at.tanable by the application of thebest practicable control technologycurrently available.
(a) The following limitations consti-tute the quantity or quality of pollutantsor pollutant properties which may bedischarged after application of thebest available technology economicallyavailable by a point source subject tothese provisions of this subpart: thereshall be no discharge of process wastewater pollutants to navigable waters.
§ 420.93 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest available technology econoni-cally achievable.
(a) The following limitations consti-t-ute the quantity or quality of pollutantsor pollutant properties which may be dis-charged after application of the bestavailable technology economicallyachievable by a point source subject tothe provisions of this subpart: there shallbe no discharge of process waste waterpollutants to navigable waters.
f- 120.91 Standards of performance fornew sources.
(a) The following limitations consti-tute the quantity or quality of pollutantsor pollutant properties which may bedischarged reflecting the greatest degreeof efluent reduction achievable throughapplication of the best available demon-strated control technology, processes,operating methods, or other alternatives,including, where practicable, a standardpermitting no discharge of pollutants bya new point source subject to the provi-slons of this subpart: there shall be nodIscharge of process waste water pol-lutants to navigable waters.
§ 420.95 Pretreatment standards for nc, vsources.
The pretreatment standards under sec-tion 307(c) of the Act, for a source withinthe Electric Arc Furnace (Semi Wet AirPollution Control Methods) subcategorywhich is an industrial user of a publiclyowned treatment works (and whichwould be a new source subject to section306 of the Act, if it were to dischargepollutants to navigable waters), shall bethe standard set forth in Part; 129 ofthis chapter, except that for the purposeof this section, § 128133 of this chaptershall be amended to read as follows:
In addition to the prohibitions set forthIn 1123.131, the pretreatment standard forincompatible pollutants Introduced into apublicly owned treatment works by a majorcontributing industry shall be the standardof performance for new sources specified in1 420.94. 40 CPR. Part 420: Provided, That,If the publicly owned treatment works whichreceives the pollutants is committed, in itsNPDES permit, to remove a specified per-centage or any incompatible pollutant, thepretreatment standard applicable to users ofsuch treatment works shall be correspond-ingly reduced for that pollutant.
Subpart J--Eletrc Arc Furnace (Wet AirPollution Control Methods) Subcategory
§ 420.100 Applicability; description ofthe electric are furnace subcategory.
The provisions of this subpart apply toall steelmaking operations conducted forthe manufacture of carbon steel utflizingelectric arc furnaces equipped with wetfurnace off-gas dust collection.
§ 420.101 Speciaized definitions.
For the purposes of this subpark(a) The term 1wet" as associated with
electric arc furnaces shall mean thosefurnace off-gas dust cleaning systemswhich use entirely wet gas cooling anddust removal operations to scrub con-taminants from furnace off-gases, pro-ducingr aqueous discharges from theoperation.
(b) The term "Product" shall meansteel.* (c) The abbreviations listedshalihavethe following meaning: (1) The term"kg" shall mean kilograr(s); (2) theterm '"kg" shall mean 1000 kilograms;(3) the term "lb" shall mean pound(s) ;and (4) "TSS" shl mean total sus-pended nonfilterable solids.
FWERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
6503
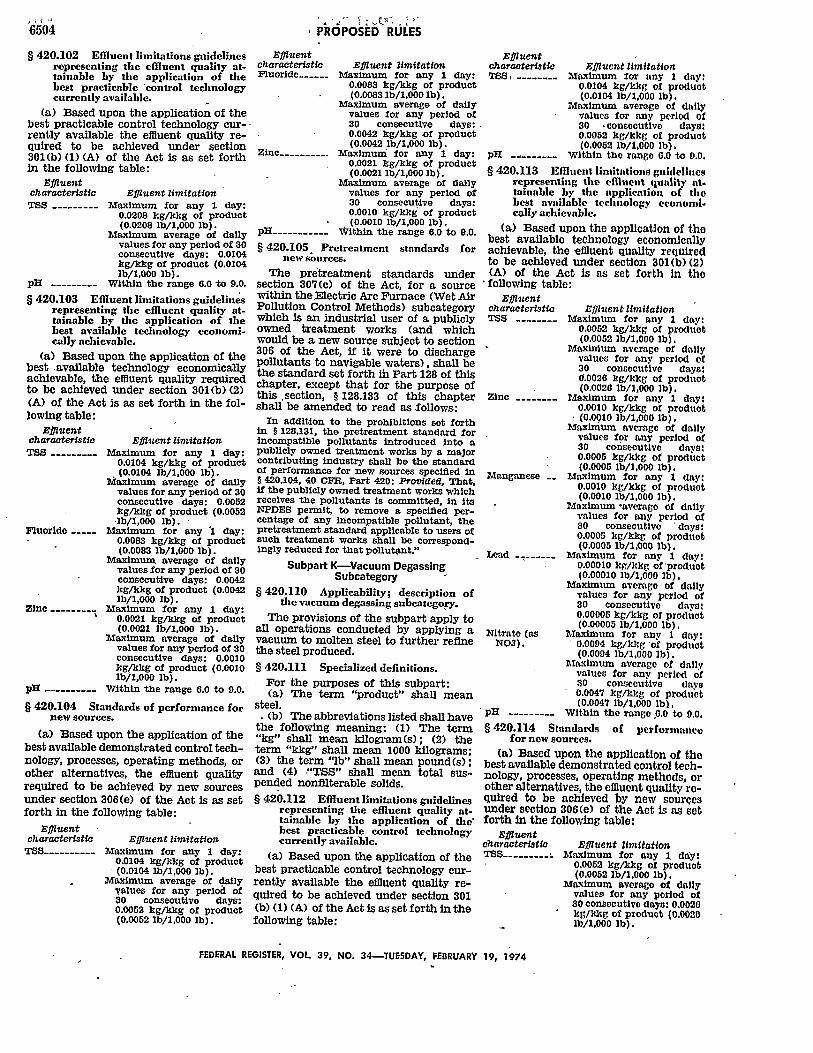
PROPOSED RULES
§ 420.102 Effluent limitations guidelinesrepresenting the effluent quality at-tainable by the application of thebest practicable control technologycurrently available.
(a) Based upon the application of thebest practicable control technology cur-rently available the effluent quality re-quired to be achieved under section301(b) (1) (A) of the Act is as set forthIn the following table:
Effluentcl aracteristic Effluent limitation
TSS --------- Maximum for any 1 day:0.0208 kg/kkg of product(0.0208 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0104kg/kkg of product (0.0104lb/1,000 Ib).
PH --------- Within the range 6.0 to 9.0.§ 420.103 Effluent limitations guidelines
representing the effluent quality at-tainable by the application of- thebest available technology economi-cally achievable.
(a) Based upon the application of thebest available technology economicallyachievable, the effluent quality requiredto be achieved under section 301(b) (2)(A) of the Act is as set forth in the fol-lowing table:
Effluentcharacteristic Effluent limitation
TSS --------- Maximum for any 1 day:
Fluoride -----
Zinc ........
pH ----------
0.0104 kg/kkg of product. (0.0104 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0052kg/kkg of product (0.0052-lb/1,000 lb).
Maximum for any 1 day:0.0083 kg/kkg of product(0.0083 lb/1,O00 Ib).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0042kg/kkg of product (0.0042lb/1,000 lb).
Maximum for any 1 day:0.0021 kg/kkg of product(0.0021 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0010kg/kkg of product (0.0010lb/1,000 lb).
Within the range 6.0 to 9.0.
§ 420.104 Standards of performance fornew sources.
(a) Based upon the application of thebest available demonstrated control tech-nology, processes, operating methods, orother alternatives, the effluent qualityrequired to be achieved by new sourcesunder section 306(e) of the Act is as setforth in the following table:
Effluentcharacteristic Effluent limitation
TSS ---------- Maximum for any 1 day:0.0104 kg/kkg of product(0.0104 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 lb).
EffluentcharacteristicFluoride ----
Zinc ---------
Effluent limitationMaximum for any 1 day:
0.0083 kg/kkg of product(0.0083 lb/1,000 Ib).
Maximum average of dailyvalues for any period of30 consecutive days:.0.0042 kg/kkg of product(0.0042 Ib/1,000 ib).
Maximum" for any 1 day:0.0021 kg/kkg of product(0.0021 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0010 kg/kkg of product(U.0JU 1/1,UUU lb).
pH ----------- Within the range 6.0 to 9.0.§420.105 Pretreatment standards for
new sources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Electric Arc Furnace (Wet AirPollution Control Methods) subcategorywhich is an industrial user of a publiclyowned treatment works (and whichwould be a new source subject to section306 of the Act, if it were to dischargepollutants to navigable waters), shall bethe standard set forth in Part 128 of thischapter, except that for the purpose ofthis section, § 128.133 of this chaptershall be amended to read as .follows:
In addition to the prohibitions set forthin § 128.131, the pretreatment standard forincompatible pollutants introduced Into apublicly owned treatment works by a majorcontributing industry shall be the standardof performance for new sources specified in§ 420.104, 40 CPR, Part 420: Provided, That,if the publicly owned treatment works whichreceives the pollutants is committed, in itsNPDES permit, to remove a specified per-centage of any incompatible pollutant, thepretreatment standard applicable to users ofsuch treatment works shall be correspond-ingly reduced for that pollutant."
Subpart K-Vacuum DegassingSubcategory
§ 420.110 Applicability; description ofthe vacuum degassing subcategory.
The provisions of the subpart apply toall operations conducted by applying avacuum to molten steel to further refinethe steel produced.
§ 420.111 Specialized definitions.For the purposes of this subpart:(a) The term "product" shall mean
steel.. (b) The abbreviations listed shall have
the following meaning: (1) The term"kg" shall mean kilogram(s); (2) theterm "kkg" shall mean 1000 kilograms;(3) the term "lb" shall mean pound(s);and (4) 'TSS"! shall mean total sus-pended nonfilterable solids.§ 420.112 Effluent limitations guidelines
representing the effluent quality at-tainable by the application of the"best practicable control technologycurrently available.
(a) Based upon the application of thebest practicable control technology cur-rently available the effluent quality re-quired to be achieved under section 301(b) (1) (A) of the Act is as set forth in thefollowing table:
Effluentcharacteristi Effluent limitationTSS --------- Maximum for any I day:
0.0104 kg/kkg of product(0.0104 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 , consecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 lb),
pH --------- Within the range 0.0 to 0.0,
§ 420.113 Effluent limitations guidelinesrepresenting the effluent quality at.tainable by the application of thebest available technology economl-colly achievable.
(a) Based upon the application of thobest available technology economicallyachievable, the effluent quality requiredto be achieved under section 301(b) (2)(A) of the Act Is as set forth in thofollowing table:
EffluentcharacteristicTS3 --------
Zinc --------
Manganese --
Lead......
Nitrate (asNO3).
pH
Effluent limitationMaximum for any 1 day:
0.0052 kg/kkg of product(0.0052 lb/1,000 lb),
Maxinum average of dailyvalues for any period of30 consecutive days:0.0026 kg/kkg of product(0.0020 lb/1,000 Ib),
Maximum for any 1 day:0.0010 kg/kkg of product(0.0010 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.0005 kg/kkg of product(0.0005 lb/1,000 lb).
Maximum for any 1 day:0.0010 kg/kkg of product(0.0010 lb/1,000 ib).
Maximum-average of dailyvalues for any period of30 consecutive 'days:0.0005 kg/kkg of product(0.0005 lb/1,000 Ib).
Maximum for any 1 day:0.00010 kg/kkg of product(0.00010 lb/1,000 lb),
Maximum average of dailyvalues for any period of30 consecutive days:0.00005 kg/kg of product(0.00005 lb/1,000 lb).
Maximum for any 1 day:0.0094 kg/kkg of product(0.0094 lb/1,000 Ib).
Maximum average of dailyvalues for any period of30 consecutive days0.0047 kg/kkg of product(0.0047 lb/1,000 lb),
Within the range ,0.0 to 9.0,
§ 420.114 Standards of performawefor new sources.
(a) Based upon the application of thebest available demonstrated control tech-nology, processes, operating methods, orother alternatives, the effluent quality re-quired to be achieved by new sourcesunder section 306(e) of the Act Is as setforth In the following table:
Effluentcharacteristic Effluent limitationTSS ---------- Maximum for any 1 day:
0,0052 kg/kkg of product(0.0052 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days: 0.0020kg/kkg of product (0.0020lb/1,000 lb).
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974

Effluentcharacteristic Effluent limitationZinc .......... Maximum for any 1 day:
0.0010 kg/kkg of product(0.0010 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days: 0.0005kg/kkg of product (0.0005
"lb/1,00D ib).Manganese-._ Maximum for any I day:
0.0010 kg/kkg of product(0.0010 lb/1,000 Ib).
Maximum average of dailyvalues- for any period of30 consecutive days: 0.0005kg/kkg of product (0.0005lb/1,000 Ib).
Lead --------- Maximum for any 1 day:0.00010 kg/kkg of product(0.00010 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days:0.00005 kg/kkg of product(0.00005 lb/1,000 Ib).
NitrateasN03). Maximum for any 1 day:
0.0094 kg/kkg of product(0.0094 lb/1,000 lb).
Maximum average of dailyvalues for any period of30 consecutive days: 0.0047kg/kkg of product (0.0047lb/1,000 ib).
pH ---------- Within the range of 6.0 to9.0. .
§ 420.115 Pretreatment standards fornew sources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Vacuum Degassing subcate-gory which is an industrial user of a pub-licly owned treatment works (and which
would be a new source subject to section306 of the Act, if it were to discharge pol-lutants to navigable waters), shall bethe standard set forth in Part 128 of thischapter, except that for the purpose ofthis section, § 128.133 of this chapter,shall be amended to read as follows:
In addition to the prohibitions set forthin § 128.131, the pretreatment standard forincompatible pollutants. introduced into apublicly owned treatment works by a majorcontributing industry shall be the standardof performance for new sources specified in§ 420.1-14, 40 CFR, Part 420: Provided, That,if the publicly owned treatment works whichreceives the pollutants is committed, in itsNPDES permit, to remove a specified per-centage of any incompatible pollutant, thepretreatment standard applicable to usersof such treatment works shall be correspond-ingly reduced for that pollutant.
Subpart L-Continuous CastingSubcategory
§ 420.120 Applicability; description ofthe continuous casting subcategory.
The provisions of this subpart apply toall operations in which steel is continu-ously cast.
PROPOSED RULES
§ 420.121 Specialized defintions.
For the purposes of this subpart:(a) The term "product" shall mean
steel. '(b) The abbreviations listed shall have
the following meaning: (1) The term"kg" shall mean kilogram(s); (2) theterm "kkg" shall mean 1000 kilograms;(3) the term "Ib" shall mean pound(s);and (4) "TSS" shall mean total sus-pended nonfilterable solids.
§ 420.122 Effluent limitations guidelinesrepresenting the efluent quality at-tainable by the application of ihebest practicable control teclhnologycurrently available.
(a) Based upon the application of thebest practicable control technology cur-rently available the effluent quality re-quired to be achieved under section 301(b) (1) (A) of the Act is as set forth in thefollowing table:
Effuentcharacteristic Effluent limitation
TSS --------- Maximum for any 1 day:
Oil and grease.
0.0521 kg/kkg of product(0.0521 lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutIve days: 0.0260kg'kkg of product (0.02G0lb/1.000 lb).
Maximum for any I day:0.0150 kg/kkg of product(0.0150 lb/1.000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0078kg&k:g of product (0.0078lb/1.000 Ib).
Within the range 0.0 to 9.0.
§ 120.123 Efftent limitations guidelinesrepresenting tie effluent quality at-tainable by the application of thebest available technology econoid-cally adievable.
(a) Based upon the application of thebest available technology economicallyachievable, the effluent quality requiredto be achieved under section 301(b) (1)(C) of the Act Is as set forth in the fol-lowing table:
Effluentcharacteristic Effluent limitation
TsS ---------- M aximum for any 1 day:0.0104 kg/kkg of product(0.010A lb/1,000 lb).
Maximum average of dailyvalues for any period of 30consecutive days: 0.0052kgfkkg of product (0.0052Ib/1,000 ib).
6505
Effluent
Oil and greae.
ph .
0.0101 kg! kg of product(0.0104 lb/1,000 2b).
Maximum average of dailyvalues for any periodof 30 consecutive days:0.0052 kg/kkg of product(0.0052 lb/1,000 ib).
Maximum for any 1 day:0.0104 kg/kkg of product(0.0104 lb/1.000 ib).
Maximum average of dailyvalues for any periodof 30 consecutive days:0.0052 Ig/kkg of product(0.0052 lb/1,000 Ib).
Within the range 6.0 to 9.0.
§420.125 Pretreatment standards fornew sources.
The pretreatment standards undersection 307(c) of the Act, for a sourcewithin the Continuous Casting subcate-gory which is an industrial user of apublicly owned treatment works (andwhich would be a new source subject tosection 306 of the Act, if It were to dis-charge pollutants to navigable waters),shall be the standard set forth in Part128 of this chapter, except that for thepurpo3-of this section, § 128.133 of thischapter shall be amended to read as fol-lows:
In addition to the prohibitions set forthIn § 128.131. the pretreatment standard forIncompatible pollutants introduced Into apublicly owned treatment works by a majorcontributing induatry shall be the standardof performance for new sources specified In§ 420.124. 40 CM Part 420: Provided, That.if the publicly owned treatment works whichreceive3 the pollutants Is committed, in itsNPDES permit, to remove a specified per-centage of any Incompatible poUutant, thepretreatment standard applicable to usersof such treatment works shall be corre-spondingly reduced for that pollutant.
IFR Doe.74-3499 Filed 2-15-74;8:45 anl
FEDERAL REGISTER, VOL 39, NO. 34-TUESDAY, FEBRUARY 19, 1974
characteristic Effluent limitatio-Oil and'gre=e._ Maximum for any I day:
0.0104 kglkkg of product(0.0104 lb/1,O0e lb),
Maximum average of dailyvalues for any period of 30conzecutive days: 0.0052kg/kkg of product (0.0052lb/1,90}0 lb).
pH ......-------- Within the range 6.0 to 9.0.
§ 420.12& Standards of performance fornew sourcm.
(a) Based upon the application of thebest available demonstrated controltechnology, processes, operating meth-ods, or other alternatives, the effluentquality required to be achieved by newsources under section 306(e) of the Actis as set forth In the following table:
Effluentcharacteristic Effluent limitation
TSS .......... Maximum for any 1 day: