environmental certificate a-class - mercedes-benz have obtained an environmental certificate under...
TRANSCRIPT

1
Environmental CertificateA-Class

2 3
March 2008
Foreword 4
Product Description 7
Validation 20
1 Product-Documentation 21
1.1 Technical data 22
1.2 Material composition 23
2 EnvironmentalProfile 24
2.1 General environmental issues 25
2.2 Life Cycle Assessment 29
2.2.1 Data 30
2.2.2 Results for the A 150 32
2.2.3 Comparison with predecessor model 35
2.2.4 Results for A 150 with ECO Start/Stop function 39
2.3 Design for recovery 42
2.3.1 Recycling concept for the A-Class 43
2.3.2 Dismantling information 45
2.3.3 Avoidance of potentially hazardous materials 46
2.4 Use of secondary raw materials 47
2.5 Use of renewable raw materials 48
3 ProcessDocumentation 50
4 Certificate 52
5 Conclusion 53
6 Glossary 56
Imprint 58
Contents
4 5
The Environmental Certificate: Recognition of Our Holistic Commitment to Environmental Protection
“Fascination and responsibility” is the motto for Mer-cedes-Benz’ commitment to shaping the future of auto-mobiles. This motto makes it clear that for us automotive fascination and ecological responsibility go hand in hand. We pursue both goals with equal dedication — and our engineers have produced impressive results in each of the two areas. Mercedes passenger cars not only thrill customers with their outstanding design, tangible driving pleasure, and exemplary safety, but are also among the trendsetters when it comes to environmental friendliness. The truth of these claims is documented once again by the facts and figures we’ve put together in this brochure.
Mercedes-Benz is the only automotive brand in the world to have obtained an Environmental Certificate under the terms of the stringent international “Design for Envi-ronment” ISO standard 14062. This certificate was first issued by the Technischer Überwachungsverein (TÜV) inspection agency for the S-Class in 2005. The saloon and estate versions of the new C-Class were also awarded the certificate, and they’ve now been joined by the A-Class and B-Class model series.
The Environmental Certificate confirms our holistic approach to environmental protection. After all, for Mercedes-Benz, sustainable mobility means more than simply complying with environmental guidelines and regulations. We’re not just concerned with standard procedures like measuring the exhaust gas emissions and fuel consumption of our cars on the rolling road. Although such tests are important, their results represent only one aspect of our environmentally focused vehicle development activities.
We accept the fact that our responsibility for the environ-ment goes much further, which is why we analyze the environmental balance of all our vehicles over their entire life cycle – from production and actual use over many years to vehicle recycling. Our focus here is not limited to the important parameters noise-, exhaust gas- and carbon dioxide emissions, but instead extends to numerous other factors that have an impact on the environment. We close-ly examine more than 40,000 individual processes. The resulting analyses, calculations and assessments are used to draw up a comprehensive ecological profile that serves as the basis of the Environmental Certificate evaluation, and also provides us with information on further potential that we can exploit in our research and development work.
The current A-Class and B-Class are all about “fascination and responsibility” — fascination in terms of the attractive design, high-quality equipment features and exemplary safety of both model series following the model updates, and responsibility as reflected in the further progress we’ve made with them in the area of environmental pro-tection. Our environmental balance analysis shows that
the carbon dioxide emissions of the A-Class throughout the vehicle’s entire life cycle (150,000 kilometres) have now been reduced by 9 per cent. Moreover, thanks to our newly developed ECO start/stop function (which shuts off the engine at a red light or in traffic jams), the A 150 consumes only 5.8 litres of fuel per 100 km (NEDC), which corresponds to carbon dioxide emissions of 139 grams/km.
B-Class fuel consumption in the NEDC has been lowered up to seven per cent, and the sports tourer is now avail-able for the first time with a natural gas drive system as an option. What’s more, we’ve also now produced a Life Cycle Assessment for this drive system that illustrates the benefits this drive system offers as compared to a gasoline engine.
On the following pages you will find detailed information about the environmental profiles of our automobiles. In addition, you’ll be able to see for yourselves how Mercedes-Benz unites automotive fascination and environ-mental responsibility.
Professor Dr. Herbert Kohler,
Chief Environmental Officer of Daimler AG

6 7
Product description
Following an extensive model update, the A-Class is once again setting standards for safety, comfort and environmental protection
Since its world premiere in 1997, the A-Class has made a name for itself as a trendsetter and innovation leader in the compact segment. The vehicle’s outstanding safety features, day-to-day versatility and typical Mercedes reliability have been among its strengths from the very beginning, and these traits, coupled with the distinct and versatile concept behind the model, have thrilled more than two million motorists to date.
The new generation of the A-Class builds on all of these virtues. In the spring of 2008 Mercedes-Benz presented the extensively updated A-Class five-door saloon and the three-door coupe. When viewed from the front, the upgraded A-Class seems younger, yet more confident and poised than before. Its redesigned headlamps with their bold lines link the front and flanks of the vehicle, mak-ing them appear as if they’ve been cast from the same mould. The newly designed front bumper reinforces the initial impression, and its lower air inlet duct is now much larger, emphasising the width of the vehicle’s body. Also new is the radiator grille, which highlights the progres-sive character of the A-Class model series.
More than 500,000 units of the A-Class have been produced in
just three-and-a-half years, making it one of the best-selling cars in
Mercedes-Benz’ passenger vehicle range. The latest generation of the
compact car is more youthful, more attractive and more environmen-
tally friendly than ever before.

8 9
The design and equipment lines of the updated A-Class are differentiated even more strongly through separate design elements for the car’s front section. For example, whereas the louvres in the basic model’s radiator grille are in dark grey, the same components in the ELEGANCE and AVANTGARDE lines are painted in metallic atlas grey and iridium silver respectively, thus giving those lines a more luxurious look. This impression is further reinforced by discreet chrome trim strips. The front bumper in the AVANTGARDE line also has a distinctive design that more strongly emphasises the arrow shape of the front end, thus signalling even greater agility.
When viewed from the side, the A-Class lines differ by reason of individualized wheel designs. Whereas the basic model comes with 15-inch wheels and seven-spoke wheel embellishers as standard, the ELEGANCE and AVANTGARDE lines feature individualised 16-inch light- alloy wheels. The new and larger exterior mirror hous ings and door handles are painted in the vehicle colour for all lines, and the previously used side rubbing strips have been replaced by fine chrome trim strips in the ELEGANCE and AVANTGARDE models.
The rear of the new-genera-tion A-Class is dominated by a modified rear bumper and tail lights in a new design that extend far into the sides of the vehicle. Both redesigned elements result in a broader and thus more muscular ap-pearance for the A-Class. The ELEGANCE and AVANTGARDE models also come with reflective decorative trim and chrome inserts on the rear bumper. In addition, the two lines feature new, ergonomically improved chrome-plated tailgate handles as well as an oval chrome-plated tailpipe.
Design:
Lines: ELEGANCE and AVANTGARDE offer more pronounced styling
The front and the rear ends
have also been redesigned by the
Mercedes designers.
10 11
Interior:
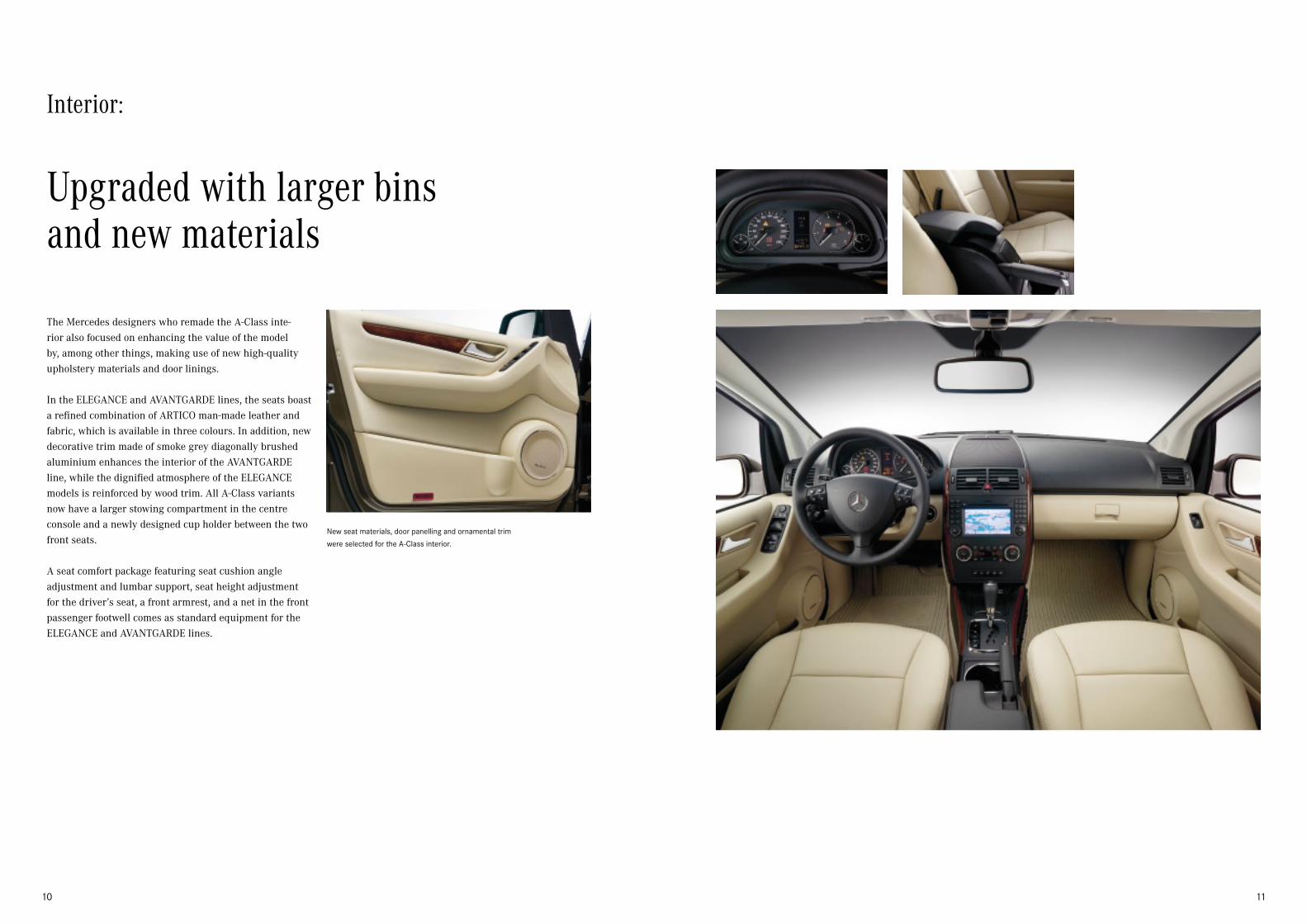
The Mercedes designers who remade the A-Class inte-rior also focused on enhancing the value of the model by, among other things, making use of new high-quality upholstery materials and door linings.
In the ELEGANCE and AVANTGARDE lines, the seats boast a refined combination of ARTICO man-made leather and fabric, which is available in three colours. In addition, new decorative trim made of smoke grey diagonally brushed aluminium enhances the interior of the AVANTGARDE line, while the dignified atmosphere of the ELEGANCE models is reinforced by wood trim. All A-Class variants now have a larger stowing compartment in the centre console and a newly designed cup holder between the two front seats.
A seat comfort package featuring seat cushion angle adjustment and lumbar support, seat height adjustment for the driver’s seat, a front armrest, and a net in the front passenger footwell comes as standard equipment for the ELEGANCE and AVANTGARDE lines.
Upgraded with larger bins and new materials
New seat materials, door panelling and ornamental trim
were selected for the A-Class interior.

12 13
Fuel economy: Start-stop function:
A 160 CDI BlueEFFICIENCY consumes just 4.5 litres of fuel per 100 km
The engine switches off automatically when idling
With fuel consumption figures ranging from 4.9 to 8.1 litres per 100 kilometres, the new generation of the A-Class underscores the model series’ outstanding fuel economy. Detailed improvements have reduced the fuel consumption of the state-of-the-art direct-injection diesel engines for the A-Class by up to 8.8 per cent (or 0.5 litres per 100 kilometres) as compared to the predecessor models. In autumn 2008, Mercedes-Benz will introduce a standard-fitted BlueEFFICIENCY package for the three-door A 160 CDI with manual transmission, which will boast further improvements to engine efficiency, aero-dynamics, rolling resistance, energy management and weight. Taken together, these measures lead to fuel sav-ings of 0.4 litres, which means that the A 160 CDI BlueEFFICIENCY has a NEDC consumption of just 4.5 litres per 100 kilometres. This in turn means that the CO
2 emissions of the 60 kW/82 hp engine in the coupe total only 119 grams per kilometre.
The BlueEFFICIENCY package also includes an aerodynamically opti-mised radiator grille which is closed on the inside in order to reduce the volume of air flowing into the engine – although the CDI engine is still cooled effectively at all times. The car’s body has also been lowered by ten millimetres to reduce the drag coefficient even further.
For the A 160 CDI BlueEFFICIENCY,
Mercedes-Benz exploits the potential of various
fields of technology to reduce fuel consumption
by an additional 0.4 litres per 100 kilometres.
Additional fuel-saving potential has been exploited by regulating the onboard power supply of the A 160 CDI BlueEFFICIENCY in accordance with demand, thus saving energy. Here, a sensor permanently monitors the battery, thereby enabling the output of the generator to be re-duced for certain periods of time when the battery is well charged. This reduces the engine workload, which in turn lowers fuel consumption. In order to recharge the battery in an energy-efficient manner, the generator management system consistently utilises the engine’s thrust phases to convert kinetic energy into electrical power.
Mercedes engineers have achieved NEDC fuel savings of up to 0.4 litres per 100 kilometres in the A-Class petrol engines through the use of a newly developed ECO start-stop function. Beginning in autumn 2008, this system will be available as an option for the high-volume models A 150 and A 170. The start-stop system automatically switches off the engine when the driver puts the manual transmission on neutral at a low speed while simultane-ously depressing the brake pedal. A special display in the instrument cluster informs the driver when conditions are right for the engine switch-off.
The engine is restarted almost noiselessly within a frac-tion of a second as soon as the clutch pedal is depressed or the brake is released. This rapid and comfortable engine start represents a major advantage for the ECO start-stop function over other similar systems. To achieve it, Mercedes-Benz uses a starter generator linked to the crankshaft via the drive belt. This set-up enables the engine to start much more quickly and quietly than is the case with a conventional starter. During the journey, the starter generator feeds electrical energy into the onboard network of the A-Class.
Mercedes-Benz put the ECO start-stop function through its paces in 175 test
cars, covering a total of approximately 1.2 million kilometres. About half of this
tremendous distance was covered in city traffic, where the new system made it
possible to achieve fuel savings of up to nine per cent.
Energy management:Precise generator control
Engine: Larger radiator for exhaust gas
recirculation
Aerodynamics:Radiator grille
closed on the insideAerodynamics:Body lowered ten millimetres
14 15
Economy:
9 per cent lower fuel consumption in city traffic
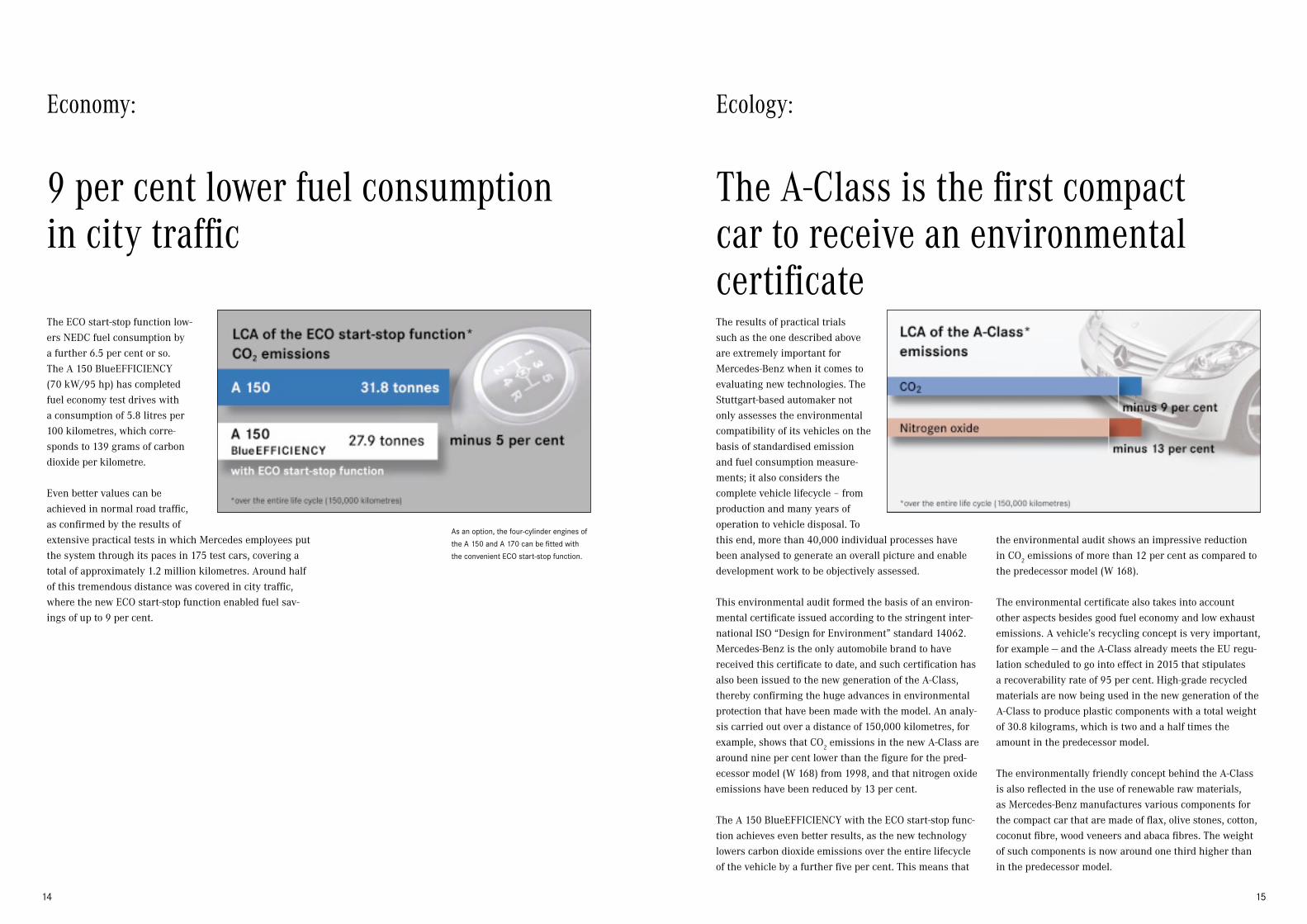
The ECO start-stop function low-ers NEDC fuel consumption by a further 6.5 per cent or so. The A 150 BlueEFFICIENCY (70 kW/95 hp) has completed fuel economy test drives with a consumption of 5.8 litres per 100 kilometres, which corre-sponds to 139 grams of carbon dioxide per kilometre.
Even better values can be achieved in normal road traffic, as confirmed by the results of extensive practical tests in which Mercedes employees put the system through its paces in 175 test cars, covering a total of approximately 1.2 million kilometres. Around half of this tremendous distance was covered in city traffic, where the new ECO start-stop function enabled fuel sav-ings of up to 9 per cent.
Ecology:
The A-Class is the first compact car to receive an environmental certificateThe results of practical trials such as the one described above are extremely important for Mercedes-Benz when it comes to evaluating new technologies. The Stuttgart-based automaker not only assesses the environmental compatibility of its vehicles on the basis of standardised emission and fuel consumption measure-ments; it also considers the complete vehicle lifecycle – from production and many years of operation to vehicle disposal. To this end, more than 40,000 individual processes have been analysed to generate an overall picture and enable development work to be objectively assessed.
This environmental audit formed the basis of an environ-mental certificate issued according to the stringent inter-national ISO “Design for Environment” standard 14062. Mercedes-Benz is the only automobile brand to have received this certificate to date, and such certification has also been issued to the new generation of the A-Class, thereby confirming the huge advances in environmental protection that have been made with the model. An analy-sis carried out over a distance of 150,000 kilometres, for example, shows that CO
2 emissions in the new A-Class are around nine per cent lower than the figure for the pred-ecessor model (W 168) from 1998, and that nitrogen oxide emissions have been reduced by 13 per cent.
The A 150 BlueEFFICIENCY with the ECO start-stop func-tion achieves even better results, as the new technology lowers carbon dioxide emissions over the entire lifecycle of the vehicle by a further five per cent. This means that
the environmental audit shows an impressive reduction in CO
2 emissions of more than 12 per cent as compared to the predecessor model (W 168).
The environmental certificate also takes into account other aspects besides good fuel economy and low exhaust emissions. A vehicle’s recycling concept is very important, for example — and the A-Class already meets the EU regu-lation scheduled to go into effect in 2015 that stipulates a recoverability rate of 95 per cent. High-grade recycled materials are now being used in the new generation of the A-Class to produce plastic components with a total weight of 30.8 kilograms, which is two and a half times the amount in the predecessor model.
The environmentally friendly concept behind the A-Class is also reflected in the use of renewable raw materials, as Mercedes-Benz manufactures various components for the compact car that are made of flax, olive stones, cotton, coconut fibre, wood veneers and abaca fibres. The weight of such components is now around one third higher than in the predecessor model.
As an option, the four-cylinder engines of
the A 150 and A 170 can be fitted with
the convenient ECO start-stop function.

16 17
Safety:
Flashing brake lights warn cars travelling behind
Mercedes-Benz has further refined safety and comfort fea-tures in the new generation of the A-Class. The vehicle’s adaptive brake light, for example, brings technology from the luxury class into the compact segment, which thus benefits from yet another accident prevention system as a standard feature. Here, if a driver engages in an emer-gency braking manoeuvre at a speed over 50 km/h, the brake lights will flash rapidly to warn drivers in the rear, thereby enabling them to react more quickly and avoid a collision.
The flashing brake lights are the result of extensive practi-cal research into the braking behaviour of motorists, dur- ing which Mercedes engineers found that the braking responses of drivers are on average 0.2 seconds faster in emergency braking situations if a flashing red warning is issued in place of conventional brake lights. As a result, the braking distance can be reduced by around 4.40 metres at a speed of 80 km/h, and even by around 5.50 metres at 100 km/h.
If the A-Class is braked at a speed exceeding 70 km/h, the flashing brake lights will be accompanied by hazard warning lights.
The A-Class sets the standards for occupant protection in its market segment, with two-stage front airbags, belt tensioners in the front and the rear outer seats, belt force limiters, active front head restraints and head/thorax side airbags. Mercedes-Benz is also now supplementing this extensive safety technology with crash-active emergency lighting for the interior, which switches on automatically after an accident of a predefined severity, thus providing the occupants with clearer orientation and also facilitating the work of emergency service units.
The flashing brake lights can
dramatically shorten the reaction times
of drivers in the rear.
Parking assist system:
Ultrasound and electric steering help with parking
A-Class drivers who need to find a parking space and back into it will in the future be supported by an active park-ing assist system that will be available as an option in all model variants. Newly developed side-mounted ultrasound sensors help the system identify suitable parking spaces on either side of the street while passing, and then inform the driver by means of a display. The sensors operate up to a speed of 35 km/h, monitoring the area to the left and right of the vehicle and measuring the length and depth of potential parking spaces, while displaying a “P” in the instrument cluster to show that a search is in progress.
Once a suitable parking space has been found, an arrow appears in the display to notify the driver as to which side of the street the space is located on. If the driver then shifts into reverse, acknowledges the display message, and depresses the gas pedal, the active parking assist system will take control of the steering and automatically manoeuvre the car into the parking space. All the driver has to do is to accelerate and use the brake; the ultra-sound sensors in the PARKTRONIC system support the driver and keep him or her informed about the distance to the vehicles in front of and behind the A-Class.
The active parking assist system consists of ten ultra-sound sensors in the front and rear bumpers, as well as an electronic control unit that processes the sensor signals and calculates the best possible path into the parking space. This information is passed on to the electrome-chanical power steering unit, whose electric motor carries out the required steering movements itself. A potential
parking space only has to be 1.30 metres longer than the A-Class for the automatic parking procedure to take place – an indication of the great precision this technol-ogy offers. Because of the very compact dimensions of the A-Class, a parking space with a length of only around 5.19 metres is sufficient to successfully park the vehicle automatically.
Mercedes engineers have also added a new function to an already proven A-Class assistance system, as the model’s Electronic Stability Program (ESP®) now has an automatic hill-holder function that stops the car from rolling back-wards when the driver switches from the brake to the gas pedal when moving up an incline. In such a situation, ESP® briefly maintains constant brake pressure to ensure that the driver can move off smoothly.
Active support for drivers while parking
18 19
Audio:
New units offer Bluetooth, a colour display and Europe-wide navigation
Like all new 2008 Mercedes models, the A-Class comes with additionally improved information, communica-tion, navigation and entertainment systems. Customers can choose among four optional systems: Audio 5, Audio 20, Audio 50 APS and COMAND APS. From Audio 20 on, these include a radio with a twin tuner and a colour display, as well as a Bluetooth interface for mobile phones, a telephone keypad and a CD player. Also included are an automatic volume adjustment system and a glove compart-ment connection for external audio units.
Audio 50 APS comes with a Europe-wide DVD naviga-tion system and a DVD drive, while the top-of-the-line COMAND APS features hard-disk navigation, a music reg-ister, a slot for SD memory cards and a voice control func-tion. Drivers can easily use the LINGUATRONIC system to operate the telephone, audio and navigation systems by means of whole-word commands. Rather than spelling out their wishes, drivers simply say what they want when entering a destination, selecting a radio station or access-ing a saved telephone number.
Interface:
iPod operation via buttons on the steering wheel
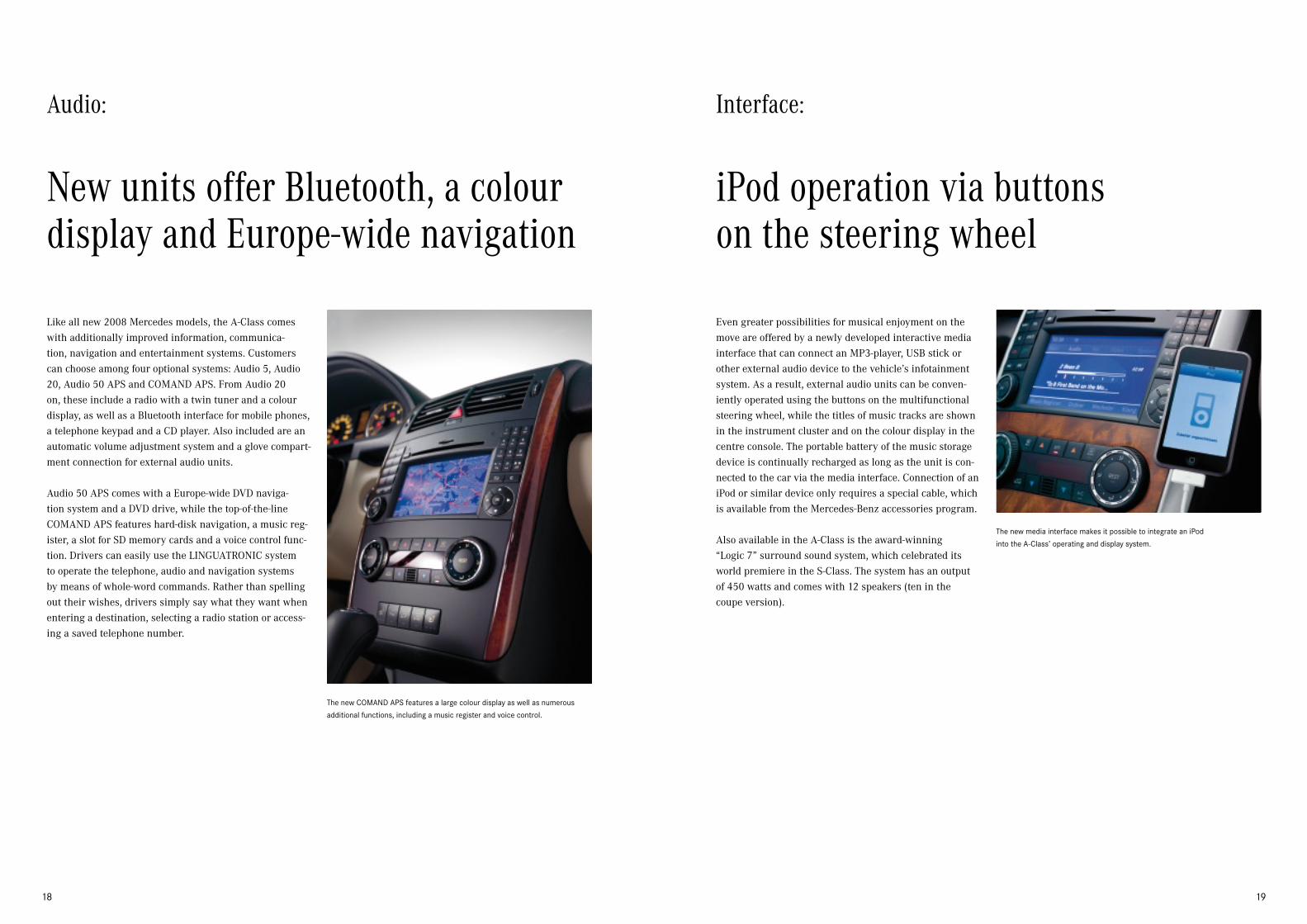
Even greater possibilities for musical enjoyment on the move are offered by a newly developed interactive media interface that can connect an MP3-player, USB stick or other external audio device to the vehicle’s infotainment system. As a result, external audio units can be conven-iently operated using the buttons on the multifunctional steering wheel, while the titles of music tracks are shown in the instrument cluster and on the colour display in the centre console. The portable battery of the music storage device is continually recharged as long as the unit is con-nected to the car via the media interface. Connection of an iPod or similar device only requires a special cable, which is available from the Mercedes-Benz accessories program.
Also available in the A-Class is the award-winning “Logic 7” surround sound system, which celebrated its world premiere in the S-Class. The system has an output of 450 watts and comes with 12 speakers (ten in the coupe version).
The new COMAND APS features a large colour display as well as numerous
additional functions, including a music register and voice control.
The new media interface makes it possible to integrate an iPod
into the A-Class’ operating and display system.

20 21
1 Product documentation
This section documents the essential, environmentally relevant technical data for the different versions of the new A-Class of the 2008 model year on which the general environmental information is based (Chapter 2.1).
The detailed analyses relating to materials (Chapter 1.2), the Life Cycle Assessment (Chapter 2.2) or the recycling concept (Chapter 2.3.1) refer to the basic version of the A-Class, the five-door A 150with the standard equipment package.

22 23
Steel/iron 64.7 % Light alloys 7.8 %Service fluids 5.1 %Non-ferrous metals 2.2 %Process polymers 1.0 %Electronics 0.1 %Other materials 3.8 %Special metals 0.02 %Polymers 15.3 %
Elastomers 4.0 %Duromers 0.3 %
Other plastics 0.3 % Thermoplastics 10.7 %
1.1 Technical data
Characteristic A150*** A170*** A200 A200Turbo A160CDI A180CDI A200CDI
Engine type Petrol engine Petrol engine Petrol engine Petrol engine Diesel engine Diesel engine Diesel engine
Number of cylinders 4 4 4 4 4 4 4
Displacement (eff.) [cc] 1498 1699 2034 2034 1991 1991 1991
Output [kW] 70 85 100 142 60 80 103
Transmission manual x x x x x x x
automatic Optional Optional Optional Optional Optional Optional Optional
Emission standard (met) Euro 4 Euro 4 Euro 4 Euro 4 Euro 4 Euro 4 Euro 4
Weight (w/o driver
and luggage) [kg] 1150/+50* 1165/+39* 1195/+45* 1230/+35* 1250/+45* 1270/+35* 1290/+30*
Exhaust emissions [g/km]
CO2: 148-159/ 157-163/ 172-176/ 187-192/ 128-137/ 134-138/ 138-140/
157-166* 157-169* 172-176* 187-192* 142-154* 142-154* 149-159*
NOX: 0.005/ 0.01/ 0.015/ 0.01/ 0.195/ 0.204/ 0.187/
0.008* 0.005* 0.006* 0.007* 0.167* 0.167* 0.223*
CO: 0.305/ 0.377/ 0.145/ 0.49/ 0.245/ 0.249/ 0.259/
0.363* 0.339* 0.273* 0.651* 0.068* 0.068* 0.124*
HC (petrol engine) 0.029/ 0.052/ 0.022/ 0.063/ - - -
0.07* 0.064* 0.043* 0.06* - - -
HC+NOX: (diesel) - - - - 0.227/ 0.234/ 0.221/
0.179* 0.179* 0.238*
PM (diesel, with DPF) - - - - 0.002/ 0.003/ 0.003/
0.003* 0.003* 0.003*
Fuel consumption 6.2**-6.7/ 6.6-6.8/ 7.2-7.4/ 7.9-8.1/ 4.9-5.2/ 5.0-5.2/ 5.3-5.4/
NEDC comb. [l/100 km] 6.6-7.0* 6.6-7.1* 7.2-7.4* 7.9-8.1* 5.4-5.8* 5.4-5.8* 5.7-6.0*
Driving noise [dB(A)] 71/ 71/ 74/ 71/ 70/ 72/ 73/
71* 72* 74* 71* 71* 71* 71*
* Figures for automatic transmission.
** NEDC consumption of basic A 150 with standard tyres: 6.2 l/100 km.
*** A 150 and A 170 with ECO start-stop function: market launch autumn 2008.
Preliminary consumption and CO2 value of A 150 with ECO start-stop function: 5.8 l/100 km, 139 g CO2/ km.
1.2 Material composition
The weight and material data for the A 150 was taken from in-house documentation of the vehicle’s components (parts list, drawings). To determine the recyclability rate and the Life Cycle Assessment, the “kerb weight accord-ing to DIN” is taken as the basis (no driver and luggage, fuel tank 90 percent full). Figure 1-1 shows the material composition of the new A-Class according to VDA 231-106.
In the new A-Class, more than half of the vehicle weight (64.7 percent) is accounted for by steel/ferrous materials, followed by polymers with 15.3 percent and lightweight metals (7.8 percent) as the third-largest fraction. Service fluids account for roughly 5.1 percent, with the percent-age of non-ferrous metals and other materials (predomi-nantly glass) slightly lower at around 2.2 percent and 3.8 percent respectively. The remaining materials, i.e. process polymers, electronics and precious metals contribute about 1 percent to the weight of the vehicle. In this study the process polymers mainly consist of materials for the paint finish.
The polymers are divided into thermoplastics, elastomers, duromers and non-specific plastics, with the thermoplas-
tics accounting for the largest proportion with just under 11 percent. Elastomers (predominantly tyres) are the sec-ond-largest fraction with 4 percent.
The service fluids include oils, fuel, coolant, refriger-ant, brake fluid and washer fluid. Only circuit boards are included in the electronics group. Cables and batteries are categorised according to their materials composition.
A comparison with the preceding model shows major changes, especially in the materials steel and aluminium. While steel represents 64.7 percent of the materials used in the new A-Class, 4.6 percent more than in its predeces-sor model, lightweight metals make up 7.8 percent of the materials mix, a 2.5 percent reduction. The major differ-ences are:
• Increased mass of the body due to greater crash safety and larger dimensions.• The rear door and wings are made of steel instead of thermoplastic.• Different basic equipment (additional safety features, climate control).
The following table documents the essential technical data of the new A-Class versions.
The relevant environmental aspects are explained in detail in the environmental profile in Chapter 2.
Figure 1-1: Materials composition of the new A-Class

24 25
2 Environmental profile
2.1 General environmental issues
Considerable reductions in fuel consumption have been achieved with the new A-Class. For the A 150 base ver-sion, and compared to its predecessor, fuel consumption has been reduced from 7.1 l/100 km (at market launch in 1998) and 6.9 l/100 km (at the time of model replacement in 2004 incl. fuel economy measures introduced during the product life cycle) to between 6.2 and 6.7 l/100 km, depending on the tyres. In relation to the market launch of the preceding model this represents a remarkable reduction in fuel consumption of as much as 13 percent. The new A-Class thus makes an important contribution to the ambitious CO
2 targets defined under the voluntary arrangements agreed on by the European automotive industry and the European Union.
Mercedes-Benz has therefore developed the ECO Start/Stop function, which in the A-Class will be available in the A 150 and A 170 models beginning in September 2008. This function shuts off the combustion engine, for example at a red light or in traffic jams, in order to save fuel and prevent emissions. Thanks to the ECO Start/Stop function, the fuel consumption of the A 150 is reduced to 5.8 l/100km, an 18 percent improvement in fuel economy compared to the corresponding value for the predecessor vehicle at its market launch.
The environmental profile documents the general environmental features of the A-Class with respect to topics including fuel consump-tion, emissions or environmental management systems, as well as providing specific analyses of the environmental performance, such as Life Cycle Assessment, the recycling concept and the use of secondary and renewable raw materials.
The new generation of the A-Class features a completely reworked design,
equipment of even higher quality and technological innovations that further
improve the vehicle’s safety, comfort and economy.

26 27
The modular technology concept developed by Mercedes-Benz features intelligent energy management in all the relevant vehicle components, optimised combus-tion engines, and custom-tailored hybrid solutions that can be used individually or in combination depending on vehicle class, vehicle use profile and customers’ specific wishes. In addition, Mercedes-Benz has announced it will begin series production of the B-Class F-Cell with a new-generation fuel cell drive in 2010.
Fuel consumption, however, is effected not only by vehicle improvements but also by drivers’ behaviour behind the wheel, which plays a decisive role in fuel efficiency. That is why the operating instructions for the latest A-Class include suggestions for driving in an economical and en-vironmentally friendly manner. Mercedes-Benz also offers its customers an “Eco driver training” programme. The results of this training show that fuel consumption of a passenger car can be reduced by as much as 15 percent by means of an economical, energy-conscious driving style.
The A-Class is also fit for the future in terms of fuels. The diesel models, for example, can be run with SunDiesel, which was developed thanks to a decisive contribution by Mercedes-Benz. SunDiesel is refined, liquefied bio-mass. Compared to conventional, fossil-based diesel, this fuel produces nearly 90 percent less CO
2 emissions and contains neither sulphur nor harmful aromatic com-pounds. The properties of the clean, synthetic fuel can be practically customized and optimally adjusted to engines in its production stage. But the biggest advantage is the complete exploitation of the biomass. Unlike conventional biodiesel, in which only about 27 percent of the energy
in rapeseed is turned into fuel, the process by CHOREN utilizes the entire plant and not just the oil-bearing seed.
A dramatic improvement also was achieved in terms of exhaust emissions. Mercedes-Benz is the first automobile manufacturer to equip all of its diesel passenger cars – from the A-Class to the S-Class – with zero-maintenance, additive-free diesel particulate filters . This also applies, of course, to diesel-powered versions of the new A-Class: the A 160 CDI produces about 95 percent fewer particulate emissions than its predecessor from 2004. With the new A-Class, Mercedes-Benz has significantly reduced not only the particulates but also other emissions.
The A 150’s nitrogen oxide emissions (NOX), for example,
are 75 percent lower than its comparable predecessor model, and the A200 also is an improvement on its pred-ecessor, with a reduction in hydrocarbon emissions (HC) and carbon monoxide emissions (CO) of about 39 percent and around 41 percent respectively. With these improve-ments, the A-Class’ NOx, CO and HC emissions also are around 81 percent, about 86 percent and 78 percent lower respectively than the values specified by the Euro 4 European emissions limits.
The A-Class is produced in Mercedes’ Rastatt plant. For many years this production facility has been equipped with an environmental management system that is certi-fied to be in compliance with the EU’s Eco-Management
and Audit Scheme (EMAS) and the international ISO standard 14001. The paint technologies used for the A-Class, for example, are not only the technological state of the art but also stand out by virtue of their high levels of environmental friendliness, efficiency and quality, which are achieved thanks to consistent use of water-based paints, with less than 10 per cent of solvents and the solvent-free powder-slurry clear coat. This new painting process makes it possible to considerably reduce the use of solvents and cuts paint consumption by 20 percent.
The plant already has been recognised with three prestig-ious awards for this exemplary new development: the In-novation Prize in Cannes, the Environmental Prize of the Federation of German Industries (BDI), and the European Business Award for the Environment.
The A-Class with the ECO Start/Stop function offers one of the future-oriented modular technology concepts from Mercedes-Benz.
At the 62nd International Motor Show in Frankfurt/Main, the automaker from Stuttgart presented an entire fleet of economical and clean-running automobiles with intelli-gently combined drive technologies.
With a total of 19 new vehicles
– including eight BLUETEC models,
seven hybrid vehicles from five production series,
and the F 700 research vehicle –
Mercedes is presenting its roadmap to sustainable mobility.
The fuel cell-powered B-Class will go into series production in 2010.
1 Standard equipment in Germany, Austria, Switzerland and the Netherlands,
optional in all other countries where fuel sulphur content is less than 50 ppm.
The paint shop at the Mercedes plant in Rastatt uses low-solvent base coats
and a solvent-free clear powder coating.
28 29
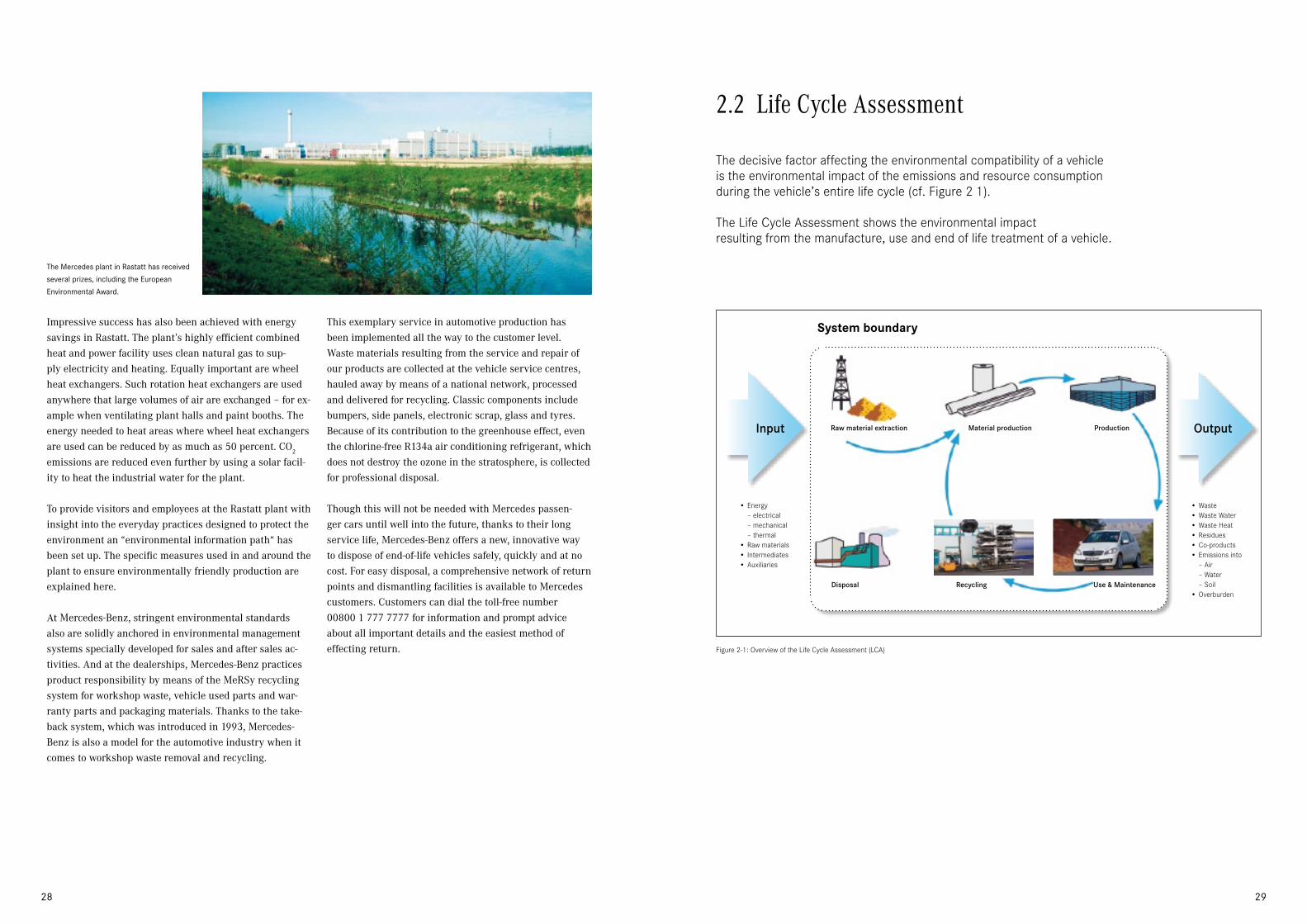
Rawmaterialextraction Materialproduction ProductionInput Output
• Energy – electrical – mechanical – thermal• Raw materials• Intermediates• Auxiliaries
• Waste• Waste Water• Waste Heat• Residues• Co-products• Emissions into – Air – Water – Soil• Overburden
System boundary
Disposal Recycling Use&Maintenance
Impressive success has also been achieved with energy savings in Rastatt. The plant’s highly efficient combined heat and power facility uses clean natural gas to sup-ply electricity and heating. Equally important are wheel heat exchangers. Such rotation heat exchangers are used anywhere that large volumes of air are exchanged – for ex-ample when ventilating plant halls and paint booths. The energy needed to heat areas where wheel heat exchangers are used can be reduced by as much as 50 percent. CO
2 emissions are reduced even further by using a solar facil-ity to heat the industrial water for the plant.
To provide visitors and employees at the Rastatt plant with insight into the everyday practices designed to protect the environment an “environmental information path“ has been set up. The specific measures used in and around the plant to ensure environmentally friendly production are explained here.
At Mercedes-Benz, stringent environmental standards also are solidly anchored in environmental management systems specially developed for sales and after sales ac-tivities. And at the dealerships, Mercedes-Benz practices product responsibility by means of the MeRSy recycling system for workshop waste, vehicle used parts and war-ranty parts and packaging materials. Thanks to the take-back system, which was introduced in 1993, Mercedes-Benz is also a model for the automotive industry when it comes to workshop waste removal and recycling.
This exemplary service in automotive production has been implemented all the way to the customer level. Waste materials resulting from the service and repair of our products are collected at the vehicle service centres, hauled away by means of a national network, processed and delivered for recycling. Classic components include bumpers, side panels, electronic scrap, glass and tyres. Because of its contribution to the greenhouse effect, even the chlorine-free R134a air conditioning refrigerant, which does not destroy the ozone in the stratosphere, is collected for professional disposal.
Though this will not be needed with Mercedes passen-ger cars until well into the future, thanks to their long service life, Mercedes-Benz offers a new, innovative way to dispose of end-of-life vehicles safely, quickly and at no cost. For easy disposal, a comprehensive network of return points and dismantling facilities is available to Mercedes customers. Customers can dial the toll-free number 00800 1 777 7777 for information and prompt advice about all important details and the easiest method of effecting return.
The decisive factor affecting the environmental compatibility of a vehicle is the environmental impact of the emissions and resource consumption during the vehicle’s entire life cycle (cf. Figure 2 1).
The Life Cycle Assessment shows the environmental impact resulting from the manufacture, use and end of life treatment of a vehicle.
2.2 Life Cycle Assessment
Figure 2-1: Overview of the Life Cycle Assessment (LCA)
The Mercedes plant in Rastatt has received
several prizes, including the European
Environmental Award.
30 31
Project scope (continued)
Cutoff criteria • Life Cycle Assessment data (GaBi) for material production, supplied energy, manufacturing processes and transport are
described in the pertinent documentation (http://www.pe-international.com/gabi).
• No explicit cutoff criteria. All available weight information is processed.
• Noise and land use are not available as LCA data today and therefore are neglected.
• “Fine dust” and particulate emissions are not analysed. Major sources of fine dust (mainly tyre and brake abrasion) are not
dependent on vehicle type and consequently of no relevance to the result of vehicle comparison.
Balancing • Life cycle; in conformity with ISO 14040 and 14044 (Life Cycle Assessment).
Balance parameters • Material composition according to VDA 231-106.
• LCI level: resource consumption as primary energy, emissions e.g. CO2, CO, NOX, SO2, NMVOC, CH4, etc.
• Impact assessment: Abiotic depletion potential (ADP), global warming potential (GWP), photochemical ozone creation
potential (POCP), eutrophication potential (EP), acidification potential (AP).
These impact assessment parameters are based on internationally accepted methods. They are modelled on categories
selected by the European automotive industry with the participation of numerous stakeholders, in an EU project, LIRECAR.
The mapping of impact potentials for human toxicity and ecotoxicity does not yet have sufficient scientific backing today
and therefore will not deliver useful results.
• Interpretation: sensitivity analyses of car module structure; dominance analysis over life cycle.
Software • MB DfE tool. This tool models a car with its typical structure and typical components, including their manufacture, and is
adapted with vehicle-specific data on materials and weights. It is based on the LCA software GaBi4
(http://www.pe-international.com/gabi).
Evaluation • Analysis of life cycle results according to phases (dominance). The manufacturing phase is evaluated based on the
underlying car module structure. Contributions of relevance to the results are discussed.
Documentation • Final report with all parameters.
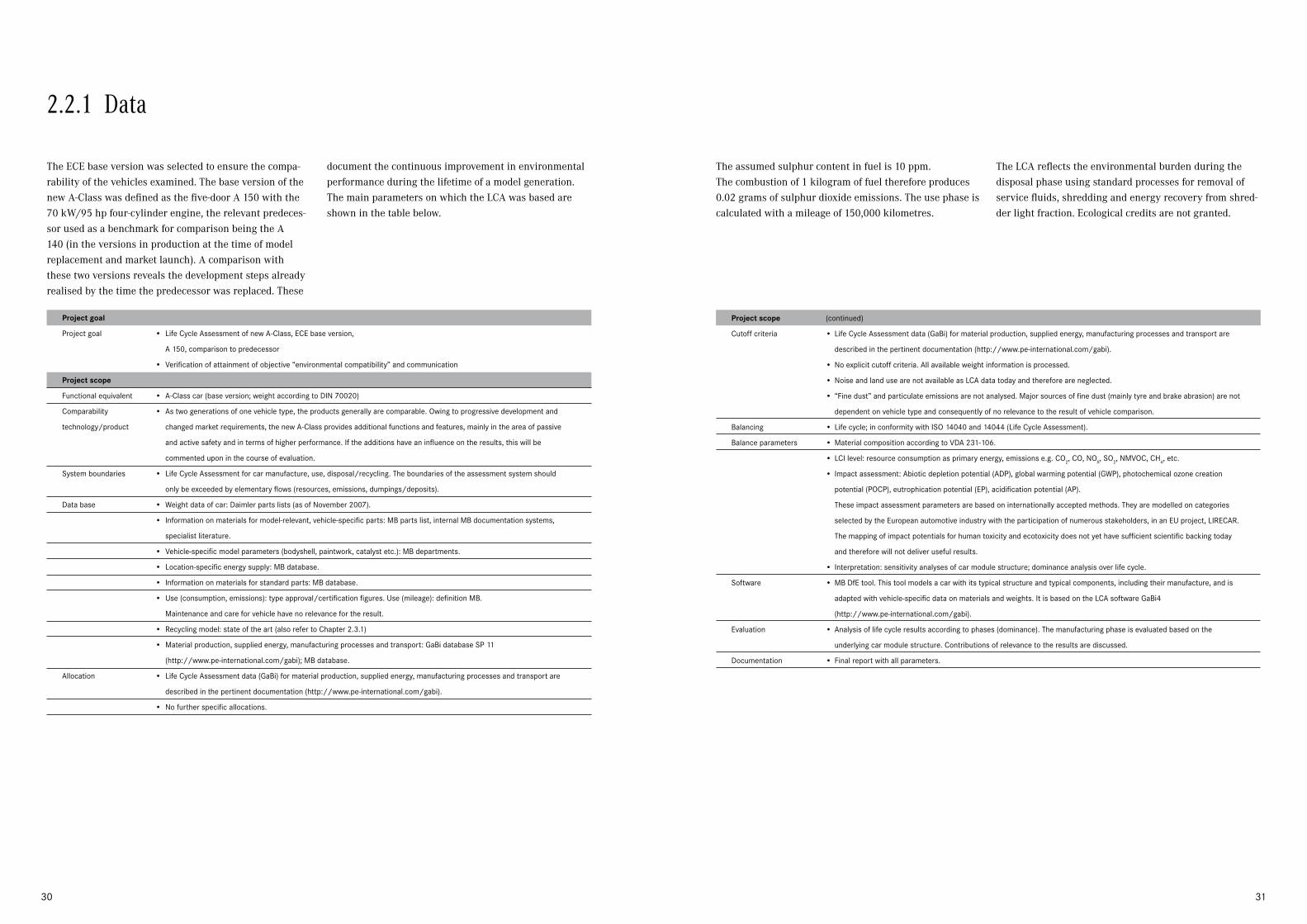
The ECE base version was selected to ensure the compa-rability of the vehicles examined. The base version of the new A-Class was defined as the five-door A 150 with the 70 kW/95 hp four-cylinder engine, the relevant predeces-sor used as a benchmark for comparison being the A 140 (in the versions in production at the time of model replacement and market launch). A comparison with these two versions reveals the development steps already realised by the time the predecessor was replaced. These
2.2.1 Data
Project goal
Project goal • Life Cycle Assessment of new A-Class, ECE base version,
A 150, comparison to predecessor
• Verification of attainment of objective “environmental compatibility” and communication
Project scope
Functional equivalent • A-Class car (base version; weight according to DIN 70020)
Comparability • As two generations of one vehicle type, the products generally are comparable. Owing to progressive development and
technology/product changed market requirements, the new A-Class provides additional functions and features, mainly in the area of passive
and active safety and in terms of higher performance. If the additions have an influence on the results, this will be
commented upon in the course of evaluation.
System boundaries • Life Cycle Assessment for car manufacture, use, disposal/recycling. The boundaries of the assessment system should
only be exceeded by elementary flows (resources, emissions, dumpings/deposits).
Data base • Weight data of car: Daimler parts lists (as of November 2007).
• Information on materials for model-relevant, vehicle-specific parts: MB parts list, internal MB documentation systems,
specialist literature.
• Vehicle-specific model parameters (bodyshell, paintwork, catalyst etc.): MB departments.
• Location-specific energy supply: MB database.
• Information on materials for standard parts: MB database.
• Use (consumption, emissions): type approval/certification figures. Use (mileage): definition MB.
Maintenance and care for vehicle have no relevance for the result.
• Recycling model: state of the art (also refer to Chapter 2.3.1)
• Material production, supplied energy, manufacturing processes and transport: GaBi database SP 11
(http://www.pe-international.com/gabi); MB database.
Allocation • Life Cycle Assessment data (GaBi) for material production, supplied energy, manufacturing processes and transport are
described in the pertinent documentation (http://www.pe-international.com/gabi).
• No further specific allocations.
The assumed sulphur content in fuel is 10 ppm. The combustion of 1 kilogram of fuel therefore produces 0.02 grams of sulphur dioxide emissions. The use phase is calculated with a mileage of 150,000 kilometres.
The LCA reflects the environmental burden during the disposal phase using standard processes for removal of service fluids, shredding and energy recovery from shred-der light fraction. Ecological credits are not granted.
document the continuous improvement in environmental performance during the lifetime of a model generation. The main parameters on which the LCA was based are shown in the table below.

32 33
30
25
20
15
10
5
0
CO
2e
mis
sion
s[t
/veh
.]
5.0
26.5
0.3
Production Operation Recycling
CO2[t]
Primary energy demand [GJ]
CO [kg]
NOX [kg]
NMVOC [kg]
SO2 [kg]
CH4 [kg]
GWP100 [t CO2-equiv.]
AP [kg SO2-equiv.]
EP [kg phosphate-equiv.]
ADP [kg Sb-equiv.]
POCP [kg ethene-equiv.]
0 % 10 % 20 % 30 % 40 % 50 % 60 % 70 % 80 % 90 % 100 %
32
440
72
15
13
25
35
33
37
5
205
8
Veh.production Fuelproduction Operation Recycling
Over the entire life cycle of the new A-Class, the life cycle inventory calculations indicate, for example, a primary energy consumption of around 440 gigajoules (equal to the energy content of about 10.3 tonnes of pre-mium grade petrol) and the input into the environment of around 32 tonnes of carbon dioxide (CO
2), about 13 kilograms of non-methane hydrocarbons (NMVOC), about 15 kilograms of nitrogen oxides (NOX) and almost 25 kilograms of sulphur dioxide (SO2). In addition to the analysis of overall results, the distribution of single environmental impacts among the different phases of the life cycle is investigated. The relevance of each life cycle phase depends on the particular environmental impact being considered. For CO
2 emissions and primary energy consumption, the use phase dominates with a share of around 80 percent (cf. Figure 2-2).
However, it is not the use of the vehicle alone which determines its environmental compatibility. Some environ-mentally relevant emissions are caused principally by its manufacture, for example the SO
2 and NOX emissions (c.f. Figure 2-3). The manufacturing phase must be in-cluded in the analysis of ecological compatibility for this reason. For a great many emissions today, the dominant factor is not so much the automotive operation itself, but the production of the fuel, for instance for hydrocarbon (NMVOC) and NO
X emissions and for the environmental impacts which they essentially entail: such as photochemi-cal ozone creation potential (POCP: summer smog, ozone) and acidification potential (AP).
For comprehensive and thus sustained improvement of the environmental impact associated with a vehicle, it is necessary also to consider the end-of-life-phase. With regard to energy, the use or initiation of recycling cycles is rewarding. For a complete assessment, within each life cycle phase all environmental inputs are balanced. In ad-dition to the results shown above, it was established, for example, that municipal waste and tailings (particularly ore dressing residues and overburden) originate mainly in the manufacturing phase, whereas the hazardous wastes are mainly caused by the provision of petrol during the use phase.
Burdens on the environment due to emissions in water are a result of vehicle manufacture, in particular owing to the output of heavy metals, NO
3-- - and SO4
2- -ions as well as the factors AOX, BOD and COD.
2.2.2 Results for the A 150
Figure 2-2: Overall carbon dioxide (CO2) emissions balance in tonnes
Figure 2-3: Life cycle phases related to selected parameters
In addition to analysing the overall results, the distribu-tion of selected environmental impacts over the produc-tion of individual modules is investigated. For example, the percentage distribution of carbon dioxide and sulphur dioxide emissions for different modules is shown in Fig-ure 2-4. While the bodyshell is dominant with respect to carbon dioxide emissions, modules with precious or non-ferrous metals as well as glass, whose production leads to high sulphur dioxide emissions, are more relevant for the production of these emissions.

34 35
0 % 5 % 10 % 15 % 20 % 25 % 30 %
Emissions for veh. production [%]
Total vehicle (painting)
Passenger cell-bodyshell
Flaps/wings
Doors
Cockpit
Mounted parts external
Mounted parts internal
Seats
Electric/electronics
Tyres
Controls
Fuel system
Hydraulics
Engine/transmission peripherals
Engine
Manual transmission
Steering
Front axle
Rear axle
CO2
SO2
CO
2 em
issi
ons
[t/v
eh.]
Mileage [ ‘000km]0 50 100 150
W 169 A 150 (6.2 l; 148 g CO2/km)W 168 MA A 140 (6.9 l; 166 g CO2/km)W 168 ME A 140 (7.1 l; 171 g CO2/km)
As of 1/2008
40
35
30
25
20
15
10
5
0
Predecessor from 2004
35.1
34.4
4.2
4.4
=Production
5.0
31.8
new A-Class
Predecessor from 1998
new A-Class production, total:CO2 5.0 tSO2 10.0 kg
Figure 2-4: Distribution of selected parameters (CO2 and SO2) of different modules
2.2.3 Comparison with predecessor model
Parallel to the investigation of the new A-Class, an LCA for the ECE base version of the preceding model was com-piled (1,030 kilograms DIN weight at the time of model re-placement, 1,020 kilograms DIN weight at market launch). The parameters on which it was based are identical with those of the new A-Class, with production reflected by an extract from the parts list. Operating data for the pre-ceding model with the same engine displacement were calculated using the valid certification values. The same, state-of-the-art model was used for disposal/recycling.
Figure 2-5 shows that the vehicles have similarly high carbon dioxide emissions during production, but that the new A-Class has clear advantages over the entire life cycle. At the beginning of the life cycle, production of the 2008 A-Class causes slightly higher CO
2 emissions (total of 5.0 tonnes of CO2). During the subsequent use phase the new A-Class emits approximately 27 tonnes of CO2; the total over the production, use and disposal phases
Figure 2-5: Comparison of carbon dioxide emissions for the new A-Class and its predecessor [t/veh]
being around 32 tonnes of CO2. Production of the preceding model (market launch of predecessor in 1998 and model replacement of predecessor in 2004) accounts for 4.2 and 4.4 tonnes of CO2, respectively. Owing to their higher fuel consumption, the preceding models emit 31 tonnes (1998) and 30 tonnes (2004) of CO2 in the use phase.
The total is around 35 tonnes and 34 tonnes of CO2 emis-sions, respectively. The break-even point for the new A-Class is therefore already at around 30,000 kilometres. This means that from this mileage, the new A-Class emits less carbon dioxide and has offset the slight increase of the production phase. Taking production and an operating mileage of more than 150,000 kilometres together, the cur-rent model causes around 8 percent fewer CO
2 emissions than its predecessor at the time of model replacement. If the preceding model is taken for comparison at the time of market launch, the new A-Class is better by 9 percent.
36 37
NO
X em
issi
ons
[kg/
veh.
]
Mileage [ ‘000km]0 50 100 150
W 169 A 150 (6.2 l; 0.005 g NOX/km)W 168 MA A 140 (6.9 l; 0.02 g NOX/km)W 168 ME A 140 (7.1 l; 0.02 g NOX/km)
As of 1/2008
20
18
16
14
12
10
8
6
4
2
0
Predecessor from 1998
17.8
17.6
7.3
6.8
=Production
7.7
15.3
new A-Class
Predecessor from 2004
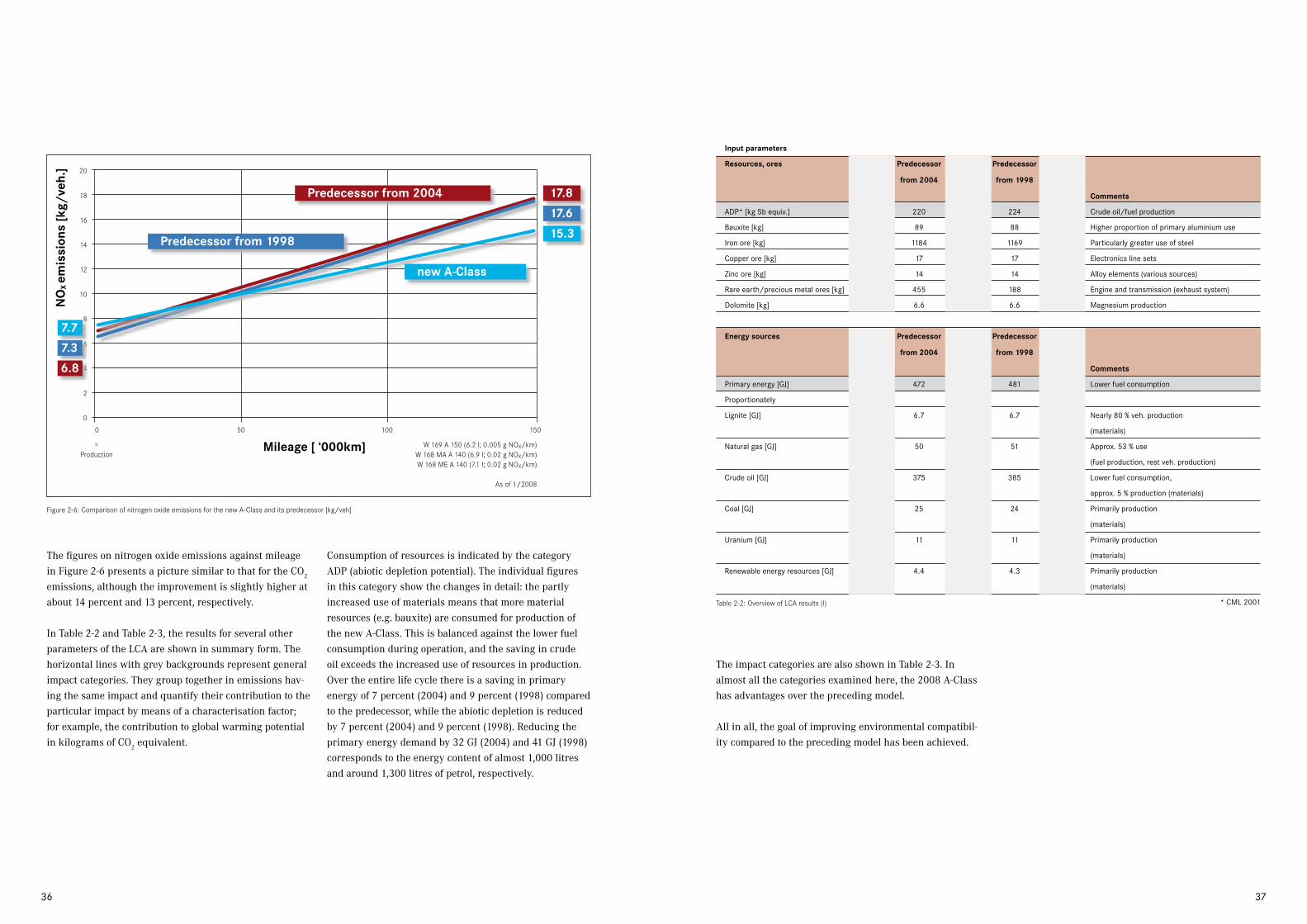
Input parameters
Resources, ores New Predecessor Delta for Predecessor Delta for
A-Class from 2004 predecessor from 1998 predecessor
from 2004 from 1998 Comments
ADP* [kg Sb equiv.] 204 220 - 7 % 224 - 9 % Crude oil/fuel production
Bauxite [kg] 96 89 8 % 88 10 % Higher proportion of primary aluminium use
Iron ore [kg] 1390 1184 17 % 1169 19 % Particularly greater use of steel
Copper ore [kg] 23 17 40 % 17 40 % Electronics line sets
Zinc ore [kg] 19.8 14 44 % 14 45 % Alloy elements (various sources)
Rare earth/precious metal ores [kg] 217 455 - 52 % 188 16 % Engine and transmission (exhaust system)
Dolomite [kg] 5.8 6.6 - 12 % 6.6 - 12 % Magnesium production
Energy sources New Predecessor Delta for Predecessor Delta for
A-Class from 2004 Predecessor from 1998 Prodecessor
from 2004 from 1998 Comments
Primary energy [GJ] 440 472 - 7 % 481 - 9 % Lower fuel consumption
Proportionately
Lignite [GJ] 7.1 6.7 5 % 6.7 6 % Nearly 80 % veh. production
(materials)
Natural gas [GJ] 49 50 - 4 % 51 - 4 % Approx. 53 % use
(fuel production, rest veh. production)
Crude oil [GJ] 340 375 - 9 % 385 - 12 % Lower fuel consumption,
approx. 5 % production (materials)
Coal [GJ] 28 25 15 % 24 19 % Primarily production
(materials)
Uranium [GJ] 12 11 4 % 11 6 % Primarily production
(materials)
Renewable energy resources [GJ] 4.5 4.4 4 % 4.3 6 % Primarily production
(materials)
* CML 2001Table 2-2: Overview of LCA results (I)
The figures on nitrogen oxide emissions against mileage in Figure 2-6 presents a picture similar to that for the CO2 emissions, although the improvement is slightly higher at about 14 percent and 13 percent, respectively.
In Table 2-2 and Table 2-3, the results for several other parameters of the LCA are shown in summary form. The horizontal lines with grey backgrounds represent general impact categories. They group together in emissions hav-ing the same impact and quantify their contribution to the particular impact by means of a characterisation factor; for example, the contribution to global warming potential in kilograms of CO
2 equivalent.
Figure 2-6: Comparison of nitrogen oxide emissions for the new A-Class and its predecessor [kg/veh]
Consumption of resources is indicated by the category ADP (abiotic depletion potential). The individual figures in this category show the changes in detail: the partly increased use of materials means that more material resources (e.g. bauxite) are consumed for production of the new A-Class. This is balanced against the lower fuel consumption during operation, and the saving in crude oil exceeds the increased use of resources in production. Over the entire life cycle there is a saving in primary energy of 7 percent (2004) and 9 percent (1998) compared to the predecessor, while the abiotic depletion is reduced by 7 percent (2004) and 9 percent (1998). Reducing the primary energy demand by 32 GJ (2004) and 41 GJ (1998) corresponds to the energy content of almost 1,000 litres and around 1,300 litres of petrol, respectively.
The impact categories are also shown in Table 2-3. In almost all the categories examined here, the 2008 A-Class has advantages over the preceding model.
All in all, the goal of improving environmental compatibil-ity compared to the preceding model has been achieved.

38 39
Impact categories
New Predecessor Delta for Predecessor Delta for
A-Class from 2004 predecessor from 1998 predecessor
from 2004 from 1998 Comments
GWP* [t CO2 equiv.] 33 35 - 8 % 36 - 9 % Particularly due to CO2 emissions
fuel consumption
AP* [kg SO2 equiv.] 37 41 - 9 % 40 - 7 % Particularly due to SO2 emissions from materials
production and fuel production
EP* [kg phosphate equiv.] 4.6 4.2 11 % 4.1 12 % Particularly due to NOX emissions of veh. and
fuel production and COD from materials
production (steel/stainless steel)
POCP* [kg ethene equiv.] 8 9 - 13 % 15 - 47 % NMVOC emissions/fuel production
*CML 2001
Emissions in air New Predecessor Delta for Predecessor Delta for
A-Class from 2004 Predecessor from 1998 Predecessor
from 2004 from 1998 Comments
CO2 [t] 32 34 - 8 % 35 - 9 % Lower fuel consumption
CO [kg] 72 69 4 % 131 - 45 % Higher emissions in operation
NMVOC [kg] 13 16 - 19 % 27 - 53 % Lower consumption
(fuel production and veh. operation)
CH4 [kg] 35 38 - 6 % 38 - 7 % Lower fuel consumption
(fuel production)
NOX [kg] 15 18 - 14 % 18 - 13 % Approx. 50 % due to production (materials)
SO2 [kg] 25 27 - 7 % 26 - 4 % Approx. 40 % due to production (materials)
Fuel production
Emissions in water New Predecessor Delta for Predecessor Delta for
A-Class from 2004 Predecessor from 1998 Predecessor
from 2004 from 1998 Comments
BOD [kg] 0.33 0.32 4 % 0.31 7 % Production (materials),
higher total vehicle weight
Hydrocarbons [kg] 0.24 0.26 - 8 % 0.26 - 9 % Lower fuel consumption
(fuel productions)
NO3- [g] 288 309 - 7 % 306 - 6 % Due to production (materials),
and fuel consumption
PO4 3- [g] 18 20 - 10 % 21 - 11 % Lower fuel consumption
(fuel productions)
SO4 2- [kg] 12.3 12.4 - 1 % 12.5 - 2 % Due to production (materials),
and fuel consumption
Table 2-3: Overview of LCA results (II)
2.2.4 Results for A 150 with ECO Start/Stop function
Beginning in September 2008, Mercedes-Benz will be expanding its A-Class model range through the addition of the A 150 and A 170, both of which feature the ECO Start/Stop function. This function makes it possible to shut off the combustion engine when it is below a certain rpm by shifting the manual gear to neutral. This enables motor-ists to save fuel and avoid producing emissions when they are caught in a traffic jam or waiting at a red light, for example.
The ECO Start/Stop function is based on control electron-ics used for the control system of a belt-driven starter generator. This starter generator is installed in the engine compartment in place of the generator. It is connected to the combustion engine by a belt drive attached to the crankshaft.
Assisted by an intelligent generator management system, the starter generator supplies the on-board power network with electricity when in generator mode. However, when switched to starter mode, it provides sufficient torque to start up the engine. Unlike a conventional starter, the starter-generator starts the engine with much more elec-trical power and thus substantially faster. Thanks to the belt drive, the engine also starts more quietly than with a conventional starter or with other start/stop systems.
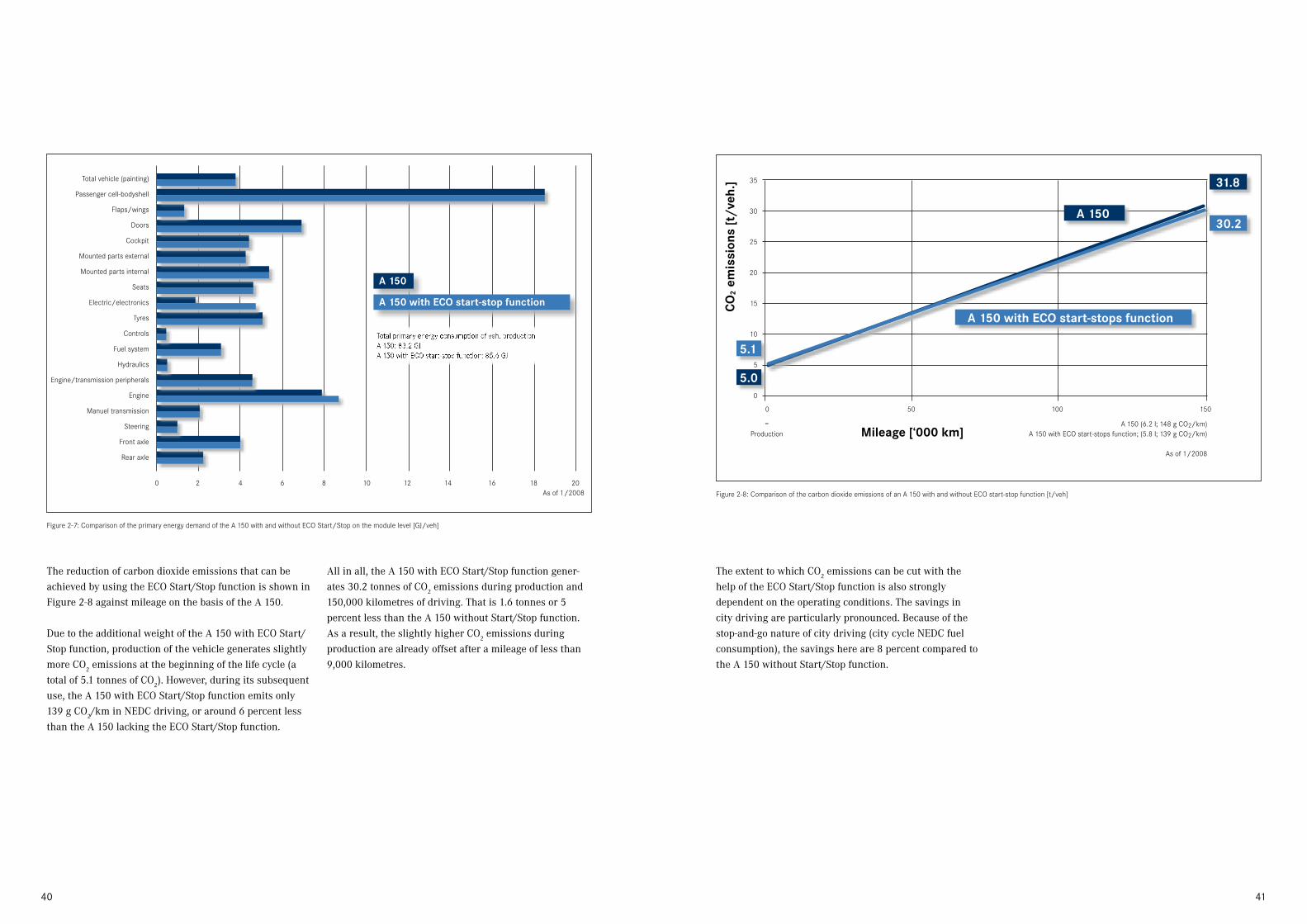
The A 150 with the ECO Start/Stop function requires addi-tional components that increase the car’s weight by about 21 kilograms. This increases the environmental impact of vehicle production somewhat, compared to the normal A 150 version. Figure 2-7 shows how much primary energy is consumed for each module of the two vehicle versions. There are differences for three modules: engine, engine/transmission peripherals and electrical/electronic sys-tems. Overall, manufacturing the car requires only about 3 percent more primary energy than producing the A 150.
For the ECO start-stop function Mercedes-Benz uses a belt-driven
starter-generator that feeds electrical energy into the onboard network
40 41
0 2 4 6 8 10 12 14 16 18 20 As of 1/2008
Total vehicle (painting)
Passenger cell-bodyshell
Flaps/wings
Doors
Cockpit
Mounted parts external
Mounted parts internal
Seats
Electric/electronics
Tyres
Controls
Fuel system
Hydraulics
Engine/transmission peripherals
Engine
Manuel transmission
Steering
Front axle
Rear axle
Total primary energy consumption of veh. productionA 150: 83.2 GJA 150 with ECO start-stop function: 85.6 GJ
A 150
A 150 with ECO start-stop function CO
2 e
mis
sion
s [t
/veh
.]
Mileage [‘000 km]
0 50 100 150
A 150 (6.2 l; 148 g CO2/km)A 150 with ECO start-stops function; (5.8 l; 139 g CO2/km)
As of 1/2008
35
30
25
20
15
10
5
0
A 150 with ECO start-stops function
31.8
30.2
5.0
5.1
=Production
A 150
Figure 2-8: Comparison of the carbon dioxide emissions of an A 150 with and without ECO start-stop function [t/veh]
The reduction of carbon dioxide emissions that can be achieved by using the ECO Start/Stop function is shown in Figure 2-8 against mileage on the basis of the A 150.
Due to the additional weight of the A 150 with ECO Start/Stop function, production of the vehicle generates slightly more CO2 emissions at the beginning of the life cycle (a total of 5.1 tonnes of CO2). However, during its subsequent use, the A 150 with ECO Start/Stop function emits only 139 g CO2/km in NEDC driving, or around 6 percent less than the A 150 lacking the ECO Start/Stop function.
All in all, the A 150 with ECO Start/Stop function gener-ates 30.2 tonnes of CO2 emissions during production and 150,000 kilometres of driving. That is 1.6 tonnes or 5 percent less than the A 150 without Start/Stop function. As a result, the slightly higher CO2 emissions during production are already offset after a mileage of less than 9,000 kilometres.
The extent to which CO2 emissions can be cut with the help of the ECO Start/Stop function is also strongly dependent on the operating conditions. The savings in city driving are particularly pronounced. Because of the stop-and-go nature of city driving (city cycle NEDC fuel consumption), the savings here are 8 percent compared to the A 150 without Start/Stop function.
Figure 2-7: Comparison of the primary energy demand of the A 150 with and without ECO Start/Stop on the module level [GJ/veh]

42 43
2.3 Design for recovery
The requirements for the recovery of end-of-life vehicles (ELV) were redefined on approval of the European End-of-Life Vehicle Directive (2000/53/EC) on September 18, 2000. The aims of this directive are to avoid vehicle-related waste and encourage the take-back, re-use and recycling of vehicles and their components. The resulting requirements for the automotive industry are as follows:
• Set up networks for collection of end-of-life vehicles and used parts from repairs• Achievement of an overall recovery rate of 95 percent by January 1, 2015• Proof of compliance with the recovery rate in the context of type approval for new vehicles, from December 2008• Free take-back of all end-of-life vehicles, from January 2007• Provision of dismantling information to ELV recyclers within six months after market launch• Prohibition of the heavy metals lead, hexavalent chromium, mercury and cadmium, taking into account the exceptions in Annex II
The method for calculating the recoverability of passenger cars is defined by ISO standard 22628 – “Road vehicles – Recyclability and recoverability – Calculation method”.
The calculation model reflects the real process of end-of-life vehicle recycling, and is divided into the following four steps:
1. Pre-treatment (removal of all service fluids; tyres; the battery and catalytic converters; ignition of airbags)2. Dismantling (removal of replacement parts and/or components for material recycling)3. Separation of metals in the shredder process4. Treatment of non-metallic residual fraction (shredder light fraction – SLF).
The recycling concept for the new A-Class was designed in parallel with the vehicle development process, with analy-sis of the individual components and materials for each stage of the process. On the basis of the quantitative flows stipulated for each step, the recycling rate or recovery rate for the overall vehicle is determined.
At the pre-treatment stage, the ELV recycler removes the fluids, battery, oil filter, tyres and catalytic converters. The airbags are triggered using equipment standardised for all European vehicle manufacturers. The components removed first during the dismantling stage are those required by the European End-of-Life Vehicle Directive. To improve recycling, numerous components and assemblies are then dismantled for direct sale as used replacement parts or as a basis for remanufacturing.
Further utilization of used parts has a long tradition at Mercedes-Benz. In fact, the Mercedes-Benz Used Parts Centre (GTC) was founded back in 1996. With its quality-tested used parts, the GTC is a major component of the service and parts business of the Mercedes-Benz brand, and makes a substantial contribution to age and value-related repairs to our vehicles. In addition to used parts, the ELV recycler removes specific materials which can be recycled using economically worthwhile methods. Apart
from aluminium and copper components, these include certain large plastic parts.
As part of the development process for the A-Class, these components were specifically designed for later recycling. In addition to material purity, care was taken to ensure easy dismantling of relevant thermoplastic components such as bumpers and wheel arch linings, side member, underbody and engine compartment panels. All plastic components are also marked in accordance with the inter-national nomenclature.
During the subsequent shredder process for the remain-ing bodyshell, the metals are separated for recycling in raw materials production processes. The remaining, mainly organic fraction is separated into different cat-egories and reprocessed into raw materials or energy in an environmentally sound manner. All in all, the process chain described demonstrates a recyclability rate of 85 percent and a recoverability rate of 95 percent for the new A-Class, according to the ISO 22628 calculation model (see Figure 2-9).
2.3.1 Recycling concept for the A-Class
The vehicles are dismantled in the Mercedes-Benz Used Parts Centre, where the components
are then recycled in an environmentally compatible manner.
Because the vehicles are designed for easy dismantling, the components
can be quickly removed and the materials sorted without any mixing.

44 45
ELVrecycler Shredderoperators
Rcyc = (mP+mD+mM+mTr)/mV x 100 > 85 per centRcov = Rcyc + mTe/mV x 100 > 95 per cent
1) acc. to 2000/53/EG
2) SLF = shredder light fraction
Vehiclemass:mV Pretreatment:mP
FluidsBatteryTyresAirbagsCatalytic convertersOil filter
Dismantling:mD
Prescribed parts1), components for reuse and recycling
Metalseparation:mMRemaining metal
SLF2)processingmTr = recyclingmTe = energy recovery
Dismantling information plays an important role for ELV recyclers when it comes to implementing the recycling concept. All the necessary information relating to the A-Class is made available electronically via the Interna-tional Dismantling Information System (IDIS). This IDIS software provides vehicle information for ELV recyclers, on the basis of which vehicles can be subjected to environ-mentally friendly pre-treatment and recycling techniques at the end of their operating lives.
Figure 2-9: Material flows for A-Class recycling concept
2.3.2 Dismantling information
Following their dismantling, the vehicle bodies are shredded
so that the materials can be recycled.
Figure 2-10: Screenshot of the IDIS software
Model-specific data are shown in both graphic and text form. The pre-treatment section contains specific informa-tion concerning service fluids and pyrotechnical compo-nents, while the other sections contain materials-specific information for the identification of non-metallic compo-nents. The current version (as of August 2007) contains information on more than 58 passenger car brands with 1,206 different vehicles in 21 languages. IDIS data will be made available to ELV recyclers by software update six months after the market launch.

46 47
2.3.3 Avoidance of potentially hazardous materials
The avoidance of hazardous materials is the top priority during development, production, operation and recycling of our vehicles. Since 1996, for the protection of both humans and the environment, our in-house standard DBL 8585 has specified those materials and material catego-ries that are not permitted to be incorporated in materials or components used in Mercedes-Benz passenger cars. This DBL standard is available to designers and materi-als specialists at the pre-development stage, during the selection of materials and the planning of production proc-esses.
Heavy metals prohibited by the EU End-of-Life Vehicle Di-rective, i.e. lead, cadmium, mercury and hexavalent chro-mium, are also covered by this standard. To ensure that the ban on heavy metals is implemented according to the legal requirements, Mercedes-Benz has adapted numerous in-house and supplier processes and requirements.
The new A-Class complies with the valid regulations. This includes the use of lead-free elastomers in the powertrain, lead-free pyrotechnical activation units, cadmium-free thick-film pastes and chromium(VI)-free surfaces for the interior, exterior and major assemblies, for example.
Materials used for components in the passenger com-partment and boot are subject to additional emissions limits which are also defined in DBL 8585. The continu-ous reduction of interior emissions is a major aspect of component and materials development for Mercedes-Benz vehicles.
In addition to the required achievement of certain recycling/recovery rates, the manufac-turers are called upon by Article 4 Paragraph 1 (c) of the European End-of-Life Vehicle Directive 2000/53/EC to increasingly use recycled materi-als in vehicle manufacture and thereby to build up and extend the markets for secondary raw materials. To comply with these stipulations, the specifications books for new Mercedes models prescribe continuous increases in the share of secondary raw materials used in car models.
The main focus of the recyclate research accom-panying vehicle development is on thermoplas-tics. In contrast to steel and ferrous materials, to which secondary materials are already added at the raw material stage, recycled plastics must be subjected to a separate testing and approval process for the relevant component. Accordingly, details of the use of secondary materials in passenger cars are only docu-mented for thermoplastic components, as only this aspect can be influenced during development.
The quality and functional requirements for the relevant component must be met by recycled materials to the same extent as comparable new materials. To ensure that car production is maintained even in the event of supply bot-tlenecks in the recyclate market, new materials may also be used as an alternative.
In the new A-Class, a total of 54 components with a total weight of 30.8 kilograms can partially be made from high-quality recycled plastics. The overall weight of recycled-content components approved for use was thus increased by 156 percent in comparison with the preceding model. Typical applications include wheel arch linings, cable ducts and underbody panels which are mainly made from
polypropylene. However, new material cycles have also been closed by the new A-Class: use of recycled polyamide is approved for the blower shroud in the engine compart-ment. Figure 2-11 shows the components for which the use of secondary raw materials has been approved.
Another objective is to obtain recycled materials from vehicle-related waste flows as far as possible, thereby clos-ing further cycles. For example, a recyclate made from re-processed vehicle components is used for the front wheel arch linings of the new A-Class: starter battery housings, bumper panels from the Mercedes-Benz Recycling System and production waste from cockpit units.
2.4 Use of secondary raw materials
NewA-Class Predecessor
Componentweightinkg 30.8 12.0 +156%
Mercedes has stringent emissions guidelines for materials
used in vehicle interiors.
Figure 2-11: Use of secondary raw materials (thermoplastics) in the A-Class
48 49
Rawmaterial Application
Flax fibre Covers of driver’s and front passenger seat backrests
Cotton, wool Various soundproofing
Abaca fibre Underbody panelling
Coconut fibre, natural latex Backrest cushion driver’s seat
Wood veneer Decorative trims, screens
Olive pits Activated charcol filter
Paper Floor of boot, filter inserts
2.5 Use of renewable raw materials
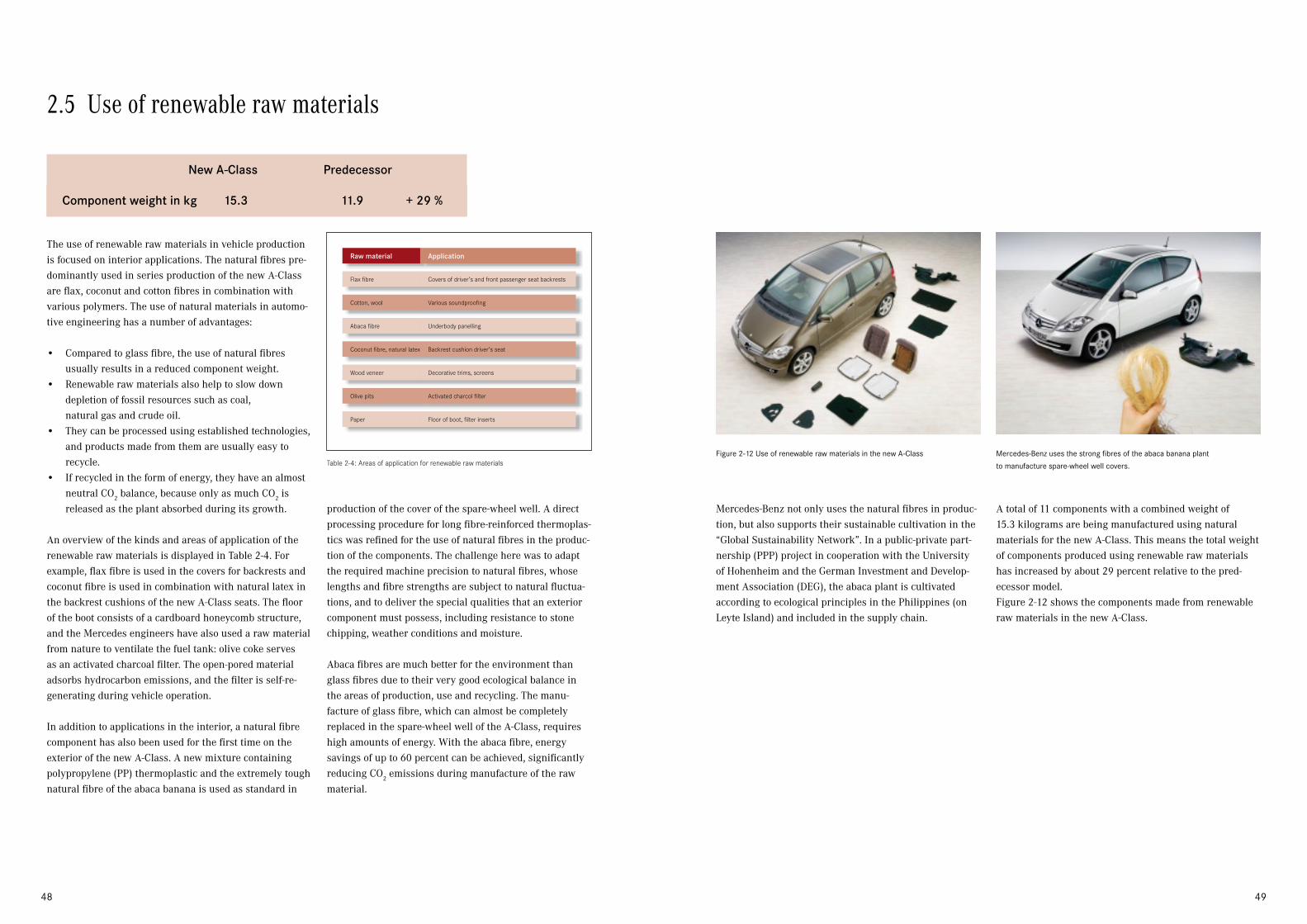
The use of renewable raw materials in vehicle production is focused on interior applications. The natural fibres pre-dominantly used in series production of the new A-Class are flax, coconut and cotton fibres in combination with various polymers. The use of natural materials in automo-tive engineering has a number of advantages:
• Compared to glass fibre, the use of natural fibres usually results in a reduced component weight.• Renewable raw materials also help to slow down depletion of fossil resources such as coal, natural gas and crude oil.• They can be processed using established technologies, and products made from them are usually easy to recycle.• If recycled in the form of energy, they have an almost neutral CO
2 balance, because only as much CO2 is released as the plant absorbed during its growth.
An overview of the kinds and areas of application of the renewable raw materials is displayed in Table 2-4. For example, flax fibre is used in the covers for backrests and coconut fibre is used in combination with natural latex in the backrest cushions of the new A-Class seats. The floor of the boot consists of a cardboard honeycomb structure, and the Mercedes engineers have also used a raw material from nature to ventilate the fuel tank: olive coke serves as an activated charcoal filter. The open-pored material adsorbs hydrocarbon emissions, and the filter is self-re-generating during vehicle operation.
In addition to applications in the interior, a natural fibre component has also been used for the first time on the exterior of the new A-Class. A new mixture containing polypropylene (PP) thermoplastic and the extremely tough natural fibre of the abaca banana is used as standard in
production of the cover of the spare-wheel well. A direct processing procedure for long fibre-reinforced thermoplas-tics was refined for the use of natural fibres in the produc-tion of the components. The challenge here was to adapt the required machine precision to natural fibres, whose lengths and fibre strengths are subject to natural fluctua-tions, and to deliver the special qualities that an exterior component must possess, including resistance to stone chipping, weather conditions and moisture.
Abaca fibres are much better for the environment than glass fibres due to their very good ecological balance in the areas of production, use and recycling. The manu-facture of glass fibre, which can almost be completely replaced in the spare-wheel well of the A-Class, requires high amounts of energy. With the abaca fibre, energy savings of up to 60 percent can be achieved, significantly reducing CO
2 emissions during manufacture of the raw material.
Mercedes-Benz not only uses the natural fibres in produc-tion, but also supports their sustainable cultivation in the “Global Sustainability Network”. In a public-private part-nership (PPP) project in cooperation with the University of Hohenheim and the German Investment and Develop-ment Association (DEG), the abaca plant is cultivated according to ecological principles in the Philippines (on Leyte Island) and included in the supply chain.
Table 2-4: Areas of application for renewable raw materials
NewA-Class Predecessor
Componentweightinkg 15.3 11.9 +29%
Mercedes-Benz uses the strong fibres of the abaca banana plant
to manufacture spare-wheel well covers.
A total of 11 components with a combined weight of 15.3 kilograms are being manufactured using natural materials for the new A-Class. This means the total weight of components produced using renewable raw materials has increased by about 29 percent relative to the pred-ecessor model. Figure 2-12 shows the components made from renewable raw materials in the new A-Class.
Figure 2-12 Use of renewable raw materials in the new A-Class

50 51
It is of decisive importance to reduce emissions and the consumption of resources over the entire life cycle of a vehicle when improving its environmental compatibility. The extent of the ecological burden caused by a product is already largely defined during the early development phase. Later corrections of the product design are only possible at great cost and effort.
The earlier that environmentally compatible product development (“Design for Environment”) is integrated into the development process, the greater the benefits in terms of minimising environmental effects and costs.
Process and product-integrated environmental protection must be realised during the development phase of
a product. Later on, environmental effects can often only be reduced by downstream, “end-of-the-pipe” measures.
“We develop products which are particularly environmen-tally compatible in their market segment” – this is the sec-ond environmental guideline within the Daimler Group. Making this a reality means building environmental protection into our products from the very start. Ensuring this is the task of environment-conscious product develop-ment: “Design for Environment” (DfE) develops holistic vehicle concepts. The goal is to improve environmental compatibility in an objectively measurable way, while meeting the demands of the increasing number of custom-ers who pay attention to environmental aspects such as lower fuel consumption and emissions as well as the use of environmentally friendly materials.
In organisational terms, responsibility for improvement of environmental compatibility was an integral element in the development project of the A-Class. Representatives for development, production, procurement, sales and other tasks have been assigned in overall project management. There are development teams (for example bodywork, drive, interior etc.) and teams with tasks affecting all areas (e.g. quality management, project management etc.) corresponding to the most important components and functions of a car.
One of these cross-functional teams is the Design for Environment (DfE) team. It comprises experts from the fields of Life Cycle Assessment, dismantling and recycling planning, materials and process technology as well as de-sign and production. Members of the ecological team are simultaneously included in a development team as those responsible for all ecological issues and tasks. This means complete integration of the DfE process in the vehicle de-velopment project is ensured. The members’ tasks consist of early definition and checking of objectives for the indi-vidual vehicle modules from an environmental perspec-tive in the specifications, and derivation of improvement measures if necessary.
Thanks to integration of Design for Environment in the process structure of the A-Class development project, it was ensured that environmental considerations were not only sought upon market launch, but were already observed from the earliest stage of development. Corre-sponding objectives were defined in good time and exam-ined at the respective quality gates in the development process. The need for further action is then derived from the interim results and implemented in cooperation in the development teams before the next quality gate.
The DfE team defined the following specific environmental objectives in the book of specifications with the A-Class project management:1. Ensuring compliance with the European End-of-Life Vehicle Directive. This comprises:• creation of a recycling concept to comply with the legally prescribed recovery rate of 95 percent by weight by 2015• ensuring compliance with the European End-of-Life Vehicle Directive with respect to banned materials• optimisation of product concepts in terms of a design suitable for recycling to reduce the recycling costs incurred.
2. Ensuring the use of 20 percent plastic recyclates (equals to approximately 26 kilograms of thermoplastics).3. Ensuring the use of 15 kilograms (component weight) of renewable raw materials.4. Registration of all significant burdens on the environ ment caused by the A-Class during its life cycle and the improvement of its Life Cycle Assessment in com parison to its predecessor.
The process conducted on the A-Class fulfils all criteria detailed in the ISO 14062 international standard on the integration of environmental aspects described into the project development.
Figure 3-1: Environmentally compatible product development activities at Mercedes-Benz
3 Process documentation
LCAs Recycling Materialuse
Mercedes-Benzdevelopementprocess
Strategyphase
Technologyphase
Vehiclephase
Productionsphase
Quality
Cost
Time
Environment

52 53
The Mercedes-Benz A-Class not only meets the highest standards in terms of safety, comfort, agility and design, but also satisfies all current requirements with regard to environmental compatibility.
This environmental certificate documents the major progress which has been achieved in comparison to the preceding model of the A-Class. Both the process of “Design for Environment” and the product information herein have been certified by independent experts accord-ing to internationally recognised standards.
Mercedes-Benz remains the world’s only vehicle brand to possess this demanding certification, which was first awarded for the S-Class in 2005. Mercedes customers driving the new A-Class benefit from lower fuel consump-tion, lower emissions and a comprehensive recycling concept. Moreover, a higher proportion of high quality secondary raw materials and components made from re-newable raw materials is used. In all, the 2008 model year A-Class therefore has a significantly improved Life Cycle Assessment compared to its predecessor model.
5 Conclusion 4

54 55
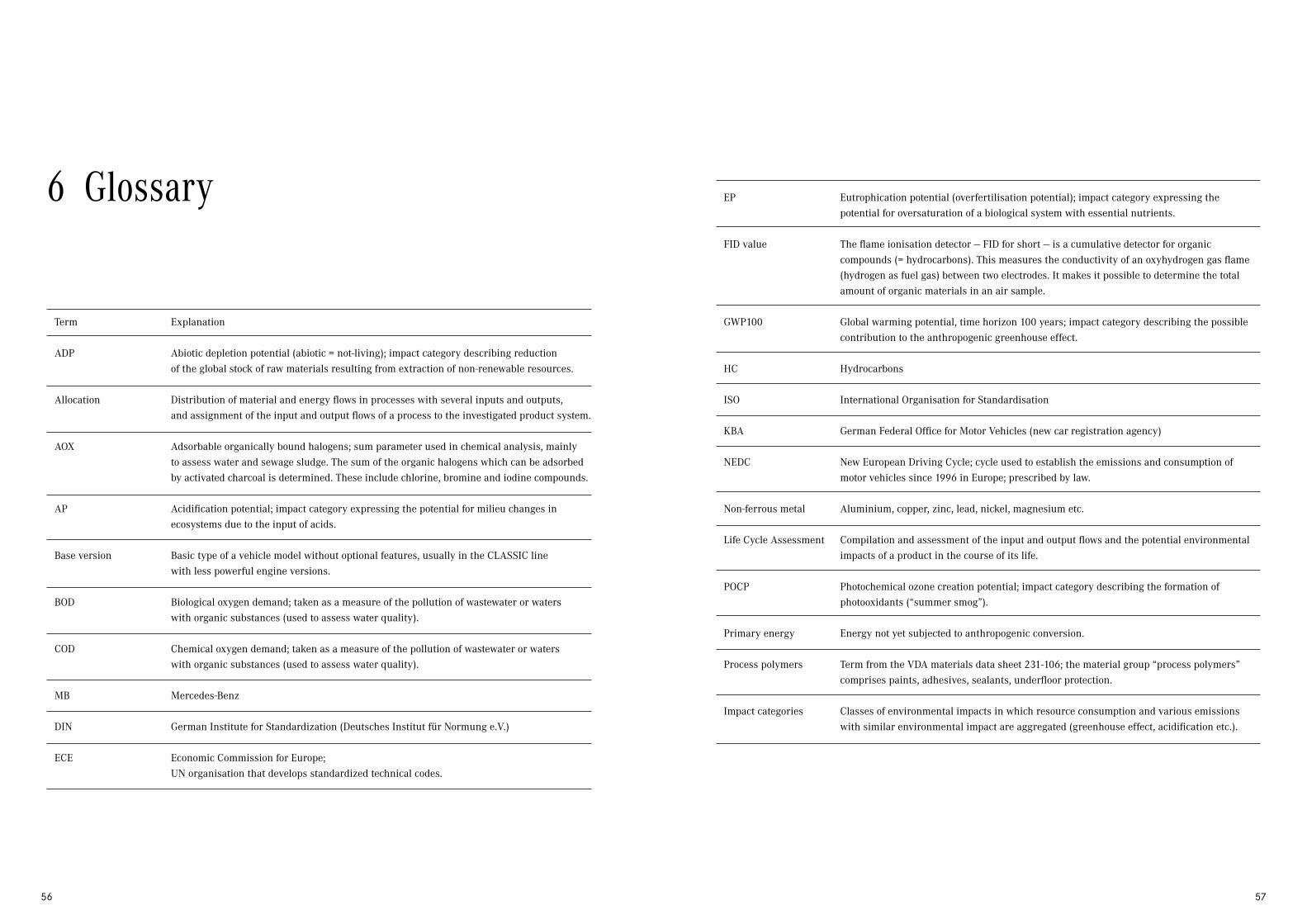
56 57
Term Explanation ADP Abiotic depletion potential (abiotic = not-living); impact category describing reduction of the global stock of raw materials resulting from extraction of non-renewable resources.
Allocation Distribution of material and energy flows in processes with several inputs and outputs, and assignment of the input and output flows of a process to the investigated product system.
AOX Adsorbable organically bound halogens; sum parameter used in chemical analysis, mainly to assess water and sewage sludge. The sum of the organic halogens which can be adsorbed by activated charcoal is determined. These include chlorine, bromine and iodine compounds.
AP Acidification potential; impact category expressing the potential for milieu changes in ecosystems due to the input of acids.
Base version Basic type of a vehicle model without optional features, usually in the CLASSIC line with less powerful engine versions.
BOD Biological oxygen demand; taken as a measure of the pollution of wastewater or waters with organic substances (used to assess water quality).
COD Chemical oxygen demand; taken as a measure of the pollution of wastewater or waters with organic substances (used to assess water quality).
MB Mercedes-Benz
DIN German Institute for Standardization (Deutsches Institut für Normung e.V.)
ECE Economic Commission for Europe; UN organisation that develops standardized technical codes.
6 Glossary EP Eutrophication potential (overfertilisation potential); impact category expressing the potential for oversaturation of a biological system with essential nutrients.
FID value The flame ionisation detector — FID for short — is a cumulative detector for organic compounds (= hydrocarbons). This measures the conductivity of an oxyhydrogen gas flame (hydrogen as fuel gas) between two electrodes. It makes it possible to determine the total amount of organic materials in an air sample.
GWP100 Global warming potential, time horizon 100 years; impact category describing the possible contribution to the anthropogenic greenhouse effect.
HC Hydrocarbons
ISO International Organisation for Standardisation
KBA German Federal Office for Motor Vehicles (new car registration agency)
NEDC New European Driving Cycle; cycle used to establish the emissions and consumption of motor vehicles since 1996 in Europe; prescribed by law.
Non-ferrous metal Aluminium, copper, zinc, lead, nickel, magnesium etc.
Life Cycle Assessment Compilation and assessment of the input and output flows and the potential environmental impacts of a product in the course of its life.
POCP Photochemical ozone creation potential; impact category describing the formation of photooxidants (“summer smog”).
Primary energy Energy not yet subjected to anthropogenic conversion.
Process polymers Term from the VDA materials data sheet 231-106; the material group “process polymers” comprises paints, adhesives, sealants, underfloor protection.
Impact categories Classes of environmental impacts in which resource consumption and various emissions with similar environmental impact are aggregated (greenhouse effect, acidification etc.).
58 59
Imprint
Publisher: Daimler AG, Mercedes-Benz Cars, D-70546 Stuttgart
Mercedes-Benz Technology Center, D-71059 SindelfingenDepartment: Design for Environment (GR/VZU) in cooperation with Global Product Communications Mercedes-Benz Cars (COM/MBC)
Tel.: +49 711 17-76422
www.mercedes-benz.com
Descriptions and details quoted in this publication apply to the Mercedes-Benz international model range. Differences relating to basic and optional equipment, engine options, technical specifications and performance data are possible in other countries.

60
Daimler AG, Global Product Communications Mercedes-Benz Cars, Stuttgart (Germany), www.mercedes-benz.com